Сварка ткани ПВХ | Stktent.ru
При изготовлении (производстве) изделий из ткани ПВХ применяют 4 основных способа соединения:
- Сваривание горячим воздухом (газом)
- Сваривание ТВЧ (током высокой частоты)
- Прострочка нитками
- Склеивание ткани ПВХ
В этой статье мы рассмотрим два первых способа: соединение ткани ПВХ при помощи горячего воздуха и сварка ТВЧ.
Для начала мы должны дать определение сварки.
Сварка ткани ПВХ – процесс изготовления сварного шва путем расплавления поверхностей материала.
Для создания качественного сварного шва нужно соблюсти 2 параметра:
- Температура сварки
- Сварочное давление
Что же из себя представляет сам процесс сварки ткани?
Сваривание горячим воздухом (газом)
Описание метода:
Процесс сварки ткани ПВХ заключается в следующем – при использовании специального сварочного оборудования воздух разогревается до температуры 500-600 градусов (в зависимости от плотности свариваемой ткани ПВХ), затем этот разогретый поток направляется в область сварки, где происходит расплавление внешнего слоя ПВХ до вязко-текучего состояния.
При остывании материала мы получаем качественный сварочный шов.
Рекомендации по применению:
Это наиболее распространенный метод соединения тканей ПВХ: при производстве тентовых конструкций, при изготовлении автотентов, строительных пологов.
Сварка ткани ПВХ с использованием ТВЧ (тока высокой частоты)
Сегодня это самый прогрессивный метод сварки.
Описание метода:
Материал под воздействием высокочастотного переменного поля поляризуется, и заряженные частицы, входящие в атомы и молекулы материала, смещаются. Движение этих частиц происходит с трением, на преодоление которого затрачивается электрическое поле, что и вызывает нагрев вещества. Максимальная температура сосредотачивается на соединяемых поверхностях материала, а минимальная сосредоточена на внешних. Подобное распределение температуры также является преимуществом сварки ТВЧ, поскольку наружные поверхности не нагреваются, а это заметно снижает деформацию в линии шва.
Преимущества:
- мгновенный нагреве по всей толщине свариваемых материалов;
- высокая производительность;
- герметичность шва;
- сварные швы почти не видны.
Применение:
Этот метод сварки используется при производстве архитектурных изделий, либо при производстве ответственных изделий, где требуется повышенное качество сварных швов.
ТВЧ-сварка тентовых конструкций, палаток – компания «Альянс»
ТВЧ оборудование обеспечивает 100% герметичность сварному шву, такая сварка является экологически чистой.
Как правило, при изготовлении тентов используется плёнка с плотностью от 120 до 900 г/м кв. Тентовая ткань представляет собой поливинилхлоридное полотно (PVC), состоящее из двух слоев полимера и армированной сетки (в частности из лавсанового корда).
Оборудование для производства тентов
В последнее время производители тентовых конструкций стали применять на своих производствах высокочастотную сварку.
Принцип ТВЧ сварки тентов очень прост: материал (два полотнища или больше) укладывают внахлест и подают под сварочный электрод, который имеет сварное поле (2-4 см в ширину, 70-80 см в длину). Электрод опускается на плёнку, сваривает её и поднимается – сварка закончена, можно материал продвигать дальше для следующего этапа сварки.
Существуют различные варианты комплектации станков ТВЧ (машины с одним-двумя столами, одним-двумя генераторами), что позволяет регулировать производительность одной линии. Для запуска самой простой линии потребуется всего один станок, управляемый специально обученным человеком – оператором. Наша компания оказывает содействие в обучении персонала, а также техническом обслуживании установок ТВЧ.
Используя ТВЧ-оборудование, вы сможете открыть линию по производству самых разнообразных тентов, навесов и покрытий:
- Тентовые конструкции (торговые павильоны, дачные беседки, шатры, навесы, тенты палатки, тенты укрытия, быстровозводимые конструкции)
- Автотенты (каркасы и пологи для автомобилей и прицепов различных размеров, в том числе и по индивидуальным размерам, тенты для фур, на прицепы)
- Специальные изделия (шторы для автомоек, завесы, тенты для концертов и т.
 д.)
д.) - Гуманитарные палатки, торговые палатки, армейские палатки, палатки для отдыха, шатры для мероприятий
- ТВЧ для тентовых пвх тканей
 д.)
д.)Твч сварка пвх ткани
Cегодня это самый прогрессивный метод сварки. Его основное преимущество заключается в мгновенном нагреве по всей толщине свариваемых материалов, а также высокой производительности. Материал под воздействием высокочастотного переменного поля поляризуется, и заряженные частицы, входящие в атомы и молекулы материала, смещаются. Движение этих частиц происходит с трением, на преодоление которого затрачивается электрическое поле, что и вызывает нагрев вещества.
Максимальная температура сосредотачивается на соединяемых поверхностях материала, а минимальная сосредоточена на внешних. Подобное распределение температуры также является преимуществом сварки ТВЧ, поскольку наружные поверхности не нагреваются, а это заметно снижает деформацию в линии шва. Материал изнутри нагревается током высокой частоты, поэтому сварка осуществляется на молекулярном уровне, за счёт чего достигается полная герметичность свариваемого ТВЧ материала.
ТВЧ-сварке подвергаются термопласты с фактором диэлектрических потерь не меньше сотых долей единицы. Для высокочастотной сварки не подходят неполярные вещества – такие, как полиэтилен, полипропилен, полистирол.
Применение установок ТВЧ
На производстве все вышеперечисленные свойства реализуются следующим образом:
§ Производство косметичек: вместо шва сварка ( сувенирная продукция)
§ Производство натяжных потолков ( приварка гарпуна, сварка плёнки)
§ Производство туб ( ёлочных украшений, сувениров)
§ Производство канцелярских товаров
§ Упаковка телефонных карт
§ Обложки на окументы и т. д.
§ Обложки на тетради
§ Альбомы для монет и марок
§ Упаковка типа блистер
§ Упаковки для одежды, постельного белья ( может комплектоваться вешалкой)
§ Коврики под компьютерные мышки
§ Сваривание ленточных транспортёров
§ Сваривание автомобильных брезентовых покрытий-тент
§ Приваривание ограничителей и пальцев цепи конвейера
§ Сваривание маркиз ( для защиты от солнца)
§ Сваривание плавательных басcейнов
§ Тиснение в материалах фирменных знаков
§ Тиснение объёмных узоров и форм
§ Сваривание различных надувных игрушек
§ Приваривание элементов для усиления обивки автомобилей
§ Сваривание различных элементов обивки в автомобилях
§ Сваривание сидений в детских креслах
§ Сваривание обивки на велосипедных сиденьях
§ Сваривание светящихся элементов разных форм ( цветок, сердце и т. д. – также можно использовать в детской одежде, чтобы её было видно в темноте на дороге)
д. – также можно использовать в детской одежде, чтобы её было видно в темноте на дороге)
§ Упаковка из мягкой и полутвёрдой плёнки ПВХ для инструментов, игрушек и т. д. Предлагаем много вариантов упаковки в зависимости от желания и условий Клиента
§ Сваривание коробок из полутвёрдого и твёрдого ПВХ
§ Уплотнение швов в защитной одежде ( комбинезоны, куртки, резиновые сапоги для рыбалки, брюки)
§ Сваривание и обрезание подкладок и пакетов для завтрака
§ Сварка заградительных бонов для защиты от разливов нефти, надувной мебели, тентов, спортинвентаря и других изделий из пленки ПВХ и из тканей с двухсторонним нанесением ПВХ.
Это неполный список возможного использования установок ТВЧ. ТВЧ-сварке подвергается все, что изготовлено из ПВХ или материалов, которые содержат более 30% ПВХ.
При изготовлении (производстве) изделий из ткани ПВХ применяют 4 основных способа соединения:
- Сваривание горячим воздухом (газом)
- Сваривание ТВЧ (током высокой частоты)
- Прострочка нитками
- Склеивание ткани ПВХ
В этой статье мы рассмотрим два первых способа: соединение ткани ПВХ при помощи горячего воздуха и сварка ТВЧ.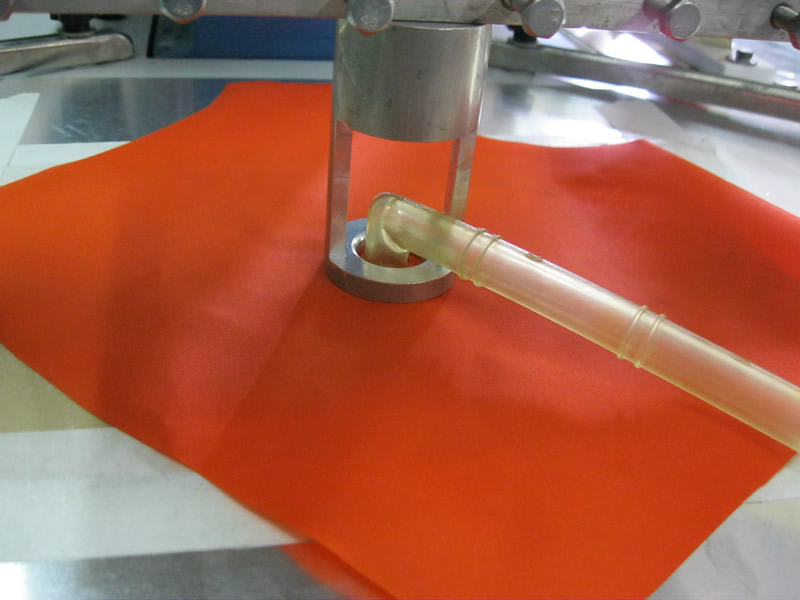
Для начала мы должны дать определение сварки.
Сварка ткани ПВХ – процесс изготовления сварного шва путем расплавления поверхностей материала.
Для создания качественного сварного шва нужно соблюсти 2 параметра:
- Температура сварки
- Сварочное давление
Что же из себя представляет сам процесс сварки ткани?
Сваривание горячим воздухом (газом)
Описание метода:
Процесс сварки ткани ПВХ заключается в следующем – при использовании специального сварочного оборудования воздух разогревается до температуры 500-600 градусов (в зависимости от плотности свариваемой ткани ПВХ), затем этот разогретый поток направляется в область сварки, где происходит расплавление внешнего слоя ПВХ до вязко-текучего состояния. Затем при помощи силиконового валика создается необходимое давление для свободного перемещения молекул с одного полотна материала на другой.
При остывании материала мы получаем качественный сварочный шов.
Рекомендации по применению:
Это наиболее распространенный метод соединения тканей ПВХ: при производстве тентовых конструкций, при изготовлении автотентов, строительных пологов.
Сварка ткани ПВХ с использованием ТВЧ (тока высокой частоты)
Сегодня это самый прогрессивный метод сварки.
Описание метода:
Материал под воздействием высокочастотного переменного поля поляризуется, и заряженные частицы, входящие в атомы и молекулы материала, смещаются. Движение этих частиц происходит с трением, на преодоление которого затрачивается электрическое поле, что и вызывает нагрев вещества. Максимальная температура сосредотачивается на соединяемых поверхностях материала, а минимальная сосредоточена на внешних. Подобное распределение температуры также является преимуществом сварки ТВЧ, поскольку наружные поверхности не нагреваются, а это заметно снижает деформацию в линии шва. Материал изнутри нагревается током высокой частоты, поэтому сварка осуществляется на молекулярном уровне, за счёт чего достигается полная герметичность свариваемого ТВЧ материала.
Преимущества:
- мгновенный нагреве по всей толщине свариваемых материалов;
- высокая производительность;
- герметичность шва;
- сварные швы почти не видны.

Применение:
Этот метод сварки используется при производстве архитектурных изделий, либо при производстве ответственных изделий, где требуется повышенное качество сварных швов.
Из поливинихлоридных нитей производят несколько типов тканей разных сортов и свойств. Направления использования материалов охватывают многие сферы. Из ПВХ тканей шьют рабочую и спортивную одежду, туристическое оснащение, делают обивку мебели, шторы для душевых кабин.
Полотна высокой плотности и большой толщины применяют в качестве тентов для широкого круга объектов: от торговых павильонов, автостоянок до бассейнов и многофункциональных ангаров. Из отдельной группы ПВХ материалов делают рекламные баннеры. Они отличаются эстетичным внешним видом, хорошо декорируются пленками, фотопечатью. Отрезки ПВХ ткани сшивают между собой или используют для более надежного соединения сварку.
Достоинства продукции из винила
Материалы из поливинилхлоридных волокон обладают высокими водоотталкивающими свойствами. Эти ткани не изменяются в агрессивной среде, переносят действие солнечного ультрафиолета, сохраняют форму при колебаниях температуры воздуха.
Эти ткани не изменяются в агрессивной среде, переносят действие солнечного ультрафиолета, сохраняют форму при колебаниях температуры воздуха.
Даже при совокупном влиянии всех факторов одновременно они смогут прослужить более 5-7 лет без существенной потери внешнего вида. Важный этап получения продукции из ПВХ – соединение заготовок из полотен.
Для шитья обычных изделий из синтетических материалов используют швейные машины. При изготовлении баннеров, тентовых покрытий требуется сварка ПВХ тканей. Другими методами качественную продукцию получить не удастся.
В зависимости от толщины и назначения синтетического материала ПВХ определяют выбор метода его сваривания. В целом подходы подобны тем, которые применяют при работе с любым другим виниловыми сырьем. Можно воспользоваться:
- автоматическим методом;
- ручной сваркой.
Автоматические машинки, позволяющие сваривать длинные швы, выпускает несколько европейских известных компаний, представительства которых есть в России. Ручной метод применяют, если надо сварить небольшие полоски ПВХ ткани. В каждом из методов применяются свои технологии.
Ручной метод применяют, если надо сварить небольшие полоски ПВХ ткани. В каждом из методов применяются свои технологии.
Автоматические технологии
Сварка тентовой ткани может быть проведена с использованием токов высокой частоты. Технология требует наличия специальных генераторов тока с требуемыми значениями частот.
Станок для сварки ТВЧ имеет большие размеры, работает автоматически с большой производительностью, стоит дороже, чем остальное оборудование. Метод используется в основном на определенных видах производств.
Чаще применяют оборудование для сварки ПВХ горячим потоком воздуха. В этом процессе главное расплавить поливинилхлорид и прижать полотна друг к другу.
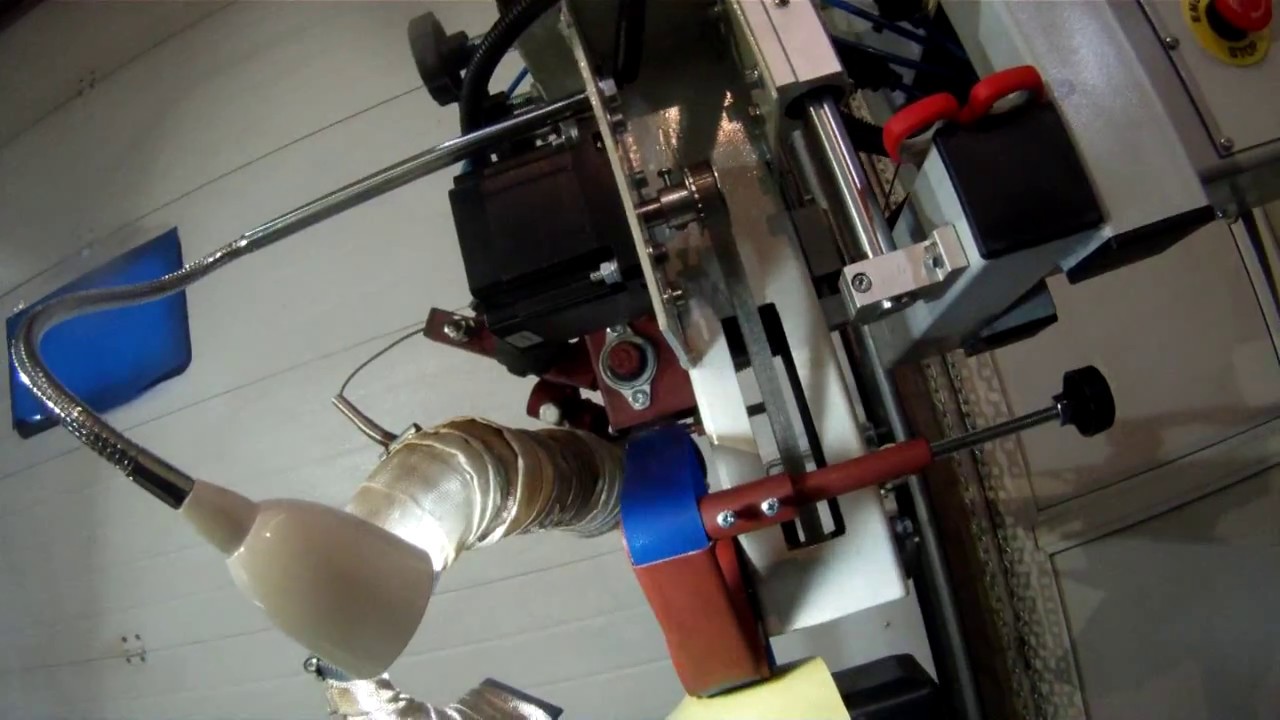
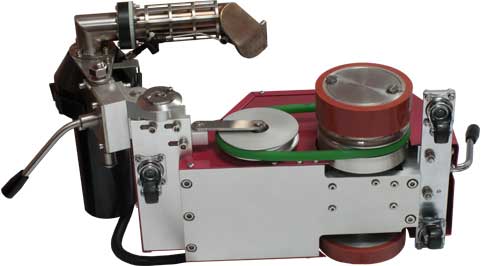
Существует несколько видов агрегатов. Популярны модели компании Leister. Ролики придавливают место будущего шва, вмонтированное сопло подает горячую струю. Сварка происходит быстро с образованием прочного шва.
Оператору нужно только легким движением рук корректировать направление движение машинки. Автомат регулирует показания температуры, силу работы пресса в электронном режиме. От сварщика требуются минимальные навыки работы с полотнами, умение выбрать правильную настройку оборудования для сварки ПВХ ткани.
Автомат регулирует показания температуры, силу работы пресса в электронном режиме. От сварщика требуются минимальные навыки работы с полотнами, умение выбрать правильную настройку оборудования для сварки ПВХ ткани.
Некоторые компании, например RiverFord, поставляют недорогие, удобные в работе станки. Нагревательный элемент этого оборудования сделан фирмой Leister. Вместо него можно установить фен другой марки.
Степень прижатия полотен регулируется механизмами трех видов. В зависимости от характеристик ПВХ ткани можно выбрать наиболее подходящий вариант. Станок способен легко перемещаться на роликах, может быть использован для сваривания швов любой формы.
Устройства для ручной работы
Большое количество мастеров предпочитают ручную работу. На место требуемого внахлест соединения направляют горячий воздушный поток феном для сварки ПВХ ткани.
После расплавления феном шов придавливают специальным валиком. Образующийся монолитный стык герметичен и зрительно не заметен, хотя имеет несколько большую толщину, чем остальная часть полотен. Разницу в плотности ПВХ ткани можно почувствовать только на ощупь.
Образующийся монолитный стык герметичен и зрительно не заметен, хотя имеет несколько большую толщину, чем остальная часть полотен. Разницу в плотности ПВХ ткани можно почувствовать только на ощупь.
Если есть необходимость в изготовлении шва встык, применяют другую технологию сварки. В этом случае между краями укладывают прут или стрежень присадочного материала, сделанного также из поливинилхлорида.
На рабочую зону направляют горячий воздух, добиваясь расплавления и слияния полимера в единое целое.
Очень удобны для использования в этих целях ручные экструдеры. Они имеют сопло для выхода нагретой воздушной массы и блок, подающий присадку.
Экструдеры для сварочных работ имеют регуляторы температуры, скорости подачи присадочного прута и воздушного потока. Модели отличаются по мощности, рекомендуемому диаметру ПВХ присадки, наличием дополнительных функциональных возможностей, цене.
Особенности баннеров
При выборе аппарата для сварки баннера, необходимо учитывать специфику дальнейшей обработки полотна. Баннерные полотна, используемые для изготовления рекламной продукции, имеют особенности.
Баннерные полотна, используемые для изготовления рекламной продукции, имеют особенности.
Они приспособлены для последующего нанесения печати, самоклеющейся пленки, имеют иное плетение ПВХ ткани, требуют специальных приемов сварки. Выбирая аппарат, согласуйте с продавцами возможность его применения для изготовления баннеров своими руками.
Поливиниловые ткани отличаются размерами раппорта (количеством нитей в рисунке плетения), пористостью, заполнением, многими другими параметрами. Они имеют разную толщину поверхностного слоя, нанесенного на стержень нити.
Желательно перед сваркой изделия сделать пробу на маленьком лоскуте. Это поможет выбрать как технологию в принципе, так и режим ее реализации.
Грамотная сварка ПВХ ткани – задача, доступная для профессионалов и домашних умельцев.
Сварка ПВХ ткани своими руками с помощью фена и автоматического аппарата
Из поливинихлоридных нитей производят несколько типов тканей разных сортов и свойств. Направления использования материалов охватывают многие сферы. Из ПВХ тканей шьют рабочую и спортивную одежду, туристическое оснащение, делают обивку мебели, шторы для душевых кабин.
Направления использования материалов охватывают многие сферы. Из ПВХ тканей шьют рабочую и спортивную одежду, туристическое оснащение, делают обивку мебели, шторы для душевых кабин.
Полотна высокой плотности и большой толщины применяют в качестве тентов для широкого круга объектов: от торговых павильонов, автостоянок до бассейнов и многофункциональных ангаров. Из отдельной группы ПВХ материалов делают рекламные баннеры. Они отличаются эстетичным внешним видом, хорошо декорируются пленками, фотопечатью. Отрезки ПВХ ткани сшивают между собой или используют для более надежного соединения сварку.
Достоинства продукции из винила
Материалы из поливинилхлоридных волокон обладают высокими водоотталкивающими свойствами. Эти ткани не изменяются в агрессивной среде, переносят действие солнечного ультрафиолета, сохраняют форму при колебаниях температуры воздуха.
Даже при совокупном влиянии всех факторов одновременно они смогут прослужить более 5-7 лет без существенной потери внешнего вида.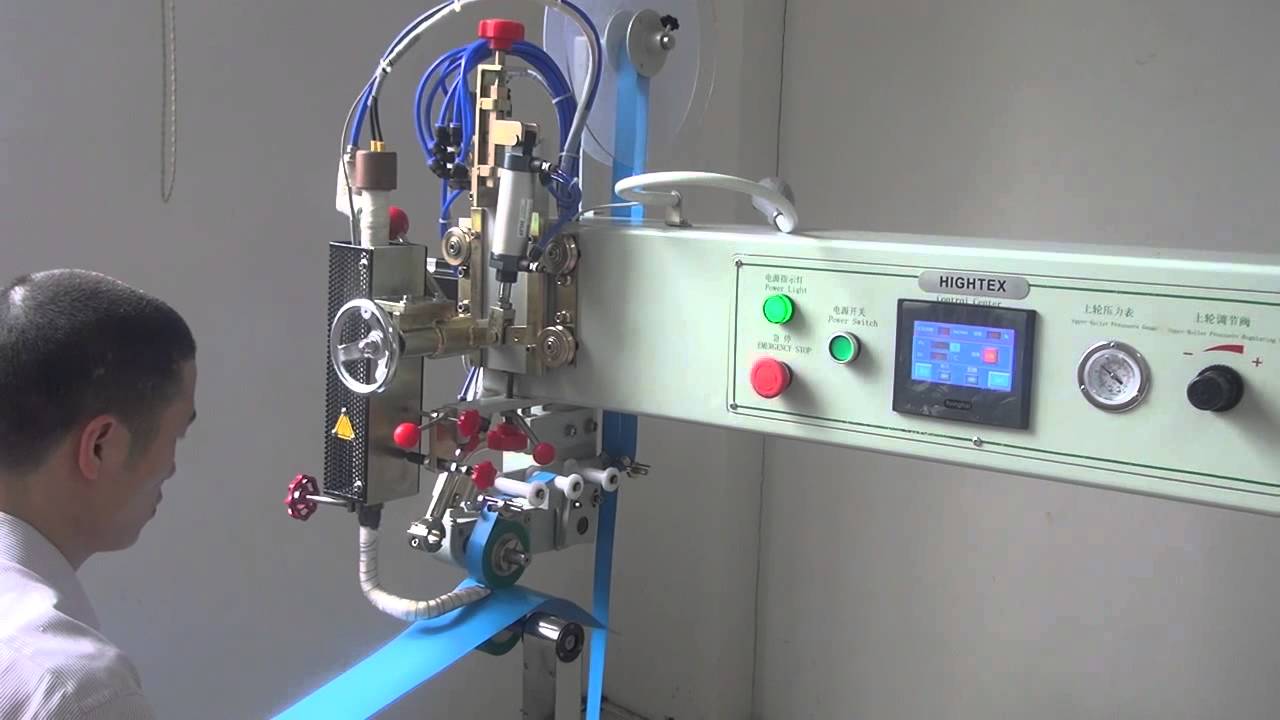 Важный этап получения продукции из ПВХ – соединение заготовок из полотен.
Важный этап получения продукции из ПВХ – соединение заготовок из полотен.
Для шитья обычных изделий из синтетических материалов используют швейные машины. При изготовлении баннеров, тентовых покрытий требуется сварка ПВХ тканей. Другими методами качественную продукцию получить не удастся.
В зависимости от толщины и назначения синтетического материала ПВХ определяют выбор метода его сваривания. В целом подходы подобны тем, которые применяют при работе с любым другим виниловыми сырьем. Можно воспользоваться:
- автоматическим методом;
- ручной сваркой.
Автоматические машинки, позволяющие сваривать длинные швы, выпускает несколько европейских известных компаний, представительства которых есть в России. Ручной метод применяют, если надо сварить небольшие полоски ПВХ ткани. В каждом из методов применяются свои технологии.
Автоматические технологии
Сварка тентовой ткани может быть проведена с использованием токов высокой частоты. Технология требует наличия специальных генераторов тока с требуемыми значениями частот.
Технология требует наличия специальных генераторов тока с требуемыми значениями частот.
Станок для сварки ТВЧ имеет большие размеры, работает автоматически с большой производительностью, стоит дороже, чем остальное оборудование. Метод используется в основном на определенных видах производств.
Чаще применяют оборудование для сварки ПВХ горячим потоком воздуха. В этом процессе главное расплавить поливинилхлорид и прижать полотна друг к другу.
Существует несколько видов агрегатов. Популярны модели компании Leister. Ролики придавливают место будущего шва, вмонтированное сопло подает горячую струю. Сварка происходит быстро с образованием прочного шва.
Оператору нужно только легким движением рук корректировать направление движение машинки. Автомат регулирует показания температуры, силу работы пресса в электронном режиме. От сварщика требуются минимальные навыки работы с полотнами, умение выбрать правильную настройку оборудования для сварки ПВХ ткани.
 youtube.com/embed/Jdbnhgg8o1Y” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/Jdbnhgg8o1Y” frameborder=”0″ allowfullscreen=””/>
Некоторые компании, например RiverFord, поставляют недорогие, удобные в работе станки. Нагревательный элемент этого оборудования сделан фирмой Leister. Вместо него можно установить фен другой марки.
Степень прижатия полотен регулируется механизмами трех видов. В зависимости от характеристик ПВХ ткани можно выбрать наиболее подходящий вариант. Станок способен легко перемещаться на роликах, может быть использован для сваривания швов любой формы.
Устройства для ручной работы
Большое количество мастеров предпочитают ручную работу. На место требуемого внахлест соединения направляют горячий воздушный поток феном для сварки ПВХ ткани.
После расплавления феном шов придавливают специальным валиком. Образующийся монолитный стык герметичен и зрительно не заметен, хотя имеет несколько большую толщину, чем остальная часть полотен. Разницу в плотности ПВХ ткани можно почувствовать только на ощупь.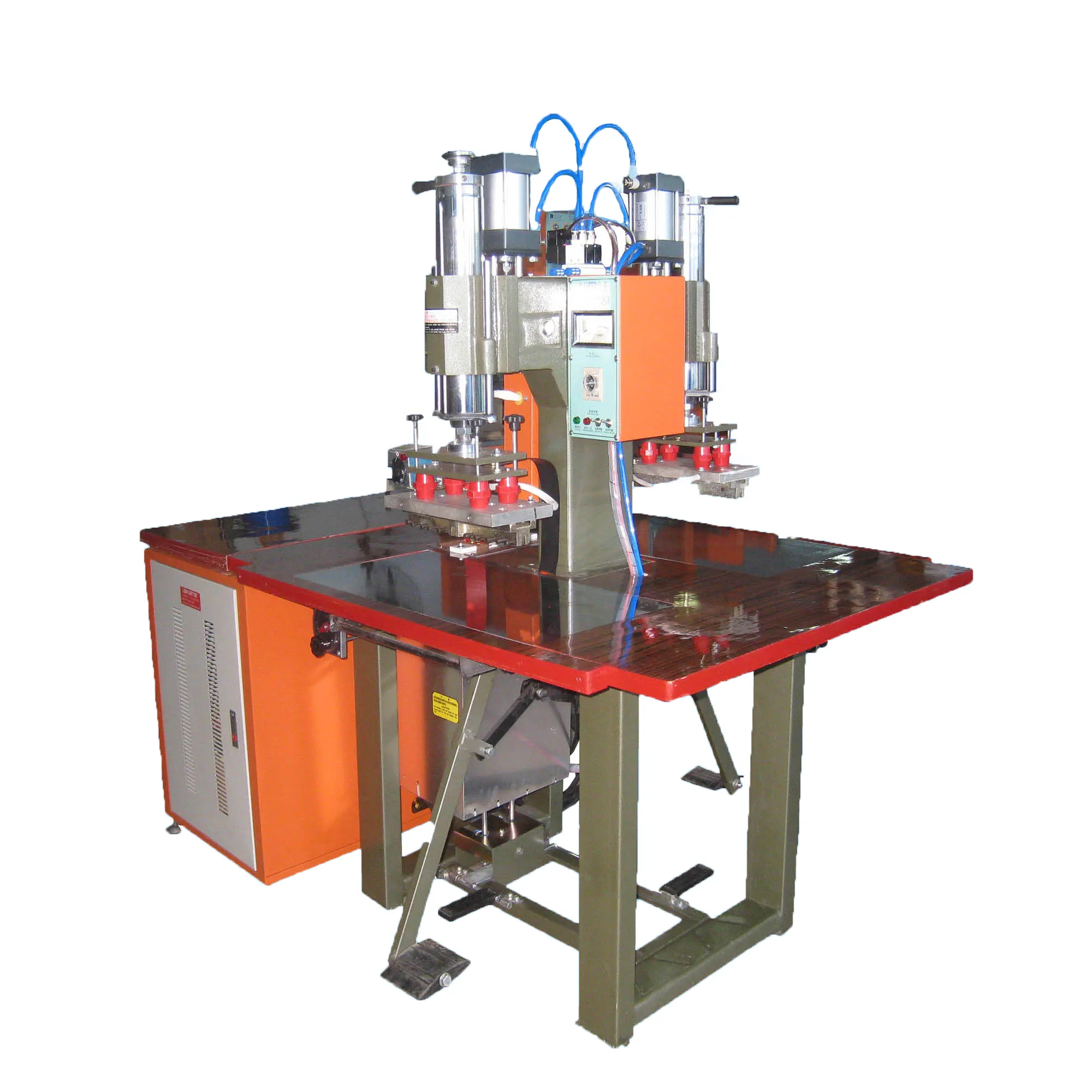
Если есть необходимость в изготовлении шва встык, применяют другую технологию сварки. В этом случае между краями укладывают прут или стрежень присадочного материала, сделанного также из поливинилхлорида.
На рабочую зону направляют горячий воздух, добиваясь расплавления и слияния полимера в единое целое.
Очень удобны для использования в этих целях ручные экструдеры. Они имеют сопло для выхода нагретой воздушной массы и блок, подающий присадку.
Экструдеры для сварочных работ имеют регуляторы температуры, скорости подачи присадочного прута и воздушного потока. Модели отличаются по мощности, рекомендуемому диаметру ПВХ присадки, наличием дополнительных функциональных возможностей, цене.
Особенности баннеров
При выборе аппарата для сварки баннера, необходимо учитывать специфику дальнейшей обработки полотна. Баннерные полотна, используемые для изготовления рекламной продукции, имеют особенности.
Они приспособлены для последующего нанесения печати, самоклеющейся пленки, имеют иное плетение ПВХ ткани, требуют специальных приемов сварки. Выбирая аппарат, согласуйте с продавцами возможность его применения для изготовления баннеров своими руками.
Выбирая аппарат, согласуйте с продавцами возможность его применения для изготовления баннеров своими руками.
Поливиниловые ткани отличаются размерами раппорта (количеством нитей в рисунке плетения), пористостью, заполнением, многими другими параметрами. Они имеют разную толщину поверхностного слоя, нанесенного на стержень нити.
Желательно перед сваркой изделия сделать пробу на маленьком лоскуте. Это поможет выбрать как технологию в принципе, так и режим ее реализации.
Грамотная сварка ПВХ ткани – задача, доступная для профессионалов и домашних умельцев.
станки для сварки пленки и мембран своими руками, методы и технология сварки
Баннерная ткань ПВХ пользуется большой популярностью. Ее используют не только в рекламной индустрии для изготовления плакатов, но и применяют в качестве укрывного полога, навеса, полотна для палатки, для автомобильных чехлов, для изготовления надувных лодок и так далее.
Большая распространенность такни ПВХ объясняется ее свойствами. Этот материал является стойким к влаге и другим атмосферным явлениям, он устойчив к перепадам температур в определенном диапазоне, а также стоек к механическим воздействиям. Из ткани ПВХ легко можно создать конструкцию по заданному шаблону – материал пластичен и его можно соединять при помощи ручной либо аппаратной сварки.
Область использования полотен
Современные ПВХ-ткани выпускаются в широкой цветовой гамме, они могут быть применимы для изготовления:
- надувных лодок и катамаранов;
- укрывных тентов для грузового транспорта, легковых автомобилей, яхт и катеров, железнодорожных вагонов;
- навесов над окнами или дверями, пологов, беседок, шатров, торговых палаток и павильонов, тентов для сада;
- рекламных баннеров и билбордов, растяжек, плакатов, вывесок;
- промышленных занавесей в ангарах;
- укрытия для бурильных установок, сельскохозяйственных хранилищ, лесоматериалов;
- навесных крыш на строительных площадках для защиты от непогоды;
- надувных детских аттракционов (батуты, горки, санки- «ватрушки»).

Ткани ПВХ выпускают и в виде толстой прозрачной пленки, которую применяют в качестве штор для пищевых цехов, для организации завесы между двумя помещениями с холодным и теплым воздухом, для изготовления окон в палатке или павильоне.
Прозрачный материал прочен, легок и износоустойчив.
Оборудование
Сварка ПВХ тканей получила большую популярность благодаря тому, что процесс не является высокотехнологичным и трудозатратным.
Материалы можно соединять, пользуясь определенными инструментами вручную или автоматизировано, с применением специальных станков, причем такой станок быстро окупает свои затраты, да и стоимость его невелика.
Для выполнения сварочных работ по ПВХ-ткани может быть применено 2 вида промышленного производственного оборудования.
- Термофен ручной. Выпускается на заводах, снабжен сильной воздушной помпой. Термофен разогревает воздух до температуры плавления ПВХ-материала. Приспособление легкое, его можно переносить в руках в любое нужное для работы место, где имеется возможность его подключения к сети электропитания.
- Установка ТВЧ. Это приспособление предназначено для сварки деталей из ПВХ путем применения тока высокой частоты. Изготавливается прибор в заводских условиях, но такая конструкция тяжела для мобильного перемещения, поэтому она применяется для массовых сварочных работ, выполняемых в промышленных условиях. Применение ТВЧ-установки позволяет сделать готовый сварочный шов идеально ровным и высококачественным. Эти установки являются полуавтоматическими и практически исключают участие человека в осуществлении данного вида технологического процесса.
 Применение ТВЧ-установки позволяет сделать готовый сварочный шов идеально ровным и высококачественным. Эти установки являются полуавтоматическими и практически исключают участие человека в осуществлении данного вида технологического процесса.
Применение ТВЧ-установки позволяет сделать готовый сварочный шов идеально ровным и высококачественным. Эти установки являются полуавтоматическими и практически исключают участие человека в осуществлении данного вида технологического процесса.Стационарные промышленные аппараты обладают высокой степенью производительности, но они не подходят для использования в сварочных работах, которые требуется выполнить на определенном участке ПВХ-ткани что называется «по месту» – то есть их нельзя применять для локальной сварки или ремонта изделий из ПВХ.
Что касается термофена, то с его помощью можно выполнять вручную ремонт и сварку отрезков материала определенной длины.
Технология ручной сварки
При сварке ткани ПВХ своими руками применяется метод плавления материала при помощи горячего воздуха. Такой подход позволяет соединять не только обычную ткань, но и двухслойные ПВХ-мембраны.
Технология процесса заключается в следующем.
- В область стыка двух деталей из такни ПВХ требуется направить поток горячего воздуха, температура которого составляет около 700°C. Горячий воздух плавит полимерные компоненты, входящие в состав ткани, и, смешиваясь между собой, они образуют единое и монолитное целое.
- Чтобы шов был ровным и плотным, в области нагрева слои ткани прижимают специальным резиновым валиком, прокатывая его поступательными движениями вдоль линии сварки.

После застывания шва он выглядит как продолжение единого полотна, но с видимым утолщением в месте стыка. Подобный сварной стык может выдерживать те же нагрузки, что и цельный кусок ткани. Он не разрушается от механических повреждений и намного прочнее, чем швы, выполненные, например, путем сшивания двух кусков ПВХ-материала.
Когда необходимо состыковать два кустка ткани без нахлеста, то под ПВХ-материю подкладывают стержень из ПВХ для присадки, а затем уже по этому стержню проводят сварку горячим воздухом термофена.
Автоматизированный метод
Для осуществления сварки тканей из ПВХ в больших объемах на производстве используют аппараты, к которых задействован ток высоких частот. Обеспечивает этот высокочастотный ток специальный генератор, подключенный к сети электропитания. Станки с током высоких частот довольно громоздки, но обеспечивают высокую скорость и производительность. Методику сварки токами высоких частот используют в массовом производстве изделий из ПВХ.
Станки с током высоких частот довольно громоздки, но обеспечивают высокую скорость и производительность. Методику сварки токами высоких частот используют в массовом производстве изделий из ПВХ.
Существует также и оборудование, обеспечивающее сварку поливинилхлоридных тканей горячим потоком воздуха. Такие приспособления являются стационарными и используются в промышленных условиях. Подобный тип оборудования выпускают компании Leister и RiveFord. Два участка ткани складывают, плотно прижимая друг к другу, а затем подводят их к специальному соплу, из которого подается раскаленный воздух. Одновременно с подачей ткани на месте шва работают прижимные ролики. В процессе слаженной работы горячего воздуха и роликов получается ровный и прочный шов.
Сварка выполняется быстро, так как у таких станков высокая производительность. Оператор станка следит за его работой и вручную направляет движение сопла. Температура и сила прижима роликов регулируется автоматически – важно лишь изначально правильно настроить требуемый диапазон на станке. Выбор режимов работы зависит от типа ткани ПВХ, ее плотности и количества слоев.
Станок устроен так, что его роликовый механизм способен выполнять сварочные швы для деталей любой конфигурации.
Узнать подробнее о сварке ПВХ-ткани можно в видео ниже.
Оборудование и ТВЧ станки для сварки полимеров и ПВХ. Ультразвуковые станки. Компания Polistan.ru
В компании ООО «Полистан» вы можете купить оборудование для сварки ПВХ и прочих полимерных материалов. У нас вы найдёте станки ТВЧ для изготовления натяжных потолков, одновременной пайки и вырубки мягких и жёстких пластиков, агрегаты для непрерывной сварки ультразвуком, а также полный перечень запчастей и комплектующих к предлагаемым установкам. Также у нас вы можете купить б/у станки ТВЧ.
Оборудование ТВЧ
Мы предлагаем вам доступные по цене двухпостовые станки ТВЧ для изготовления интерьерной и наружной рекламы, тентов, навесов, шатров, обложек для тетрадей, визитниц, ковриков для мыши, блистерной упаковки, надувных игрушек и матрасов, натяжных потолков и гарпун для их крепления.
Формируемые под током высокой частоты швы получаются идеально ровными, прочными и почти незаметными.
Станки для сварки ПВХ ультразвуком
Ультразвуковая сварка позволяет выполнять неразъёмные соединения не только на мягких термопластичных материалах, но и на жёстких пластмассах. В отличие от ТВЧ технологии, станки ультразвуковой сварки и резки могут применяться для всех пластиковых материалов, включая полиэтилен, полипропилен и полистирол.
Предлагаемые нами ультразвуковые станки для сварки полимеров и автоматическая линия для сварки ПВХ незаменимы в деле изготовления пластмассовых игрушек, спортивного инвентаря, пищевых контейнеров, а также всевозможных чехлов, мешков и баннерных полотен, одноразовой одежды, бахил и др.
Цены на представленные в компании ООО «Полистан» ТВЧ и ультразвук станки вас приятно удивят!
Запчасти для станков ТВЧ и УЗС
В нашей компании всегда имеются в наличии запчасти для ультразвуковой сварки и оснастка для станков ТВЧ. В любой момент вы можете подобрать к приобретённой установке сменные генераторные лампы, электроды, волноводы, таймеры, резисторы и прочие комплектующие и аксессуары.
В любой момент вы можете подобрать к приобретённой установке сменные генераторные лампы, электроды, волноводы, таймеры, резисторы и прочие комплектующие и аксессуары.
Купить станок ТВЧ и ультразвуковое оборудование для сварки полимеров можно по телефону: +7(919)999-44-55.
Оборудования для ультразвуковой сварки, станков ТВЧ для натяжных потолков
Компания «Сварпласт» является поставщиком разнообразных станков для сварки токами высокой частоты (ТВЧ-сварка) и ультразвуковой сварки (УЗ-сварка), в том числе и станков собственной торговой марки. Официально зарегистрировано Свидетельство на товарный знак СВАРПЛАСТ (SVARPLAST) №502452.
Что можно производить на станках ТВЧ
Станки ТВЧ-сварки сваривают материалы, содержащие ПВХ. На них можно производить: медицинские изделия, упаковку, надувные изделия для спорта и отдыха, натяжные потолки из пленки (в т. ч. приварить гарпун), спец. одежду, тенты, баннеры, палатки, блистеры, канц. товары, чехлы и многое другое.
Станки ТВЧ просты в эксплуатации и окупаются за несколько месяцев. При этом, как мы видим, на них возможно производство продукции с большим ассортиментом. Также несомненными плюсами этих станков являются их надежность, универсальность и компактность.
К сожалению, сваривать ТВЧ можно только те термопласты, фактор диэлектрических потерь которых не меньше сотых долей единицы. Неполярные вещества (такие как полиэтилен, полипропилен, полистирол) не годятся для высокочастотной сварки.
Сферы применения ультразвуковой сварки
Ультразвуковая сварка на сегодняшний день является ведущим способом соединения полимерных материалов, а в некоторых случаях и единственно возможным. Ультразвуковая сварка пластмасс основывается на искусственно созданных механических колебаниях, которые прикладываются к зоне контакта и преобразовываются в тепловую энергию.
Ультразвуком сваривается большая половина известных термопластичных полимеров. Ультразвуковая сварка пластмасс тем более ценна, что для ряда полимеров она является единственно возможным надежным способом соединения. Полистирол, один из наиболее распространенных полимеров для изготовления различных изделий крупносерийного производства, наиболее рационально сваривать ультразвуком.
Полистирол, один из наиболее распространенных полимеров для изготовления различных изделий крупносерийного производства, наиболее рационально сваривать ультразвуком.
Станки УЗ-сварки применяются для сварки жестких полимеров и пластмасс, синтетических тканей, пластмасс с металлами, мягких пластмасс, искусственных кож.
Недостатками использования ультразвукового соединения являются довольно маленькая мощность процесса сваривания, что часто приводит к необходимости применять двухсторонний способ подвода энергии, и отсутствие точного и практичного метода контроля качества шва.
Работая с нами Вы получаете
Надежного партнера
Индивидуальный подход
Гарантийное обслуживание
Обучение персонала
Звоните нам по телефонам: 8 (496) 415 35 91, 8 (919) 999 44 40, 8 (916) 994 44 00 и мы поможем правильно подобрать оборудование: от одного станка для производства натяжных потолков до цеха по производству медицинских изделий.
Сварка тканей с термопластическим покрытием – Введение
Сварка – один из наиболее распространенных способов соединения материалов с термопластическим покрытием, используемых в технической текстильной промышленности. Сварка тканей проста, относительно недорога и обеспечивает беспрецедентную гибкость и прочность, когда дело доходит до соединения технических тканей вместе. Хотя не все типы тканей можно легко сваривать, практически все термопласты обладают отличной свариваемостью.
Процесс термопластической сварки состоит из тех же основных элементов: тепла, давления и охлаждения.Комбинация этих трех элементов зависит от свариваемых материалов, метода сварки и скорости производственного процесса. Кроме того, промышленные методы сварки текстильных изделий различаются по способу генерирования и подачи тепла.
В этой статье мы рассмотрим три наиболее распространенных типа сварки термопластов: высокочастотная (HF), горячим воздухом и горячим клином (HW).
ВЫСОКОЧАСТОТНАЯ (ВЧ) СВАРКА
ВЧ-сварка, также известная как радиочастотная (RF) или диэлектрическая сварка, соединяет материалы друг с другом путем приложения быстро меняющегося электрического поля к области соединения. Электромагнитное поле обычно прикладывается между двумя металлическими стержнями, чаще всего на частоте 27,12 МГц.
Электромагнитное поле обычно прикладывается между двумя металлическими стержнями, чаще всего на частоте 27,12 МГц.
Циклы высокочастотной сварки являются быстрыми, обычно длятся от 2 до 5 секунд, и этот метод сварки термопластов подходит для соединения материалов толщиной от примерно 1/1000 до 50/1000 дюймов (от 0,0254 до 1,27 мм). Сварочный стол удерживает ткани на месте, пока они соединяются. Тепло выделяется только при включении электрического поля, что снижает любую потенциальную тепловую деградацию материала, прилегающего к сварному шву.
У высокочастотной сварки есть несколько ключевых преимуществ. В частности, короткое время цикла снижает нагрузку на ваше оборудование и снижает стоимость инструментов для этого процесса. Еще одна причина обратиться к ВЧ сварке – отсутствие последующего высыхания и затвердевания соединенных тканей.
Важно знать, что высокочастотная сварка также может нагревать людей, поэтому оператор станка должен быть защищен от высокочастотного поля. Для безопасной эксплуатации мощного высокочастотного сварочного аппарата операторы должны пройти тщательную подготовку у опытного персонала.Во многих случаях представители производителей по запросу проводят бесплатное обучение на вашем рабочем месте.
Для безопасной эксплуатации мощного высокочастотного сварочного аппарата операторы должны пройти тщательную подготовку у опытного персонала.Во многих случаях представители производителей по запросу проводят бесплатное обучение на вашем рабочем месте.
Пластины для высокочастотной сварки могут иметь гравировку, профилирование или тиснение для создания надписей, логотипов или декоративных эффектов на свариваемых изделиях. Этот процесс позволяет одновременно сваривать и резать материал.
- Быстрые циклы сварки
- Недорогая оснастка
- Чистый процесс
- Без последующей сушки / закалки
СВАРКА ГОРЯЧИМ ВОЗДУХОМ
Сварочные аппараты горячим воздухом генерируют тепло, необходимое для сварки ткани, продувая сжатым воздухом электрические нагревательные элементы .Температура получаемого горячего воздуха может составлять от 1000 до 1350 ° F (от 400 до 750 ° C). Затем в точку сварки нагнетается горячий воздух, тем самым расплавляя поверхность термопластической ткани и позволяя соединить ее с другим листом термопласта. Набор роликов обычно используется для приложения давления к материалам, чтобы соединить их в месте сварки.
Набор роликов обычно используется для приложения давления к материалам, чтобы соединить их в месте сварки.
Сварка горячим воздухом считается одним из самых быстрых, доступных и простых методов промышленной сварки текстильных изделий. Его можно выполнять с помощью ручных сварочных аппаратов, что важно, поскольку это означает, что сварщики горячим воздухом могут создавать сварные швы самых разных форм, включая кривые.Сварка горячим воздухом подходит, когда необходимо часто менять ширину сварного шва ткани, а также когда требуется многократный запуск и остановка на протяжении всего процесса сварки ткани. Этот метод также подходит для соединения длинных сплошных термопластичных тканей или для сварки различных материалов одинаковой толщины.
Сварка пластмасс горячим воздухом обычно используется для термопластических материалов, имеющих толщину 1/16 (мм) дюйма или более. Сварка горячим воздухом отлично подходит для изготовления труб и хомутов лодок, так как полученное уплотнение является водонепроницаемым и воздухонепроницаемым.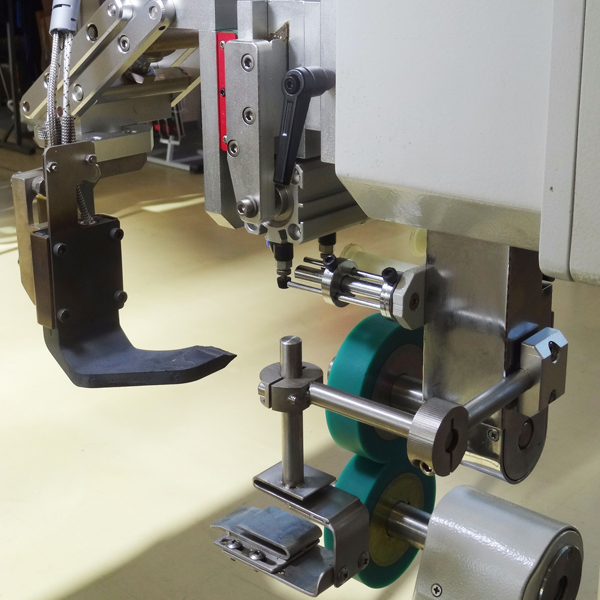
СВАРКА ГОРЯЧИМ КЛИНОМ (HW)
При сварке горячим клином используется нагретый металлический клин, точно расположенный в точке сварки для обеспечения необходимого тепла. Два листа ткани или пленки протягиваются через нагретый клин, а затем подвергаются давлению роликов для образования сварного шва. Строго контролируемая температура клина может варьироваться от 700F до 920F (от 370C до 490C).
Преимущество HW-сварки заключается в том, что с ее помощью можно сваривать очень толстые материалы с термопластическим покрытием.В отличие от сварки горячим воздухом, он тихий и не производит дыма, а аппараты для сварки горячим воздухом доступны в портативных моделях. Этот процесс идеально подходит для сварки длинных непрерывных термопластичных тканей и может использоваться для сплавления ранее сваренных материалов с третьим слоем ткани. Сварщики HW могут выполнять сварные швы со скоростью от 0,5 до 42 м / мин.
Какие типы термопластов можно сваривать?
Одно из достоинств этих методов сварки термопластов заключается в том, что они достаточно гибкие, чтобы работать с большинством обычных промышленных тканей. Сварка ВЧ, горячим воздухом и ГВ может соединять термопласты, такие как полипропилен, полиуретан, полиэтилен и поливинилхлорид (ПВХ), а также ткани с покрытием из ПВХ.
Сварка ВЧ, горячим воздухом и ГВ может соединять термопласты, такие как полипропилен, полиуретан, полиэтилен и поливинилхлорид (ПВХ), а также ткани с покрытием из ПВХ.
Промышленная сварка тканей может сделать эти материалы более устойчивыми к истиранию и продлить срок службы шва по сравнению с другими методами соединения. Кроме того, сварка горячим воздухом и сварка HW обеспечивают водонепроницаемые и воздухонепроницаемые соединения с гладкой поверхностью, что гарантирует пригодность этих методов сварки текстильных материалов для самых разных областей применения.
ВАШ ВЫБОР
Какой из этих методов сварки термопластов подходит для ваших нужд, зависит от предполагаемого применения, используемых материалов и текущей схемы производственной линии. Вам также необходимо будет учитывать текущий уровень квалификации ваших сотрудников, владеющих различными методами сварки, и среду, в которой вы будете работать.
Для получения дополнительной информации о сварке следите за нашим предстоящим «Руководством по сварке термопластичных тканей», которое скоро выйдет. А пока вы можете связаться с нами здесь, в Erez, чтобы получить помощь в решении ваших технических задач по сварке текстиля. У нас есть многолетний опыт работы с термопластами и другими промышленными тканями и их сварки, и мы можем предоставить поддержку для всех ваших потребностей в промышленной сварке.
А пока вы можете связаться с нами здесь, в Erez, чтобы получить помощь в решении ваших технических задач по сварке текстиля. У нас есть многолетний опыт работы с термопластами и другими промышленными тканями и их сварки, и мы можем предоставить поддержку для всех ваших потребностей в промышленной сварке.
Jack’s Plastic Welding, Inc.
Сварка и склейка
Почему сварка лучше для производства надувных материалов, чем склеивание?
Сварка – лучший процесс, потому что он длится бесконечно долго.Склеенные детали могут «устать» и улетучиться. В процессе сварки два одинаковых материала с покрытием сплавляются вместе, и при этом отсутствует клейкая поверхность. Сварной шов внахлест прочнее в направлении сдвига, чем ткань-основа. Склеенный шов внахлест прочнее и в этом направлении, пока клей не «устанет» и не уйдет.
Что заставляет клей растекаться?
Миграция пластификатора является причиной потери прочности адгезионных связей со временем . Пластификатор – это то же самое в покрытии, которое не дает УФ-излучению разрушить вашу лодку. Это одна из причин того, почему лодки из ПВХ так долго выдерживают воздействие ультрафиолета, а также причина того, что клей может высохнуть через несколько лет. Этот процесс миграции ускоряется теплом и влажностью. Таким образом, клееная лодка, оставленная в чулане рядом с пляжем в мексиканских тропиках, может потерять клееные детали через год, и то же самое, если вы храните лодку на чердаке своего дома в Хьюстоне, штат Техас. Однако, если ваш клееный плот живет на Аляске, у вас никогда не будет проблем, если он никогда не станет горячим.Все это мы пережили за 30 лет работы. Почему сварные лодки служат дольше? Они не распадаются из-за разрушения клея. Мы заменяем множество склеенных деталей и видим, в каких условиях находятся лодки. Отказ клея случается и с лодками Hypalon, просто это занимает немного больше времени.
Пластификатор – это то же самое в покрытии, которое не дает УФ-излучению разрушить вашу лодку. Это одна из причин того, почему лодки из ПВХ так долго выдерживают воздействие ультрафиолета, а также причина того, что клей может высохнуть через несколько лет. Этот процесс миграции ускоряется теплом и влажностью. Таким образом, клееная лодка, оставленная в чулане рядом с пляжем в мексиканских тропиках, может потерять клееные детали через год, и то же самое, если вы храните лодку на чердаке своего дома в Хьюстоне, штат Техас. Однако, если ваш клееный плот живет на Аляске, у вас никогда не будет проблем, если он никогда не станет горячим.Все это мы пережили за 30 лет работы. Почему сварные лодки служат дольше? Они не распадаются из-за разрушения клея. Мы заменяем множество склеенных деталей и видим, в каких условиях находятся лодки. Отказ клея случается и с лодками Hypalon, просто это занимает немного больше времени.
I Свойства ткани надувной лодки
Вопреки имеющейся литературе, ткани с пластиковым покрытием не слабее и не протекают больше, чем другие ткани с покрытием. Во многих случаях они лучше удерживают воздух. На нашем веб-сайте, посвященном материалам, мы много обсуждаем ткани с покрытием. Это краткая версия идеи надувных тканей.
Во многих случаях они лучше удерживают воздух. На нашем веб-сайте, посвященном материалам, мы много обсуждаем ткани с покрытием. Это краткая версия идеи надувных тканей.
Все ткани с покрытием пластиковые. Некоторые просто Thermo Plastic (ПВХ и уретан), а некоторые – Thermo Set Plastics (Hypalon и Neopreme). Прочность ткани с покрытием добавляет ткань внутри, да еще она пластиковая. Полиэстер (основная ткань, которую мы используем) представляет собой пластик Thermo set, который не очень сильно растягивается, а нейлон, который является выбором большинства тканей с неопреновым покрытием, представляет собой термопластик, который больше растягивается.Ткани с пластиковым покрытием Thermo set – это гипалон и неопрен.
Пластмассы Thermo set обладают качеством истирания в сухом состоянии, поэтому они лучше изнашиваются в сухом состоянии. Хорошим примером этого являются ленты из неопрена для горнодобывающей промышленности. В воде они находятся в невыгодном положении, потому что эти материалы цепляются за камни и изнашиваются быстрее, потому что в воде они не такие гладкие. Ткани с термопластическим покрытием поддаются сварке, потому что покрытия могут плавиться и плавиться. Это означает, что теплота трения также может расплавить покрытия, и потребитель должен знать об этом.Однако в водной среде теплота трения не является проблемой, потому что вода является смазкой для тканей с покрытием Thermo Plastic, и из-за этого они лучше изнашиваются в воде. Прочтите подробнее о том, как правильно обращаться с надувной лодкой.
В воде они находятся в невыгодном положении, потому что эти материалы цепляются за камни и изнашиваются быстрее, потому что в воде они не такие гладкие. Ткани с термопластическим покрытием поддаются сварке, потому что покрытия могут плавиться и плавиться. Это означает, что теплота трения также может расплавить покрытия, и потребитель должен знать об этом.Однако в водной среде теплота трения не является проблемой, потому что вода является смазкой для тканей с покрытием Thermo Plastic, и из-за этого они лучше изнашиваются в воде. Прочтите подробнее о том, как правильно обращаться с надувной лодкой.
Ткань внутри
Ткань внутри пластика во многом определяет прочность, характеристики и долговечность вашей надувной лодки. Нейлоновая ткань больше растягивается и имеет немного более высокую прочность на разрыв.Полиэстер меньше растягивается, и поэтому для сохранения жесткости лодки требуется меньшее давление воздуха за ним. Прочность на разрыв также определяется прочностью тканевой основы. Следовательно, ткань из полиэстера может иметь более высокую прочность на разрыв, чем ткань на основе нейлона. Нейлон впитывает воду, и это может способствовать расслоению, когда внутри между слоями покрытия образуется плесень. Полиэстер не впитывает воду, и плесень не проблема.
Следовательно, ткань из полиэстера может иметь более высокую прочность на разрыв, чем ткань на основе нейлона. Нейлон впитывает воду, и это может способствовать расслоению, когда внутри между слоями покрытия образуется плесень. Полиэстер не впитывает воду, и плесень не проблема.
Мы используем полиэфирную основу.
Технология нанесения покрытий прошла долгий путь с тех пор, как мы начали этот бизнес 35 лет назад. Большинство термопластов имеют лучшую адгезию к основной ткани, чем термореактивные пластиковые покрытия. Были внедрены новые процессы, которые позволяют нанести покрытие из раствора, которое полностью пропитывает и покрывает основу ткани до того, как пластиковое покрытие будет расплавлено на место. Эти типы тканей обеспечивают отличную задержку воздуха и адгезию покрытия. В результате возникает меньше проблем, связанных с потерей воздуха и отслаиванием покрытия от основной ткани.
Процесс сварки
Сегодня для сварки материалов с термопластическим покрытием используются два процесса: Радиочастотная сварка (см. Аппарат) и Сварка горячим воздухом (приварка ленты к детали). Оба эти процесса генерируют тепло для сплавления материалов вместе. оба этих процесса используют давление, чтобы заставить материалы плавиться. Таким образом, сварка термопластов возможна благодаря нагреву и давлению. Пластмассы не плавятся при одинаковых температурах.Поэтому сложно соединить разнородные материалы вместе. Это можно сделать с помощью клея.
Радиочастотная сварка использует пресс, который оказывает давление на большую площадь поверхности. В прессе есть стол, на который кладется материал. Плашки используются для управления процессом сварки. Когда пресс собирается вместе, радиоволны проходят через небольшую область между штампом и столом, где происходит сварка. Эти радиоволны нагревают материал, и сочетание тепла и давления заставляет сварной шов принимать форму матрицы. ВЧ сварка выполняется быстро. Наш радиочастотный сварочный аппарат работает на частоте около 29 мегагерц, и это коротковолновая частота, для фанатиков радиолюбителей.
ВЧ сварка выполняется быстро. Наш радиочастотный сварочный аппарат работает на частоте около 29 мегагерц, и это коротковолновая частота, для фанатиков радиолюбителей.
При сварке горячим воздухом горячий воздух нагревает покрытие на ткани в том месте, где оно должно быть склеено. Сопло расположено между двумя роликами, которые протягивают материал через машину. По мере того, как материал протягивается через машину, горячий воздух подается на соединяемые поверхности. Давление роликов и тепло от горячего воздуха заставляют пластик плавиться по мере его охлаждения.С помощью материала, перемещающегося через такую машину, можно создавать различные формы. Затем можно сложить выкройки, чтобы сформировать форму надувной лодки. Это тоже быстрый процесс. Этот процесс не зависит от радиочастотных тонкостей. Однако оператор должен знать совершенно другой набор правил, чтобы заставить его работать.
Процесс склеивания
Процесс склеивания состоит из подготовки, наложения и склеивания тканей вместе. Качество клеевого шва определяется тем, насколько сложно подготовить материал, насколько хорошо он подготовлен, а также факторами окружающей среды, которые могут повлиять на клей.Запасные части можно складировать на разных этапах производства. Я считаю, что так достигается эффективность в этом процессе. Есть много места для человеческой ошибки , как в отношении ткани, так и при нанесении клея. Мы должны приклеивать некоторые детали, несмотря ни на что, и мы стараемся использовать лучший клей и лучшие методы. чтобы узнать больше прочтите эту ссылку ..
Качество клеевого шва определяется тем, насколько сложно подготовить материал, насколько хорошо он подготовлен, а также факторами окружающей среды, которые могут повлиять на клей.Запасные части можно складировать на разных этапах производства. Я считаю, что так достигается эффективность в этом процессе. Есть много места для человеческой ошибки , как в отношении ткани, так и при нанесении клея. Мы должны приклеивать некоторые детали, несмотря ни на что, и мы стараемся использовать лучший клей и лучшие методы. чтобы узнать больше прочтите эту ссылку ..
Что лучше?
Очевидно, что вероятность человеческой ошибки при сварке детали меньше.В компании Jack’s Plastic Welding мы верим в оба процесса. Тем не менее, мы не склеиваем воздуховыпускные части любой надувной лодки, и по состоянию на 1997 год все D-образные кольца были сварены с помощью высокочастотной сварки. Если произойдет сбой клея, это не будет связано с потерей воздушной камеры и, как следствие, потерей функциональности. Не все детали можно сваривать и при этом хорошо выглядеть и быть функциональными. У нас практически не было гарантийных проблем, связанных с повреждениями клея в течение 10-летнего гарантийного периода, и практически не было гарантийных проблем, связанных с повреждениями сварных швов, до тех пор, пока лодка не будет фактически разрушена солнцем.Если держать лодку закрытой, она прослужит не менее 20 лет.
Не все детали можно сваривать и при этом хорошо выглядеть и быть функциональными. У нас практически не было гарантийных проблем, связанных с повреждениями клея в течение 10-летнего гарантийного периода, и практически не было гарантийных проблем, связанных с повреждениями сварных швов, до тех пор, пока лодка не будет фактически разрушена солнцем.Если держать лодку закрытой, она прослужит не менее 20 лет.
Поскольку сварка на самом деле сопоставляет и склеивает покрытые поверхности друг с другом таким образом, что клеи не могут ( нет клейкой поверхности, которая со временем размягчается, ), это гораздо более надежный метод создания надувных лодок. Свойства и прочность исходных материалов могут быть сохранены и не ухудшены из-за наличия клея. Мы постоянно ищем способы избавиться от клея в наших продуктах из-за надежности сварки и экономии средств.
* Hypalon – зарегистрированная торговая марка Dupont Corporation.
Верх
Сшивание и запечатывание
Термоупаковка
Несмотря на то, что DuPont ™ Tyvek® можно сплавить с самим собой, используя только тепло, трудно получить прочную герметизацию. Это связано с тем, что плавление Tyvek® разрушает структуру волокна, снижая как гибкость, так и прочность на разрыв в области уплотнения. Однако, если Tyvek® имеет термосварку, следует использовать стили без антистатического покрытия и без обработки коронным разрядом (например, модели 1059B и 1073B).Это связано с тем, что молекулярная пленка оксида и антистатика на поверхности стилей, обработанных коронным разрядом / антистатированных стилей, вызывает неравномерное плавление Tyvek®, что снижает прочность уплотнения.
Это связано с тем, что плавление Tyvek® разрушает структуру волокна, снижая как гибкость, так и прочность на разрыв в области уплотнения. Однако, если Tyvek® имеет термосварку, следует использовать стили без антистатического покрытия и без обработки коронным разрядом (например, модели 1059B и 1073B).Это связано с тем, что молекулярная пленка оксида и антистатика на поверхности стилей, обработанных коронным разрядом / антистатированных стилей, вызывает неравномерное плавление Tyvek®, что снижает прочность уплотнения.
Плашки для торцевого уплотнения с подпружиненной ограничительной пластиной успешно используются для термосварки. Однако предпочтительным методом является нанесение покрытия, которое имеет более низкую температуру плавления, чем Тайвек®. С таким покрытием может быть достигнута высокая прочность уплотнения с использованием горячей штанги или импульсных методов.
Диэлектрическое уплотнение
Tyvek®, как и полиэтиленовая пленка, не может быть подвергнут диэлектрической герметизации обычными методами. Тем не менее, были разработаны коммерческие патентованные процессы, которые позволяют выполнять диэлектрическую изоляцию Tyvek® с использованием обычного радиочастотного оборудования.
Тем не менее, были разработаны коммерческие патентованные процессы, которые позволяют выполнять диэлектрическую изоляцию Tyvek® с использованием обычного радиочастотного оборудования.
Ультразвуковое уплотнение
Недавние разработки в области ультразвукового уплотнения также продемонстрировали уплотнения с разрывом волокна с большинством стилей Tyvek® без сморщивания, которое часто связано с термосваркой Tyvek®. Этот процесс также обеспечивает прочную герметизацию различных пластиковых пленок и нетканых материалов. Для получения дополнительной информации о пломбировании свяжитесь с нами.
Клей
Для приклеивания Tyvek® к самому себе или к другим субстратам можно использовать ряд клеев. Как правило, предпочтительны клеи на водной основе, которые обеспечивают быстрое прилипание и быстрое высыхание. Однако первым шагом при выборе клея является определение того, как он будет реагировать с Tyvek®. Лабораторные исследования – лучший способ сделать это определение.
Клеи на основе натуральных продуктов на основе крахмала, декстрина, казеина или побочных продуктов животного происхождения предпочтительнее клеев на синтетической основе.Синтетические клеи часто содержат материалы с низким молекулярным весом, которые могут действовать как растворители при повышенных температурах и вызывать набухание и образование складок. Горячий клей для животных является отличным клеем для приклеивания Tyvek® к картону. Синтетические решетки на водной основе также связывают Tyvek® с самим собой и различными субстратами. Этилен / винилацетатные клеи особенно полезны, как и акриловые клеи, чувствительные к давлению. Однокомпонентные полиуретановые клеи на основе растворителей обеспечивают оптимальную адгезию (внахлест и сдвиг), гибкость и водостойкость для приклеивания Tyvek® к самому себе и к различным субстратам.
Технология клея-расплава была наглядно продемонстрирована во многих областях применения Тайвек®, включая создание влагопоглотителей, конвертов и медицинской упаковки.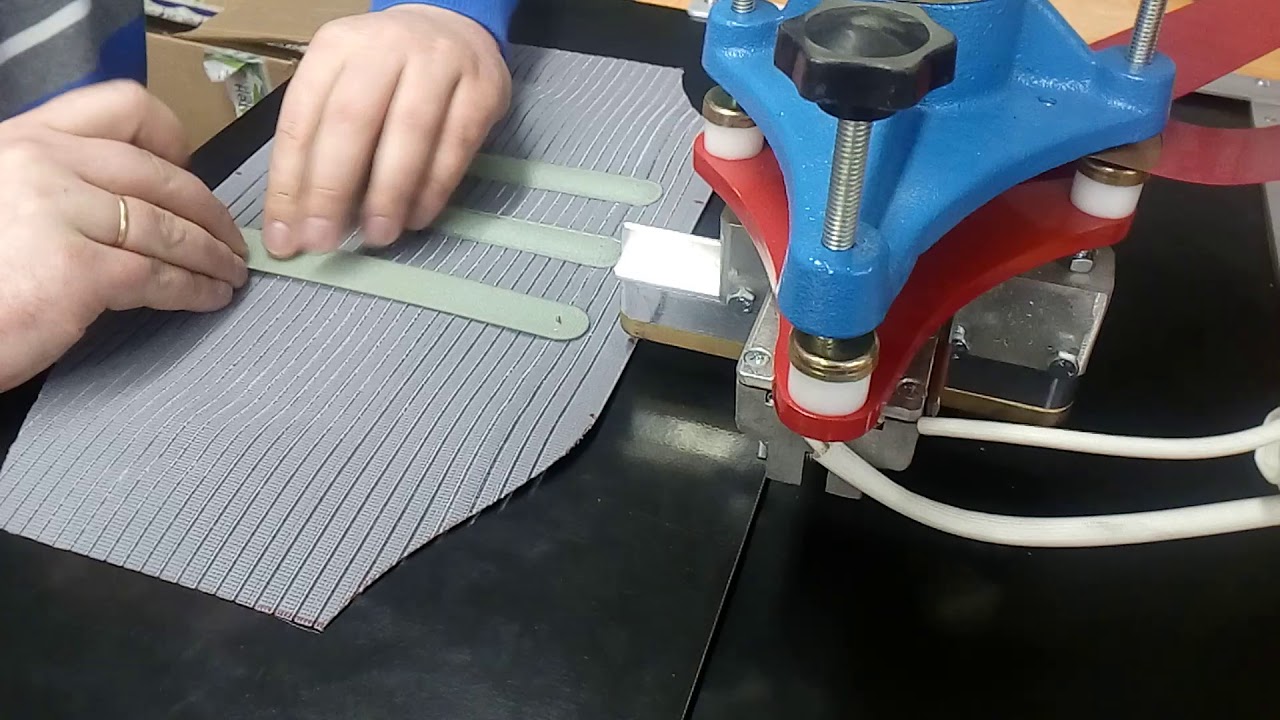 Следует проявлять осторожность при выборе клея и рекомендуется проконсультироваться с производителем клея.
Следует проявлять осторожность при выборе клея и рекомендуется проконсультироваться с производителем клея.
Генератор для прессы. Применение и устройство станков ТВЧ
Когда речь идет о мебели из массива дерева, речь идет о горячих столярных изделиях. Этот тип пресса хорошо зарекомендовал себя и, в зависимости от требований, может быть оснащен различными способами. В состав системы входят:
– генератор тока высокой частоты
– пресс
– гидроэлектростанция
– Дистанционное управление.
Характеристики системы:
– Использование высокочастотного нагрева диэлектрической среды
– Автоматическое управление ПЛК
– Погрузочно-разгрузочные столы
– Время выдержки одной платы размером 2440 * 1200 мм, 1-3 минуты
– Возможность приклеивания доска длиной 12 метров с последовательным нагревом
Прессовые работы:
1.Заготовки, покрытые клеем, размещаются на подающем столе.
2. При нажатии кнопки автоматический подающий толкатель подает заготовки в пресс.
3. Вертикальное давление на заготовки создается вертикально расположенными гидроцилиндрами, которые включаются автоматически, после чего заготовки сжимаются цилиндрами бокового давления и склеивают их (заготовки) в прочный щит.
4. Включен нагрев HDTV, клей нагревается, (время нагрева устанавливается персоналом) при нагреве происходит верхнее и боковое сжатие заготовок с помощью гидроцилиндров.
5. После нагрева давление в гидроцилиндрах автоматически отключается, пресс открывается, и готовый щит выходит из пресса.
Краткие технические характеристики
Технические характеристики пресса
Технические характеристики генератора тока высокой частоты 30 кВт
| Мощность | AC 38 В, 50 Гц, 3 фазы |
| Входная мощность | 40 кВА |
| Выходная мощность | 30 кВт |
| Частота | 6.  78 МГц 78 МГц |
| Лампа электрическая | FU924 FA |
| Напряжение накала | AC 7,5 |
| Режим переключения | Конденсатор переменной емкости |
| Тип охлаждения | Воздух |
| Режим настройки | Переменная мощность |
| Тип защиты | Двухступенчатый нагрев нити, предупреждение о перегреве, защита электровентилятора , защита дверного выключателя |
| Режим вывода | Съезд в одну сторону |
http: // mwm.com.ua/catalog/pr_129
См. также:
Пресс с твч нагревом для производства клееных панелей
6. 2 Производство мебельного щита. 1 Материалы для изготовления мебельного щита. Последовательность технологических операций, используемое оборудование
Последовательность технологических операций, используемое оборудование
Токи высокой частоты (ТВЧ) обладают массой полезных свойств … Основное из них – это способность проходить по поверхности проводника, не затрагивая его сердечник. Благодаря этой особенности поверхность проводника, по которой проходят токи высокой частоты, быстро нагревается и до высоких температур.
Причем, чем выше частота токов, тем быстрее и сильнее нагревается проводник.
1 Применение HDTV в промышленности
Токи высокой частоты – это токи, в которых количество колебаний за одну секунду достигает одного миллиона. Напряжение в аппаратах HDTV может составлять от одной тысячи до нескольких сотен тысяч вольт.
Устройства HDTV широко используются в промышленности.
- с помощью ТВЧ в индукционных печах плавится любой металл.Удобство этого метода заключается в том, что его можно применять в условиях полного вакуума. Это позволяет избежать окисления и загрязнения металлов; №
- с использованием токов высокой частоты, металл упрочняется. Особенность такой закалки в том, что твердеет только оболочка изделия, внутренняя часть остается пластичной. Защищает металл от хрупкости;
- с помощью аппаратов HDTV в автомобильной промышленности сваривают некоторые детали .; №
- В медицине токи высокой частоты применяют для лечения кожных заболеваний, методом улучшения кровообращения в капиллярах, суставах, позвоночнике, прогрева внутренних органов;
 Особенность такой закалки в том, что твердеет только оболочка изделия, внутренняя часть остается пластичной. Защищает металл от хрупкости;
Особенность такой закалки в том, что твердеет только оболочка изделия, внутренняя часть остается пластичной. Защищает металл от хрупкости; Последнее изобретение на основе токов высокой частоты – аппарат для сварки натяжных потолков из ПВХ.Рассмотрим это устройство более подробно.
1.1 Устройства ТВЧ для натяжных потолков из ПВХ
Натяжные потолки сегодня по праву занимают одно из первых мест во внутренней отделке дома. Они обладают высокими эстетическими качествами, достаточно быстро устанавливаются, скрывают потолочные коммуникации. Кроме того, на натяжные холсты можно наносить узоры, рисунки и даже собственные фотографии.
С помощью раскрашивания и придания формы полотнам дизайнеры решают вопросы визуального увеличения пространства, искусственного точечного освещения помещений и многого другого.
Проблема только в том, что ширина рулона листов ПВХ для натяжных потолков не превышает 3-х метров. А если тканевые полотна соединяются плетением, то шов на ПВХ создать таким способом невозможно.
Шов на натяжных потолках из ткани или ПВХ должен быть:
- прочным. Полотно на потолке имеет довольно высокий коэффициент натяжения. Поэтому шов на ткани или ПВХ должен быть настолько прочным, чтобы он не рвался и не растягивался ни при укладке, ни с течением времени;
- незаметно.Прелесть натяжных потолков заключается именно в том, что они выглядят как единое полотно из красивой ткани. Любые складки или складки значительно снизят эстетичность интерьера.
Именно эти две задачи можно безупречно решить с помощью аппарата HDTV для натяжных потолков.
1.2 Устройство
Аппараты ТВЧ состоят из следующих механизмов:
- Механизм гашения электрической дуги. В случае искры или, как следствие, возникновения электрической дуги свариваемая ткань может выгореть. Кроме того, существует вероятность выхода из строя самого свариваемого электрода. Поэтому машина оснащена автоматическим регулятором, который снижает мощность генератора в случае опасности искры.
- Механизм подавления помех. Поскольку высокочастотные токи создают собственное сильное магнитное поле, но в то же время чувствительны к другим магнитным полям, машина оснащена экраном, который создает своего рода защитный купол над одним устройством HDTV.
- Устройство безопасности защищает машину от скачков напряжения.
- Аппарат сварной. Этот механизм соединяет листы ПВХ посредством диэлектрического нагрева.
- Приводной механизм. Большинство станков оснащено приводами двух типов: ножным и пневматическим. Пневматический привод более точен и безопасен, так как защищает станок и нож от защемления и других ошибок обслуживающего персонала.
- Кроме того, каждая машина оснащена инвертором, который, по сути, вырабатывает токи высокой частоты.
 Кроме того, существует вероятность выхода из строя самого свариваемого электрода. Поэтому машина оснащена автоматическим регулятором, который снижает мощность генератора в случае опасности искры.
Кроме того, существует вероятность выхода из строя самого свариваемого электрода. Поэтому машина оснащена автоматическим регулятором, который снижает мощность генератора в случае опасности искры. Все эти механизмы устанавливаются на станине, которой является стол. Такая станина позволяет удобно уложить лезвие для сварки и избежать изгибов и перекосов.
Такая станина позволяет удобно уложить лезвие для сварки и избежать изгибов и перекосов.
1.3 Как это работает
Принцип работы HFC машин для натяжных потолков основан на диэлектрическом нагреве двух соприкасающихся друг с другом полотен. В процессе сварки в некоторых случаях могут использоваться присадочные материалы.
Такие устройства позволяют пайку:
- быстро;
- равномерно;
- надежный;
- обогрев только определенных точек.
Процесс пайки осуществляется с помощью двух электродов, через которые проходит диэлектрический ток.
Паять можно тремя способами:
- встык;
- перекрытие;
- Т-образный шов.
Аппараты HDTV китайского производства для производства ПВХ используются не только для пайки натяжных потолков. С их помощью производят:
- подушки безопасности для автомобилей;
- Мячи и кружки детские надувные;
- горки и аттракционы типа «банан»;
- пляжные сумки и матрасы и другие изделия из ПВХ.

1,4 Как работает аппарат HDTV? (видео)
2 Станок HDTV своими руками
Изготовить полноценный HDTV-прибор для пайки натяжных потолков и других полотен ПВХ своими руками довольно проблематично, а то и невозможно.
Ведь для его изготовления необходимо будет не только решить, как получить токи высокой частоты, но и изготовить или приобрести механизмы для гашения дуги, подавления помех, установки пресса, привода и многого другого.
Что касается простейшего инвертора, работающего на основе токов Фуко для плавления и закалки металлических стержней, то он может быть изготовлен из обычного сварочного инвертора.
Сварка – это вообще довольно универсальное устройство. С его помощью осуществляют производство и процессы сварки и резки металла, проводят процессы пиролиза и, как оказывается, получают токи высокой частоты для быстрого плавления металлов и не только.
В процессе изготовления устройства своими руками помимо самого сварочного инвертора вам также понадобится механизм водяного охлаждения и змеевик, который лучше всего сделать из медной трубки сечением 10 мм. Именно эта катушка будет выполнять функцию индуктора, или цепи с индуктивными (высокочастотными) токами.
Именно эта катушка будет выполнять функцию индуктора, или цепи с индуктивными (высокочастотными) токами.
2.1 Производственный процесс
- Внутри сварочного инвертора должна быть установлена система охлаждения. Это может быть водяное или фрионное охлаждение, мощные кулеры или радиаторы.
- Из медной трубки сечением 10 мм и длиной 1 метр скручиваем спираль – индуктор (по внешнему виду напоминает котел). Оба конца трубки длиной 10-15 см должны быть загнуты в одну сторону и находиться на одном уровне.
- Зажимаем оба конца индуктора в пазы сварочного инвертора для сварочных кабелей.
С помощью такого индукционного устройства, сделанного вручную из сварочного инвертора, можно плавить металлические стержни диаметром до 10 мм за 20-30 секунд. По истечении этого времени металл покраснеет и будет готов как к ковке, так и к упрочнению верхних слоев.
Чем больше витков у индуктора, тем выше частота индукционных токов.
2.
 2 Как пользоваться аппаратом?
2 Как пользоваться аппаратом?Использовать DIY HDTV аппарат довольно просто.
- Включаем систему охлаждения инвертора.
- Включаем сам инвертор.
- Поместим нужный нам металлический стержень внутрь индуктора так, чтобы он не касался стенок самой катушки.
- Ждем 20-30 секунд пока металл покраснеет, и начинаем с ним работать.
2.3 Самодельные устройства HDTV в быту
Самодельную систему отопления или водонагреватель на индукционных токах сделать довольно просто и дешево. Для этого достаточно обернуть индуктор вокруг трубы (оптимальное количество витков – 90) и включить.
В этом случае важно убедиться, что инвертор не включается, если в системе нет жидкости или она не циркулирует. Такая оплошность может привести к плавлению самой трубопроводной системы.
Технические характеристики
- Нижняя плита находится на высоте 600 мм над уровнем пола, жестко закреплена на станине пресса.
- Размеры рабочей зоны 2500х1200 мм
- Пресс-отверстие 1500 мм
- Ход главного гидроцилиндра 1200 мм
- Два главных верхних гидроцилиндра 2x 80 тонн каждый
- Макс.Гидравлическое давление 250 бар
- Показания давления Манометр на пульте управления прессом
- Скорость закрывания плит толщиной 1000 мм за 30 секунд
- Низкая скорость сжатия 10 мм / сек
- Скорость открытия пресса 1000 мм за 30 секунд
- Двухсторонние гидроцилиндры по 40 тонн каждый
- Скорость закрывания и открывания боковых цилиндров 1000 мм за 30 сек

Для установки устройства бокового сжатия (давления) по высоте (5 позиций) на стойках станины пресса предусмотрен ряд отверстий, расположенных на расстоянии 100 мм друг от друга.
Устройство для бокового давления фиксируется специальными пальцами.
Остановка верхней пластины в верхнем положении – с помощью концевого микровыключателя. (положение регулируемое)
Переключение высокой скорости закрытия пресса на низкую – концевой микровыключатель (регулируемое положение).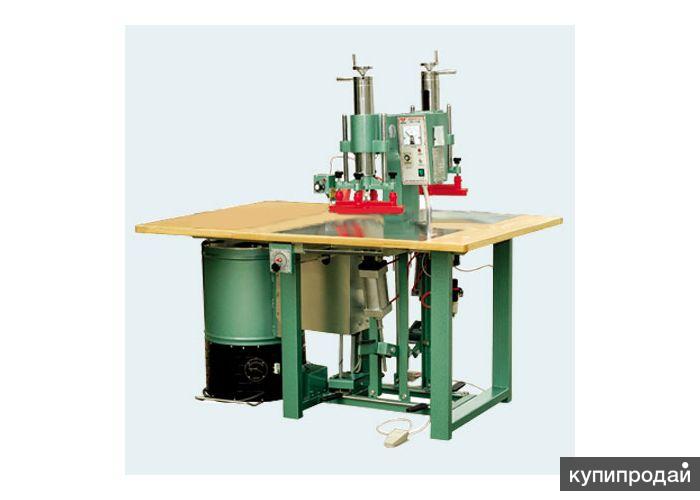
Блок управления прессом установлен на раме пресса.
Этот блок управления содержит следующие компоненты:
2 кнопки для включения и выключения высокого давления
Когда верхняя пластина начинает двигаться с низкой скоростью, оператор нажимает кнопку «Пуск», и цикл прессования завершается автоматически.
Таймер, устанавливающий время, в течение которого пресс должен быть закрыт
Блок аварийной остановки.
Обель – P HDTV Генератор Тип A OPA 40 л
Мощность ВЧ – 40 кВт
… Воздушное охлаждение
… Частота 13,56 МГц для промышленного использования
… Тип выхода – Симметричный
… Защита от помех Все устройства, способные излучать СВЧ-частоты, размещены в верхней части генератора и защищены специальной защитой.
Блок управления генератором
Управление ПЛК – Siemens PLC
… Полностью автоматическое управление HF-Power
. .. Возможность иметь несколько режимов нагрева деталей различной формы для сложных деталей.
.. Возможность иметь несколько режимов нагрева деталей различной формы для сложных деталей.
Безопасность
В соответствии с требованиями ЕС. Обеспечение безопасности – ограждение вокруг пресса и генератора на расстоянии 1000 мм. Со стороны загрузки ограждение легче и открывается для подачи заготовок.
Некоторые преимущества Obel – P HF
Генератор и пресс Obel-P производства группы Obel-P в Дании
- Более 60 лет опыта в производстве генераторов и прессов
- Отсутствие радиопомех от генератора или пресса (влияние радиоволн)
- Фиксированная частота 13.56 МГц
- Сбалансированный выход для эффективного распределения высокочастотной энергии по всей площади заготовки.
- Полностью автоматическое управление ВЧ-генератором (Siemens PLC)
- Автоматический HF-Poser компенсирует колебания потребляемой мощности и поддерживает максимальное значение в течение всего процесса выдержки (сушки)
- Компьютерное управление ВЧ-генератора
- Для очень тяжелых и сложных деталей можно использовать несколько программ управления.
- Мощная станина пресса.
- Высококачественная гидравлика, силовой агрегат и цилиндры от датских и немецких поставщиков.
- Микровыключатели типа Omron

Сварка полиуретана – виниловые материалы, сваренные методом RF
SealWerks – ведущая производственная компания и эксперт в области герметизации полиуретанов. Мы можем изготовить широкий ассортимент индивидуальных сшитых промышленных тканей и виниловых изделий, сваренных RF. Мы предоставляем услуги радиочастотной (RF) сварки виниловых материалов различной толщины, чтобы создавать нестандартные формы, комбинировать виниловые швы и создавать уплотнения между двумя материалами для создания желаемого продукта.
Радиочастотная сварка (RF) используется для приваривания полиуретана к самому себе с образованием уплотнения. Полиуретан – это пластичный материал, который может быть изготовлен путем соединения уретановых групп с полимерными звеньями. Материал упругий и прочный; этот тип материала существует в гибких пенопластах, пленках и химически стойких покрытиях.
Материал упругий и прочный; этот тип материала существует в гибких пенопластах, пленках и химически стойких покрытиях.
Полиуретан используется для изготовления широкого спектра изделий, в том числе: мешков для внутривенных вливаний, мешков с кровью, мешков для колостомы, манжет для давления, мешков с глюкозой, мешков с физиологическим раствором, защитных чехлов, изоляционных одеял, акустических одеял, воздушных пузырей, воздушных завес, фонов, перегородок, мешков и т. Д.!
Свяжитесь с нами сегодня для ваших проектов.
Радиочастотная сварка также известна как диэлектрическая сварка или высокочастотная (ВЧ) сварка, что означает, что это метод соединения вместе тонких листов полярного термопласта. Радиочастотная сварка использует высокочастотную (от 13 до 100 МГц) электромагнитную энергию для сплавления материалов.
Материал помещается на стол, и процесс запечатывания двух материалов направляется матрицами, когда верхняя плита опускается вниз, сжимая их вместе.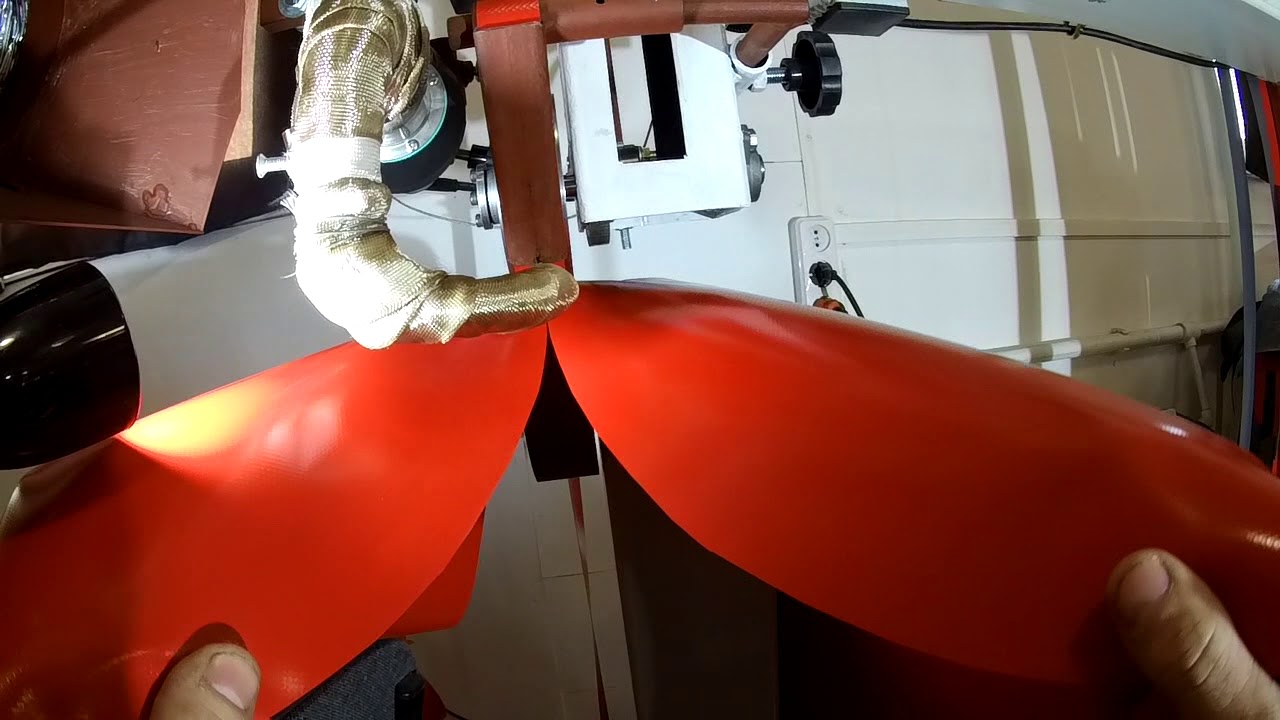 Герметизация происходит, когда радиоволны проходят через небольшую область между столом и матрицей, которая занята материалами, подлежащими сплавлению.
Герметизация происходит, когда радиоволны проходят через небольшую область между столом и матрицей, которая занята материалами, подлежащими сплавлению.
Радиочастота (обычно 27,12 МГц) будет возбуждать молекулы, заставляя их двигаться быстрее, что затем создает тепло. Внутреннее тепло приведет к расплавлению полиуретана, чтобы склеить материал. Кроме того, высокочастотное или диэлектрическое уплотнение – это процесс нагрева материала изнутри, который можно локализовать с помощью инструментов.
Результатом процесса является бесшовная область, сделанная из более прочного соединения, чем исходный материал. После завершения сварки SealWerks может закончить сварное изделие с помощью любых дополнительных внутренних услуг, включая сварку горячим воздухом, шитье и высечку.
Сварка полиуретана с другим материалом, например винилом, – это процесс, который необходимо проверить на совместимость. Наиболее распространенные материалы , используемые для уплотнения RF, – это полиуретан и ПВХ, в то время как другие полимеры, такие как нейлон, EVA, ПЭТ и некоторые пластмассы ABS, могут быть свариваться с использованием этого процесса.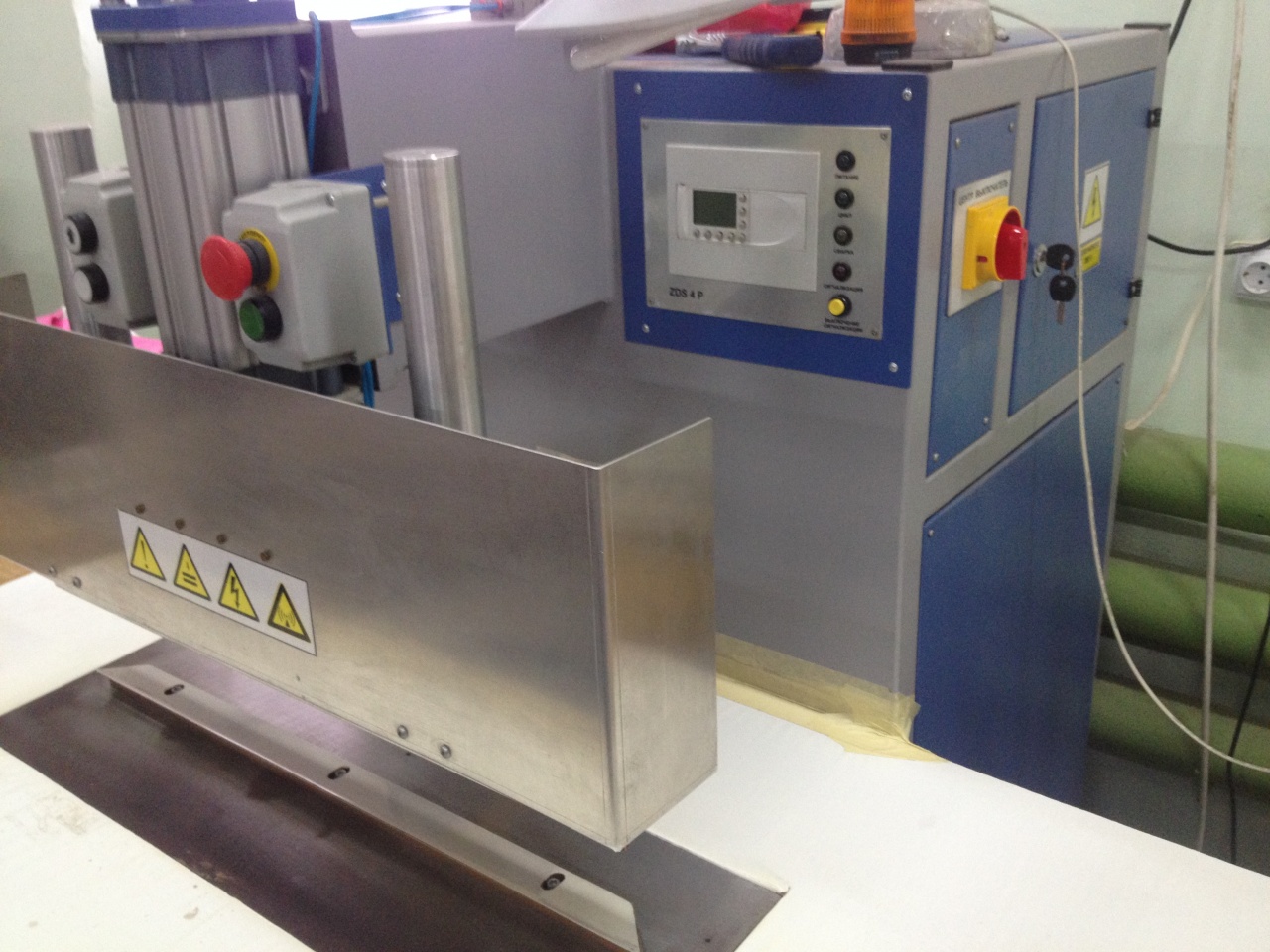
Результатом является продукт, который будет содержать вещество внутри материала или продукт, который не пропускает нежелательные вещества. Независимо от того, что вам нужно в сварном полиуретановом продукте, SealWerks является лидером отрасли в области коммерческого шитья и услуг радиочастотной сварки.Мы оптимизируем процесс «от концепции к продукту». Мы объединим ваши идеи с лучшими инновационными технологиями, чтобы создать продукт, который превзойдет ваши ожидания.
Факты о полиуретане
- Полиуретан является реакционным, и связь образуется в присутствии катализатора или УФ-излучения; соединение молекул образует связь.
- Полиуретан имеет длинный хвост – молекулярная структура, которая позволяет ему очень хорошо связываться.
- Диапазон толщины полиуретановой пленки составляет.001–120 ».
- Диапазон твердости по самой распространенной шкале берега А составляет 40-95.
- Эфир, сложный эфир, термопластичный уретан (ТПУ) и термопластичный эластомер (ТПЭ) являются типами полиуретана.
- Высокий эластомерный фактор – 200% – 600%.
- Достаточно высокая термостойкость.
- Достаточно высокая устойчивость к истиранию.
- Полиуретан и ПВХ имеют полярную молекулярную структуру.

Преимущества радиочастотной сварки Полиуретан Материал:
- Материал усилен на уплотнении.
- Уплотнение устойчиво к воздействию жидкостей.
- Повышенное сопротивление разрыву при сдвиге.
- Непотекающие швы.
- Почти невидимый шов.
Свяжитесь с нами сегодня, чтобы обсудить ваши потребности в радиочастотной сварке и термосварке.
Промышленная сварка тканей, промышленные тканевые материалы
У Miller Weldmaster есть решение для всех ваших потребностей в промышленной сварке тканей. Более 45 лет мы разрабатываем решения для сварки тканей, отвечающие потребностям наших клиентов.Мы предлагаем машины для сварки пластмасс и промышленных тканей, от винила и полиуретана до сварки полипропилена и термопластов, в соответствии с вашими требованиями. Ниже вы найдете список материалов и тканей, которые могут сваривать наши машины.
Ниже вы найдете список материалов и тканей, которые могут сваривать наши машины.
Промышленные ткани – это ткани, разработанные для более сложных функций, чем другие ткани. Эти ткани из-за их прочности и долговечности часто используются в нескольких отраслях промышленности. Промышленные ткани особенно полезны при производстве палаток, навесов, графических баннеров и кровли, среди прочего.Наши машины для сварки промышленных тканей создают идеальные швы для промышленных тканей, повышая их прочность и функциональность.
Преимущества промышленной сварки тканейПри промышленной сварке тканей для соединения кусков ткани используются тепло и давление. Этот процесс полезен, поскольку он создает прочные связи между кусками ткани, которые предотвращают разрывы или утечки готового продукта. Сварка ткани также имеет такие преимущества, как:
- Снижение затрат на техническое обслуживание
- Устойчивость к истиранию
- Долговечность шва
- Гладкая отделка
- Водонепроницаемость
- Увеличение производительности
- Сокращение родов
- И многое другое.
