Как правильно варить полуавтоматом — Строительный портал ПрофиДОМ
Сварка типа MIG-MAG вполне заслуженно носит звание любительского способа соединения металлоконструкций, тем не менее – это отдельная технология, имеющая свой регламент выполнения работ и требования к квалификации сварщика.
Обзор технологии сварки
MIG/MAG – это сварка металлической проволокой (M — Metal) в среде инертного (IG — Inert Gas) или активного защитного (AG — Active Gas) газа. Проволока подаётся автоматически, при этом, скорость подачи корректируется, в соответствии с действующей силой сварочного тока. Это одна из главных особенностей полуавтомата, которой обусловлено важное технологическое отличие от сварки покрытыми электродами: вместо стабилизации силы тока источник питания обеспечивает постоянное напряжение.
Как и при прочих видах сварки, суть MIG/MAG заключается в переносе металла с присадки в сварочную ванну, однако, сам процесс весьма специфичен, что необходимо понимать для освоения необходимых навыков работы. Существует два механизма переноса металла:
Существует два механизма переноса металла:
Первый: когда проволока касается свариваемой детали, происходит замыкание, проволока разогревается, стекает в сварочную ванну, частично испаряясь, поддерживая тем самым кратковременное воспламенение дуги, за счёт чего разогревается вся область сварочной ванны. После того, как край проволоки расплавился, цепь размыкается, затем металл снова касается детали и все повторяется снова с частотой около 20–30 раз в секунду. Такой механизм называется цикличным замыканием.
Второй механизм сварки — перенос распылением. Если проволока будет подаваться с достаточно малой скоростью при высоком напряжении, а газовая среда будет способствовать продолжительному горению дуги, присадка не коснется самой детали, но будет оплавляться мелкими каплями и падать в кратер сварочной ванны, а также на прилегающую к ней область. При таком способе сварки происходит гораздо более интенсивный нагрев широкой зоны, что незаменимо при заполнении крупных швов и сваривании толстых заготовок.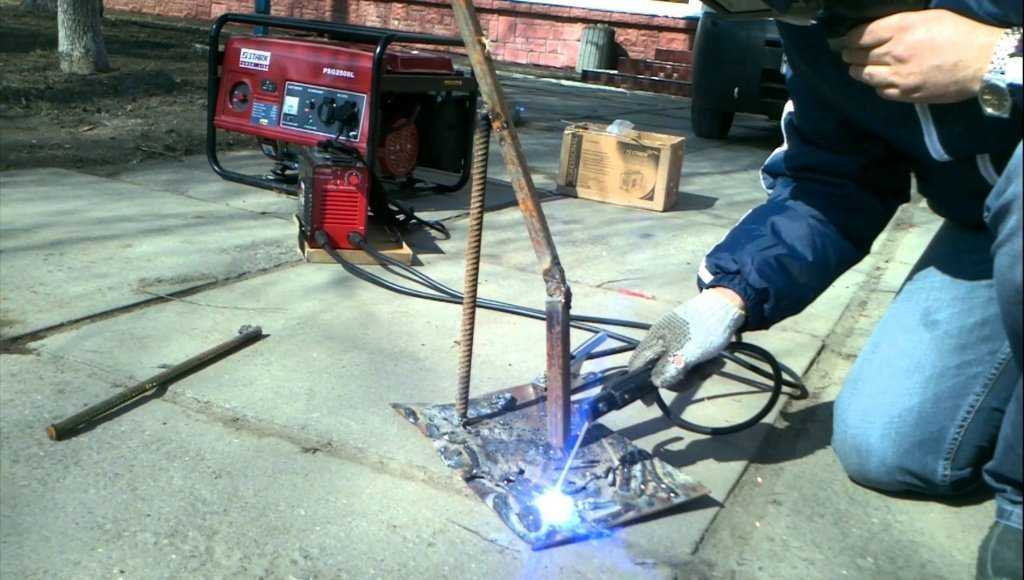 Характерное отличие — щёлкающий и одновременно шипящий звук дуги вместо ритмичного треска при цикличном замыкании.
Характерное отличие — щёлкающий и одновременно шипящий звук дуги вместо ритмичного треска при цикличном замыкании.
Выбор расходных материалов
При сварке полуавтоматом используется три вида расходных материалов, без правильного выбора которых корректная работа невозможна. Основной расходник — металлическая присадочная проволока с защитным антикоррозионным покрытием. Проволока может отличаться по материалу сплава, диаметру и габариту катушки, который выбирается в соответствии с возможностями аппарата. Материал присадки должен быть максимально близким к составу свариваемых деталей.
Для большинства конструкционных сталей оптимально подходят марки проволоки, начинающиеся на СВ-08Г, по зарубежной маркировке — ER70S. Для нержавеющих сталей следует использовать проволоку СВ-04Х19, СВ-07Х25, СВ-10Х16, где цифры во второй части обозначения указывают на содержание никеля и хрома.
Здесь, необходимо проявлять бдительность: разнородность материалов детали и шва резко ухудшает прочностные характеристики соединения. Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок. Также, для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.
Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок. Также, для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.
Проволока всех видов может иметь диаметр от 0,6 мм и выше с шагом 0,2 мм. Самая тонкая присадка применяется для точечного сваривания деталей толщиной менее 1,5 мм, 0,8 мм — до 4 мм, 1 мм — до 6 мм. Проволоку свыше 1 мм любители используют редко, причина тому проста: требуется сварочный ток свыше 200 А, что характерно только для профессиональных сварочных аппаратов.
Второй расходный материал — защитный газ. Для сварки цветных металлов, в частности, алюминия, применяется инертный газ аргон, а при значительной толщине заготовок — смесь аргона с гелием. Недостаток аргона в том, что в его среде дуга поддерживается очень активно, что не позволяет варить цикличным замыканием, а ведь именно этот режим рекомендован для чёрных металлов. Из-за этого, при сварке конструкционной и нержавеющей стали используется газовая смесь, в которой аргон составляет от 75% по массе, остальное приходится на углекислый газ. Для любой марки сварочной проволоки указывается предпочтительный состав газовой смеси.
Из-за этого, при сварке конструкционной и нержавеющей стали используется газовая смесь, в которой аргон составляет от 75% по массе, остальное приходится на углекислый газ. Для любой марки сварочной проволоки указывается предпочтительный состав газовой смеси.
Третий расходный материал — токосъёмные наконечники. Во-первых, их следует менять в зависимости от диаметра используемой проволоки. Во-вторых, по мере работы наконечник истирается и диаметр отверстия в нём увеличивается, что вызывает перегрев горелки и сбои в работе сварочного аппарата, вплоть до полного заклинивания проволоки.
Подготовка к работе
Перед началом работы необходимо установить катушку с проволокой на штифт тормозного барабана и отрегулировать прижимной винт, добиваясь полного исчезновения радиального люфта и инерции при вращении. После этого следует переставить направляющий ролик под соответствующий диаметр проволоки, протереть механизм подачи от загрязнений, опустить прижимной ролик и настроить прижим так, чтобы проволока не проскальзывала, но при этом не пережималась слишком сильно.
Конец проволоки необходимо направить в задний раструб штекера подключённой горелки. Шланг при этом должен быть полностью выпрямленным. Нажав на кнопку протяжки, проволоку необходимо провести по сварочному рукаву, предварительно открутив токосъёмный наконечник. Когда проволока выйдет из горелки на 3–5 см, наконечник нужно вернуть на место, надеть сопло и обрезать проволоку заподлицо с краем горелки. Остается только окрутить до упора вентиль на баллоне, настроить давление на выходе редуктора и расход газа, после чего можно приступать к свариванию.
Детали перед свариванием необходимо тщательно зачистить и подточить края, чтобы на стыке не было зазора более 1 мм. Края деталей на 20–25 мм от области сварки должны быть избавлены от краски, грязи, ржавчины и даже от потемневшего слоя окислов, для полуавтомата это критически важно.
(Окончание следует)
Детальніше в цій категорії:
« Какую технику Caterpillar презентовали на выставке Mining World 2018
Как правильно варить полуавтоматом.
вгору
Почему при сварке прожигается металл и что с этим делать
Содержание:
Почему при сварке прожигается металл и что с этим делатьОчень часто проблемы сварки связанны с прожиганием металла. Вроде бы и электрод используешь правильный и настройки аппарата подрегулировал, как надо, а в металле все равно образуется дыра.
Научиться варить тонкий металл непросто. Здесь важно понимание процессов, а также правильный подбор настроек сварочного аппарата и выбор качественных расходных материалов. Из тонкой стали выполнено огромное количество конструкций, начиная от кузовов автомобилей и заканчивая емкостей небольших размеров.
И если вам часто приходится сталкиваться со сваркой тонкого металла, но у вас ничего не получается, то обратитесь к данной статье. Возможно, советы, приведённые ниже, помогут вам решить проблему прожигания металла.
Какие возникают проблемы при сварке тонкостенных изделий
Чаще всего, при сварке тонкостенных изделий возникают проблемы такого рода:
- В изделии образуется дыра, заварить которую впоследствии становится проблематично;
- Тонкостенное изделие деформируется под воздействием высокой температуры.
 Если это кусок тонкой стали, то её гнёт и коробит.
Если это кусок тонкой стали, то её гнёт и коробит. - Происходит прилипание электрода к металлу.
 Если это кусок тонкой стали, то её гнёт и коробит.
Если это кусок тонкой стали, то её гнёт и коробит.Прожигание металла при сварке, это ряд ошибок допущенных сварщиком. Избыток сварочного тока или неправильно подобранный диаметр электрода приведёт к тому, что в тонкостенном изделии появиться отверстие.
Прилипает же электрод к металлу в нескольких случаях, когда он сырой, мало сварочного тока или же свариваемое изделие имеет большое количество ржавчины. Следует хорошо почистить металл перед сваркой, а также убедиться в том, что электроды полностью сухие, без испорченной обмазки.
Или же происходит наоборот, когда начинающий сварщик боится прожечь тонкий металл, и слишком далеко от поверхности держит электрод. В таком случае появляется непровар сварочного шва, а расплавленный металл от электрода попросту растекается по поверхности металла.
Как решить проблему с прожиганием металла при сварке
Для сварки тонкостенных изделий лучше всего воспользоваться инвертором для сварки. Здесь и плавная регулировка тока, и режим обратной полярности, который позволит не прожигать тонкий металл. Что даёт прямая и обратная полярность инвертора, читайте, кликнув выделенную ссылку.
Здесь и плавная регулировка тока, и режим обратной полярности, который позволит не прожигать тонкий металл. Что даёт прямая и обратная полярность инвертора, читайте, кликнув выделенную ссылку.
Во-вторых, не используйте для сварки толстые электроды, диаметр которых составляет более 3 мм. Для толстых электродов нужен приличный сварочный ток, а если его сделать меньше, чтобы не прожечь металл, то электрод будет все время прилипать к поверхности и нормально сварить деталь не получится.
В-третьих, правильно подготовьте свариваемые заготовки. Если на их поверхности или в местах соединения присутствует грязь, ржавчина, следы краски, то обязательно от них избавьтесь. Любые загрязнения мешают загораться сварочной дуге, что в итоге приводит к многочисленным дефектам сварки.
Также, давайте изделию время, чтобы остыть, а иначе его сильно деформирует под воздействием большой температуры. Не старайтесь сварить все и сразу за один проход. Чтобы не прожечь металл, придётся приноровиться и постараться водить электродом как можно быстрей, но при этом, максимально близко к металлу. Большой отрыв электрода от поверхности приведёт к увеличению дуги, которая моментально прожжёт тонкий металл.
Большой отрыв электрода от поверхности приведёт к увеличению дуги, которая моментально прожжёт тонкий металл.
Учимся сваривать
Вспомним из последнего захватывающего эпизода, что автор очень медленно учился сварке TIG. У него было преимущество доступа к хорошо оборудованному магазину и терпеливому (или, по крайней мере, постоянно веселящемуся) учителю на час или около того в неделю.
В конце концов, после того, как я приобрел базовые навыки, аранжировка исчезла. Мне и моему учителю, профессиональному сварщику Доновану МакМартину, было трудно собраться вместе. Наша жизнь занята, и у меня был свой новый проект самолета, так что собраться вместе, казалось, стало труднее. Мы могли бы преодолеть это, но более фундаментальная проблема заключалась в том, что, помимо удовольствия от изучения чего-то нового, у меня не было непосредственной потребности в навыках TIG. RV-12, который я собирал, не требовал сварки, хотя уроки Донни, безусловно, увеличили мое восхищение и признательность за прекрасную сварку, которую я нашел на компонентах комплекта. Пришло время попробовать другой вид сварки.
Пришло время попробовать другой вид сварки.
Маска с автоматическим затемнением значительно упрощает сварку для новичка. Возможность видеть свою работу и при этом защищать глаза — важное преимущество во время обучения.
Econo Welding
Спонсор освещения авиашоу:
Недавно я купил у соседа небольшой сварочный аппарат с подачей проволоки за 100 долларов. Это было очень просто — коробка размером с ящик пива, кабель заземления и сварочная головка с триггерным приводом. Вместо вольфрамового стержня в качестве электрода катушка с проволокой в коробке автоматически подается через кабель к сварочной головке. Электрическая дуга образуется между кончиком проволоки и незавершенным изделием, расплавляя проволоку и окружающий металл и образуя сварной шов. В отличие от электрода при сварке TIG, катушка с проволокой должна заменяться всякий раз, когда проволока израсходована. Весь блок легко переносится в одной руке и работает от бытовой сети 110 вольт.
Операция, по крайней мере, описанная моим соседом, была очень проста. Просто держите электрод рядом с деталью, которую вы хотите сварить, нажмите на спусковой крючок и перемещайте дугу. «Не сложнее, чем провести линию мелом», — сказал он. Но те несколько раз, что я пробовал, были, скажем так, не очень успешными. Я поставил сварочный аппарат в угол и оставил его.
Установка включает в себя коробку для сварки, в которой находится электрооборудование, и катушку со сварочной проволокой, которая проходит через насадку. Большие перчатки и каска обеспечивают защиту от горячих брызг.
Снова на коне
Мои уроки сварки TIG и полученный опыт вернули мне уверенность. Так что с моим новым шлепающим шлемом с автоматическим затемнением я дал сварщику с подачей проволоки еще один шанс. Нажмите на спусковой крючок, заставьте лужу двигаться по дуге и сфокусируйтесь на луже, но не так сильно, чтобы не потерять общую картину. Масштаб и ощущения отличались от TIG, но концепции были те же.
Первый реальный сварной ремонт автора – источник удовольствия, совершенно несоразмерный его размеру.
За несколько минут я действительно смог сделать приемлемый буртик на квадратной стальной трубе толщиной 1⁄8 дюйма. Ну, я нашел это приемлемым. Настоящему сварщику было бы трудно даже распознать в нем валик.
Неважно. Это было достаточно хорошо, и у меня был настоящий, живой, полезный сварочный проект. Точнее их два. Первый был довольно простым. Небольшое колесо регулировки высоты на моем тракторе для газонов «отсоединилось», когда я врезался им в небольшой пень. Я снял колоду, положил ее на верстак и подключил сварочный аппарат. После пары пробных заездов на металлоломе я приварил опору ролика обратно к деке косилки и для верности приварил стальную косынку, которая сделала установку намного прочнее, чем оригинал. Моя первая реально полезная сварка. Трудно описать, насколько это было приятно.
Необходимость, Мать
Второй проект появился вместе с осенними бурями. Шесть деревянных раздвижных дверей в моем ангаре гнили снизу вверх, и под ними хлестал дождь. Вместо того, чтобы восстанавливать их из дерева, я выбрал замену со стальным каркасом и листовым металлом. Мало того, что они будут намного прочнее и долговечнее, у меня будет возможность получить больше опыта работы со сварочным аппаратом с подачей проволоки.
Шесть деревянных раздвижных дверей в моем ангаре гнили снизу вверх, и под ними хлестал дождь. Вместо того, чтобы восстанавливать их из дерева, я выбрал замену со стальным каркасом и листовым металлом. Мало того, что они будут намного прочнее и долговечнее, у меня будет возможность получить больше опыта работы со сварочным аппаратом с подачей проволоки.
Это правда. Вещи не всегда хороши, когда вы начинаете. Не паникуйте. Ваши первые сварные швы будут иметь определенное обезьянье качество, но с практикой приходит мастерство. В конце концов.
Новые двери будут обрамлены стальными трубами размером 2×2 дюйма и толщиной 1⁄8 дюйма. Потребуется шесть прямоугольников размером около 15 × 6 футов, чтобы перекрыть лицевую сторону ангара, скрепленных стальным уголком 2 × 2. Рамы будут скользить вперед и назад по роликам с V-образными канавками, установленным в нижней части рамы и движущимся по перевернутым гусеницам с уголками, прикрепленными к бетонной рампе. Лезвиевидные выступы наверху проходили по старым дверным поручням, которые удерживали ролики, установленные на верхней части деревянных дверей. Тонкая листовая сталь будет покрывать рамы.
Тонкая листовая сталь будет покрывать рамы.
Это была большая работа, сделанная из большого железа — по крайней мере, по сравнению с небольшими настольными проектами, которые я пробовал до сих пор. Когда водитель сталелитейной компании доставил запас, он добавил связку маленьких концов трубок, идеально подходящих для практики. И практика была бы необходима. Несмотря на то, что не требовалось, чтобы сварные швы были красивыми, рамы должны были быть достаточно прямыми и точными, чтобы двери могли проходить между гусеницами и рельсами без заеданий.
Видишь? Практика многое делает для улучшения продукта.
К моему приятному удивлению, маленький сварочный аппарат с подачей проволоки имел достаточную мощность даже при 110 вольтах, чтобы сварить стены толщиной 1⁄8 дюйма. Я построил несколько маленьких квадратов из обрезков, соединив углы встык и сварив по «шву». Я быстро обнаружил, что качество соединения сильно влияет на качество сварного шва. Если припуск подходил хорошо, с ровным зазором вдоль стыка, сделать приемлемый сварной шов было намного проще. Не было никакого смысла пытаться заполнить щель сварным швом — края металла имели тенденцию выгорать, и в результате получалось некрасивое и, вероятно, слабое соединение. Или вообще без сустава.
Не было никакого смысла пытаться заполнить щель сварным швом — края металла имели тенденцию выгорать, и в результате получалось некрасивое и, вероятно, слабое соединение. Или вообще без сустава.
Сама сварка сильно отличалась от сварки TIG. Дуга, образованная проволокой, издавала громкий треск и выбрасывала из дуги фут или два горячих брызг — совсем не похоже на тихий шепот горелки TIG. Это казалось более грубым, но это было несколько легче сделать. На самом деле, весело.
Практика со сварщиком «пивной ящик». Частично достроенный RV-12 терпеливо ждет на заднем плане.
Советы и подсказки
Ползание по бетонному полу, перетаскивание больших стальных конструкций на место и на хранение сказалось на моем теле, поэтому я был рад принять помощь от другого источника – слесаря Билла Боббита. Работа с тяжелыми материалами и сварка толстой стали не были для него загадкой, и он быстро показал мне несколько простых приемов, которые улучшили и ускорили строительство.
Что можно сделать с помощью простого сварочного аппарата. Двери ангара закрывают от непогоды, а рулежную дорожку даже косят. Помните тот проект RV-12 на заднем плане? Он готов и летит!
Используя ручную дисковую шлифовальную машину, Боббитт отшлифовал ржавчину и окалину в зоне сварки. Пары быстрых проходов твердосплавным диском было достаточно, чтобы получить блестящий металл, и улучшение было незамедлительным. Сварку было легче увидеть и сделать, а разбрызгивание значительно уменьшилось.
Детали сварных швов вокруг роликов нижней двери. Сварка уголков на двух поверхностях резко увеличивает прочность соединения.
Он также научил меня прихватке. Мое искушение, как только бусинка была начата на косяке, состояла в том, чтобы продолжать. Достаточно скоро стало очевидно, что это не способ построить точные прямоугольники из труб. Если я делал полный валик на одной стороне трубы, металл тянулся к сварному шву, открывая непреодолимый зазор на дальней стороне. Если мне каким-то образом удавалось полностью сварить обе стороны одного угла, рама почти всегда оказывалась непрямой. Решение состояло в том, чтобы приварить все четыре угла, сделав два или три сварных шва размером с горошину, которые скрепляли раму с обеих сторон. Рама, сваренная прихватками, все еще была достаточно гибкой, чтобы ее можно было отрегулировать под квадрат, и после того, как она была выровнена, можно было последовательно выполнять сварные швы по всей длине на противоположных углах, не искажая ее слишком сильно. Этот метод был намного проще, чем зажим (установить зажимы для стержня на раме такого размера было медленным делом, работающим самостоятельно), и также быстрее.
Если мне каким-то образом удавалось полностью сварить обе стороны одного угла, рама почти всегда оказывалась непрямой. Решение состояло в том, чтобы приварить все четыре угла, сделав два или три сварных шва размером с горошину, которые скрепляли раму с обеих сторон. Рама, сваренная прихватками, все еще была достаточно гибкой, чтобы ее можно было отрегулировать под квадрат, и после того, как она была выровнена, можно было последовательно выполнять сварные швы по всей длине на противоположных углах, не искажая ее слишком сильно. Этот метод был намного проще, чем зажим (установить зажимы для стержня на раме такого размера было медленным делом, работающим самостоятельно), и также быстрее.
Эти двери ангара, обрамленные квадратной стальной трубой толщиной в восемь дюймов, были приварены к маленькому блоку на 110 вольт. Действительно.
Постепенно я набирался ловкости и уверенности, пока рамы шли вместе, и с помощью Боббита вскоре шесть скользящих рам плавно двигались вперед и назад. Они были прямыми и квадратными, так что установка листового металла с заклепками прошла легко.
Они были прямыми и квадратными, так что установка листового металла с заклепками прошла легко.
Изменения в ангаре были кардинальными. Двери можно было легко открыть одной рукой, они не вздувались и не заклинивали под дождем и были достаточно прочными, чтобы я был уверен, что они останутся стоять, даже если остальная часть ангара рухнет. И каждый раз, когда я перемещал их туда-сюда, я с удовлетворением осознавал, что смог узнать, что для этого потребовалось.
Далее: традиционная кислородно-ацетиленовая сварка.
Обучение сварке без сварки
Мне всегда было интересно обучать других тому, что мне интересно. Одним из моих интересов является сварка.
У меня нет педагогического образования, поэтому не ждите здесь научной статьи. Я сварщик, который любит говорить о сварке. Я также немного многословен, когда дело доходит до многих предметов. Также поймите, что я ни в коем случае не “Эксперт” в тех областях, в которых я работаю. Просто сварщик!
Недавно просматривая сообщение в группе Facebook, посвященное сварке, я заметил сообщение, касающееся сварочного тренажера Lincoln “Vrtex 360”. Было много негативных откликов, рекламирующих преимущество НАСТОЯЩЕЙ СВАРКИ перед виртуальной или любой другой технологией. Несмотря на то, что вам действительно нужно будет сваривать, чтобы максимизировать свои навыки, я не думаю, что другие методы практики полностью оценены.
Было много негативных откликов, рекламирующих преимущество НАСТОЯЩЕЙ СВАРКИ перед виртуальной или любой другой технологией. Несмотря на то, что вам действительно нужно будет сваривать, чтобы максимизировать свои навыки, я не думаю, что другие методы практики полностью оценены.
Сварка отличается от многих других профессий.
Сварка отличается тем, как мы «изучаем» ее, по сравнению со многими другими работами. Знания требуются во многих случаях (не во всех), но для ручной и полуавтоматической сварки «умение» требуется всегда. Требуется много часов практики, чтобы просто выполнить простой однопроходный угловой шов. Не имея реального практического опыта, я могу взять КАЖДУЮ ЧАСТЬ своего 35-летнего опыта и сказать кому-то, что делать, но они не смогут сделать даже самую простую сварку, если они не провели некоторое время со стингером, Mig Gun или Tig факел в их руке.
Помимо сварки, у меня есть и другие навыки. Я могу поместить немного и другие вещи. Если у меня есть возможность точно сообщить, что делать , я могу встать рядом с полным новичком, рассказать ему / ей, как сделать разводку ответвления с помощью бумажного шаблона, (чтобы его вырезал кто-то с навыками), затем выровнять трубу и установите ответвление. Это может занять больше времени, а резку и скашивание должен выполнять кто-то с навыками. Но это можно было сделать. Это займет больше времени, но это можно сделать правильно с первого раза.
Это может занять больше времени, а резку и скашивание должен выполнять кто-то с навыками. Но это можно было сделать. Это займет больше времени, но это можно сделать правильно с первого раза.
Со Сваркой этого не произойдет.
Как вы учитесь?
Сварка требует ясного зрения, контроля мышц, участвующих в сварке, способности различать изменения лужи расплавленного металла и общего физического контроля над всем телом. Все это требует мышечной памяти, основанной на практике. Все ЛУЧШИЕ видео на YouTube не могут заменить физическую часть, необходимую для практики. Они могут помочь отточить ваши навыки, но ни в коем случае не заменяют связь между вашими глазами, мозгом и руками, которая строится, когда вы делаете что-то своими руками. Я тестировал сварщиков, прошедших годичное обучение, которые едва могли сварить очень простой шов. Когда я спросил, сколько они сварили во время обучения, они ответили, что фактическая сварка занимает всего 2-3 часа из их 7-8-часового рабочего дня.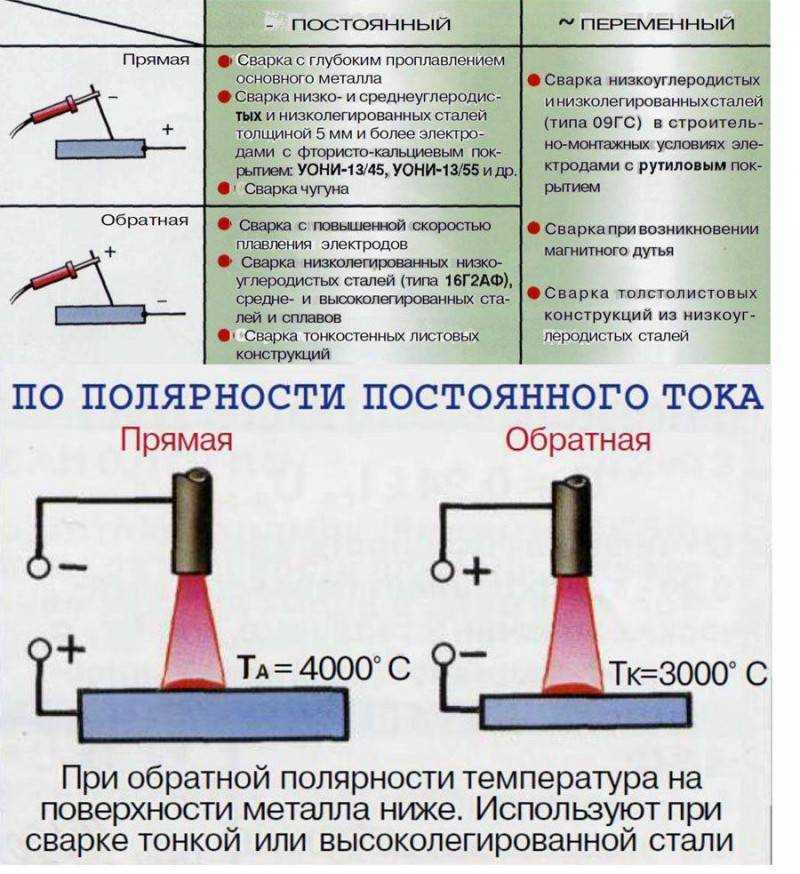 ВЫ ДОЛЖНЫ РАБОТАТЬ С РУКАМИ! Вся металлургия, символы сварки, математика, английский и т. д. НЕ помогут вам запустить бусину. Бег бисера – это то, за что нам платят!
ВЫ ДОЛЖНЫ РАБОТАТЬ С РУКАМИ! Вся металлургия, символы сварки, математика, английский и т. д. НЕ помогут вам запустить бусину. Бег бисера – это то, за что нам платят!
Как я могу развить навыки, фактически не “делая это”.
Игроки в бейсбол размахивают битой, не ударяя по мячу, игроки в баскетбол просто подбрасывают мяч и ловят его, боксёры с тенью, стреляющие всухую и многие другие навыки формируются путём выполнения задач, которые «почти» похожи на настоящие. .
Варианты, доступные для улучшения навыков сварки без непосредственно сварки, варьируются от очень простых до чрезвычайно сложных. У меня нет ни в коем случае опыта с ними всеми. Я использовал некоторые из них во время демонстраций, а некоторые я использовал в моем реальном обучении студентов.
Как я это сделал.
В нашем магазине есть доступ к тренажеру “RealWeld” от Lincoln Electric, и я использовал его с одним учеником, и он сделал то, что мне было нужно. Однако я делаю то же самое, когда наблюдаю за учеником. Я говорю им настроить рабочий угол, угол движения, скорость, близость и CTWD. В одном случае это не сработало и отнимало у меня много времени с этим студентом и удерживало меня от другого.
Я говорю им настроить рабочий угол, угол движения, скорость, близость и CTWD. В одном случае это не сработало и отнимало у меня много времени с этим студентом и удерживало меня от другого.
Еще один способ, которым я чаще всего пользуюсь, заключается в следующем. У меня есть повторяющийся 40-часовой курс, который знакомит студентов с GMAW, GTAW и SMAW (именно в таком порядке). Во время презентации в классе для каждого процесса я иногда приношу соответствующий держатель электрода/пистолет, чтобы студенты могли держать его в руках, пока я говорю. Я обращаюсь к тому, как я держу его для определенных сварных швов и почему. После презентации и до того, как мы приступим к сварке, мы делаем «пробные прогоны» и говорим об удобстве и т. д. Студенты, которые, кажется, действительно обращают внимание на практику, не связанную со сваркой (обычно те, у кого нет опыта), похоже, довольно хорошо справляются со сваркой. их 1-я бисеринка. В некоторых случаях учащийся без опыта работает лучше, чем учащийся с некоторым опытом сварки, отличным от того, который мы используем. Вы можете увидеть фотографию сварного шва, сделанного после такой практики, здесь.
Вы можете увидеть фотографию сварного шва, сделанного после такой практики, здесь.
Не сбрасывайте со счетов плоскую шайбу и карандаш, удерживаемый в жале, чтобы сократить время, необходимое для сокращения времени, необходимого для того, чтобы заставить мозг, руки и глаза «щелкнуть». Конечно, я мог бы написать больше о своих теориях, лежащих в основе этого, и о том, почему я чувствую, что это помогает, но если вы зашли так далеко, вы устали читать!
Как еще это можно сделать сегодня?
Методы, которые я описал выше, очень низкотехнологичны, за исключением RealWeld. Realweld наиболее эффективен при использовании дуги под напряжением. Это, конечно, требует специального сварочного аппарата и, конечно же, фактической сварки.
Я получил только три разных предмета снаряжения. Я посетил демонстрацию Vrtex 360 4 или 5 лет назад на собрании AWS. Я познакомился с Soldamatic на конференции преподавателей сварки в Индианаполисе в 2014 году. А компания Realityworks привезла один из своих станков к нам в магазин для демонстрации.
Без учета стоимости, все это было отличным оборудованием. Вот мой взгляд на ОЧЕНЬ ограниченное время, которое у меня было с каждым из них.
ВРТЭКС 360
Эта штука размером со сварочный аппарат. Не знаю, насколько тяжелым он был, но я почти уверен, что он был мобильным. Парень, проводивший демонстрацию, попросил добровольцев, и мне часто бывает трудно НЕ участвовать ни в чем, связанном со сваркой. Я высказался и должен попробовать это. Он был настроен для GMAW или FCAW (не уверен, что именно). Я установил настройки, которые мне были знакомы, и поиграл с ними, чтобы увидеть, как они реагируют в мире «VR». Мир виртуальной реальности был похож на то, что я видел в видеоиграх. Весь «Мир» за пределами сварного шва для меня абсолютно ничего не значил. Когда я сварил, визуальная обратная связь от лужи была не такой четкой, как реальная сварка, однако в капоте есть обратная связь в реальном времени, которая может подсказать вам, что делать. В целом процесс подачи проволоки прошел нормально. Я хотел играть дольше, но некоторые другие хотели попробовать. После того, как все заинтересованные использовали его, человек спросил, не хочет ли кто-нибудь попробовать еще раз. Я указал, что хотел бы попробовать сварку труб. Он настроил его быстро, но имел несколько вещей, которые, похоже, не знал об установке. Сварка палочкой была ужасной. Задержка между моментом, когда я переместил электрод для взбивания, и временем, когда он визуально появился, делала сварку настоящей болью! Я был СДЕЛАН! Я уверен, что существует вероятность того, что либо тот, который я использовал, не был настроен должным образом, либо, возможно, с тех пор система улучшилась. Однако, как инструмент для сварщика НАЧАЛЬНОГО УРОВНЯ, я думаю, что память основных мышц может быть легко развита без настоящей сварки. Тот факт, что существует система подсчета очков, позволяет отслеживать прогресс. На мой взгляд, это может быть отличным мотиватором для студента. Это стоит проверить, но я думаю, что быстрый технологический прогресс снизит цену.
Я хотел играть дольше, но некоторые другие хотели попробовать. После того, как все заинтересованные использовали его, человек спросил, не хочет ли кто-нибудь попробовать еще раз. Я указал, что хотел бы попробовать сварку труб. Он настроил его быстро, но имел несколько вещей, которые, похоже, не знал об установке. Сварка палочкой была ужасной. Задержка между моментом, когда я переместил электрод для взбивания, и временем, когда он визуально появился, делала сварку настоящей болью! Я был СДЕЛАН! Я уверен, что существует вероятность того, что либо тот, который я использовал, не был настроен должным образом, либо, возможно, с тех пор система улучшилась. Однако, как инструмент для сварщика НАЧАЛЬНОГО УРОВНЯ, я думаю, что память основных мышц может быть легко развита без настоящей сварки. Тот факт, что существует система подсчета очков, позволяет отслеживать прогресс. На мой взгляд, это может быть отличным мотиватором для студента. Это стоит проверить, но я думаю, что быстрый технологический прогресс снизит цену.
Soldamatic
Оборудование Soldamatic было представлено в самом конце конференции преподавателей, на которой я присутствовал. Я смог использовать его только в течение нескольких минут, но был мгновенно впечатлен. Даже не зная стоимости. Устройство помещалось на рабочем столе, позволяло подключаться к машине инструктора для мониторинга и использовало технологию под названием «Дополненная реальность». Это позволяло просматривать окружающую область как есть (без среды VR), а фактический «сварочный шов» был смоделирован с использованием копий сварных швов, напечатанных с помощью кодов AR. «Сварочный колпак» имел внутренний дисплей, аналогичный Vrtex 360. Камера в колпаке считывала коды AR на купоне и держателе электрода и преобразовывала их в изображение, представляющее фактическую сварку, или что-то вроде приблизительного. Возможность разместить купон в любом положении/месте была дополнением к возможностям полноценной машины виртуальной реальности. Поскольку он был маленьким и портативным, я всегда думал о возможности принести его на «День карьеры» HS или Junior HS. Я хотел один для дома, просто чтобы посмотреть, как многому я могу научить свою жену, фактически не сваривая. Один из дистрибьюторов принес машину к главному кампусу, чтобы я мог рассмотреть ее поближе. Я смог использовать его немного больше, и он действительно требует некоторого обучения, но был бы полезным инструментом для развития основных навыков. Изображение в заголовке этого сообщения от Soldamatic.
Я хотел один для дома, просто чтобы посмотреть, как многому я могу научить свою жену, фактически не сваривая. Один из дистрибьюторов принес машину к главному кампусу, чтобы я мог рассмотреть ее поближе. Я смог использовать его немного больше, и он действительно требует некоторого обучения, но был бы полезным инструментом для развития основных навыков. Изображение в заголовке этого сообщения от Soldamatic.
RealityWorks
Оборудование RealityWorks я обнаружил после того, как увидел Soldamatic и провел несколько поисков. Помимо сварки, компания занимается производством оборудования для обучения/моделирования. Я организовал онлайн-демонстрацию / презентацию и решил, что стоит провести настоящую демонстрацию. Машина чрезвычайно портативна и очень быстро настраивается. Во время демонстрации были некоторые проблемы с правильной реакцией машины, и мне сказали, что это может быть связано со сталью под пластиковым столом. Мы смогли заставить его работать достаточно, чтобы почувствовать его, и это казалось отличным вводным типом обучающего устройства. У компании также есть устройство, которое работает с Live Arc, Weld Replicas и приспособлением для управляемого испытания на изгиб.
У компании также есть устройство, которое работает с Live Arc, Weld Replicas и приспособлением для управляемого испытания на изгиб.
Мои общие мысли о «стоимости»
Оборудование, перечисленное выше, и я уверен, что то, к чему я не обращался, является относительно новым. В некоторые из них было вложено много исследований и разработок. Для коммерческих товаров цены варьируются от 50 до 5 тысяч долларов, когда я последний раз проверял. Я предлагаю вам получить новые цены самостоятельно. Существует множество способов расчета ROI. Мы получаем много пожертвованной стали. Расходы на присадочный металл, газ и электричество для GMAW составляют около 3,75 долларов в час. Что для 40-часового класса составляет менее 150 долларов за занятие. 50 000 $/150 долларов – это несколько классов. Не говоря уже о недвижимости, которая была бы занята, если бы у меня была одна машина для каждого студента. Даже RealWeld Trainer, который у нас есть, очень долго не сможет окупить себя.
Со всем акцентом на «Технологии», эти предметы, вероятно, легко получить за счет грантов и т. д. Хотя было бы неплохо иметь некоторые из этих вещей, прямо сейчас трудно оправдать более дорогие устройства.
д. Хотя было бы неплохо иметь некоторые из этих вещей, прямо сейчас трудно оправдать более дорогие устройства.
Мой фаворит — Soldamatic. Возможность размещать его в классе во время презентаций, перемещать купон в разные места и даже создавать собственные купоны — это очень ценно. В диапазоне $ 15 000 потребуется гораздо меньше времени, чтобы окупить себя, и возможность включить практические занятия с лекцией / теорией, выполненной в группе, великолепна.
Что еще можно сделать?
Хотя технология несколько новая, концепция измерения движения, формирования мышечной памяти и одновременной оценки этих двух факторов не слишком сложна. Существуют датчики ориентации, микрошаговые двигатели, ИК-датчики, программируемые контроллеры и другие технологии, используемые любителями/энтузиастами, которые могут выполнять многие функции, которые выполняет это оборудование, при НАМНОГО меньшей стоимости. Какой проект для класса электроники HS! Имитация электрододержателя SMAW с микромотором, контролирующим скорость плавления, датчиком ориентации, обеспечивающим обратную связь через контроллер Arduino, и отслеживанием предварительно запрограммированного движения «дуги» на планшете! Все это менее чем за 500 долларов в оборудовании.