Как правильно варить: техника и азы сварки
Содержание
- Азы сварки для начинающих
- Технология электросварки
- Объяснение полярности
- Влияние скорости подачи электродов
- Сила тока
- Особенности тонкого металла
- Способы сварки инвертором
- Что необходимо для работы в домашних условиях
- Уроки сварки для новичков
В строительных магазинах можно найти недорогие сварочные аппараты, которые работают от постоянного тока. Их сможет использовать в гаражных условиях даже начинающий мастер. Узнать, как правильно варить, можно по урокам, видео и советам в интернете. Сделать забор на дачу или простую конструкцию под силу каждому.
Азы сварки для начинающих
Сначала нужно разобраться в устройстве инвертора и в элементах управления. Также мастер должен знать особенности металла.
Для полного «чайника» достаточно самого дешевого аппарата. С накоплением опыта можно приобрести профессиональный или полупрофессиональный агрегат.
Нюансы работы для новичков:
- Дуга должна быть как можно короче, хотя бы в начале процесса. Разжечь ее можно двумя способами: чирканьем или постукиванием электрода. Лучше всего использовать первый вариант — так легче разогреть поверхность.
- Когда появилась дуга, можно начинать сварку инвертором. Для этого инструмент ведут вдоль кромки изделия. Есть несколько схем: спиралью, елочкой, треугольниками.
- Чем тоньше металлический лист, тем выше должна быть скорость работы, иначе появятся дырки.
Технология электросварки
Оборудование представляет собой прямоугольный ящик, с одной стороны которого находятся вентиляционные отверстия, а с другой — панель управления. Главный элемент на ней — это регулятор силы тока. Также имеется плюсовой и минусовой выходы для подключения держателя электродов и клемм.
Электродный стержень состоит из металлической сердцевины, которая покрыта защитным составом. Он предохраняет дугу от воздействия кислорода. Существуют угольные и графитовые стержни, но они не подходят для начинающих.
Существуют угольные и графитовые стержни, но они не подходят для начинающих.
Принцип работы заключается в создании короткого замыкания между электродом и основой. Это позволяет быстро разогреть поверхность и расплавить ее. В результате 2 элемента сплавляются между собой. Для формирования сварочного шва нужно поджечь систему. Мастер чиркает или постукивает электродным стержнем о металлическую конструкцию.
Перед началом рекомендуется закрепить детали струбцинами. Опытные сварщики делают несколько прихваток — поперечных швов длиной несколько сантиметров. Это гарантирует то, что лист не перекосится во время сварки.
Объяснение полярности
Между металлом и электродом формируется дуга, потому что они подключаются к разным полюсам. Так как используется только постоянный ток, можно произвольно менять плюс и минус. Это будет влиять на конечный результат. Если включить электродный шнур на минус, а массу на плюс, это будет называться прямым подключением. Оно используется для металла толщиной больше 5 мм.
Оно используется для металла толщиной больше 5 мм.
Для тонкого железа применяется обратное включение. Оно позволяет защитить сварной шов от прожога, не раскаляя металлический лист.
Влияние скорости подачи электродов
Чтобы получить ровный результат, электродный стержень должен поступать равномерно. Сварщику нужно держать одинаковое расстояние между инструментом и поверхностью. Тогда аппарат не погаснет, а расплавленный металл ляжет аккуратно.
Если дуга продвигается слишком медленно, она может недостаточно нагреть металлические детали. Тогда сварка будет поверхностной и недолговечной. Слишком быстрая подача тоже отрицательно влияет на результат: это приводит к перегреву и деформации.
Сила тока
Это основное значение, которое влияет на качество шва. Если выставить его слишком большим, в конструкции могут образоваться отверстия. Для расчета можно использовать формулу L=KD. D — это диаметр электрода. Коэффициент К равен 25-60, точная цифра зависит от способа работы, например, для ручной электросварки в нижнем положении можно взять 30-35.
Особенности тонкого металла
Сложность дуговой сварки таких конструкций в том, что малейший просчет может дать прожог, который тяжело исправить непрофессионалу. Поэтому новичкам лучше тренироваться на толстом железе.
Нюансы работы:
- сначала нужно сделать прихватки, а потом основной шов;
- если отвести электрод слишком быстро вверх, возникнет горячая дуга, которая прожжет металл;
- варить лучше короткими отрезками, чтобы конструкция успела остыть.
Способы сварки инвертором
Существует несколько видов сварочных работ, они предполагают использование специального оборудования. Разновидности:
- Кузнечная, сегодня практически не используется. Детали нагреваться и соединяются путем ковки.
- Контактная. Собирается электрическая цепь, создается короткое замыкание, в результате края конструкций сплавляются друг с другом. Разделяется на главную, стыковую и точечную.
- Газопрессовая. Изделия нагреваются газом, а потом спрессовываются.

- Водная. Процесс происходит в ванне под действием водорода, который не дает металлическим листам окисляться.
- Газовая. Пламя нагревает и плавит детали.

В различных сферах применяются разные способы. С нуля можно обучиться самостоятельно контактной дуговой сварке.
В домашних условиях используется электросварка, которая работает от постоянного тока и сети 220 В. За счет компактных размеров и отсутствия шума устройство можно использовать даже в квартире при соблюдении техники безопасности.
Что необходимо для работы в домашних условиях
Чтобы самостоятельно сварить металлическую конструкцию, понадобятся:
- сварочный инвертор;
- защитная маска, для новичков больше подойдет автоматическая;
- электроды, их толщина зависит от используемого материала;
- плотная одежда, закрывающая все тело, и перчатки;
- молоток и металлическая щетка для подготовки поверхности.
Перед началом процесса нужно убрать с конструкции ржавчину, т. к. она мешает плавке металла и ухудшает качество шва. После окончания работы расплавленное железо остывает и образуется шлак. Чтобы его убрать, детали нужно простучать с внешней стороны.
к. она мешает плавке металла и ухудшает качество шва. После окончания работы расплавленное железо остывает и образуется шлак. Чтобы его убрать, детали нужно простучать с внешней стороны.
Уроки сварки для новичков
Сварочное дело имеет высокую степень пожароопасности, поэтому нужно уделить время созданию безопасных условий труда. Рекомендуется надеть одежду из негорючих материалов, а обувь должна быть на толстой подошве. Особое внимание нужно обратить на защиту рук и глаз.
Вокруг мастера не должно быть лишних предметов. Стоит убрать все, что может воспламениться от искры. Под ногами лучше обустроить деревянный настил, чтобы защититься от удара током. Рабочее место должно быть хорошо освещено.
Если электроды куплены непосредственно перед началом работы, они не требуют подготовки. Можно купить универсальные, диаметром 3,2 мм. Если они хранились в сыром неотапливаемом помещении, рекомендуется просушить их 2-3 часа при температуре 2000°С. Для установки в аппарат нужно нажать клавишу на ручке держателя и поставить электродный прут.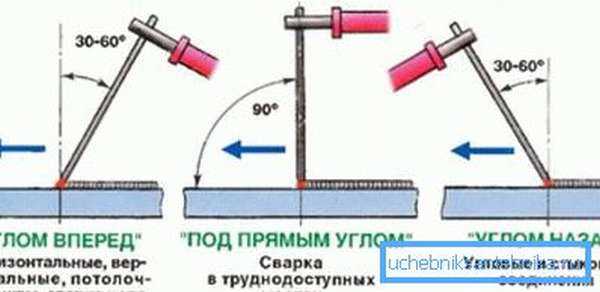 Нужно убедиться, что он не шатается.
Нужно убедиться, что он не шатается.
В зависимости от толщины стержней нужно рассчитать силу тока. После этого можно поставить клемму массы. Для первого опыта лучше выбрать прямое подключение: плюс к детали, а минус — к электроду.
Металл тоже должен быть подготовлен: очищен от грязи, жира, краски, ржавчины. Особое внимание стоит уделить кромкам. Для того чтобы понять технологию сварочных работ, лучше взять один толстый лист. С появлением опыта можно учится соединять детали.
Как пользоваться сварочным аппаратом:
- Металлическую деталь нужно расположить горизонтально.
- Для первого шва можно нарисовать мелом линию.
- Чтобы разжечь дугу, нужно чиркнуть электродом о поверхность, как спичкой.
- После этого электродный стержень вести ровно по траектории. Самая простая линия — это зигзаг. Потом можно освоить треугольники и более сложные фигуры. Расстояние до металла должно быть постоянным, 2-3 мм. Чтобы понять, как правильно держать руки, нужно рассчитать угол. Электрод должен быть наклонен к мастеру на 60°. Это дает большую глубину прогрева. Если нужен поверхностный нагрев, наклонять держатель нужно от себя.
- По мере остывания будет формироваться окалина, ее удаляют молотком.

Сложность сварных работ состоит в том, что мастер одновременно должен контролировать несколько параметров:
- траекторию электрода;
- расстояние до поверхности;
- размер и состояние шва;
- направление движения.
От того, насколько хорошо сварщик это делает, зависит его профессионализм. Специалисты могут быстро и точно создать узкое и аккуратное соединение.
Не стоит бояться сварочных работ, даже если в этом деле человек «полный нуль». Уроки сварки инвертором для начинающих можно найти в интернете, а оборудование «Ресанта» сейчас доступно всем. Поэтому каждый может сделать простую металлоконструкцию своими руками в домашних условиях.
Поэтому каждый может сделать простую металлоконструкцию своими руками в домашних условиях.
как правильно варить электросваркой своими руками
Содержание
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является “Хамелеон”.
Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.
Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.

Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Как узнать – где металл, а где шлак
Новичку стоит научиться понимать, где металл, а где шлак. Через маску шлак имеет вид тёмных пятен
Когда сварочные работы будут завершены, требуется осторожно убрать шлак с помощью специального молоточка. Лучше при этом, чтобы маска была опущена
Сварочный электрод зажигается, как спичка, либо легким постукиванием. Бывает такое, что электрод прилипает и после этого не зажигается. Нужно аккуратно убрать обмазку руками, поскольку в этом варианте сгорает стержень.
Нельзя стучать электродом, так как может отлететь обмазка больше требуемого, и стержень останется голым. Тогда риск залипания электрода лишь увеличится.
Тогда риск залипания электрода лишь увеличится.
Когда начинающий сварщик со всем этим научится справляться, можно попробовать нанести вертикальные валики. Для этого прихватывается пластина к столбу и накладывается вертикальный шов.
Делается это снизу вверх. При использовании рутиловых электродов сварка выполняется в отрыв. Если и этот этап сварщик прошёл успешно, то он может пробовать приниматься за монтаж забора.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.

- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
С чего начать начинающему сварщику
Вот наконец-то перед вами сварочный инвертор, маска сварщика и электроды. Это далеко не все что понадобится опытному сварщику, но начинающему вполне достаточно, чтобы начать учиться варить электросваркой.
В первую очередь потребуется подсоединить два кабеля к инвертору. Один кабель с электрододержателем, а второй с клеммой массы
Куда лучше подключать какой кабель, к плюсу или минусу инвертора пока не столь важно. Про прямую и обратную полярность вы сможете узнать дальше, познавая постепенно азы сварки
Поэтому смело, подсоединяем электрододержатель к плюсу инвертора, а зажим с массой к минусовому разъёму, вставляем электрод в держатель и пробуем варить. При этом перед тем как зажечь электрод, отрегулируйте правильным образом сварочный ток на инверторе. Просто воспользуйтесь таблицей с параметрами электродов и сварочного тока (смотрите выше), после чего выберите наиболее подходящее значение.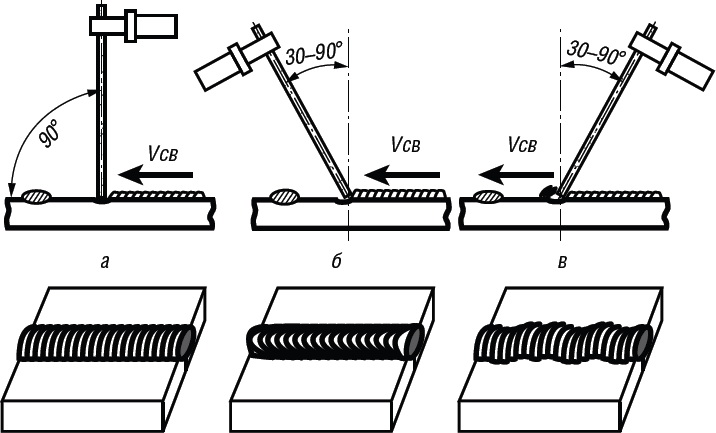
Итак, сначала нужно научиться зажигать дугу. Делается это легким постукиванием электрода о металл или небольшим движением его кончика по металлу. Для начинающих предпочтительно использовать именно второй вариант.
Слишком сильно втыкать электрод в металл не нужно, поскольку он обязательно прилипнет к поверхности. Как только сварочная дуга загорится, нужно постоянно удерживать ее в горящем состоянии пока ведётся сварка. При этом расстояние между электродом и поверхностью металла должно составлять порядка 2-3 мм (короткая дуга).
Если у вас все получилось и дуга горит, можно попытаться сварить заготовку. Для этого наклоните электрод в сторону и удерживайте его под углом в 40-60 градусов. Аккуратно начните движение электродом из стороны в сторону вдоль стыка. Вести электрод можно различными способами, но освоить всё за один раз, попросту невозможно.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой.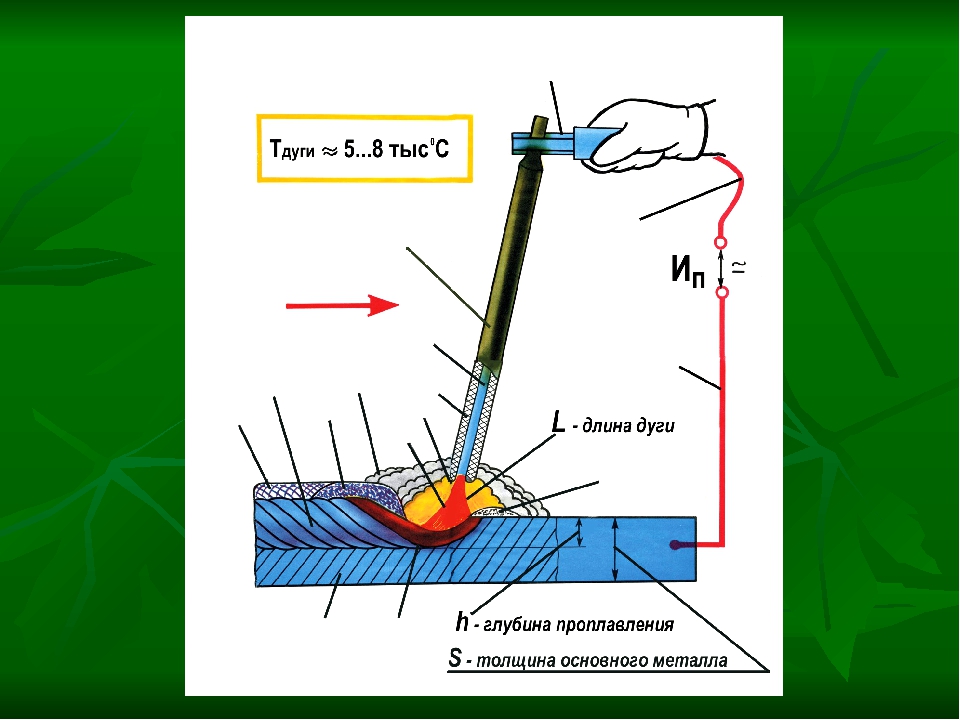 При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком. Излучение может вызвать ожог роговицы глаз
Тщательно подготовьтесь без экономии на экипировке и оборудовании
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.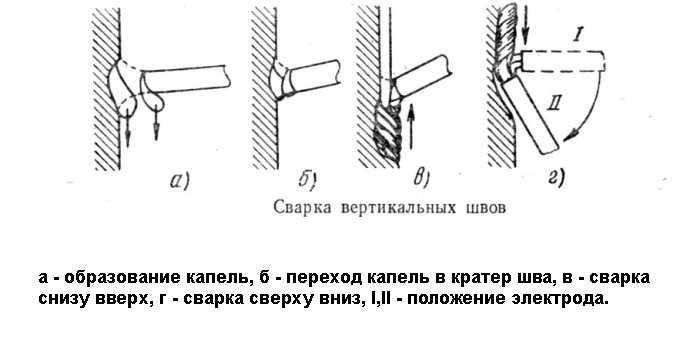
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.
Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги
Идеальной считается сварочная дуга длиной 2-3 мм
В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат.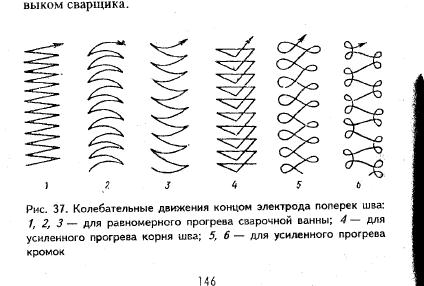 Существует несколько его разновидностей.
Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры.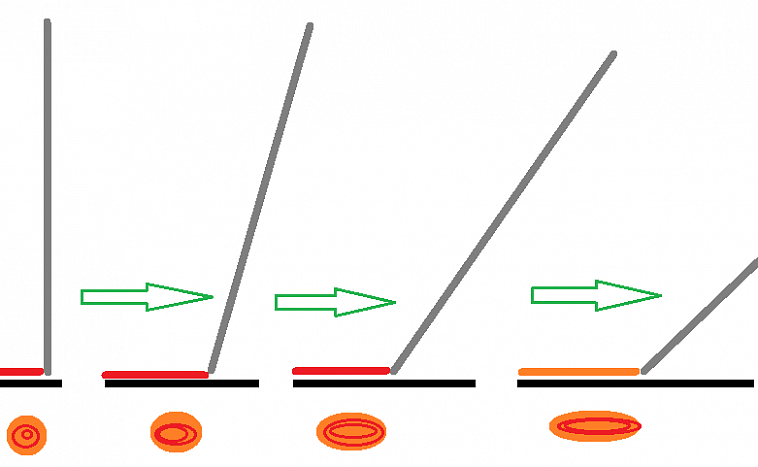 При работе его вешают на плечо. Принцип работы устройства достаточно прост.
При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А. Дополнительные функции оборудования могут облегчить работу для новичка
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
 Благодаря этому дугу активировать намного легче.
Благодаря этому дугу активировать намного легче.Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета.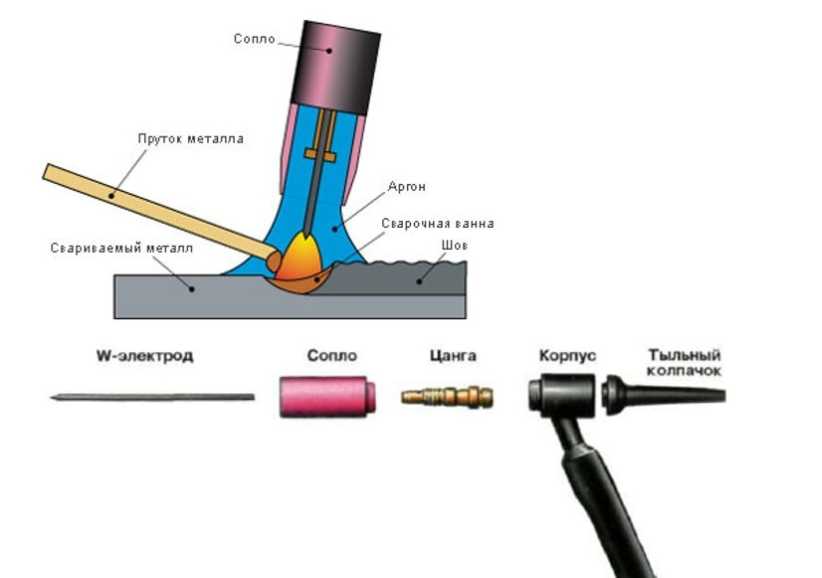 Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер
Реально ставят иногда и ниже: важно чтобы вы смогли работать
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
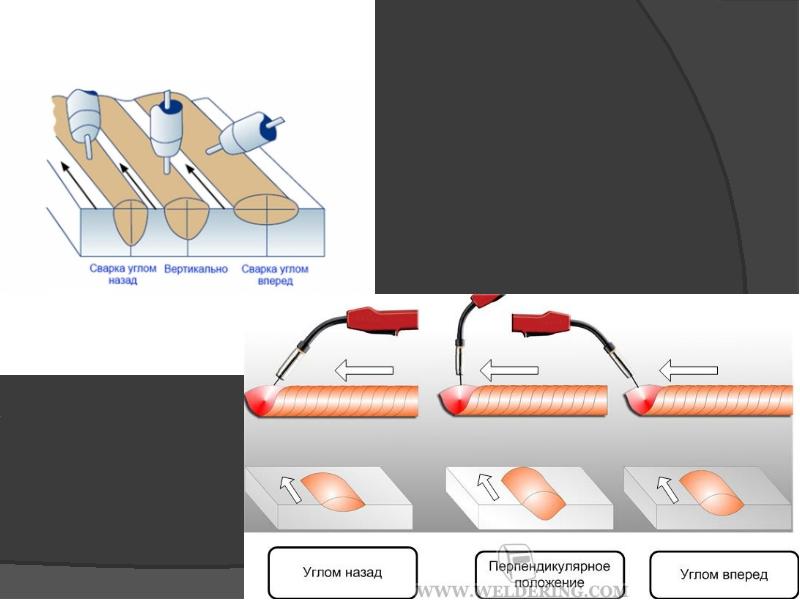
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Зажег дуги
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ — чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка — оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
Какие могут быть ошибки
При проведении сварочных работ своими руками новички могут допускать следующие ошибки:
- неправильно выбран режим работы сварочного аппарата;
- расплав в ванной сформирован не с той структурой, которая требуется;
- сила тока не соответствует металлу или его толщине, в результате чего наблюдаются проплавления или несваренные участки;
- неверно выбрана полярность подключения массового и электродного кабелей;
- сварочный аппарат запитан от нестабильной сети, в результате чего может выйти из строя и потребуется дорогой ремонт;
- сварные швы формируются без прихватов, за счёт чего стыковка элементов конструкции выполняется не в соответствии с требованиями по сборке;
- соединяются детали без зачистки до чистого металла;
- не соблюдены меры пожарной безопасности.

При отсутствии опыта сварочных работ рекомендуется использовать универсальные электроды диаметром 3,2 мм. Они позволяют обучиться азам за счёт отсутствия сложностей при регулировке аппарата, подборе скорости перемещения.
Технология работ
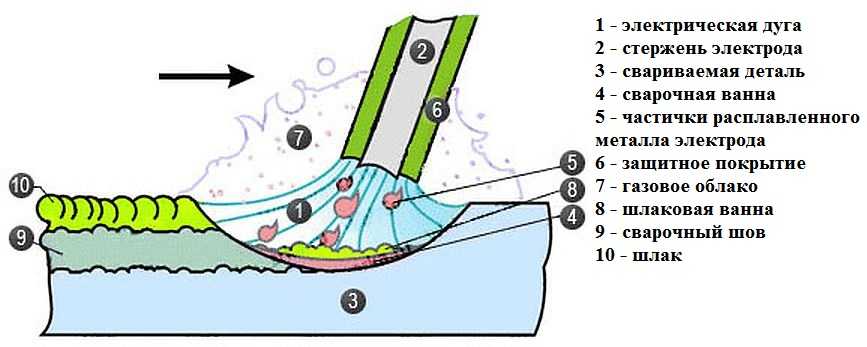
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта.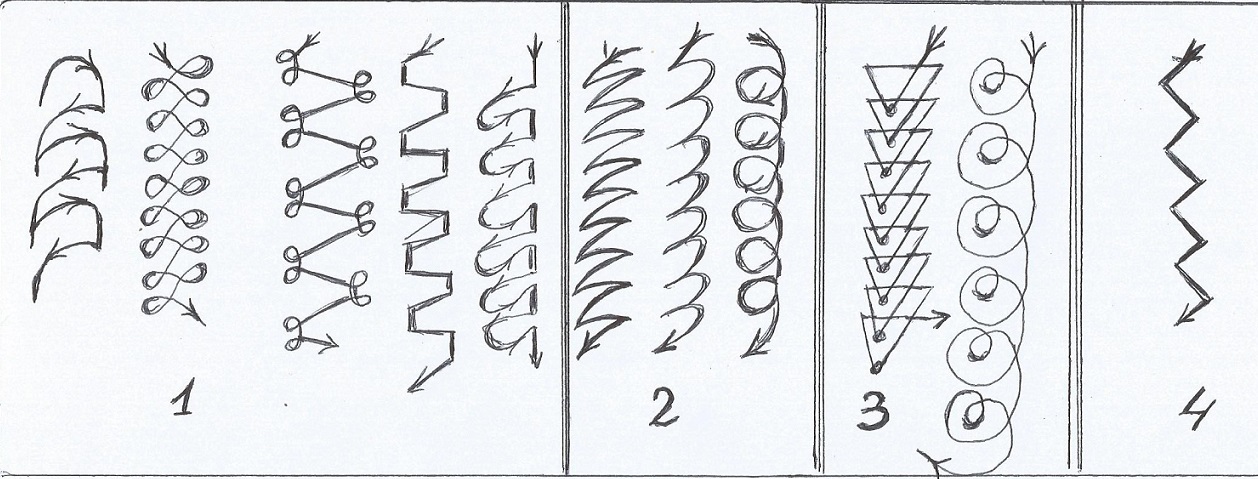 Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Базовый сертификат сварщика: Harper College
Базовый сертификат сварщика: Harper College- Области интереса
- Искусство, дизайн и исполнительское искусство
- Бизнес, предпринимательство и информационные технологии
- Образование
- Инженерия, математика и информатика
- Наука о здоровье
- Гуманитарные науки, язык и общение
- Производство и строительство
- Физические науки и науки о жизни
- Государственная служба
- Социальные науки
- Сварочный дом
- Карьера
- программы
- Младший специалист по прикладным наукам
- Расширенный сертификат сварщика
- Основной сертификат сварки труб
- Основной сертификат сварщика
- Сертификат производства сварки
- Дом Харпер
- Академики
- Производство и строительство
- Технология сварки
- Основной сертификат сварщика
Откройте путь к карьере сварщика.
Факты о программе
- Кредит-часы: 17
- Возможность наращивания до степени: Да
- Возможные результаты работы: Сварщик
Развивайте базовые навыки сварки с помощью этой сертификационной программы из 17 кредитных часов, в которой основное внимание уделяется безопасность сварки, обширная практика в процессе основной дуговой сварки и вне рабочего места и многопроходная дуговая сварка, включая GMAW, SMAW и GTAW. Вы получите практический опыт работа с мягкой сталью, нержавеющей сталью и алюминием.
Кроме того, вы отработаете навыки сварки, необходимые для прохождения квалификации сварщика.
тесты. По завершении этой программы вы встретитесь с Американским обществом сварщиков (AWS). Школы, преуспевающие в соответствии со стандартами обучения в соответствии с Национальными стандартами профессионального образования (SENSE)
для получения сертификата AWS Level 1 — Entry Welder.
Школы, преуспевающие в соответствии со стандартами обучения в соответствии с Национальными стандартами профессионального образования (SENSE)
для получения сертификата AWS Level 1 — Entry Welder.
Кредит, полученный за эту программу, может быть применен к степени AAS по технологиям сварки.
Требования к сертификационной программе
Эта сертификационная программа, состоящая из 17 кредитных часов, разработана для того, чтобы дать учащимся навыки начального уровня в области сварки. В программе обучения особое внимание будет уделено безопасности сварки, обширной практике основного процесса дуговой сварки, а также дуговой сварке вне положения и многопроходной дуговой сварке, включая GMAW, SMAW и GTAW. Студенты будут работать с мягкой сталью, нержавеющей сталью и алюминием. Студенты будут работать над навыками сварки, необходимыми для прохождения квалификационных испытаний сварщиков. Учащиеся будут соответствовать стандартам обучения AWS (Американское общество сварщиков) SENSE (Schools Excellence by National Skill Standards Education) для сертификации в AWS Level 1 — Entry Welder.
Все курсы WLD предлагаются в 8-недельном формате расписания.
Требуется:
| Номер | Название курса | Кредиты |
|---|---|---|
| MFT 134 | Чтение печати для промышленности | 3 |
Описание : Предоставляет учащимся станкостроения базовые навыки, необходимые для визуализации и интерпретации промышленных отпечатков. Подчеркивает методы орфографической проекции видов сверху, спереди, сбоку и в разрезе, допуски, геометрические размеры и влияние компьютерного черчения на работу с машинами. Расписание занятий: Осень 2022 | Весна 2023 | ||
| Всемирный 110 | Сварка I | 3 |
Описание : Охватывает основы теории и практики кислородно-ацетиленовой сварки и начальную электросварку. Расписание занятий: Осень 2022 | Весна 2023 | ||
| Всемирный 210 | Сварка II | 3 |
Описание : Охватывает расширенную теорию и практику дуговой сварки. Имеет опыт работы с методами MIG и TIG (Heliarc). Включает введение в испытание на прочность сварных швов. Условие : WLD 110 с оценкой C или выше или согласие инструктора. Расписание занятий: Осень 2022 | Весна 2023 | ||
| Всемирный 211 | Сварка III | 4 |
Описание : Охватывает продвинутую теорию сварки и обширную практику в процессе основной дуговой сварки. Условие : WLD 210 с оценкой C или выше или согласие координатора программы. Расписание занятий: Осень 2022 | Весна 2023 | ||
| Всемирный 212 | Сварка IV | 4 |
Описание : Охватывает усовершенствованную дуговую сварку вне положения и многопроходную дуговую сварку, включая GMAW (дуговая сварка металлическим электродом в среде защитного газа), SMAW (дуговая сварка металлическим электродом в защитных газах) и GTAW (дуговая сварка вольфрамовым электродом в среде защитного газа). Условие : WLD 211 с оценкой C или выше или согласие координатора программы. Расписание занятий: Осень 2022 | Весна 2023 | ||
 Включает дуговую и газовую сварку, пайку и резку в горизонтальном положении.
Включает дуговую и газовую сварку, пайку и резку в горизонтальном положении. Имеет опыт работы с передовыми технологиями GMAW (дуговая сварка металлическим электродом), FCAW (дуговая сварка с флюсовой проволокой), GTAW (дуговая сварка вольфрамовым электродом) и другими методами дуговой сварки. Плазменная дуговая резка и резка угольной дугой будут включены.
Имеет опыт работы с передовыми технологиями GMAW (дуговая сварка металлическим электродом), FCAW (дуговая сварка с флюсовой проволокой), GTAW (дуговая сварка вольфрамовым электродом) и другими методами дуговой сварки. Плазменная дуговая резка и резка угольной дугой будут включены.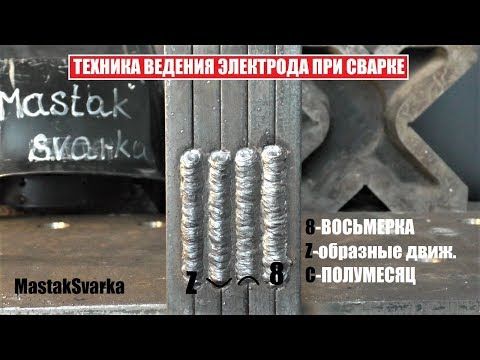 Особое внимание уделяется работе по чертежам и развитию навыков сварки, необходимых для прохождения квалификационных испытаний сварщика. Студенты должны пройти управляемые тесты на изгиб, чтобы стать «сертифицированными сварщиками» в соответствии с Кодексом сварки конструкций D1.1 AWS (Американского общества сварщиков).
Особое внимание уделяется работе по чертежам и развитию навыков сварки, необходимых для прохождения квалификационных испытаний сварщика. Студенты должны пройти управляемые тесты на изгиб, чтобы стать «сертифицированными сварщиками» в соответствии с Кодексом сварки конструкций D1.1 AWS (Американского общества сварщиков).Связанные программы
Студентам, интересующимся технологиями сварки, также могут быть интересны:
- Технология сварки AAS Степень
- Расширенный сертификат сварщика
- Основной сертификат сварки труб
- Сертификат производства сварки
Ресурсы
- Карьера Харпера: технология сварки
Следующие шаги
- Запрос информации
- Посетить информационный сеанс
- Подать заявку
Для получения дополнительной информации о курсах сварки/изготовления обращайтесь в Admission Outreach
по телефону 847. 925.6700 или отправьте форму запроса информации. Вы также можете подать заявку онлайн.
925.6700 или отправьте форму запроса информации. Вы также можете подать заявку онлайн.
Последнее обновление: 28.11.22
Курсы сварки
Ранее: Welding 041B, подготовка к сертификационному экзамену по сварке, уровень II Единицы: 3,0
Этот курс предназначен для продвинутых студентов, изучающих сварку. Инструктор расскажет о предварительно квалифицированном материале основы/присадки, процедуре/аттестации сварщика и тестировании, как указано Американским обществом сварщиков (AWS). D1.1 Спецификации Structural Code приводят к получению сертификатов сварщиков в Лос-Анджелесе или AWS. ХСС
Welding 153A
Math/Blue Print Reading for Welders
Ранее: Сварка 053, Чтение математики/чертежей для сварщиков
Единица(ы) : 3,0
Класс Часы: 48 Всего лекций.
Этот класс предназначен для ознакомления студентов-сварщиков с математикой и чтением чертежей, а также с их применением для сварщиков, связанных со сварочной промышленностью. Акцент будет сделан на практических задачах математических (для сварщиков) измерений, инструментов, площади, объема, дробей, десятичных знаков и метрической системы. Этот курс позволит учащимся читать и интерпретировать рабочие и полевые чертежи и распечатки, связанные со сварочной промышленностью. ХСС
Сварка 153B
Математика/синтетика для сварщиков
Единица(ы) : 3,0
часов занятий: 48 лекций всего.
Это продвинутый курс, предназначенный для того, чтобы позволить учащимся работать на более высоком уровне математики и чтения чертежей, а также применять их для сварщиков, связанных со сварочной промышленностью. Упор будет сделан на обыкновенные дроби, десятичные дроби, периметр квадратов, площади
Упор будет сделан на обыкновенные дроби, десятичные дроби, периметр квадратов, площади
треугольника, объемы, длины окружностей кругов и периметр. Учащийся сможет читать и интерпретировать заводские и полевые чертежи, а также распечатки, связанные со сварочной промышленностью. ХСС
Сварка 154A
Начало Основы труб
Ранее : Сварка 054A, Начальные основы труб
Единица(ы) : 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Условие: Сварка 125A с минимальным классом C.
В отрасли сварки труб требуется сварщик более высокой квалификации. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Акцент будет сделан на швы с открытой корневой разделкой на листе с использованием процесса дуговой сварки в защитном металле с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности. ХСС
Акцент будет сделан на швы с открытой корневой разделкой на листе с использованием процесса дуговой сварки в защитном металле с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности. ХСС
Сварка 154B
Сварка промежуточных труб
Ранее: Сварка 054B, Сварка промежуточных труб
Единица(ы): 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Условие: Сварка 154A с минимальной оценкой C.
Для сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделено сварным швам с открытой корневой разделкой на трубах с использованием процесса дуговой сварки в среде защитного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности. Студенты познакомятся с технологией орбитальной сварки. ХСС
Особое внимание будет уделено сварным швам с открытой корневой разделкой на трубах с использованием процесса дуговой сварки в среде защитного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности. Студенты познакомятся с технологией орбитальной сварки. ХСС
Сварка 154C
Усовершенствованная сварка труб
Ранее: Welding 054C, Advanced Pipe Welding
Единица(ы): 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Условие: Сварка 154B с минимальной оценкой C.
Для сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделено сварным швам с открытой корневой разделкой на трубах с использованием процесса дуговой сварки в среде защитного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности. Студенты будут настраивать и эксплуатировать аппарат орбитальной сварки. ХСС
Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделено сварным швам с открытой корневой разделкой на трубах с использованием процесса дуговой сварки в среде защитного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию труб и правильную практику, используемую в различных отраслях промышленности. Студенты будут настраивать и эксплуатировать аппарат орбитальной сварки. ХСС
Сварка 155A
Начальное производство металла
Единица(ы) : 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Требование: Сварка 125A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки. Производителю сварочного производства требуется высококвалифицированный сварщик/слесарь.
Производителю сварочного производства требуется высококвалифицированный сварщик/слесарь.
Этот курс состоит из 112 часов обучения безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться правильной эксплуатации цехового оборудования, сварке, сборке, металлическим профилям и различным методам сборки и сборки. ХСС
Сварка 155B
Производство промежуточных металлов
Единиц: 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Требование: Сварка 155A с минимальной оценкой C или удовлетворительной сдачей квалификационного экзамена по навыкам дуговой сварки.
Этот курс состоит из 112 часов обучения безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться правильной эксплуатации цехового оборудования, сварке, сборке, металлическим профилям и различным методам сборки и сборки. Например, аэрокосмический, военный или специальный инструмент, который может помочь сохранить жесткие допуски, требуемые инженером. Студенты изучат терминологию изготовления и правильную практику, используемую в различных отраслях промышленности. Этот курс предназначен для адаптации и повышения квалификации в соответствии с отраслевыми стандартами, а также для развития производственных навыков, дополняющих и расширяющих навыки сварки. ХСС
Особое внимание будет уделяться правильной эксплуатации цехового оборудования, сварке, сборке, металлическим профилям и различным методам сборки и сборки. Например, аэрокосмический, военный или специальный инструмент, который может помочь сохранить жесткие допуски, требуемые инженером. Студенты изучат терминологию изготовления и правильную практику, используемую в различных отраслях промышленности. Этот курс предназначен для адаптации и повышения квалификации в соответствии с отраслевыми стандартами, а также для развития производственных навыков, дополняющих и расширяющих навыки сварки. ХСС
Сварка 156A
Начало роботизированной сварки
Ранее: Сварка 056A, Начало роботизированной сварки
Единица(ы) : 3,0
C девушка Часы работы: 32 Лекция, 48 Лаборатория общ.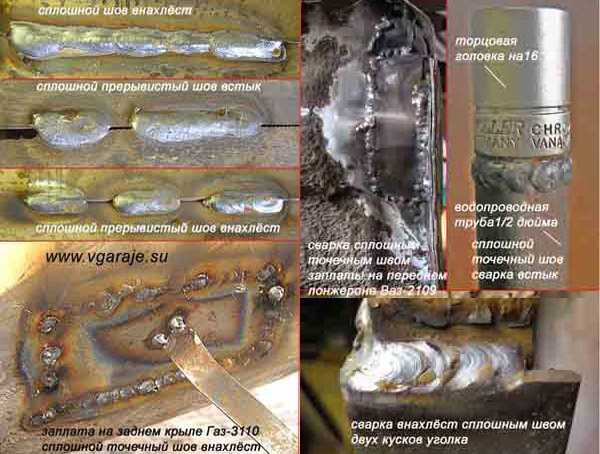
Предварительные требования: Сварка 108 с минимальной оценкой C. Одновременное зачисление на сварку 157A. Курс представляет собой базовый курс программирования, который учит студентов, как безопасно манипулировать роботом с помощью надлежащего использования роботизированного контроллера и обучающего подвесного пульта. Этот курс также знакомит слушателей с процессом дуговой сварки металлическим газом и порошковой проволокой. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов, различным методам сварки, а также идентификации основного и присадочного металла. Этот курс является введением в робототехнику/лазерную технологию. (То же, что и Инженерное дело 156А). ХСС
Сварка 156B
Промежуточная роботизированная сварка
Ранее: Сварка 056B, Промежуточная роботизированная сварка
Единица(ы): 3,0
Класс часов: 32 лекции, 48 лаборатория всего.
Предварительные требования: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на курс сварки 157B. Курс роботизированной сварки учит учащихся, как безопасно манипулировать роботом с помощью надлежащего использования контроллера робота и подвесного пульта обучения. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки. Учащиеся смогут вводить процедуры сварки, поворотные рамы, круговые движения, ткачество, команды копирования-удаления, шеститочечный инструментальный центр и другие действия, связанные с процессом роботизированной сварки. (То же, что и Инженерное дело 156Б). ХСС
Сварка 156C
Усовершенствованная роботизированная сварка
Ранее: Welding 056C, Advanced Robotic Welding
Единица(ы): 3,0
Класс часов: 32 лекции, 48 лаборатория всего.
Предварительные требования: Сварка 156B с минимальной оценкой C. Одновременное зачисление на курс сварки 157C. Курс Advanced Robotic Welding учит учащихся, как безопасно манипулировать роботом с помощью правильного использования контроллера робота и подвесного пульта обучения. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки. Учащиеся смогут создавать программы по безопасности роботизированной сварки, управлению TPP, пользовательским кадрам, скоординированному движению, TAST, TAST-RPM, регистрам положения и смещениям, прикосновениям и датчикам, а также действиям, связанным с процессом роботизированной сварки. (То же, что и Инженерное дело 15). ХСС
Сварка 157A
Базовое программирование роботов
Единица(ы): 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.
Предварительные требования: сварка 108 с минимальной оценкой C. Одновременное зачисление на сварку 156A. Это базовый курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы эксплуатации, линейные перемещения, системы координат, программирование Teach Pendant и интеграцию программного и аппаратного обеспечения. (То же, что и Инженерное дело 157А). ХСС
Сварка 157B
Промежуточное программирование роботов
Единица(ы): 3,0
Аудитория Часы работы: 16 лекций, 96 лабораторий всего.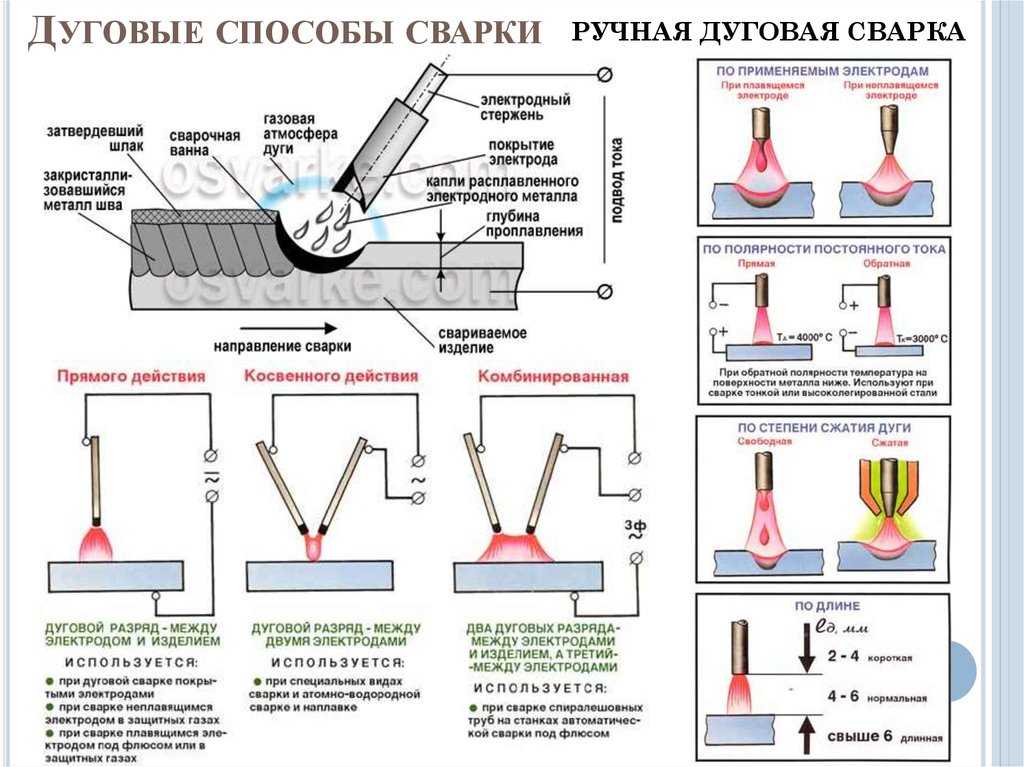
Предварительные требования: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на сварку 156B. Этот курс представляет собой курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы работы, круговые движения, настройку робота, расширенное программирование и функции Teach Pendant, а также вспомогательное оборудование. (То же, что и Инженерное дело 157Б). ХСС
Сварка 157C
Расширенное роботизированное программирование сварки
Единица(ы): 3,0
Аудиторные часы: 16 лекций, 96 лабораторий всего.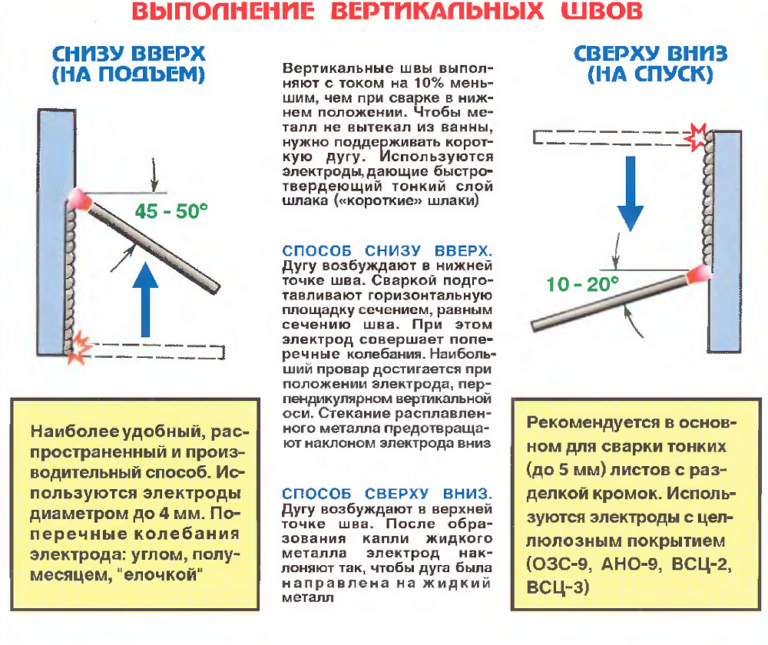
Предварительные требования: Сварка 156B и Сварка 157B с минимальной оценкой C. Одновременное зачисление на Сварку 156C.
Это продвинутый курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы эксплуатации, логические команды и системы координат, расширенное программирование Teach Pendant, сетевую интеграцию, моделирование и интеграцию программного и аппаратного обеспечения. (То же, что и Инжиниринг 157С). ХСС
Сварка 160
Введение в процесс валидации и проверки процесса лазерной сварки: уровень 1
Единиц: 3. 0
0
Класс часов: 18 лекций, 108 лабораторий всего.
Этот курс предназначен для ознакомления студентов с валидацией лазерной сварки и развитием производственных возможностей с использованием оборудования для сварки волоконным лазером. ХСС
Сварка 161
Проверка процесса планирования и проверка процесса лазерной сварки: уровень 2
Единица(ы): 3.0
Класс Часы: 18 Лекция, 108 Лаборатория
Условие: Сварка 160 с минимальным классом C всего. Этот курс предназначен для того, чтобы познакомить студентов с процессом лазерного сварки, ориентированного на три основных вида деятельности: План квалификации установки (IQ), план оперативной квалификации (OQ) и план квалификации (PQ) на MVP. ХСС
Этот курс предназначен для того, чтобы познакомить студентов с процессом лазерного сварки, ориентированного на три основных вида деятельности: План квалификации установки (IQ), план оперативной квалификации (OQ) и план квалификации (PQ) на MVP. ХСС
Сварка 162
Выполнение валидации и проверки процесса лазерной сварки: уровень 3
Единицы: 3.0
Класс часов: 18 лекций, 108 лабораторий всего. Требование: Сварка 161 с минимальной оценкой C всего.