Сварка инвертором для начинающих – уроки техники и основы
Среди доступных сварочных аппаратов для покупки и начального практического обучения, сварщикам самоучкам наиболее подходящими будут недорогие, надежные, легкие и надежные модели, обладающие главным и неоспоримым свойством – удобством в работе.
Такими почти идеальными свойствами обладают современные аппараты электродуговой сварки, созданные по новым технологиям, и вобравшими в себя практически все наиболее значимые инновации – сварочные инверторы.
Как и любая другая электросварка, сварочный инвертор применяется для простого и надежного соединения между собой металлических конструкций.
Очертить более точно область применения такой технологии довольно сложно, поскольку практически повсеместно применимы сварные соединения – в строительстве, машиностроении, сельском хозяйстве и быту, в общем, там, где необходимо легко и просто соединить между собой металл.
Необходимые материалы/инструменты/защита
Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
- Сварочный инвертор с комплектом проводов (с клеммой «массы» и электрододержателем.

- Расходные материалы – сварочные электроды для ручной электродуговой сварки (для начала в качестве тренировки подойдут диаметром 3 мм).
- Щетка по металлу.
- Небольшой молоток (как правило, в комплекте инвертора идет такой молоточек, но лучше купить специальный молоток сварщика – с пружинной ручкой и заостренными концами с плоским и пикообразным).
- Зажимы для прижатия свариваемых деталей.

В качестве материалов для начального обучения подойдут:
- Металлические железные предметы – трубы, полосы металла, строительная арматура.
Внимание! Делая первые шаги, важно знать, что для сварки алюминия, чугуна, нержавеющей стали, нужны особые электроды и очень уверенные навыки проведения сварочных работ.
Ну и главное, для проведения работ нужны специальные защитные доспехи:
- Обязательно маска со специальным светофильтром, задерживающим яркий свет от сварочной дуги.
- Защитные перчатки – ведь дело придется иметь с расплавленным металлолом.
- Специальный костюм, желательно из огнестойкого брезента.
- Рабочие ботинки на толстой и прочной подошве с высокими берцами – простой и надежный способ сохранить стопы от ожогов.

http://www.youtube.com/watch?v=NnaJTrs2qQA
Пошаговая инструкция по выполнению работ
Подготовительные шаги:
- Шаг первый – для начала следует подготовить рабочее место, убрать помещение от лишних предметов и легкогорючих материалов и жидкостей;
- Предусмотреть нормальное освещение места творческих изысканий.
- Подготовить материал для сваривания и необходимые инструменты.
- Проверить правильность и надежность соединения кабелей в случае использования электрических удлинителей.
Что касается самих работ, то здесь нужно раз и навсегда усвоить последовательность и порядок действий, это должно стать правилом и выработать все движения до автоматизма:
- Сварочные кабели разматываются и расправляются, подключается к гнездам инвертора.
- Свариваемые детали раскладываются, проверяется правильность соединений по возможности закрепляются в тисках или струбцинах.
- Одеваются средства защиты, подготавливается маска.
- Клемма массы – зажим со знаком «плюс» к одной из свариваемых поверхностей.
- Электрод вставляется в держатель.
- Проверяется подключение самого аппарата к электрической сети, без включения клавиши подачи электропитания.
- Включается питание, через 15-20 секунд аппарат готов к работе.
- Электрод подносится к месту предполагаемого шва, защитная маска подносится к лицу, разжигается дуга.
- Легкими движениями формируется образование сварочной ванны, и формируется шов.

При соединении небольших деталей, где шов имеет небольшую длину, рекомендуется не выключать аппарат на время контроля качества и удаления шлакового налета, при больших объемах работы, рекомендуется, несмотря на наличие принудительного охлаждения, выключать инвертор и делать небольшой перерыв.
По окончании работ рекомендуется:
- Убрать руку с держателем, прекратить образование электрической дуги.
- Выключить питание аппарата.
- Дать остыть 3-5 минут шву, и легкими постукиваниями оббить шлак и проконтролировать качество шва – в идеале, он должен быть похож на уложенные чешуйки, как на рыбе – одна должна вроде бы накладываться на другую.
Техника безопасности
Сварочный инвертор – электрический прибор, и поэтому запрещается производить работы при высокой влажности, под открытым небом во время дождя.
Работать необходимо только в защитной маске, в специальном огнестойком костюме и обуви, в сварочных перчатках-крагах. Рабочее место должно быть просторным, на рабочем месте не должно быть горючих и взрывоопасных материалов, жидкостей, баллонов.
Запрещается проводить сварочные работы с предметами, имеющими опасное содержимое – в канистрах, бензобаках, различными боеприпасами.
Контроль дугового промежутка
Схема сварочной дуги
Говорить о начальных навыках сварщика с уверенностью можно тогда когда выработается навык правильного формирования и удержания дугового промежутка – сварочной дуги.
По сути, это несложный процесс, главное в нем понимание того, что дуга будет постоянной и наиболее качественно расплавлять электрод при правильном, немного медленном движении держателем.
Во многом, это достигается методом проб и ошибок – закрепленный навык появится тогда, когда при движении электрода начнет формироваться однородный шов, соединяющий обе соединяемых детали.
Правила формирования сварочного шва
Получение крепкого и надежного сварочного соединения во многом является результатом правильного движения электродом в сварочной ванне. Довольно примитивно это можно охарактеризовать примерно как процесс обучения письму.
Движение руки с держателем напоминает пропись первоклашки, когда навыки довольно слабые и приходится выводить то зигзаги, то кружечки, то косые линии. Но при этом, кроме движения в одной плоскости, при сваривании, нужно то приближать электрод, то наоборот удалять его.
Такие движения позволяют формировать в сварочной ванне слои металла как бы заходящие друг на друга, это и обеспечивает отлично сформированный соединительный шов.
Прямая и обратная полярность при инверторной сварке
Обычное подключение сварочных кабелей держателя к «минусу», а зажима «массы» к «плюсу» инвертора позволяет без труда сваривать все допустимые соединения, при этом такая полярность позволяет увеличить количество тепла, выделяемое при сварке.
Обратное подключение кабелей, а у инвертора такая возможность присутствует, на электрод подается «плюс», а на свариваемые детали «минус» позволяет снизить количество тепла, и соответственно соединять детали из тонкого металла без образования прожигов.
Подбор электродов
Вариант работы инвертором с тонким металлом удается новичкам не с первого раза, но и профессионалам это не всегда удается.
Однако, следует знать:
- При сварке тонкого металла рекомендуется использовать обратную полярность.
- При соединении тонкого металла и более толстого, для достижения результата нужно плотно прижимать тонкий металл к более толстому и сварку производить «от толстого к тонкому» для недопущения перегрева и прожигания.
- Обе детали должны быть хорошо зачищены, ржавчина должна быть удалена, во избежание образования дополнительного шлака.
Преимущества и недостатки
Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
К «плюсам» сварочных инверторов однозначно относятся:
- Малый вес.
- Возможность работы при довольно низком напряжении в сети, электроника отлично держит дугу даже при 160-180 вольт в электросети.
- Плавная регулировка электротока, выдаваемого аппаратом.
- Возможность работать практически со всеми типами электродов.
- Легкий и эффективный розжиг дуги.
- Возможность настройки на работу с различными материалами, как по толщине сращиваемого металла, так с различными металлами – например, алюминием, чугуном.
- Практически полное отсутствие скачков напряжения при работе даже на перегруженных сетях.
К сожалению, имеются и минусы, но они в большинстве не связаны с непосредственной эксплуатацией инструмента:
- Высокая по сравнению с трансформаторными моделями цена.
- Требовательность к условиям работы – положительная температура, приемлемая влажность, незначительная запыленности.
- Дороговизна ремонта – используемые электронные компоненты чаще всего ремонтируются или в специализированных сервисных центрах, или дешевле купить новый инвертор.

Суть технологии сварочного инвертора состоит в том, что переменный ток электрической сети посредством работы электронных компонентов преобразуется сначала в постоянный ток, а потом еще одни раз в переменный, но уже с другими качественными показателями – высокой частотой (порядка 20 000–50000Гц) и большой силой тока – 100–200 Ампер, но при этом с небольшим напряжением порядка 60-90 В.
Советы и возможные ошибки
Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
- На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
- На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
- Важно взять за привычку очищать от ржавчины и налета места соединения.

Статья была полезна?
0,00 (оценок: 0)
учимся правильно варить — Сварочные электроды
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия
Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия
Инвертор – это электросварочный аппарат, который работает на постоянном токе. в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше. чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом
 поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии.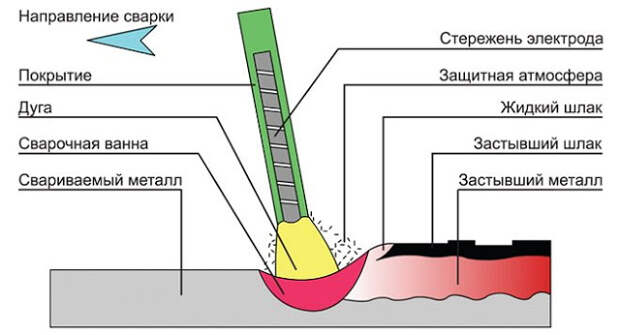
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда  Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговая инструкция для начинающих при применении инвертора
- Перед началом работы необходимо иметь средства защиты. Вам необходимо приобрести перчатки, не резиновые, а из грубой ткани, защитную сварочную маску и грубую куртку. Это необходимо для вашей защиты. чтобы уберечь ваши глаза и кожный покров от термического и светового воздействия при работе со сварочным аппаратом.
- С помощью регулятора на корпусе инвертора необходимо настроить сварочный ток и подобрать электрод. Напоминаем, что необходимо использовать электроды диаметром 2-5 миллиметров. Регулируем сварочный ток исходя из параметров толщины и материала свариваемой детали. На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.
- Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.
- У вас должен получиться сварочный шов. Для проверки шва, необходимо молотком, прикрывая глаза, убрать окалину.
 На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.
На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
С опытом вы сможете правильно управлять длиной дуги. которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.
Правильно сформированный сварочный шов и его дефекты
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов. при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.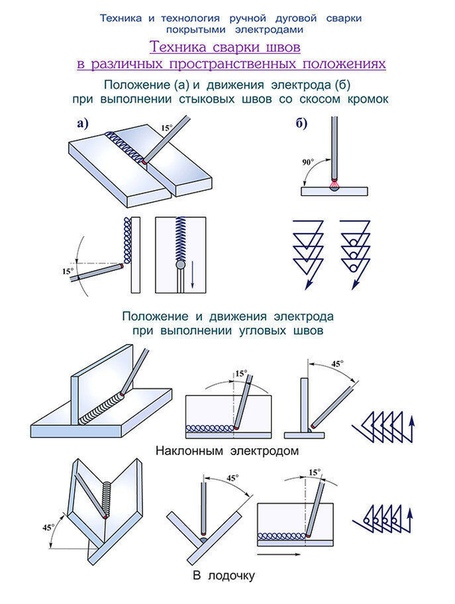
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время — узкая.
Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
 Функция увеличивает сварочный ток;
Функция увеличивает сварочный ток;Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
уроки для чайников, основы и правила работы для начинающих
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей. Как подобрать электрод для инвертора читайте в этой статье.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.
Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиотзывы и уроки по сварке инвертором
Остались в прошлом те времена, когда сварочный аппарат в домашнем хозяйстве был чрезвычайной редкостью. На смену старым образцам трансформаторных сварочных аппаратов пришли более современные, надежные и простые в эксплуатации – инверторные сварочные аппараты, как отечественного, так и зарубежного производства, например, сварочный инвертор IMS 1600. Помимо обычных инверторных устройств, широкое распространение получили точечные контактные аппараты, без которых не обойтись при сваривании листового металла небольшой толщины, или других типов мелких деталей.
Преимущества инверторов
Эта техника затруднительно распространялась из-за сравнительно высокой стоимости. Благо и эти времена быстро прошли, и рынок теперь предлагает широкий ассортимент сварочных инверторов от многих производителей для самых разных потребностей. Теперь каждый может себе купить аппарат для сварки, при этом он будет недорого стоить, на нем легко обучиться работать, и он будет полезным даже профессионалу сварщику со стажем.
По сравнению с устаревшими моделями сварочных аппаратов инверторные имеют целый ряд неоспоримых преимуществ, благодаря которым они и получили широкое распространение среди потребителей. Вот некоторые из этих преимуществ:
- Простота в эксплуатации. Буквально каждый желающий, просмотрев уроки по использованию инвертора, с легкостью сможет справиться своими руками с несложными задачами в домашнем хозяйстве. Уроки по мастерству владения сварочным аппаратом легко найти в интернете;
- Небольшой вес и размеры. Почти все аппараты этого типа имеют небольшой вес и компактные размеры, что значительно упрощает их использование, транспортировку и хранение;
- Стабильность работы. Благодаря встроенным системам контроля и управления, аппараты такого типа обеспечивают стабильную работу даже при подключении к нестабильной сети или же к бытовым электрогенераторам;
- Универсальность. Благодаря широкому рабочему диапазону и другим особенностям инверторы позволяют использовать их для сваривания многих распространенных типов металла, а также использовать в работе различные по типам электроды;
- Надежность. Почти каждый инвертор от более или менее нормального производителя имеет встроенную защиту от перегрева, залипания электрода и перегрузки, что позволяет безопасно его использовать для обучения сварочному ремеслу;
- Небольшая потребляемая мощность. Электросварка инверторного типа потребляет очень мало электроэнергии, что делает ее экономной и безопасной даже для использования своими руками в домашних условиях.
Принцип работы аппарата
Большинство преимуществ точечная электросварка получила благодаря своему принципу работы, который в корне отличается от стандартных аппаратов. Входящий переменный ток поступает на первичный преобразователь, который выпрямляет его и преобразует в постоянный. Затем он преобразуется обратно в переменный, только уже с повышенной частотой. После этого он снова выпрямляется и на выходе получается постоянный ток высокой частоты.
Этот процесс двойного преобразования обеспечивает рабочую часть сварочного аппарата стабильным и постоянно контролируемым током. Благодаря этому дуга легко поджигается, стабильно горит и обеспечивает высокое качество сварного шва.
Помимо преобразователя большинство аппаратов этого типа имеют встроенные системы защиты от перегревания, залипания электродов и перегрузок. При возникновении таких проблем электросварка попросту отключается автоматикой. Это значительно повышает срок ее безотказной службы даже в неопытных руках.
Отечественные инверторы
Электросварки инверторного типа выпускаются многими производителями. Российские предприятия и заводы тоже преуспели в этой сфере. На рынке имеется множество образцов отечественных инверторов, которые имеют хорошие отзывы пользователей, и зарекомендовали себя с лучшей стороны, как в любительской, так и в профессиональной сфере.
Российский инвертор Герой MIG-280
Среди прочих моделей особого внимания заслуживает профессиональная модель российского производства Герой MIG-280. Точечная электросварка этой модели российского производства отличается высокой мощностью, стабильностью и надежностью. Устройство имеет положительные отзывы от профессионалов. Модель отлично подойдет как для домашнего ремонта своими руками, так и для промышленного производства.
Аппарат имеет встроенные системы защиты, автоматического контроля сварочного тока и микропроцессорное управление преобразованием напряжения. Все это позволяет использовать его как профессионалами, так и для обучающих целей.
Краткие эксплуатационные характеристики сварочного аппарата:
- диапазон регулировки сварочного тока – 50-280 А;
- потребляемая мощность – 5 кВт;
- диаметр используемых электродов – 1,6-5 мм;
- габаритные размеры – 440×260×370 мм;
- вес – 16 кг.
Несмотря на большой вес, этот аппарат пользуется большим спросом благодаря высокой мощности и универсальности. С его помощью можно варить самые распространенные типы металлов, использовать разные электроды и методы сваривания.
Устройства зарубежных производителей
Помимо сварочных аппаратов российского производства на рынке присутствует множество моделей от зарубежного производителя. Здесь есть и недорогие китайские сварки, и более качественные итальянские и французские. Неплохо себя зарекомендовали некоторые модели от немецкого производителя.
Самый оптимальный вариант сварочного инвертора зарубежного производства можно подобрать из итальянских аппаратов Master или от французов – IMS. Рассмотрим некоторые из них более подробно.
Итальянский инвертор Master 202
Итальянские сварочные инверторы зарекомендовали себя с хорошей стороны. Несмотря на сравнительно высокую стоимость, контактная сварка итальянского производства Мастер 202 позволяет осуществлять сварочные работы как на производстве, так и при выполнении несложных технических задач своими руками.
Инвертор Мастер 202 имеет встроенную защиту от перегрузок и перегрева. Как и в большинстве инверторов, имеется защита от залипания электродов и система автоматической регулировки силы сварного тока. Если взять в сравнение китайские аналоги этой модели, то можно отметить более высокую надежность и стабильность работы аппарата Мастер 202.
Чтобы освоить основы сварочных работ этим аппаратом, достаточно просмотреть уроки в виде видеоматериалов, которые показывают основные методы сваривания распространенных типов металла. Встроенная электроника аппарата Мастер 202 защитит его системы от повреждений при начальном неумелом использовании.
Краткие эксплуатационные характеристики сварочного аппарата Мастер 202:
- сеть питания – от 160 В до 255 В;
- диапазон регулировки сварочного тока – от 30 А до 202 А;
- диаметр используемых электродов – от 1,6 мм до 5 мм;
- потребляемая мощность – до 7 кВт;
- габаритные размеры — 270×130×300 мм;
- вес – 9 кг.
Помимо этого Мастер 202 имеет прочный корпус, и отличную комплектацию. Если выбирать инвертор среди зарубежных моделей, то Мастер 202 будет отличным вариантом.
Французский инвертор IMS 1600
Среди сварочных аппаратов от французского производителя самый лучший, по мнению пользователей, сварочный аппарат IMS 1600. Эта модель чрезвычайно легкая и компактная, что не мешает ее использование для самых различных типов работ. С ее помощью можно сваривать нержавеющие металлы, некоторые типы лигатуры и даже чугун.
Аппарат имеет встроенную защиту от перегрузок в сети, от перегрева и от залипания электродов. Это позволяет с легкостью ее использовать даже начинающему сварщику.
Устройство обеспечивает легкое поджигание дуги и стабильное ее удерживание. В качестве охлаждения аппарата используется принудительное нагнетание наружного воздуха вентилятором.
Краткие эксплуатационные характеристики сварочного аппарата:
- диапазон сети питания – 160 – 260 В;
- диапазон регулировки сварочного тока – 10 – 160 А;
- диаметр используемых электродов – 1,6 – 4 мм;
- габаритные размеры — 120×255×150 мм;
- вес – 4,1 кг.
Самодельные сварочные аппараты
Помимо заводских инверторов часто можно встретить видео уроки по сборке сварочных аппаратов своими руками. Особенной популярностью пользуется точечная сварка, которая позволяет сваривать тонкий листовой металл или проволочные изделия в домашних условиях. Заводская точечная сварка стоит довольно дорого, поэтому спрос на самодельные аппараты велик. Часто для изготовления точечной сварки умельцами используются некоторые детали и узлы от обычных инверторов, которые были описаны выше.
Точечная сварка позволяет использовать методы сваривания металлов, которые не под силу обычным аппаратам. Работает она по следующему принципу. Ток подается на обе детали, которые свариваются, вследствие чего они нагреваются. При нагреве сварной материал, расположенный между деталями, имеет более высокое сопротивление, чем скрепляемые детали, вследствие чего он плавится. После расплавления точки сварки, детали удерживаются в прижатом состоянии до полной ее кристаллизации.
Интересное по теме:
Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он “Лыжная база Лесная” г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: [email protected] [email protected]
|
Эта статья – небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом. Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса – прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной – увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги – дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях – снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом – поперек, чтобы удалить последние остатки шлака.
|
Как научиться работать электросваркой – первые шаги
Азы электросварки
Сварочный шов соединяет две металлические заготовки в единое целое. Для этого их кромки требуется нагреть до температуры плавления. Это делают за счет электродуги. Между кромками образуется зона расплавленного металла, после остывания она кристаллизуется, соединяя обе детали воедино.
Виды
Электродуга может поддерживаться как постоянным, так и переменным током. Источником переменного тока служит сварочный трансформатор, понижающий сетевое напряжение 220 или 380 вольт и соответственно повышающий силу тока. Трансформаторы — морально устаревший вид сварочного оборудования, они громоздки, весят несколько десятков и даже сотни килограммов.
Стабильность электродуги сильно зависит от параметров электросети, кроме того, работа сварочного трансформатора вызывает скачки напряжения в сети. Такая техника требует от сварщика высокой квалификации и солидного опыта.
Начинать обучение лучше со сварочным инвертором. Этот источник выполняет двойное преобразование входного напряжения. Благодаря использованию высокочастотного генератора габариты инверторного аппарата начального уровня доведены до размеров обувной коробки, а вес- до нескольких килограммов. Устройство не зависит от колебаний входного напряжения и не влияет на электросеть. Оно нетребовательно к уровню подготовки сварщика и имеет подсистемы стабилизации дуги и облегчения ее розжига.
Технология работ
Для возбуждения электродуги требуется создать разность потенциалов между заготовкой и кончиком электрода. Электрод состоит из прямого отрезка сварочной проволоки, покрытой флюсовой обмазкой. Когда электрод подносят к заготовке на расстояние в несколько миллиметров, между ними проскакиваете разряд.
Такой постоянно действующий разряд и называют электрической дугой. Она выделяет большое количество тепла, от которого плавится сердечник электрода и кромки заготовок. Образуется зона расплавленного металла, называемая сварочной ванной. По мере ведения электрода вдоль линии шва сварочная ванна перемещается вслед за дугой. Расплавленный металл, остывая, кристаллизуется и образует сварной шов, соединяющий две заготовки воедино.
Покрытие электрода плавится и испаряется, и образует газовое облако, защищающее сварную ванну от контакта с воздухом и образования оксидов.
На поверхности остывающего шва возникает шлаковый слой. Это отходы от горения обмазки. После остывания этот слой удаляют механической обработкой.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы
В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии, чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва, окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
Способы соединения и ориентирования деталей
При всем многообразии сварных конструкций, собираемых с применением ручной ЭС, конструктивные элементы изделий свариваются между собой всего лишь четырьмя способами соединения, установленными ГОСТ 5264-80 для этого типа сварки:
Ручная ЭС допускает любые пространственные положения накладываемых сварных швов. В зависимости от ориентирования деталей, типа шва и его пространственного расположения зависит техника выполнения сварки, которой необходимо пользоваться сварщику. Выделяют следующие пространственные положения швов при ориентировании заготовок:
поз. а — нижнее положение, когда сварочный шов расположен на горизонтальной поверхности. Такое положение является наиболее удобным для заполнения сварочной ванны и контроля ее состояния, качество швов в нижнем положении самое высокое.
Важно! При стыковой сварке трубопроводов используют поворотный способ, в процессе которого окружность стыка разделяют на четыре равных сектора (по 90 ) и проваривают по два сектора, поворачивая трубу таким образом, чтобы обеспечить наибольшее количество швов нижнего положения.
- поз. б – горизонтальный шов на вертикальной плоскости, для выполнения которого размер сварочной ванны стараются выполнять минимальной, а дугу поддерживают максимально короткой;
- поз. в – вертикальный шов, который варят движением снизу вверх, хотя на тонком металле предпочтительнее движение сверху вниз, чтобы он меньше прогревался во избежание прожига;
- поз. г – потолочный шов, самый сложный по исполнению. Стекание расплавленного металла вниз составляет основную проблему сварки для начинающих исполнителей. Образно выражаясь, у сварщика должна быть «набита рука», чтобы быстро проварить шов на увеличенном токе.
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
- одежда и обувь из не воспламеняющихся материалов;
- спилковые краги;
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки;
- респиратор для защиты органов дыхания;
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Что нужно для того, чтобы научиться варить
Если вы мечтаете, стать профессиональным сварщиком, то должны понимать, с чем придётся столкнуться. Сварка металлов процесс достаточно грязный, плюс ко всему он опасный и требует наличия определённых знаний.
Поэтому в первую очередь, о чем должен позаботиться начинающий сварщик, это о специальной экипировке. Спецодежда сварщика должна быть выполнена из огнестойких материалов. Руки надежно защищены не обычными перчатками, а специальными крагами, именно так называются «рукавицы» сварщиков.
Но самое главное, это защита зрения. Очень часто можно слышать, что я варил весь день и нахватался «зайчиков». Так вот, чтобы такого не случилось, маска для сварки должна быть качественной и надежной. Наилучшим вариантом для обучения сварочному делу, являются маски Хамелеон. С автоматической маской начинающий сварщик не будет отвлекаться на ненужные ему процессы, только на сварку металлов.
Первые шаги будущего хорошего сварщика ↑
Первоначально каждый из обучающихся мастерству делает на ненужных кусках металла валики, просто расплавляя материал без создания соединительных швов. Поверхность нужно очистить от ржавчины и загрязнений.
Все сварщики начинали обучение с валиков
- Электрод вставляется в держатель сварочного аппарата.
- Инициировать поставку тока в зону плавления можно, чиркая по металлу концом стержня, словно спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод нужно направить на заготовку. Зазор между электродугой и металлом должен быть постоянным, не меньше 3х, но не больше 5-ти мм.
Электрод в держателе крепят под углом 70 градусов
На данном этапе практических занятий необходимо научиться подбирать силу тока для его стабильной подачи. При недостатке тока дуга будет гаснуть, слишком мощный поток проплавит металл. Навыки выставления режима сварки можно получить только путем экспериментов.
Убедившись в том, что валики выходят ровные и почти красивые, можно попрактиковаться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного практиканта, знающего, как правильно научиться варить электросваркой, и реализующего полученные сведения.
Второй шаг обучения: выполнение имитации сварного шва на заготовке
Все первоначальные действия по зажиганию электрода аналогичны описанным выше процессам. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как-бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлевидной, напоминать череду елочек или серпов.
Несколько типов швов, выполняемых дуговой электрической сваркой
Потренироваться нужно снова на куске ненужного металла, прочертив на ней мелом линию, заметную через затемняющее стекло маски. Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
От остывшего шва молоточком нужно отбить шлак, после чего перед взором предстанет произведение сварщика.
Шлак с остывшего шва нужно сбить небольшим молотком
После получения первых навыков можно приступить к производству соединительных швов. Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.
Типы сварных соединений и их внешний вид
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором для начинающих, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретный состав металла.
Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и варить их электродами, к примеру ОК-46 или УОНИИ 13/55, диаметром 3 –4 мм.
Электроды УОНИИ
Схема подключения инвертора, полярность
Общая схема выглядит примерно так – розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода.
Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения: прямая полярность (масса +, рукоять -) и обратная полярность (масса -, рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл.
Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
Подключение сварочного инвертора к сети
Подготовка металла
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;
- тавровые;
- торцовые;
- нахлесточные.
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем – «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.
Выбор силы тока при сварке электродом
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Классификация способов выполнения
Способы ЭС классифицируются по следующим основным техническим признакам:
- По уровню механизации ЭС подразделяют на три основных вида:
- ручную ЭС, в которой операции по зажиганию дуги, поддержанию ее в устойчивом состоянии и перемещению электрода выполняются сварщиком вручную без использования каких-либо механизмов,
- полуавтоматическую ЭС, характеризующуюся автоматизированной подачей сварочной проволоки в зону сварки (сварочный полуавтомат). Остальные операции выполняются вручную,
- автоматическую ЭС, в которой все операции выполняются в полном автоматическом режиме.
На рис. ниже показан сварочный полуавтомат инверторного типа, предназначенный для бытового применения. Аппарат обладает высокими функциональными возможностями и простым обслуживанием, допускающим сварку металла для начинающих даже при сложных сварочных работах, например, сварку тонкого листа нержавейки.
- По типу используемого электрода:
- при ЭС плавящимся электродом сварочная ванна создается за счет плавления стержня электрода и кромок основного металла,
- при ЭС неплавящимся электродом ванну заполняет расплавленный металл свариваемых частей.
- По варианту защиты сварочной ванны, обеспечивающей оттеснение атмосферного воздуха от зоны горения ЭД (кислород, азот и водород, содержащиеся в воздухе, существенно ухудшают качество металла шва в случае проникновения в расплав сварочной ванны):
- ЭС под флюсом,
- ЭС в газовой среде,
- ЭС на открытом воздухе.
- По составу защитной газовой среды. Для газовой защиты применяют углекислый газ, иногда азот (при ЭС меди), аргон и гелий (для сварки легированной стали, алюминия, титана) и смеси газов.
- По роду применяемого электротока – ЭС переменным или постоянным током.
ЭС на постоянном токе позволяет получить более качественный шов практически без разбрызгивания металла, поскольку отсутствует смена полярности электротока и, соответственно, переход через ноль.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место
Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.
В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.
Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
уроков по дуговой сварке | Сварочный аппарат с инвертором дуги
перейти к содержанию- Домашняя страница
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
- 200 A HF TIG / Stick / Arc TIG Welder 110 / 220V Сварочный аппарат TIG с двойным напряжением
- Lincoln Powercraft 140185 Инверторный сварочный аппарат
- Amico ARC-200DC, Профессиональный аппарат для дуговой сварки TIG на 200 А, рабочий цикл 80%
- 110/220 Вольт 200A Сварочный аппарат TIG IGBT Инвертор MMA Сварочный аппарат Stick ARC Сварочный аппарат
- Дуги 110V 220V Сварщик IGBT MMA Stick DC Inverter 160a Сварочный аппарат с двойным напряжением
- Март 2021
- Февраль 2021 г.
- Январь 2021 г.
- Декабрь 2020
- Ноябрь 2020
- Октябрь 2020
- Сентябрь 2020
- августа 2020
- Июль 2020
- июнь 2020
- мая 2020
- Апрель 2020
- марта 2020
- Февраль 2020
- января 2020
- Декабрь 2019
- Ноябрь 2019
- Октябрь 2019
- Сентябрь 2019
- августа 2019
- июль 2019
- июнь 2019
- мая 2019
- апрель 2019
- марта 2019
- Февраль 2019
- января 2019
- Декабрь 2018
- ноябрь 2018
- 10 шт.
- 110-560 В
- 110220в
- 110 В
- 110в220в
- 115 В
- 120a
- 125a
- 135a
- 140 ампер
- 15-250а
- 16-40 мм
- 160-200
- 160-А
- 160a
- 160 ампер
- 165i
- 180a
- 195a
- 1 шт.
- 1тиг
- 20–180а
- 20-200
- 20-250а
- 200а
- 200 ампер
- 200 миль
- 200н
- 20160a
- 220110в
- 220 В
- 230 В
- 235 ампер
- 240 В
- 250а
- 250 ампер
- 2в1
- 300а
- 315a
- 315 ампер
- 34тлг
- 3в1
- 400a
- 400 г
- 4в1
- 60–160
- 7000 Вт
- 8000 Вт
- acdc
- альди
- алюминий
- алюминий-200а
- amico
- ансен
- ап сварка
- дуга-120
- арк-140
- арк-160
- арк-160д
- арк-165
- арк-200
- арк-250
- арк-250с
- арк-400
- арк-420с
- arc140
- arc250
- arc260gold
- аргон
- at2000
- автоол
- аккумулятор
- лучшее
- сварной шов
- бренд
- бюджет
- век
- центурилинкольн
- дешево
- Чикаго
- химера
- сварка
- Кларк
- преобразование
- конвертация
- самый крутой
- мастер
- крест-дуга
- ct416
- ct520d
- cts-180
- cts-180a
- cts-200
- мертвых
- деко
- разница
- цифровой
- цифр
- др-160
- драпер
- двойной
- легко
- Иствуд
- электрический
- emw508
- epicweld
- esab
- этоша
- вечный
- ewm-508
- экспресс
- fcaw
- первый
- флюс
- сила
- бесплатно
- fronius
- фьюжн
- geile
- хорошо
- гринкут
- гид
- гысми
- портативный
- поручень
- гавань
- портовые перевозки
- ГБТ2000
- herocut
- hg1800hf
- hg2300dv
- hg2600a
- высокий
- хитбокс
- хитбоксов
- хитроник
- хиттбокс
- Хобарт
- самодельный
- htbox
- Hyundai
- Гц
- hzzxvogen
- ибелл
- идеальный
- – IGBT справочник
- igbtinverter
- глубина
- посредник Инвертор
- it1002
- its200
- jasic
- jkarc
- kd838
- kd839
- кд843
- kd844
- кик-конь
- клатч
- крафтделе
- крамер
- лифт
- лифт-тиг
- легкий
- линкольн
- лотос
- магнум
- маркет
- мехпро
- металл
- миг-160
- миг-200
- миг-250
- mig228
- mig235
- мигмаг
- мигмагтигмма
- мигмма
- migtigstick
- мельник
- мини
- ММА-120Т
- ММА-160
- ММА-160А
- ММА-180
- ММА-200
- ММА-400
- ММА-85
- ММА160
- мм
- mp250i
- тонн 2000
- мтс-165
- мтс-165а
- мтс-185
- мтс-205
- мульти
- многопроцессорность
- без сенсорного экрана
- заказано
- озито
- Паркер
- у парковки
- parweld
- пилот
- плазма
- пм-мма-300сп
- порабощенный
- переносной
- пост
- питьевой
- Powerarc
- powermat
- практических
- принцесса
- переносной
- импульс
- rajlaxmi
- сварка бритвой
- перезагрузка
- ремонт
- отзыв
- рецензирование
- риланд
- рор
- рстар
- s160-am
- s160-dr
- s160am
- s160dr
- Schweigerät
- царапина
- Сили
- селко
- выбрать
- набор1
- SF-160A
- SF-200
- SF-200A
- шакти
- шерман
- Silverline
- симадре
- самых маленьких
- умный
- см / с
- оснастка
- пролет
- искра
- спартус
- ст-165
- ст-185
- ст-205
- штальверк
- Стэнли
- звездочных кв.
- начало
- стелс
- шаг
- палка
- Stickarc
- сварка
- забастовка
- Сангольд
- супер
- t2000
- т800
- разборка
- технология
- технический
- тестирование
- термодайн
- тепловой
- термодуговая
- тиг-160
- ТИГ-160ДЦ
- тиг-160
- тиг-165
- тиг-165hf
- тиг-165с
- тиг-180дц
- тиг-185
- тиг-185хф
- тиг-200
- тиг-200а
- ТИГ-200ДЦ
- тиг-200
- тиг-205
- тиг-205хф
- тиг-205
- тиг-220dc
- тиг-225
- сварочный аппарат TIG-Torch-Stick-Arc-MMA-DC-инвертор-230V-Voltage
- тиг200
- тиг200а
- тиг200м
- тиг200п
- тигр
- тигароплазма
- тигмма
- tigmmaarc
- тигр
- тигстикарк
- титан
- фонарь
- горелка-дуга-дуга-mma-dc-инвертор-сварщик-110в-напряжение
- трансформатор
- очередь
- твист
- u0026
- распаковка
- уни-миг
- unimig
- союз
- улучшено
- подержанный
- Usewell
- с использованием
- вектор
- вевор
- гадюка
- vivohome
- вольт
- vorführgerätvector
- вулкан
- сварка
- сварщик
- сварщиков
- сварка
- напарник
- Weldpro
- подача проволоки
- мир
- WS-250
- х-бык
- yeswelder
- зоян
- zx7-200
- zx7-250
| M | Т | Вт | Т | F | S | S |
|---|---|---|---|---|---|---|
| «Янв | Mar » | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
- nu vot
- emw508 autool welder
- panweld mma200
- panweld mma 200
- как сваривать с помощью mig 160 etosha
- tse200g
- IPOTOOLS TC200ACDC 9000 pro000 9weld 000 9weld 9000 9000 9000 9wave инвертор 200a
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
Подготовка к сертификации сварки труб | Технический колледж Блэк Ривер
Сварка конструкционной стали и труб
Станьте сварщиком труб всего за 18 недель!- Понедельник-пятница 16-22
- 540 контактных часов (54 CEU)
- Опыт сварки не требуется
Основные моменты программы
Обзор отрасли сварки труб На этом постоянно растущем конкурентном рынке труда компаниям требуются самые талантливые и квалифицированные работники.Сварщики труб, которые действительно отточили свое мастерство, – редкий товар, пользующийся большим спросом. Наши недавние выпускники зарабатывают от 2000 до 3500 долларов в неделю, включая сверхурочные и суточные. Наша программа предоставляет обширный опыт в области сварки и множество возможностей трудоустройства в области сварки.
Продвинутая программа по сварке труб Технического колледжа Блэк-Ривер научит вас навыкам, необходимым для быстрого выполнения работы, и начнёт приобретать опыт, который поможет вам усовершенствовать свои навыки и стать одним из специалистов, которых ищут компании.Профессия сварщика позволяет человеку вписаться в самые разные карьерные возможности из-за спроса на тех, кто хорошо владеет сварочным искусством. Американское общество сварщиков сообщило (весной 2011 г.) о нехватке почти 200 000 сварщиков начального уровня, и ожидается, что это число будет продолжать расти. Сварщик труб может принести множество преимуществ, включая путешествия, независимость, хорошую зарплату и безопасность работы. Наши выпускники, усердно поработавшие в классе, сразу после окончания программы искали работу.
Обзор программы и учебной аудитории по сварке труб Программа начинается с основ и заканчивается продвинутыми концепциями. Таким образом, программа может быть полезна как новичкам, так и лицам, имеющим опыт работы в сварке, которые хотят улучшить свои навыки и повысить зарплату. Поскольку учебная программа является прогрессивной, студент будет знакомиться со многими областями сварки в классе, а также получить практический опыт работы в сварочной лаборатории.
Дневная учебная программа в классе будет структурирована следующим образом:
- Ориентация
- Сварочно-строительная безопасность
- Теория конструкций и сварки труб
- Чертеж
- Методы обучения трудоустройству
Каждый день будет состоять из 1 часа аудиторной лекции и 5 часов практического обучения в лаборатории. Классная комната – это современное здание с множеством технологических достижений в области сварки. Используемое оборудование является экологически чистым и экологически безопасным. Специализированная система фильтрации с вытяжными рукавами гарантирует, что выброс опасных паров и паров является минимальным риском для учащегося и окружающей среды.
Программа сварки Понедельник – пятница с 16:00 до 22:00 (540 контактных часов = 54 CEU) Участники будут посещать занятия каждый день (с понедельника по пятницу), в общей сложности 30 учебных часов в неделю в течение 18 недель.Могут быть случаи, когда занятие будет перенесено на другой день или время, чтобы оптимизировать использование оборудования.
Цель курса:
Это программа по сварке в гору, которая обучит людей, чтобы они могли стать профессиональными и пригодными для работы в области сварки конструкционной стали и труб. Эта программа подготовит выпускников к должностям на уровне подмастерья в качестве сварщиков металлоконструкций и труб в строительной отрасли, включая новое строительство, остановку, ремонт и надстройку на различных заводах, включая нефтехимические предприятия, электростанции, нефтеперерабатывающие заводы целлюлозно-бумажных комбинатов. и больше.
Сварочные процессы, охватываемые программой:
- Экранированная дуговая сварка металлическим электродом (SMAW или ручная сварка)
- Дуговая сварка вольфрамовым электродом (GTAW или TIG)
- Газовая дуговая сварка металла (GMAW или MIG)
- Дуговая сварка сердечником под флюсом (FCAW или сердечник)
7 900 долл. США – включает оборудование, расходные материалы, книги и оплату лабораторных работ. Ссуды Sallie Mae доступны для квалифицированных соискателей на основе вашего кредитного рейтинга Доступен план оплаты – Должен быть выплачен полностью за 6 недель до начала занятий. Департамент рабочей силы в настоящее время финансирует квалифицированных специалистов для TAA. Всем, кто заинтересован в работе в области сварки труб. Эта программа разбита на шесть последовательных трехнедельных этапов, которые дополняют друг друга.Вы должны пройти все части каждого этапа, чтобы перейти к следующему этапу. Свяжитесь с нами как можно скорее, чтобы начать процесс собеседования.Для получения дополнительной информации зайдите в отдел непрерывного образования в кампусе Paragould, чтобы получить пакет программы, или позвоните, чтобы запросить отправку пакета вам по почте. Этот курс требует подачи заявления и собеседования. Пожалуйста, позвоните, чтобы назначить встречу на собеседование. Diane Graftenreed Щелкните здесь , чтобы запросить пакет с информацией о сварке труб, который будет отправлен вам по почте. Наша программа сварки экологически безопасна:
Плата за обучение и сборы
Кто должен присутствовать
Краткое содержание курса
Количество мест ограничено до 13 человек в классе
870-239-0969 добавочный номер 5201
[email protected]
Lincoln Electric Education »DVD
DVD-диски JFLF по дуговой сварке помогут вам научить студентов сварке
Учебные DVD-диски Фонда дуговой сварки Джеймса Ф. Линкольна не только обучают студентов сварке, но и продвигают тему дуговой сварки с помощью доступных и привлекательных видеороликов о сварке. Коллекция DVD-дисков JFLF охватывает все, от основ терминологии сварки и методов дуговой сварки защищенным металлом до отраслевых тенденций и роли сварки в нашей повседневной жизни.Эти видеоролики по сварке представляют собой учебные пособия, которые применимы для студентов и преподавателей, а также для профессиональных сварщиков, которые стремятся улучшить свои навыки и отраслевые знания.
Избранные DVD-диски о сварке
Электроэнергия для дуговой сварки
Знакомит начинающего сварщика с основными составными частями и терминологией дуговой сварки.
Введение в инверторную технологию
Инверторыотражают отраслевую тенденцию к повышению эффективности и качеству сварочного оборудования, при этом инверторы разработаны для удовлетворения этого спроса.
Введение в полуавтоматическую сварку проволокой
Обладает фундаментальными знаниями, необходимыми для успешного применения сварочной проволоки с защитным газом и порошковой проволокой.
Научитесь сваривать – путь Линкольна
Отличное наглядное руководство по дуговой сварке экранированным металлом. Эта лента сконцентрирована на основных методах сварки в горизонтальной, вертикальной и вертикальной плоскостях. Раздел безопасности и технические руководства по сварке включены.
Сварка – начало работы
Отличное видео, показывающее, как сварка влияет на нашу повседневную жизнь.Отлично подходит для учителей и консультантов по вопросам карьеры со студентами, родителями и широкой публикой. От продюсера N.E.M.A.
Различные типы сварочных процессов [2021]
Если вы думаете о карьере сварщика, важно определить область, в которой вы хотели бы специализироваться. Существует более 30 различных типов сварочных процессов от oxy топливо для более сложных методов лазерного луча.Хотя эти разновидности обычно делятся на четыре основные группы.
4 Основные типы сварочных процессов
Наиболее распространенными категориями сварочных процессов являются следующие: дуговая сварка металлическим электродом в среде защитного газа (GMAW / MIG), дуговая сварка вольфрамовым электродом в среде газа (GTAW / TIG), дуговая сварка в среде защитного металла (SMAW) и флюс. порошковая дуговая сварка (FCAW).
В этом посте мы подробно расскажем о специфике каждого процесса и подчеркнем различия между ними. Продолжайте читать, чтобы узнать все, что вам нужно знать о четырех основных типах сварки и о том, для чего они используются.
Газовая дуговая сварка металла (GMAW / MIG)
Этот процесс, также известный как сварка в среде инертного газа или MIG, использует тонкую проволоку в качестве электрода. Проволока нагревается по мере подачи через сварочный инструмент к месту сварки. Для защиты сварного шва от загрязнений в воздухе необходимо использовать защитный газ.
Обычно это углекислый газ, кислород, аргон или гелий. Этот метод часто используется для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и др.Из всех сварочных процессов этот наиболее популярен в строительной и автомобильной отраслях.
Газовая дуговая сварка металлическим электродом считается одним из наиболее простых в освоении методов сварки, что делает ее отличным направлением для начинающих сварщиков. Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Некоторые недостатки, связанные с этим типом сварочного процесса, связаны с затратами на получение защитного газа, а также с невозможностью сваривать более толстые металлы или выполнять вертикальную или потолочную сварку.
Газовая дуговая сварка вольфрамом (GTAW / TIG)
Этот тип процесса сварки, также известный как сварка вольфрамовым инертным газом или TIG, обычно используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. Обычно он применяется в производстве велосипедов или самолетов.
В отличие от других типов сварочных процессов, при сварке TIG для сварки используется неплавящийся вольфрамовый электрод. Вам по-прежнему потребуется внешний источник газа, обычно аргон или смесь аргона и гелия.
Этот метод сварки считается одним из самых сложных для освоения и обеспечивает получение наиболее качественных сварных швов.
Поскольку между дугой и свариваемой областью есть лишь крошечная область, для завершения требуется огромная точность и умение. Известно, что сварные швы, полученные этим методом, очень прочны.
Дуговая сварка экранированного металла (SMAW)
Этот тип сварочного процесса основан на ручной технике с использованием плавящегося электрода, покрытого флюсом.Этот метод, как правило, наиболее популярен среди сварщиков на дому. Этот процесс также более неофициально известен как сварка стержнем.
Это прозвище ссылается на электрод, используемый для сварки металла, который имеет форму «стержня». Поскольку для дуговой сварки в экранированном металле требуется минимальное оборудование, это один из самых недорогих процессов.
Этот вид сварки не требует использования защитного газа и может выполняться на открытом воздухе при ветре или дожде. Он также хорошо работает с грязью и ржавыми материалами.Тем не менее, есть и недостатки.
Ручная сварка обычно не позволяет получить продукцию самого высокого качества. Они склонны к пористости, трещинам и неглубокому проникновению. В общем, сварные швы менее долговечны, чем сварочные швы других типов.
Дуговая сварка порошковой проволокой (FCAW)
Подобно сварке MIG, дуговая сварка порошковой проволокой основана на непрерывной подаче проволоки. Есть два отдельных процесса, связанных с дуговой сваркой порошковой проволокой.
Один предполагает использование защитного газа, а другой – самозащитные агенты, образующиеся при разложении флюсов внутри проволоки.
Этот вид сварки известен тем, что он недорог и прост в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в этой области.
Он также позволяет сварщикам выполнять свою работу на открытом воздухе (ветер не повлияет на сварку). Полуавтоматическая дуга обеспечивает высокую скорость сварки и портативность, что делает ее популярным процессом для использования в строительных проектах.
Начните свою сварочную карьеру в Технологическом институте Новой Англии
Диплом специалиста по сварочным технологиям в NEIT, одной из лучших сварочных школ в стране, дает интенсивный практический опыт, необходимый для начала карьера сварщика.
Программа разработана, чтобы помочь студентам овладеть навыками сварки и монтажа труб, познакомить их с САПР, проектированием зданий и научить их читать чертежи. Дополнительная теория и практика также включены в учебный план.
Выпускники будут подготовлены к ряду различных отраслевых должностей, включая техника-сварщика, сварщика-технолога, техника-технолога, инженера по контролю качества, проектировщика CADD, техника CADD, продавца сварочной промышленности и специалиста по испытанию материалов.
Студенты также будут подготовлены к будущей сертификации с помощью имитационных квалификационных тестов сварщика.
Вы можете заполнить форму ниже, чтобы запросить дополнительную информацию о выборе нашей программы, или позвоните нам по телефону 866-253-8458, чтобы поговорить с кем-нибудь из нашей команды сегодня!
Обучение и сертификация сварщиков для пластин и труб во всех положениях до 6G в процессах TIG, MIG, FCAW, SMAW (Stick).Все материалы MS / SS, специальные металлы и сплавы
Консультации по сварке, WPS, PQR для всех металлов, соединений и положений
Преимущества обучения сварщиков и сертификации в Arcraft
Разработка WPS, PQR и процедур обучения в соответствии с разделом IX ASNT или согласно запросу. Сертификация инспекторов сварки (ASWT – IWTT)
Обучение и сертификация Программы онлайн-обучения
Осуществляет |
Дуговая сварка 101: электроды и настройки аппарата
Q: Я умею дуговой сваркой.Я посещал уроки дуговой сварки в средней школе и получил сертификат в штате Калифорния. К сожалению, они никогда не рассказывали мне о настройках и о том, какие электроды лучше всего подходят для какой работы.
Например, я собираю мотоцикл и хочу исправить небольшой изгиб рамы и укрепить его, возможно, с помощью листовой стали и прочного сварного шва. На что следует настроить аппарат для дуговой сварки и какой размер электродов следует использовать для прочного сварного шва, при котором не будут прожигать отверстия в раме?
В основном, я в неведении относительно электродов и настроек станка.Есть ли руководство, которое я могу распечатать, или вы можете дать мне какой-нибудь стандартный совет? Кроме того, есть ли универсальный электрод и настройка, которые подошли бы практически для любой стандартной работы, такой как та, которую я упомянул, когда сплошной сварной шов должен выдерживать нагрузку?
Марк Э.
A: В идеале газовая дуговая сварка (GMAW) отлично подходит для работы с рамой мотоцикла, поскольку она концентрирует тепло. Зона термического влияния (HAZ) намного больше при дуговой сварке в среде защитного металла (SMAW) и намного больше при GMAW.На раме нужно как можно меньше тепла.
Если вы не можете сварить его металлической дугой, я бы посоветовал использовать электрод малого диаметра, например 0,09375 дюйма. диаметр. Электроды типа 6010 или 6011 подойдут из-за их характеристики быстрого замораживания. Другими словами, сварочная ванна быстро переходит из жидкого состояния в твердое, поэтому она не нагревает ее так сильно, как, например, тяговый стержень 7018.
Первые два числа (60) означают 60 000 фунтов на квадратный дюйм прочности на разрыв (способность сопротивляться растяжению).Этого достаточно для вашей рамы.
Обычно, если я горю 0,125 дюйма. стержней, я использую около 120 ампер на 7018 и около 85 ампер на 6010/6011. Каждая машина различается, так что это общий совет. Также важную роль играют толщина и тип металла. Я бы использовал диаметр 0,09375 дюйма. Стержни 6010 или 6011, если ваша рама из низкоуглеродистой стали. С ними легче контролировать сварочную ванну, и они выделяют меньше тепла, чем диаметр 0,125 дюйма. стержни. Попробуйте их примерно на 70 ампер, а затем увеличивайте или уменьшайте их по мере необходимости.
Доступны диаграммы с настройками, рекомендованными производителем.Я вообще не использую цифры. Я настраиваю машину, прогоняя тренировочный валик, пока не получу нужную сварочную ванну. Если у меня слишком много брызг, значит, он слишком горячий, особенно если он не отколется. Если ваша бусина громоздкая и плохо закреплена, значит, она слишком холодная. Бусинка должна быть гладкой и однородной.
Важность надлежащего обучения операторов сварки
Home / Важность надлежащего обучения операторов сваркиЧтобы расширить бизнес в условиях нехватки квалифицированной рабочей силы, производственным цехам нужны сварщики, которые знакомы с более широким спектром сварочных процессов и материалов и могут взять на себя новые рабочие места, чтобы выделить свои цеха.Правильное обучение операторов играет ключевую роль в достижении этих целей.
Сварочная ванна в разных процессах может выглядеть по-разному. По этой причине операторы должны быть обучены «чтению» сварочной ванны для текущего процесса. Практика незаменима.
Операторы должны понимать классификацию AWS для присадочных металлов. Каждая классификация имеет буквенно-цифровую формулу, которая обозначает ее конкретные механические и химические свойства, а также предоставляет важную информацию о том, как следует использовать тот или иной присадочный металл.
Сварщики сегодня должны быть более универсальными, эффективными и адаптируемыми, чем когда-либо. Столкнувшись с нынешней нехваткой квалифицированной рабочей силы, производственным цехам требуются сотрудники, которые могут поддерживать высокий уровень производительности и качества, чтобы оставаться конкурентоспособными, делая больше с меньшими затратами. Кроме того, многие производители расширяют свои возможности, чтобы расширить свой бизнес. Это означает, что операторы сварки теперь должны быть знакомы с более широким спектром сварочных процессов и материалов и иметь возможность выполнять новые задания, которые выделят их мастерские.Правильное обучение операторов играет ключевую роль в достижении этих целей и в создании жизнеспособных сварщиков в производстве металла.
1. БЕЗОПАСНОСТЬ
Лучший сварщик – это надежный сварщик. Операторы сварки должны быть обучены, прежде всего, правильному использованию защитного снаряжения.
- Защита глаз и лица : Операторы всегда должны носить защитные очки и знать, как использовать линзы шлема соответствующего оттенка в зависимости от уровня выполняемой сварки.Сварка с более высоким током создает более горячую и яркую дугу, для которой требуются все более темные линзы. Американское сварочное общество (AWS; Майами, Флорида) дает рекомендации по минимальному защитному экрану для всех сварочных процессов и тока дуги (в амперах) в качестве справочной информации.
- Правильная одежда и обувь : Операторы всегда должны носить огнестойкие натуральные волокна, такие как джинсовая ткань и кожа, избегая синтетических материалов, которые могут легко расплавиться при попадании брызг. Следует избегать брюк с манжетами или рубашек с карманами; они могут воспламенить искры и стать причиной травм.Плотные кожаные перчатки обеспечивают хорошую защиту от тепла, искр и брызг. Кожаная обувь с высоким берцем и рабочая обувь обеспечивают лучшую защиту.
- Соответствующая вентиляция : Операторы должны быть обучены следовать рекомендациям OSHA по управлению сварочным дымом и проверять паспорта безопасности (SDS) для каждого используемого материала и присадочного металла. Они также должны быть обучены правильному использованию респиратора, когда это необходимо, и избегать попадания лицом в шлейф сварного шва.
2.ИНТЕРПРЕТАЦИЯ СВАРОЧНОЙ БАССЕЙНЫ
Операторы сварки должны быть обучены «чтению» сварочной ванны для текущего процесса. Поскольку кислородно-топливная сварка является одним из более медленных процессов, а тепло, выделяемое во время процесса, регулируется пламенем, это часто является хорошей отправной точкой для обучения новых операторов тому, как выглядит сварочная ванна. Когда оператор научится распознавать сварочную ванну и управлять ею, ему будет легче перейти, например, к изучению процесса MIG.
Важно отметить, что сварочная ванна в разных процессах может выглядеть по-разному.Например, во время сварки порошковой проволокой шлак всплывает к верхней части сварного шва, что требует от сварщика использовать силу дуги и правильный угол наклона пистолета, чтобы шлак не попал в переднюю кромку лужи. С другой стороны, алюминий не меняет цвета, а только приобретает «мокрый вид», что затрудняет определение сварщикам, когда образовалась лужа и насколько она велика. В конце концов, сварка требует координации рук и глаз, поэтому оператор должен видеть, что происходит, и соответствующим образом реагировать.По этой причине ничто не заменит практику.
3. ПОНИМАНИЕ ЗАЩИТНЫЙ ГАЗ И ПАРАМЕТРЫ СВАРКИ
Обучение операторов тому, как важно понимать, как защитный газ и параметры сварки влияют на характеристики сварки и качество сварки. Например, углекислый газ обеспечивает широкое и глубокое проплавление швов и подходит для сварки более толстых материалов, но имеет тенденцию к образованию большего количества брызг и может иметь менее стабильную дугу, с которой операторам, возможно, придется научиться приспосабливаться.И наоборот, смеси защитного газа с более высоким содержанием аргона создают более плавную дугу и уменьшают разбрызгивание, но они также уменьшают проплавление стыка и увеличивают предел прочности на растяжение и предел текучести сварного шва. Это может сделать сварной шов менее пластичным и увеличить вероятность растрескивания. Операторы сварки должны быть обучены влиянию типа защитного газа и скорости потока, а также научиться соответствующим образом реагировать на управление дугой и получение качественного сварного шва.
4. СЛЕДУЮЩИЕ ПРОЦЕДУРЫ СВАРКИ
Точно так же, как выпечка торта требует от пекаря соблюдения рецепта, сварка требует от оператора соблюдения правильных технологических процедур.Операторы должны научиться всегда соблюдать заданные параметры сварки для работы. Например, если для процедуры сварки требуются заданная сила тока и напряжение, но оператор использует более низкие значения силы тока и напряжения, возможно, он не получит проплавления, в котором необходимо соединение. Это может привести не только к замедлению сварки, но и к потенциально слабому сварному шву. С другой стороны, если оператор выполняет сварку со слишком высокими токами и напряжением, чем требует процедура, существует риск ожога или чрезмерного тепловложения, что может вызвать деформацию.
5. ВЫБОР И КЛАССИФИКАЦИЯ НАПОЛНИТЕЛЬНОГО МЕТАЛЛА
Обучение операторов сварки тому, какие присадочные металлы обеспечивают соответствующие механические и химические свойства для работы, может свести к минимуму риск использования неправильного присадочного металла, что может привести к дорогостоящим доработкам. При выборе присадочного металла следует учитывать семь основных факторов, и сварщики должны знать важность каждого из них:
- Основной свариваемый материал
- Сварочное положение
- Нормативные требования и коды
- Требования к конструкции
- Защитный газ
- Термическая обработка после сварки
- Сварочное оборудование
Точно так же важно обучать операторов понимать классификацию присадочных металлов Американского общества сварки (AWS).Каждая классификация имеет буквенно-цифровую формулу, которая обозначает ее конкретные механические и химические свойства, а также предоставляет важную информацию о том, как следует использовать тот или иной присадочный металл. Например, порошковая проволока по классификации AWS E71T-1C H8 показывает следующее:
- E = электрод
- 7 = предел прочности проволоки в фунтах на квадратный дюйм (psi) составляет 70 000 psi
- 1 = возможность сварки проволокой во всех положениях; («2» указывает на возможность сварки в плоском / горизонтальном положении)
- T = трубчатая проволока; («C» обозначает порошковую проволоку)
- 1 = пригодность проволоки, включая то, что проволока имеет систему рутилового шлака и работает на положительном электроде (DCEP)
- C = для провода требуется защитный газ CO2 («M» означает, что для провода требуется смесь защитного газа аргон / CO2)
- H8 = диффузионный водород в металле шва составляет менее 8 мл водорода на 100 г наплавленного металла шва
Обучение операторов сварки пониманию этих классификаций поможет им лучше понять характеристики и возможности используемого присадочного металла.