Как варить нержавейку сваркой | Статьи
Как варить нержавейку сваркой | Статьи- Главная
- Информация
- Статьи
- Как варить нержавейку сваркой
Такой технологический процесс, как сварка металла, проходит с учетом химических свойств материала. Лишь тогда можно рассчитывать на качественное и надежное соединение. Зная, как правильно варить сваркой нержавейку, легко отремонтировать металлические изделия или сделать новую конструкцию для домашнего хозяйства, авто или других целей.
Способы сварки нержавейки
Нержавеющая сталь характеризуется наличием в составе элементов, повышающих ее антикоррозийные свойства, но препятствующих сварочным работам.
- Покрытыми электродами (ММА). Наиболее простая и распространенная технология, доступная в домашних условиях. Минус – невозможность получить качественный шов. Для работы понадобится особый аппарат – инвертор. Электроды подбираются в зависимости от марки стали и делятся на 2 вида: с рутиловым покрытием и на основе карбоната магния и кальция. Чтобы выбрать правильный электрод, достаточно заглянуть в требования данного ГОСТа
- Аргоновый ручной. Для этого типа работ используются вольфрамовые электроды. Технология позволяет получить качественные швы. Аргоновый метод идеально подходит для труб коммуникаций. Работы проводятся на переменном или постоянном токе. Режим зависит от толщины металлических деталей.
-
Полуавтоматический электродуговой в аргоновой среде. В рамках этого типа доступны техники: струйного переноса, короткой дугой и импульсный (универсальный и финансово выгодный метод).

- Лазерная сварка. Одна из лучших современных технологий, как варить нержавейку сваркой, применяемых на производстве. Благодаря лазеру металл в сварочной зоне остается прочным, быстро остывает, не растрескивается.
- Холодная сварка под давлением. При данной технологии соединение деталей на участке плавления осуществляется на уровне кристаллической решетки.
- Контактная сварка. Подходит для тончайших стальных листов толщиной до 2 мм. Работы производятся точечным или роликовым методом.

ё Все способы имеют нюансы, и не каждый подходит для домашнего применения. Если требуется аккуратное качественное соединение металлических деталей, лучше обратиться к профессионалам.
Услуги Lazermetal.ru
Если нужна надежная и эстетичная сварка, перед тем как сварить нержавейку, проконсультируйтесь в нашей компании. Специалисты расскажут о нюансах процесса и предложат провести работы на высоком уровне по доступной цене.
Мы занимаемся различными видами сварки независимо от толщины и конфигурации деталей. В кратчайшие сроки вы получите идеально выполненное изделие с зеркальной металлической поверхностью и прекрасным внешним видом.
Для заказа звоните по указанному на интернет-ресурсе телефону, заказывайте звонок или приходите в офис.
Категории
- Полезные статьи20
Скачать прайс
Как правильно варить сваркой электродами новичку
Главная » Блог » Как правильно варить сваркой электродами для начинающих?
Часто во время ремонта, в бытовых ситуациях есть необходимость выполнить небольшую работу по сварке. Удобно, когда в доме есть все необходимые материалы и инструменты. И вовсе не требуется быть квалифицированным сварщиком – достаточно немного сноровки, знаний базовых принципов этого процесса.
Рассмотрим основные методы сваривания и какие инструменты и технологии для этого необходимы, если к работе приступает начинающий сварщик.
Содержание
Разновидности электросварки
Общий принцип один – создается электродуга, на концах которой имеется разнополярный заряд. Работа ведется в условиях нагрева до 5000 °C – при этих показателях плавятся металлы и присадки, что дает необходимый сварочный вид соединения.
Выполняют работу при помощи разной аппаратуры:
- Трансформаторы, с простой конструкцией, на основе обмотки (первичной и вторичной) – она обеспечивает силу переменного тока и безопасные значения. При этом идет специфический звук, треск, «плевки» металла. Главная цель – добиться плотности и равномерности шва. Еще сварка требует большого напряжения, что может вызвать скачки в сети. При постоянном токе повышают частоту, затем выпрямляют, что дает мягкий ритм горения дуги и снижает разбрызгивание, а шов получается ровнее и с качественной проплавкой.
- Инверторы – они меньше размером, не так «сажают» электросеть. Работают от 220/380 В. Если сварщик без опыта, лучше взять аппарат для ручной дуговой сварки (они же ММА).
- Полуавтоматы, вольфрамоэлектроды – также работают на основе электрической дуги, но есть разные методы защиты и передачи присадки.
Как выполняется РДС (ручная дуговая сварка)?
Ток передают от устройства на рабочий кабель, который присоединяется к изделию. У сварщика в руках кабель и держатель, выполняется расплавление на кромке стыка.
Расходный материал – электроды, которые дают плавление и соединение. Они сгорают и помогают переносить жидкий горячий металл на изделие. Важно защитить сварочную ванну от влияния окружающей среды. Для этого нужна обмазка – она есть на электродах. При сгорании выделяется дым, что изолирует металлы от окисляющего действия атмосферы.
Затем шов охлаждается, на поверхности шва образуется тонкая корочка шлака, что обеспечивает плавный процесс остывания, закрепления. Можно отбить ее потом тонким молоточком, оценить результат.
Можно отбить ее потом тонким молоточком, оценить результат.
Создание шва обеспечивается за счет точных перемещений электрода. При корректной работе все соединения будут гармоничными и равномерными, с требуемой провариваемостью.
Как самостоятельно научиться электросварке?
Первое, что требуется для обучения сварке – запастись необходимыми инструментами и материалами. Обязательно нужны защитные средства, настройка техники должна быть точной. А равномерность шва и тонкость движений приходят с опытом.
Сварочные аппараты
Сварщику потребуется инвертор, который выбирают по типу стоящей перед ним задачи. Если это бытовые вопросы – приварить кастрюльку, ручку к калитке или починить бак для стирки, то можно взять легкую модель на 160 Ампер. Работы посложнее – сваривание авторамы, постройка навеса – то стоит купить устройства на 200-250 А. Для производства нужен аппарат на 300 А.
Приспособления для сварки
Подключить инвертор к работе помогут кабеля массы и средство для ручной работы – электродержатель. Они прилагаются к аппарату, а если нет – надо выбрать отдельно. Длина кабеля – от 2 м, если сварка идет за столом, а если на воздухе, то лучше взять до 5 м.
Они прилагаются к аппарату, а если нет – надо выбрать отдельно. Длина кабеля – от 2 м, если сварка идет за столом, а если на воздухе, то лучше взять до 5 м.
Сварочные электроды
Электроды бывают разными – из любых металлов, с разным типом и размером стержня. Для первых опытов лучше взять варианты с покрытием из рутила. Они пригодятся для разных работ, по цене экономичны.
Средства защиты сварщика
Безопасность прежде всего, ведь сварщик работает с высокими температурами и вредными испарениями. Надо обязательно иметь специальную маску и плотные краги, также удобна маска «хамелеон» – в ней видно, куда подается электрод. Одежда должна быть закрытой и с длинным рукавом.
Настраиваем правильно аппарат и выбираем электрод
Успех в работе зависит от правильных параметров оборудования. При слабом токе просто не будет качественной проплавки металла, присадок не прольется и не заполнит пустоты. При чрезмерной силе тока начнутся прорезы, прожиг, а дуга выйдет из-под контроля.
Свериться с параметрами помогут специальные таблицы. В них указаны настройки аппаратуры для РДС и показания, на которые надо ориентироваться.
Как подключать электрод?
После выбора подходящих параметров и электрода с нужной толщиной аппарат можно включить и вставить в держатель расходник. Электродержатели бывают винтовыми (имеет отверстие для электрода и прижимной болт) и пружинными (с нажимной лапкой, куда надо давить пальцем, электрод вставляется другой рукой). По опыту многие считают, что пружинная версия экономит время при длительных работах, ускоряет замену электрода.
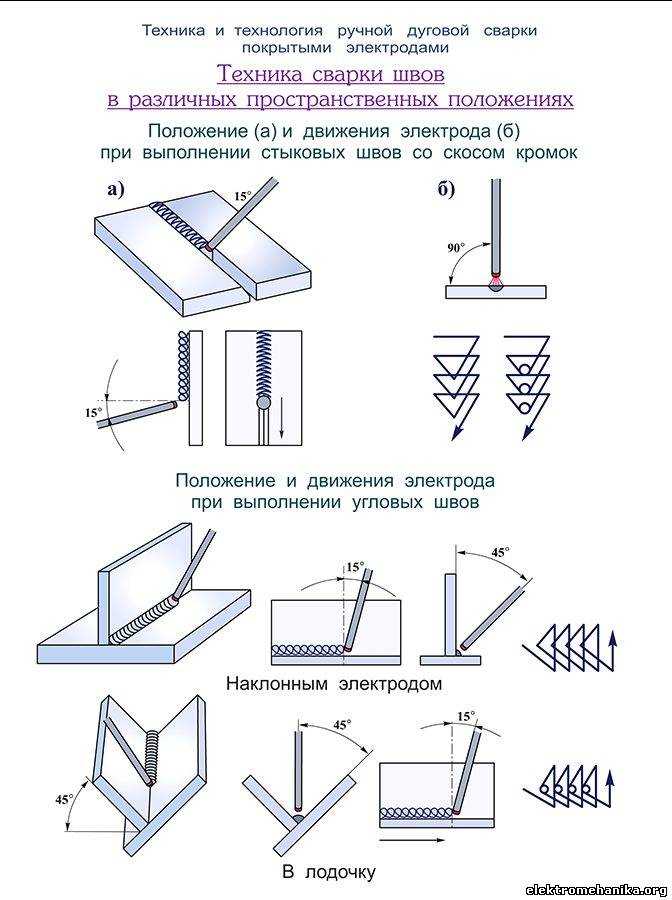
Если делается сварка в нижней плоскости, то электрод ставится перпендикулярно к держателю. При сварке в потолок, вертикально – электрод ставят на 45 градусов, чтобы запястье меньше сгибалось.
Подключаем кабеля к инвертору
Теперь следует выполнить подключение кабелей – массы и самого держателя. У них, как правило, разъемы идентичные для подсоединения к прибору. Если варится металл плотный, на 5-6 мм, то надо подсоединять электродержатель к полюсам, чтобы тепло собиралось на самом изделии.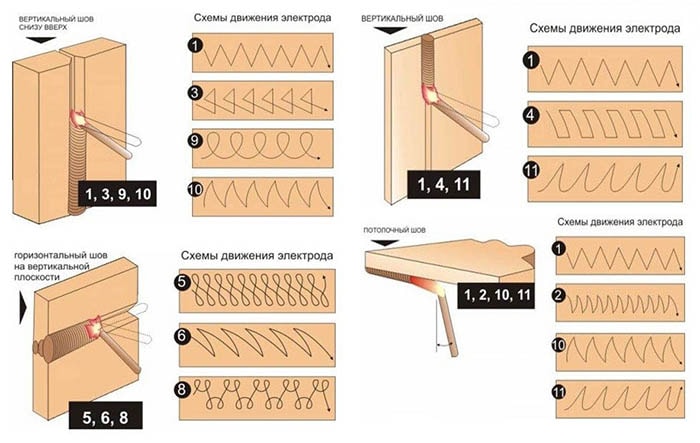 Тогда улучшается провариваемость на глубину.
Тогда улучшается провариваемость на глубину.
При сваривании тонких металлосплавов потребуется обратный полюс – держатель вставляют в клемму с минусом. Тут, наоборот, теплоотдача снизится. Однако сварку надо делать быстро, так как конец электрода все-таки быстро прогревается.
Начало сварки: зажигаем дугу
По итогам сборки и подключения надо надеть маску – и можно приступать к работе.
Разожгите электродугу, возьмите для тренировки ненужный сплав. Возбудить дугу можно легким постукиванием или чирканьем.
Если электрод новый, у него быстро загорится конец. Бывший в употреблении сложнее зажигается, виной тому обмазка в виде козырька. Надо просто отбить обмазку легкими ударами. Но всю убирать не надо, иначе начнется прилипание к материалу.
Угол наклона расходников
У дуги очень специфический оттенок, бояться этого не стоит. Важно научиться удерживать нужный зазор между изделиями и электродом на уровне 3-5 мм. Сразу приваривать стыки не стоит, нужно для начала удержать рабочую дугу и избегать ее затухания, также не давать электроду прилипнуть.
Сложность в том, что в процессе плавки длина прутка автоматически укорачивается, поэтому сварщик приближает свои руки к рабочей зоне. Важно иметь «твердую» руку, но это приходит со временем и практикой.
Освоив навык поддержания дуги, можно начинать собственно сварку. Электрод надо держать с наклоном к себе на 30-60 градусов, кто-то держит угол 45. При отклонении назад гарантируется обзор сварочной ванны, обеспечивается глубокий прогрев сплава. Если создается наклон вперед, то прогрев, соответственно, уменьшается, что лучше подходит при работе с тонкими металлосплавами на 1-2 мм толщиной.
Сварка делается в разные стороны – справа налево и наоборот, в зависимости от наклона расходника. И также все зависит от доступности к месту сваривания.
Движения электрода
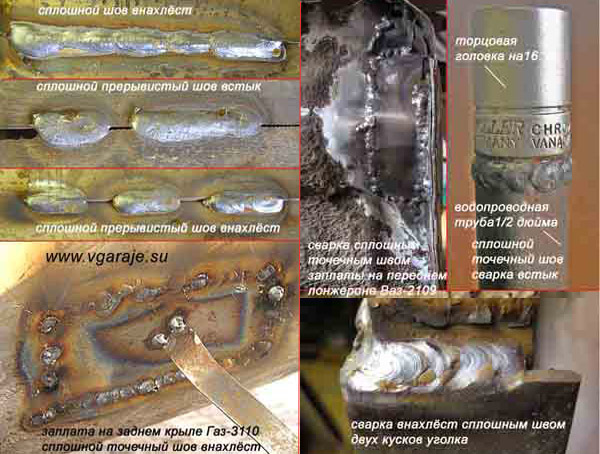
Особенности движения электродом зависят плотности и толщины металла. В тонких материалах обе стороны плотно прилегают, сильные движения не нужны. Создается дуга, вставляют электрод в самое начало соединения, сварка идет по линии – получают узкий «чешуйчатый» шов.
Если металлы толстые, то им нужен зазор 1-2 мм, тогда жидкость будет лучше проникать. При пластинах толщиной от 5 мм и более уже нужно сделать расстояние между кромками под 45 градусов. В этом случае корневой шов ляжет без лишних усилий, а другие заполнят ширину, но потребуется несколько колебательных движений.
Типы движения могут быть разными: в форме полумесяца, по спирали, по кругу или зигзагом.
Идеальная ситуация – размещение детали под наклоном, тогда шлак не вытечет в рабочее пространство. Если осуществить это не получается, то нужно временами делать резкие манипуляции концом электрода в сторону, чтобы откинуть накопившийся шлак. Это поможет избежать непроваренных участков.
Основные ошибки
Рассмотрим типичные недочеты, возникающие в работе:
- Слишком быстрый темп. Не торопитесь с прикосновением электрода, сначала проплавьте металл, двигайтесь медленно и спокойно.
- Нет различий шлака из металла, когда при заваривании стыка остаются непроваренные места. Если соединение заполняется шлаковой массой, будет проблема. Отличить ее можно через светофильтр – шлак светится красным.
- Руки дрожат? Будет сложно добиться постоянного размера зазора между материалом и электродом. Важно не держать руки на весу – лучше создать опору.
- Сразу шлак отбивать не надо, он должен остыть, иначе будет поврежден шов и возникнет риск ожога.
 Если соединение заполняется шлаковой массой, будет проблема. Отличить ее можно через светофильтр – шлак светится красным.
Если соединение заполняется шлаковой массой, будет проблема. Отличить ее можно через светофильтр – шлак светится красным.Советы начинающему сварщику
Несколько рекомендаций, которые помогут новичку быстро освоить технологию сваривания:
Перед тем как наложить шов, стоит крепко зафиксировать изделие прихватками в двух точках и более. Расстояние между стыками – 8-25 см, тогда стороны не разойдутся от терморасширения.
Если ведется сварка тонких металлических предметов до 1 мм с электродом, нужна тренировка. В противном случае возможен прожог. Здесь уместна сила тока 30-40 А, электрод 1,6 мм. Подложкой может быть медь или графит, они помогут не провалиться металлу. Сварку лучше делать прерывистой дугой, отрывать концы через 1-2 секунды для погашения, что дает остывание и исключает прожог.
Выручает опция антиприлипания в аппарате, тогда ток не будет отключаться при касании электрода к изделию. Ломать расходник не нужно, оттягивая его в стороны. Тонкий металл хорошо обрабатывать с опцией «Форсаж» – как только есть риск погашения дуги, аппарат моментально поднимет ток. «Горячий старт» моментально подожжет электрод без нудных постукиваний, что актуально для ржавых металлов.
Теперь вы знаете, как правильно варить сваркой электродами. Желаем успехов в работе!
Часто задаваемые вопросы
Можно ли смотреть на сварку и в течение какого времени это будет безопасно?Для сварочных работ используется защитная маска, которая укрывает глаза от ожога. Достаточно нескольких секунд, чтобы травмировать роговицу и ослепнуть, поэтому важно обязательно использовать защиту по требованиям техники безопасности.
Почему используют газовые смеси для сваривания?
Чаще всего для сварки берут инертные газы, они обеспечивают устойчивость дуги и хорошую форму шва. В газовой смеси электрод быстрее проникает в сплав шва. Можно делать дуговую сварку в активном газовом облаке, при этом лучше выбирать автоматику или полуавтоматический вид сваривания для получения результата достойного качества. Также существенно повышается КПД при работе.
В газовой смеси электрод быстрее проникает в сплав шва. Можно делать дуговую сварку в активном газовом облаке, при этом лучше выбирать автоматику или полуавтоматический вид сваривания для получения результата достойного качества. Также существенно повышается КПД при работе.
Как правильно подготовить детали для сваривания?
Процесс подготовки включает следующие операции:
- Чистка поверхностей от внешних загрязнений, коррозии;
- Разделывание кромки, если толщина больше обычного;
- Установка зазора между кромками;
- Прихватка деталей с учетом их геометрических размеров.
Также могут быть и другие манипуляции, например, алюминиевые элементы нагревают при большой толщине.
Что важно учесть при сварке изделий из нержавеющей стали?
Для нержавейки стоит взять аппаратуру с хорошим выпрямлением тока. Данные можно прочитать в паспорте устройства, где уточняются типы электродов.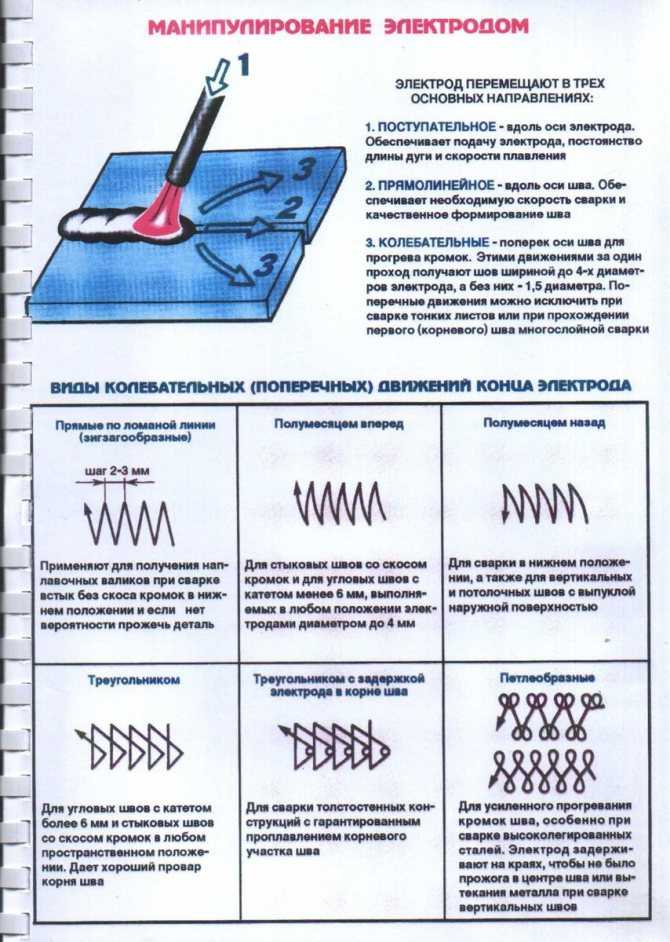 Оптимальный вариант – аргоновая сварка с применением неплавкого электрода.
Оптимальный вариант – аргоновая сварка с применением неплавкого электрода.
Чем отличается сварка в углекислом газе от обычной?
Любые защитные газы улучшают качество сваривания, сильно снижают риск дефектов и повышают КПД.
Скорость с углекислым газом выше, можно отрегулировать глубину проплавки, что дополнительно повышает качество. Также повышается срок эксплуатации изделий, что важно при работе со сложными деталями.
Элизабет Кук – Сварщик | Releases
More images
| Genre: | Folk, World, & Country |
|---|---|
| Style: | Country |
| Year: |
| Все время | 2:54 | ||
| Эль-Камино | 2:44 | ||
| 34 Не Калифорния1 | 3:53 | ||
| Heroin Addict Sister | 4:01 | ||
| Yes To Booty | 2:05 | ||
| Blackland Farmer | 2:36 | ||
| Girlfriend Tonight | 3:10 | ||
| Rock N Roll Man | 3:12 | ||
| Mama’s Funeral | 4:01 | ||
| Я начинаю забывать | 3:09 | ||
| Змея в кровати | 2:06 | ||
| Следуйте за вами как Smoke | 3:35 | ||
| 2:52 | |||
| Til Then | 3:06 |
Gary Maurer
Acoustic Guitar
Elizabeth Cook (2)
Acoustic Guitar, Vocals
Buddy Miller
Backing Vocals
Dwight Yoakam
Backing Vocals
Rodney Crowell
Backing Vocals
The Carol Lee Singers
Backing Vocals
Фильтр по
Шары
Элизабет Кук (2)
Мидл.0002 Neko Case
Essence
Lucinda Williams
Sweet Old World
Lucinda Williams
Fair & Square
John Prine
Southeastern
Jason Isbell
Exodus Of Venus
Элизабет Кук (2)
Ярче, чем Тьма Творения
Дальнобойщики
Лис Исповедник приносит Потоп
Neko Case
Van Lear Rose
Loretta Lynn
- Иметь:148
- Хотите:9
- Средняя оценка:4 / 5
- Оценка:8
- Face Diameter: 1″
- Head Length: 4-3/16″
- Overall Length: 12-3/4″
- Hammer Head Вес: 16 унций.
- Общий вес молотка: 26 унций.
- Вес: 1,6 фунтов
Формат
Этикетки и компании
Страна
111111110| Welder CD, Альбом | 31 Tigers Records – TOT3102 | US | 2010 | US – 2010 | Новая отправка | ||||
| Сварщик CD, Альбом, Promo | . PRPCD059 PRPCD059 | Великобритания | 2010 | Великобритания – 2010 | Новая отправка | ||||
| Welder CD, альбом Packfac | (2) —К. PRPCD05999999999999. | UK | 2010 | Великобритания-2010 | Новая отправка | ||||
| Welder CD, альбом, PROMO, Advance | 31 Tigers Record 2010 | US – 2010 | Новая отправка |
Редактировать основную версию
Новое представление
Купить копиюПродать копию
Добавить видео
Trusty-Cook – 26 Oz.
 Flat-Flat Dead Blow Hammer
Flat-Flat Dead Blow HammerОписание
Вниманию машинистов, механиков, формовщиков и штамповщиков металла: вы не ошибетесь, выбрав плоско-плоский молоток Trusty-Cook весом 26 унций с удобным нескользящим полиуретановым молотком. рукоятка и сверхпрочная головка из твердой стали.
Безрезьбовая конструкция обеспечивает исключительную долговечность. Попробуйте найти другой безрезьбовой, горячелитой молоток со стальным бойком. Не происходит. Идеальный молот для машинистов, механиков, инструментальных мастеров и штамповщиков по металлу.
Specifications

. Почтовая служба штатов)
3. Общий перевозчик / грузовой автомобиль
1. Доставка UPS: Все заказы, соответствующие ограничениям UPS по весу/объему и пунктам назначения, отправляются через UPS. Метод по умолчанию в континентальных Соединенных Штатах — стандартный наземный. Для заказов в Западном регионе доставка UPS Ground бесплатна. Для отправки на Гавайи и Аляску выберите Next Day Air или 2nd Day Air. Вы можете повысить свой способ доставки UPS до 3-Day Select, 2nd Day Air или Next Day Air для тех товаров в вашем заказе, которые могут быть отправлены через UPS.
Ограничения UPS: Любой предмет весом более 150 фунтов. или превышение максимального размера упаковки UPS в 130 дюймов (длина + обхват, где обхват равен 2 x ширина плюс 2 x высота) не могут быть отправлены через UPS. UPS также требует фактического адреса улицы. UPS не обслуживает почтовые ящики или адреса военной почты APO/FPO.
2. Отправка USPS: Как упоминалось выше, UPS не предлагает услуги на почтовые ящики или адреса военной почты APO/FPO. В этих случаях мы отправим ваш заказ через систему доставки Почтовой службы США. (Почтовые посылки)
3. Общий перевозчик / грузовой автомобиль: Плата за доставку грузовым автомобилем указана только за доставку в пределах 48 смежных штатов. Уточните, пожалуйста, нужен ли грузовик с подъемными воротами для размещения груза на земле. Исключение: Аляска или Гавайи: за доставку на Аляску и Гавайи взимается дополнительная плата. Пожалуйста, свяжитесь с нами, чтобы узнать о фактической стоимости и способах доставки. Бесплатный номер: 1-800-374-9353 с понедельника по пятницу с 7:00 до 17:00 по тихоокеанскому времени. Факс 1-559-432-9355. Электронная почта: Info@ramweldingsupply.com
Время доставки: Стандартное время доставки UPS наземным транспортом в Западный регион составляет от 1 до 3 дней. Стандартный срок доставки в Восточный регион составляет от 3 до 8 дней.