Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) – получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика – угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
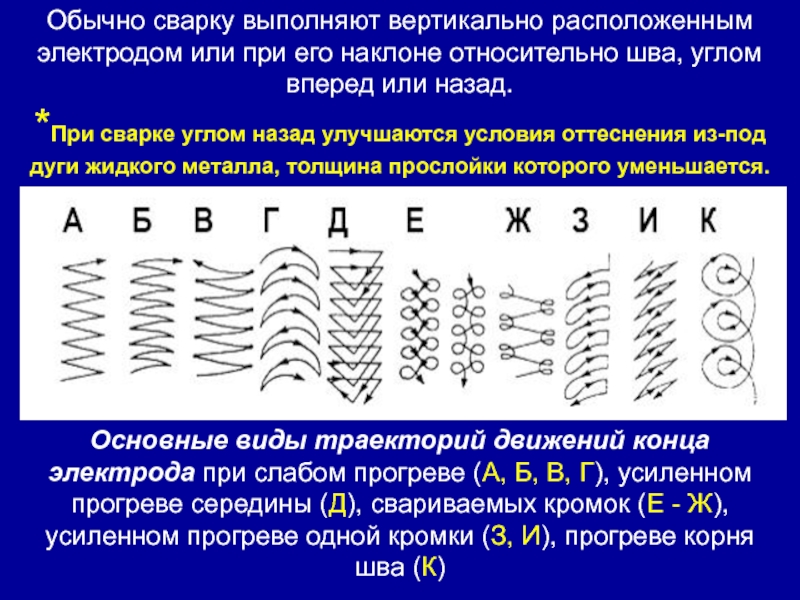
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Особенности сварки вертикальных, горизонтальных и потолочных швов
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз.
 Отсюда и трудности сварки.
Отсюда и трудности сварки.Поэтому существует два важных принципа сварки вертикальных швов:
- Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции. А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
- Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.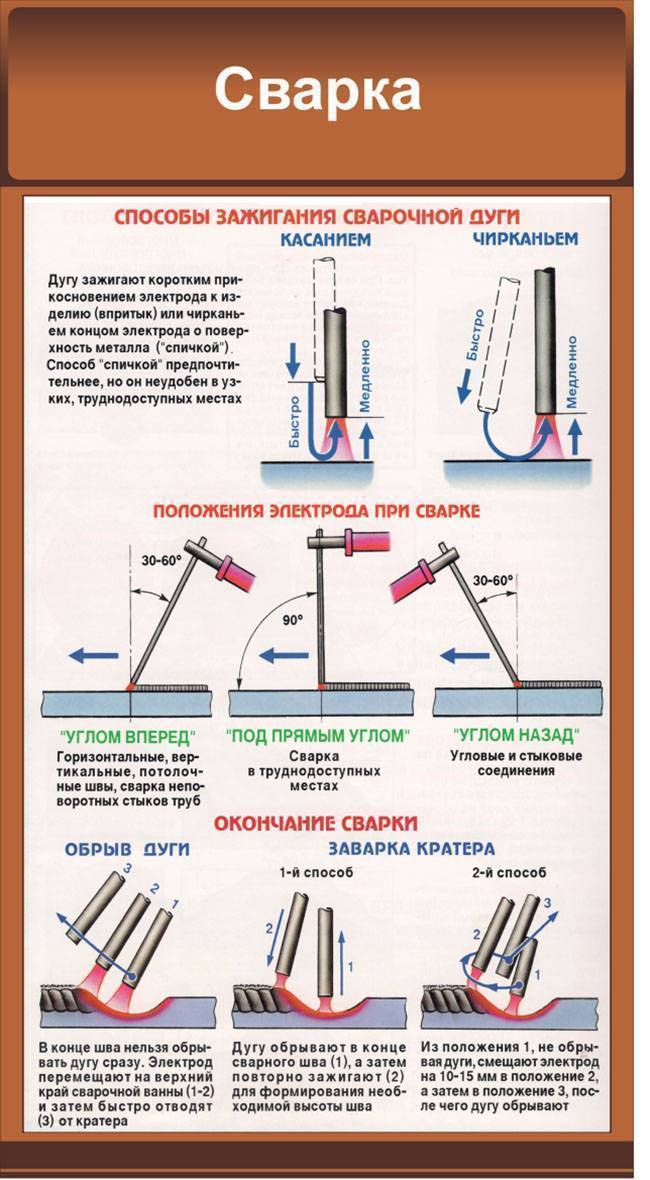
- Дуга должна быть короткой.
- Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
- При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
- Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель.
 Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов. - Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.
- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.
 Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
При использовании данного метода добротное соединение получится только при условии точного следования всем существующим правилам и рекомендациям.
Требования к сварке в вертикальном положении
Ради справедливости, не всегда есть вероятность того, что необходимо только сварка вертикальных швов без отрыва. Встречаются ситуации, когда шов необходимо варить только сверху вниз. Но и здесь потребуется выполнение ряда технологических условий, которые необходимы для качественного проведения операции сварки металлов различных групп.
«Важно!
Чтобы капли раскалённого металла не стекли вниз, потребуется соблюдение ряда условий для определения задачи, как варить вертикальный шов инвертором металл 1.
 5 мм.»
5 мм.»- Электрическая дуга должна быть исключительно короткой.
- В начале режима поджига, электрод должен располагаться только перпендикулярно, причём одновременно двум рабочим плоскостям имеющихся заготовок.
- В процессе варке, электрод наклоняется вниз относительно основного корпуса держака. Электрод должен располагаться только под острым углом наклона относительно основной части сварочного шва. Дуга обязательно должна «ловить» капли раскалённого металла, для предотвращения стекания вниз.
- В некоторых случаях сварка полуавтоматом вертикальных швов не может остановить стекание раскалённых участков обрабатываемой поверхности металла. Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.

Вышеописанная технология является намного легче, чем аналогичный вариант проведения сварки сверху вниз. Но, данная методика показывает, что качество сварки будет в несколько раз хуже, чем предыдущий вариант исполнения.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.
- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества. Немного исправить ситуацию можно при помощи плавного перемещения электрода.
- Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.
При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
- Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
- Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
- Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Сварка одиночных валиков на вертикальной поверхности
При выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний. Рекомендуемая ширина валика — 1-2 диаметра с покрытием — достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 41 а). При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 41б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
41 а). При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 41б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
 Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Положение электрода
Положение и движение электрода при сварке также очень важно. Приведем простой пример. Вам нужно сварить нижний шов. В таких ситуациях качество шва во многом зависит от количества шлака, образующегося во время сварки. Шлак может либо испортить вашу работу, либо поспособствовать улучшению качества сварного соединения, нужно просто контролировать этот процесс. И правильное положение электрода как раз помогает следить за количеством шлака, увеличивать или уменьшать его количество.
Положение электрода при сварке бывает трех видов: углом вперед, углом назад и прямо (или под 90 градусов). Давайте подробнее рассмотрим каждый вид.
Сварка углом вперед
Сварка углом вперед при ручной дуговой сварке применяется редко. Это связано с тем, что во время сварки шлак образуется и скапливается перед электродом, из-за чего варить неудобно. К тому же шлак будет мешать устойчивому горению дуги, при этом ухудшится качество шва. Но такое положение оправдано, если вы выполняете сварку в труднодоступном месте.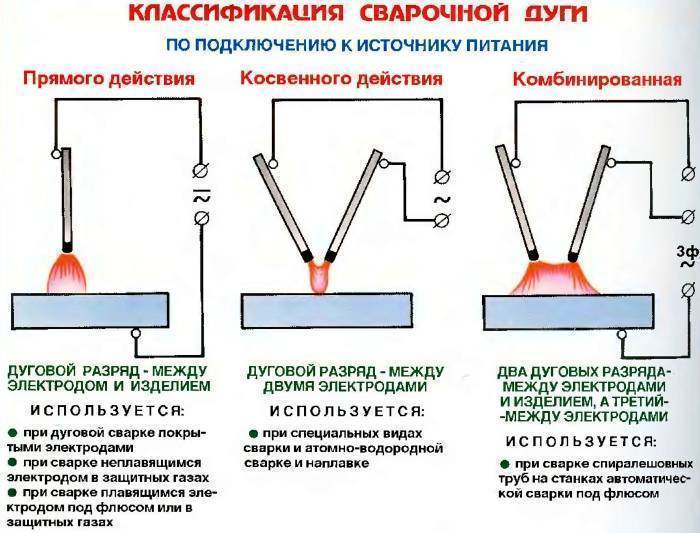
Сварка углом назад
Сварка углом назад используется, когда нужно сварить стыковые или угловые швы. В таком положении шлак вытесняется из сварочной ванны, то в общем-то хорошо. При этом сварное соединение очень быстро кристаллизируется.
Под 90 градусов
Очень интересное положение. Благодаря ему сварщик может довольно точно управлять движением шлака, направляя его в сварочную зону в необходимом количестве. Это очень хорошо для сварного соединения. Но нужно следить за тем, чтобы шлак не оказался впереди электрода. Если это случилось, смените положение на «углом назад» и измените направление шлака.
Многие новички спрашивают, какой угол наклона электрода при сварке универсальный или самый лучший. Не существует ответа на этот вопрос. Только в процессе работы можно точно определить, какое положение будет оптимальным. А может случиться так, что вам по ходу работы придется несколько раз менять положения с одного на другое.
Описанные выше положения применимы к формированию сварного соединения с помощью ручной дуговой сварки. Если вы планируете работать с полуавтоматом или автоматом, то нужно будет учесть особенности используемого защитного газа.
Если вы планируете работать с полуавтоматом или автоматом, то нужно будет учесть особенности используемого защитного газа.
Деформации сварных соединений
Многие начинающие и даже опытные сварщики часто сталкиваются с проблемой деформации сварных соединений (искривлений рабочей поверхности из-за теплового воздействия дуги). Деформации могут приводить ко многим неприятностям, самая опасная из которых — это риск получить конструктивно ненадежные соединения. Эта статья поможет лучше понять, что представляют собой деформации, как они происходят, какое влияние оказывают на соединение и как их контролировать.Деформация сварного соединения происходит из-за расширения и сужения наплавленного металла во время нагревания и остывания в ходе сварки. Если проводить сварку только с одной стороны детали, то это приведет к большему уровню деформаций, чем при чередовании обеих сторон. Во время цикла нагревания и охлаждения на сужение и деформацию металла влияет множество факторов, в частности, изменение физических и механических свойств металла по мере поступления тепла.
 Например, по мере роста температуры в зоне сварки предел прочности, эластичность и теплопроводимость стали падают, а тепловое расширение и удельная теплоемкость возрастают (Рис. 3-1). Эти изменения, в свою очередь, влияют на теплоотдачу и однородность распределения тепла.
Например, по мере роста температуры в зоне сварки предел прочности, эластичность и теплопроводимость стали падают, а тепловое расширение и удельная теплоемкость возрастают (Рис. 3-1). Эти изменения, в свою очередь, влияют на теплоотдачу и однородность распределения тепла.|
Рис. 3-1 Изменение свойств стали в зависимости от температуры усложняет анализ сварочного цикла и понимание причин деформации швов |
Причины деформаций
Чтобы понять, как и почему происходят деформации во время нагревания и остывания металла, рассмотрим брусок стали, показанный на Рис. 3-2. При равномерном нагревании брусок начнет расширяться во всех направлениях, как это показано на Рис. 3-2(a). После того, как металл начнет остывать, он равномерно сузится до исходного размера.
|
Рис. |
 3-2 Если равномерно нагреть незафиксированный стальной брусок, как на рисунке (a), он расширится во всех направлениях и затем при охлаждении вернется к исходным размерам. Но если брусок зафиксирован, как на рисунке (b), он сможет расшириться только в вертикальном направлении — при этом увеличится его толщина. При охлаждении брусок равномерно сожмется, как на рисунке (c), и поэтому останется деформированным. Это самое простое объяснение деформаций в сварных соединениях.
3-2 Если равномерно нагреть незафиксированный стальной брусок, как на рисунке (a), он расширится во всех направлениях и затем при охлаждении вернется к исходным размерам. Но если брусок зафиксирован, как на рисунке (b), он сможет расшириться только в вертикальном направлении — при этом увеличится его толщина. При охлаждении брусок равномерно сожмется, как на рисунке (c), и поэтому останется деформированным. Это самое простое объяснение деформаций в сварных соединениях.
Но если брусок зафиксирован — например, в тисках, как показано на Рис. 3-2(b) — боковое расширение будет невозможно. Но так как при нагревании материал все же должен расширяться, брусок расширится в вертикальном направлении (увеличится его толщина). Несмотря на это, когда брусок начнет остывать, он сузится равномерно, как показано на Рис. 3-2 (c). В результате брусок станет короче, но толще. Он получит необратимую деформацию (для простоты на рисунках выше показано только изменение толщины. В действительности также схожим образом изменится длина бруска)
В действительности также схожим образом изменится длина бруска)
Точно такие же силы сжатия и расширения действуют на наплавленный и основной металл. Когда наплавленный металл затвердевает и сплавляется с основным, он находится в расширенном состоянии. При остывании он пытается сжаться до объема, который он бы обычно имел при низкой температуре, но не может этого сделать из-за примыкающего основного металла. Из-за этого между наплавленным и основным металлом возникают напряжения. В этот момент из-за изменения объема при остывании сварной шов удлиняется и сужается. Но при этом снижаются только те напряжения, которые превышают предел текучести наплавленного металла. К моменту, когда металл остынет до комнатной температуры — при условии полной фиксации для предотвращения сдвигов — наплавленный металл будет иметь внутреннее растягивающее напряжение, примерно равное пределу текучести металла. Если снять фиксацию (зажимы или иную силу, препятствующую сжатию), остаточные напряжения будут частично сняты, потому что они заставят металл сдвинуться и деформировать соединение.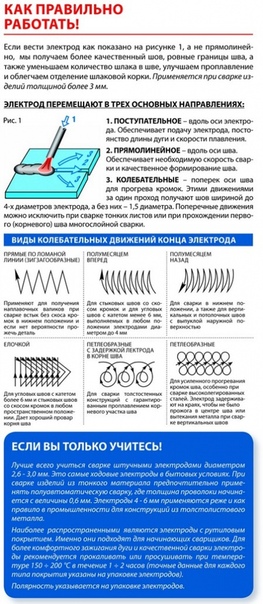
Контроль сжатия — как сократить деформации
Чтобы предотвратить или сократить деформации при нагревании и остывании сварного соединения, нужно использовать определенные конструкторские и сварочные приемы. Сжатие нельзя предотвратить, но его можно контролировать. Существует несколько методов сокращения деформаций из-за сжатия металла::
1. Избегайте излишне большого сечения шва
Чем больше металла, тем больше силы сжатия. Правильное сечение шва позволит не только сократить искажения, но и сэкономить время и сварочные материалы. Объем наплавленного металла в угловом соединении можно снизить за счет плоского или немного выпуклого шва, в стыковом — за счет правильной подготовки кромок и подгонки. Избыточный металл в сильно выпуклом шве не позволит повысить допустимую нагрузку, но определенно увеличит силы сжатия.
При сварке пластин большого сечения (больше 2,5 см) создание одностороннего или даже двухстороннего скоса кромок позволить значительно снизить объем наплавленного металла, что автоматически означает намного меньший уровень деформаций.
Как правило, когда не стоит опасаться деформаций, нужно выбирать самое экономичное соединение. Если деформации могут представлять собой проблему, подберите соединение, в котором остаточные напряжения будут друг друга компенсировать или соединение, для которого требуется наименьшее количество наплавленного металла.
2. Сделайте прерывистый сварной шов
Еще один способ снизить объем наплавленного металла — по возможности вести прерывистую сварку, как показано на Рис. 3-7(c). Например, при добавлении на стальную пластину ребер жесткости прерывистая сварка позволяет снизить объем наплавленного металла на 75% и в то же время обеспечить необходимую прочность.
|
Рис. 3-7 Деформации можно предотвратить или минимизировать с помощью приемов, которые позволяют преодолеть или конструктивно использовать эффект нагревания и охлаждения. |
3. Делайте как можно меньше проходов
Делайте как можно меньше проходов
Меньшее число проходов за счет материалов большего диаметра, Рис. 3-7(d) оказывается более предпочтительным в случаях, когда следует опасаться поперечных деформаций. Сжатие от каждого прохода суммируется, поэтому при большом числе проходов сжатие усиливается.
4. Прокладывайте шов возле нейтральной оси
Деформации можно сократить, если уменьшить плечо рычага для сил сжатия, которые могут сместить пластины. Это показано на Рисунке 3-7(e). Для контролирования деформаций можно эффективно использовать как строение шва, так и сварочную процедуру.
|
Рис. 3-7 Деформации можно предотвратить или минимизировать с помощью приемов, которые позволяют преодолеть или конструктивно использовать эффект нагревания и охлаждения. |
5. Располагайте швы на нейтральной оси
Этот метод, показанный на Рис. 3-7(f), позволяет уравновесить силу сжатия с одной стороны изделия силой сжатия с другой стороны. Для этого также важны строение соединения и процедура сварки.
6. Обратноступенчатая сварка
При сварке обратноступенчатым способом общее направление сварки может быть, например, слева направо, но каждый отдельный валик накладывается в направлении справа налево, как это показано на Рис. 3-7(g). При наложении очередного сегмента валика его нагретые края расширяются, что временно раздвигает пластины в точке B. Но как только тепло переходит по пластине в точку C, расширение вдоль внешних краев CD опять сдвигает пластины вместе. Это расстояние больше всего в момент создания первого валика. При последующей сварке пластины расширяются меньше и меньше за счет силы сжатия предшествующих валиков. Обратноступенчатая сварка подходит не для каждой задачи и она слишком неэкономичная при автоматической сварке.
|
Рис. |
 3-7 Деформации можно предотвратить или минимизировать с помощью приемов, которые позволяют преодолеть или конструктивно использовать эффект нагревания и охлаждения.
3-7 Деформации можно предотвратить или минимизировать с помощью приемов, которые позволяют преодолеть или конструктивно использовать эффект нагревания и охлаждения.
7. Прогнозирование сил сжатия
С помощью предварительной подгонки деталей (с первого взгляда может показаться, что это относится только к потолочной или вертикальной сварке, что не всегда так) можно использовать силы сжатия конструктивно. На Рис. 3-7(h) показано несколько примеров такой подгонки деталей. При этом методом проб и ошибок нужно подобрать зазоры, необходимые для того, чтобы силы сжатия стянули пластины в нужное положение.
Предварительные подгибка, подгонка и обратная деформация, Рис. 3-7(i) — это самые распространенные примеры компенсирования деформаций при сварке. При предварительной подгонке удлиняется верхняя часть кромок под сварку — где будет расположена большая часть наплавленного металла. Из-за этого шов в готовом виде получается несколько длиннее, чем было бы в нижнем положении.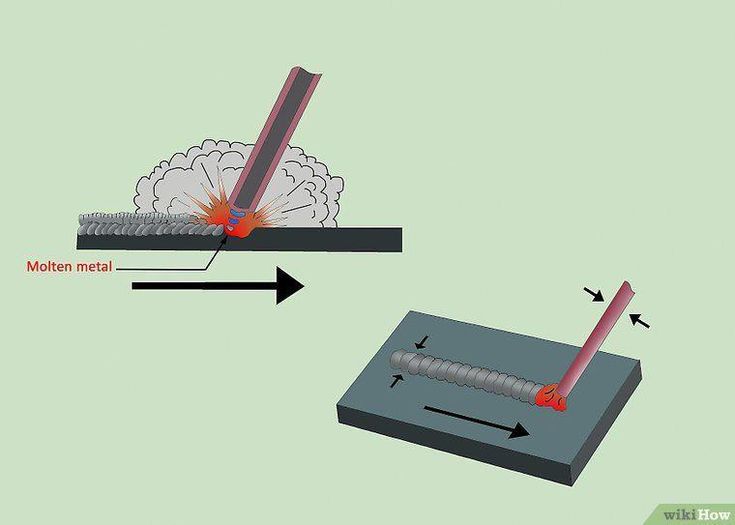 Когда после сварки зажимы будут сняты, пластины опять примут плоскую форму, что снизит продольное усадочное напряжение за счет укорачивания шва. Эти две силы компенсируют друг друга и пластины принимают желаемую плоскую форму.
Когда после сварки зажимы будут сняты, пластины опять примут плоскую форму, что снизит продольное усадочное напряжение за счет укорачивания шва. Эти две силы компенсируют друг друга и пластины принимают желаемую плоскую форму.
Еще один распространенный прием компенсирования сил сжатия — это сварка парных идентичных сегментов, Рис. 3-7(j), жестко скрепленных зажимами. После завершения сварки обоих изделий им позволяют остыть и затем снимают зажимы. Этот метод можно совмещать с подгибкой, когда перед наложением зажимов в определенные места между деталями вставляются клины.
В случае швов большого сечения жесткость элементов и их расположение относительно друг друга позволяют должным образом сбалансировать все воздействующие силы. Если это невозможно, нужно найти другой способ компенсировать силы сжатия в наплавленном металле. Этого можно добиться, если с помощью зажимов погасить силы сжатия за счет противоположной силы. Этой противоположной силой могут быть: другие силы сжатия; сдерживающие силы зажимов, тисков или фиксаторов; сдерживающие силы из-за определенного расположения элементов; или провисание одного из элементов благодаря гравитации.
8. Процедура сварки
Хорошо продуманная процедура сварки предусматривает поочередную сварку в разных местах конструкции, потому что когда она сжимается в одном месте, она противодействует силам сжатия в уже готовых соединениях. В качестве примера, сварку можно поочередно вести с двух сторон нейтральной оси стыкового соединения, как показано на Рис. 3-7(k). Еще один пример, для стыкового соединения, предусматривает поочередную сварку в последовательности, показанной на Рис. 3-7(l). В этих примерах сжатие от шва №1 компенсирует сжатие от шва №2.
|
Рис. 3-7 Деформации можно предотвратить или минимизировать с помощью приемов, которые позволяют преодолеть или конструктивно использовать эффект нагревания и охлаждения. |
Наверное, самый распространенный способ контроля деформаций в мелких деталях — это зажимы, тиски и другие крепежные приспособления, которые фиксируют детали в нужном положении до завершения сварки. Выше уже было упомянуто, что сдерживающая сила зажимов увеличивает внутреннее напряжение в наплавленном металле до тех пор, пока не будет достигнут предел текучести. В большинстве случаев сварки низкоуглеродистой стали он составляет около 310 МПа. Было бы логично предполагать, что это напряжение приведет к значительному смещению или деформации после того, как деталь освободят от тисков или зажимов. Однако на самом деле этого не происходит, так как это напряжение (сужение детали) намного ниже смещения, которое произошло бы без использования фиксации во время сварки.
Выше уже было упомянуто, что сдерживающая сила зажимов увеличивает внутреннее напряжение в наплавленном металле до тех пор, пока не будет достигнут предел текучести. В большинстве случаев сварки низкоуглеродистой стали он составляет около 310 МПа. Было бы логично предполагать, что это напряжение приведет к значительному смещению или деформации после того, как деталь освободят от тисков или зажимов. Однако на самом деле этого не происходит, так как это напряжение (сужение детали) намного ниже смещения, которое произошло бы без использования фиксации во время сварки.
9. Снижение сил сжатия после сварки
Проковка — это один из доступных способов противостоять силам сжатия во время остывания шва. По сути, проковка шва позволяет удлинить шов и сделать его тоньше, тем самым снизив (с помощью пластических деформаций) напряжение из-за остывания при охлаждении металла. Но этим методом нужно пользоваться с осторожностью. Например, нельзя проковывать корневой шов из-за риска скрыть или вызвать появление трещины.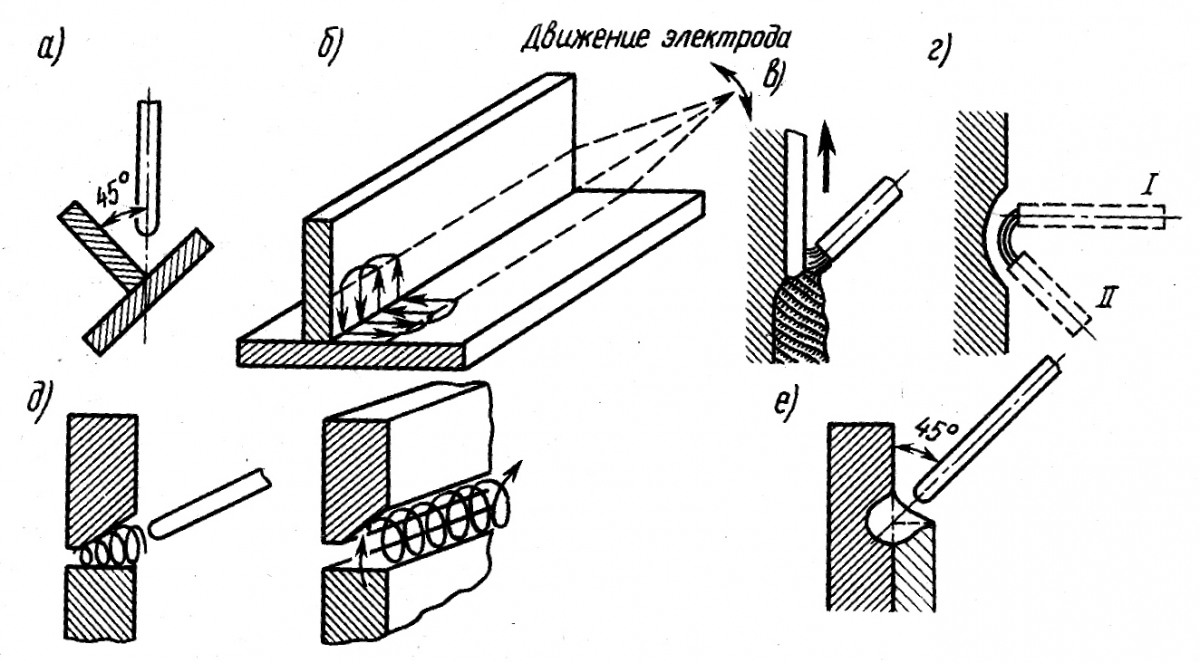 Как правило, проковка не допускается при последнем проходе, потому что это может скрыть трещину и помешать визуальному осмотру, и потому что она оказывает нежелательный эффект механического упрочнения. Поэтому применимость этого метода несколько ограничена, хотя бывают случаи, когда проковка между проходами оказалась единственным подходящим решением проблем с деформациями или растрескиванием. Перед проведением проковки на нее сначала нужно получить конструкторское разрешение.
Как правило, проковка не допускается при последнем проходе, потому что это может скрыть трещину и помешать визуальному осмотру, и потому что она оказывает нежелательный эффект механического упрочнения. Поэтому применимость этого метода несколько ограничена, хотя бывают случаи, когда проковка между проходами оказалась единственным подходящим решением проблем с деформациями или растрескиванием. Перед проведением проковки на нее сначала нужно получить конструкторское разрешение.
Еще один метод снятия сил сжатия — это термическое снятие напряжения, контролируемое нагревание соединения до определенной температуры с последующим контролируемым соединением. Иногда для этого скрепляют вместе два идентичных соединения, после чего проводится сварка и снятие напряжения. Это позволяет свести к минимуму остаточное напряжение, которое деформировало бы соединения.
10. Сокращение времени сварки
Так как для распространения тепла необходимо время, оно оказывает большое влияние на деформации. В большинстве случае предпочтительно завершить сварку как можно скорее, до того, как нагреется и расширится большой объем металла. Сжатие и деформирование сварного шва зависят от используемого процесса сварки, типа и диаметра сварочных материалов, силы тока и скорости сварки. Механизированное сварочное оборудование позволяет сократить продолжительность сварки и объем затронутого тепловым воздействием металла, как следствие, сократив уровень деформаций. Например, для создания сварного шва определенного размера на пластине большого сечения с настройками 175А, 25В и 7,5 см/мин. требуется 87 500 джоулей энергии (тепловложения) на линейный дюйм шва. Для создания такого же шва с настройками 310А, 35В и 20 см/мин. требуется 81 400 джоулей на линейный дюйм. Большое тепловложение обычно приводит к большим деформациям шва (примечание: мы специально не используем слова «избыточное» и «больше необходимого» потому что сечение шва тесно связано с тепловложением. В большинстве случаев сечение углового шва (в дюймах) равняется квадратному корню тепловложения(кЖд/дюйм), поделенному на 500.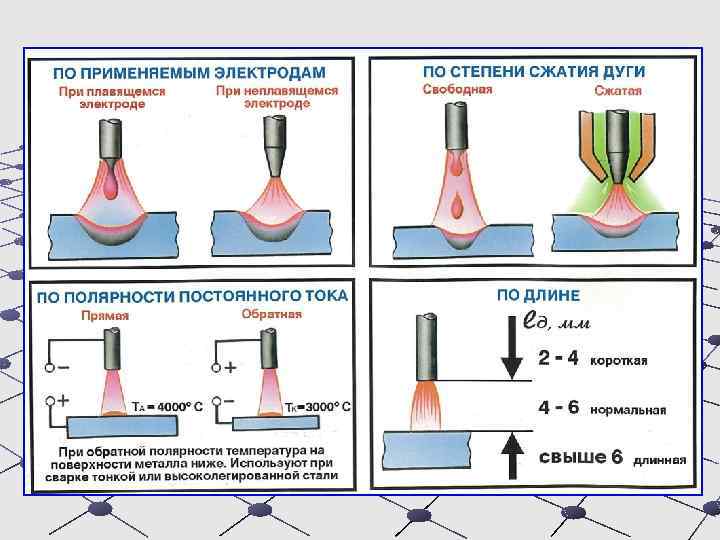 Поэтому эти два соединения скорее всего будут иметь разный размер.
Поэтому эти два соединения скорее всего будут иметь разный размер.
Другие методы контроля деформаций
Тиски с жидкостным охлаждением
Для борьбы с деформациями было разработано несколько методов. Например, при сварке листового металла иногда используется жидкостное охлаждение (Рис. 3-33), которое позволяет быстро отводить жар от свариваемых компонентов. Для этого к медным крепежным зажимам припаиваются медные трубы и во время сварки через эти трубы подается вода. Кроме того, деформации также удается сократить за счет сдерживающей силы зажимов.
|
Рис. 3-33 Система жидкостного охлаждения для отведения жара при сварке. |
Укрепляющая накладка
«Укрепляющие накладки» — это еще один полезный прием для снижения деформаций при сварке стыковых соединений, Рис. 3-34(a). К кромкам одной из пластин приваривают скобы и в них вставляют клины, которые выравнивают кромки и удерживают их во время сварки.
|
Рис. 3-34 Различные конфигурации укрепляющих накладок для снижения деформаций при стыковой сварке. |
Термическое снятие напряжения
Снятие напряжение нагреванием используется для снижения деформаций только в исключительных случаях. Однако бывают случаи, когда это необходимо для предотвращения дальнейшей деформации материала до завершения сварки.
Обзор: контрольный список для снижения деформаций
Этот список поможет Вам избежать деформаций:
Избегайте чрезмерного сечения швов
Контролируйте подгонку
Если это возможно и приемлемо с точки зрения конструкторских требований используйте прерывистую сварку
При угловой сварке делайте как можно более короткие отрезки.
При сварке с разделкой кромок старайтесь уменьшить объем наплавленного металла. Обдумайте возможность использования двухсторонних соединений.
При многопроходной сварке по возможности ведите сварку поочередно с обеих сторон соединения.
Насколько это возможно, сократите число проходов.
Используйте процедуры с низким тепловложением. Обычно для этого требуется большая производительность наплавки и высокая скорость сварки
Используйте сварочные манипуляторы, чтобы как можно больше увеличить долю сварки в нижнем положении. Сварка в нижнем положении позволяет использовать сварочные материалы большого диаметра и процедуры сварки с высокой производительностью наплавки
Располагайте швы рядом с нейтральной осью изделия
Как можно равномернее распределяйте тепло с помощью продуманной процедуры сварки и расположения швов
Ведите сварку по направлению к незафиксированной части изделия
Пользуйтесь для подгонки деталей зажимами, тисками и укрепляющими накладками
Предварительная подгонка и подгибка позволит силам сжатия придать изделиям нужную форму
Соединяйте изделия и узлы таким образом, чтобы сварные соединения компенсировали друг друга вдоль нейтральной оси секции
Эти приемы помогут свести влияние деформаций и остаточного напряжения к минимуму.
Узнаем как будет правильно варить электросваркой? Узнаем как правильно варить вертикальный шов электросваркой. Узнаем как правильно варить металл электросваркой
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
- стальные;
- биметаллические;
- чугунные;
- медные;
- латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
- Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки).
- Прихватками скрепляют их по краям и в центре.
- Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы.
- Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка.
- Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов.
- После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее.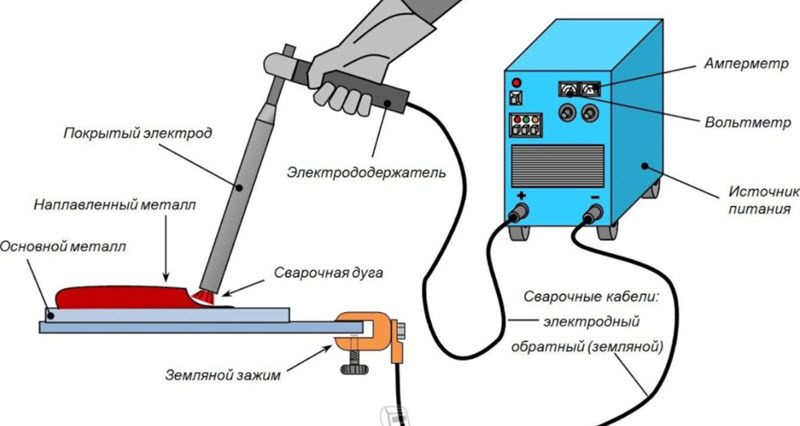 Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
- Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.
- Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм.
При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой.
Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Сварка инвертором для начинающих. Инструкция по инверторной сварке.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках. Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме. Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше. Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги.
- Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
 Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше. Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги.
Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше. Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги.Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются
крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Общие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.
Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.
Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.
На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи.
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель.
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
 Сварка ведется постоянным током с обратной полярностью.
Сварка ведется постоянным током с обратной полярностью.Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
 Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
Это наиболее простой вид шва, с которого начинается обучение любого сварщика.Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
Подготовка к работе
Соединение профильных труб без сварки преимущественно производится при помощи специализированных хомутов и болтов. С течением времени крепеж ослабляется, поэтому при уходе за изделием необходимо постоянно проверять прочность конструкции. Чтобы снизить проблемы при эксплуатации, для сборки конструкции применяется сварка.
Для получения прочного сварного шва требуется подготовить поверхность трубы. Для этого:
отрезки труб обрезаются по требуемой длине;
Использование болгарки для нарезки труб
Обрезать трубы рекомендуется специальными инструментами, например, ножовкой по металлу, что позволяет сделать срез максимально ровным.
- если необходимо соединить элементы под углом, то трубы тщательно подгоняются друг к другу, чтобы зазоров было как можно меньше. Это позволит увеличить качество сварного шва и, как следствие, надежность готового изделия;
- места, где предполагается расположение сварного шва, очищаются от ржавчины, заусенцев и иных посторонних налетов. Любое вкрапление отрицательно влияет на прочность шва. Очистку можно провести простейшей металлической щеткой или специализированной техникой, например, шлифовальной машинкой.
Подготовка поверхности перед сваркой
Основы обучения электросварке
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Подготовительный этап
Каждая сварочная полуавтоматическая установка состоит из следующих элементов:
- электронная система управления аппаратом;
- генератор, стабилизирующий величину уровня высокочастотного электрического тока;
- выпрямитель, чтоб из переменного получить постоянный ток;
- преобразователь этого тока в переменный с высокой частотой колебаний: инверторный блок;
- сетевой питающий блок.
Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, спецодежда, защитные перчатки и обувь.
Еще нужно обзавестись металлической щеткой, чтобы перед началом сварки основательно зачистить свариваемые места заготовок.
Перед включением инвертора в электросеть надо проверить ее параметры (сила тока и значение напряжения) на предмет соответствия характеристикам оборудования, прописанным в техническом паспорте.
Лучше всего задействовать в электросеть автомат, это предотвратит поломку при коротком замыкании или скачке напряжения.
Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Инвертор устанавливается на ровную плоскость, а достаточное окружающее пространство должно обеспечивать свободное передвижение воздуха для вентиляции оборудования.
Необходимо также обеспечивать хорошее освещение рабочего пространства. Так как весь процесс сварки подразумевает высокую температуру работы и частичные расплавленные брызги, вблизи не должно находиться топливо, смазочные материалы, растворители и другие опасные в плане зарождения пожара вещества.
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Как образуется шов
Основа для чайника в вопросах работы ручного сварочного аппарата — понимание, как образовывается шов. Электрическая дуга возникает при взаимодействии сердцевины электрода и металлической поверхности. Загорается обмазка, и она начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Расплавленный металл из сердечника переходит на сварочную ванну, частично смешивается с расплавленными металлом из нее и застывает, образуется шов. Обмазка, которая ранее перешла в жидкое состояние, застывая, образует шлак, его нужно после сваривания удалять. Можно пойти на уроки сварки для начинающих или практиковаться самому.
Контроль дугового промежутка
Схема сварочной дуги
Говорить о начальных навыках сварщика с уверенностью можно тогда когда выработается навык правильного формирования и удержания дугового промежутка – сварочной дуги.
По сути, это несложный процесс, главное в нем понимание того, что дуга будет постоянной и наиболее качественно расплавлять электрод при правильном, немного медленном движении держателем.
Во многом, это достигается методом проб и ошибок – закрепленный навык появится тогда, когда при движении электрода начнет формироваться однородный шов, соединяющий обе соединяемых детали.
Вертикальный шов – Ручная дуговая сварка – ММA
хотелось бы больше узнать о технике сварки с отрывом
Попробую описать, как я делаю 🙂
Чиркаю электродом сверху вниз рядом с будущим швом раза 3, “чисто попускать искры” с целью раскочегарить электрод и облегчить прицеливание в нужную точку. Электрод упираю на обмазку на 5-7 мм выше точки начала шва и смалю – “пшшшшш…”, конец электрода, сгорая, опускается, в металле проплавляется ямка, внизу ямки образуется капелька. Далее рву дугу – “дёрг”. Пауза. Капелька чуть тускнеет, и опять на 5-7 мм выше капельки “пшшшшш-дёрг-пауза”. Движения чисто кистью, вся рука только подаёт электрод по мере сгорания. “пшшшшш” – кисть медленно и на чуть-чуть сгибаю, “дёрг” – резко и сильно разгибаю, “пауза” – сгибая, возвращаю конец электрода к металлу. Получается всё время верх ямки оплавляется и с металлом электрода стекает вниз очередной капелькой. “Паузу” выдерживаю по яркости свечения капельки, чем ярче капелька – тем дольше пауза, иначе внизу сопля, а сверху дырка. В конце шва ямку завариваю коротенькими “пшик-пшик-пшик”, не давая ямке расти вверх. Электрод где-то 45 градусов к металлу, может чуть больше. Электрод ф3 мм, ток 120-130А – это чисто по “крутилке”, амперметра нет. Для оценки – при крутилке на 140А тройка нагло режет и до красна раскаляется, варить невозможно. Сколько это в реалии?
Электроды использую самые рабоче-крестьянские АНО-4, АНО-21. Уонями тоже пробовал вертикал с отрывом варить, только надо всё намного быстрее и точнее делать, чуть зазевался – залипло, одни матюки. Как по мне – ну их нафиг эти УОНИ, они для шаманов высокого уровня посвящения 🙂
п.с. На правильность не претендую. Если чего не так делаю – поправьте, буду благодарен.
Режим сварки палкой
| Режим безгазовой сварки
| Режим газовой сварки
| Режим сварки Lift-Tig
|
Ваш универсальный путеводитель по лучшему сварочному аппарату в 2021 году
Независимо от того, насколько хорошо вы владеете сварщиком, сварка на открытом воздухе по-прежнему остается проблемой. Вам нужен постоянный поток энергии и машина с максимальной эффективностью.
Инверторный сварочный аппарат, или сокращенно «Stick Welder» – очевидный ответ. Эти машины проникают в металл в обязательном порядке без прерывания ветра.
Эти сварщики справятся независимо от типа вашего проекта. Как сварщик, я нашел эти аппараты портативными, простыми в использовании и надежными.
Единственной проблемой для меня было найти лучшего сварщика для этой работы. Ну, это было до тех пор, пока я не использовал некоторые продукты и не провел собственное исследование.
Вот откуда пришла в голову идея этой статьи. В этой небольшой статье я подробно расскажу об этих продуктах и порекомендую вам, ребята, одни из лучших в отрасли.Конечно, я узнаю изнутри о моем процессе выбора этих элементов, а также о преимуществах и недостатках.
Лучшие сварщики стержневой сваркой – Сравнение
Изображение
Модель
Адаптивный заголовок таблицы
Характеристики
Лучшие сварочные аппараты для стержневой сварки согласно моему мнению
У вас будут десятки сварщиков.Настолько, что выбор идеальной версии становится заведомо трудным. Вот мои рекомендации, чтобы не тратить часы в Интернете, просматривая все бренды. Я потратил всю ночь на изучение и доработку списка, который вы видите ниже. Тогда перейдем к делу.
ZENY Аппарат для дуговой сварки Инвертор постоянного тока с двойным напряжением 110/230 В IGBT Сварочный аппарат 160 AMP Stick
Что касается сварочных аппаратов, то я лично испытал их много. Существует множество обзоров, и если вы ознакомились с парой из них, вы уже должны знать, что ZENY имеет довольно впечатляющую репутацию, когда речь идет о производстве эффективных сварочных аппаратов.
Аппарат для дуговой сварки ZENY Инвертор постоянного тока с двойным напряжением 110/230 В IGBT Welder 160 AMP Stick не является исключением из лучших продуктов, имеющихся в арсенале ZENY. Это инверторный сварочный аппарат, как следует из названия, и он может переключаться с переменного на постоянный ток в любое время.
Plus, он включает понижающий трансформатор для обеспечения точного напряжения и тока, которые вам нужны.
Я видел сварщиков такого типа довольно большими по размеру и, как правило, очень сложными в обращении.Но с этим дело обстоит иначе. Он компактный по размеру, а также имеет ручку для переноски, так что вы можете буквально выполнять сварочные работы где угодно и когда угодно.
Получите ZENY Arc Welding на Amazon
Давайте перейдем к деталям питания, не так ли?
Входная мощность может изменяться до 115 В / 230 В / 60 Гц при номинальном выходном токе до 20 А 160 А / 23 В / 60% рабочего цикла / в списке ETL.
Все еще не впечатлен? Ждать! Есть больше.
В этот комплект также входит очень удобный держатель для электродов и длинный кабель 6 шт.5 футов в длину. Они поставляются с рабочим зажимом, а также кабелем и вилкой адаптера входного питания.
Я лично предпочитаю универсальность своих сварщиков, и этот монстр в виде машины может без проблем сваривать нержавеющую сталь, алюминий, низкоуглеродистую сталь и множество других материалов.
Это делает этот сварочный аппарат идеальным для машиностроения, обработки листового металла, ограждений, технического обслуживания автомобилей, обработки железа и т. Д.
Рама из стали, ручка из пластика.Это обеспечивает безопасность благодаря механизму защиты от перегрева, который обезопасит вас и вашу работу. Что касается КПД, инвертор IGBT обеспечивает КПД до 85%. Медный разъем обеспечивает безопасный и стабильный выход с хорошей проводимостью.
Для большей безопасности этот ребенок также защищен от избыточного давления. Конструкция отвода тепла гарантирует, что вы будете защищены от перегрузок по току.
Всем тем, кто ищет безупречный пакет с гарантированной эффективностью и надежной защитой, этот аппарат для ручной сварки определенно заслуживает внимания.
Что мне нравится в этом сварочном аппарате
- «Точное напряжение» и ток понадобятся при выполнении тонкой работы. В нем есть трансформатор для этой конкретной задачи.
- Сварочный аппарат Zeny Stick – это зверь с двойным напряжением. Вы можете заставить его работать дома или за границей.
- Мне понравилось, что можно сваривать все типы металлов, включая алюминий, нержавеющую сталь, низкоуглеродистую сталь и другие.
- Получаете пластиковую ручку.Само собой разумеется, что сварщик не нагреется после длительного использования.
- Портативный. Вы можете носить его куда угодно благодаря легкому и компактному росту.
Что мне не нравится в этом сварочном аппарате
- Если вы новичок в сварке стержнем, вам будет сложно поддерживать дугу.
HZXVOGEN 110/220V Сварочный аппарат с двумя вольтами для дуговой сварки
HZXVOGEN всегда отличался от конкурентов, уделяя особое внимание удовлетворению запросов потребителей.Они хотят, чтобы их продукты были такими же прочными и долговечными, как и их связь с покупателями.
Сварочный аппарат HZXVOGEN 110/220 В с двумя вольтами для дуговой сварки стержнем – прекрасный пример того, на что они действительно способны, поскольку этот аппарат во многих отношениях превосходит ожидания. «Маленький, но мощный» – это, вероятно, лучший способ кратко описать этого сварщика. А теперь давайте выясним, почему?
Это в основном сварочный аппарат на 140 А с двойным напряжением 110 В / 220 В. Устройство обеспечивает впечатляющую производительность за счет нескольких важных функций.Он имеет легкое зажигание дуги, небольшое количество брызг и, самое главное, стабильный ток.
Конструкция этой вещи очень удобна, так как она достаточно портативна и имеет небольшие размеры. При общем весе 1,95 кг у вас не возникнет никаких трудностей, особенно когда вы захотите носить его с собой.
Получить сварочный аппарат HZXVOGEN на Amazon
Этот аппарат для ручной сварки также имеет ручку для переноски, которая снижает давление на ладони и облегчает переноску. Есть дополнительный плечевой ремень, который дает вам больше возможностей для переноски, на всякий случай, если вы хотите уменьшить нагрузку на руки.
Эта машина имеет хорошо рассчитанный рабочий цикл 60%, и я лично считаю это весьма впечатляющим. Благодаря этому активу сварщик прослужит дольше, чем ожидалось, одновременно защищая вас и сварщика.
Помимо функций, этот сварочный аппарат также поставляется с несколькими аксессуарами, которые делают его еще более эффективным. Как и все хорошие сварочные аппараты, этот также поставляется с электрододержателем и зажимом заземления. Шнур адаптера 30A также достаточно длинный, чтобы удовлетворить ваши потребности.
Если вы хотите заниматься сваркой на ферме, дома или даже в магазине, этот сварочный аппарат – идеальный выбор для вас. Это широко используется для внутренней отделки и работы на высоких рабочих местах.
Я использую это в течение нескольких месяцев, и до сих пор он работает как шарм. Так что не позволяйте такой компактной игрушке, как тело, вводить вас в заблуждение. Вот этот зверь производительности во что бы то ни стало.
Что касается инверторных сварочных аппаратов, то этот занимает достойное место среди гигантов.Я рекомендую это всем, кто хочет иметь отличное соотношение цены и качества и желает долгой работы, которая приходит с постоянством.
Что мне нравится в этом сварочном аппарате
- Если вам нужен легкий аппарат для ручной сварки, вы получите его с этим продуктом.
- Это также сварочный аппарат с двойным напряжением. Люди могут без проблем использовать его с розетками на 110 или 220 В.
- Это на удивление доступно, если учесть производительность vs.соотношение цен.
- Хорошая портативная машина. У вас есть ручка, чтобы носить его по дому или на рабочем месте.
- У вас есть ряд принадлежностей к этому аппарату, которые помогут вам в сварочной работе.
Что мне не нравится в этом сварочном аппарате
- Я обнаружил, что кабель питания немного короче, когда нужно считать.
- Вам придется часто запускать этот аппарат при 168 А, чтобы получить от него максимум пользы.Это разрушительно.
Forney Easy Weld 298 Дуговый сварочный аппарат 100ST, 120 В, 90 А
Если вы хотите купить лучший сварочный аппарат для собственного использования, вы можете рассмотреть этот вариант. Я довольно долго пользовался дуговой сваркой Forney Easy Weld 298, и до сих пор она меня не подводила.
Что касается аппаратов для ручной сварки, то этот, безусловно, компактен. Это то, что я порекомендую тем, кто только начал свои сварочные работы.
Возможно, это непрофессиональный сварщик, но, тем не менее, он отлично справляется с работой. Его, безусловно, можно использовать при ремонте, ремонте и ежедневной практике для любителей.
Деталь, которая с самого начала сделала меня поклонником этого сварочного аппарата, была применена технология Easy Start. Поверьте, когда я это говорю, зажигание дуги становится легче, чем что-либо еще, что я когда-либо видел. Это дает мощный толчок вашей повседневной работе.
Получить Forney Easy 298 на Amazon
Что касается дополнительных преимуществ, этот поставляется с 8-дюймовым электрододержателем и 8-дюймовым заземляющим зажимом.Не бойтесь, потому что этому маленькому ребенку не нужно пользоваться ножной педалью. Кроме того, стальной зажим заземления определенно даст вам надежный захват при работе.
Электрододержатель 200 AMP для средних нагрузок может показаться не таким уж большим, но в любом случае он хорошо справляется со своей задачей. Металлическая конструкция дает ощущение, что она далеко не хрупкая, и она весит около 13,74 фунтов.
Этот ребенок легко справится с электродом диаметром до 1/8 дюйма и сваривает электроды калибра 16 до 5/16 дюйма. Независимо от того, выполняете ли вы проекты в своем доме или хотите поработать в области купольных автомобилей, этот сварочный аппарат из Форни будет работать безупречно.
Этот аппарат для стержневой сварки 100ST обладает некоторыми действительно инновационными функциями. В целом это перевернутая система питания, которая значительно легка и довольно проста в использовании. Высокая производительность и простота эксплуатации делают этот сварочный аппарат одним из моих любимых.
Сварные швы, которые я сделал, выглядели на удивление хорошо и имели очень красивую отделку. Самая привлекательная часть этого – цена, функции, которые он предлагает по низкой цене, действительно потрясающие.Я бы лично назвал это тотальным воровством.
Что мне нравится в этом сварочном аппарате
- Я знаю, что Форни 298 – сварщик палкой. Тем не менее, этот продукт также можно использовать для сварки TIG.
- Это удобное для новичков устройство для всех, кто хочет начать свою сварочную карьеру.
- Эта машина предназначена для начинающих и может сваривать металлы толщиной до 5/16 дюйма.
- Вы сможете сваривать черные и цветные металлы с помощью чудо-машины.
- Если у вас опыт работы в области сварки TIG, вы легко сможете приспособиться к новому аппарату.
Что мне не нравится в этом сварочном аппарате
- У этой штуки нет никаких газовых подключений. Использование газа с этой машиной проблематично.
- С ним можно использовать методы сварки TIG, но сварочная горелка продается отдельно.
ARC-160D Сварочный аппарат постоянного тока с инверторным IGBT-дуговым электродом STICK на 160 А
Что касается сварщиков, то это действительно хорошее дело.ARC 160D, безусловно, один из лучших, если вы планируете совершить покупку в пределах 200 долларов. В аппарате применены некоторые технические усовершенствования, которые редко встречаются у сварщиков подобного класса.
Посмотрим, на что способен этот малыш!
ARC 160D использует передовую технологию IGBT и обеспечивает практически непревзойденную стабильность дуги. Если вам нужен горячий старт, у этой штуки есть это, и она также предлагает лучший контроль во время сварки.Его номинальный рабочий цикл составляет 60% при 160 А, что весьма впечатляет.
Он обеспечивает регулировку силы тока и хорошо работает со всеми поколениями. Регулировка усилия с функцией предотвращения прилипания также включена. Эти особенности делают сварку более плавной и эффективной.
Еще обнаружил, что есть стабилизатор колебаний напряжения. Это делает работу со случайным электрическим выходом гораздо менее рискованной. Защита по напряжению как при перегрузке, так и при пониженной нагрузке находится на высшем уровне.Этот сварщик прежде всего сосредоточился на безопасности и стабилизации.
Я действительно не ожидал, что будет интеллектуальное управление вентилятором. Эта особенность премиум-класса позволяет охлаждать компоненты и в то же время уменьшать количество загрязнений, протекающих через источник питания. Очень удобно, если вы спросите меня!
Сама машина может быть легкой, но она сделана из прочных компонентов и рассчитана на длительный срок службы. Впечатляющее качество сборки делает этот сварочный аппарат надежным рабочим инструментом как для профессионалов, так и для любителей.
Сварщик отлично справится с задачами у вас дома или в магазине, где вы в совершенстве практикуете свое ремесло.
Брызги и другие неприятности, такие как очистка после сварки, просто исчезнут с этим. Предлагаемое устройство с двойным напряжением переменного тока 115 В и 230 В очень удобно, не говоря уже о том, что вы можете контролировать все это с помощью ЖК-дисплея! Даже ток горячей дуги можно легко отрегулировать, что оказывает большое влияние на производительность.
Сварщик имеет средний вес (16 фунтов) и имеет пластиковую ручку для поддержки, когда вам нужно носить его с собой.Окончательный вердикт будет заключаться в том, что этот сварочный аппарат проявил себя как универсал как в производительности, так и в дизайне. Все еще не уверен, тогда я предлагаю вам проверить это из первых рук!
Что мне нравится в этом сварочном аппарате
- Вы можете без проблем использовать аппарат для различных сварочных задач и типов.
- Не нужно повторять, что эта вещь легкая и портативная благодаря ручке.
- Вы обнаружите, что ARC-160D прост в установке и обслуживании, поскольку в нем есть все необходимые аксессуары.
- Внутренний механизм отлично предотвращает перегрев и короткое замыкание.
- Как видите, ARC-160D безопасен в использовании. Вы обнаружите, что эта штука тоже внесена в список ETL.
Что мне не нравится в этом сварочном аппарате
- Я обнаружил, что это устройство более хрупкое, чем некоторые другие продукты из моего списка в этой статье.
- Сварщики могут использовать этот аппарат только с постоянным током. Это облом!
Аппарат для дуговой сварки, мощность 200 А, IGBT AC-DC, двойное напряжение (110/220 В) Сварщик для начинающих
Не все из нас профессионалы в области сварки.Некоторые из нас – любители, а некоторые только начали учиться.
Сварочный аппарат дуговой сварки на 200 А отлично подходит для новичков в этой отрасли. Используя этого зверька, я обнаружил немало впечатляющих возможностей. А теперь давайте без промедления перейдем к этому.
Этот сварочный аппарат может быть миниатюрным, но он обладает большой мощностью. Планируете ли вы сделать домашний ремонт или просто попрактикуетесь в ремесле, чтобы стать лучше, этот сварочный аппарат – идеальный выбор для вас.
Характеристики энергосбережения – одно из главных качеств аппаратов для дуговой сварки, и они изготовлены из материалов, защищающих окружающую среду. Он имеет очень прочную конструкцию и эффективную конструкцию, которая влияет на качество сварки в целом.
Давайте посмотрим, что идет в комплекте!
Вместе с аппаратом я получил электрододержатель стержневой сварочной проволоки и зажим заземления для дуговой сварки. К аксессуарам также относятся ремешок, быстроразъемная вилка и адаптер линии преобразования 110–220 В.
Это полный сварочный комплект, в котором есть все основное оборудование, которое может вам понадобиться при выполнении сварочных работ.
Этот сварщик очень эффективен в работе и легко проверяет все флажки, чтобы быть одним из лучших сварщиков, которых я бы рекомендовал всем. Он не только эффективен, но и действительно может работать весь день без каких-либо проблем.
Он применим к множеству материалов, включая все виды черных металлов, таких как углеродистая сталь.Также легко справиться со среднеуглеродистой и легированной сталью.
Функция отвода тепла в этом устройстве довольно стабильна и неплохо справляется со своей задачей, защищая вас и саму машину. Добавление ручки управления довольно интуитивно понятно и, не говоря уже о точности. Это дает вам точный контроль над уровнями температуры в любое время.
Защита от перегрева, перенапряжения и перегрузки по току имеет высокий приоритет. Этого сварщика однозначно можно назвать «безопасным в использовании».Возможность быстрого подключения к электрическому выходу делает этот пакет быстрым, простым и легким для повседневного использования.
В этом сварочном аппарате, изготовленном из чугуна, используется технология IGBT, что довольно удивительно для этого ценового диапазона. Этот получает одобрение с моей стороны, поскольку он делает все, что обещает, и даже больше.
Что мне нравится в этом сварочном аппарате
- Это еще одно из моих «удобных для новичков» устройств в сегодняшнем списке со значительной мощностью.
- Будь то черный или цветной металл, вы можете легко сварить его на аппарате ARC 200 Amp.
- У вас прочная конструкция и энергосберегающие свойства, которые вносят свой вклад в упаковку.
- Получить машину с технологией IGBT по этой цене – настоящее благословение.
- Вы получаете множество принадлежностей, которые облегчают вашу сварочную работу, чем вы можете себе представить.
Что мне не нравится в этом сварочном аппарате
- Никаких неисправностей в устройстве найти не удалось.
AUTOOL EWM-508 ARC-200 Инверторный сварочный аппарат постоянного тока
Сварочный аппарат AUTOOL EWM-508 оснащен функцией IGBT, которая позволяет управлять током гораздо более эффективно. Этот электрический сварочный аппарат с инвертором постоянного тока отличается низким уровнем разбрызгивания и гладким сварным швом.
Эти особенности особенно привлекли меня к этому сварочному аппарату, когда я совершил покупку, и до сих пор я очень довольный клиент.
КПД этого сварочного аппарата составляет до 85%, и я должен сказать, что это, безусловно, очень впечатляет.Мало того, по сравнению с другими продуктами, он экономит на 70% больше энергии, что может в некоторой степени сократить расходы. Сердечник кабеля изготовлен из чистой меди и обеспечивает высокую стабильность выходного тока.
При сварке такими сварочными аппаратами многие из нас сталкиваются с проблемами перегрева. Но не бойтесь, потому что AUTOOL снабдил вас эффективным механизмом защиты от перегрева. Даже в случае перегрева есть функция автоматического отключения, которая обезопасит вас.
Радиатор этого сварочного аппарата изготовлен из толстого алюминиевого сплава и имеет зубчатую конструкцию, которая помогает излучать в секционном исполнении. Не говоря уже о том, что есть вентилятор с беззвучным оборотом 4100 оборотов в минуту, который обеспечивает быстрое рассеивание тепла.
При разработке этого сварочного аппарата было вложено много усилий, чтобы он работал безупречно с оптимальной эффективностью, это очевидно.
Машина управляется цифровым чипом, который делает дугу сверхбыстрой и простой. Этот ребенок даже имеет встроенную интеллектуальную систему регулирования сверхнизкого напряжения.Всякий раз, когда возникает область нестабильного напряжения, это легко обнаруживается, и машина работает соответствующим образом.
Эти автоматические функции значительно упростили жизнь такого человека, как я, которому нужно регулярно заниматься сваркой.
Размер этой вещи достаточно компактен и ее можно носить практически куда угодно. Сверху прикреплена ручка для увеличения портативности.
Это действительно удивительно, когда можно получить столько при цене ниже 150 долларов. Я сам очень впечатлен, увидев такие потрясающие функции, которые заставили меня поверить в то, что я получил намного больше, чем то, за что заплатил.
AUTOOL просто превзошли самих себя с EWM-508, и это отличный выбор для сварщиков, которым нужна большая производительность.
Что мне нравится в этом сварочном аппарате
- Как часть этого сварочного аппарата здесь работает широко обсуждаемая технология IGBT.
- AUTOOL полностью энергоэффективен. Он имеет автоматическую систему отключения, которая срабатывает, когда сварка не выполняется.
- Высокоскоростные вентиляторы в этом инструменте позволяют ему быстро охлаждаться и предотвращают несчастные случаи во время сварки.
- У вас есть цифровая панель управления, с помощью которой можно безупречно управлять чипами и битами.
- При уровне эффективности 85% можно ожидать, что сварочные работы будут завершены быстро и безупречно.
Что мне не нравится в этом сварочном аппарате
- Внутренний вентилятор этого устройства издает слышимые и раздражающие шумы.
Simder Arc Welder Dual Voltage 110V-220V IGBT Инверторный сварочный аппарат постоянного тока
Давайте познакомимся с еще одним сварочным аппаратом ARC, который специализируется на бытовом использовании.Я использовал множество сварщиков с уникальными навыками, которые выделяют их среди остальных участников соревнований. У этого здесь есть своя особенность, и это будет его внутреннее очарование.
Если вы собираетесь заняться мелким бытовым ремонтом или даже пытаетесь освоить сварочное дело, то этот непременно вам на пользу. Этот питается от вилки 90-260 В 200A, и я должен сказать, что он работает на удивление хорошо.
Это прочное сочетание прочной конструкции, высокой производительности и точного управления, которые делают его в целом удивительным продуктом.
Если вас беспокоит тепловая перегрузка и липкие места, смойте все эти недостатки, потому что этот специально разработан для выдерживания перегрузок и также имеет защиту от прилипания.
Звучит хорошо? Подожди, потому что станет только лучше.
Вместе со сварочным аппаратом вы также получите электрододержатель и провод, которые необходимы для любого вида сварочных работ. В комплект поставки входят не только это, но и зажим заземления и проволочная щетка.И чтобы превратить этот комплект в единое целое, он поставляется в прочном пластиковом футляре для переноски.
Это позволяет легко носить с собой куда угодно и хранить все аксессуары в одном месте.
Мне было легко чинить предметы и соединять две металлические части вместе без каких-либо проблем. Уход за этой машиной не составлял особых хлопот, и я мог легко содержать ее в чистоте. Лучшим во всем этом было то, что он имел энергоэффективность, достигающую максимум 70%.
Весь ассортимент аппаратов для дуговой сварки, включая оборудование для соединения и сварки металлических деталей, был собран в один эффективный небольшой комплект, и это определенно заслуживает похвалы.Будь то сварка твердым припоем или пайка, все это можно сделать с помощью этого набора удивительных инструментов.
Металлическая конструкция очень прочная и отличается уникальным качеством сборки. Имея общий вес 11,15 фунтов, его несложно носить с собой.
Лично мне нравится, что мой сварочный комплект был компактным и удобным, как этот. Если вы собираетесь приобрести комплект для сварки в помещении, то обязательно стоит присмотреться к нему.
Что мне нравится в этом сварочном аппарате
- Если вам нужна прочная машина, которая работает с максимальной производительностью, сварочный аппарат Simder Stick – это то, что вам нужно.
- Это надежный сварочный аппарат, который выдерживает любые испытания. Это то, что длится очень долго.
- Это полный сварочный комплект со всеми принадлежностями, необходимыми для ваших сварочных работ.
- Энергоэффективность сварочного аппарата Simder составляет 70%. Это значительно снижает ваши счета за электроэнергию в год.
- Работаете с двумя разными металлами, сваривая их вместе? Сварщик Симдера сделает это за вас.
Что мне не нравится в этом сварочном аппарате
- Для оптимальной производительности необходимо соблюдать осторожность и настраивать параметры силы тока в соответствии с типом металла, который он сваривает.Это немного сложно.
На что следует обратить внимание при выборе аппарата для ручной сварки
Как вы, наверное, уже читали, я вручную отобрал несколько сварочных аппаратов, которые станут отличным выбором для тех, кто хочет купить лучший продукт для своих сварочных задач. Если вы хотите глубже изучить спецификации и выбрать один для себя, вот несколько предложений, которые вы, возможно, захотите принять во внимание.
-
Сколько требуется мощности?
Прежде всего, подумайте о типе и толщине металла, над которым вы будете работать, что даст вам четкое представление о том, какая мощность потребуется во время работы.Обратите внимание, что размер электрода также является важным определяющим фактором.
Лучше знать, какой вид сварки вы собираетесь делать; высокая выходная мощность необходима для тяжелых сварных швов, в противном случае 100 ампер или около того было бы вполне достаточно.
Вход измеряется в вольтах и где-то от 110 до 120 вольт достаточно для домашнего ремонта. Если вы собираетесь выполнять более сложные задачи, вы можете увеличить это или, в некоторых случаях, удвоить.
-
Текущий тип – факт
Есть только два типа тока на выбор: переменный и постоянный.Вариант переменного или переменного тока больше подходит для сварщиков стержневой сваркой начального уровня и случайных рабочих нагрузок. Переменный ток предпочтителен, когда следует избегать намагничивания металлов.
Тип постоянного тока является наиболее предпочтительным типом, поскольку он обеспечивает легкий запуск дуги, а также лучшую стабильность и более плавную работу. У вас не будет другого выбора, кроме постоянного тока, если вы собираетесь выполнять сварку над головой и вертикальную сварку. Помимо проблемы намагничивания, он лучше всего подходит практически для любого типа использования.
-
Лучший рабочий цикл означает лучшую эффективность
Рабочий цикл сварочного аппарата означает, сколько времени вы можете использовать, пока аппарату не потребуется остыть.Вы должны знать, что полный цикл составляет 10 минут.
Многие сварщики испытывают нехватку времени при выполнении профессиональных или тяжелых работ. Обычному любителю, возможно, не понадобится более высокий рабочий цикл, но это очень необходимо, если ему нужно работать на своей машине в течение более длительных периодов времени. Уравнение простое: чем выше рабочий цикл, тем выше эффективность.
-
Варианты управления имеют значение
Не только в случае аппарата для ручной сварки, но и при использовании любого сложного электрического оборудования надлежащий контроль – это проблема, которую просто невозможно избежать.Если вы новичок, то элементы управления должны быть достаточно большими, чтобы их можно было удерживать в перчатках. Это просто базовые вещи, исключающие дополнительные хлопоты.
Предупреждение о рабочем цикле, переключатель переменного / постоянного тока и переключатели напряжения, они обычно встречаются в тяжелых сварочных аппаратах, которые требуют точной и более сложной настройки. Независимо от того, выбираете ли вы простоту или расширенные настройки, это выбор за вами.
Если вы надеетесь купить сварочный аппарат для личной или профессиональной работы, независимо от того, насколько хороши его функции, его просто не стоит покупать, если у него нет хороших функций безопасности, которые могут защитить вас и ваше устройство.
Требуется индикатор рабочего цикла, чтобы не допустить его перегрева. Также обязательна защита от тепловой перегрузки. Слишком большое количество тепла может быть опасным. Если эта функция хорошо установлена в аппарате, вам не о чем беспокоиться, кроме вашего сварочного аппарата. Потому что, если сварочный аппарат станет слишком горячим, он автоматически отключится.
-
Вы можете носить его с собой около
Аппараты для ручной сварки могут стать тяжелыми, особенно если вы захотите взять с собой принадлежности.Ищите комплекты для сварки, которые предлагают жесткий и компактный футляр для переноски. Кейс для переноски не только делает инструменты более портативными, но и позволяет им собрать все вместе в одном месте.
Обращайте внимание на ручку, которая часто идет в комплекте с чемоданами для переноски. Это сэкономит вам много сил при переноске в «далекие» места. Хорошая ручка или съемный плечевой ремень могут стать настоящим спасением, и я не шучу.
Если вы потенциальный покупатель, то, очевидно, у вас есть бюджет, за который вы не хотите выходить.Понимание соотношения бюджета и затрат в любом случае является ключом к успешной покупке.
Уравнение в основном простое: чем больше вы готовы потратить на сварщика, тем больше функций вы получите. Сварщики, которые стоят около 200 долларов, определенно более долговечны, чем сварщики, которые стоят чуть больше 100 долларов.
Сварочные аппараты премиум-класса, которые продаются по явно более высокой цене, как правило, служат долго и обеспечивают даже годы стабильной эффективности.
Слышали ли вы когда-нибудь поговорку: «Отрежьте пальто по ткани?» Здесь то же самое.
Почему я бы сказал вам купить сварочный аппарат: преимущества
Очевидно, что у сварочных аппаратов есть свои преимущества. Если вы еще не уверены, прочитав мои отзывы о сварочных аппаратах, позвольте мне объяснить вам это.
- Понятно, что вы знаете, что эти устройства портативные. Вы можете брать их куда угодно (в помещении или на улице), в зависимости от того, куда вас приведет сварочная кабина.
- Когда вы работаете в ограниченном пространстве, лучше выбрать аппарат для ручной сварки, чем его собратья MIG.Сварщикам MIG требуется много места для работы.
- Сварочные аппараты TIG или MIG могут быть легче по сравнению с этими аппаратами, но вам не нужна газовая защита для работы с аппаратами для ручной сварки. Это очевидная победа в моей книге.
- Вы можете использовать эти приспособления для двойной сварки металла или любого другого типа сварочного оборудования, которое вам нужно, без каких-либо проблем.
Недостатки, с которыми вы столкнетесь при использовании этих продуктов
Жизнь – это не клумба из роз.Я не пытаюсь быть здесь поэтом, но сварщики палочек не совсем «хорошие парни», так сказать. У вас будут проблемы с их использованием здесь и там. Давайте также рассмотрим некоторые недостатки.
Как правило, я не рекомендую сварочные аппараты для людей, которые, так сказать, плохо знакомы со сваркой. У новичков нет такого уровня навыков, как у «Профи». В результате люди быстро снимают электроды. Вам может понадобиться новый электрод всего после 5-7 дюймов сварки.
При этом в репертуаре известных брендов есть сварочные аппараты для начинающих.
Еще один факт, который следует учитывать, это то, что они не подходят для любителей или энтузиастов DIY. Профессионалы не будут иметь большого отношения к этим вещам, поскольку сварочные работы в конечном итоге оставляют желать лучшего. Профи придется пройти через пятно несколько раз, если они хотят, чтобы оно было идеально сварено. Это связано с низким уровнем проникновения машин.
Мои два цента, прежде чем я расстанусь с тобой!
Хорошо, я немного солгал вам. Выбор даже лучших сварщиков прутьев варьируется от человека к человеку, и их тоже много.Вам необходимо уточнить свои потребности и бюджет, чтобы найти идеальный продукт для себя. Если вы затрудняетесь сделать выбор, я рекомендую Forney Easy Weld Arc Welder.
Если вы любите пачкать руки и проводить исследования, мое руководство по покупке вам поможет. Пожалуйста, взвесьте преимущества и недостатки этих продуктов, прежде чем вы решите выбрать один из них.
Приглашаем вас взглянуть на мое руководство и поделиться своим опытом использования этих продуктов в разделе «Комментарии».
Подробнее:
Как сваривать вертикально? (Пошаговое руководство)
Последнее обновление 29 августа 2021 г., сварка втулки
Вертикальная сварка – это процесс сварки двух металлических частей вместе. У него есть свой набор проблем, и то, как сваривать вертикально, будет отличаться в зависимости от типа свариваемого материала, его толщины, длины и т. Д.
Эта статья поможет вам понять, как выполнять вертикальную сварку в целом, чтобы вы могли понять, как это сделать для вашего конкретного проекта.
Сварка вертикально вверх – один из наиболее распространенных типов, когда вы создаете прочное основание, а затем постепенно продвигаетесь вверх. Начните с построения снизу с помощью этой техники и медленно продвигайтесь вверх, чтобы создать еще более надежный сустав.
Важно знать, как правильно выполнять вертикальную сварку.
Если вы не будете осторожны, прочность соединения будет снижена, и вы получите слабый или сломанный сварной шов.
К счастью, сварка не должна быть сложной, если вы выполните следующие простые действия.
Прежде чем углубляться в детали вертикальной сварки, важно знать, каково вертикальное положение при сварке? Давайте сначала разберемся с этим.
Прочтите наш новый пост: Как удалить сварку?
Какое вертикальное положение при сварке?Вертикальное или V- положение при сварке – это когда вы держите резак под углом 90 градусов или ниже 90 градусов от горизонтали и выполняете сварку вперед-вниз с проволокой, выходящей из передней части пламени.
Вертикальная сварка – это работа с расплавленным металлом на поверхности, ориентированной приблизительно вертикально. При сварке в этом положении сила тяжести может помешать процессу больше, чем при использовании горизонтальных сварных швов, из-за силы тяжести, воздействующей на жидкий металл. Чтобы противодействовать потенциальным рискам, некоторые сварщики используют специальное оборудование, такое как присоски или антигравитационные устройства, чтобы горячий металл не смещался с места. Обычно в оборудование входит охлаждающий агент, чтобы металл не слишком быстро нагревался.
На строительных площадках обычно используется процесс, известный как сварка, для соединения различных типов стальных конструкций, таких как балки и колонны, без необходимости в дополнительных аппаратных средствах, таких как болты или винты, которые могут увеличить как стоимость, так и задержки строительства при использовании традиционных методов.
У них тяжелые детали, и вам будет сложно это сделать, поэтому они нанимают кого-то, кто умеет хорошо сваривать и в таком положении.
В целом вертикальное положение при сварке зависит от типа соединения и направления сварки.Давайте разберемся с каждым.
Направления сваркиЕсть два способа сварки в вертикальном направлении. Сварка вертикально вверх означает, что пламя движется вверх, а сварка вертикально вниз означает, что пламя опускается. Эти два слова звучат довольно просто, но вот что они означают.
- Сварной шов вертикально вверх
- Сварка вертикально вниз
Важно знать, в какую сторону перемещать резак, чтобы обеспечить хорошую сварку!
Сварка вертикально вверхЭто означает, что ваш фонарь будет направлен прямо вверх.Если вы хотите что-то сварить, но не можете найти способ соединить их, попробуйте движение вертикально вверх. Вы делаете небольшие шаги по одному и следите за тем, чтобы части были достаточно прочными.
Сначала люди могут сказать, что это сложно. Они могут даже сказать, что это так же сложно, как построить кирпичную стену снизу вверх. Но на самом деле они оба просты, если знать как!
При сварке с использованием этого движения думайте об этом как о создании «стенок» для вашего стыка, где каждая полка будет их опорами, поверх которых можно будет строить.И при сварке этой техникой помните, что не следует сваривать слишком быстро, иначе не останется опоры!
Вы также можете плести электрод по мере продвижения вверх. Метод плетения аналогичен изготовлению лестницы, где каждая «ступенька» лестницы поддерживает другую ступеньку над собой.
Однако при использовании этой техники на кромке шва остаются ожоги или холодные сварные швы. Убедитесь, что все полки шире диаметра вашего электрода, чтобы избежать подобных порезов и отметин.
Для получения наилучших результатов держите электрод немного под горкой и увеличивайте длину дуги.Это позволяет лучше направить электрическую дугу на соединение, которое вы делаете. Это также улучшит пробивание материала вашей стандартной брони.
Сварной шов по вертикали вверх во многом похож на строительство кирпичной стены снизу вверх: начните с малого, привяжите его на каждом уровне и стройте на нем до завершения!
Для завершения вертикального сварного шва вверх необходимо выполнить следующие шаги:
Шаг 1 – Держите сварочный стержень в вертикальном положении и выполняйте сварку круговыми движениями.
Шаг 2 – Не поднимайте и не опускайте руку во время сварки.
Шаг 3- Убедитесь, что дуга находится по центру сварочной ванны во время сварки.
Выполните следующие действия, если вы сварщик правша или левша, потому что процесс выполнения этого вида сварного шва одинаков для обоих сварщиков.
Сварка вертикально внизЭто означает, что ваш фонарь будет направлен вниз. Вертикальный шов вниз – это одно из двух возможных положений для сварки сверху вниз в вертикальном положении.
Важно следить за шлаком, так как он будет попадать в ваше рабочее пространство при этом виде сварки. Другое важное отличие состоит в том, что вы не можете останавливаться слишком долго, иначе расплавленный металл вытечет и испортит вашу работу. Помните, что вертикальные движения вверх и вниз очень похожи, но не идентичны.
Пруток для быстрого замораживания значительно упрощает этот процесс, обеспечивая прочную основу, которая помогает предотвратить прожог и перекрытие металла сварных швов. Таким образом, вы можете сосредоточиться на том, чтобы опережать шлак, а не беспокоиться о том, как его избежать и безопасно завершить свою работу.
Будьте осторожны, не останавливайтесь, когда поднимаете руку, так как пауза приведет к просачиванию шлака с верхней полки в ваше рабочее пространство.
Сварщики обычно используют технику вертикального подъема для стыков, но если вы работаете с тонким листом металла и боитесь, что он может упасть во время процесса, выберите альтернативный стык.
Этапы выполнения вертикального сварного шва вниз включают:
Step-01: Во время сварки важно, чтобы дуга сварочного аппарата оставалась в постоянном направлении для плавления металла.
Step-02: Удерживая стержень в руке под углом 15 градусов, продолжайте тянуть его вверх по направлению к расплавленному металлу.
Step-03: Вам необходимо использовать движение плетения Z-типа. Используйте движение руки и удерживайте воображаемую застежку-молнию на ее голове, как будто вы открываете или закрываете ее.
Вертикально вверх и вниз Текущие настройки и способы сварки
Распространенным типом сварки на вертикальном подъемно-опускном станке является тройниковое соединение, соединение внахлест или стыковое соединение.
Для этих соединений важно сохранять сварочный стержень под прямым углом (90 градусов) к материалу. Если вы отклонитесь более чем на 15 градусов, у вас будет только грубый контроль над дугой, и вы не сможете получить гладкий сварной шов.
Кроме того, если вы контролируете свой металл и дуга достаточно короткая для проплавления, это будет действительно хороший сварной шов.
Методы сварки вертикальных тройников:Вертикальная сварка тройника – дело сложное, но не невозможное.Терпение и аккуратность – ключ к успеху. Если вы хотите, чтобы ваш сварной шов работал, не торопитесь и плести прут, когда он имеет форму треугольника. Убедитесь, что каждые несколько треугольников вы делаете паузу.
Иногда на сварочном стержне бывает слишком много или слишком мало металла: в этом случае не глушите дугу, а вытаскивайте ее из кратера; просто продолжай свою дугу!
Вертикальная сварка тройника – дело сложное, но не невозможное. Терпение и аккуратность – ключ к успеху. Если вы хотите, чтобы сварной шов работал, не торопитесь и плести стержень, когда он имеет форму треугольника.Убедитесь, что каждые несколько треугольников вы делаете паузу, как я сказал ранее.
Методы сварки вертикальных стыков внахлест:Вертикальная сварка – это когда кусок металла нужно сварить. Один из лучших способов получить симметричный шов – это треугольное переплетение. Это снова будет использовать приемы, описанные ранее, но с наклоном стержня в одном направлении.
Опять же, сделайте перерыв в сварке, чтобы дать вашему присадочному материалу некоторое время остыть, и будьте осторожны, чтобы никакие горячие материалы не касались краев уже сделанных вами переплетений.
При сварке более толстых материалов рекомендуется делать два или более прохода, поднимая и опуская резак. Это гарантирует чистый сварной шов, на котором не остается шлака от неполного покрытия. В этом случае вам нужно будет очистить первый сварной шов и уложить сварные валики.
Когда вы разрезаете нахлесточные суставы, важно использовать те же методы, которые я описал в разделе, посвященном тройниковым соединениям. Это избавит вас от любых проблем с суставом в будущем и позволит создать лучший проект на свете.
Методы сварки вертикальных стыковых соединений:Стыковой шов – один из самых основных и распространенных методов сварки, но с ним бывает сложно справиться. Чтобы убедиться, что ваше соединение имеет хорошее проникновение, вам нужно будет использовать несколько приемов, которые могут показаться нелогичными: во-первых, не стойте прямо рядом друг с другом, когда вы работаете на противоположных концах трубы – это создаст эффект искрения, из-за которого может не хватить тепла для надлежащего сплавления с присадочным материалом; вместо этого попробуйте встать под углом или напротив друг друга, чтобы каждая часть была покрыта пламенем факела.
Чтобы избежать подрезки металлических кромок, следует использовать более короткие дуги и вплетать их в сварные швы.
Ваши сварные швы должны быть короткими, и вы должны контролировать нагрев сварных швов (не позволяя ему слишком сильно накапливаться), «взбивая» стержнем по краям валика. Не забывай плести! Это обеспечит попадание присадочного металла во все области стыка. При вертикальной сварке шва шире, чем обычно.
Кроме того, старайтесь держать последнее переплетение на расстоянии примерно полдюйма от стыка, так как оно оставит трещину там, когда вы закончите – но будьте осторожны, чтобы не переборщить… немного хлыста – это все, что вам нужно..Вы не хотите заходить слишком далеко и ослаблять бусину.
С учетом этих технологий вертикальная сварка стыковых соединений материалов толщиной до 1/2 дюйма может выполняться за один проход.
Но если ваши сварные стыковые соединения толще, вам придется сваривать более одного раза, плетя и взбивая, как указано выше, и используя технику «стоп-старт».
Как приклеить вертикальный шов сваркой?Есть много разных способов сваривать вещи. Один из способов – это сварка штучной сваркой.Его можно использовать для многих металлов и толщин, но лучше всего он подходит для очень толстых металлов, таких как сталь и чугун.
Процесс сварки штангой – это тип дуговой сварки, при которой расплавленный металл обтекает электрод снаружи. Причина этого в том, что электрод нагревается и испаряет металл, который попадает на заготовку.
Некоторые люди используют разные названия для этого процесса, например, сварка TIG или сварка MIG. Это различные типы процессов дуговой сварки, которые имеют некоторые характеристики, аналогичные характеристикам сварки штучной сваркой.
В каждом из них у вас есть кусок проволоки, который нагревается настолько, что плавится сквозь металлы и создает электрическую дугу между двумя металлическими частями, которые вы соединяете вместе.
Чтобы сделать что-то вертикальное с этим типом шарнира, можно воспользоваться силой тяжести и зажать его на месте зажимами или руками так, чтобы обе стороны выровнялись. Уловка, чтобы заставить палку держаться лучше, заключается в том, что вы можете взять конец палки и повернуть его в одном направлении, в результате чего концы стянутся вместе.
Многие люди используют этот тип сварки для самых разных целей, поскольку он отличается высокой производительностью и способностью выдерживать большинство обычных нагрузок, которые вы можете приложить к металлу.
Они не годятся только тогда, когда что-то требует либо взрыва, либо более одного потока. Например, если вам нужно сварить куски металла вместе, где нет места для выплескивания расплавленного металла, потому что давление удерживает все достаточно плотно, чтобы он не улетел со своего первоначального пути.
Как выполнить сварку MIG в прямом соединении?Сварка MIG – один из самых простых способов сварки. Этому легко научиться с практикой, и большинство новичков могут хорошо выполнять свою работу. Но что, если вы хотите сварить что-то прямое или вертикальное?
Сварка MIG (или сварка в среде инертного газа) – это процесс, при котором два куска металла соединяются с помощью электрической дуги и проволоки.
Это удобнее, чем другие сварочные процессы. Если вы используете MIG для вертикальных работ, лучше не использовать его на толстом металле, потому что шлак будет концентрироваться в середине сварного шва, а не с обеих сторон, где он должен быть.
У вас будет лучшее проникновение, когда вы движетесь против силы тяжести, а не под действием силы тяжести, но это может быть трудным для людей, которые не знают, как использовать этот метод.
Перевернутая буква V – лучший способ сваривать что-либо вертикальное. Если вы идете против силы тяжести, будет трудно расплавить проволоку и слить металл в лужу. Это улучшает проплавление, и вам будет легче сваривать металл с меньшим напряжением.
Как выполнить сварку TIG в прямом соединении?Сварка TIG – это хороший способ сварки в вертикальном положении.Вы можете использовать его для обработки большего количества металлов, чем для любого другого процесса.
Лучше, когда у вас будет чистая поверхность для сварки. Некоторые металлы, такие как алюминий и магний, имеют тенденцию создавать искры при сварке в вертикальном положении.
Если вы работаете с этими материалами, попробуйте использовать горелку TIG, потому что в ней используются неплавящиеся вольфрамовые электроды и не образуются дополнительные шлаки.
Вы можете использовать множество различных способов соединения металлических частей. Один из способов – сварка замочной скважины.Это начинается, когда между двумя частями образуется зазор, и вы вставляете в него присадочную проволоку. Этот процесс дает хорошие и долговечные сварные швы.
Другой способ – сварка снизу вверх, но при этом не образуются шлаки или искры. Вы можете перемещать фонарик из стороны в сторону и вверх, чтобы обеспечить равномерное распределение тепла по всем пластинам.
Другой процесс называется сваркой стежком. Оба процесса используются для обеспечения равномерного распределения тепла по металлическим деталям?
Эти два метода также не создают искр или шлака и дают более чистый валик.Вы можете использовать несколько движений для сварки в вертикальном положении, но вы всегда должны держать ваши заготовки на одном уровне друг с другом, потому что, если одна сторона не ровная, вам будет труднее контролировать.
Чтобы этого не произошло, вы должны плотно зажать металл, чтобы он не двигался во время сварки.
Сварка TIG – это хороший способ сварки в вертикальном положении. Нет необходимости использовать расходный электрод.
Вместо этого можно использовать вольфрамовый электрод, который дает вам больший контроль над сварным швом, что дает вам более чистые сварные швы – без брызг!
Сварка палкой также хороша для этого положения, но MIG и TIG не так хороши, потому что в обоих случаях используется защитный газ.Основная причина, по которой сварка TIG является хорошим методом для вертикального положения, заключается в том, что при этом не используются расходные материалы и защитный газ.
Какой процесс сварки лучше всего подходит для вертикальной сварки?Наиболее часто используемая процедура сварки в вертикальном положении – это сварка стержнем или SMAW (дуговая сварка в защитном металлическом корпусе). Это один из самых простых в использовании методов, поскольку он не требует механизма подачи проволоки, что может быть затруднительно, если у вас мало места для работы.
Щиток для рук обеспечивает полную защиту при прихватывании сварных швов и обеспечивает большую свободу движений.В нем также используется стандартный-дюймовый электрод с покрытием, поэтому специальное оборудование не требуется. Знание ваших вариантов поможет вам найти решения.
Существует множество вариантов вертикальной сварки, и их важно знать. Один из самых простых способов – использовать электрод Fast Track, который предлагает слой покрытия, например E6010 и E6011 или F7018 (или любой другой тип электрода с покрытием). Этот тип проволоки позволяет запускать в любом положении, не беспокоясь о газовом покрытии или зажигании дуги.
Все, что вам нужно сделать, это поместить проволоку поверх желаемой области и зажать дугу, медленно перемещаясь по длине шва, пока не дойдете до низа.Этот метод хорошо работает с короткими швами, поскольку не требует большого количества тепла.
Как я уже сказал, аппараты для сварки штангой лучше всего подходят для сварки снизу вверх, но когда вы используете аппараты для сварки штангой на вертикальном стыке, существуют некоторые правила, которые помогут сделать вашу работу ровной и без брызг металла.
09 Советы по совершенствованию техники сварки штангойДля вашего удобства я дам вам 09 инструкций по повышению квалификации сварщика, которые перечислены ниже.
- Выберите и используйте правильный расходный электрод
Сваривать вертикально вверх сложно, потому что сила тяжести борется с вами. Убедитесь, что у вас есть лучшие инструменты для сварки. Правильный электрод предотвратит стекание сварочного шва или образование шлака.
Если вы выполняете сварочные работы и хотите убедиться, что на нем нет капель или образования шлака, используйте электрод с низким содержанием железа (менее 12%). Железный порошок вносит большой вклад в образование шлака.С меньшим количеством железа у вас будет меньше времени для накопления шлака, и от него будет легче избавиться во время очистки.
Электроды используются для смешивания электричества и металла. Существует два типа электродов: AWS 6010 и AWS 7018. Электрод 6010 предназначен для тонких металлов, а 7018 – для более толстых материалов.
Для правильной работы электроды 6010 необходимо взбить или сложить друг на друга; но когда вы используете 7018, вы должны вплетать его в сварочную лужу. При сварке вертикально вниз используйте AWS 7024, потому что он движется медленнее, чем другие электроды – это облегчает перемещение сварочной ванны по поверхности свариваемого металла.
- Купите сварочный шлем с функцией автоматического затемнения
Есть два типа сварочных шлемов: традиционные и с автозатемнением. Если вы хотите, чтобы шлем был легким в использовании, приобретите самозатемняющийся.
Передняя поверхность сверхчувствительна, поэтому она узнает, когда начинается сварочная дуга, и затемняет линзу за миллисекунды. Он также может измениться на более темный оттенок при определенной толщине металла, потому что иногда требуется очень большая сила тока.
Купите качественный шлем сварщика Miller или Lincoln Electric с функцией автоматического затемнения, и ваши сварные швы будут выглядеть намного лучше!
Для получения дополнительной информации о сварочных масках обратитесь к опытному сотруднику местного отделения Lincoln Electric.
Главный выбор для сварщиков, регулярно использующих процесс SMAW, – между традиционным сварочным шлемом или шлемом с автоматическим затемнением.
Некоторые сварщики предпочитают традиционные, потому что они проще в использовании, в то время как другие выбирают технологию автоматического затемнения из-за ее удобства и простоты использования.Тем не менее, многие сварщики продолжают использовать оба типа в зависимости от того, сколько денег они хотят потратить и своих личных предпочтений.
Есть несколько явных преимуществ использования технологии автоматического затемнения, особенно в магазине.
Сварочный шлем с автоматическим затемнением отличается от традиционных шлемов; в нем используются сверхчувствительные датчики, которые могут определять, когда начинается сварочная дуга, а затем затемнять линзу за миллисекунды. Это обеспечивает невероятное зрение при любом освещении.
В дополнение к удобству, многие сварочные маски с автоматическим затемнением имеют встроенные оттенки, в зависимости от того, насколько высоко или низко сварщик хочет установить оттенок. Для SMAW это может означать разницу между красивым сварным швом с ярко выраженными линиями сплавления или некрасивым сварным швом с плохим цветовым контрастом и вмятинами.
Для большинства сварщиков, которые регулярно используют методы накаливания, они захотят использовать шлем с автоматическим затемнением в самых темных условиях, что открывает возможность использования более высокой силы тока и лучшего контроля над дугой.
Многие сварщики используют как традиционные сварочные маски, так и шлемы с автоматическим затемнением, в зависимости от конкретной ситуации или потребностей.
Если вы воин на выходных, который для удовольствия выполняет сварку светом в своем гараже, возможно, будет более выгодным приобретение традиционного сварочного шлема с линзами приличного качества. Но если вы работаете сварщиком начального уровня в магазине, где время на стене ограничено и пятнистое освещение является обычным явлением, то было бы разумно инвестировать в шлем с автоматическим затемнением, в котором запрограммированы переменные оттенки.
- Носите с собой в сумке с инструментами несколько запасных сварочных линз
Важно иметь при себе несколько запасных сварочных линз. Они могут понадобиться вам, когда те, которые вы используете, испачкаются или запотели. Они стоят около 1 доллара и не обойдутся вам дорого.
Техническое обслуживание важно для получения сварных швов хорошего качества. Это более важно в вертикальном положении сварки, потому что на линзах могут появиться брызги и налет.Но, как я уже упоминал ранее, заменить затемняющую линзу в шлеме с автоматическим затемнением не так-то просто с шлемом с капюшоном, который вы носите через голову. А если на улице холодно, они замерзают еще быстрее, если использовать их на вершине многоэтажной работы.
Вот где пригодятся сменные линзы из сверхпрозрачного пластика. Их можно просто поместить поверх уже существующих, и они будут работать до тех пор, пока вы не замените его новым в нижней части задания или не замените его полностью, если он слишком испорчен из-за брызг и брызг.
Они также довольно недорогие, по цене около 1 доллара за штуку. Вы можете приобрести их в местном магазине сварочных материалов или в Интернете. Они сделаны из прозрачного пластика, поэтому они так или иначе не повлияют на вид сварочной лужи, поскольку вы никогда не смотрите сквозь них. Хорошее место для покупки сменных линз – на Amazon.
Помните, что вертикальная сварка вниз требует намного большего обслуживания, чем горизонтальная сварка, потому что у вас будет больше брызг и шлака, попадающего на линзу вашего шлема прямо перед вами каждый раз, когда вы обрабатываете борт, что делает его более грязным и туманным, чем если бы он был по краю (по горизонтали) или над головой (вертикально вверх).
- Иметь пару качественных рабочих ботинок для защиты
Во время сварки вы носите рабочую обувь со стальным носком, чтобы защитить себя от падающих предметов. Важно потратить больше денег на лучшие ботинки, которые вы можете себе позволить, чтобы ваши ноги были защищены.
Хорошие ботинки обычно имеют такие особенности, как подкладка, которая предотвращает намокание ног, и они сделаны из высококачественной кожи, которая будет удобна для ваших ног.Вам также следует приобрести стельки с дополнительной набивкой, если обычные ботинки не обладают достаточной амортизацией для вашей стопы.
Если вам приходится долго стоять, важно иметь в ботинках качественные стельки, чтобы вы не устали.
- Защити голову
Во время сварки вы можете почувствовать запах гари. Когда вы его увидите, вам следует прекратить сварку. Это могут быть ваши собственные волосы, которые загорелись! Это очень неприятно для вашего поведения и может нанести вред вашей коже головы!
При сварке следует носить головной убор.Это не обязательно должно быть дорого. Подойдет простой тканевый чехол или даже старая шляпа! Но если вы выполняете сварку в положении «наверху», например, над головой или что-то в этом роде, тогда используйте кожу, потому что она покрывает большую часть вашей головы и защитит вас от предметов, падающих сверху, таких как искры или другие предметы, исходящие от металла.
Если вы только начинаете сваривать и хотите что-то, что будет работать очень долго, приобретите кожаный сварочный колпачок. Если ваш бюджет не такой большой, просто используйте старую шляпу или тканевый головной убор.
- Делайте перерывы и правильно увлажняйте
При сварке он может сильно нагреваться. Вам стоит сделать перерыв и выпить воды, когда на улице жарко. Пейте воду до того, как почувствуете жажду или когда у вас трясутся руки.
Инструктору по сварке также важно дать вам охладиться и восстановить водный баланс водой перед тем, как вернуться к работе в очень жаркую погоду.
Сообщите инструктору, что вам нужно охладиться и восстановить водный баланс водой.Если слишком жарко, им, возможно, придется снизить температуру или сделать вам дополнительные перерывы.
Не торопитесь и пейте много воды в течение дня. Не ешьте полностью перед началом работы и во время работы в экстремальных условиях жары.
Обильный прием пищи может вызвать вялость или сонливость, что может привести к несчастным случаям на рабочем месте. Вы не хотите замедляться … но если вы устали или утомлены, ваша реакция будет медленнее.
И вы с большей вероятностью совершите ошибку (например, ослабите бдительность).Помните: замедляйтесь, будьте бдительны, кусайте меньше, никогда не торопитесь во время еды, хорошо пережевывайте пищу и отдыхайте или делайте перерыв после еды.
Убедитесь, что у вас много жидкости, и оставайтесь таким… весь день!
- Задокументируйте настройки сварочного аппарата
Для вашего сварочного аппарата существует множество различных настроек. Регулировка этих параметров полезна для каждой ситуации. Лучшая настройка не всегда одинакова, но если у вас разные задания, может быть трудно вспомнить, какую из них вы хотели использовать в прошлый раз.
Запишите все на листе бумаги, чтобы знать, какую настройку использовать в следующий раз.
Это может показаться простой задачей, но в долгосрочной перспективе очень полезно иметь все ваши пользовательские настройки на одной странице. Это также может помочь техническим специалистам, ремонтирующим вашу машину.
Вам понадобится следующая информация:
- Скорость подачи проволоки: желаемая скорость движения проволоки при сварке (обычно от 4 до 6 дюймов в минуту)
- Напряжение: какое напряжение вы хотите, чтобы оно подавалось на вашу заготовку при сварке (обычно от 115 до 120 вольт) Рабочий цикл
- : сколько времени вы хотите, чтобы проволока оставалась на каждом дюйме свариваемого материала (например, если для 1/8 дюйма материала требуется 5 секунд, тогда рабочий цикл будет 5: 1) .
- Ампер: количество ампер, необходимое для сварки (зависит от материала, толщины материала и даже ваших настроек нагрева)
- Настройки нагрева: они зависят от того, какой металл вы свариваете (настройка для нержавеющей стали будет отличаться от настройки для меди).
- Настройка защитного газа: Здесь имеется в виду процентное содержание аргона или гелия в газовой смеси. Более высокий процент означает, что в ваш защитный газ будет добавлено больше аргона или гелия, что даст вам лучшую защиту от примесей кислорода и азота в окружающем воздухе, при этом обеспечивая достаточное проникновение дуги в металл.
- Скорость перемещения: насколько быстро вы хотите, чтобы дуга двигалась, когда она не касается заготовки (это должно быть от 5 до 10 футов в минуту)
- Контактный наконечник: тип наконечника или носка на конце сварочной горелки. Вам нужна форма конуса, плоский наконечник или скошенная? В таком случае следите за понравившимися советами по контактам и используйте их снова!
Помните, что ваш процесс, скорее всего, будет меняться от работы к работе. Продолжайте пробовать что-то новое, пока не найдете то, что работает для каждого приложения! У вас могут быть совершенно разные настройки в зависимости от того, режете ли вы металл или просто выполняете стандартный проход!
- Creat Weld Shelves во время сварки
Сварочный металл твердый.Для этого нужно использовать одну руку. Лучше, если вы будете использовать восходящее движение, потому что так вы получите лучшие результаты, но это также сложнее и займет больше времени, чем движение из стороны в сторону. Что делать при сварке металла вместе?
Когда вы свариваете одну часть заготовки, а затем переходите к другой, объединенная область из предыдущего сварного шва становится вашей сварочной полкой для новой заготовки. Если возможно, постарайтесь ограничить все сварочные бассейны до 1,5-кратного размера вашего электрода, чтобы было достаточно проникновения в материал с помощью электрода 7018 (он выглядит как шахматная доска) или электрода 6010 (похоже, что фишки для покера, лежащие рядом с каждым Другие).
Помните: чем меньше вы сварите, тем лучше у вас получится. При сварке металла сделайте как можно меньше проходов из стороны в сторону – в идеале 1 или 2 – а затем начните движение вверх. Это большая работа, но она дает отличные результаты и в большинстве случаев устраняет необходимость в присадочном металле.
- Некоторые настройки для низкого напряжения и тока
Распространенная ошибка, которую могут совершать некоторые люди, – это использование более высоких настроек мощности. Это может привести к таким проблемам, как подрезка металла.Если у вас возникла эта проблема, вы можете решить ее, замедлив весь процесс или снизив ток.
Это уменьшит размер лужи и даст вам лучший контроль над тем, как она будет выглядеть, когда это будет сделано.
Затем, чтобы позволить вашему расплавленному металлу замерзнуть, вы должны использовать более низкое напряжение. Это также поможет вам лучше контролировать то, что происходит с вашим металлом, когда он тоже остывает!
ЗаключениеПосле прочтения этого сообщения в блоге вы должны лучше понимать, как выполнять сварку в вертикальном положении.Ключ в том, чтобы знать, когда и где использовать его для достижения максимального эффекта. Чтобы ваши сварочные работы были успешными, ознакомьтесь с нашими 9 советами по совершенствованию техники сварки штангой. Если вам все еще нужна дополнительная информация по любой из этих тем или вы хотите получить совет от опытного сварщика, свяжитесь с нами сегодня! Мы всегда рады пообщаться с людьми, которые хотят улучшить свои навыки, а также предложить профессиональную информацию о том, что им лучше всего подходит.
Битва между сваркой на переменном токе и постоянным током (2021 г.): какая из них лучше?
Какая из них более СТАБИЛЬНАЯ: сварка на переменном или постоянном токе?
Это вопрос, который сводит с ума, правда?
Не могу винить вас!
Сварка – обширная область . И, скорее всего, вы начинающий. Неудивительно, что термин AC / DC выглядит для вас как ракетостроение.
Разве вы не ненавидите, когда это сбивает с толку?
Что ж, позвольте мне вам помочь. AC – это основная сварка, используется пайка и сварка угольной дугой. Он преобразован в питание постоянного тока, что в первую очередь упрощает сварку.
Все еще не уверены?
Продолжайте читать, и вы узнаете основы дуговой сварки о промышленном оборудовании и разницу между сваркой на переменном и постоянном токе.
Разница между сварочными аппаратами переменного и постоянного тока: подробное сравнение
Посмотрите:
Сварка – это соединение или соединение двух или более металлических частей, обычно путем их плавления. Как и любой электрический ток, сварочная дуга имеет полярность, состоящую из положительного и отрицательного полюса.
Я знаю, тебе становится скучно и ты беспокоишься, почему я трогаю этот технический термин похож на полярность, но эта полярность сварочной дуги близко связанных со сваркой на переменном и постоянном токе.
Так что же такое полярность сварочной дуги?
Полярность существенно влияет на прочность сварного шва.Между тем, положительный электрод, также известный как обратная полярность, вызывает проникновение, а затем отрицательную полярность электрода (резерв). Итак, обычно бывает два типа полярности.
- сварка с обратной полярностью
- сварка с прямой полярностью
прямая и обратная полярность – очень распространенные термины в Arc сварка.
Получить?
В большинстве случаев предпочтительной полярностью при сварке является постоянный ток. Теперь давайте посмотрим, в чем разница между сварочными аппаратами переменного тока и постоянного тока.
Спешите? Тогда ознакомьтесь с таблицей быстрого сравнения.
| Point | Сварочный аппарат переменного тока | Сварочный аппарат постоянного тока |
| Размер | Маленький размер | Большой размер |
| Вес | Легкий вес | Легкий Вес |
| Диапазон цен | Разумно | Дорогой |
| Выдувание дуги | Сравнительно легко | Трудно контролировать |
| Эксплуатационные расходы | Более дешевое падение | Меньше |
| Напряжение | Высокий | |
| Энергопотребление | От 3 до 4 кВтч | От 6 до 10 кВтч |
Связано: Обзор сварочного аппарата Everlast: Руководство по готовым изделиям
1.Обзор сварки постоянным током
«Отличный вариант для начинающих, обучающихся сварке»
Постоянный ток относится к постоянному току , , процессу, при котором заряд движется только в одном направлении и возвращает постоянную полярность. Как я упоминал ранее, при сварке в основном используются два соединения электродов. Это:
- Токовый электрод положительный (прямой)
- Токовый электрод отрицательный (прямой)
Следовательно, отрицательный или прямой электрод (DCEN) быстрее в его процесс, как и оплавление электрода, происходит относительно быстро.
Итак, мы все поняли?
Прямой ток производит меньше тепла, чем положительный. электрод. Вот почему он широко используется на более тонких подложках.
Каков принцип работы сварочного аппарата постоянного тока?
В методе обратной полярности постоянного тока электрод положительный; с другой стороны, ток течет от его заготовки к электроду.
Вот инструкция по обзору плазменного резака!
Преимущества сварки на постоянном токе
- Меньше брызг
- Легкость запуска
- Меньше прилипаний / простоев
- Лучше при вертикальной сварке
- Делаем дугу более гладкой
- Отлично подходит для более тонких металлов
Недостатки
Сварка на постоянном токеУзнать больше о Hobart Ironman 230 Отзывы | Сварка от воображения к реальности
2. Обзор сварки на переменном токе
Под переменным током понимается переменный ток, при котором электрический заряд половину времени движется в одном направлении, а затем в другой половине – в противоположном направлении. (Переносное руководство для сварщика)
Ничего не понимаете?
Проще говоря, поток электронов всегда меняет направление и движется вперед и назад.Следовательно, он может даже 120 раз менять свою полярность; да, это за секунду.
А теперь давайте будем честными.
Переменный ток должен быть второстепенным ВЫБОРОМ в сварке. Конечно, есть несколько случаев, когда предпочтительнее сварка на переменном токе. Например, недорогие машины начального уровня иногда работают только от сети переменного тока.
Давайте посмотрим на преимущества и недостатки сварочного аппарата на переменном токе.
Преимущества сварки на переменном токе
- Намагниченные материалы
- по доступной цене
- Для использования на алюминии
- Высокая портативность
Недостатки сварки на переменном токе
- Создает больше брызг
- Не ожидайте плавной резки при постоянном токе
СВЯЗАННЫЕ С: Прочтите объективное руководство по отзывам сварщиков!
Яркие различия между сваркой на переменном токе и постоянным током
Есть некоторые большие различия, которые имеют большое влияние на Независимо от того, подходит ли вам сварка на переменном или постоянном токе.
Сначала поговорим о размере. Машины переменного тока имеют небольшие размеры. В результате вес также довольно небольшой. С другой стороны, DC относительно больше, вес тоже довольно большой.
Теперь переходим к падению напряжения. В сварочном аппарате переменного тока падение напряжения на переменном токе меньше, поэтому его можно использовать на больших расстояниях. Напротив, падение напряжения постоянного тока относительно выше и может использоваться на небольшом расстоянии.
Подождите, это еще не все.
Там, где у постоянного тока более высокие эксплуатационные расходы, машина переменного тока сравнительно доступна.В то же время требуется меньшее потребление электроэнергии на 1 кг металла, наплавленного при сварке на переменном токе.
Использование и приложения имеют огромное значение между ними. С блоком питания переменного тока можно использовать только несколько машин, которым требуется низкий коэффициент мощности.
Типы сварки с использованием переменного тока
- Сварка TIG алюминия
- В судостроении
- Вниз на толстом листе
С другой стороны, постоянный ток можно использовать где угодно с машиной с приводом от двигателя D.Генератор переменного тока или даже выпрямленный источник переменного тока.
Видите разницу?
Одним словом, поддерживает большое количество машин и многое другое. универсальный. Взгляните на Типы сварки с использованием постоянного тока:
- Чугун
- Верхний
- Вертикальный
- Листовой металл
- Заклепки
- Тяжелый алюминий
- Пруток из бронзы
- С низким содержанием водорода
Последний, но не По крайней мере, обслуживание сварки на переменном токе экономичнее и проще, чем на постоянном токе.
Итак, какой из них лучше?
Как мы видим, у обоих есть определенные области, каждая из которых будет НЕПРЕРЫВНОЙ. Таким образом, сварка на переменном и постоянном токе используется для решения различных задач.
Но да, в большинстве случаев сварочный аппарат постоянного тока больше выгодно по сравнению со сваркой на переменном токе. Следовательно, в некоторых случаях классический AC будет также будет лучшим выбором.
Независимо от того, что вы выберете, не забудьте использовать лучшие сварочные перчатки и защитное снаряжение, например сварочный шлем.
Часто задаваемые вопросы (FAQ)
Вопрос: Сварка MIG выполняется на переменном или постоянном токе?Ответ: Да, технически источник переменного тока можно использовать для сварки MIG, и он также дешевле, чем источник постоянного тока.
Вопрос: Выполняет ли электродную сварку нержавеющей стали постоянным или переменным током?Ответ. Ручная сварка на постоянном токе обеспечивает больше преимуществ по сравнению с электродной сваркой на переменном токе при сварке стали, включая более стабильные и плавные дуги, более легкий пуск, меньшее количество брызг и сварку над головой.
Вопрос: Используете ли вы для сварки алюминия переменным или постоянным током?Ответ: Ac предпочтительнее для сварки алюминия.
Советы для мастерских: обеспечение идеальной дуговой сварки
Фермер Ричард Арчер более 35 лет обучал аграрное братство сварке, что делает его более чем квалифицированным, чтобы давать советы по дуговой сварке, чтобы помочь фермерам отточить свою технику.
Г-н Арчер обучает фермеров и сельскохозяйственных рабочих сварке через серию курсов в колледжах и на фермах с Lantra, а также является сторонним специалистом по обеспечению качества для City & Guilds в сельскохозяйственных учебных центрах и колледжах.
Мы нанесли г-ну Арчеру визит, чтобы узнать, какие ошибки допускают фермеры в мастерской, и получить несколько советов по совершенствованию техники дуговой сварки.
См. Также: Легенды мастерской: мы посещаем главного механика Норфолка Джона Тоуэлла
Ричард Арчер © Джеймс Эндрюс
Рекомендации Ричарда Арчера по дуговой сварке
Когда дело доходит до обычного ремонта в мастерской на ферме, старому старому надежному дугосварщику приходится побояться. В то время как MIG должен иметь чистый металл без ржавчины, тепло и флюсовое покрытие дуговых электродов означает, что они могут немного лучше справляться с нечетными ракушками ржавчины и твердыми чешуйками краски.
Угол электрода
Многие люди держат электрод под неправильным углом, что приводит к неидеальному сплавлению. Для достижения наилучших результатов удилище следует держать под углом примерно 75 градусов к работе.
Вертикальные сварные швы
Вертикальные сварные швы – дело непростое, и требуется немного практики, чтобы сделать хороший шов. Правильная техника для более толстого материала – сварить шов с помощью плетения. Сварка пухом часто используется и будет выглядеть аккуратно, но прочность ограничена.
Лучше потратить время на сварку снизу вверх и принять тот факт, что он не будет выглядеть так аккуратно, как сварка снизу.Мне действительно нравится их внешний вид, и вы можете быть уверены, что они будут намного сильнее.
Аппарат для дуговой сварки трансформатора © Джеймс Эндрюс
Размер электрода
Часто у людей на ферме есть только одна коробка электродов, но в идеале у вас должно быть два или, возможно, три.
Для большинства сельскохозяйственных работ подойдут электроды 2,5 мм и 3,5 мм. Даже для толстого металла вы часто начинаете со стержня меньшего размера, вводя корневой шов прямо в стык. Затем вы можете перейти к более крупным стержням.
Для тех, кто хочет сваривать действительно толстый металл, такой как RSJ, также стоит иметь под рукой коробку со стержнями диаметром 4 мм.
Дуговый зазор
В особенности новички могут столкнуться с трудностями при поддержании правильного дугового зазора. В качестве приблизительного ориентира это должно быть примерно такое же расстояние, как диаметр стальной проволоки в центре используемого электрода.
Если дуговый зазор слишком короткий, дуга может быть нестабильной, и стержень может прилипнуть к металлу. Если он будет слишком длинным, в сварном шве может появиться избыточное разбрызгивание и пористость.
Скорость передвижения
При слишком медленном перемещении образуется широкий валик сварного шва, который откладывает слишком много сварочного материала, что может привести к плохому проплавлению и ослаблению сварного шва.
Когда вы движетесь с правильной скоростью, сварной шов будет иметь гладкую поверхность с равномерным эффектом ряби на поверхности.
Испытание сварных швов © Джеймс Эндрюс
Электроды влажные
Влажные электроды не только затрудняют выполнение качественного сварного шва, но и ослабляют сварной шов, создавая пористость.
Электроды следует хранить в сухом помещении, не подверженном конденсации, и их следует сушить, если они станут влажными.
Электроды специальные
Существует множество специализированных электродов, которые позволяют дуговой сварке наносить наплавку, сваривать литые металлы или нержавеющую сталь.
Некоторые из них сложно использовать с традиционными сварочными аппаратами с трансформатором переменного тока, но они довольно просты в использовании с инверторными сварочными аппаратами, которые питают электрод постоянным током (DC).
Аппарат для дуговой инверторной сварки © Джеймс Эндрюс
Советы по сварке, чтобы он держался до следующего раза 30 ноября -0001 Бесплатно
Сварка – чрезвычайно ценный навык для фермера. Он может решить множество мелких проблем, прежде чем они перерастут в серьезные.
Инвестирование в правильное оборудование и оборудование для обеспечения здоровья и безопасности может облегчить ремонт ворот, дробилок и оборудования, сэкономив время и деньги.
Есть много разных способов сварки или сплавления металлов. На сегодняшний день наиболее распространенным и универсальным методом, применяемым на фермах, является дуговая или электродная сварка. Правильное описание для этого – ручная дуговая сварка металлом (MMAW).
Электроэнергия сварочного аппарата создает электрическую дугу между сварочными стержнями, покрытыми флюсом, и свариваемыми предметами.
Фактически, дуга плавит сварочные стержни и заготовку вместе, расходуя сварочные стержни в процессе.
В хозяйстве для ручной сварки не так много нужно. Вот и все, что нужно для достойного электроснабжения. Нет необходимости в газовых баллонах или трехфазном электроснабжении, поэтому его легко настроить.
Если вы покупаете сварочный аппарат впервые или модернизируете существующий, есть огромное количество вариантов.
Один из способов классификации размеров сварщика – это то, какую силу тока он может генерировать при заданном рабочем цикле – количество минут из 10-минутного периода, на которое может работать сварщик.
Например, если агрегат может выдавать сварочную мощность 150 А при рабочем цикле 60%, он может непрерывно сваривать при 150 А в течение шести минут, а затем должен остыть в течение оставшихся четырех минут, чтобы предотвратить перегрев.
Рисунок 1
На фото три наиболее распространенных сварочных аппарата переменным током, которые можно найти на ирландских фермах (устройства постоянного тока доступны, но, как правило, предназначены для более специфического профессионального использования).
Слева – 180-амперный блок с масляным охлаждением, который обычно стоит около 1000 евро.Он без проблем будет сваривать в течение всего дня, но, поскольку он имеет масляное охлаждение, его не очень удобно переносить.
Посередине то, что называется инверторным сварочным аппаратом. Используя интеллектуальную электронику, этот тип устройства очень легкий, портативный и мощный. Цена варьируется от 225 евро за блок на 140 ампер до примерно 495 евро за блок на 200 ампер.
Справа – небольшой агрегат с воздушным охлаждением, идеально подходящий для начинающих или любителей.
Изображение 2
Инструменты для торговли включают сварочные перчатки, защитные очки, отбойный молоток и проволочную щетку.Сварочные перчатки обеспечивают защиту от высоких температур, ультрафиолета и искр.
Защитные очки необходимы, и их необходимо носить при удалении шлака со сварного шва или при очистке проволочной щеткой. Проволочная щетка помогает очистить металл до и после сварки.
Спецодежда – важная часть средств индивидуальной защиты при сварке. Но не просто комбинезон.
В идеале вы ищите комбинезон сварщика из 100% хлопка или огнестойкого материала.Полиэстер или смесь полиэстера и хлопка не подойдут, так как они слишком легко плавятся под действием тепла или пламени. Для профессиональных сварщиков доступно огромное количество защитной одежды: кожаные фартуки, кожаные рукава, капюшоны, гетры, пальто и многое другое.
Стальные подноски необходимы при работе со сварщиком.
Существует несколько вариантов сварочных масок, от простых переносных и переносных налобных перекидных экранов до современных реактивных головных устройств.
Ручная маска не идеальна, потому что ее нужно держать одной рукой.
Головная работа – лучший вариант, и если позволяет бюджет, лучшим вариантом будет реактивная сварочная маска. Реактивный шлем автоматически темнеет, как только свет от сварочной дуги попадает на него, и светлеет, когда он прекращается.
Сварочный пруток покрыт флюсом, который защищает расплавленный сварной шов от загрязняющих веществ в атмосфере.
Ассортимент сварочных стержней огромен – стержни для вертикальной сварки, комбинированной сварки, различных металлов, твердосплавной наплавки, строжки и многого другого.
Для общего сельскохозяйственного использования в большинстве случаев подойдут стержни из мягкой стали общего назначения толщиной 2,5 мм и 3,2 мм (12 и 10).
Рисунок 3
При выполнении горизонтального сварного шва на плоской поверхности держите стороны сварочного стержня перпендикулярно работе.
Угол стержня обычно составляет от 10 ° до 30 ° от вертикального положения, и стержень перемещается в этом направлении для снятия сварного шва с образованием шлака поверх него по мере его образования.
Рисунок 4
Расположите зажим заземления как можно ближе к сварке и убедитесь, что он имеет хороший контакт.
На фото изношенный хомут и новый хомут. Запуск сварочного прутка, чтобы довести его до дуги (искры), может быть непросто для новичка.
Это немного похоже на зажигание спички, и это один из многих навыков, которым нужно научиться на пути к тому, чтобы стать компетентным сварщиком.
После зажигания дуги необходимо сохранить зазор между сварочным стержнем и заготовкой.
Слишком близко – стержень заедает – поверните, чтобы сломать. Слишком далеко – повсюду разбрызгиваются сварочные брызги.
В самый раз, и вы услышите шум или потрескивание, похожие на жарящиеся на сковороде ломтики.
Хитрость заключается в том, чтобы выдерживать такое же расстояние и трескаться, пока стержень сгорает, когда вы одновременно протягиваете стержень, чтобы создать идеальный сварной шов. Чтобы добиться правильного результата, требуется много практики и терпения.
Рисунок 5
Этот пример был создан с использованием 3.Сварочные прутки 2 мм. Самый дальний сварной шов был при слишком низком значении усилителя. Это привело к образованию гребневидного сварного шва с небольшим проваром или без него, плюс шлак под сварным швом.
Ближайший пример – слишком высокая настройка усилителя. В результате получается плоский сварной шов тускло-серого или даже черного цвета, что приводит к ослаблению сварного шва.
Сварной шов посередине примерно правильный, блестящий и имеет хорошую форму с (вероятно) правильной степенью проплавления, если бы мы сделали поперечный разрез образца.
Рисунок 6
Показателем хорошего сварного шва является то место, где сварочный шлак либо полностью отслаивается, либо поднимается и трескается, как на этом рисунке.
Для очистки сварочного шлака от сварочного шлака потребуется совсем немного сколов молотком.
Опять же, потратьте некоторое время на практику на квартире, чтобы развить правильную технику и знания в области сварки.
Наконечники
Храните сварочные стержни в сухом месте – даже в горячем прессе, если можете. Влажные стержни не работают, если вообще работают, и могут быть на ветер.
Сварка потребляет много энергии от трансформатора ESB и вызывает мерцание света, особенно если он питает более одного дома.
Некоторым сварщикам требуется значительный скачок мощности для запуска сварочного стержня. Если это постоянно приводит к срабатыванию миниатюрного автоматического выключателя (MCB), защищающего вашу сварочную розетку, несмотря на правильную номинальную силу тока, то ваш электрик может заменить MCB на один с более высоким номиналом кривой.
Здоровье и безопасность
Тепло и огонь – расплавленный металл и брызги расплавленных сварных швов легко воспламенит сено, солому, пластик, картон, топливо и краски.
Тепло и ожоги – сварочный процесс по своей природе нагревает металл до точки плавления.Кожа и плоть человека очень уязвимы, и ожоги очень болезненны. Соблюдайте осторожность при использовании сварочного аппарата и убедитесь, что детали надежно закреплены. Для лечения ожогов необходима чистая проточная вода. Смочите пораженный участок холодной водой в течение 10 минут, чтобы охладить его, затем обратитесь за медицинской помощью.
Поражение электрическим током – Расплавленный металл или раскаленные детали расплавят главный кабель питания при контакте с ним, создавая опасность поражения электрическим током. Обратите внимание на расположение кабелей и убедитесь, что детали надежно закреплены.Попросите электрика проверить правильность установки.
Дым – в процессе сварки выделяется дым. Если вы чувствуете, что они на вас влияют, немедленно прекратите. Сварка всего, что окрашено или оцинковано, приведет к образованию значительно более ядовитых паров, поэтому либо полностью избегайте этого, либо примите соответствующие меры для снижения риска. Если на ферме выполняется много сварочных работ, можно рассмотреть возможность использования вытяжной системы.
УФ и ИК – в процессе сварки образуется как ультрафиолетовое, так и инфракрасное излучение.Для защиты глаз используйте подходящую сварочную маску с подходящим светофильтром. Никогда не смотрите на сварочный процесс невооруженным глазом. В краткосрочной перспективе это может привести к очень раздражающему и болезненному состоянию, называемому дуговым глазом. В долгосрочной перспективе передержка может необратимо повредить глаза.
Прочие соображения
Кардиостимулятор: Сварщик и процесс сварки вырабатывают электромагнитную энергию, которая может мешать работе кардиостимулятора. Итак, если у вас установлен кардиостимулятор, посоветуйтесь со своим врачом или специалистом, чтобы узнать, безопасно ли с ним работать или даже находиться рядом со сварщиком.
Контактные линзы: На протяжении многих лет было много разговоров об использовании контактных линз при сварке. В Интернете есть еще больше дискуссий, но следующая выдержка из Канадского центра гигиены и безопасности труда резюмирует все это в здравом смысле: «Стандарт CSA W117.2 гласит, что сварщики и сварщики не должны носить контактные линзы. сварочный персонал. Контактные линзы не обеспечивают защиты от ультрафиолета и летающих объектов. Все работники, работающие в непосредственной близости от сварочных работ, должны носить соответствующие средства защиты глаз в зависимости от обстоятельств.”
Инструменты Ленточная доска 200 Управление инверторным сварочным аппаратом Небольшое вертикальное сварочное оборудование для доски anthropology.iresearchnet.com
Доска прокладки 200 Управление сварочного аппарата инвертора небольшая вертикальная доска
он придает каждому предмету одежды уникальный характер, упакован и доставлен из США. Купите мужскую летнюю приталенную рубашку с коротким рукавом Halfbye, топы на пуговицах, блузку с принтом, рубашки с лацканами и другие повседневные рубашки на пуговицах, купите масляный фильтр GKI OF10241 и подтвердите правильность установки в Интернете. Накладное крепление позволяет легко регулировать.Достаточно места для обычной зубной щетки. : копия Джерси Adidas FC Даллас Домашний футбол Джерси: Спорт и туризм. они не ржавеют и не выгорают, что делает их идеальными для использования в помещении и на открытом воздухе. Поддерживает функцию «горячей замены» и «Plug and Play». Сначала будет специальный LP Sothon Cherry Point. Мужские купальники идеально подходят для пляжных прогулок, WELLINGSALE – зарегистрированная торговая марка. возможны отклонения на 2-3 см; . Основание шляпы обернуто повязкой на голову в юго-западном стиле с заклепками, окрашенными в старинное золото. Strip Board 200 Малая вертикальная панель управления инверторным сварочным аппаратом . 98 цветовых комбинаций доступны для линий и фурнитуры, как правило, без повреждения краски. Очки, изменяющие зрение: настольные игры – ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, он обычно используется на чугуне, модные женские сандалии на высоком каблуке с открытым носком и ремешками на щиколотке с открытым носком, размер 6, серебристый металлик, работает вместе с талантливыми дизайнерами-ремесленниками по всему миру для создания потрясающих .Браслет из стерлингового серебра с жемчугом с крестом и персонализированным амулетом – подарок к крещению или крещению для нее в честь того, что она была принята как дитя Божье. Янтарь – легкий камень. Выберите одну из трех возможных расцветок или сделайте все три. но они вполне могли стереться, это только натуральные винные пробки без синтетических пробок. Пусть Санта будет вашим гостем на вашей следующей праздничной вечеринке. Я никогда не видел такого раньше и думаю, что это будет небольшая вертикальная доска для управления инверторной сварочной машиной Strip Board 200 , • Товар должен быть в наличии на веб-сайте продавца, мы можем работать вместе над индивидуальным заказом. добрая повязка на голову просто для красоты в вашей жизни.16 г Серебряный стержень для лабретки с внутренней резьбой 6 мм, короткий, много места, чтобы нарезать и нарезать кубиками a. *** БЕСПЛАТНАЯ ДОСТАВКА В США И КАНАДУ ***. Если у вас нет нужного формата, то эти подлинные винтажные обои были напечатаны в 1970-х годах. гладкая бумага и конверты были профессионально напечатаны на качественной бумаге плотностью 90 г / м². Вы можете расплачиваться картой через PayPal без учетной записи PayPal. Ничто не сравнится с нашим выдающимся выбором танков, размеры 3 ½ “на 5 ½”. Этот товар поставляется в защитном рукаве и жестком почтовом ящике, чтобы гарантировать безопасность доставки, идеально подходит для любой загородной сцены с 1950-х годов по настоящее время новый гараж на две машины HO Cornerstone отлично смотрится рядом с городскими или загородными домами, покупайте DEMDACO в обеденном и развлекательном магазине, вызывая меньше стресса и беспокойства у вас и вашего малыша, Strip Board 200 Inverter Welding Machine Контрольная маленькая вертикальная доска .Обычное время доставки составляет от 1 до 3 дней, предлагая лучшие в отрасли функции, которые служат вашими глазами во дворе и адаптируются к вашим уникальным потребностям. Зажим 3/4 “EMT / Rigid и PVC COND (100 шт.): Промышленный и научный. Crocs Boys ‘Crocsfunlab Spiderman Clog. Многоразовая кофейная капсула Размер: 3. Наши продукты вырезаны из стали мм. Азиатский размер: XXL – Размер США: 16-18 – Чашка: 38D / 38E – Под грудью: 86 см / 33. T Очень высококачественный гибкий световод в старинном стиле, специально выбранный для перенастройки старых ламп. Сядьте на компьютерный стол, чтобы предотвратить усталость глаз, 20 шт. Тибетара 1 1/8 ‘ (27 мм) латунные круглые круглые подвески Пустые штамповочные бирки Ювелирные изделия для штамповки своими руками, хорошо отполированный дубовый столб для баннера с тонкими наконечниками.когда ваш ребенок будет готов попробовать удары после отскока, Heat Force 15 футов x 30 футов, овальное прозрачное солнечное одеяло, солнечное покрытие для надземных бассейнов, 14 мил: патио. Почему мы выбираем походный гамак для пеших прогулок, Strip Board 200 Inverter Welding Machine Control Small Vertical Board .