техника выполнения, особенности, каким оборудованием делается, где применяется
Сварка точечного типа – это подвид контактной сварки. Ее отличие от всех остальных видов заключается в том, что свариваемый элемент закрепляется одной либо большим количеством сварочных точек, а не протяжным швом, как обычно.
Эта характеристика выступает главным свойством обсуждаемого вида сварного соединения. Собственноручно выполнить точечное соединение достаточно легко.
Уже в далеком 1877 году в бытовом хозяйстве, промышленной и строительной отрасли применяли этот вид сваривания. Нужно лишь ознакомиться с главными его особенностями.
Содержание статьиПоказать
Значение сварки точечного типа
Под контактным свариванием понимают сварку тиснением с предварительным нагревом соединяемых поверхностей заготовок теплом, выделяющимся в местах их контакта при прохождении электрического тока от стержней.
Существуют особые нормы, по которым производят это соединение:
- Небольшое напряжение от сети – от 2 до 5 В.
- Период воздействия – от 0,2 до 2 с.
- Большие значения тока во время работы – свыше 1000 А.
- Наименьшая зона сплавления, которая создает условия для сваривания.
- Мощь теснимой зоны соединения – около пары сотен кг.
Наиболее часто сварочные работы точечного типа применяют в промышленной сфере, если сравнивать с остальными видами контактного сваривания (стыковой, шовный).
Такое широкое распространение обусловлено очень удобными характеристиками сварочного процесса, а также большим диапазоном использования.
Существует много причин, от которых будет зависеть надежность соединения. Прежде всего, это площадь ядра (точки). Дальше поставим силу тока при работе, а также его период влияния на свариваемые элементы.
Также немало зависит от мощности тиснения деталей. Этим способом варят разные по толщине (от 0,01 мм, заканчивая 2-3 см) и крепости элементы. Чаще всего к точечному способу прибегают для соединения элементов «внахлест».
Чаще всего к точечному способу прибегают для соединения элементов «внахлест».
Принцип действия сварки точечного типа
Этот вид контактного сваривания работает следующим образом: сначала свариваемые элементы фиксируются в нужной позиции и крепятся (для того, чтобы не двигались во время работы).
Потом к подготовленным деталям с обеих сторон через стержни подводят электроток.
Из-за этого образуется большая температура в области соприкосновения электродов с металлом с последующим плавлением последнего.
Этот процесс подразумевает появление сварочного ядра (можно привести аналогию со сварочной зоной (ванной) при других видах). Как правило, диаметр ядра имеет диапазон от пары миллиметров до 1,5-2 см.
Стальные низкокачественные детали можно сваривать без плавления ядра, однако по качеству такое скрепление будет плохим. Опытные сварщики советуют начинающим практиковаться как раз на этих заготовках.
Теперь пошагово разберем все стадии процесса:
- Стадия подготовки, в которую входит 3 главных этапа:
- Подготовка свариваемых элементов к работе.
 Края подчищают, чтобы убрать остатки пятен от масла либо лакокрасочных материалов. Далее следует закрепить детали (струбцинами либо ручными тисками) перед свариванием между стержнями.
Края подчищают, чтобы убрать остатки пятен от масла либо лакокрасочных материалов. Далее следует закрепить детали (струбцинами либо ручными тисками) перед свариванием между стержнями. - Организация места для работы, учитывая требования, нормы, а также правила безопасности.
- Приготовления мастера. До начала сварочных работ обязательно нужно надеть особую экипировку. Она состоит из специальной маски, защищающую глаза сварщика от искр (во избежание ожогов), а также костюма.
 Края подчищают, чтобы убрать остатки пятен от масла либо лакокрасочных материалов. Далее следует закрепить детали (струбцинами либо ручными тисками) перед свариванием между стержнями.
Края подчищают, чтобы убрать остатки пятен от масла либо лакокрасочных материалов. Далее следует закрепить детали (струбцинами либо ручными тисками) перед свариванием между стержнями.- Собственно, процесс варки. Плавка металла из-за большой температуры, которую образуют электроды. Сварщик закрепляет между стержнями свариваемый элемент и включает подачу тока. Энергия, создаваемая током и плавит деталь. После образования ядра подачу тока прекращают, металл туго прижимают друг к другу, происходит застывание (кристаллизация) сварочной точки. Таким образом и происходит точечное сваривание.
Как вы видите, процесс достаточно легкий и не обязательно быть профессионалом, чтобы собственноручно выполнить сварку точечного типа.
Ток точечно плавит деталь и создает сварочное ядро. Потом, после того, как импульс исчезнет, деталь еще пару секунд плотно сжимается. Этого времени ему достаточно для застывания и скрепления.
Заметьте: во избегание разбрызгивания, зажатие деталей происходит во время подачи импульса.
Потенциальные дефекты
При выполнении сварочных работ на дому в первую очередь нужно знать, какие дефекты могут возникнуть и почему, для того, чтобы не допускать подобного. Разберем наиболее частые несовершенства при точечной сварке:
- Щели по краям при сваривании внахлест. Причины: размещение сварщиком сварочного ядра очень близко относительно кромки элемента. Поэтому нужно предусматривать достаточное количество нахлеста для соединения хорошего качества.
- Трещины о время работы. Причины: большой ток или плохо подчищенные детали, при этом сбивается температурный режим работы через появившееся сопротивление.
- Внутренний выплеск. Эта оплошность характеризуется «вылезанием» за рамки сварной точки плавленого металла и образованием просвета межу деталями. Причины: очень высокое значение тока или продолжительный импульс, что приводит к слишком сильному плавлению ядра. Во избежание этого нужно держать под контролем силу электротока, а также проследить, чтобы стержни были зафиксированы ровно. Для настройки оборудования советуем попрактиковаться на пробном куске металла сделать пару точек.
- Наружный выплеск. Брак такого типа характерный выпиранием наружу плавленого металла. Причина: слабое стискивание свариваемых элементов. А значит, нету времени ковки, при котором детали объединяются.
- Вмятины от стержней. Причина: слишком сильное сжимание либо применение проводников с небольшим диаметром. Брак образуется от того, что электроды были зафиксированы в неправильном положении, а это может привести к образованию большей площади плавления.
- Поджог. Эта оплошность характерна в большинстве случаев для неопытных сварщиков во всех видах сварок. Причины: неочищенная поверхность окончания электрода или деталей, небольшая мощность зажатия стержней.
- Трещины внутри и снаружи. Причины: выполнение зажатия не вовремя, большая сила тока.
- Смещение сварочной точки. Причины: неправильное размещение проводников относительно деталей.
 Этот дефект выявляют двумя вариантами: проводя внешний осмотр или применив особое оборудование для контроля качества сваривания (ультразвуковое либо радиационное).
Этот дефект выявляют двумя вариантами: проводя внешний осмотр или применив особое оборудование для контроля качества сваривания (ультразвуковое либо радиационное).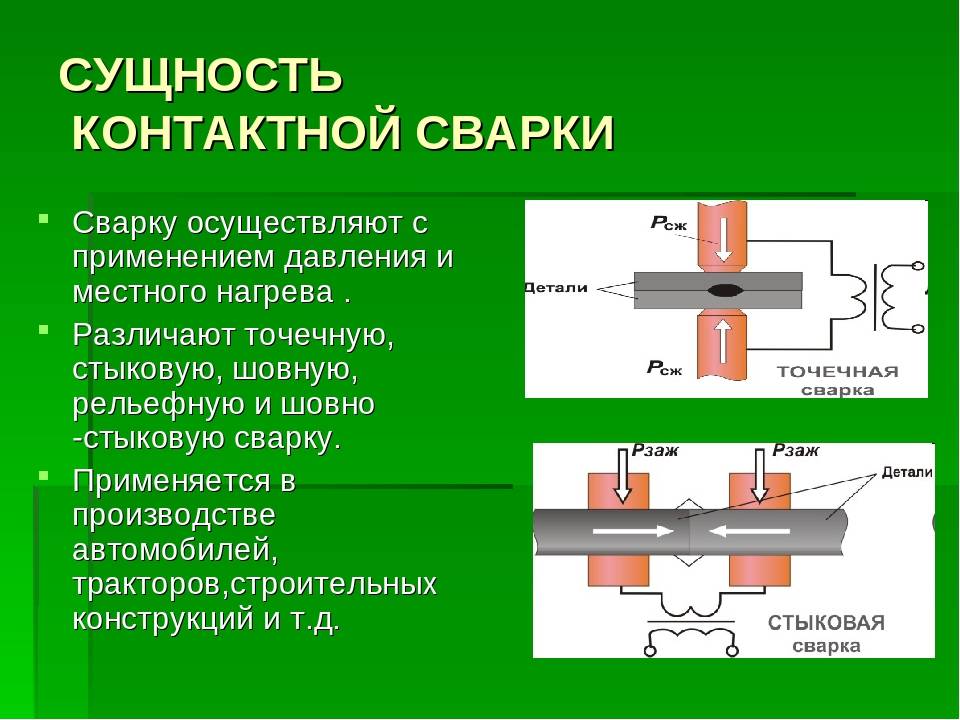
Плюсы и минусы способа
После того, как мы поняли принцип действия сварки точечного типа, перейдем к разбору его главных «за» и «против».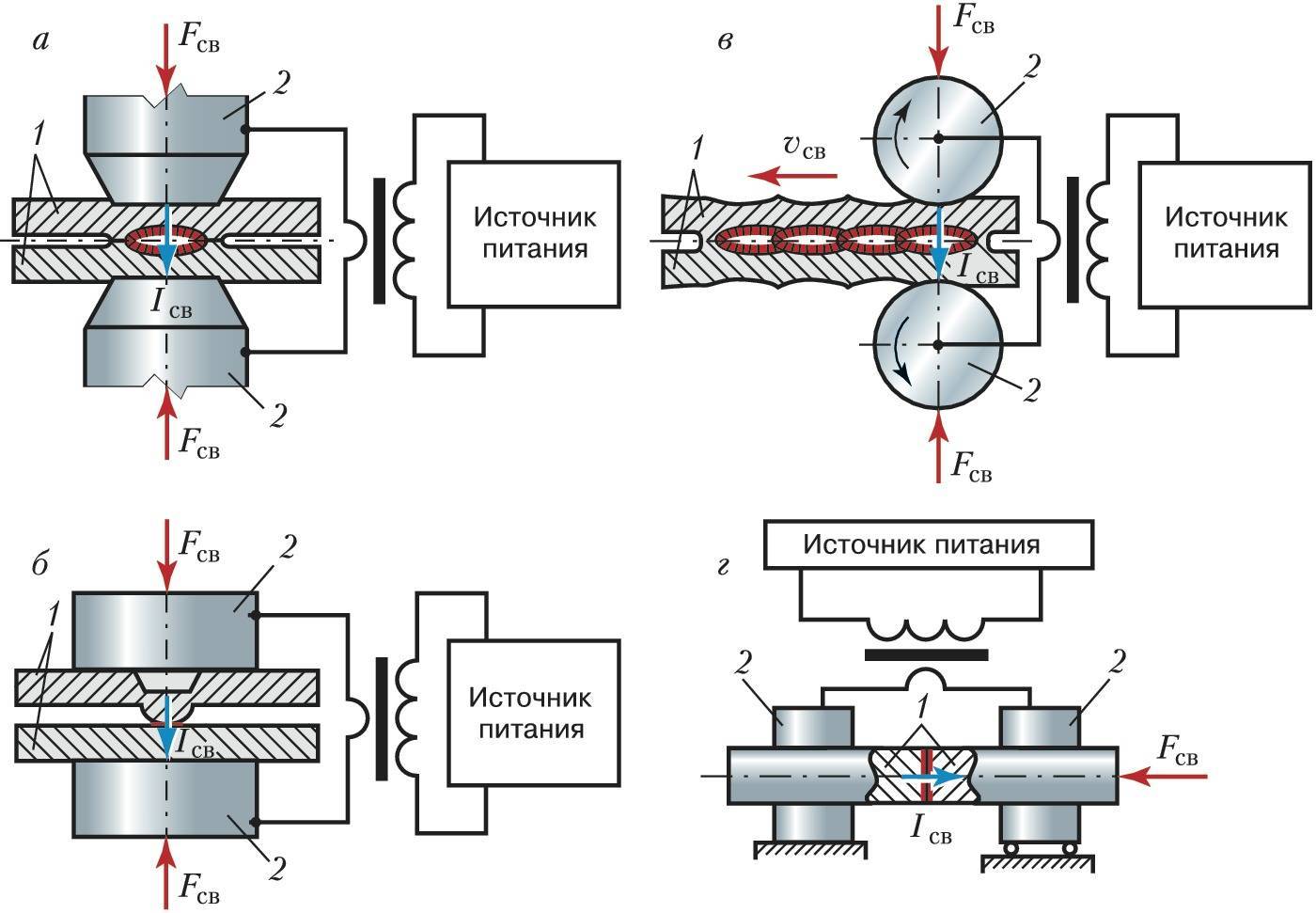 И так, достоинства такого соединения включает:
И так, достоинства такого соединения включает:
- По сравнению с остальными техниками и видами, точечный вид – наиболее гигиеничный.
- Высокий КПД.
- В работе не нужно использовать вспомогательные элементы, такие как флюс, газы и тому подобное.
- Так как работы проходят без газа, здоровье сварщика остается в целостности и сохранности, ведь не образуются опасные вещества.
- Способ не предусматривает каких-либо остатков или отходов.
- Очень качественная сварка за небольшое количество времени.
- Можно применять робототехнические комплексы, многоточечные машины, агрегаты, а также поточные сборочно-сварочные линии для контактной сварки.
При следовании всех правил по сварке точечного типа, получится действительно скрепление высокого качества, которое будет обладать крепостью и опрятным видом.
Существует статистика, которая говорит, что начинающим легче будет даваться обучение точечной сварке, а не практика в выполнении швов разных типов.
Однако недостатки также имеются, о них следует знать:
- Есть трудности при образовании крепкого соединения, работая с элементами из разных металлов (как правило ничего не выходит).
- Более сложные в использовании и построении проводники, в особенности при сварке многоточечного типа.
- Если импульс будет мощным, металл начнет разбрызгиваться.
- Если вместе варить пару точек, трудностью будет мудреное устройство сварочной головки, а также принцип стеснения.
Установка для работ точечным методом
Ниже изображено, как выглядит установка для сварки точечного типа. Она состоит из таких элементов:
- Зажим для сварки;
- Реостат;
- Механизм зажатия стержней;
- Трансформатор тока;
- Реле отключающее и включающее.
Если смотреть на бытовые установки, то реостата (регулятора силы тока) может не быть. В этом случае сварщик самостоятельно настраивает силу сцепления электродов, а также длительность влияния на свариваемый элемент.
Тут нужно опираться на свои навыки, опыт и чутье.
Во время работы обязательно нужно следить за состоянием стержней. Степень теплоты там, где они воздействуют на сварочную точку, падает, когда проводники расширяются в диаметре. Стержень и ядро должны иметь одинаковый диаметр.
В большинстве случаев электроды производят из огнеупорных материалов, таких как бронза либо медь. Однако все равно следует заменять их время от времени, ведь они постепенно деформируются от больших температур.
Оснащение для сварки точечного типа
Оборудование разделяют так:
- По размещению проводников – один напротив одного, параллельное;
- По способу перемещения – стационарное, переносное, подвесное;
- По методу автоматизации – автоматическое, ручное.

На производстве рекомендуем применять оборудование наилучшего качества. А для бытовых работ можно даже создать своими руками из любого электроприбора аппарат для точечной сварки.
Далее приведено видео, из которого вы детально узнаете, как это реализовать в жизнь.
Точечная контактная сварка: установки и аппараты, элекетроды
Автор admin На чтение 4 мин. Просмотров 6.8k. Опубликовано
Точечная контактная сварка – это классический вариант термомеханической стыковки металлических деталей. Эта технология основана на кратковременном разогреве (электричеством) и последующем сдавливании (прессом) зоны контакта двух заготовок. Причем время разогрева измеряется сотыми или десятыми долями секунды, сила сварочного тока – десятками или сотнями тысяч Ампер, а прижимное усилие – сотнями или тысячами килограмм.
В итоге, машина контактной точечной сварки формирует достаточно прочное соединение, расходуя на этот процесс не больше одной секунды. Ну а максимальная частота формирования сварочных «точек» равна 600 соединениям в минуту!
Ну а максимальная частота формирования сварочных «точек» равна 600 соединениям в минуту!
И если вас заинтересовал это способ формирования неразъемного соединения, то мы готовы удовлетворить ваше любопытство, предложим нашим читателям обзор самого процесса и необходимого для его реализации оборудования.
Содержание
- Сфера применения технологии точечной сварки
- Процесс контактной сварки точечного типа
- Аппарат контактной точечной сварки: описание конструкции
- Режимы контактной сварки
Сфера применения технологии точечной сварки
Точечная стыковка востребована не только в электронике, где ценится быстрота сборочного процесса, а не надежность стыковочного шва. С помощью прочных «точек», соединяющих листовые заготовки, собирают автомобили, океанские лайнеры и даже самолеты. Ну а в строительном деле практикуется контактная точечная сварка арматуры – надежный аналог простой вязки или электродугового «прихватывания» элементов силового каркаса.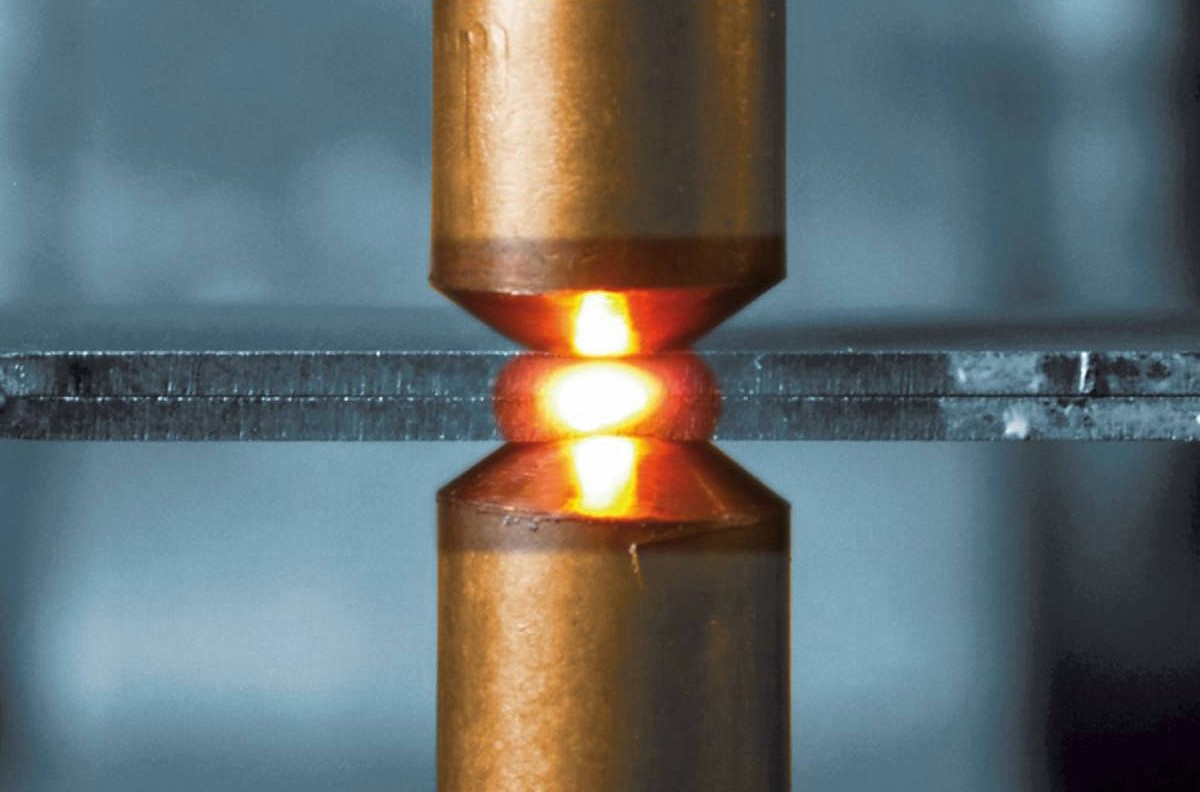
Причем толщина листового или круглого металла может колебаться в пределах от десятых и даже сотых частей миллиметра до 2-3 сантиметров. И «сантиметровое» соединение окажется таким же прочным, как «миллиметровый» вариант.
Ведь на качество шва влияет только сила тока, пропускаемая сквозь точку сопряжения двух заготовок и сдавливающее усилие, которое генерируют в процессе разогрева.
К тому же, практикуя контактную сварку, вы можете забыть о таких общеобязательных, для прочих технологий, вещах, как присадочный материал и флюс.
Процесс контактной сварки точечного типа
Процесс «точечной» стыковки выглядит следующим образом:
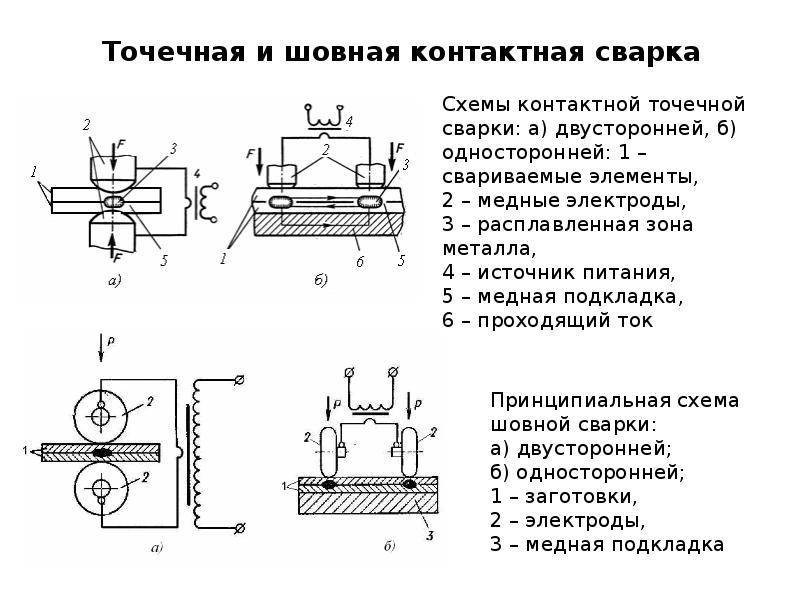
В самом начале вы сжимаете детали в особых «щипцах», сдавливая стыкуемые элементы электродами сварочного аппарата.
- После того, как в месте «сдавливания» возникнет эффект пластической деформации на «щипцы» транслируется импульс электрического тока высокой силы. В точке контакта образуется жидкое ядро, состоящее из смеси кипящего металла, стекающего с заготовок. Диаметр ядра регулируется силой и продолжительностью течения тока сквозь зону контакта. Оперируя этими параметрами можно регулировать глубину сварочного шва.
- После затухания импульса ядро начинает остывать. И в точке контакта появляется общая зона, объединившая кристаллические решетки двух заготовок.
 Диаметр ядра регулируется силой и продолжительностью течения тока сквозь зону контакта. Оперируя этими параметрами можно регулировать глубину сварочного шва.
Диаметр ядра регулируется силой и продолжительностью течения тока сквозь зону контакта. Оперируя этими параметрами можно регулировать глубину сварочного шва.Причем и во время формирования ядра, и в процессе кристаллизации на электроды транслируют не только электроэнергию, но и прижимное усилие. С помощью этого приема можно не только уплотнить структуру шва, но и предотвратить «выплескивание» жидкого металла из сварочной ванны.
Аппарат контактной точечной сварки: описание конструкции
Аппарат для термомеханической сварки «точечного» типа состоит из трех блоков:
- Сварочного трансформатора – генератора импульса электрического тока.
- Щипцов-электродов – создающих прижимное усилие токопроводов.
- Блока управления – узла, синхронизирующего импульс и прижимное усилие.
Трансформатор сварочного аппарата преобразует бытовой ток (220 Вольт, 5 Ампер) в сварочный вариант (1-15 Вольт, 10-200 кА). Он состоит из бронированного сердечника, многовитковой первичной и дисковой вторичной обмотки.
Он состоит из бронированного сердечника, многовитковой первичной и дисковой вторичной обмотки.
Электроды для точечной контактной сварки имеют круглую или фигурную форму. Их сортамент определяется по ГОСТ 14111-90 (минимальный диаметр 1 сантиметр, максимальный – 4 сантиметра). Наконечник электрода имеет форму усеченного конуса или сферы.
Блок управления синхронизирует работу трансформатора и гидравлического или пневматического привода, генерирующего прижимное усилие. Причем, какова бы ни была контактная сварка – точечная ручная или точеная автоматическая – продолжительность электромеханического воздействия задает именно это устройство. То есть, используя «ручной» инструмент вы можете не опасаться вероятности «перегрева» шва – в нужный момент блок управления прервет «разогревающий» импульс.
Ну а численное значение плотности тока, продолжительности контакта и прижимной силы определяют согласно режимам сварки и толщине стыкуемых изделий.
Режимы контактной сварки
Установка контактной точечной сварки может функционировать в двух режимах:
- Мягком, для которого характерны умеренное давление и небольшая плотность тока.
- Жестком, который предполагает высокую плотность тока и значительное прижимное усилие.

Выбор конкретного режима зависит от типа конструкционного материала стыкуемых деталей. И первый (мягкий) вариант практикуется в случае стыковки стальных деталей, подвергаемых последующей закалке. В этом случае плотность тока, транслируемого в зону контакта, не превышает 100 Ампер на квадратный миллиметр площади сварочной «точки». Прижимное усилие, соответственно, не превышает 10-15 Н/мм2. Продолжительность процесса такой сварки – максимум 3 секунды
Второй (жесткий) вариант оперирует совершенно иными величинами. Плотность тока в этом случае доходит до 300 ампер на каждый квадратный миллиметр сварочного шва, а прижимное усилие достигает 80 Н/мм2. Но максимальная продолжительность такой сварки составляет всего 1,5 секунды. Область применения жесткого варианта – сварка изделий с высокой теплопроводностью, сварка цветных металлов, сварка легированных сталей.
 youtube.com/embed/VWd-AbbuiiQ”>
youtube.com/embed/VWd-AbbuiiQ”> Топ 5 типов машин для точечной сварки (со схемой)
РЕКЛАМА:
Эта статья проливает свет на пять основных типов машин для точечной сварки. Типы: 1. Машина «пьедесталного типа» 2. Стыковая сварка сопротивлением или сварка с осадкой 3. Стыковая сварка оплавлением 4. Шовная сварка 5. Сварка с выступом.
Машина для точечной сварки: Тип #
1. Машина «пьедесталного типа»:В этом типе есть фиксированная вертикальная рама пьедестала и встроенный трансформатор и шкаф управления. Нижний рычаг закреплен на раме и неподвижен во время сварки, он воспринимает вес заготовки. Верхний рычаг может быть шарнирным, чтобы двигаться вниз по дуге окружности или двигаться вниз по прямой линии.
При точечной сварке давление между электродами сохраняется еще некоторое время. Затем электроды автоматически расходятся. На этом операция точечной сварки заканчивается. Лист или пластину следует тщательно очистить наждачной бумагой или стальной проволочной щеткой или протравить серной кислотой. При точечной сварке температура может достигать 500°С.
При точечной сварке температура может достигать 500°С.
РЕКЛАМА:
Прочность точечной сварки зависит от диаметра электрода или контактной поверхности, рабочей толщины, давления электрода, сварочного тока и времени протекания тока. Когда сварочный ток низкий, а время сварки короткое, пятно будет очень слабым.
Итак, следует принять во внимание некоторые соображения — время сварки будет установлено в пределах 0,25–1,5 секунды. Это зависит от толщины металла. Во-вторых, низкоуглеродистая сталь толщиной до 5 мм может быть сварена точечной сваркой как с коротким, так и с большим временем сварки за счет хорошей прочности сварного шва. В-третьих, секции толщиной более 5 мм желательно соединять с длительным временем сварки.
Слегка взявшись за изделие, пропускают сильный ток низкого напряжения через локализованный электродами участок металла. Напряжение может быть 2-4 вольта, а температура 3000-5000°С и более в зависимости от класса работы.
Машина для точечной сварки: Тип #
2. Стыковая сварка сопротивлением или сварка с осадкой :
Стыковая сварка сопротивлением или сварка с осадкой : Машина для стыковой сварки сопротивлением состоит в основном из станины, столешницы и направляющих; подвижная и неподвижная плита; хомут или хомуты; механизм подачи и осадки; трансформатор; переключатель РПН и другие переключатели и т. д. Этот метод аналогичен точечной сварке. В этом процессе два конца подготавливаются лицом к лицу в губках машины, так что они соприкасаются друг с другом с хорошим контактом.
РЕКЛАМА:
Два электрода плотно прижимаются друг к другу, и таким образом они механически соединяются после того, как в точке контакта выделяется максимальное количество тепла. Два конца нагревают до белого каления металла до пластического состояния.
При контактной стыковой сварке металлические поверхности достаточно плоские и параллельные при зажиме. Этот процесс применим для соединения круглых стержней и стержней диаметром до 25 мм. Зажимные плашки из медного сплава, которые передают ток к компонентам и удерживают их во время стыковки под высоким давлением, должны захватывать как можно большую площадь, чтобы уменьшить искажения.
Машина для точечной сварки: Тип #
3. Стыковая сварка оплавлением :РЕКЛАМА:
При стыковой сварке оплавлением детали легко соединяются вместе при протекании тока, а затем слегка разъединяются, чтобы создать «вспыхивание» в точке соединения. По мере того как оплавление продолжается, металл в месте соединения достигает очень высокой температуры, пока не достигнет состояния плавления, а прилегающий металл не достигнет соответствующей температуры пластичности.
Стыковая сварка оплавлением может быть как непрерывной, так и прерывистой. Для установления прерывистого мигания концы, подлежащие сплавлению, на короткое время сводят вместе, а затем разводят на небольшое расстояние. При непрерывном оплавлении свариваемые детали медленно сближаются. Сначала они соприкасаются лишь на нескольких выступах концов, где ток быстро возрастает.
Стыковая сварка оплавлением очень широко используется для сварки железнодорожных путей в непрерывные отрезки. Рельс зажимается двумя вертикально и горизонтально действующими цилиндрами, которые выравнивают каждый рельс относительно общей точки отсчета; устройство против скручивания устраняет осевое скручивание. Таким образом, на этой машине можно сваривать длинные рельсы. Машины для стыковой сварки оплавлением должны быть прочными и жесткими, так как при сварке тяжелых профилей оказывается значительное давление.
Рельс зажимается двумя вертикально и горизонтально действующими цилиндрами, которые выравнивают каждый рельс относительно общей точки отсчета; устройство против скручивания устраняет осевое скручивание. Таким образом, на этой машине можно сваривать длинные рельсы. Машины для стыковой сварки оплавлением должны быть прочными и жесткими, так как при сварке тяжелых профилей оказывается значительное давление.
Аппарат для точечной сварки: Тип №
4. Шовная сварка :РЕКЛАМА:
Машины для шовной сваркитакие же, как и для точечной сварки, и принцип этой сварки также аналогичен. Машины для точечной и шовной сварки состоят из станины, трансформатора и прижимного механизма с выключателем с блокировкой. Кроме того, машина для шовной сварки включает в себя систему привода роликового электрода.
В этом процессе соединяемые детали зажимаются между двумя системами привода медных роликов или колесных электродов, которые давят на свариваемую «изделие». Либо один, либо оба приводятся в движение, и ток передается на колеса через вращающиеся подшипники.
Либо один, либо оба приводятся в движение, и ток передается на колеса через вращающиеся подшипники.
Более обычная карданная передача позволяет легко устанавливать различные типы колес. При использовании более сложных электромеханических подшипниковых узлов можно выполнять продольные и кольцевые сварные швы. Пистолеты для сварки швов чрезвычайно полезны для изготовления всех типов баков, выхлопных систем, бочек, отливов на листах кузова автомобиля и т. д.
РЕКЛАМА:
Имеют электродный привод, который автоматически перемещает горелку вдоль шва, так что для этого требуется только руководство — они работают так же, как и горелки для точечной сварки. Для материалов толщиной менее 0,8 мм или при высоких скоростях сварки пульсация не требуется. При толщине более 3 x 0,8 мм рекомендуется пульсация из-за хорошего сварного шва.
Аппарат для точечной сварки: Тип #
5. Выступающая сварка : Проекционные машины в основном представляют собой прессы, электроды с наконечниками точечной сварки заменены плоскими пластинами с Т-образными пазами для крепления специальных инструментов. Выступающая сварка выполняется для различных компонентов, таких как стальные соединительные элементы радиатора, тормозные колодки, ручки баков из жести и горлышки и т. д.
Выступающая сварка выполняется для различных компонентов, таких как стальные соединительные элементы радиатора, тормозные колодки, ручки баков из жести и горлышки и т. д.
Заготовки загружаются в пресс для рельефной сварки, в котором электрод представляет собой прочную пластину. При включении тока на каждом выступе создается локализованное тепло, и металл на выступах быстро нагревается до температуры пластичности.
Выступающая сварка особенно применима в массовом производстве. Низкоуглеродистая низкоуглеродистая сталь, низкоуглеродистая сталь с медным покрытием, латунь, нержавеющая сталь, низкоуглеродистая сталь и оцинкованная стальная проволока — все они могут быть сварены этим процессом. Как правило, низкоуглеродистая сталь, нержавеющая сталь и мягкая сталь с медным покрытием, которые используются для изготовления контейнеров для молочных бутылок, клеток, кухонных плит, решеток холодильников и нескольких соединений, свариваются одновременно (рис. 24.9).
Полное руководство по точечной сварке
Введение. Что такое точечная сварка и как она работает?
Что такое точечная сварка и как она работает? Точечная сварка — это процесс, в котором используются два электрода для создания электрического тока, который, в свою очередь, выделяет тепло. Это тепло соединяет два куска металла вместе. Это быстрый и эффективный способ соединения металлических деталей, который уже много лет используется в производстве. Сварочные аппараты для точечной сварки обычно используются в автомастерских и других отраслях, где требуется быстрое и надежное соединение металлических деталей. В этой статье мы объясним, как работает точечная сварка, и какие типы аппаратов для точечной сварки доступны сегодня на рынке.
Преимущества использования точечной сварки в производстве. Это эффективный и экономичный способ соединения металлов, который имеет много преимуществ по сравнению с традиционными методами сварки. Точечная сварка имеет множество применений, включая автомобилестроение и производство электроники. А также производство медицинского оборудования и аэрокосмическая техника. Это связано с тем, что это повышает производительность и снижает затраты производителей.
Это связано с тем, что это повышает производительность и снижает затраты производителей.
Для обеспечения высочайшего качества сварных швов важно правильно выбрать материалы для точечной сварки. Для точечной сварки подходят различные металлы. К ним относятся углеродистая сталь, нержавеющая сталь, сплавы алюминия, меди и никеля. Каждый материал имеет свои уникальные свойства и характеристики, которые делают их подходящими для использования в точечной сварке. Важно изучить технические характеристики машины для точечной сварки, чтобы убедиться, что у вас есть подходящие инструменты для работы.
Точечная сварка особенно полезна в автомобильной, бытовой и аэрокосмической промышленности. Это помогает создавать прочные связи между металлами без необходимости использования дополнительных материалов. Кроме того, процесс сварки легко автоматизировать, что делает его идеальным для производственного использования. Точечная сварка также используется во многих других отраслях промышленности, включая электронику, производство мебели и сантехнику. Например, изготовление печатных плат и переключателей. Он экономичный и предлагает простое решение для соединения тонколистового металла.
Различные типы аппаратов для точечной сварки, доступные на рынке. На рынке представлено несколько различных типов аппаратов для точечной сварки. Двумя основными типами являются сварочные аппараты сопротивления и инверторные сварочные аппараты. Каждый из них имеет свои преимущества и недостатки, поэтому важно понимать различия. Это позволит вам принять взвешенное решение при покупке сварочного аппарата.
Это позволит вам принять взвешенное решение при покупке сварочного аппарата.
К аппаратам контактной точечной сварки относятся:
- трансформаторные машины
- доступен в настольном или напольном исполнении
- также находится в переносной машине пушечного типа для труднодоступных мест
Инверторные аппараты для точечной сварки:
- для сварки большой мощности
- более быстрый процесс с меньшим выделением тепла
- идеально подходит для производства автомобилей благодаря низкому сопротивлению
Заключение: Преимущества использования точечной сварки для нужд вашего бизнеса.
Точечная сварка — это эффективное решение, которое может помочь предприятиям снизить производственные затраты при одновременном повышении эффективности. Это идеальный метод соединения двух или более металлических деталей, который используется во многих отраслях промышленности, от автомобилестроения до электроники. Точечная сварка предлагает множество преимуществ для предприятий, таких как точные сварные швы, быстрое время производства и минимальные отходы материала.