Инструкция по монтажу полипропиленовых труб — Статьи — СантехЛайт
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы полипропиленовые соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг.
При монтаже полипропиленовых труб не рекомендуется использовать загрязненные детали или имеющие физический дефект, образованный при производстве, транспортировке или хранении.
Не рекомендуется проводить монтаж трубопровода ниже 0oС
При перевозке, хранении, и монтаже необходимо оберегать трубы и фитинги от внешних повреждений.
Запрещено проводить сварку металлических изделий в непосредственной близости с полипропилновыми соединениями.
На время гидравлических испытаний или отделочных работ рекомендуется закрывать арматуры пластиковыми пробками или заглушками.
1. Сварка
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы из полипропилена соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг. В основе сварки заложен процесс плавления, осуществляемый путем нагревания соединяемых деталей до нужной температуры. Детали нагреваются до тех пор, пока они не начнут плавиться, а затем плотно прижимаются друг к другу. Таким образом, сварка полипропиленовых труб оказывается не сложнее ремонта смесителя. Работа с полипропиленовыми трубами не требует особых мер предосторожности.
2. Правила сварки
1. Приготовить необходимый инструмент.
2. Приготовить аппарат для сварки, надеть тефлоновые насадки нужного диаметра на сварочный аппарат предварительно очистив их от постороннего материала.
3. Отмерить и отрезать трубу необходимой длины при помощи необходимого инструмента. Если труба армированная снять слой алюминия при помощи зачисток для фольги. Трубы и фитинги должны быть очищенными от посторонней грязи, проверены на наличие брака. Для того чтобы отрегулировать точилку необходимо взять простую трубу неармированную соответственного диаметра и по её размеру отрегулировать точилку. Дело в том, что внутренний диаметр фитингов произведён под наружний диаметр неармированной трубы. Желательно отметить длину соединения трубы с фитингом для того чтобы предотвратить перепайку трубы и не допустить сужения прохода в месте соединения.
4. После последних приготовлений можно начинать нагрев трубы и фитинга. В первую очередь на насадку необходимо надеть фитинг, после трубу. Если фитинг не плотно сидит на насадке, то его следует отбраковать, так как он не сможет обеспечить нормальное соединение. После фитинга надеть трубу.
После фитинга надеть трубу.
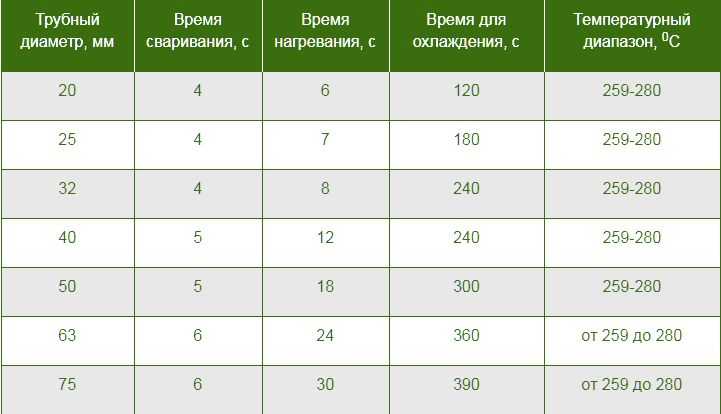
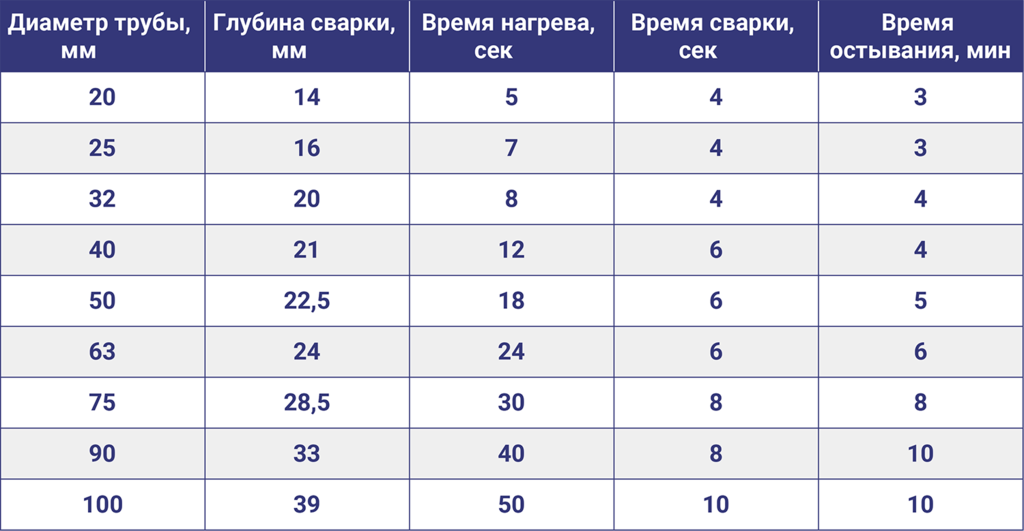
5. Обе части необходимо нагреть согласно таблице сварки труб и фитингов (табл.8). Время нагревания считается со времени, когда детали полностью надеты на насадку. Во время нагревания труба и фитинг должны быть неподвижными.
б. Нагрев детали согласно времени сварки снимем детали с насадок и медленными движениями без круговых движений насадить детали друг на друга. Необходимо выждать время охлаждения согласно нижеприведённой таблицы. При условии соблюдения правил гарантировано надёжное соединение.
3. Таблица времени сварки для труб и фитингов
| Димаметр (мм) | Время нагревания (сек.) | Время соединения (сек.) | Время охлаждения (сек.) |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 2 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
Сварочный аппарат для раструбной сварки полипропиленовых труб диаметром 40-160 мм SDS 40-160
Сварочный аппарат для раструбной сварки полипропиленовых труб диаметром 40-160 мм SDS 40-160
- Сварочный аппарат для раструбной сварки полипропиленовых труб диаметром 40-160 мм SDS 40-160
Скидка 5%
за отправку данной заявки
Заявка успешно отправлена.
Мы свяжемся с вами в ближайшее время.
Если у вас срочный вопрос,
позвоните нам по номеру:
8 800 222 85 29
Имя
Телефон*
Нажимая на кнопку, я даю согласие на обработкой моих персональных данных в соответствии с политикой конфиденциальности
Остались вопросы ?
Наши специалисты помогут подобрать интересующую продукцию.
Заявка успешно отправлена.
Мы свяжемся с вами в ближайшее время.
Если у вас срочный вопрос,
позвоните нам по номеру:
8 800 222 85 29
Ваше имя
Телефон*
Не звоните мне, напишите в Viber/Telegram/WhatsApp
Нажимая на кнопку, я даю согласие на обработкой моих персональных данных в соответствии с политикой конфиденциальности
Заказать звонок
Заявка успешно отправлена.
Мы свяжемся с вами в ближайшее время.
Если у вас срочный вопрос,
позвоните нам по номеру:
8 800 222 85 29
Ваше имя
Телефон*
Нажимая на кнопку, я даю согласие на обработкой моих персональных данных в соответствии с политикой конфиденциальности
Получить комерческое предложение
Заявка успешно отправлена.
Мы свяжемся с вами в ближайшее время.
Если у вас срочный вопрос,
позвоните нам по номеру:
8 800 222 85 29
Ваше имя
E-mail*
Компания
Город
Нажимая на кнопку, я даю согласие на обработкой моих персональных данных в соответствии с политикой конфиденциальности
Купить в 1 клик
Заявка успешно отправлена.
Мы свяжемся с вами в ближайшее время.
Если у вас срочный вопрос,
позвоните нам по номеру:
8 800 222 85 29
Ваше имя
Телефон*
Нажимая на кнопку, я даю согласие на обработкой моих персональных данных в соответствии с политикой конфиденциальности
Уточнить цену
Заявка успешно отправлена.
Мы свяжемся с вами в ближайшее время.
Если у вас срочный вопрос,
позвоните нам по номеру:
8 800 222 85 29
Ваше имя
Телефон*
Нажимая на кнопку, я даю согласие на обработкой моих персональных данных в соответствии с политикой конфиденциальности
Процесс сварки плавлением труб – Plastic Design, Inc.
Опубликовано Ally на | Комментарии к записи Процесс сварки плавлением труб
отключены Сварка плавлением труб используется для многих применений в самых разных отраслях промышленности. В Plastic Design, Inc. мы предлагаем различные услуги по сварке пластмасс, в том числе многочисленные возможности сварки труб плавлением. Наше современное предприятие площадью 30 000 квадратных футов в сочетании с более чем 40-летним опытом дает нам ресурсы и возможности для выполнения высококачественных сварных швов при соблюдении строгих отраслевых стандартов.
В Plastic Design, Inc. мы предлагаем различные услуги по сварке пластмасс, в том числе многочисленные возможности сварки труб плавлением. Наше современное предприятие площадью 30 000 квадратных футов в сочетании с более чем 40-летним опытом дает нам ресурсы и возможности для выполнения высококачественных сварных швов при соблюдении строгих отраслевых стандартов.
Существует множество различных методов сварки труб плавлением, каждый из которых имеет свой уникальный процесс и специфическое применение. Чтобы определить, какой вариант лучше всего подходит для вашего приложения, важно понимать различия между каждым методом.
Что такое сварка труб плавлением?
Сварка плавлением труб — это общий термин, включающий несколько типов методов и процедур. В общем, сварка плавлением труб включает в себя процесс соединения двух пластиковых труб с использованием тепла и различных типов сварочных аппаратов плавлением. Во время процесса к подготовленным концам труб прикладывается тепло, которые затем сжимаются вместе с достаточной силой, чтобы создать прочную связь.
совместима с широким спектром материалов, включая полиэтилен высокой плотности (HDPE), полиэтилен (PE), полипропилен (PP) и другие. При выборе правильного метода сварки труб важно учитывать такие факторы, как область применения, материалы и требуемая прочность соединения.
Методы сварки труб плавлением
Существует несколько методов сварки труб плавлением, каждый из которых использует различное оборудование и процедуры для завершения сварки. Эти методы включают в себя:
Электромуфтовая сварка
Электромуфтовая сварка — это тип резистивной сварки имплантатов, используемый для соединения труб. Вокруг стыков размещают фитинги с имплантированными металлическими катушками, чтобы подготовить их к сварке. Электрический ток проходит через катушки, нагревая и расплавляя пластиковую трубу, образуя соединение. Электромуфта — один из самых эффективных методов сварки, в котором используются различные встроенные электрические нагревательные элементы и специальные фитинги для создания прочного сварного шва.
Стыковая сварка плавлением
Стыковая сварка плавлением является одним из самых популярных методов сварки плавлением для соединения труб из ПП и ПЭНД, либо для присоединения к ним фитингов, либо для формирования непрерывного участка. При стыковой сварке плавлением два конца труб подвергаются нагреву и сварке с помощью аппарата для стыковой сварки. Концы труб прижимаются к нагревательной пластине в течение определенного периода времени, а затем прижимаются друг к другу с заданным давлением. HDPE и PP являются идеальными материалами для этого процесса, так как они образуют соединения, которые не дают протечек.
Седловая сварка плавлением
Седловая или боковая сварка плавлением используется для соединения седел с боковыми сторонами труб. Процесс работает за счет нагрева внешней поверхности трубы и совместимой поверхности фитинга. Сварочный аппарат для сварки внахлестку используется для обеспечения надлежащего нагрева, контроля усилия и выравнивания для точного сварного шва. После соединения область сварки охлаждается, и сварка завершается.
После соединения область сварки охлаждается, и сварка завершается.
Сварка плавлением в раструб
При работе с фитингами, изготовленными литьем под давлением, чаще всего используется сварка плавлением в раструб. Инструмент для сварки раструба, который содержит металлический нагреватель раструба и штуцер, выравнивает и нагревает соответствующие места каждого компонента, чтобы сплавить их за одну операцию соединения. В то время как нагреватель с металлической муфтой нагревает наружную часть трубы, втулочный фитинг нагревает внутреннюю часть отлитого под давлением фитинга. После нагрева в течение необходимого времени нагретый инструмент удаляется, а фитинг и труба соединяются вместе, образуя соединение.
Сварка плавлением труб от Plastic Design, Inc.
Существует множество методов сварки труб плавлением, и важно выбрать правильный для вашего применения. В Plastic Design, Inc. наша команда экспертов по сварке пластмасс может помочь вам определить, какой метод лучше всего подходит для ваших нужд. Являясь надежным поставщиком услуг по сварке пластмасс, мы обеспечиваем высокое качество сварных швов даже на самых сложных линиях соединения. Чтобы узнать больше о наших возможностях сварки плавлением труб или начать работу с вашим решением для сварки пластмасс, запросите предложение или свяжитесь с нами сегодня.
Являясь надежным поставщиком услуг по сварке пластмасс, мы обеспечиваем высокое качество сварных швов даже на самых сложных линиях соединения. Чтобы узнать больше о наших возможностях сварки плавлением труб или начать работу с вашим решением для сварки пластмасс, запросите предложение или свяжитесь с нами сегодня.
Сварка (пайка) полипропиленовых труб
Все металлические трубы часто заменяют пластиковыми, в частности, полипропиленовыми. Они имеют длительный срок службы (до 50 лет), не ржавеют, не гниют, мало весят, а также все можно собрать своими руками, без привлечения специалистов. Сварка полипропиленовых труб требует определенного навыка, но он приходит быстро. Можно сначала потренироваться на мелких планках и недорогой фурнитуре, а потом уже приступать к созданию более серьезных вещей.
Кстати можно сделать не только водопровод или отопление, но и много чего нужного и полезного
Содержание статьи
- 1 Виды и назначение
- 2 Что такое сварка полипропиленовых труб
- 2.
 1 Чем припоять
1 Чем припоять
- 2.
- 3 Как сварять
- 3.1 Подготовительная работа
- 3.2 Как долго согреть
- 3.3 Технология
- 3.4.0048
- 4.1 Считаем фитинги
- 4.2 Способы укладки
- 4.3 Нюансы пайки
 1 Чем припоять
1 Чем припоятьТипы и назначение
Полипропиленовые трубы выпускаются четырех цветов – зеленый, серый, белый и черный. По характеристикам отличаются только черные – они обладают повышенной стойкостью к ультрафиолету и используются для прокладки систем полива на земле. Все остальные имеют аналогичные характеристики и укладываются в помещении или закапываются в землю.
По назначению трубы полипропиленовые бывают следующих видов:
Существуют трубы с разными характеристиками как для холодной, так и для горячей воды. Это отражено в маркировке:
- PN10 применяются исключительно в системах холодного водоснабжения (до +45°С) с низким давлением (до 1 МПа). Имеют небольшую толщину стенки. Не подходит для высотных зданий.
- PN16. Их часто маркируют как универсальные, но чаще используют для холодной воды – они выдерживают нагрев среды до +65°С и давление до 1,6 МПа.
- PN20. Толстостенные трубы, способные транспортировать среды с температурой до +80°С, выдерживают давление до 2 МПа. Используется для разводки систем горячего водоснабжения и отопления.
- PN25. Это армированные полипропиленовые трубы (фольга или стекловолокно). Из-за наличия армирующего слоя часто имеют меньшую толщину стенки, чем PN20. Температура нагрева среды – до +95°С, давление – до 2,5 МПа. Используются для горячего водоснабжения и отопления.

Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, а фитинги из этого же материала используются для создания систем необходимой конфигурации. Это различные уголки, тройники, байпасы, переходники, муфты и т. д. Они соединяются с трубами при помощи пайки. Этот процесс еще называют сваркой, но суть его не меняется: два элемента нагреваются до температуры плавления и в горячем состоянии соединяются друг с другом. Если все сделано правильно, соединение получается монолитным и служит не меньше, чем сами трубы.
д. Они соединяются с трубами при помощи пайки. Этот процесс еще называют сваркой, но суть его не меняется: два элемента нагреваются до температуры плавления и в горячем состоянии соединяются друг с другом. Если все сделано правильно, соединение получается монолитным и служит не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами существуют комбинированные фитинги, у которых одна часть выполнена из металла и соединяется при помощи резьбового соединения, а вторая, полипропиленовая, сваривается.
Чем паять
Сварка полипропиленовых труб происходит с помощью специального устройства, называемого паяльником или сварочным аппаратом. Представляет собой небольшую металлическую платформу с электрической катушкой внутри, которая нагревает поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Устройство для сварки труб ПП двух конструкций
Для соединения двух элементов соединяемые поверхности нагревают до температуры плавления (+260°). Для нагрева элемента на необходимую глубину на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
Для нагрева элемента на необходимую глубину на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются в течение определенного периода времени (несколько секунд), потом подключил. Так свариваются полипропиленовые трубы.
Как сварить
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели – плоский или цилиндрический нагреватель. С нормальным качеством работают оба, разницы практически нет. Выбирают те, кому удобнее.
Это вид в разрезе качественно сделанного соединения – в целом
Подготовительные работы
Перед началом работы необходимо разогреть паяльник, но тут не все так просто. Порядок его приготовления следующий:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие платформы вкручивается штифт, на него с двух сторон надевается оправка и втулка, затягиваемая с двух сторон гайками.
- Если ТЭН выполнен в виде трубки, к нему продаются насадки, закрепленные на пластине. Пластина надевается на нагревательный элемент, затягивается болт крепления.
- В отверстие платформы вкручивается штифт, на него с двух сторон надевается оправка и втулка, затягиваемая с двух сторон гайками.
- На регуляторе установлена требуемая температура нагрева. Для полипропиленовых труб температура сварки +260°С. Ставим на регулятор, включаем в сеть.
- Ждем сигнал установленной температуры. У некоторых моделей есть звуковой сигнал, но в основном светодиод включается или выключается (в разных моделях по-разному).
Паяльник готов к работе. Но нам еще нужно подготовить трубы и фитинги. Первое условие качественной сварки – ровный срез. Надрез должен быть строго вертикальным, без заусенцев и заусенцев. Такой срез можно получить с помощью специальных ножниц. У них внизу две широкие челюсти, которые удерживают трубу на месте, а режущая часть находится сверху.
Если так резать, то срез получится ровным и гладким.
Второе условие хорошей пайки полипропиленовых труб – чистые, сухие, обезжиренные детали.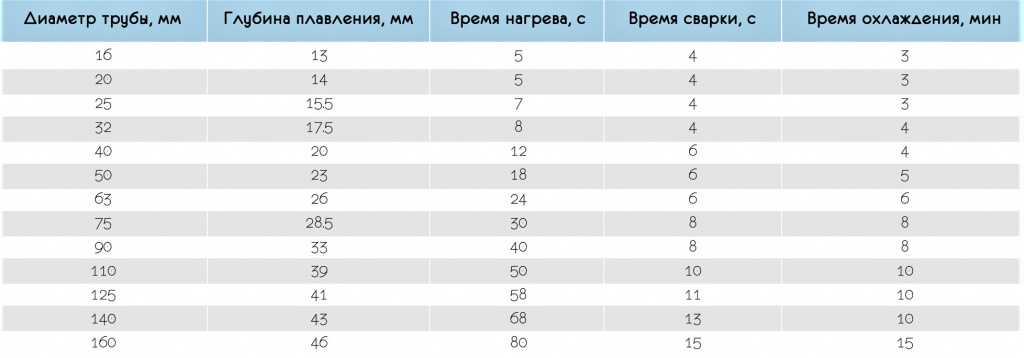 Если вы хотите, чтобы сантехника или отопление служили долго и не протекали, не стоит пропускать эту процедуру. Отрезок трубы и фитинг очищают спиртом или водой со средством для мытья посуды. Затем ждут, пока все высохнет, и только после этого начинается процесс пайки.
Если вы хотите, чтобы сантехника или отопление служили долго и не протекали, не стоит пропускать эту процедуру. Отрезок трубы и фитинг очищают спиртом или водой со средством для мытья посуды. Затем ждут, пока все высохнет, и только после этого начинается процесс пайки.
Сколько времени прогревать
При сварке полипропилен необходимо нагревать строго до необходимой температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не войдет в фитинг, а недостаточно нагретый материал не расплавится.
Время нагрева зависит от диаметра трубы, температуры воздуха и указано в таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 сек | 6 сек | 2 минуты |
| 20 | 14-17 мм | 6 сек | 6 сек | 2 минуты |
| 25 | 15-19 мм | 7 с | 10 с | 2 минуты |
| 32 | 16-22 мм | 8 с | 10 с | 4 минуты |
| 40 | 18-24 мм | 12 с | 20 с | 4 минуты |
| 50 | 20–27 мм | 18 с | 20 с | 4 минуты |
| 63 | 24–30 мм | 24 с | 30 с | 6 минут |
| 75 | 26–32 мм | 30 с | 30 с | 6 минут |
В целом пайка возможна при +5°С, но данные приведены для +20°С. В более жаркую погоду время выдержки элементов на паяльнике сокращается на 30-60 секунд, в в холодную погоду она увеличивается.
В более жаркую погоду время выдержки элементов на паяльнике сокращается на 30-60 секунд, в в холодную погоду она увеличивается.
Обратите внимание на графу “глубина” сварки в таблице. Эта отметка ставится на трубе. Перед этим нужно будет запрессовать его в штуцер. Это создает небольшую каплю расплавленного пластика перед краем фитинга. Это будет означать, что шов выполнен правильно.
Ошибки, которые могут возникнуть при сварке полипропиленовых труб
Нуждается в уточнении еще одна графа – “время сварки”. Это время, за которое необходимо сжать и зафиксировать свариваемые элементы.
В общем случае, если вы попытаетесь вставить холодную трубу в фитинг, она должна быть затруднена – внешний диаметр трубы немного больше внутреннего диаметра фитинга. Это сделано намеренно, чтобы обеспечить некоторый лишний материал, из которого формируется валик на шве. Чтобы сварка полипропиленовых труб была надежной, все комплектующие лучше брать одной фирмы. Так что размеры гарантированно совпадают. В противном случае необходимо примерить – чтобы штуцер не «скользил», а с трудом вытягивался.
В противном случае необходимо примерить – чтобы штуцер не «скользил», а с трудом вытягивался.
Технология
Как уже было сказано, при сварке полипропиленовых труб их и фитинги необходимо очистить, обезжирить и просушить. И только после этого можно приступать к пайке.
Препарат подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как нужный кусок отрезан, срез зачищают до фольги специальным приспособлением – бритвой. В него вставляется труба и несколько раз вращается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.
Для армированных фольгой труб полипропилен разрезается на фольгу
После высыхания поверхности на трубе наносится метка, отмечающая расстояние, на которое необходимо запрессовать ее в фитинг (проще всего с тонкий маркер или остро заточенный простой карандаш).
Разметка глубины сварки
Пайка полипропилена пошагово
Далее технология сварки ПП труб следующая:
 youtube.com/embed/hGiWCZyq_zw” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/hGiWCZyq_zw” frameborder=”0″ allowfullscreen=””> Кстати, лучше работать в х/б перчатках – меньше будет ожогов.
Перед вводом системы в эксплуатацию ее необходимо проверить. Делается это путем опрессовки. Что это такое и как это сделать, читайте здесь.
Разводка полипропиленовых труб
Полипропиленовые трубы применяются для монтажа гребенки холодного или горячего водоснабжения, отопления. Выбор диаметра в каждом случае индивидуален – он зависит от объема жидкости, который необходимо перекачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропилена
Расчет диаметров труб для систем отопления отдельная тема (определять диаметр необходимо после каждого ответвления), для водопроводных все проще. В квартирах и домах для этих целей используются трубы диаметром от 16 мм до 30 мм, а наиболее популярны 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая длина трубопровода, в зависимости от его конструкции фитинги приобретаются дополнительно. С длиной труб все относительно просто – меряешь длину, прибавляешь около 20% к погрешности и возможным дефектам в работе. Для определения необходимых фитингов необходима схема трубопроводов. Нарисуйте его, указав все краны и устройства, к которым вы хотите подключиться.
Пример разводки полипропиленовых труб в ванной комнате
Для подключения ко многим приборам необходим переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, а с другой обычный штуцер под пайку. Сразу нужно смотреть на диаметр штуцера подключаемого устройства и тип резьбы, которая должна быть на штуцере (внутренняя или внешняя). Чтобы не ошибиться, лучше запишите все на схеме – над ответвлением, где будет установлен этот штуцер.
Далее по схеме считается количество Т-образных и Г-образных соединений. К ним покупаются тройники и уголки. Есть и кресты, но они редко используются. Углы, кстати, бывают не только под 90°. Есть по 45°, по 120°. Не забывайте о муфтах – это фитинги для соединения двух отрезков трубы. Не забывайте, что полипропиленовые трубы совсем не эластичны и не гнутся, поэтому каждый поворот делается с помощью фитингов.
К ним покупаются тройники и уголки. Есть и кресты, но они редко используются. Углы, кстати, бывают не только под 90°. Есть по 45°, по 120°. Не забывайте о муфтах – это фитинги для соединения двух отрезков трубы. Не забывайте, что полипропиленовые трубы совсем не эластичны и не гнутся, поэтому каждый поворот делается с помощью фитингов.
При закупке материалов согласовывать с продавцом возможность замены или возврата части фурнитуры. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу определить точный ассортимент требуемой продукции. Кроме того, в процессе монтажа иногда приходится менять конструкцию трубопровода, а значит, меняется комплект фитингов.
Компенсатор горячего водоснабжения и отопления из полипропиленовых труб
Полипропилен имеет достаточно значительный коэффициент теплового расширения. Если монтируется полипропиленовая система горячего водоснабжения или отопления, требуется сделать компенсатор, с помощью которого будет нивелироваться удлинение или укорачивание трубопровода. Это может быть петля компенсатора заводского изготовления, либо компенсатор, собранный по схеме из отделки и кусков труб (на фото выше).
Это может быть петля компенсатора заводского изготовления, либо компенсатор, собранный по схеме из отделки и кусков труб (на фото выше).
Способы укладки
Существует два способа монтажа полипропиленовых труб – открытый (вдоль стены) и закрытый – в пазы в стене или в стяжку. На стену или в паз полипропиленовые трубы крепятся на клипсы-держатели. Они бывают одинарными – для прокладки одной трубы, бывают двойными – когда параллельно идут два ответвления. Крепятся они на расстоянии 50-70 см. Труба просто вставляется в зажим и удерживается за счет силы упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепятся к армирующей сетке; никакого другого дополнительного крепления не требуется. Если трубопроводы к радиаторам монолитные, трубы можно не крепить. Они жесткие, их положение не меняется даже при заполнении теплоносителем.
Вариант скрытой и наружной разводки в один трубопровод (за санузлом проводку сделали открытой – меньше работы)
Нюансы пайки
