Холодная сварка пластика, Клей «холодная сварка» для пластика
Холодная сварка пластика применяется и в быту, и на крупных производствах. Оперативный ремонт пластиковых корпусов, деталей, труб и так далее клеем «холодная сварка» стал доступен благодаря появлению технологичных современных материалов. Можно устранить протечку труб сантехники дома своими руками, прочно и незаметно соединить разбитый пластиковый корпус, приклеить мебельную ручку и многое другое. Но для полиэтиленовых изделий клеевую «холодную сварку» не применяют, существуют специальные конструкционные клеи для полиэтилена. Подробнее здесь: Клей для полиэтилена, Цианакрилатный клей
Клей «холодная сварка» для пластика
Разные клеи от разных фирм дают определенный набор качеств: соединительный шов имеет различную прочность и теплостойкость, по-разному взаимодействует с водой, застывает от нескольких часов до суток и более. Пример: широко известный клей ЭДП может быть различной марки и свойств: схватывание возможно от 5 мин до нескольких часов, термостойкость соединения до 100 град и более 200; склеивать можно или только сухие чистые основания или же мокрые и под слоем масла – все эти данные изготовитель подробно дает в технической инструкции.
Приобретая клей, ориентируются на условия работы изделия (стыка, шва и так далее), назначение, эстетическую ценность, сложность доступа к стыку, нужное время застывания и многие другие факторы. Разброс характеристик клеевых составов типа «холодная сварка» немалый, и появляются все более технологичные и современные материалы, металлополимерные и способные склеивать полиэтилены низкого и высокого давления. Но основные компоненты всех клеев – это эпоксидные и аминовые смолы плюс наполнители (минеральные, металлические), при этом своих секретных рецептов фирмы не выдают.
Также общие преимущества всех клеев холодной сварки – это ненужность нагревательного процесса и электроэнергии, возможность «подлатать» наполненные жидкостями трубы и емкости, даже находящиеся под небольшим давлением, под нагрузкой и вибрирующие. В дороге или в стесненных условиях домашнего санузла, для ремонта бытовой техники, пластиковых предметов быта и кухонной утвари, обуви и удочки, фиксации пластиковой изоляции электропроводки; в машине или во взрывоопасном помещении – воспользоваться клеем «холодная сварка» доступно любому ремонтнику.
Важно и то, что цены на «универсальный клей для пластмасс» обычно незначительны. Имеется в продаже клей однокомпонентный и двухкомпонентный в виде брусков (цилиндров с сердечником) или в двух герметичных упаковках.
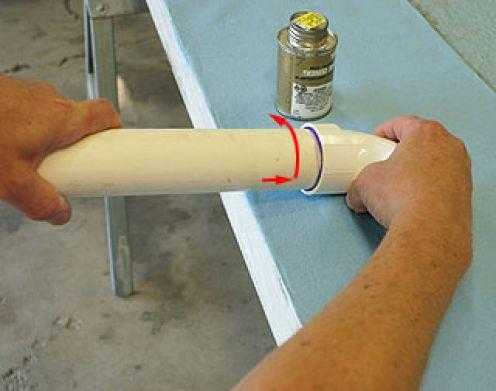
Процессы склейки очень просты: зачистить и обезжирить стык, нанести клей, зафиксировать. Клеить можно любые виды пластика и пластмасс (но не ПЭ и ПНД, с которыми дело обстоит сложнее). Очень важно изучить инструкцию клея. Несколько простых советов:
- Иногда полезно слегка нагреть стыкуемую поверхность феном.
- Если детали работают с вибрацией, то клей вряд ли спасет. Хотя имеются и специализированные составы, возможные для стыковки и работы стыка в условиях сильной вибрации.
- Даже если в инструкции сказано, что клей работает на мокрой поверхности, при возможности лучше просушить основание – прочность будет выше.
- Все холодные сварки пластиковых труб в труднодоступных местах следует контролировать и понимать, что давление теплоносителя или холодной воды в трубе рано или поздно приведет к протечкам, и гарантию беспроблемной работы дает только замена на качественную деталь или профессиональная сварка-ремонт.
 Все ремонты труб клеем – только временная мера. И не следует путать монтажные клеевые соединения труб с клеем «холодная сварка».
Все ремонты труб клеем – только временная мера. И не следует путать монтажные клеевые соединения труб с клеем «холодная сварка».
 Все ремонты труб клеем – только временная мера. И не следует путать монтажные клеевые соединения труб с клеем «холодная сварка».
Все ремонты труб клеем – только временная мера. И не следует путать монтажные клеевые соединения труб с клеем «холодная сварка».Холодная сварка для пластиковых труб
По качеству клеевого соединения жидкий клей для диффузионной холодной сварки ПВХ-труб не только не уступает, но и дает намного лучшие характеристики прочности и герметичности. Путаница определений – и монтажные и ремонтные крепления называют холодной сваркой – не должна вводить в заблуждение: клей для сварки полимерных труб как правило намного более жидкий и летучий и наносится кистью, а ремонтная холодная сварка пластиков, металла, керамики и так далее выполняется пластичным и довольно густым клеем, чаще напоминающим пластилин или густую шпаклевку.
В отличие от ремонтной холодной сварки, клеевые соединения пластиковых труб применяют и при новом монтаже, и при ремонте. Кроме химического клеевого соединения возможны и сварка сплавлением; механические резьбовые и фитинговые соединения; физико-химические методы и комбинированные. Клеевая холодная сварка в чистом виде имеет как плюсы, так и минусы. Основные преимущества сборки ПВХ-труб с применением клеевой холодной сварки:
Клеевая холодная сварка в чистом виде имеет как плюсы, так и минусы. Основные преимущества сборки ПВХ-труб с применением клеевой холодной сварки:
- Оперативная, нетрудоемкая, быстрая сборка;
- Не расходуется электроэнергия, цена монтажа и материалоемкость низкая;
- По сравнению количества протечек при механических и стыковых сварочных соединениях труб сборка на клеевой холодной сварке нисколько не уступает, а при качественной склейке и применении хорошего клея дает лучшие результаты.
Составы для соединений ПВХ-труб и фитингов (ПВХ и ХПВХ – из хлорированного поливинилхлорида) обеспечивают диффузионную холодную сварку. Клей «растворяет» полимерное основание примерно на 30% толщины, и после полимеризации стык получается монолитным и герметичным, и при этом гладким и внутри трубы и снаружи.
На процесс холодной диффузии значительно влияют условия работы, особенно температура и влажность среды. Монтажный клей для полимеров отличается от густых пластичных составов холодной сварки – состав более текучий, однородный и должен быть абсолютно чистым, без присадок.
Подробнее о различиях характеристик клеевых швов со сварными и механическими (на резьбе и фитингах):
- Все механические соединения требуют расходников, иногда сложно подобрать фитинги. Энергетических затрат нет, но время на сборку нужно много, что ведет к удорожанию монтажа.
- Традиционная сварка пластиковых труб специальным аппаратом дает прочные стыки, но ценой немалых энергозатрат. Клеевые стыки делаются так же быстро, по прочности не уступают сварным, но даже при использовании дорогого клея дают экономический плюс.

Клеевая сварка ПВХ-труб возможна в стесненных условиях, при затрудненном доступе к ремонтируемому стыку. Плюс для ремонта труб: клеевая сварка не дает сужения просвета трубы, что особенно важно для участков малого диаметра; внутренний проход остается гладким и не становится фактором риска оседания и скопления твердых частиц и засоров.
Строительные материалы|02 июля 2020 в 08:56| Холодная сварка пластика, Клей холодная сварка для пластика, Холодная сварка для пластиковых труб
как выполняется, оборудование и материалы
Знали ли вы, что элементы из полимера можно соединить не только если их нагреть. Как тогда соединить трубы из полипропилена без пайки?
Но спаивать полипропиленовые трубы, чтобы соединить нужно не всегда, есть и другие методы. Особенность такого материала в том, что к нему можно применить и другие виды соединения, кроме пайки.
Для того чтобы соединить такой материал без спаивания вам не придётся покупать дорогое оборудование и не дешевые расходные металлы. Именно это делает такой вид соединения таким известным и широко используемым.
Но кроме того, что такой метод недорогой он ещё подойдет для тех, кто не профессионален в работе со сваркой. Ещё очень удобно, что вы просто можете взять труби и соединить без дополнительных инструментов.
И все же как можно соединить трубы из пластика не паяя их? Сейчас для работы с видами полимеров как полиэтилен и пропилен, без использования дополнительных материалов и приспособлений, придумано два метода соединений.
Первое сваривание изделий из таких материалов при помощи компрессионных фитингов, второе – при помощи холодной сварки.
Содержание статьиПоказать
- Соединение с помощью холодной сварки
- Как соединить пластмасс используя компрессионные фитинги
- Особенности работы
- Основные плюсы обжимных фитингов
- Спайка полипропиленовых труб с использованием холодной сварки и специального клея
- Какими же бывают такие клея?
- Заключение
Соединение с помощью холодной сварки
 youtube.com/embed/eaBJEz1gDn0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/eaBJEz1gDn0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Если вы хотите использовать первый способ, то нужно обзавестись обжимным ключом, конечно также вам нужно приобрести сам компрессионный фитинг. В магазине скорей всего они будут идти в комплекте.
Ну а если вы хотите использовать второй способ то вам понадобиться холодная сварка и подходящий клей. Если вы выбираете второй вид, что не предусматривает пайки, то помните что он подходит только для труб с холодной водой.
Конечно недочётом можно назвать, что когда мы соединяем трубки не паяя их, то на это уходит на порядок больше времени.
Наша статья расскажет вам о том как же соединить полипропиленовые трубы без пайки, какие есть виды в чем их особенности. Ещё мы расскажем как спаять трубы из полипропилена в домашних условиях холодной сваркой.
Как соединить пластмасс используя компрессионные фитинги
Из названия заголовка мы уже поняли, что соединить пластмассовые элементы с помощью фитингов возможно.
Это достаточно особенная характеристика компрессионных фитингов, поскольку обычно они не применимы если они не идентичны к материалу с которым нужно работать.
Но такие фитинги способны соединять не только трубы из пластика они подходят так же для соединений из алюминия, меди, или особых видом полиэтилена и многих других.
Так что учитывайте, что не каждом элементу может подойти фитинг, их нужно правильно выбрать. Также ещё один плюс, что что изделие над которым вы работаете может быть в любом состоянии, то есть и собранным и разложенным.
Но когда вы соединили две детали вместе, то разделить их в исходном виде уже никак не удастся. Система построения фитинга имеет фрагменты как те, которые находятся на конце и другие, что сливают элементы которые соединяются в одно целое.
В строительных супермаркетах вы можете найти следующий перечень фитингов.
- Компрессионный (так же они известны как обжимные)
- Фланцевые
- Сварные
- Резьбовые
Что такое компрессионный фитинг? Это коробка, которая не подвержена волнам ультрафиолета. В середине находиться запрессовывающая втулка, что накрывается.
В середине находиться запрессовывающая втулка, что накрывается.
Крышка закрывается очень хорошо, она полностью герметична за счет кольца, что плотно соединяет корпус и крышку. Ещё иногда присутствует зажимное и упорное кольцо, часто их функцию выполняет одно кольцо.
Помните, что если по каким-то причинам вам приходилось разбирать устройство, то кольцо нужно сменить на новое, потому что оно больше не будет герметично.
Такие фитинги используются для элементов из полиэтилена с низким давлением как например ПЭ100, ПЭ80, ПЭ40, и так же для не плотных полиэтиленов.
Обжимные фитинги не чувствительны к ультрафиолету, но также они остаются не чувствительными к химическим веществам агрессивного действия.
Особенности работы
Чаще всего такой вид соединения используют для мало малоквартирных домов, также водопроводных установках, что находятся на улицах в сельских местностях, ещё в парниках и при использовании капельного полива.
То есть такой вид водопровода можно, при необходимости просто разобрать и перенести в другое место, портативность радует.
Когда вы приступаете к работе с использованием фитинга, прочитайте перед тем правила и руководства к эксплуатации, рекомендуем вам следовать этим правилам, а ещё тем, что мы пропишем ниже.
Когда вы начинаете работу хорошо осмотрите трубки, их целостность, качеством и подходят ли они к фитингам.
Конечно все не бывает идеально, так что существует правило про максимальное отклонение от идеала, например толщина не может быть больше или меньше идеальной больше чем на 1%, овал сечения позволяет большую оплошность в 2 процента.
Но если вы все таки не додержали эти нормы, то лучше прокладывайте трубы в горизонтальном направлении.
Вам удастся самостоятельно без помощи любых инструментов проложить трубы до 50 миллиметров, но если они имеют диаметр больший то понадобиться ключ.
Если вы взялись за такую работу как соединение труб без холодной сварки, то большое внимание вам нужно уделить процессу зачистки. Она должна быть идеально гладкой без единой заусеницы, или другого дефекта-это важно.
Она должна быть идеально гладкой без единой заусеницы, или другого дефекта-это важно.
Если вам нужно будет укоротить её, то используйте специальные ножницы. А нужную длину для вставки отмечают зачастую фломастером. Скорость с которой происходить соединение не маленькая.
Гайку прикрепляют с одного бока трубы, далее нужно закрепить кольцо зажима, готова, можно вставлять в фитинг. Кольцо должно упереться. Дальше вам нужно затянуть гайку, если труда до 50 миллиметров то сделайте это вручную, если больше используйте ключ.
В конце мы получаем результат в виде соединенных труб без спайки.
Основные плюсы обжимных фитингов
- Первое. Надежность готового изделия
- Второе. Ваша конструкция будет служить долго
- Третье. Легкая и оперативная сборка
- Четвертое. Такой материал полностью антикоррозийный
- Пятое. Подходит под все стандарты, удобен
- Шестое. ВЫ сможете соединить трубы просто голыми руками, не использую холодную сварку и все прилагающийся к ней инструменты.

Спайка полипропиленовых труб с использованием холодной сварки и специального клея
Что такое холодная сварка? Это такой вид соединение элементов при котором их не нужно нагревать. Вы можете соединить трубы нанеся на них специальный быстро затвердевающий клей.
Обычно такие соединения имею в своем составе эпоксидный клей и затвердитель. Цвета у такого клея два: черный и белый. Обычно она наиболее эффективна для труб с холодной водой.
Но есть такие клея, что подойдут и для труб с горячей водой. Но такая информация должна быть отдельно отмечена на этикетке, поскольку это важно.
Какими же бывают такие клея?
Клея с жидкой консистенцией(обычно те основные два компонента отвердитель и эпоксидный клей находиться в двух разных пакетиках. Это делается для того, чтобы вы могли самостоятельно сделать смесь, если вам нужно заклеить дырку в полимерной трубе.
Это делается для того, чтобы вы могли самостоятельно сделать смесь, если вам нужно заклеить дырку в полимерной трубе.
Вам нужно будет смешать два компонента и максимально быстро использовать иначе он просто закаменеет и более не будет иметь пользы.
Пластический клей (похож на продолговатой формы предмет, двухслойный, первый слой-это вещество, что затвердевает, а второй-непосредственно пластическая составляющая, чем то схоже с детским пластилином.)
Мастера с опытом рекомендуют использовать метод холодной сварки только лишь исходя из инструкции на коробках клея, иначе сварка просто не будет эффективна.
Ещё на этикетке вы можете найти информацию про максимальную температуру нагревания, определенного вида холодной сварки, стандартно такой показатель 250-270 градусов.
Заключение
Внимательно читайте все инструкции по эксплуатации и тогда ваше изделие будет отремонтировано успешно, шов будет крепким. Ещё есть клей, который подойдет для очень горячей воды.
Исходя из нашей статьи можно сказать, что соединить полипропиленовые трубы можно многими способами и без сварки. Вы сможете соединить трубы не используя сварочный аппарат.
Для альтернативных видом соединений существует холодная сварка и сварка компрессионным фитингом.
Очень важная характеристика такого вида сварки это то что вы сможете собирать и разбирать конструкцию сколько понадобиться, и даже ее переносить, в этом одно из главных преимуществ такого вида сварки.
Холодная сварка для труб отопления
В помощь домашнему мастеру ученые разработали особый клей, который в силу высоких прочности и адгезии стали называть «холодной сваркой».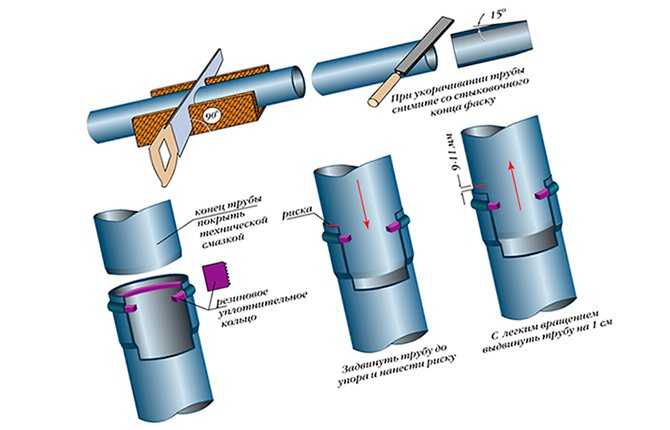
Новая разработка стала весьма востребованной и быстро приобрела популярность.
Чем может быть полезна холодная сварка для труб отопления, водопровода и прочих поврежденных изделий?
Содержание
- 1 Характеристики и компоновка холодной сварки
- 2 Температурные показатели смеси
- 3 Виды и производители холодной сварки
- 4 Порядок устранения течи
- 4.1 Подготовка поверхности
- 4.2 Приготовление клея
- 4.3 Выполнение ремонта
- 5 Видео на тему
Характеристики и компоновка холодной сварки
Основу холодной сварки составляет эпоксидная смола. Также имеются аминовые смолы, сера, оксид железа и целый ряд других минеральных добавок.
Каких именно – каждый производитель держит в секрете: ведь именно от них зависят свойства клея.
Высокая прочность – только одно из достоинств холодной сварки. Весьма примечательными являются адгезионные свойства: материал может зафиксироваться на влажной поверхности и даже испачканной маслом. Правда, в этом случае прочность соединения составит только 75% — 80% от максимально возможной.
Правда, в этом случае прочность соединения составит только 75% — 80% от максимально возможной.
Клей схватывается в течение 15 — 60 минут. Время полного отвердения зависит от марки: некоторым разновидностям холодной сварки требуется 24 часа, другие можно подвергать нагрузкам уже через час-полтора.
Данный состав может применяться как для склеивания различных объектов, так и в качестве замазки трещин или пробоин. В последнем случае клей после полного отвердения можно шлифовать, грунтовать и окрашивать. Таким образом, место ремонта можно сделать абсолютно незаметным, что актуально для декоративных конструкций или иных, расположенных на видном месте. Примером может послужить бензобак мотоцикла.
Важным достоинством клея холодная сварка является способность эффективно заделывать трещины и пробоины в стенках сосудов даже при наличии небольшого давления внутри.
Это позволяет отремонтировать без опорожнения, к примеру, радиатор автомобиля или трубу автономной системы отопления/водоснабжения.
Температурные показатели смеси
Величина диапазона температур, при которых разрешается эксплуатация отремонтированного изделия, зависит от состава холодной сварки.
У некоторых марок, например, клея «Mastix», нижний порог составляет -60, а верхний — +150 градусов. Более дорогие виды клея выдерживают до +260 градусов.
А есть специальные высокотемпературные марки: отремонтированное с их помощью изделие можно нагревать до температуры в 1300 градусов.
Минимальная температура, при которой допускается проведение ремонтных работ, составляет -10 градусов, но смесь должна готовиться в теплом помещении.
Виды и производители холодной сварки
Клеевые составы холодная сварка выпускаются в двух исполнениях:
- Однокомпонентные: такую смесь не нужно готовить – ее сразу можно применять для ремонта. Но долго хранить ее нельзя, а использовать нужно в полном объеме – остаток попросту испортится.
- Двухкомпонентные: в упаковку основной материал – эпоксидная смола с металлическими порошками и другими добавками – и отвердитель помещаются отдельно. Перед применением эти компоненты нужно смешать, после чего клей самопроизвольно нагревается до температуры в 40 – 50 градусов. Двухкомпонентные разновидности холодной сварки хранятся дольше, чем однокомпонентные, и могут применяться частично. Обычно они имеют вид стержня, внутренняя часть которого представляет основной материал, а оболочка – отвердитель.
 Перед применением эти компоненты нужно смешать, после чего клей самопроизвольно нагревается до температуры в 40 – 50 градусов. Двухкомпонентные разновидности холодной сварки хранятся дольше, чем однокомпонентные, и могут применяться частично. Обычно они имеют вид стержня, внутренняя часть которого представляет основной материал, а оболочка – отвердитель.
Перед применением эти компоненты нужно смешать, после чего клей самопроизвольно нагревается до температуры в 40 – 50 градусов. Двухкомпонентные разновидности холодной сварки хранятся дольше, чем однокомпонентные, и могут применяться частично. Обычно они имеют вид стержня, внутренняя часть которого представляет основной материал, а оболочка – отвердитель.Большая часть имеющихся в продаже составов по консистенции похожа на пластилин, но можно найти и жидкую холодную сварку, при помощи которой легко можно заделать труднодоступные повреждения.
Кроме того, холодные сварки могут быть универсальными, либо ориентированными на склеивание того или иного материала. Специализированные виды клея в отношении материала, для работы с которым они предназначены, проявляют более высокую адгезию, чем универсальные. Но попытка отремонтировать при помощи холодной сварки, к примеру, для металла, керамическое изделие может закончиться неудачей – клей окажется слабоват.
Клей Hi-Gear
Поэтому в ремкомплекте, имеющемся в хозяйстве «на всякий пожарный случай», лучше иметь универсальный клей.
«Металлической» холодной сваркой часто пользуются владельцы транспортных средств. С ее помощью можно на некоторое время (пока не появится возможность капитального ремонта) подлатать элементы, не подвергающиеся значительным нагрузкам. Кроме упомянутых здесь бензобака и радиатора это могут быть пробитые глушитель и поддон картера двигателя. Хорошим помощником эта разновидность клея стала и для сантехников: с ее помощью можно временно устранять течи в водопроводах и системах отопления.
Весьма востребованной является сварка для пластмассы, ведь этот материал сегодня применяется повсеместно. С ее помощью можно отремонтировать лопнувший корпус того или иного бытового прибора, а также различные пластиковые емкости, например, корпус автомобильного аккумулятора.
Холодная сварка Титан
Выпускаются составы для ремонта изделий из стекла (аквариумы, зеркала), керамики и древесины. В сфере строительства широко применяются специализированные клеи, например, для соединения линолеума встык.
Производят холодную сварку и в России, и за рубежом. Среди отечественных марок наибольшим спросом пользуются клеи «Полимет», «Титан» и «Алмаз». Из зарубежных наиболее известными стали холодные сварки «Hi-Gear», «Abro», «PermatexCold Weld», «Wurth Liquid».
Порядок устранения течи
Технология ремонта труб и других изделий при помощи холодной сварки включает несколько этапов:
Подготовка поверхности
Участки, с которыми будет контактировать клей, нужно очистить от грязи, ржавчины и краски. Для этого материал обрабатывают крупнозернистой наждачной бумагой. Работать абразивом нужно достаточно тщательно, чтобы на поверхности остались хорошо заметные царапины. Только при их наличии сцепление клея с материалом будет максимальным.
Выполнение холодной пайки труб
После ошкуривания зону контакта нужно обработать каким-либо растворителем, если есть такая возможность, и высушить. В качестве растворителя можно использовать ацетон либо что-нибудь из моющих средств. Чтобы ускорить процесс, можно подсушить обрабатываемый участок обычным феном для волос. Кстати, если ремонтируемый материал окажется слегка подогретым, клеевое соединение получится более надежным.
Чтобы ускорить процесс, можно подсушить обрабатываемый участок обычным феном для волос. Кстати, если ремонтируемый материал окажется слегка подогретым, клеевое соединение получится более надежным.
Приготовление клея
Этот пункт инструкции касается двухкомпонентных составов. От стержня нужно отрезать кусочек достаточного объема.
Резать следует строго поперек, иначе соотношение основного материала и отвердителя окажется неправильным.
Отрезанный фрагмент необходимо тщательно размять пальцами, одев защитные перчатки (их можно предварительно смочить водой), чтобы структура и цвет смеси стали однородными. При этом, как уже говорилось, будет наблюдаться выделение тепла.
Время жизни готового клея ограничивается буквально несколькими минутами (указывается на упаковке) – затем начинается полимеризация. Его можно незначительно продлить, обеспечив интенсивное отведение выделяемого тепла. Для этого можно сдавить смесь, так чтобы получился тонкослойный элемент (увеличится площадь поверхности), либо вынести ее в более прохладное помещение.
Выполнение ремонта
Клей наносится на склеиваемые поверхности либо в пробоину, если она используется в качестве замазки. Во втором случае желательно обеспечить проникновение смеси вглубь отверстия. Снаружи клеевую массу следует разгладить смоченным в воде шпателем или иным плоским инструментом, удалив излишки влажной тряпкой.
Если пробитое отверстие является слишком большим, поверх него на холодную сварку следует посадить металлическую заплатку.
В случае применения холодной сварки для склеивания двух деталей их нужно зафиксировать на время схватывания. У различных марок оно составляет от 15-ти до 60-ти минут.
Но подвергать нагрузкам клеевое соединение можно будет лишь после полного затвердения, на что может уйти от 1 до 24-х часов.
Если пользователь не имел возможности высушить и обезжирить обрабатываемую поверхность, клей после нанесения следует приглаживать возвратно-поступательными движениями до его прилипания к изделию.
Если ремонт приходится осуществлять при низкой температуре, необходимо скатать только что приготовленный клей в шар и дать ему возможность самопроизвольно нагреться до температуры в 40 – 50 градусов. При этом, разумеется, время выдержки не должно превышать время пригодности смеси. Так, если заявленное в инструкции время жизни готового клея составляет 5 – 7 мин, то греть его следует не дольше 4-х мин. После этого клеевую массу можно использовать по назначению.
При этом, разумеется, время выдержки не должно превышать время пригодности смеси. Так, если заявленное в инструкции время жизни готового клея составляет 5 – 7 мин, то греть его следует не дольше 4-х мин. После этого клеевую массу можно использовать по назначению.
Чтобы состав хорошо прогрелся, он должен иметь достаточный объем. Поэтому для ремонта в условиях мороза шарик рекомендуется скатывать хотя бы из одной трети стандартной упаковки (обычно стержень весит около 55 г).
Видео на тему
- Предыдущая записьВоздушное отопление частного дома своими руками: рекомендации по проектированию и монтажу
- Следующая записьИндивидуальное отопление в квартире: отказ от центрального — как получить разрешение?
Adblock
detector
Клей ‘Холодная сварка’ для труб и батареи 50гр
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Товар Закончился! Можно приобрести только на тех базах, где он “В наличии”.
Описание
Клей “Холодная сварка для труб и батарей” предназначен для быстрого и надежного склеивания, ремонта деталей и узлов, герметизации соединений и емкостей, для восстановления утраченных фрагментов изделий из цветных и черных металлов, керамики и пластмасс в различных комбинациях. Состав подобран с учетом повышенных эксплуатационных нагрузок труб и батарей (температура, давление, контакт с водой). Температура эксплуатации отремонтированных изделий от -60С до +150С. Обеспечивает надежный ремонт на влажных и замасленных поверхностях, при низких(до -10°С) температурах (при условии замешивания смеси в теплом помещении). Время жизнеспособности после замешивания 25-30 минут при +20°С. При условии, обеспечивающих отвод выделяющегося тепла (тонкий слой, пониженная температура и т. п.) время жизнеспособности увеличивается, при нагревании – уменьшается. Замешанный состав схватывается за 40-45 минут при +20°С. На это время необходима взаимная фиксация соединяемых деталей. Через 2-2,5 часа соединение можно подвергать механической обработке и нагрузке. МЕРЫ БЕЗОПАСНОСТИ Не допускать попадания компонентов стержня в глаза и на кожу. Для исключения попадания на кожу при работе использовать защитные перчатки. При попадании в глаза промыть их водой и обратиться к врачу. Не использовать на поверхностях, контактирующих с продуктами питания. ВАЖНО Если в результате хранения более 18 месяцев или резких колебаний температур хранения произошло отвердение внешнего слоя холодной сварки – нагрейте холодную сварку до +60 С. Можно использовать для этого радиаторы отопления, горячую воду, верхнюю крышку двигателя автомобиля и т.д.
Через 2-2,5 часа соединение можно подвергать механической обработке и нагрузке. МЕРЫ БЕЗОПАСНОСТИ Не допускать попадания компонентов стержня в глаза и на кожу. Для исключения попадания на кожу при работе использовать защитные перчатки. При попадании в глаза промыть их водой и обратиться к врачу. Не использовать на поверхностях, контактирующих с продуктами питания. ВАЖНО Если в результате хранения более 18 месяцев или резких колебаний температур хранения произошло отвердение внешнего слоя холодной сварки – нагрейте холодную сварку до +60 С. Можно использовать для этого радиаторы отопления, горячую воду, верхнюю крышку двигателя автомобиля и т.д.
В наличии 121 ₽
Лодейное Поле (3)
В наличии 143 ₽
Приозерск (4)
Сосново (4)
Тихвин (4)
В наличии 138 ₽
Гатчина (2)
Коммунар (3)
Песочный (5)
Рощино (1)
Сосновый Бор (3)
В наличии 144 ₽
Васкелово (2)
Великий Новгород (3)
Волхов (3)
Выборг (1)
Вырица (4)
Кириши (4)
Кировск (7)
Колпино (4)
Колтуши (2)
Морозова (1)
Мурино (5)
Ново-Токсово (3)
Псков (1)
Романовка (4)
Сестрорецк (4)
Сиверский (3)
Сланцы (4)
Токсово (4)
Характеристики
- Размеры
Длина:
90 мм
Ширина:
25 мм
Высота:
25 мм
- Размеры в упаковке
Длина упаковки:
160 мм
Высота упаковки:
25 мм
Ширина упаковки:
90 мм
- Вес, объем
Вес нетто:
0.
07 кгВес брутто:
0.08 кг
- Другие параметры
Страна происхож.:
Россия
Торговая марка:
Mastix
Производитель:
Мастикс
Срок хранения(мес):
18
 07 кг
07 кгОтзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом “ВИМОС” осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при
заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится
согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после
согласования заказа с вашим менеджером.
Расчет стоимости доставки производится
согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после
согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
- Возврат товара надлежащего качества
- Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к
товару Клей ‘Холодная сварка’ для труб и батареи 50гр на сайте носят информационный
характер и не являются публичной офертой, определенной п. 2 ст. 437 Гражданского
кодекса Российской федерации. Они могут быть изменены производителем без предварительного
уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик
товара. Для получения подробной информации о характеристиках данного товара обращайтесь
к сотрудникам нашего отдела продаж или в Российское представительство данного
товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
2 ст. 437 Гражданского
кодекса Российской федерации. Они могут быть изменены производителем без предварительного
уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик
товара. Для получения подробной информации о характеристиках данного товара обращайтесь
к сотрудникам нашего отдела продаж или в Российское представительство данного
товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Клей ‘Холодная сварка’ для труб и батареи 50гр в магазине Кингисепп вы можете в интернет-магазине “ВИМОС”.
Сертификаты
4620009010068 СГР.pdf
Статьи по теме
- Pinotex Base – основа основ
- Ремонт без пыли, грязи и шума за короткий срок
- Монтажный клей Quelyd Мастификс приклеит все
- Bostik – монтаж в удовольствие
- По фасаду встречают
- Резиновая краска ТМ Master Good – то, что Вам нужно
- Главное о лессировке – как защитить и покрасить дом в один приём
- Краски аэрозольные Coralino
- Антисептик ТОНОТЕКС Krona – высокая прочность покрытия
- «Жидкий Локер» NIP Ponace вы оцените по достоинству
- Marshall EXPORT 7 – для различных поверхностей
- Marshall для кухни и ванной – надежная защита поверхностей
- Прямо по ржавчине!
- Линейка Dulux Professional Bindo: системный подход к покраске
- Обновить интерьер без лишних усилий
- Bindo 3: в поисках универсального идеала
Холодная сварка для труб отопления, преимущества и недостатки метода
Трубы из металла можно использовать для внутридомовых водопроводных коммуникаций непродолжительное время. Металлические трубы допускается эксплуатировать на протяжении строго отведенного периода времени. Окислы, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, и разрушают водопровод. Системы отопления, спроектированные и собранные правильно, не нуждаются в дополнительном обслуживании.
Металлические трубы допускается эксплуатировать на протяжении строго отведенного периода времени. Окислы, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, и разрушают водопровод. Системы отопления, спроектированные и собранные правильно, не нуждаются в дополнительном обслуживании.
Трубы в системе отопления могут быть соединены без применения горячей сварки
Содержание
- 1 Классическая высокотемпературная сварка
- 2 Монтаж контура отопления методом холодной сварки
Классическая высокотемпературная сварка
Как сварить отопление из железной трубы в соответствии со строительными нормами, указано в ГОСТе. Имеет значение и диаметр труб, и протяженность системы. СНИП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частное домовладение, многоэтажный дом или водопроводная линия промышленного назначения.
При использовании газового сварочного аппарата для создания качественных швов потребуется немалый практический опыт. Электросваркой также можно создавать безупречного качества сварные соединения, но в этом случае потребуется не только опыт, но и качественные электроды, верно выбранный уровень тока и «чувство дуги». Качественная электросварка трубы отопления доступна лишь настоящим профессионалам.
Электросваркой также можно создавать безупречного качества сварные соединения, но в этом случае потребуется не только опыт, но и качественные электроды, верно выбранный уровень тока и «чувство дуги». Качественная электросварка трубы отопления доступна лишь настоящим профессионалам.
Металлические трубы — наиболее распространенный материал для систем отопления
Прочность труб из металла более чем достаточна для системы подачи воды и для контура отопления. Именно участки соединений, которые приходится реализовывать для того, чтобы не отклоняться от проектной документации, являются «слабым звеном» системы. О том, как варить трубу отопления электросваркой, подробно указано в устаревших учебных материалах и статьях. В современном строительстве чаще применяется метод холодной сварки для труб отопления.
Важно знать! Резьбовые соединения труб из металла используют в тех случаях, когда требуется создать разъемное соединение. Герметичность соединения в этом случае гарантирует уплотнитель, чаще всего пакля.
Как правильно варить трубу отопления знает каждый квалифицированный инженер-монтажник. Существует ряд правил, которых необходимо придерживаться:
- Сварной шов не должен состоять из окалины. Так происходит, если варить трубу электросваркой, используя некачественные электроды.
- Чтобы варить металл электрическим сварочным аппаратом необходимо использовать метод многослойного расплава металла. Первичная окалина шва удаляется перед следующим слоем сварки.
- Важно правильно выбрать уровень тока – слабый ток не гарантирует прочность сварочного шва. Слишком высокий ток при сварочных работах также неприемлем.
- Если используется метод «сварка встык», в качестве армирующего материала используется металл электрода или расплавленная проволока.
- Варить электросваркой металлические трубопроводы и другие элементы отопительных и водопроводных систем запрещается вблизи легковоспламеняющихся предметов.
Газовая сварка – универсальный метод для создания прочного соединения металлов, соединять можно металлические детали разного размера в любых комбинациях.
Для традиционной сварки нужно иметь специальное оборудование и опыт проведения сварочных работ
Высокая температура струи сгорающего газа позволяет расплавить металл в области локального прогрева, и варить металл на молекулярном уровне. Требует дорогостоящего оборудования и высококвалифицированных сварщиков.
Монтаж контура отопления методом холодной сварки
Холодная сварка – это соединение двух и более элементов без их прогрева. Соединение образуется за счет химических реакций, протекающих в клеящем веществе. Пластичность, высокая адгезия и быстрое застывание в монолитную массу — это отличительные особенности компонентов, применяемых для холодной сварки.
Клеящий состав может включать в себя различные элементы, для улучшения механических характеристик клеевых швов. В основе составов, как правило, присутствуют эпоксидная смола, и наполнитель — отвердитель. На упаковке указано, можно ли холодной сваркой заварить трубы отопления, или это состав для ремонта пластиковых труб контура подачи холодной воды.
Холодная сварка — это пластичная масса, которая обеспечивает герметичное соединение труб
Различают два вида компонентов для холодной сварки:
- Пластичное двухкомпонентное вещество, которое непосредственно перед применением необходимо тщательно размять для смешивания компонентов. Преимущество холодной сварки этого вида: состав быстро готовится, долго хранится, требует минимальной подготовки перед применением. Недостаток: быстро застывает, необходимо наносить очень тщательно, рекомендуется использовать как можно быстрее после приготовления.
- Жидкие компоненты. Перед началом нанесения требуется соединить вещества в должной пропорции, и клей готов к применению. Преимущества жидкого состава для холодной сварки: клеящее вещество без труда проникает вглубь соединения, образуя при застывании прочный слой, устойчивый к механическим воздействиям. Недостаток: требует специальных условий для длительного хранения. Для разных материалов – пластик, металл – требуются разные химические компоненты.

Основное преимущество, которым отличается холодная сварка любого вида, это возможность проводить быстрый ремонт участка водопроводной, отопительной или канализационной системы без отключения подачи воды. Сварку, или в данном случае, склеивание компонентов можно производить в условиях повышенной пожарной опасности.
Важно! Для высокотемпературных контуров, в частности отопительных систем, существуют химические составы, эксплуатация которых возможна в условиях более 1000 градусов по шкале Цельсия.
В качестве ремонтного состава для чугунных радиаторов отопления следует тщательно готовить поверхность к применению холодной сварки. Несмотря на прочность соединения, восстановленный участок может не выдержать испытаний максимальным давлением.
Для пластиковых водопроводных систем метод холодной сварки признан одним из лучших решений для локального ремонта при невозможности замены поврежденного элемента. Также холодную сварку успешно применяют для восстановления герметичности стыковых швов на фитингах пластикового водопровода.
Также холодную сварку успешно применяют для восстановления герметичности стыковых швов на фитингах пластикового водопровода.
Холодная сварка — это эффективный метод для срочного ремонта любых труб
Время ожидания готового состава холодной сварки: от 2 до 20 минут, в зависимости от целевого назначения. Температурный диапазон – от 0 до 1300 градусов.
Достаточно подробно ознакомиться с инструкцией по применению, и монтаж системы будет успешно осуществлен. Для работы потребуется:
- емкость для приготовления состава;
- перчатки, чтобы избежать попадания состава на кожу. Их рекомендуется смочить водой;
- тонкий шпатель, для нанесения вязкого состава в область использования;
- соблюдение правил безопасности при работе с химическими компонентами.
При попадании состава на кожу или в область глаз рекомендуется промыть пораженный участок кожи и при возникновении ощущения жжения обратиться к врачу, имея при себе упаковку от компонентов «холодной сварки».
Как заделать текущие трубы отопления
Если выбран первый вариант – сварка, тогда следует спустить из системы отопления воду, высушить протекающее место и заварить трещину. Если же причина течи в сквозной ржавчине, то чаще всего заварить не удастся и придется менять участок трубы, т.е. вырезать все поврежденное коррозией место и вварить новую трубу.
Но сварка – это сложно, долго, и для многих не применимо. Проще всего сделать «куклу», т.е. обмотать трубу материалом, пропитанным герметиком. Для этого сливаем из системы отопления воду, высушиваем протекающее место, очищаем его от грязи, краски и ржавчины. Теперь можно приступать к заклейке. В качестве материала для куклы проще всего использовать медицинский бинт или мешковину. В качестве клея можно использовать строительный силиконовый герметик или жидкое стекло. Сама процедура заклеивания проста. Обмазываем герметиком трубу в месте заклеивания и этим же герметиком хорошенько пропитываем накладываемую ткань. Далее тканью плотно обкручиваем трубу и оставляем на время, необходимое для высыхания герметика. Чем толще выйдет кукла, тем надежнее она будет держать. Если причина течи была в коррозии, тогда куклу надо сделать пошире, т.к. узкая кукла в скором времени снова пустит.
Вместо куклы можно использовать «холодную сварку». Это такой герметик, похожий на пластилин. Он смешивается с затвердителем и налепливается на сухое, хорошо зачищенное место трубы. После затвердевания «холодная сварка» станет как камень. Но если труба была зачищена ненадлежащим образом или она была хоть чуть-чуть влажная или сырая, то держать этот пластилин будет не долго. Поэтому использовать лучше куклу, т.к. держит она надежнее.
Если же потекло место соединения труб, то здесь все проще – раскручиваем соединение, чистим резьбу, накладываем уплотнитель резьбовых соединений (это либо лен с использованием краски или олифы, либо специальная уплотнительная лента), скручиваем соединение обратно и все, течь устранена. Но если разбирать соединение не хочется или не представляется возможным, тогда на место соединения можно наложить куклу по нижеописанному способу.
Заделка текущих труб отопления без сливания воды
Если слить воду из системы отопления не представляется возможным, или же воду слили, но течет самая нижняя труба системы, в которой слить воду полностью невозможно, тогда нам понадобятся средства, которые могут клеиться к мокрой трубе. Конечно же, сварка и холодная сварка здесь неприменимы. А применима здесь та же кукла, но только со специальным герметиком, который может приклеиваться к мокрой поверхности. Такие герметики, так же как и обычные, можно приобрести в строительных магазинах. Труба вытирается от воды и как можно скорее обмазывается герметиком и обматывается тканью. Но это спасет только при легком подкапывании трубы. Если течь более сильная, чем легкое подкапывание, тогда как временное решение можно использовать резину. Самую обычную резину от камеры автомобиля, например. Вырезаем полосу резины и очень плотно обматываем ей текущее место. После этого берем несколько червячных хомутов (обычные хомуты под отвертку, которые используются в автомобилях для соединения трубок и патрубков) и хомутами зажимаем резиновую скрутку. Таким нехитрым способом на некоторое время течь удается либо полностью устранить, либо частично уменьшить.
Существуют специальные ремкомплекты для заделки течи труб, которые включают в себя резиновый хомут с вентилем. Открытый вентиль позволяет сливать воду из-под хомута, пока он монтируется и зажимается. Когда хомут надежно зафиксирован, вентиль перекрывается, и хомут начинает надежно сдерживать течь. Такой ремкомплект спасает даже при сильной течи, при которой никакие другие средства не спасут.
Кстати, если воду слить нельзя, то есть способ временно осушить трубу, что бы получить возможность ее заклейки или сварки. Этой цели служат средства для заморозки труб, например, «Баллончик ФРИЗ ПАК для заморозки труб» или «Аппарат “Мороз” для заморозки труб». Такое средство позволяет заморозить воду с обеих сторон от поврежденного места и, когда давление воды исчезает, можно переварить кусок трубы или наложить куклу.
В заключение
Если источником течи является сквозная ржавчина или трещина, то все куклы, бандажи и ремкомплекты – это только временная мера, т.к. ржавчина будет развиваться, а трещина расползаться. Поэтому все эти средства можно использовать только для того, что бы дождаться лета, что бы летом слить воду и поменять поврежденный участок трубы. Если же летом трубу не заварить, то есть риск того, что очередной зимой в самый неподходящий момент снова начнется течь, которая зальет соседей снизу или принесет другие неприятности.
Читайте еще статьи
Утепление труб на улице и в доме: виды, особенности, требования
Как отогреть водопровод: несколько действенных методов
Коллекторная разводка водоснабжения
WO_ColdWeatherTips_2013-v3.
indd%PDF-1.4 % 1 0 объект >]/Pages 3 0 R/Type/Catalog/ViewerPreferences>>> эндообъект 2 0 объект >поток uuid:86d74b5c-dc1e-b741-93a5-1bab709fcc0bxmp.did:00801174072068118083867BF099F59Aadobe:docid:indd:7b658394-ceef-11db-914f-da4caedb3d61proof:pdf1xmp.iid:FC7F1174072068118083867BF099F59Axmp.did:A6617B
068119109D7155A0C8B0Cadobe:docid:indd:7b658394-ceef-11db- 914f-da4caedb3d61по умолчанию
iid:F77F11740720681180839DAAFAA11D512013-06-14T09:30:19-07:00Adobe InDesign 7.0/метаданные iid:3F4CE48E01188C6D45D51215D3C2013-06-17T14:14:37-07:00Adobe InDesign 7.0/;/метаданные068119109D7155A0C8B0C2013-06-18T16:13:19-07:00Adobe InDesign 7.0/метаданные
068119109D7155A0C8B0C2013-06-18T16:13:19-07:00Adobe InDesign 7.0/;/метаданные
068119109D7155A0C8B0C2013-06-18T16:17:27-07:00Adobe InDesign 7.0/;/метаданные
0/;/метаданные inddsiGϐ7d =
Полипропиленовые трубы и фитинги для водопроводных и отопительных установок
LONG BEACH TOWERS RESIDENTIAL BUILDINGS (NY)
СПОРТИВНЫЙ ЦЕНТР HALAS HALL В ОЗЕРНОМ ЛЕСНОМ (Иллинойс)
КРУПНАЯ БОЛЬНИЦА В ВЕРХНЕМ СРЕДНЕЗАПАДНОМ
АКВАПАРК ГРЕТНА (СВ)
БОЛЬНИЦА В ДУЛУТЕ (Миннесота)
БОЛЬНИЦА НА ЮГЕ США
БОЛЬШОЙ ЮЖНЫЙ ГОРОД США
Скотоводческая ферма в Верхнем Среднем Западе
БОЛЬНИЦА В САУК-ПРЕРИ (Висконсин)
КРУПНЫЙ ПРОЕКТ БОЛЬНИЦЫ НА ЮГО-ВОСТОКЕ США
ВЕРХНИЙ СРЕДНИЙ ЗАПАД
ОТЕЛЬ MONTELEONE В НОВОМ ОРЛЕАНЕ (Луизиана)
ЖИЛОЙ ПРОЕКТ В ОНТАРИО (КАНАДА)
КОММЕРЧЕСКАЯ ТЕПЛИЦА В ВУДБЕРИ (Миннесота)
КОЛОНИЯ ГУТТЕРИТОВ В СЕВЕРО-ЗАПАДНОЙ МИННЕСОТЕ
МЭДИСОН (Висконсин)
УНИВЕРСИТЕТ ВИРГИНИИ В ШАРЛОТТСВИЛЛЕ (Вирджиния)
ДОМ ДЛЯ ВЫРАЩИВАНИЯ В ФЕНИКСЕ (Аризона)
ХИМИЧЕСКИЙ ЗАВОД В КАРЛТОНЕ (Миннесота)
СЫРНЫЙ ЗАВОД (МИН)
ОТЕЛЬ MARRIOTT В РЕНО (Невада)
БОЛЬНИЦА В ДУЛУТЕ (Миннесота)
ПРОМЫШЛЕННЫЙ ЗАВОД (США)
КРУПНЫЙ ПРОДОВОЛЬСТВЕННЫЙ МАГАЗИН (США)
ПИЩЕВОЙ ЗАВОД (США)
ПРОМЫШЛЕННЫЙ ЗАВОД В ВИНЧЕСТЕРЕ (Вирджиния)
БОЛЬНИЦА ЗДРАВООХРАНЕНИЯ NCH В НЕАПЛЕ (Флорида)
ОБЩЕСТВЕННЫЙ БАССЕЙН В АНКОРИДЖЕ (AK)
ОТЕЛЬ В НЬЮ-ЙОРКЕ (NY)
ЗАВОД МЕДИЦИНСКОЙ КОНОПЛИ (Нью-Джерси)
ДУЛУТ (Миннесота)
УНИВЕРСИТЕТ ЮЖНОГО МИССИСИПИ В ХАТТИСБУРГЕ (МС)
АДМИНИСТРАТИВНАЯ БОЛЬНИЦА ВЕТЕРАНОВ ХАЙНС (Иллинойс)
РЕЗИДЕНЦИЯ ДЛЯ ПОЖИЛЫХ (Нью-Джерси)
МИННЕСОТА
СРЕДНЯЯ ШКОЛА CLOQUET (Миннесота)
ЧИКАГОЛАНД (Иллинойс)
СТ.
СТАРШАЯ ШКОЛА ОБЛАЧНЫХ ТЕХНОЛОГИЙ (Миннесота)УНИВЕРСИТЕТ ЮЖНОЙ ДАКОТЫ (Южная Дакота)
СТАДИОН COORS FIELD ДЕНВЕР (CO)
ЯИЧНАЯ ФЕРМА КАЛГАРИ (КАНАДА)
НАЧАЛЬНАЯ ШКОЛА (Миннесота)
СРЕДНЯЯ ШКОЛА (Миннесота)
ВЕБЕРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ОГДЕН (Юта)
СРЕДНЯЯ ШКОЛА BOZEMAN GALLATIN (MT)
ПРОМЫШЛЕННЫЙ ЗАВОД В БОЛИНГБРУКЕ (Иллинойс)
ЖИЛОЕ ЗДАНИЕ НОРТБРУК (Иллинойс)
Сборочный завод CHRYSLER Belvidere (Иллинойс)
СРЕДНЯЯ ШКОЛА БОЗМАНА (MT)
HB McClure Skid Package ЗАВОД Гаррисберг (Пенсильвания)
АРЕНДА СКЛАДА ВПП НЬЮ-ЙОРК (Нью-Йорк)
СИСТЕМА СНЕГОТАЯНИЯ ДЛЯ РОСКОШНОГО ДОМА В МИННЕАПОЛИСЕ (Миннесота)
Проект медицинского центра Херши (Пенсильвания)
БОСТОНСКАЯ ГАРВАРДСКАЯ МЕДИЦИНСКАЯ ШКОЛА (MA)
НАЧАЛЬНАЯ ШКОЛА ДЖЕФФЕРСОНА, АРЛИНГТОН (Вирджиния)
ЭДЕМСКАЯ БОГОСЛОВСКАЯ СЕМИНАРИЯ СВ. ЛУИ (Мичиган)
AVERA HEALTHCARE SIOUX FALLS (SD)
РЕЗИДЕНЦИИ AT COFFEE CREEK ДЛЯ ПРОЖИВАНИЯ ПОЖИЛЫХ ПОЖИЛЫХ С ПОМОЩЬЮ В ЧЕСТЕРТОНЕ (Иллинойс), США
СРЕДНЯЯ ШКОЛА ЭДИСОНА ДЖЕЙНСВИЛЛ (Висконсин)
СРЕДНЯЯ ШКОЛА ДИКСОН (Иллинойс)
СРЕДНЯЯ ШКОЛА САРТЕЛЛА (Миннесота)
МЕДИЦИНСКИЙ ЦЕНТР ОЛБАНИ (Нью-Йорк)
АКАДЕМИЯ ФИЛЛИПС ЭНДОВЕР (Массачусетс)
ЗАВОД ПРОДУКТОВ TOLY (МАЛЬТА)
ГОСУДАРСТВЕННЫЙ КОЛЛЕДЖ СЕМИНОЛОВ СЭНФОРД (Флорида)
ROSENWALD COURTS APARTMENTS ЧИКАГО (Иллинойс)
НАЧАЛЬНЫЕ ШКОЛЫ НОВЫЙ ОРЛЕАН (Луизиана)
БОЙЛЕРНАЯ Блумингтон (Миннесота)
SKY HOUSE APARTMENTS СОЛТ-ЛЕЙК-СИТИ (Юта)
Центр проживания пожилых людей Элк-Ривер (Миннесота)
Ремонт склада Сент-Пол (Миннесота)
Университет штата Восточная Каролина Гринвилл (Северная Каролина)
СИСТЕМА СНЕГОТАЯ ВЕСТМОНТ (Иллинойс)
СИСТЕМА АВТОМОЙКИ LINCOLN (NE)
ТРУБЫ NERO BY NIRON С ВНУТРЕННИМ СЛОЕМ PP-RCT
ЗАВОД VERSA TEK СОЛИСБЕРИ (Северная Каролина)
ПРОМЫШЛЕННЫЙ ЗАВОД В БОЛИНГБРУКЕ (Иллинойс)
РАННИЙ ФИЛИАЛ ЗАВОДА NUPI AMERICAS (SC)
ЗАВОД IPG PHOTONICS МАРЛБОРО (Массачусетс)
КОЛЛЕКТОР NIRON PP-RCT
СЕГМЕНТНЫЙ ФИТИНГ NIRON PP-RCT
MAT SU БОЛЬНИЦА WASILLA (AK)
УЕСЛИ УИЛЛОУЗ СТАРШИЙ ЦЕНТР РОКФОРД (Иллинойс)
БАЗА ВВС ШЕППАРД УИЧИТА ФОЛЛС (Техас)
ДОМ АНДЕРСОНА ЧАРЛСТОН (Южная Каролина)
СРЕДНЯЯ ШКОЛА АПОЛЛОНА (Миннесота)
ЗАВОД IPG PHOTONICS OXFORD (MA)
ПРОМЫШЛЕННЫЙ ЗАВОД ANSYS ЛИВАН (КТ)
ОБЩЕСТВЕННОЕ ЗДАНИЕ (MA)
АПАРТАМЕНТЫ АЛЕВТСКИЕ ОСТРОВА (АК)
DOWNEST SIDER HOUSE BOSTON (MA)
Холодная сварка труб водяного отопления.
Холодная сварка радиаторов Замена нагревательных батарей для сварки
Сварка чугунных батарей
значительно облегчилась после появления сварочного оборудования с инверторной схемой. Такие устройства небольшие, питаются от сети 220 В и их можно приобрести за 7-10 тысяч рублей. в специализированном магазине. Но не стоит обольщаться мыслью, что если вы купили такое устройство, то заменить аккумуляторы в сварке можно своими руками. Сварной шов сделать так, чтобы он не протекал при давлении теплоносителя 10 атм. и температуре 100°С, может только опытный специалист со стажем работы не менее 3-х лет.
Сварочный аппарат с инверторной схемой
Нельзя допускать к этому делу мошенников: даже при нормальном давлении в коммуникациях отверстие даже размером с капилляр может за сутки превратиться в свищ, через который будет хлестать вода.
Сам по себе процесс замены аккумуляторов не всегда требует сварки. Часто подвод к аккумуляторам снабжен резьбовыми разъемными соединениями, которые можно просто развернуть, затем снять аккумулятор с кронштейнов и навесить новый. Главное при этом не забыть перекрыть воду и правильно намотать льняной уплотнитель на резьбовое соединение: с правой резьбой – по часовой стрелке, с левой резьбой – против часовой стрелки.
Обработка чугунных батарей
В том случае, если на обвязке нет разъемных соединений, то такие трубы просто режут болгаркой или ножовкой по металлу, но тогда после замены батарей новый радиатор приходится соединены с коммуникациями сваркой. В этом случае придется варить трубу из низкоуглеродистой стали: с этой задачей справится и средний специалист.
Но что делать домовладельцу, если в отопительный сезон потекли стыки между секциями чугунного радиатора, в корпусе батареи появился свищ или глубокий скол? Вызвать сварщика с его оборудованием, отключить отопление надолго?
В этом случае на помощь придет домовладелец холодная сварка для аккумуляторов
.
Холодная сварка для радиаторов
Собственно, это не сварка как таковая, а клей на основе эпоксидной смолы, наполненный металлическим порошком и армирующими добавками. Применение такой холодной сварки для батарей отопления элементарно просто:
Холодная сварка для батарей Mastix
1. Поток теплоносителя перекрывается (если необходимо закрыть сквозную трещину или свищ). 2. Место протечки, сколов, свищей очищают от краски, ржавчины, обезжиривают тампоном, смоченным в спирте. Подождите, пока обработанный участок не высохнет. 3. Кусочек «холодной сварки» разминается пальцами до получения шарика консистенции пластилина диаметром 15-20 мм. Этот шарик вдавливается в дефектный участок чугуна и удерживается в течение 10-15 минут кончиком отвертки или лезвием ножа, только сухой тряпкой. 4. Отверждение «холодной сварки» происходит в течение 30-45 минут. Но полностью батарея будет готова к работе только через сутки.
Необходимо помнить, что холодную сварку нельзя применять при температуре ниже +5°С. При работе с данными смесями необходимо использовать резиновые перчатки, защитные очки для глаз.
Ремонт труб холодной сваркой
Одним из самых популярных видов таких клеев является холодная сварка для аккумуляторов Mastix
. .. Продается порциями по 55 грамм. Стоимость одного блистера составляет около 60 рублей. Основным преимуществом такого вида «сварки» специалисты считают короткий период полной полимеризации: уже через 2,5 часа изделие, склеенное «Мастикс», можно подвергать механическим воздействиям.
Следует иметь в виду, что холодная сварка – это еще не сварка в прямом смысле этого слова. Это временное решение. После окончания отопительного сезона лучше вызвать мастера-сварщика, который заварит сколы, свищи, течи ваших чугунных батарей в соответствии с требованиями всех норм.
Чугунное изделие после ремонта холодной сваркой
Некоторых читателей интересует, можно ли с помощью «Мастикса» выполнить, например, аккумуляторная сварка
, вкл. – для ноутбуков.
Скажем прямо: при разработке этого клея никто не ожидал, что ему придется работать в химически агрессивных и токопроводящих средах. Поэтому для фиксации аккумуляторов лучше использовать более традиционные методы. Например, точечная сварка.
Если весь блок не нужен, отрежьте необходимое количество ножом поперек.
Любой человек хотя бы раз в жизни сталкивался с потребностью в трубах, расширительном баке и других компонентах системы отопления. Если еще двадцать лет назад любая отопительная цепь и батареи в ней только ремонтировались. Сегодня современный рынок предлагает быстрый и эффективный способ устранения протечек и дыр в любом элементе оборудования отопительного контура. В этом случае вам больше не придется использовать сварку при повышенной температуре. На смену известным методам пришла новая технология – холодная сварка чугунных батарей, биметаллических и алюминиевых радиаторов, пластиковых и стальных труб системы отопления.
Холодная сварка труб отопления: универсальное средство для решения мелких проблем
Холодная сварка труб отопления – современный эффективный способ соединения железных магистралей (и не только) без применения инвертора и другого оборудования, работающего по типу температурный эффект. Соединение происходит за счет деформации сварочной массы и ее плотного прилегания к рабочей поверхности.
Холодная сварка.
Метод, широко используемый в автослесарных работах и применяемый бригадами сантехников.
Характеристика и схема холодной сварки
Говоря проще, это клей для металлических изделий. Выпускается в одно- или двухкомпонентном составе. В производстве преобладают следующие составы:
- основа – эпоксидные смолы, отвечающие за однородность и пластичность массы; В качестве наполнителей используются металлические компоненты
- и сера.
По своей консистенции представляет собой полимерную композицию, обладающую склеивающим действием при деформации и незначительном нагревании. Прочность соединения зависит от правильного использования, а также от качества смеси и подготовки свариваемой поверхности, а точнее линии в автономном отоплении дома.
Если правильно подойти к исполнению, то в идеальных условиях место сварки будет прочнее основного металла. Но при всех качествах шов уступает по надежности выполнению дуговой сварки. Собственно поэтому холодной сваркой можно отремонтировать только небольшие поломки или течи в трубе.
Что означает термин «холодная сварка»?
Согласно нормативным документам, а именно ГОСТ 2601-84 на сварку металлов, холодная сварка для батарей отопления представляет собой соединение двух однородных или разнородных материалов. Процесс склеивания осуществляется под давлением в условиях значительной пластической деформации клея. При этом температура соединяемых материалов не повышается. В этом случае соединение двух компонентов в одну систему не происходит за счет диффузии, то есть проникновения одного вещества в другое. Связь возникает в результате валентного сопряжения атомов при пластической деформации.
Успешное течение процесса невозможно без соблюдения двух основных условий. Это высокое давление и наличие пластической деформации соединяемых деталей. Холодная сварка радиаторов отопления не дает монолитного высокопрочного соединения без пластической деформации. Речь идет об изменении взаимного положения атомов и перестановках групп атомов, сохраняющихся во времени. Высокое давление позволяет сблизить свариваемые поверхности на расстояние, соизмеримое с размером кристаллической решетки твердых тел и межатомным расстоянием полимеров. В результате происходит межатомное взаимодействие между связующим и склеиваемыми материалами.
Холодная сварка для чугунных батарей, биметаллических и алюминиевых радиаторов, имеет универсальный состав: эпоксидная смола
- ;
- наполнитель.
Эпоксидная смола гибкая. Он способен заполнить все трещины и дефекты обрабатываемой поверхности. Еще одним важным свойством эпоксидной смолы является способность затвердевать при смешивании с различными отвердителями. Эпоксидная смола передает все свои положительные качества холодной сварке.
Наполнитель может быть металл, сера, различные пластификаторы и модификаторы. Наполнитель в системе играет роль отвердителя, а также наделяет холодную сварку рядом положительных характеристик, например, термической стабильностью, стойкостью во влажной среде и др. Холодная сварка для батарей отопления в своем составе должна содержать металл как наполнитель, но связующее для пластиковых труб немыслимо без серы. В любом случае холодная сварка представляет собой двухкомпонентную смесь, которая объединяется в одну систему непосредственно перед применением.
Разнообразие клеев и связующих
Разнообразие марок и видов холодной сварки.
Многие задаются вопросом, можно ли проклеить радиатор холодной сваркой и как долго такой ремонт будет долговечным и эффективным. Эксперты дают утвердительный ответ на поставленный выше вопрос. А вот то, как долго прослужит полученный шов или стык, полностью зависит от правильного выбора клея.
Физическая классификация:
- жидкость;
- пластилин.
При покупке жидкого средства можно обратить внимание на то, что в упаковке два тюбика. Один содержит эластичное вещество на основе эпоксидной смолы, другой содержит отвердитель. Перед применением их необходимо смешать. Время жизни смеси от 2 минут до 20 минут.
Жесткая холодная сварка для радиаторов отопления имеет вид двухслойного бруска, внутри которого находится пластичное вещество, а по поверхности бруска идет отвердитель. Перед использованием пластилин разминают.
Если при ремонте используется только часть бруска, то его можно обрезать. Срез должен идти поперек планки, а не вдоль нее.
Классификация по области применения:
- универсальные составы – их можно использовать для соединения дерева, полимера, металла. Однако они наименее долговечны;
- для работы с металлами – образует прочное соединение даже между двумя разнородными металлами. Обязательным условием является то, что в качестве наполнителя должен выступать металл. Можно ли приклеить радиатор этим видом холодной сварки? Специалисты отвечают утвердительно;
- специальный для работы с автозапчастями;
- сварка для работы в экстремальных условиях, например, под водой или при повышенном давлении.
Крайне нежелательно использовать холодную сварку для ремонта одних материалов, если она предназначена для ремонта совсем других веществ.
Преимущества холодной сварки аккумуляторов и труб
Для удобства используйте шпатель.
Холодная сварка труб и аккумуляторов имеет много преимуществ. Положительные характеристики выгодно выделяют его на фоне других способов сварки материалов:
- простота использования, в связи с чем может применяться человеком, не имеющим должного опыта работы с сантехникой;
- обрабатываемый материал не деформируется в процессе работы, так как не подвергается воздействию повышенных температур;
- качество сформированного шва не зависит от скорости прикладываемых усилий, в связи с чем сварку можно проводить быстро;
- нет необходимости в специализированном оборудовании;
- минимальное энергопотребление;
- комплект пожарной безопасности;
- возможно ремонт контейнеров со взрывчатыми веществами;
- поверхностное напряжение материала в зоне шва отсутствует;
- с помощью холодной сварки в отличие от металлов можно соединять без образования интерметаллидного слоя.
Недостатки:
- значительная пластическая деформация соединяемых деталей, которая может достигать 70%;
- низкая универсальность каждой системы компонентов.
Для оклейки радиатора холодной сваркой необходимо тщательно подобрать состав системы. Клеевая смесь должна подходить для обрабатываемого материала. Полученное соединение должно сохранять свою целостность в вероятных условиях эксплуатации.
На что следует обратить внимание при выборе холодной сварки?
Помимо качественных характеристик связующего компонента, при выборе учитываются будущие условия эксплуатации получаемого соединения. Итак, холодная сварка труб отопления выбирается по температурному режиму, при котором соединение сохранит свою прочность и целостность. Для большинства недорогих связующих материалов в инструкции указан температурный диапазон 260°С и выше. Но это не значит, что сварной шов в этих условиях прослужит долго.
Как показывает практика, такие составы следует использовать только при комнатной температуре. Для соединения труб отопления и радиаторов нужно выбирать сварку, диапазон рабочих температур которой достигает 1300°С и выше. В этом случае связь гарантированно прослужит долго.
Холодная сварка для соединения труб отопления в вашем доме
Металлические трубы можно использовать для внутренней сантехники на короткое время. Металлические трубы допускается эксплуатировать в течение строго отведенного периода времени.
Оксиды, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, разрушают водопровод.
Правильно спроектированные и смонтированные системы отопления не требуют дополнительного обслуживания.
Трубы в системе отопления можно соединить без горячей сварки
Классическая высокотемпературная сварка
Как сварить отопление из железной трубы в соответствии со строительными нормами указано в ГОСТ. Имеет значение как диаметр труб, так и длина системы. СНиП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частного домовладения, многоэтажного дома или промышленного водопровода.
При использовании газосварочного аппарата требуется большой практический опыт для выполнения качественных швов. Электросварка также позволяет создавать сварные соединения безупречного качества, но в этом случае вам потребуются не только опыт, но и качественные электроды, правильно подобранный уровень тока и «чувство дуги». Качественная электросварка труб отопления доступна только настоящим профессионалам.
Металлические трубы – наиболее распространенный материал для систем отопления
Прочности металлических труб более чем достаточно для водопровода и для отопительного контура.
Именно участки соединений, которые приходится реализовывать, чтобы не отступать от проектной документации, являются «слабым звеном» системы.
Как варить трубу отопления электросваркой подробно описано в устаревших обучающих материалах и статьях. В современном строительстве чаще применяется метод холодной сварки труб отопления.
Важно знать! Резьбовые соединения труб из металла применяются в тех случаях, когда требуется создать разъемное соединение. В этом случае герметичность соединения гарантируется уплотнителем, чаще всего паклей.
Каждый квалифицированный монтажник знает, как правильно сварить трубу отопления. Необходимо соблюдать ряд правил:
- Сварной шов должен быть без окалины. Такое бывает, если сварить трубу электросваркой с использованием некачественных электродов.
- Для сварки металла электросварочным аппаратом необходимо использовать метод многослойного плавления металла. Начальная окалина сварного шва удаляется перед нанесением следующего слоя сварного шва.
- Важно выбрать правильный уровень силы тока – слабый ток не гарантирует прочность сварного шва. Слишком большой ток при сварке также недопустим.
- При стыковой сварке в качестве армирующего материала используется металл электрода или расплавленная проволока.
- Запрещается варить металлические трубопроводы и другие элементы систем отопления и водоснабжения электросваркой вблизи легковоспламеняющихся предметов.
Газовая сварка – универсальный метод создания прочного соединения металлов; можно соединять металлические детали разных размеров в любом сочетании.
Для традиционной сварки необходимо наличие специального оборудования и опыта сварки.
Высокая температура струи дымовых газов позволяет плавить металл в зоне локального нагрева и варить металл на молекулярном уровне. Требуется дорогостоящее оборудование и высококвалифицированные сварщики.
Монтаж контура нагрева холодной сваркой
Холодная сварка – соединение двух или более элементов без их нагрева. Связь образуется в результате химических реакций в клее. Пластичность, высокая адгезия и быстрое затвердевание в твердую массу – отличительные черты компонентов, используемых для холодной сварки.
Клеевая композиция может включать различные элементы для улучшения механических характеристик клеевых соединений. Как правило, в основе составов лежит эпоксидная смола, а наполнителем является отвердитель. На упаковке указано, можно ли варить трубы отопления холодной сваркой, или это состав для ремонта пластиковых труб контура холодного водоснабжения.
Холодная сварка представляет собой пластичную массу, обеспечивающую герметичное соединение труб
Существует два типа компонентов для холодной сварки:
- Пластичное двухкомпонентное вещество, которое необходимо тщательно вымешивать непосредственно перед применением для смешивания компонентов. Преимущество этого вида холодной сварки: состав быстро готовится, долго хранится, требует минимальной подготовки перед применением. Недостаток: быстро затвердевает, наносить нужно очень осторожно, рекомендуется использовать как можно быстрее после приготовления.
- Жидкие компоненты. Перед началом нанесения требуется соединить вещества в нужной пропорции, и клей готов к применению. Преимущества жидкого состава для холодной сварки: клей легко проникает вглубь шва, образуя при застывании прочный слой, устойчивый к механическим воздействиям. Недостаток: требует особых условий для длительного хранения. Разные материалы — пластик, металл — требуют разных химических компонентов.
Основным преимуществом любого вида холодной сварки является возможность быстрого ремонта участка водопровода, отопления или канализации без отключения подачи воды. Сварку, а в данном случае склеивание деталей можно производить в условиях повышенной пожароопасности.
Важно! Для высокотемпературных контуров, в частности систем отопления, существуют химические составы, работа которых возможна в условиях более 1000 градусов Цельсия.
В качестве ремонтной массы для чугунных радиаторов отопления необходимо тщательно подготовить поверхность для применения холодной сварки. Несмотря на прочность соединения, ремонтируемый участок может не выдержать испытание максимальным давлением.
Ремонт полимерных труб
Для полимерных труб необходимы специализированные составы.
Независимо от химического состава обрабатываемого материала и характера применяемой сварки обязательно соблюдение условий и рекомендаций, прописанных в инструкции.
Холодная сварка пластиковых труб отопления происходит по следующей схеме:
- обязательным этапом является подготовка поверхности ремонтируемого материала. Для этого поверхность концов трубы обрабатывается наждачной бумагой, а затем обезжиривается. Шероховатость на трубе увеличит сцепление с клеем. Жировые загрязнения могут вступать в химическую реакцию с компонентами для холодной сварки и ухудшать их характеристики;
- определить правильный допуск перпендикулярности концов. В случае труб диаметром 20…40 мм он должен быть не более 2 мм;
- измерить на концах труб половину длины муфты для определения площади обрабатываемой поверхности;
- марки циклируются, то есть с труб снимается тонкий слой материала (0,1…0,2 мм), также удаляются заусенцы;
- Непосредственное приготовление клея заключается в смешивании компонентов до образования однородной массы. В случае пластилиновой сварки руки перед смешиванием смачивают водой. Паста не будет прилипать к коже. Срок годности жидких составов длится не дольше 3 минут, поэтому действовать нужно быстро;
- приготовленную смесь наносят на поверхность ремонтируемого или склеиваемого материала. Положили все под пресс. Какая сила должна действовать на шов, указано в инструкции по холодной сварке.
Отремонтированный трубопровод или отопительный контур можно использовать через 8 часов после сварки.
Технологический процесс
Весь процесс ремонта радиаторов и труб отопления, независимо от того, из какого материала они изготовлены, осуществляется в два этапа: подготовительный и основной.
Подготовительные работы
Содержание подготовительного этапа зависит от того, какие требования предъявляет сам клеевой состав к ремонтируемому изделию, в том числе требование наличия чистого металла, на который будет наноситься состав.
В случае, если подготовительный этап соответствует требованиям по обеспечению доступа клея к чистому металлу, то он будет состоять из следующих этапов:
- очистка ремонтируемого участка до чистого металла . .. В случае нанесения тонкого слоя покрытия, например лакокрасочного, можно обойтись металлической щеткой. Однако в случае толстого слоя покрытия может потребоваться механическая очистка с помощью специального круга и шлифовальной машины. Если предстоит ремонт старой трубы, то зачистку до металла следует проводить крайне осторожно;
- после очистки металла поверхность следует обезжирить, например, спиртом или другими жидкостями, химический состав которых позволяет очистить металл … Если холодная сварка не требует обязательной очистки от лакокрасочных покрытий, этап очистки сразу начинается с обезжиривания. Само обезжиривание производится ватным тампоном или другим материалом. При этом желательно, чтобы такой материал был безворсовым, так как в противном случае его микрочастицы могут негативно сказаться на чистоте покрытия.
Основной этап
Следующий этап – основной, в ходе которого происходит собственно ремонт методом холодной сварки, состоящий из следующих этапов:
- подготовка клея . .. Вынимается на основном этапе, так как требует очень быстрого выполнения всех необходимых действий в связи с тем, что сам состав очень быстро затвердевает, что может привести к потере его пластических свойств еще до нанесения на ремонтируемый участок;
- если речь идет об однокомпонентном составе, то необходимо отрезать кусок такого размера, чтобы было достаточно, чтобы закрыть то место, которое нужно будет замазать, чтобы провести ремонт … Этот кусок необходимо размять до такой степени, чтобы получить пластичную массу, которая примет ту форму, которая требуется на ремонтируемом участке;
- если речь идет о двухкомпонентном составе, то необходимо смешать элементы такого состава в равных пропорциях, чтобы получить требуемую по качеству массу, после чего он будет готов к применению в качестве часть текущего ремонта;
- следующий шаг – нанесение самого состава на отремонтированный участок . Как было сказано выше, нанесение холодной сварки необходимо проводить быстро, иначе процесс полимеризации (то есть затвердевания) произойдет гораздо раньше, в результате чего качественного соединения не получится;
- после нанесения состава на ремонтируемый участок этот участок необходимо защитить от воздействия окружающей среды . .. Это можно сделать с помощью специального хомута или хомута, который надевается на срок, указанный на хладо- сварной пакет (это период предельного твердения состава, после которого он приобретает максимальную прочность).
Как правило, после такого ремонта эксплуатировать изделие (трубу или радиатор) можно не ранее, чем через восемь часов. Однако полная полимеризация, после наступления которой возможно полноценное использование продукта, происходит не ранее, чем через сутки. Этот период времени указан с учетом того, что труба отопления или радиатор будут использоваться, заполняя их горячей водой.
При работе с холодной сваркой помните о мерах безопасности по защите кожи рук – все работы необходимо проводить в перчатках, а во избежание прилипания состава к рукам поверхность необходимо смочить водой (например, с помощью ватных палочек).
Кратко о холодной сварке
Холодная сварка представляет собой жидкую или пластичную смесь, которая позволяет соединять даже разнородные материалы, не прибегая к высоким температурам. Холодная сварка имеет ряд преимуществ перед традиционными способами соединения металлов и пластмассовых изделий. Это удобство эксплуатации, пожаробезопасность, прочность и долговечность получаемого шва, отсутствие деформации склеиваемых поверхностей и т.д. Имеются и недостатки. Это пластическая деформация соединяемых деталей.
Холодная сварка применяется при ремонте и монтаже систем отопления, водоснабжения, контуров горячего водоснабжения, а также при выходе из строя деталей машин, образовании трещин и проколов в емкостях различного назначения. Многие спрашивают, можно ли радиатор сваривать холодной сваркой. Эксперты отвечают на этот вопрос утвердительно. Но покупать клей настоятельно рекомендуется в соответствии с последующими условиями эксплуатации шва и химическим составом обрабатываемой поверхности.
На рынке представлено множество вариантов изделий для холодной сварки. Но не все они могут быть полезны при больших перепадах температуры. Именно поэтому их применение в промышленных условиях становится невозможным. В этом отношении новое поколение аппаратов холодной сварки Mastix намного опережает своих конкурентов. Он выдерживает температуру от -60 до +150 градусов Цельсия. С его помощью можно соединять любые предметы из любого материала, так как его качество намного выше уровня обычного клея.
При беспрекословном соблюдении всех правил с его помощью можно эффективно соединить как сломанные вещи, так и новые детали, которые ранее не монтировались. Но, кроме того, холодная сварка имеет еще одну важную особенность – есть возможность образования потерянных частиц или новых элементов деталей. Применяя холодную сварку Мастикс, мастер имеет возможность заделывать им дыры, трещины и другие поломки.
Бытовые трубопроводы (даже если они заполнены горячей водой) не имеют слишком высокой температуры, что позволяет использовать этот вид клея. Сварка снабжена стержнеобразным элементом. Он сочетает в себе две составляющие. Первый находится внутри, второй – это внешняя оболочка. Для того чтобы начать их использовать, нужно просто смешать состав. Полученная смесь будет мягкой. Такое ее состояние может длиться до семи минут. По истечении этого времени он начнет немного подсыхать, пока полностью не перейдет в твердое состояние.
Преимущества
- надежное устранение трещин, сколов и протечек в бытовых трубопроводах,
- безопасное использование, отсутствует деформация и напряжение металла,
- при формировании шва не допускается нагрев, дополнительный инструмент не требуется ,
- не плавит материал, подходит для ремонта металлопластиковых и пластиковых конструкций,
- ремонт не занимает много времени, подходит для герметизации течи в экстренных случаях, необходимо строго следовать инструкции производителя,
- самый бюджетный способ ремонта водопровода.
Где применяется
Холодная сварка Mastix может применяться как в домашних условиях, так и в профессиональной деятельности. Все зависит от типа материала и условий окружающей среды. Его основное применение – использование холодной сварки в виде обычного клея. Он должен соединять те материалы, которые нельзя склеить обычным клеем.
Очень часто его применяют для ремонта труб в водопроводах, им заделывают отверстия в емкостях, ремонтируют детали машин и многое другое. Пластичная масса, которой является эта смесь, отлично склеивает трещины (может даже проникать внутрь объекта). Если объект не эксплуатируется при температуре выше 150 градусов, то холодная сварка способна эффективно отремонтировать в нем все сколы, с ее помощью можно доделать нужные или недостающие детали или отремонтировать оборудование другим способом. Очень важно не использовать деталь, пока клей не высохнет.
Материал, полученный после сушки при холодной сварке, недостаточно прочен, чтобы выдерживать нагрузки сильных ударов. Но он легко выдерживает нагрузки, которые вызывает вибрация, поэтому очень эффективно применяется для ремонта движущихся механизмов. В составе холодной сварки Mastix можно встретить следующие компоненты:
- Наполнители минерального происхождения;
- Металлические наполнители;
- Эпоксидная смола;
- Аминовая смола.
недостатки
- применяется только для мелкого ремонта поврежденных труб в местах, где нет нагрузки,
- требует тщательного соблюдения технологии нанесения, иначе не будет держаться,
- в процессе сварки необходимо соблюдать заданную температуру ,
- В отличие от инверторной сварки шов не прочный, это только временная мера.
Виды холодной сварки
- Для склеивания металлических изделий – в его состав входит металлический наполнитель, помогающий клею более эффективно соединять предметы из металла. Для его использования не обязательно полностью высушивать поверхность – клей хорошо контактирует с водой. Это преимущество позволяет данному виду холодной сварки эффективнее работать с сантехникой. Также нет необходимости очищать нужную деталь от грязи – смесь нечувствительна к загрязнениям, поэтому с предметами можно спокойно работать в любом состоянии.
- Универсальная смесь – наносится на любой материал поверхности. Работает при любых температурах. Это очень популярный вид холодной сварки. Благодаря своей универсальности он всегда должен быть под рукой у любого хозяина.
- Жаростойкая холодная сварка – даже температура 250 градусов Цельсия не может ее разрушить. Применяется для пайки всех видов металлов в случаях, когда они соприкасаются со значительными температурами.
- Холодная сварка, используемая при ремонте сантехники, хорошо зарекомендовала себя при мокром ремонте. Применяется для восстановления резьбы на деталях сантехники. Можно соединять фарфор, изделия из металла и т. д.
- Welding Fast Steel — это смесь стальных наполнителей, которая отлично работает со стальными деталями. Они соединяют или восстанавливают утраченные детали.
- Холодные поверхности – содержит наполнитель из алюминия, который очень прочно соединяет изделия из этого материала.
Характеристики холодной сварки Mastix
Прежде чем принять решение об использовании этого типа клея, необходимо ознакомиться с его свойствами.
Что нужно знать об использовании холодной сварки Mastix
Приступая к работе с данным типом клея, необходимо предварительно подготовить поверхность к работе – полностью очистить ее. После этого необходимо отделить необходимое количество холодной сварки, хорошо ее размять и нанести на поверхность. Должно пройти около 20 минут, прежде чем клей схватится с материалом.
Описание
Клей предназначен для быстрой и надежной склейки, ремонта и герметизации радиаторов отопления, труб горячего и холодного водоснабжения, канализации бытовых и промышленных зданий и сооружений из пластмасс, черных и цветных металлов. Рабочая температура ремонтируемых изделий от -60°С до +150°С. Обеспечивает надежный ремонт на влажных и замасленных поверхностях, при низких (до -10°С) температурах (при условии перемешивания смеси в теплом помещении). .
Техническая информация
Применение
Соединяемые поверхности или место ремонта необходимо очистить от грязи и ржавчины, обязательно зачистить крупнозернистой наждачной бумагой (для металлов), по возможности обезжирить (ацетоном и т. п.) и сухой. Отрежьте необходимую часть стержня и тщательно перемешайте оба компонента пальцами (можно влажными) до получения однородного цвета массы. При использовании на влажных или маслянистых поверхностях смесь необходимо разглаживать взад и вперед до прилипания к поверхности (при этом прочность сцепления снижается на 20-25% для маслянистых поверхностей). Не допускайте контакта компонентов стержня с глазами и кожей. Надевайте защитные перчатки, чтобы избежать контакта с кожей. При попадании в глаза промыть водой и обратиться к врачу. Не используйте на поверхностях, контактирующих с пищевыми продуктами.
Среди всех доступных на рынке вариантов, которые представлены в разделе холодной сварки, не так уж и много тех, которые могут работать в широком диапазоне температур. Это один из основных недостатков, препятствующий промышленному применению. Холодная сварка Мастикс выдерживает температуру от -60 до +150 градусов Цельсия, что превосходно по сравнению с конкурентами. С его помощью можно соединять любые вещи, так как его основа обладает более высокими качествами, чем стандартные виды клея. Если соблюдать все правила нанесения, то можно обеспечить качественное соединение, как сломанных вещей, так и новых, не соединенных ранее деталей. Но главной особенностью использования здесь является возможность создавать новые элементы и утраченные детали. Холодная сварка для батарей и труб Mastix позволяет заделывать отверстия, сколы, трещины и другие дефекты. В обычных бытовых трубопроводах даже при наличии горячей воды температура не превышает допустимого значения.
Поставка выполнена в виде бруска, в котором соединены два компонента. Первый компонент находится внутри, а второй — во внешней оболочке. Для их использования требуется перемешивание, что делает смесь доступной в мягком состоянии в течение семи минут. После этого он постепенно подсыхает, образуя прочное соединение или просто затвердевший участок заплатки.
Ремонт чугунных и других типов радиаторов
Работа с радиаторами аналогична заклеиванию дефектов на трубах. Поверхность зачищается, обезжиривается. Можно использовать для этой цели спирт, нанеся его ватным тампоном. Далее берем шарик смолы диаметром около 2 см, разминаем его, перемешивая компоненты. Прижать смолу к месту повреждения, разгладить, зажать тряпкой или зажимом.
Обычно для полимеризации достаточно 30-40 минут, но лучше использовать аккумулятор через сутки, а не раньше. Естественно, перед ремонтом необходимо отключить подачу воды. При необходимости удаления свища необходимо взять стеклоткань и жидкое средство, обмотать участок и надежно заклеить.
Холодная сварка – отличная временная мера до окончания отопительного сезона. Это поможет вам устранить течь в трубе или радиаторе быстро и без проблем!
Утечка в горячей трубе или радиаторе доставляет неудобства, но утечка, которая начинается в контуре под давлением, представляет собой еще большую проблему. Если течет труба отопления, то аварию нужно срочно устранять.
Методы герметизации течи зависят от места ее проявления:
- Течи бесшовные или сварные трубы отопления;
- Течь появилась на стыке трубы и батареи, трубы и фитинга, фитинга и фитинга;
- В месте пересечения радиатора;
- На открытой и ремонтопригодной аккумуляторной площадке.
Каждую из этих аварий можно устранить подручными средствами и разными способами, но только в одном случае – если течь в батарее отопления или в трубе небольшая, а вода или теплоноситель течет тонкой струйкой или капает. Более серьезная течь устраняется более радикальными методами, о которых мы и поговорим. Кто хоть раз устранял течь в своей системе отопления, тот знает, сколько бед он спас себе и своей семье.
Как при больших, так и при малых протечках необходимо немедленно закрыть запорный кран подачи рабочей жидкости в систему. Проблема решается применением следующих вариантов:
- Если радиатор негерметичен, то нужно перекрыть запорную арматуру на входе и выходе устройства. Если радиатор с байпасом, то вся система будет продолжать работать без остановки, если байпаса нет, то лучше отключить котел во избежание неожиданного перегрева системы отопления;
- Если запорной арматуры нет или она установлена, но не там, где нужно, то отопление необходимо остановить, чтобы трубы не оставались под давлением, и приступить к устранению течи.
Стальные трубы с горячей водой быстро ржавеют, даже если они окрашены, от этого стенки труб становятся тоньше. В самых тонких местах со временем может появиться течь и, если ее вовремя не устранить, капли незаметно превратятся в струйку.
Если на трубе появилось цветное пятно, краска начала вздуваться, видны следы ржавых потеков воды или ржавчины на трубе, капает вода незаметно, не ждите в надежде, что она прекратится сама собой. Лучше, если подозрительное место вы найдете летом, при выключенном отоплении – меньше проблем с отключением и поддержанием температуры в помещении во время ремонта.
Преимущества Mastix
- Клей для холодной сварки Mastix – универсальное средство, позволяющее склеить практически любую поверхность намного лучше, чем другие виды клеев;
- Выпускается несколько разновидностей, обладающих улучшенными свойствами, например, пластик, алюминий, хотя есть и универсальные марки;
- Смесь удобна в применении и проста в приготовлении, поэтому для ее применения не требуется большого опыта или специальных знаний;
- Продукты относительно недороги и доступны во многих торговых точках;
- Удобный вариант поставки в виде двухкомпонентного стержня;
- Широкий диапазон рабочих температур.
Преимущества и недостатки
Технология позволяет с высокой надежностью устранять течи в трубах. Данная процедура безопасна в выполнении, чего нельзя сказать об обычной сварке. Другими преимуществами являются:
- удобство, простота в технике даже для новичков,
- отличное качество шва, которое зависит в основном от типа материала, а не от скорости работы,
- отсутствие необходимости приобретать специальные инструменты, оборудование, машины и дорогие материалы,
- минимальное энергопотребление,
- пожаробезопасность, антивзрывные свойства эпоксидной смолы,
- низкая стоимость ремонта,
- наличие холодной сварки – клеи продаются в любом магазине.
Технология имеет и недостатки. Сварка этого типа не рассчитана на слишком большие нагрузки – давление, сильный нагрев. Поэтому при серьезном дефекте трубы или радиатора лучше использовать горячую сварку или полностью поменять сечение. Важно соблюдать подготовительные мероприятия – иначе снизится качество сварного шва. Долговечность холодной сварки ниже, чем у стандартной сварки – отремонтированные трубы не прослужат много лет, а потребуют нового ремонта. На самом деле такой ремонт специалисты считают временной мерой.
Недостатки Mastix
- Время высыхания здесь несколько выше, чем у других марок, поэтому могут возникнуть некоторые проблемы при работе с ним при разных температурах;
- Во время подготовки могут образовываться комки, что снижает качество соединения и может привести к необходимости доработки.
Область применения
Холодная сварка. Мастикс по металлу применяется как в домашних условиях, так и в различных профессиональных ремонтных процедурах, в зависимости от типа материала. В основном его используют как обычный клей, которым следует соединять металл, дерево, пластик, камень и другие трудно склеиваемые вещи. Не менее важной функцией является ремонт трубопроводов, различной тары, автомобильных запчастей и прочего. Трещины можно заделать как нанесением пластичной массы, так и с проникновением во внутренние детали.
Если изделие не эксплуатировалось при температуре выше 150 градусов Цельсия, то возможен ремонт микросхем, восстановление деталей и другие ремонтные процедуры. Главное выдержать то время, по истечении которого можно пускать деталь в эксплуатацию. Крепостные свойства здесь недостаточно прочны, чтобы выдерживать сильные удары, а вот вибрационные нагрузки, которые часто встречаются в движущихся механизмах, переносятся вполне нормально.
- Минеральные наполнители;
- Металлические наполнители;
- Аминовая смола;
- Эпоксидная смола.
Просмотров
Для металла – имеет в своем составе металлический наполнитель, улучшающий качество соединения с металлическими поверхностями. Хорошо переносит контакт с влагой, поэтому может использоваться при ремонте сантехники. Он не очень чувствителен к чистоте поверхности, поэтому его можно использовать с влажными и замасленными деталями.
Универсальная – смесь используется для быстрого ремонта любых поверхностей. Имеет широкий диапазон рабочих температур. Это самый популярный и часто используемый вариант, который может понадобиться в каждом доме.
Жаростойкий. Этот холодный сварной шов имеет самую высокую температуру разрыва, которая составляет 250 градусов Цельсия. Применяется для соединения металлов, как черных, так и цветных, применяемых в термически активных сферах.
Для сантехники – клей используется для работ во влажных условиях. Чаще всего это ремонт сантехники, где нужна высокая влагостойкость и способность выдерживать работу под давлением. Соединяет металл, фарфор, может использоваться для восстановления резьбы и так далее.
Холодная сварка Mastix fast steel – содержит в составе стальной наполнитель, улучшающий качество соединения и восстановления утраченных элементов со сталью.
Мастик для холодной сварки алюминия. Содержит алюминиевый наполнитель, усиливающий сцепление с этим металлом.
Свойства и характеристики Мастикса
Перед приемом Мастикса следует изучить его характеристики:
Особенности применения
Инструкция по применению мастикса для холодной сварки предполагает соблюдение всех правил. На начальном этапе нужно очистить поверхность, с которой будут проводиться работы.
Даже если на упаковке указано, что этим этапом можно пренебречь и клей можно использовать на жирных поверхностях, для лучшего соединения все равно следует все зачистить.
После этого от общей массы нужно отрезать ту часть, которую вы будете использовать. Здесь следует учитывать, что оба компонента находятся в равной мере. Далее следует разминание и нанесение на поверхность. Далее нужно подождать от 20 минут до часа, чтобы все надежно схватилось.
Системное решение— Пластиковые трубы
Системное решение — Пластиковые трубы — Решения для сварки пластмасс Emabond| 908:20 |
Главная | Что нового | Техническая информация для загрузки | О нас / Качество / Сертификаты | Контакты / Обзор приложений | |||||||||||||||||||||||||
| |||||||||||||||||||||||||
7 советов по сварке растворителем в холодную погоду
Сварка растворителем в холодных условиях создает проблемы, которые необходимо решать. Почему? В холодную погоду трубы и фитинги размягчаются дольше. Труба также более устойчива к воздействию растворителей, поэтому в холодную погоду важно смягчить ее агрессивной грунтовкой.
Следуя определенным инструкциям по сварке растворителем в холодную погоду и проявив терпение, вы сможете успешно сваривать соединения труб растворителем при отрицательных температурах (до -15°F).
Мы поделимся семью советами, которые помогут обеспечить надежное соединение труб с помощью клеевого соединения в холодные зимние месяцы.
1. Изготовьте как можно большую часть трубопроводной системы в теплой среде.
Мы рекомендуем собирать как можно большую часть системы трубопроводов в отапливаемом рабочем помещении. Если вы сможете контролировать температуру, это улучшит состояние суставов.
Любые соединения, которые должны быть выполнены на месте сборки, должны быть защищены каким-либо временным или переносным укрытием.
2. Храните цемент и грунтовки в более теплом месте.
Более холодные условия требуют хранения клея для труб в более теплой среде (выше 40°F). Важно не оставлять растворимый цемент на холоде на длительное время, потому что он приобретет гелеобразную консистенцию. Если цемент загустеет, мы не рекомендуем его использовать. Растворяющий цемент должен оставаться жидким.
Если у вас на строительной площадке есть крупногабаритные предметы, обязательно храните их в помещении с регулируемой температурой, чтобы они не соприкасались с холодом.
Возможно, вы держите цемент и грунтовку на приборной панели грузовика, когда перемещаетесь между рабочими площадками. В этом случае, если вы отсутствовали в течение нескольких часов, мы рекомендуем привести их внутрь после вашего последнего звонка в службу поддержки. Таким образом, продукт может акклиматизироваться к более высокой температуре и достичь нужной консистенции для вашего следующего проекта.
3. Удалите влагу с концов трубы и поверхностей.
Перед началом процесса сварки растворителем очистите концы труб и фитинги от влаги, остатков воды или льда. Если влага проникнет в цемент, он превратится в гель.
Конечно, сырость иногда неизбежна. В этом случае мы рекомендуем использовать растворяющий цемент, предназначенный для отверждения во влажных условиях, такой как Oatey Rain-R-Shine, быстросхватывающийся цемент, предназначенный для влажных условий.
4. Обильно нанесите грунтовку на фитинги и трубы.
Особенно в холодных условиях обязательно наносите грунтовку и интенсивно работайте с ней. Для создания сварного шва на трубах из ПВХ и ХПВХ необходимо использовать грунтовку. Oatey Purple Primer — это грунтовка, включенная в список NSF, для использования на всех сортах и классах труб и фитингов из ПВХ и ХПВХ.
Чтобы понять важность нанесения грунтовки, полезно представить себе фитинг и трубу как кожу. Ваши поры покрыты и плотно закрыты; более агрессивное нанесение грунтовки на фитинг и трубу гарантирует, что вы откроете поры. Таким образом, вы подготавливаете трубу к приему цемента.
При нанесении грунтовки на фитинги и трубы не забывайте повторно погружать ее после каждого нанесения. После того, как вы загрунтовали трубу и фитинг, у вас есть пять минут, чтобы нанести цемент и закончить соединение. Слишком долгое ожидание негативно повлияет на создание хорошего сварного шва.
5. Энергично встряхните или перемешайте цемент перед использованием.
Перед каждым применением рекомендуется встряхнуть баллончик или перемешать его содержимое перед применением. Это поможет смешать компоненты цемента, обеспечив однородную консистенцию.
6. Выждите больше времени отверждения перед тестированием или использованием системы.
Время отверждения зависит от нескольких факторов: материала трубы, размера трубы, температуры и влажности окружающей среды. Тем не менее, цемент на растворителе требует больше времени для отверждения при более низких температурах. Подождите, пока растворители испарятся, прежде чем тестировать систему или вводить ее в эксплуатацию.
При температурах от 20°F до 40°F полное отверждение соединения может занять до трех дней в условиях более высокого давления. Тем не менее, обязательно сверяйтесь со средним временем отверждения швов, указанным производителем растворяющего цемента из ПВХ, АБС и ХПВХ. При температурах ниже 20°F мы рекомендуем обращаться в службу технической поддержки Oatey для получения точной информации о времени отверждения.
Не пытайтесь ускорить время отверждения путем прямого нагревания соединения, так как это может ухудшить прочность соединения или повлиять на целостность трубы.
Однако для ускорения процесса можно создать среду с регулируемой температурой. Если у вас есть временно отапливаемое помещение, вы можете закрыть отверстия в жилище, чтобы ускорить процесс, оставив концы труб открытыми, чтобы поток воздуха мог попасть в систему и помочь растворителям испариться.
Просмотрите наш обзорный документ для получения дополнительной информации обо всех наших цементных предложениях и времени их отверждения/схватывания.
7. Следуйте всем стандартам и шагам ASTM.
Важно соблюдать все стандарты ASTM и этапы процесса сварки растворителем. Убедитесь, что вы ничего не пропустили при подготовке трубы — например, решили не снимать фаску на трубе.
Если не снять фаску с трубы или не скосить внешний край, острые края могут соскребать цемент со стенок фитинга при вставке трубы. Это потенциально может привести к блокировке или утечкам.
При более низких температурах особенно важно не пропустить эти этапы, так как холод затрудняет создание сварного соединения. Чтобы убедиться, что вы соблюдаете все стандарты ASTM и создаете идеальный сварной шов, избегайте этих пяти распространенных ошибок при сварке с помощью растворителя.
Благодаря нашим советам по сварке растворителем в холодную погоду вы сможете создать долговечные и герметичные соединения этой зимой.
Металлы | Бесплатный полнотекстовый | Расчет сварной конструкции переходной арматуры с металлических труб на пластиковые трубы
1.
ВведениеМеталлы и пластмассы широко используются в промышленности, и соединение металлической детали с пластмассовой часто необходимо и важно с производственной точки зрения. Таким образом, комбинация металлического материала и пластика с лазерным покрытием (LAMP) была разработана как инновационное прямое лазерное соединение без клея или клея [1,2]. Было продемонстрировано, что соединение металлических и пластиковых материалов с помощью технологии LAMP обеспечивает высокопрочное наноструктурное соединение за счет образования оксидной пленки, обладающей высокой надежностью при различных практических применениях [3,4,5].
Кроме того, для соединения пластин из нержавеющей стали с пластиковыми пластинами из полиэтилентерефталата (ПЭТ) используется процесс сварки вольфрамовым электродом в среде инертного газа (TIG). Анализ соединений, выполненных с помощью этого процесса сварки, показал, что две пластины были склеены в результате реакции карбонильных групп ПЭТФ и металлического элемента, что позволяет образовывать химические связи, в результате чего соединения имеют значительно повышенную прочность [6,7].
Испытан технологический вариант лазерной сварки полиэтилентерефталата (ПЭТФ) и титанового сплава Ti6Al4V и показано, что в высокотемпературной области формируемого соединения всегда появляется пористость за счет разложения ПЭТФ. Кроме того, также установлено, что ванна расплавленного материала образуется только в слое ПЭТФ, а определенные параметры технологического процесса сварки оказывают существенное влияние на расход жидкости, что влияет на теплообмен и, косвенно, на формирование сварного соединения. . Следовательно, всегда необходимо принимать адекватные технологические параметры при формировании соединения, чтобы получить сварное соединение без дефектов [8,9].].
Вариантом соединения углепластиков (CFRP) с титановым (Ti) сплавом является лазерная технология. При применении этой технологии результаты показали, что на поверхности титанового сплава может быть получено меньше дефектов, а внутри углепластика меньше пузырей при условии использования более высокой скорости сварки. Слой материала, полученный в соединении, формировался в виде фазы CTi0,42V1,58 за счет науглероживания титанового сплава [10,11].
Соединение различных легких материалов для реализации легких конструкций из нескольких материалов также является новым техническим решением в производстве автомобилей или других передовых транспортных средств [12]. Учитывая, что титановые сплавы характеризуются высокой удельной прочностью и хорошей коррозионной стойкостью, они могут быть решением для реализации оборудования аэрокосмической и автомобильной промышленности. Однако титановые сплавы довольно дороги, поэтому с ростом требований к легким конструкционным материалам армированный углеродным волокном пластик (CFRP) с высокой удельной прочностью и низкой плотностью постепенно стал рассматриваться в качестве альтернативного материала в инженерных приложениях [13,14]. Чтобы заменить титановые сплавы, в последние годы были разработаны технологии соединения материалов из углепластика и титанового сплава, применяемые в авиастроении и некоторых отраслях автомобильной промышленности, в авиационной и автомобильной подотраслях. Таким образом, высококачественная комбинация углепластика и титанового сплава не только обеспечит дополнительное снижение веса, но и расширит область применения этих передовых материалов [15,16].
Возможной технологией соединения термопластичных и металлических материалов является ультразвуковая сварка. Использование этой технологии соединения, по-видимому, дает хорошие результаты на практике, но эффективность такого соединения сильно зависит от геометрии микроструктуры металлического материала в изделии. Если для металлической детали выбрана подходящая геометрия, ультразвуковая горячая сварка представляется быстрым, недорогим и надежным методом получения гибридных пластиковых/металлических изделий для электроники и других промышленных применений [17,18].
Возможным вариантом оптимизации параметров соединения металлов и пластмасс является использование МКЭ, и полученные результаты свидетельствуют о том, что этот подход может быть легко использован для оптимизации технологических условий, а также для оптимизации формы и размеров сварных соединений [19]. ]. В настоящее время для выполнения соединений между алюминиевыми и пластиковыми трубами применяются технологии пластической деформации, но это решение может быть применено только в том случае, если эти типы соединений подвергаются низким механическим напряжениям [20,21].
Закон подобия между глубокой вытяжкой и волочением трубы с плавающей оправкой и без нее вместе с введенными реальными граничными условиями моделирования процесса волочения может представлять собой техническое решение, которое может быть применено в случае соединений между куском металл и кусок пластика [22].
В настоящее время особой проблемой, требующей оптимального технического решения, является реализация фитингов с максимально возможными характеристиками и эксплуатационными характеристиками, которые позволят производить сборку пластиковых и стальных труб. Эти фитинги имеют в конструкции сварную стальную конструкцию, что позволяет стыковать их с пластиковыми трубами. Наличие сварного соединения и, соответственно, зоны термического влияния (ЗТВ) требует принятия определенной конструкции сварного соединения, чтобы нагрев в ЗТВ как можно меньше влиял на характеристики пластиковых труб. В этих условиях были рассмотрены несколько вариантов сварной конструкции арматуры, направленные на следующие аспекты: анализ поведения при усталостном напряжении различных переходных арматур, влияние наличия тепла от ЗТВ на изменение твердости. пластмасс и моделирование различных типов арматуры методом конечных элементов (МКЭ). После этих анализов был предложен вариант фитинга с определенной конструкцией сварной конструкции и очень хорошими эксплуатационными характеристиками.
2. Материалы и методы
2.1. Материалы
В состав переходного фитинга с металлической трубы на пластиковую входят следующие виды материала: сталь, из которой изготовлены металлические трубы, внутренняя и наружная втулки фитинга, труба из полиэтилена высокой плотности ( HDPE) и любой материал, добавляемый для формирования сварного соединения.
Сталь, из которой были изготовлены внутренние втулки, внешние втулки и стальная труба, использовалась для изготовления бесшовных труб, устойчивых к давлению и температуре окружающей среды, с обозначением P 235 TR 1 в соответствии с SREN 10025-4. Химический состав партии жидкой стали представлен в таблице 1, а механические характеристики – в таблице 2. Как химический состав (таблица 1), так и механические свойства (таблица 2) соответствуют данным, предоставленным производителем стальных труб ( TubeMFG, Чжанцзяган, Китай).
Присадочный материал электрода с обозначением E 50 4 B 4 2 H5 был использован для изготовления сварной конструкции в соответствии с EN 2560-A. Его химический состав, приведенный в таблице 3, соответствует данным, предоставленным производителем (Voestalpine Böhler Welding CEE GmbH, Франкфурт-на-Майне, Германия). Этот присадочный материал представляет собой электрод из никелевого сплава с основным покрытием, обладающий превосходными механическими свойствами, особенно высокой ударной вязкостью и устойчивостью к растрескиванию. Может применяться для высокопрочной мелкозернистой конструкционной стали с содержанием углерода до 0,6%. Этот присадочный материал подходит для рабочих температур от −60 до 350 °C. Он обеспечивает очень хорошую ударную вязкость в условиях старения. Извлечение металла составляет около 115%. Легко сваривается во всех положениях, кроме вертикального вниз. Он имеет очень низкое содержание водорода. Механические свойства всех типичных значений металла сварного шва представлены в таблице 4 и соответствуют данным, предоставленным производителем. Рекомендуется использовать этот наполнитель с DC+, а при необходимости повторно высушить при температуре 300–350 °C в течение минимум 2 часов.
Используемые пластиковые трубы изготовлены из полиэтилена высокой плотности HDPE 100. Этот тип материала обладает гибкостью, малым весом, шероховатостью почти 0, хорошей стойкостью к истиранию, превосходящей сталь, и нерастворимостью в растворителях, поэтому его нельзя собирать с помощью клеев. Этот материал содержит технический углерод, что обеспечивает его защиту от ультрафиолетового излучения. Физические свойства ПЭВП представлены в таблице 5 и соответствуют данным, предоставленным производителем (PEBO, S. p.A., Piego – Frazione Monterone, Piego, Италия)
2.2. Реализация сварной конструкции арматуры
Для реализации сварной конструкции переходной арматуры был выбран процесс электродуговой сварки покрытыми электродами. Этот выбор был сделан с учетом основного материала Р 235 ТР 1. Используемый режим сварки имел параметры, представленные в таблице 6.
2.3. Сборка переходной арматуры
Для оптимизации сварной конструкции переходной арматуры и повышения ее эксплуатационных характеристик было изготовлено четыре переходных арматуры (обозначенных Т1, Т2, Т3, Т4). Эти фитинги имеют в конструкции стальную трубу, форма которой представлена в таблице 7.
Как видно из изображений, представленных в Таблице 7, стальные трубы, использованные для изготовления переходной арматуры типа Т1, Т2 и Т3 соответственно, не подвергаются дополнительной обработке после резки. Что касается стальной трубы, используемой для изготовления фитинга типа 4, то она имеет на конце обработку, которая участвует в выполнении соединений, и это делается для того, чтобы лучше направить ее во внешнюю втулку фитинга. Трубы ПНД имеют конструктивную форму, показанную в Таблице 8.
Таким образом, из представленных в Таблице 8 изображений видно, что трубы ПНД не показывают дополнительной обработки перед сборкой, они будут использоваться в том виде, который получен после резки, но их форма и размеры изменятся после сборки фитинга.
Внутренние втулки, используемые в конструкции арматуры, имеют сложную конструктивную форму, позволяющую осуществлять установку арматуры, их форма представлена в таблице 9.
Из изображений, представленных в таблице 9, можно сделать следующие выводы. относительно формы внутренних втулок:
внутренняя втулка для фитинга типа T1 имеет на внешней поверхности ряд каналов и конических поверхностей, которые позволяют увеличить ее сцепление с трубой из полиэтилена высокой плотности, а также лучшую герметичность примерка;
для изготовления штуцеров Т2 и Т3 соответственно используется внутренняя втулка, имеющая дополнительную обработку на одном из концов, в результате чего на противоположном конце получается больший диаметр; этот вид обработки защищает трубу ПНД от действия тепла, выделяющегося в процессе сварки, но и достижение соответствующей герметичности для этих видов фитингов;
фитинг типа Т4 имеет в конструкции внутреннюю втулку со значительно более сложной наружной поверхностью, состоящей из цилиндрической и конической поверхностей, что позволяет получить постепенную деформацию материала трубы ПНД, что имеет большое влияние на герметичность фитинга.
Что касается наружных втулок анализируемых фитингов, то они имеют различные виды механической обработки внутренних поверхностей, а их форма представлена в таблице 10.
Из данных, представленных в таблице 10, видно, что наружные втулки для четырех типов фитингов имеют сложную механическую обработку на своих внутренних поверхностях. Таким образом, все втулки имеют на внутренней поверхности каналы различной формы (квадратные, прямоугольные, трапециевидные, треугольные), что способствует достижению герметичности фитинга и постепенной деформации материала в трубе ПНД. Наружная втулка фитинга типа Т1 имеет дополнительную обработку на одном из концов, что позволяет правильно направить ее на стальную трубу.
Процессы сборки переходной арматуры осуществлялись по-разному, в зависимости от их конструктивной формы, приняты следующие технологические варианты сборки:
Труба ПНД расположена внутри наружной втулки, а внутренняя втулка вставлена горячее прессование, приваривание стальной трубы к внутренней втулке; таким образом получаются переходные фитинги типа Т1, представленные на рис.
1а;труба из полиэтилена высокой плотности находится внутри внешней втулки, а внутренняя втулка вставляется методом горячего прессования, затем вставляется стальная труба, которая затем приваривается к внешней втулке, получая переходные фитинги типа Т2 (рис. 1б), тип Т3 (рис. 1в), тип Т4 (рис. 1г).
2.4. Испытание на усталость переходных фитингов
В связи с тем, что этот тип фитингов подвержен переменным нагрузкам, потребовался анализ их поведения на усталость. Таким образом, применялся тяговый цикл сжатия с частотой 10 Гц. Для испытаний на усталость использовалась машина для испытаний на усталость LVF 100 HM (Saginomiya Seisakusho, Токио, Япония). Машина для испытаний на усталость имеет следующие характеристики: максимальная статическая нагрузка ±100 кН; максимальная динамическая нагрузка ±100 кН; максимальная рабочая частота 50 Гц; ход поршня 100 мм; расстояние между крепежными устройствами 1200 мм; Габаритные размеры: 900 мм × 600 мм × 2510 мм; вес около 830 кг; рабочее давление от 44 до 200 бар; производительность насоса 44 л/мин при 200 бар. Значения усилий, приложенных к четырем типам переходных фитингов, представлены в таблице 11. Выбор этих значений усилий был сделан с учетом того, что на практике эти типы фитингов обычно не подвергаются усилиям выше 0,8 ÷ 1,1 кН и выше. значения силы были выбраны для анализа ситуаций, в которых фитинги испытывают более высокие силовые нагрузки, вызванные случайным повышением давления в фитингах.
Фитинги находились в указанных выше условиях до тех пор, пока сборка не сломалась. Чтобы рассчитать количество циклов напряжения до разрыва (n) с использованием уравнения (1), было замерено время, после которого каждый тип фитинга был сломан. Таким образом, зная время напряжения до разрыва каждой арматуры, можно рассчитать количество циклов до разрыва:
где: n представляет количество циклов до разрушения; t — время в секундах до разрыва арматуры, F — приложенная частота.
Для определения семейств функций, максимально близких к экспериментально определенным значениям, использовалась математическая программа MathCad (Parametric Technology Corporation, Бостон, Массачусетс, США). По построению графика этих функций были получены кривые усталостной долговечности переходной арматуры (кривые Велера). С помощью этих кривых можно было оценить поведение четырех типов фитингов с течением времени с точки зрения текучести из-за усталости. Кривые Велера фактически представляют соотношение между приложенным напряжением и количеством циклов до разрыва. Учитывая, что в случае этих типов деталей — переходной арматуры — в их структуре имеются два типа материалов, ПЭВП и сталь, соответственно, было аппроксимировано, что линейная часть этих кривых может быть выражена логарифмической регрессией тип, указанный в уравнении (2), где lgA представляет собой пересечение кривой с вертикальной осью, 1/p представляет собой наклон линии, Δσ представляет собой изменение натяжения из-за изменения приложенной силы между минимумом и максимумом , а n представляет количество циклов. Уравнение (2) представляет собой закон изменения кривой долговечности в линейных координатах. Уравнение (2) также можно записать в виде уравнения (3). Также, если считать, что lgA равно некоторому значению r, уравнение (3) также можно записать в виде (4), которое, в свою очередь, можно записать в виде соотношения (5):
где: lg A представляет собой пересечение кривых Велера с вертикальной осью; 1/p — наклон линии; Δσ – изменение напряжения, возникшее в результате изменения приложенной силы между максимумом и минимумом; n — количество циклов.
2.5. Анализ твердости материала труб из полиэтилена высокой плотности
Материал труб из полиэтилена высокой плотности подвергается ряду деформаций в месте сборки с металлической трубой через внутреннюю и внешнюю втулки. Также материал на конце металлической трубы трубы ПНД может претерпевать ряд трансформаций при выполнении сварочных швов. Таким образом, требовалось измерение твердости материала трубы из полиэтилена высокой плотности. В этом смысле измерения проводились справа налево, начиная с участка трубы ПНД от металлической трубы (рис. 1), и измерения проводились в 15 точках через каждые 4 мм на длине 56 мм. Измерение твердости материала трубы из ПЭВП проводили с помощью дюрометра Shore D типа PCE-DDD 10 производства PCE Instruments (Саутгемптон, Хэмпшир, Великобритания). Твердомер по Шору D представляет собой портативное портативное устройство, используемое для проверки твердости по Шору D твердой резины и термопластика. Этот цифровой дюрометр имеет точность считывания 0,1 единицы твердости.
2.6. Анализ фитингов методом конечных элементов (МКЭ)
Переходные фитинги представляют собой детали сложной конструкции, в состав которых входят как металлические, так и металлопластиковые материалы. Также наличие сварных соединений может существенно повлиять на поведение таких деталей в эксплуатации. В то же время любое конструктивное изменение сварной конструкции может привести к изменению механической прочности арматуры. Таким образом, был наложен анализ методом конечных элементов всех анализируемых вариантов типа перехода (Т1, Т2, Т3, Т4). Для проведения анализа методом конечных элементов были смоделированы и собраны четыре варианта переходных фитингов с использованием программного обеспечения CATIA V5-6R2013 (версия 5, Dassault Systèmes, Велизи-Вилакубле, Франция).
После анализа четырех типов переходных фитингов методом МКЭ можно оптимизировать форму каждого из их компонентов. Для достижения конечно-элементного моделирования для всех типов переходных фитингов была заделана труба из полиэтилена высокой плотности, а к противоположному концу, представленному стальной трубой, была приложена нагрузка, требующая максимального смещения 50 мм (рис. 2). Для пластического материала трубы было задано допускаемое напряжение σ max = 185 МПа.
3. Результаты и обсуждение
3.1. Результаты анализа усталостного поведения переходной арматуры
Для проведения исследований с точки зрения усталостной характеристики арматуры было изготовлено по девять фитингов каждого типа, которые были испытаны поочередно с с помощью машины для испытаний на усталость. Таким образом, три фитинга одного и того же типа были испытаны для каждого напряженного состояния, и полученные результаты представляют собой среднее значение трех измеренных значений. После испытания четырех типов фитингов на усталостную характеристику были получены результаты, показанные в таблице 12. Учитывая, что на графике, в котором по ординате (вертикальной оси) отложено Δσ, а по горизонтальной — число циклов до разрушения, получаются кривые долговечности. Эти кривые долговечности соответствуют указанным в соотношениях (2)–(5) и с помощью расчетной программы MathCad путем математической обработки результатов испытаний на усталость были определены значения p1 = 2 и r1 = 6,8. для подгонки T1, для которой график функции Δσ1 наиболее близок к нашим точкам, представленным вектором числа циклов, отмеченным с n1 = (16210; 154610; 197750) и вектор силы, обозначенный F = (3; 2; 1). В тех же условиях были обработаны данные, полученные для фитингов Т2, Т3 и Т4 и получены значения р2 = 1,4 и r2 = 5,2 для штуцера Т2, для штуцера Т3 значения р3 = 1,9 и r3 = 6,5 соответственно для для фитинга T4 значения p4 = 1,8 и r4 = 6,1.
Также по уравнениям (2 ÷ 5) рассчитано Δσ изменение напряжения, возникающее в результате изменения приложенной силы между максимумом и минимумом для четырех типов арматуры при указанных нагрузочных условиях, результаты представлены в таблице 13.
После испытаний четырех типов фитингов на усталостную характеристику были получены результаты, показанные в Таблице 12. Также на рисунке 3 представлена графическая эволюция количества циклов до разрушения образцов.
Также путем обработки этих экспериментальных данных были построены кривые долговечности в линейных координатах, рисунок 4, следующим образом: для арматуры Т1 – кривая Δσ1, для арматуры Т2 – кривая Δσ2, для арматуры Т3 – кривая Δσ3, для арматура Т4 — кривая Δσ4.
На рис. 4 показано, что ни одна кривая долговечности не является асимптотической относительно горизонтальной оси. Следовательно, эти кривые будут пересекаться в какой-то точке с горизонтальной осью, т. е. нет напряжения, при котором мы имеем бесконечную усталостную долговечность, как теоретически рисуется кривая Вёлера, где есть напряжение σ0, для которого мы записываем бесконечную долговечность до усталость. Также наиболее близкие значения, наблюдаемые в случае кривых долговечности, к реальным значениям получаются в случае фурнитуры типа Т2, но и в случае других типов фурнитуры разница очень мала, попадая в диапазон 2–9%.
Из Таблицы 12 видно, что с уменьшением испытательных усилий образцов увеличивается количество циклов, в которых испытательные трубы поддаются приложенной усталости. Кроме того, из той же таблицы видно, что наилучшее поведение в ответ на усталость соответствует фитингу типа T1, за которым следуют фитинги T3, T4 и T2 соответственно. Арматуры типа Т2, Т3, Т4 имеют одинаковую технологию сборки, но имеют отличия по геометрии внутренней и наружной втулки соответственно. В этих условиях можно сделать вывод, что существенное влияние на сопротивление усталости переходной арматуры оказывает конструктивная форма внутренней и наружной втулки соответственно.
Из переходных фитингов T2, T3 и T4 наилучшее сопротивление усталости соответствует фитингу T3, и это показывает, что конструктивные различия между внутренней и внешней втулками могут влиять на сопротивление усталости. Так, в случае внутренней втулки, имеющей разность диаметров на одном конце, на сопротивление усталости влияет то, что наличие большего диаметра внутренней втулки ближе к концу, где должно быть выполнено сварное соединение определяет защиту материала трубы ПНД от тепла, выделяющегося в процессе соединения сваркой. В этих условиях требуется, чтобы внутренние втулки переходной арматуры имели на конце, где выполнено сварное соединение, добавку материала, которая позволила бы поглотить количество тепла, выделяющегося при сварке.
Что касается геометрии внешней втулки, было замечено, что она влияет на сопротивление усталости в том смысле, что не указано, что на поверхности втулки должен быть очень острый геометрический профиль, вызывающий усиленную деформацию материал в трубе HDPE. Таким образом, профиль каналов на поверхности наружной втулки должен быть менее острым и, следовательно, напряжения, вносимые в материал труб из ПНД, должны быть как можно меньше.
Что касается фитинга типа Т1, то он имел наилучшие усталостные характеристики, и это можно объяснить как геометрией внутренней и внешней втулки, так и тем, что в процессе сборки этого типа фитинга процесс сборки сварка выполняется перед вставкой трубы ПНД.
Относительно кривых долговечности, изображенных на рисунке 4, видно, что, проводя параллельную линию к горизонтали, четыре кривые долговечности пересекаются в четырех точках, что дает нам информацию о количестве циклов до выхода из строя четырех типов фитингов. Из рис. 4 видно, что фитинг типа Т1 имеет точку, характеризующуюся наибольшим числом циклов напряжения до тех пор, пока фитинг не выйдет из строя.
3.2. Результаты анализа твердости материала труб из ПНД
Из анализа поведения четырех типов фитингов при усталостном воздействии было замечено, что геометрия внутренней и внешней втулки, соответственно, может иметь особое влияние, а также технология сборки применяемой сварки. В этих условиях на данном этапе исследований было проведено измерение значения твердости материала в трубах ПНД. Что касается точек измерения твердости ПНД, то для этих четырех типов фитингов они показаны на рисунке 1. Таким образом, точка 1 представлена концом трубы ПНД от сварного шва, а следующие точки измерения расположены от 4 в 4 мм до тех пор, пока на трубу из ПНД не перестанет влиять металлическая конструкция фитинга. Эволюция результатов, полученных после измерения твердости для четырех типов фитингов, представлена на рисунке 5.9.0049
Из анализа значений твердости материала из труб ПНД, представленных на рисунке 5, было замечено, что дополнительная деформация ПНД вызывает увеличение твердости, но в то же время принятая технология сварки сборки вызывает изменение по твердости HDPE. Это изменение твердости ПЭВП, возникающее в процессе сборки фитингов, не способствует их эксплуатационным характеристикам.
Таким образом, наибольшее изменение твердости ПЭВП наблюдалось в случае фитинга типа Т2, а наименьшее изменение твердости наблюдалось в случае фитинга Т1. Эти различия между изменениями твердости ПЭНД можно объяснить тем, что в случае фитинга типа Т1 сварка металлоконструкции производится до введения трубы ПЭНД и, таким образом, отсутствует влияние тепла от воздействующей головки. зона (HAZ) на этом. Также незначительное изменение твердости ПНД для фитингов Т2, Т3, Т4 наблюдалось в случае фитинга Т3, который характеризуется тем, что имеет внутреннюю втулку особой конструкции, которая в некоторой степени препятствует проникновению тепла. от HAZ до HDPE. Также влияние на изменение твердости ПЭВП оказывает геометрия внешней втулки в том смысле, что чем острее профиль внутренней втулки, тем больше изменение твердости ПЭВП.
Что касается результатов, полученных при измерении твердости, на них могут влиять определенные погрешности, обусловленные погрешностями измерительного прибора, а также режим позиционирования датчика. Все эти возможные ошибки не влияют на окончательный вывод о том, что способ деформации материала труб ПНД с помощью наружных и внутренних втулок, а также тепло, выделяющееся в процессе сварного соединения, вызывают изменение твердости трубы. материал из труб ПНД. В этих условиях при проектировании переходной арматуры особое внимание необходимо уделять как геометрии свариваемой металлоконструкции, так и принятой технологии сварки.
3.3. Результаты анализа переходной арматуры с помощью МКЭ
. Для четырех типов арматуры ставилась цель установить максимальное напряжение, возникающее в их материале в условиях напряжения при максимальном усилии 28 000 Н. При выборе этой величины усилия было принято во внимание, что на практике максимальная нагрузка, которая может быть приложена к этим типам деталей, составляет 25 000 Н, и рассматриваемое значение отражает эту точку зрения.
Анализ МКЭ был выполнен для всех четырех типов фитингов и представлен на Рисунке 6. Результаты, представленные на Рисунке 6, позволяют нам наблюдать максимальное напряжение, которое появляется в материале фитинга в случае растягивающего напряжения в указанных выше условиях. По результатам, представленным на рис. 6, наблюдались следующие значения действующих напряжений в материале арматуры: Т1 арматуры – 10,31 МПа; Фитинг Т2 — 23,69МПа; штуцер Т3 — 15,71 МПа; Фитинг Т4 – 20,97 МПа.
Таким образом, сделан вывод о том, что фитинг типа Т1 лучше всего ведет себя при растяжении, что свидетельствует о том, что как технология соединения фитингов, так и геометрия внутренней и внешней втулки существенно влияют на поведение в эксплуатации.
3.
4. Результаты анализа переходной арматуры с улучшенной геометрией сварной конструкцииПо итогам анализа результатов экспериментальных исследований было предложено изготовить новую переходную арматуру, имеющую технологию сборки, максимально приближенную к арматуре Т1 технологии, и в том же типе принимает конструктивные элементы из конструкции других типов арматуры, которые, как было показано, положительно влияют на их характеристики.
Таким образом, для реализации переходного фитинга нового типа была выбрана внутренняя втулка, которая используется для изготовления фитингов Т2 и Т3 соответственно, а также внешняя втулка, используемая для изготовления фитинга типа Т3. Выбор этих типов втулок был сделан с учетом того, что в экспериментальных исследованиях было показано, что выбор этих типов втулок приводит к улучшению поведения арматуры в эксплуатации. Конструктивный вид составных частей новой переходной арматуры (ТН) представлен в таблице 14, а сечение этого типа переходной арматуры показано на рисунке 7.
Этот переходный фитинг нового типа был подвергнут тем же испытаниям, что и четыре типа фитингов, проанализированных ранее. Таким образом, результаты анализа усталостных характеристик этого переходного фитинга представлены в таблице 15.
Анализ результатов, представленных в таблице 14, показывает, что новый тип переходного фитинга гораздо лучше реагирует на приложенную усталость по сравнению с другими четыре типа переходных фитингов, проанализированных ранее, в том смысле, что было получено увеличение количества циклов, примерно на 50% для фитинга TN по сравнению с фитингом T1, который имел наилучшие усталостные характеристики по отношению к T2, T3 и Фитинги Т4. Это свидетельствует о том, что выбор геометрии детали и усовершенствованная технология сборки позволяют получать фитинги с превосходными характеристиками.
Кроме того, новый тип переходного фитинга был подвергнут испытаниям на твердость материала HDPE в тех же условиях, что и фитинги T1, T2, T3 и T4. После испытаний на твердость была получена самая высокая твердость 58 Sh D для HDPE, что показывает, что новая геометрия внутренней и внешней втулок вызывает очень небольшое изменение твердости материала HDPE, который изначально имел твердость 55 Sh. D. Это можно объяснить тем, что влияние тепла от ЗТВ на ПЭВП очень мало, а геометрия, принятая для втулок, не вызывает большого увеличения твердости.
FEM-анализ переходного фитинга TN был выполнен в тех же условиях, что и в случае других четырех типов переходных фитинга, что представлено на рис. 8. Из результатов, представленных на рис. 8, видно, что TN-фитинг имеет эффективные напряжения в материале от деталей 6,37 МПа, что свидетельствует о том, что этот тип фитинга имеет меньшее растяжение материала примерно на 90% по сравнению с фитингом Т1, который был лучшим из четырех изначально проанализированных.
Это гораздо лучшее поведение на растяжение фитинга TN можно объяснить тем, что конструкция переходного фитинга была значительно улучшена за счет проектирования и выбора оптимальных форм для внутренней и внешней втулки, а также за счет применения улучшенной сварки. технология сборки, чтобы на трубу ПНД не влияло тепло, выделяющееся в процессе сварки.
Из представленного видно, что способ формирования сварного соединения имеет очень большое влияние на поведение фитингов при эксплуатации. Таким образом, за счет конструкции сварной конструкции ЗТВ должна быть максимально ограничена, чтобы не влиять на трубу из ПНД. Также необходимо рассмотреть возможность замены этой технологии сварки ультразвуковым сварочным процессом, состоящим из вращающегося сонотрода, который перемещается вокруг свариваемых деталей, или что ультразвуковой сварочный аппарат, что сонотрод, вокруг которого вращаются свариваемые детали . Это технологическое решение возможно, потому что ультразвуковая сварка имеет множество преимуществ, таких как тот факт, что повреждение поверхности минимально, потому что на границе раздела выделяется тепло (очень ограниченная ЗТВ) и, в то же время, это чистый процесс соединения, потому что он не генерируют дым или искры во время сварки и поэтому считаются безвредными для окружающей среды [23,24].
Также при изменении геометрии деталей в конструкции фитинга температура ПНД не должна превышать 50 °С, так как выше этой температуры этот вид материала быстро теряет свою пластичность. Процесс потери пластичности зависит от морфологического вида структур ПЭВП. Кроме того, возрастающие тенденции модуля упругости при более высокой температуре воздействия указывают на температурную чувствительность к химической кристаллизации [25].
Результаты, полученные в исследованиях, подтверждают данные, зарегистрированные при испытании предела текучести при растяжении ПЭВП с использованием инструментальных испытаний на вдавливание цилиндрическим индентором с плоским концом [26,27]. Однако, в отличие от предыдущих исследований, были проанализированы различные формы внутренних и внешних втулок, которые обеспечивают разную степень деформации для ПЭВП, таким образом установив геометрическую форму сварной конструкции, обеспечивающую оптимальную деформацию трубы из ПЭВП.
В отношении оптимальной геометрии поверхностей внутренней и внешней втулок теоретические и практические исследования могут быть выполнены с использованием математического моделирования. Эти аспекты обоснованы тем, что во многих предыдущих исследованиях исследователи в основном анализировали закон механического деформирования гибких труб с помощью лабораторных испытаний и численного моделирования [28,29].
В исследованиях изучалось поведение переходных фитингов при динамическом напряжении, поскольку, хотя изначально было установлено, что статическая нагрузка приводит к увеличению деформации труб из ПЭВП [30], последующие исследования показали, что динамическая нагрузка более чем в три раза превышала динамическую нагрузку. статическая нагрузка [31,32].
С учетом проведенных исследований нагрузка, при которой требуются фитинги, может быть снижена, если они покрыты пенополистиролом (EPS) для снижения давления и деформации гибких труб из полиэтилена высокой плотности (HDPE) поверхностного монтажа [33]. Таким образом, с учетом предлагаемых решений по совершенствованию сварной конструкции переходной арматуры, а также технических решений, предложенных другими исследователями, создаются условия для того, чтобы срок службы и количество циклов напряжений до их разрыва существенно возрастали.
4. Выводы
Переходные фитинги со стальных труб на трубы из ПНД, обеспечивающие соединение труб, используемых для транспортировки природного газа, являются очень важным изделием, которое должно быть безопасным в эксплуатации. Большая проблема, возникающая при получении фитингов, связана с тем, что необходимо формировать узел между двумя трубами из материалов с совершенно разными свойствами. Также при исследовании руководствовались следующими аспектами: геометрия поверхностей деталей в конструкции переходной арматуры очень сложна; необходимо изготовить сварную металлоконструкцию, собранную из трубы ПНД. Первоначально в исследованиях рассматривались четыре варианта переходной посадки, которые были проанализированы с точки зрения их поведения при усталостном напряжении и с точки зрения их растягивающего напряжения. Также было проанализировано, как изменялась твердость ПЭВП в зоне деформации. Таким образом, исследование показало следующее:
сопротивление усталости арматуры может быть значительно повышено в условиях выбора оптимальной геометрии внутренней и внешней втулки соответственно;
Характеристики усталостной нагрузки сильно различаются для четырех типов фитингов, при этом отмечаются большие различия в количестве выдерживаемых циклов.
Таким образом, в случае напряженной арматуры с усилием F = ±1 кН количество циклов напряжения минимальное n мин = 137 570 и максимальное n max = 197 750, при этом наблюдаются существенные различия примерно в 45 %, а в случае приложения к арматуре усилия F = ±3 кН различия еще больше, около 60 %;принятие нового конструктивного варианта позволило улучшить поведение при усталости, так что число циклов напряжения на усилие F = ±1 кН увеличилось с n = 197 750 для арматуры Т1 до n = 296 650 для арматуры фитинг ТН;
переходная арматура лучше ведет себя при тяговом запросе в условиях, при которых сварная конструкция имеет оптимальную геометрию и приняты наилучшие параметры режима сварки;
ПНД претерпевает изменения твердости в очаге деформации, и чтобы изменения были как можно меньше требуется оптимизация геометрии внутренней и внешней втулки, а также принятие мер по передаче части тепла из ЗТВ в трубу ПНД;
изменения твердости ПЭНД были наибольшими в случае фитинга Т2, где они составляли примерно 10oSh D.
Эти изменения можно объяснить главным образом тем, что на внутренней поверхности наружной втулки образовался ряд квадратно- присутствуют фасонные каналы, производящие большую деформацию ПНД;принятие новой геометрической формы сварной конструкции позволило получить новую переходную арматуру TN, характеризующуюся улучшением сопротивления усталостным напряжениям примерно на 50 %, снижением напряжения материала при растяжении примерно на 90% и уменьшение изменения твердости HDPE.
Все эти результаты доказывают, что новый переходной фитинг TN является гораздо более надежным продуктом и имеет лучшие рабочие характеристики. Также результаты, полученные в исследованиях, могут представлять собой технические решения по сборке других видов изделий, имеющих в своей конструкции металлические детали или детали из ПНД. Будущие исследования рассмотрят возможность определения процесса сварки, который позволит получить сварные сборки с лучшими характеристиками.
Вклад авторов
Концептуализация, Д. Д. и И.Р.; методология, Д.Д.; программное обеспечение, Д.Д.; валидация, Д.Д., И.Р. и И.Б.; формальный анализ, И.Р.; расследование, Д.Д.; ресурсы, И.Р.; курирование данных, IB; написание – подготовка первоначального проекта, IB и IR; написание – обзор и редактирование, Д.Д.; визуализация, И.Б и И.Р.; надзор, Д.Д.; администрирование проекта, И.Р.; приобретение финансирования, I.R. Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Проект финансируется Лучианом Блага Университетом Сибиу и Фондом Хассо Платтнера, исследовательские гранты LBUS-IRG-2020-06.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов
Ссылки
- Абдоллахи, А.; Анаф Худа, AS; Кабир, А.С. Микроструктурная характеристика и механические свойства подобных и разнородных соединений CP-Ti и Ti-6Al-4V, сваренных волоконным лазером. Металлы 2020 , 10, 747. [Google Scholar] [CrossRef]
- Кавахито, Ю.; Нива, Ю.; Катаяма С. Прямое лазерное соединение нержавеющей стали и полиэтилентерефталатного пластика и оценка надежности соединений. Сварка. Междунар. 2014 , 28, 107–113. [Google Scholar] [CrossRef]
- Катаяма С. Лазерная сварка. Дж. Дж. Пн. Сварка. соц. 2008 , 78, 40–54. [Google Scholar]
- Бейер, Э.; Бреннер, Б.; Клоцбах, А .; Новотны, С. Лазерная макрообработка — сегодня и завтра. Онлайн Продолжить. Лампа 2006 , 2006. JLPS, Киото. [Google Scholar]
- Накамура Х.; Терада, М.; Хирата, М.; Сакаи Т. Применение диодного лазера для сварки пластиковых деталей. 59-й лазерный мастер. Процесс. конф. 2003 , 2003, 1–7. [Google Scholar]
- Кураучи Т.; Сензаки Ю. Технология лазерной сварки. Технологический институт Тойода Госей. Откр. 2003 , 45, 31–32. [Google Scholar]
- Катаяма С.; Кавахито, Ю.; Нива, Ю.; Танге, А .; Кубота, С. Прямое лазерное соединение нержавеющей стали и аморфного полиамидного пластика. Q. J. Jpn. Сварка. соц. 2007 , 25, 316–322. [Google Scholar] [CrossRef][Green Version]
- Huaizhong, Z.; Сичжан, К.; Jie, H. Свариваемость разнородных материалов из нержавеющей стали 304 и полиэтилентерефталата. Дж. Чин. Доп. Матер. соц. 2017 , 5, 204–214. [Академия Google] [CrossRef]
- Аль-Лами, П.; Синапиус, М. Оценка экологической эффективности производства полимеров, армированных углеродным волокном (CFRP), в аэрокосмической промышленности. Аэросп. науч. Технол. 2018 , 79, 669–678. [Google Scholar] [CrossRef]
- Кашаев Н.; Венцке, В . ; Рикер, С.; Дорн, Ф .; Хорстманн, М. Оценка альтернативных методов соединения гибридных соединений Ti–6Al–4V/CFRP в отношении прочности на растяжение и усталостной прочности. Матер. Дес. 2015 , 81, 73–81. [Google Scholar] [CrossRef][Зеленая версия]
- Джосбери, AM; Коулгроув, Пенсильвания; Ван Райменант, П.; Эйр, Д.С.; Гангули, С.; Уильямс, С. Сварка нержавеющей стали с пластиковыми соединениями, армированными углеродным волокном. Матер. Процесс. Технол. 2018 , 251, 241–250. [Google Scholar] [CrossRef]
- Сюй, М.; Лю, Б.; Чжао, Ю .; Ван, З .; Донг З. Прямое соединение термопластичного АБС-пластика с алюминиевым сплавом 6061–T6 с помощью сварки трением внахлестку. науч. Технол. Сварка. Присоединиться. 2020 , 25, 391–397. [Академия Google] [CrossRef]
- Хуанг, Ю.; Мэн, X .; Се, Ю .; Ли, Дж.; Ван, Л. Соединение термопластика, армированного углеродным волокном, и металла с помощью сварки трением с перемешиванием с совместным контролем формы и характеристик. Композиции Приложение науч. Произв. 2018 , 112, 328–336. [Google Scholar] [CrossRef]
- Амза Г.; Доброт Д. Влияние ультразвука на механические свойства деталей, нагруженных сваркой. Металлургия 2013 , 52, 83–86. [Google Scholar]
- Аркхерст, Б.М.; Сеол, Дж. Б.; Ли, Ю.С.; Ли, М.; Ким, Дж.Х. Межфазная структура и механизм соединения композитов AZ31/пластик, армированный углеродным волокном, изготовленных методом термического лазерного соединения. Композиции Б инж. 2019 , 167, 71–82. [Google Scholar] [CrossRef]
- Гао Ю.Ю.; Лю, HX; Ли, П. Исследование характеристик соединения лазерного трансмиссионного лазера для керамики из оксида алюминия с покрытием Ti и ПЭТ. Подбородок. J. Lasers 2013 , 40, 56–62. [Google Scholar]
- Юнг, К.В.; Кавахито, Ю.; Такахаши, М .; Катаяма, С. Лазерное прямое соединение пластика, армированного углеродным волокном, с алюминиевым сплавом. J. Laser Appl. 2013 , 25, 530–533. [Google Scholar] [CrossRef]
- Lambiase, F.; Генна, С .; Кант, Р. Оптимизация соединения с помощью лазера с помощью комплексного экспериментально-моделирующего подхода. Междунар. Дж. Адв. Произв. Технол. 2018 , 97, 2655–2666. [Google Scholar] [CrossRef]
- Весеняк М.; Ниши, М .; Ниши, Т .; Марумо, Ю.; Крстулович-Опара, Л.; Рен, З .; Хокамото, К. Изготовление и механические свойства алюминиевого проката с однонаправленной ячеистой структурой. Metals 2020 , 10, 770. [Google Scholar] [CrossRef]
- Dimitrescu, A.; Ницой, Д.Ф.; Доброта, Д .; Апостолеску, З. Исследования и исследования микроструктуры паяных алюминиевых сплавов, используемых в авиационной промышленности. Металлургия 2015 , 54, 383–386. [Google Scholar]
- Шрек А.; Брусилова, А .; Швец, П.; Габришова, З.; Моравец, Дж. Анализ процесса волочения малогабаритных шовных труб. Metals 2020 , 10, 709. [Google Scholar] [CrossRef]
- Li, J.; Чжан, К .; Ли, Ю .; Лю, П.; Ся, Дж. Влияние размера посадки с натягом на усталостную реакцию подшипника в болтовых соединениях из полимера, армированного углеродным волокном, и сплава титана с одним коленом. Трибол. Междунар. 2016 , 93, 151–162. [Академия Google] [CrossRef]
- Бхудолиа, Южная Каролина; Гоэль, Г.; Леонг, К.Ф.; Ислам, А. Достижения в области ультразвуковой сварки термопластичных композитов: обзор. Materials 2020 , 13, 1284. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Hsueh, H.-C.; Ким, Дж. Х.; Сара Орски, FA; Джейкобс, Д.; Перри, Л.; Ханстон, Д.; Уайт, К.; Сунг Л. Микро- и макроскопические механические свойства полиэтилена высокой плотности под воздействием УФ-излучения и температуры. Полим. Деград. Удар. 2020 , 174, 109098. [Google Scholar] [CrossRef]
- Американское общество испытаний и материалов. ASTM D638–14, Стандартный тест. Метод определения свойств пластмасс при растяжении; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Won, J.; Ким, С .; Квон, О .; Ким, Ю .; Квон, Д. Оценка предела текучести при растяжении полиэтилена высокой плотности в цилиндрическом углублении с плоским концом: аналитический подход, основанный на модели расширяющейся полости. Дж. Матер. Рез. 2020 , 35, 206–214. [Академия Google] [CrossRef]
- г. Арокиасами, М.; Чааллал, О .; Лимпетипракарн, Т. Полномасштабные полевые испытания гибких труб под временной нагрузкой. Дж. Выполнить. Констр. Фак. 2006 , 20, 21–27. [Google Scholar] [CrossRef]
- Чжоу, М. Механическая реакция заглубленных труб из полиэтилена высокой плотности, подверженных оседанию грунта. Кандидат наук. Диссертация, Юго-восточный университет, Нанкин, Китай, июль 2018 г. [Google Scholar]
- Peindl, R. D.; Джанарданам, Р.; Бернс, Ф. Оценка засыпки текучей золой-уносом. I: Статическая нагрузка. Дж. Геотех. англ. 1992 , 118, 449–463. [Google Scholar] [CrossRef]
- Hyodo, M.; Ясухара, К. Аналитическая методика оценки давления поровой воды и деформации насыщенного глинистого грунта, подверженного транспортным нагрузкам. В Численных методах геомеханики, том 1, Труды 6-й Международной конференции по численным методам геомеханики, Инсбрук, Австрия, 11–15 апреля 1988 г .; Свобода, Г., изд.; Рутледж: Абингдон, Великобритания, 2017 г.; стр. 653–658. [Google Scholar]
- Fang, H.; Тан, П.; Ду, Х.; Ли, Б.; Ян, К .; Чжан, Ю. Численное и экспериментальное исследование влияния транспортной нагрузки на механические характеристики двухстенной гофрированной трубы из ПЭВП. заявл. науч. 2020 , 10, 627. [Google Scholar] [CrossRef][Green Version]
- Тафреши Могаддас, С.Н.; Джоз Дараби, Н.; Доусон, А.Р. Сочетание геопены EPS с геоячейкой для уменьшения нагрузки на подземные трубы и колейности на поверхности траншеи. Геотекст. геомембрана 2020 , 48, 400–418. [Google Scholar] [CrossRef]
Рисунок 1. Получаемые типы переходной арматуры: ( a ) — переходная арматура Т1; ( b ) — переходной фитинг T2; ( c ) — переходной фитинг T3; ( d ) — переходник Т4; 1 — труба ПНД; 2—втулка наружная; 3—внутренняя втулка; 4 — наварной шов; 5—стальная труба.
Рис. 1. Получаемые типы переходной арматуры: ( a ) — переходная арматура Т1; ( b ) — переходной фитинг T2; ( c ) — переходной фитинг T3; ( d ) — переходной фитинг T4; 1 — труба ПНД; 2—втулка наружная; 3—внутренняя втулка; 4 — наварной шов; 5—стальная труба.
Рисунок 2. Режим нагружения и ограничения, применяемые к переходной арматуре, подвергают анализу методом конечных элементов.
Рисунок 2. Режим нагружения и ограничения, применяемые к переходной арматуре, подвергают анализу методом конечных элементов.
Рисунок 3. Графическое представление количества циклов до выхода из строя из-за усталости.
Рисунок 3. Графическое представление количества циклов до выхода из строя из-за усталости.
Рисунок 4. Кривые долговечности арматуры в линейных координатах.
Рисунок 4. Кривые долговечности арматуры в линейных координатах.
Рисунок 5. Значения твердости по Шору D для четырех типов фитингов.
Рисунок 5. Значения твердости по Шору D для четырех типов фитингов.
Рисунок 6. FEM-анализ четырех типов переходных фитингов: ( a ): фитинг T1; ( b ): фитинг T2; ( c ): Фитинг T3; ( d ): Фитинг T4.
Рисунок 6. FEM-анализ четырех типов переходных фитингов: ( a ): фитинг T1; ( b ): фитинг T2; ( c ): Фитинг T3; ( d ): Фитинг T4.
Рисунок 7. Разрез через переходник ТН: 1 — труба ПНД; 2—втулка наружная; 3—внутренняя втулка; 4 — наварной шов; 5—стальная труба.
Рис. 7. Разрез через переходник ТН: 1 — труба ПНД; 2—втулка наружная; 3—внутренняя втулка; 4 — наварной шов; 5—стальная труба.
Рис. 8. Анализ FEM для подгонки TN.
Рис. 8. Анализ FEM для подгонки TN.
Таблица 1. Химический состав для стали Р 235 ТР 1.
Таблица 1. Chemical composition for steel P 235 TR 1.
| Element | C | Mn | Si | S | P | Al | V | Ti | Cr | Mo | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt% | max 0. 16 | max 1.2 | max 0.35 | max 0.020 | max 0.025 | max 0.020 | max 0.02 | max 0.04 | max 0.30 | max 0,08 | макс. 0,30 | сбалансированный |
Таблица 2. Механические свойства стали Р 235 ТР.
Таблица 2. Механические свойства стали Р 235 ТР.
| Предел текучести R p0,2 (МПа) | Прочность на растяжение Rm (МПа) | Удлинение A5 (%) | |||
|---|---|---|---|---|---|
| min | min | 25 | −20 °C | 0 °C | +20 °C |
| 235 | 420 | 17 | 39 | 51 | 58 |
Таблица 3. Химический состав присадочного материала с Е 50 4 В 4 2 Н5.
Таблица 3. Химический состав присадочного материала с Е 50 4 В 4 2 Н5.
| Элемент | C | Mn | Si | Fe |
|---|---|---|---|---|
| макс. 0,08 | макс. 1,7 | макс. 0,7 | сбалансированный |
Таблица 4. Механические свойства присадочного материала с E 50 4 B 4 2 H5.
Таблица 4. Механические свойства присадочного материала с E 50 4 B 4 2 H5.
| Прочность доходности R P0.2 (MPA) | Прочность на растяжение RM (MPA) | ELENGATION A5 (%) | 6666666666666666666666666666666666666666666666666.||
|---|---|---|---|---|
| Мин 580 | 560–720 | Мин 26 | −40 °C | +20 °C |
| 90 9 | 1705950826
Таблица 5. Основные физико-механические свойства полиэтилена высокой плотности.
Таблица 5. Основные физико-механические свойства полиэтилена высокой плотности.
| Characteristic | Value | Unit of Measurement | Test Standard | |
|---|---|---|---|---|
| HDPE 80 | HDPE 100 | |||
| Density | 0. 93 | 0.95 | g/cm 3 | ЕН ИСО 1183-1 |
| Breaking strength at 23 °C | 18 | 30 | N/mm 2 | EN ISO 527-1 |
| Modulus of elasticity, at 23 °C | 700 | 900 | Н/мм 2 | EN ISO 527-1 |
| Устойчивый | ||||
| Ударопрочный по Шарпи, при −40 °C | 7 | 13 | кДж/м 2 | EN ISO 179-1 |
| . -1 | ||||
| Crystallite melting point | 131 | 130 | °C | DIN 51007 |
| Thermal conductivity, at 23 °C | 0.43 | 0.38 | W/mK | EN 12664 |
| Coefficient of linear expansion | 0.15-0.20 | Mm/mK | DIN 53752 | |
| Water absorption, at 23 °C | 0.01-0.04 | % | EN ISO 62 | |
| The Index предельного содержания кислорода (LOI) | 17,4 | % | ISO 4589-1 | |
Таблица 6. Режим сварки образцов.
Таблица 6. Режим сварки образцов.
| Voltage U | Amperage A | Welding Speed vs. (mm/s) | Heat input E l (J/mm) |
|---|---|---|---|
| 20 | 100 | 3.1 | 645 |
Таблица 7. Конструктивная форма стальной трубы.
Таблица 7. Конструктивная форма стальной трубы.
| Переходник Тип | Steel Pipe |
|---|---|
| T1, T2, T3 | |
| T4 |
Table 8. Конструктивная форма трубы ПНД.
Таблица 8. Конструктивная форма трубы ПНД.
| Transition Fitting Type | HDPE Pipe |
|---|---|
| T1, T2, T3, T4 |
Table 9. Конструктивная форма внутренней втулки.
Таблица 9. Конструктивная форма внутренней втулки.
| Transition Fitting Type | Inner Bush |
|---|---|
| T1 | |
| T2, T3 | |
| T4 |
Table 10. Конструктивная форма наружных втулок.
Таблица 10. Конструктивная форма наружных втулок.
| Transition Fitting Type | Outer Bush |
|---|---|
| T1 | |
| T2 | |
| T3 | |
| T4 |
Table 11. Приложенные силы для испытаний на усталость.
Таблица 11. Приложенные силы для испытаний на усталость.
| Образцы | ±Сила (кН) | Частота (Гц) |
|---|---|---|
| T1, T2, T3, T4 | ±1 | 10 |
| T1, T2, T3, T4 | ±2 | 10 |
| T1, T2, T3, T4 | ±3 | 10 |
Таблица 12. Результаты, полученные после испытаний образцов на усталость.
Таблица 12. Результаты, полученные после испытаний образцов на усталость.
| Образцы | ±Усилие (кН) | Frequency (Hz) | Time (s) | Number of Cycles n |
|---|---|---|---|---|
| T1 | ±3 | 10 | 1612 | 16,210 |
| ±2 | 10 | 15,461 | 154,610 | |
| ±1 | 10 | 197,751 | 197,750 | |
| T2 | ±3 | 10 | 1171 | 11,710 |
| ±2 | 10 | 10,551 | 105,510 | |
| ±1 | 10 | 13,757 | 137,570 | |
| T3 | ±3 | 10 | 1631 | 16,310 |
| ±2 | 10 | 13,281 | 132,810 | |
| ±1 | 10 | 18,367 | 183,670 | |
| T4 | ±3 | 10 | 1262 | 12,620 |
| ±2 | 10 | 11,797 | 117,970 | |
| ±1 | 10 | 15,789 | 157,890 |
Table 13. Значения изменения напряжения Δσ.
Таблица 13. Значения изменения напряжения Δσ.
| Тип фитинга | Усилие (кН) | Δσ | |||||
|---|---|---|---|---|---|---|---|
| T1 | ±3 | ||||||
| ±2 | 6.38 | ||||||
| ±1 | 5.64 | ||||||
| T2 | ±3 | 6.85 | |||||
| ±2 | 1.33 | ||||||
| ±1 | 1. 11 | ||||||
| T3 | ±3 | 15.47 | |||||
| ±2 | 5.20 | ||||||
| ±1 | 4.39 | ||||||
| T4 | ±3 | 12.27 |
| Деталь конструкции предлагаемой переходной арматуры | Форма детали конструкции переходной арматуры TN | ||||||
|---|---|---|---|---|---|---|---|
| Труба стальная |
Table 15. |