POXIPOL Холодная сварка 10 минут (серая), 70 мл
POXIPOL Холодная сварка 10 минут (серая), 70 мл- Химия
- Клей
Каталог
Информация
Доставка по России
Мы доставим ваш заказ курьером по Москве или службой экспресс-доставки по всей России.
Теги
- ftp
- utp
- витая пара
- диэлектрик
- изоляционный
- изоляционный материал
- изоляция проводов
- изоляция трансформаторов
- кабель контрольный
- кабель связи
- Описание
- Характеристики
- Отзывы
Poxipol -Используется при ремонте и склеивании деталей, а так же при заполнении зазоров. Представляет собой двухкомпонентный пастообразный эпоксидный клей, обладает свойствами быстрого отвердения. Также известный как «холодная сварка».
Данный материал есть ознакомительной инструкцией по применению Poxipol (клей поксипол), а также в статью включены краткие технические характеристики.
При использовании Poxipol необходимо смешать его компоненты в равных долях. После этого Вы будете располагать 10-ти минутным интервалом (при t° 20-24 градуса), после чего клей поксипол изменит цвет на серый (прозрачный) и безвозвратно отвердеет без изменения собственного объема.
Прозрачный Poxipol 10 имеет высокие изоляционные свойства.
Перед нанесением Poxipol на склеиваемый материал, его компоненты необходимо перемешать до однородной смеси.
Клей поксипол проявляет высокие адгезические свойства со следующими материалами: керамика, бетон, металл, стекло, древесина, твердые пластмассы
Рекомендуем посмотреть
Инструмент для зачистки многожильного кабеля HT-150B
890 ₽
Кримпер PROconnect HT-568R для обжима 8P8C, 6P6C
890 ₽
POXIPOL Холодная сварка 10 минут (прозрачная),70 мл
890 ₽
Кусачки боковые косые с витой пружиной и упором (бокорезы) победитовые
895 ₽
Стеклолакоткань ЛСМ-105/120 0,17 х 910 х 1000 мм
900 ₽
Холодная сварка | Сварка и сварщик
Сейчас на рынке представлено множество клеевых смесей и клеевых стержней под общим торговым названием “Холодная сварка” или “Быстрая сталь”. На самом деле никакого отношения к сварке они не имеют потому что:
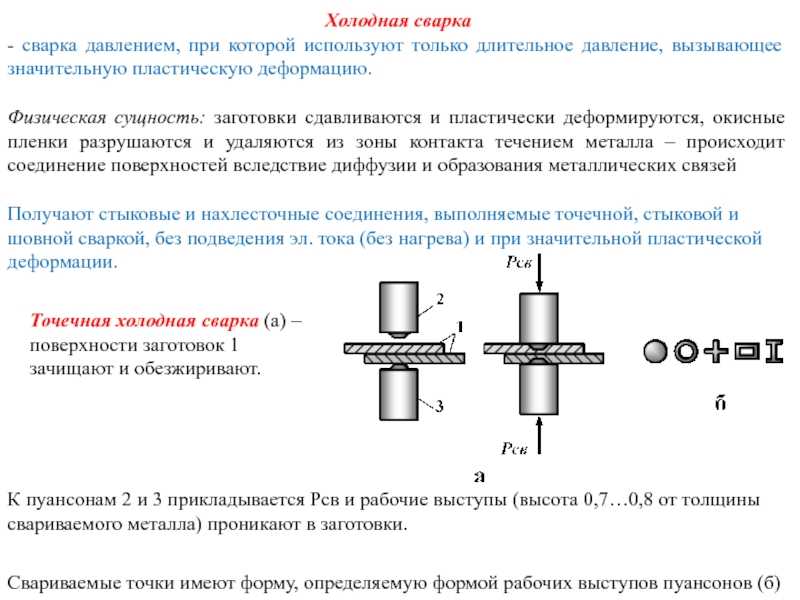
- Холодная сварка
- сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей
Это не холодная сварка т.
Холодной сваркой называется соединение металлов в твердой фазе, достигаемое совместным пластическим деформированием соединяемых элементов без применения нагрева. Процесс осуществляется на воздухе при комнатной температуре, которая для большинства материалов ниже температуры рекристаллизации (чаще всего – путем приложения давления). Поэтому в ГОСТ 2601 данный способ имеет следующее определение:
- Холодная сварка
- сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей
ВНИМАНИЕ! Если вы искали клей “холодная сварка” см. статью “Холодная сварка” – клей, но не сварка
Как и любой другой способ сварки, холодная сварка имеет свои преимущества и недостатки.
Преимущества холодной сварки
Холодная сварка металлов обладает рядом преимуществ, которые заметно отличают ее от всех остальных видов сварки.
Наиболее важным и отличительным преимуществом холодной сварки является отсутствие нагрева соединяемых металлов, что позволяет:
В соответствии с главной особенностью холодной сварки со свариваемых поверхностей в первую очередь необходимо удалить органические пленки.
Применяют следующие способы подготовки поверхностей:
Холодная сварка – один из видов сварки в твердой фазе со значительной объемной статической деформацией без применения нагрева. Сварка осуществляется на воздухе при комнатной температуре, которая для большинства металлов ниже температуры рекристаллизации. При холодной сварке соединения металлов происходит в твердом состоянии вследствие образования металлических связей на чистых свариваемых поверхностях при их совместном пластическом деформировании.
Холодная газовая сварка чугуна используется если при нагревании и охлаждении детали свободно сжимаются и расширяются, не вызывая больших остаточных напряжений, в этом случае мощность пламени горелки должна быть максимально возможной.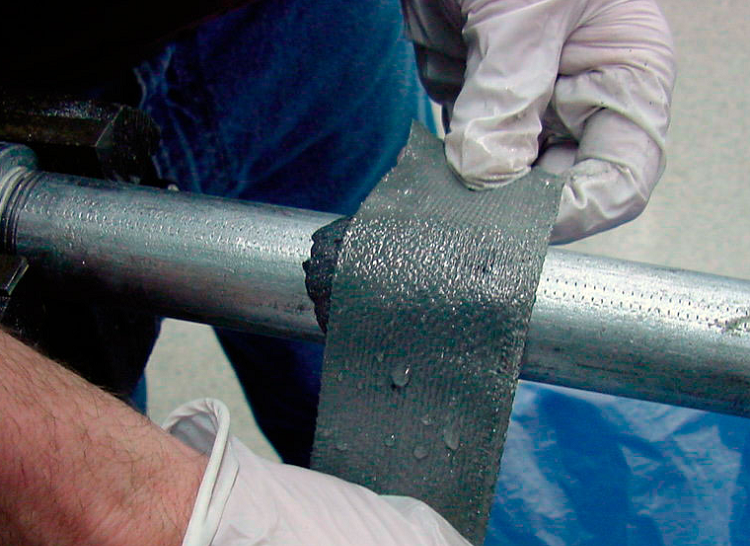 Технологический процесс газовой сварки без предварительного нагрева почти аналогичен процессу горячей газовой сварки, однако имеет и свои особенности.
Технологический процесс газовой сварки без предварительного нагрева почти аналогичен процессу горячей газовой сварки, однако имеет и свои особенности.
Наиболее широко холодная сварка применяется в электротехнике. С ее помощью успешно заменяют медь алюминием в качестве токопроводящего материала с обеспечением надежных контактных соединений. Холодная сварка обеспечивает безотходное изготовление обмоток электрических машин и трансформаторов. Холодной сваркой можно создавать новые конструкции электротехнических изделий, масса которых значительно меньше аналогов (охладители полупроводниковых приборов, силовые конденсаторы, распределительные устройства).
Холодная стыковая сварка – это способ соединения расположенных соосно и закрепленных с вылетом в специальных зажимах деталей посредством деформации (осадки) их свободных концов под действием приложенного осевого усилия с образованием прочного сварного стыка.
Точечная холодная сварка применяется для соединения внахлестку листовых материалов.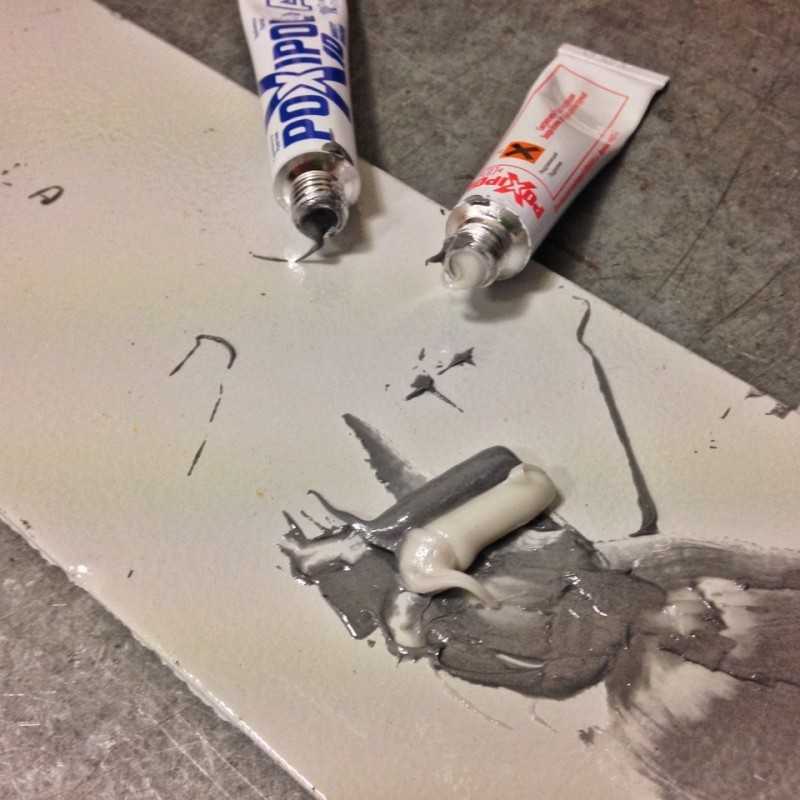 Сварной шов (сварная точка) получается в результате вдавливания пуансонов в заготовки. Соединение образуется в результате значительной деформации металла, поэтому оно упрочнено по отношению к основному металлу деталей.
Сварной шов (сварная точка) получается в результате вдавливания пуансонов в заготовки. Соединение образуется в результате значительной деформации металла, поэтому оно упрочнено по отношению к основному металлу деталей.
Холодная шовная сварка – способ соединения деталей посредством вдавливания рабочих выступов вращающихся роликов или же пуансонов с кольцевыми рабочими выступами (подобных пуансонам для холодной точечной сварки) на глубину, при которой вследствие деформации образуется линейный или кольцевой сварной шов.
Страницы
- 1
- 2
- следующая ›
- последняя »
Адгезия или холодная сварка материалов в космической среде
Лицензионное соглашение ASTM
ВАЖНО – ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ЗАГРУЗКОЙ ЭТОГО ДОКУМЕНТА.
Загружая документ ASTM, вы заключаете договор и признаете, что
у вас есть
читать
настоящего Лицензионного соглашения, что вы понимаете его и соглашаетесь соблюдать его
условия. Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Пожалуйста, нажмите здесь , чтобы просмотреть лицензионное соглашение для образовательных учреждений.
Собственность. Этот документ защищен авторским правом ASTM International (ASTM), 100
Барр Харбор Драйв, Западный Коншохокен, Пенсильвания, 19428-2959, США.
Все права защищены. Вы (Лицензиат) не имеете прав собственности или других прав на Документ ASTM.
Это не продажа; все права, право собственности и интересы в документе ASTM (как в электронном файле
и печатная копия) принадлежат ASTM. Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Ограниченная лицензия. ASTM предоставляет вам ограниченную лицензию без права передачи следующим образом:
Право на загрузку электронного файла настоящего документа ASTM для временного хранения на одном
компьютер для просмотра и/или печати одной копии документа ASTM
для отдельных
использовать.
Ни электронный файл, ни одиночная распечатка не могут быть воспроизведены каким-либо образом.
Кроме того, электронный файл не может распространяться где-либо еще по компьютерным сетям или
в противном случае.
То есть электронный файл нельзя отправить по электронной почте, скачать на диск, скопировать на другой жесткий диск.
ASTM International предоставляет подписчикам и авторизованным Пользователи у Абонента Авторизованы Сайт
, онлайн-доступ к журналу ASTM, для которого Подписчик поддерживает текущую подписка к печатной или онлайн-версии. Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; электронная почта: [email protected]
Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; электронная почта: [email protected] Проверка: ASTM имеет право проверять соблюдение настоящей Лицензии.
Соглашение за свой счет и в любое время в течение обычного рабочего дня. Для этого
ASTM привлечет независимого консультанта при условии соблюдения соглашения о конфиденциальности для рассмотрения
использование вами документов ASTM. Вы соглашаетесь разрешить доступ к вашей информации и компьютерным системам
для этой цели.
Пароли. Вы должны немедленно уведомить ASTM о любом известном или предполагаемом
несанкционированное использование вашего пароля или любое известное или предполагаемое нарушение безопасности, в том числе
потеря, кража или несанкционированное раскрытие вашего пароля или любой несанкционированный доступ или использование
документа ASTM. Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Определения. Для целей настоящей Лицензии авторизованным сайтом является
локализованный сайт
(одно географическое местоположение), находящееся под единым управлением в одном месте. Для
Подписчик с местонахождением более чем в одном городе, каждый город считается отдельным сайтом.
Для Подписчика, имеющего несколько местоположений в одном городе, каждое место считается
другой сайт. (Если вам нужен онлайн-доступ к нескольким сайтам, свяжитесь с Кэти
Hooper, ASTM International, по адресу [email protected] или по телефону: 610-832-9.634). Авторизованный
Пользователь означает
только сотрудники, преподаватели, сотрудники и студенты, официально связанные с Подписчиком в
Авторизованный сайт, а также лица, имеющие законный доступ к фондам и объектам библиотеки. на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
Прекращение. Настоящее Соглашение действует до момента расторжения. Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Применимое право, место проведения, юрисдикция. Настоящее Соглашение должно толковаться и толковаться в соответствии с законодательством Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения в штате и федеральные суды Пенсильвании для разрешения любых споров, которые могут возникнуть в связи с настоящим Соглашением. Ты также соглашаетесь отказаться от любых претензий на неприкосновенность, которыми вы можете обладать.
Интеграция. Настоящее Соглашение представляет собой полное соглашение между вами и ASTM в отношении его предмета. Это
заменяет все предыдущие или одновременные устные или письменные сообщения, предложения,
заявлений и гарантий и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого
цитата, заказ, подтверждение или другое сообщение между сторонами, относящееся к его предмету
вопрос в течение срока действия настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Отказ от гарантии. Если не указано иное в настоящем Соглашении, все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые гарантии товарного состояния, пригодности для определенной цели или ненарушение прав, за исключением случаев, когда эти отказы считаются юридически недействительным.
Ограничение ответственности. В той мере, в какой это не запрещено законом, ASTM ни при каких обстоятельствах не будет нести ответственность за любые потери, повреждения, утерю
данных или за особый, косвенный, косвенный или штрафной ущерб, независимо от того,
теория ответственности, возникающая в связи с использованием или загрузкой ASTM
Документ. Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную вами по настоящей Лицензии.
Соглашение.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную вами по настоящей Лицензии.
Соглашение.
Эти документы защищены авторским правом ASTM International, 100 Barr Harbour Drive, PO Box C700, West. Коншохокен, Пенсильвания 19428-2959 США. Все права защищены.
Оценка свойств холодной сварки внутреннего конического интерфейса двух имеющихся в продаже систем имплантатов
Сохранить цитату в файл
Формат: Резюме (текст)PubMedPMIDAbstract (текст)CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Электронная почта: (изменить)
Который день? Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый будний день
Который день? воскресеньепонедельниквторниксредачетвергпятницасуббота
Формат отчета: SummarySummary (text)AbstractAbstract (text)PubMed
Отправить максимум:
1 шт. 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Эльзевир Наука
Полнотекстовые ссылки
Сравнительное исследование
. 1999 г., февраль; 81 (2): 159–66.
doi: 10.1016/s0022-3913(99)70243-x.
М Р Нортон 1
принадлежность
- 1 Отделение челюстно-лицевой хирургии, больница Чаринг-Кросс, Лондон, Англия.


- PMID: 9922428
- DOI: 10.1016/с0022-3913(99)70243-х
Сравнительное исследование
MR Norton. Джей Простет Дент. 1999 фев.
. 1999 г., февраль; 81 (2): 159–66.
doi: 10.1016/s0022-3913(99)70243-x.
Автор
М Р Нортон 1
принадлежность
- 1 Отделение челюстно-лицевой хирургии, больница Чаринг-Кросс, Лондон, Англия.
- PMID: 9922428
- DOI:
10. 1016/с0022-3913(99)70243-х
 1016/с0022-3913(99)70243-х
1016/с0022-3913(99)70243-хАбстрактный
Постановка проблемы: Было показано, что конусно-винтовой абатмент уменьшает микроподвижность за счет уменьшения степени расшатывания компонента и перелома. Тем не менее, неподтвержденная озабоченность по поводу холодной сварки соединений конус-винт в конструкции имплантата была определена как потенциальный источник невозможности восстановления.
Цель: В этом сравнительном исследовании оценивался момент ослабления в процентах от момента затяжки для систем имплантатов ITI Straumann и Astra Tech (диаметром 3,5 и 4,0 мм), в которых используется внутренний конус 8° и 11° соответственно.
Материал и методы: Имплантаты и абатменты из каждой системы устанавливались в торсионное устройство, и применялся диапазон моментов затяжки. Затем измеряли момент ослабления и оценивали влияние угла конуса, площади межфазной поверхности, загрязнения слюной и времени задержки до ослабления.
Затем измеряли момент ослабления и оценивали влияние угла конуса, площади межфазной поверхности, загрязнения слюной и времени задержки до ослабления.
Полученные результаты: Момент откручивания превышал момент затяжки только на самых высоких уровнях, непосредственно перед разрушением компонента, когда ожидалась пластическая деформация. Для всех клинически значимых уровней крутящего момента, как в сухой среде, так и с компонентами, погруженными в искусственную слюну при температуре 37°C, крутящий момент всегда составлял от 80% до 9.0% от момента затяжки, что свидетельствует об отсутствии холодной сварки. Была выявлена высокая корреляция между моментом откручивания и моментом затяжки для всех испытанных систем, но не было статистической разницы при сравнении мокрого и сухого креплений или при сравнении отдельных данных для каждой системы.
Выводы: Можно сделать вывод, что для клинически значимых уровней момента затяжки не ожидается никаких проблем с возможностью восстановления.
Похожие статьи
In vitro оценка прочности конического соединения имплантата с абатментом в двух имеющихся в продаже системах имплантатов.
Нортон МР. Нортон МР. Джей Простет Дент. 2000 май; 83(5):567-71. doi: 10.1016/s0022-3913(00)70016-3. Джей Простет Дент. 2000. PMID: 10793390
Измерения повторяющегося момента затягивания и ослабления семи различных конструкций соединения имплантата/абатмента и их модификаций: исследование in vitro.
Буткевича А., Натансон Д., Побер Р., Стратинг Х. Буткевича А. и др. Дж. Протез. 2018 фев; 27 (2): 153-161. doi: 10.1111/jopr.12467. Epub 2016 22 марта. Дж. Протез. 2018. PMID: 27003231
Волновой анализ ослабления винта имплантата с помощью циклического нагружающего устройства с воздушной цилиндрической головкой.
Ли Дж., Ким Ю.С., Ким Ч.В., Хан Дж.С. Ли Дж. и др. Джей Простет Дент. 2002 г., октябрь; 88 (4): 402-8. doi: 10.1067/mpr.2002.128099. Джей Простет Дент. 2002. PMID: 12447217
Механизм и факторы, связанные с ослаблением винта абатмента имплантата: обзор.
Хуан И, Ван Дж. Хуанг И и др. Джей Эстет Рестор Дент. 2019 июль; 31 (4): 338-345. doi: 10.1111/jerd.12494. Эпаб 2019 31 мая. Джей Эстет Рестор Дент. 2019. PMID: 31150572 Обзор.
Обзор измерения силы затяжки болтов и обнаружения ослабления.
Мяо Р., Шен Р., Чжан С., Сюэ С. Мяо Р. и соавт. Датчики (Базель). 2020 2 июня; 20 (11): 3165. дои: 10.3390/s20113165.
Датчики (Базель). 2020.
PMID: 32498473
Бесплатная статья ЧВК.
Обзор.

 Датчики (Базель). 2020.
PMID: 32498473
Бесплатная статья ЧВК.
Обзор.
Датчики (Базель). 2020.
PMID: 32498473
Бесплатная статья ЧВК.
Обзор.Посмотреть все похожие статьи
Цитируется
Оценка силы удаления в ортопедических компонентах зубных имплантатов с конусом Морзе.
Сантос АМТД, Стабиле ГАВ, Фелизардо К.Р., Сантос Джуниор СЭРД, Бергер С.Б., Гиральдо Р.Д., Гонини Джуниор А.Г., Лопес М.Б. Сантос АМТД и др. Браз Дент Дж. Сентябрь-октябрь 2022 г., 33(5):74-80. дои: 10.1590/0103-6440202205084. Браз Дент Дж. 2022. PMID: 36287501 Бесплатная статья ЧВК.
Бактериальная утечка in vitro в соединении имплантат-абатмент двух систем зубных имплантатов с внутренним соединением.
Хаджави А., Мохсени С.
, Пеймани А., Амджади М.
Хаджави А. и др.
Передняя вмятина. 2020 8 декабря; 17:32. doi: 10.18502/fid.v17i32.5196. Электронная коллекция 2020.
Передняя вмятина. 2020.
PMID: 36042810
Бесплатная статья ЧВК.Биомеханический анализ жесткого и нежесткого соединения с конструкциями абатментов имплантатов для протезов с опорой на зубные имплантаты: анализ методом конечных элементов.
Хуан Ю.С., Дин С.Дж., Юань С., Ян М. Хуан Ю.С. и др. J Dent Sci. 2022 Январь; 17 (1): 490-499. doi: 10.1016/j.jds.2021.07.020. Epub 2021 12 августа. J Dent Sci. 2022. PMID: 35028075 Бесплатная статья ЧВК.
Влияние применения биоадгезива на значение крутящего момента при удалении и несоответствие вращения в месте соединения имплантата и абатмента: исследование in vitro.
 , Пеймани А., Амджади М.
Хаджави А. и др.
Передняя вмятина. 2020 8 декабря; 17:32. doi: 10.18502/fid.v17i32.5196. Электронная коллекция 2020.
Передняя вмятина. 2020.
PMID: 36042810
Бесплатная статья ЧВК.
, Пеймани А., Амджади М.
Хаджави А. и др.
Передняя вмятина. 2020 8 декабря; 17:32. doi: 10.18502/fid.v17i32.5196. Электронная коллекция 2020.
Передняя вмятина. 2020.
PMID: 36042810
Бесплатная статья ЧВК.