правильный выбор и лучшая производительность
Сварочный кабель 1/0: как сделать правильный выбор и гарантировать наилучшие характеристики
Будь вы новичок или профессионал в сварочном деле, вам нужно знать о 1/0 сварочный кабель. Основной функцией этого типа кабеля является питание электродов в оборудовании для электродуговой сварки. Кабель должен быть очень гибким и прочным в экстремальных условиях, учитывая его применение. Провод состоит из тонкожильных медных проводов и прочной изоляции для достижения максимальной гибкости и долговечности.
Тем не менее, есть несколько аспектов, которые вы должны учитывать при выборе идеального сварочного кабеля калибра 1/0 для вашего конкретного применения. Например, вам нужно знать точное значение силы тока, которое необходимо для прохождения через кабель. Рассмотрим кабель как шланг. Чем больше воды вам нужно пропустить через трубу, тем больший шланг вам потребуется. Точно так же, чем больше ампер вам нужно пропустить через кабель, тем больший сварочный кабель вам нужен.
Часто бывает трудно сделать такой выбор, особенно если вы не являетесь экспертом в 1 спецификациях сварочных кабелей. К счастью, в следующих нескольких разделах этого руководства по покупке мы ответим на некоторые важные вопросы, которые вам необходимо задать себе. Если у вас есть проект по сварке, эта статья для вас.
1. Какой размер сварочного кабеля 1/0?
Люди часто думают о размере кабеля с точки зрения его диаметра. Однако при покупке данного типа кабеля нецелесообразно ориентироваться только на его диаметр. Даже если два кабеля имеют одинаковый диаметр, тот, который имеет более короткую длину, может передавать больше ампер, чем более длинный.
Американский размер провода кабеля определяет его пропускную способность по току. Как правило, AWG измерения определяют площадь поперечного сечения кабеля, а не его диаметр. Токопропускная способность увеличивается с каждым уменьшением размера американского провода. Итак, каков размер AWG сварочного кабеля 1/0?
В большинстве случаев люди предполагают, что 1/0 AWG эквивалентен 1 AWG, но это два разных измерения. Как правило, число перед «/» в измерениях американского калибра проволоки показывает количество нулей, которым является калибр. Таким образом, фактический размер сварочного кабеля 1/0 равен 0 AWG.
Как правило, число перед «/» в измерениях американского калибра проволоки показывает количество нулей, которым является калибр. Таким образом, фактический размер сварочного кабеля 1/0 равен 0 AWG.
Тем не менее, знать реальный размер кабеля недостаточно для выбора идеального варианта. Вы должны учитывать три различных фактора при выборе наиболее подходящего сварочного кабеля для вашего конкретного применения. Эти факторы включают общую длину кабеля и температуру окружающей среды в том месте, где вы собираетесь его использовать.
2. Какой тип проволоки представляет собой сварочный кабель 1/0?
Этот тип кабеля представляет собой известный портативный провод, предназначенный для сварки. Он также применим в силовых приложениях, где потребность в силе тока не превышает 600 вольт. Провода обычно встречаются в двух различных формах, а именно, многожильные и сплошные. Сварочный кабель калибра 1/0 представляет собой многожильный провод, обеспечивающий максимальную гибкость. Как правило, дуговая сварка требует постоянного движения электрода. Следовательно, проволока должна быть очень гибкой, чтобы ее можно было легко перемещать по стыкам.
Следовательно, проволока должна быть очень гибкой, чтобы ее можно было легко перемещать по стыкам.
При поиске в продаже сварочного кабеля 1/0 необходимо учитывать количество жил. Степень гибкости кабеля сильно зависит от количества прядей. По сути, количество медных жил, составляющих кабель, зависит от его производителя. Наш кабель состоит из более чем 1004 медных жил. Количество прядей увеличено, чтобы сохранить эластичность кабеля при сохранении его несущей способности по току.
Медные жилы заключены в очень прочную непроводящую оболочку. Рассматриваемая куртка обычно состоит из синтетического каучукового материала. Двумя наиболее распространенными формами синтетического каучука, используемого в качестве изоляции сварочного кабеля 1/0, являются EPDM и ЭПР каучук. Что еще более важно, кабель отвечает всем Международная электротехническая комиссия (МЭК) технические условия.
3. Сколько ампер может выдержать сварочный кабель 1/0?
В идеале мощность сварочного кабеля 1/0 составляет 600 вольт при 1050 градусах Цельсия. По сути, это максимальное значение тока, которое кабель может пропускать без повреждений при оптимальных условиях. Тем не менее, как и обычные электрические кабели, текущий рейтинг часто меняется в зависимости от некоторых факторов, в том числе;
По сути, это максимальное значение тока, которое кабель может пропускать без повреждений при оптимальных условиях. Тем не менее, как и обычные электрические кабели, текущий рейтинг часто меняется в зависимости от некоторых факторов, в том числе;
- Электрическое сопротивление. Медь, из которой состоит кабель, по своей природе создает некоторое электрическое сопротивление. Электрическое сопротивление обычно определяется как сопротивление протеканию электрического тока и обычно измеряется в омах. Обычно номинальный ток сварочного кабеля 1/0 уменьшается с каждым увеличением электрического сопротивления.
- Длина кабеля — по мере увеличения длины кабеля увеличивается его сопротивление. Поэтому количество ампер, которое может нести кабель, уменьшается с каждым увеличением длины кабеля.
- Температура окружающей среды. Температура окружающей среды — это температура окружающей среды, в которой предполагается использовать сварочный кабель 1/0. Электрическое сопротивление кабеля увеличивается экспоненциально при высоких температурах.
 Логично, что пропускная способность кабеля по току уменьшается по мере увеличения сопротивления.
Логично, что пропускная способность кабеля по току уменьшается по мере увеличения сопротивления.
 Логично, что пропускная способность кабеля по току уменьшается по мере увеличения сопротивления.
Логично, что пропускная способность кабеля по току уменьшается по мере увеличения сопротивления.4. Каков диаметр сварочного кабеля 1/0?
Общий диаметр сварочного кабеля 1/0 составляет 0.53 дюйма, тогда как диаметр его проводника составляет 0.47 дюйма. Изоляция кабеля относительно толще, чем у обычного электрические провода. Его толстая изоляция из синтетического каучука позволяет ему противостоять любому износу. Кабель с такой толстой изоляцией обычно получается довольно жестким.
Для данного типа кабеля это не так. Большое количество тонких медных жил компенсирует толщину сварочного кабеля калибра 1/0. Жилы гарантируют максимальную гибкость провода, сохраняя при этом его оптимальную токонесущую способность. Уверяю вас, что вы легко сможете протянуть этот кабель по любой поверхности. Это наиболее подходящий вариант, поскольку он обеспечивает легкость передвижения по рабочей площадке.
5. Сколько стоит фут сварочного кабеля 1/0?
Как только вы поймете некоторые основные требования к вашему кабелю, останется ответить только на один вопрос. Какова цена сварочного кабеля 1/0 за фут? Ну, цены, как правило, варьируются от одного производителя к другому. Тем не менее, не рекомендуется ставить цену сварочного кабеля 1/0 выше его качества. В кабельной промышленности дешевизна часто означает низкое качество.
Какова цена сварочного кабеля 1/0 за фут? Ну, цены, как правило, варьируются от одного производителя к другому. Тем не менее, не рекомендуется ставить цену сварочного кабеля 1/0 выше его качества. В кабельной промышленности дешевизна часто означает низкое качество.
Разумнее всего найти надежного производителя сварочного кабеля 1/0, например ZW-кабель и оформить заказ онлайн. Наша цена за фут составляет примерно 1.8 доллара США. Мы предлагаем самые доступные цены на рынке первоклассных кабелей.
Как выбрать сварочный кабель? Советы по подбору кабеля для сварки
Содержание
- Требования к силовым кабелям
- Основные виды силовых кабелей, используемых при сварке
- Как правильно выбрать сечение и длину кабеля
- Сетевой кабель для сварочника
- Рекомендации по эксплуатации
Сварочные аппараты не всегда укомплектованы всем, что нужно для работы. Заводских кабелей в сборе с электрододержателем и зажимом может не быть вообще или их стандартной длины не достаточно, поэтому её нужно увеличить.
Поговорим о том, какой кабель выбрать для сварочного аппарата, чтобы работать было не только удобно, но и безопасно.
Характеристики
На сегодняшнем рынке нет модели настолько универсальной, чтобы она могла служить в условиях любого климата и любого производства. Вместо этого производители предлагают линейки продуктов, адаптированных к тем или иным условиям, обеспечивая в них минимальное сопротивление и максимальную гибкость.
Основной характеристикой кабеля является его сечение. Оно определяет максимальную нагрузку тока, который можно пропустить по электрической цепи.
Следующая характеристика — это количество жил. В бытовых сварочных аппаратах применяется одножильный провод.
Дополнительные характеристики:
- климатический класс;
- частотность;
- жаростойкость;
- гибкость.
Требования к силовым кабелям
Требования к сварочному кабелю диктуют правила электробезопасности и особенности эксплуатации. Работать часто приходится в мастерских и гаражах, где возможны контакты с маслами и риск повреждения изоляции, в труднодоступных местах.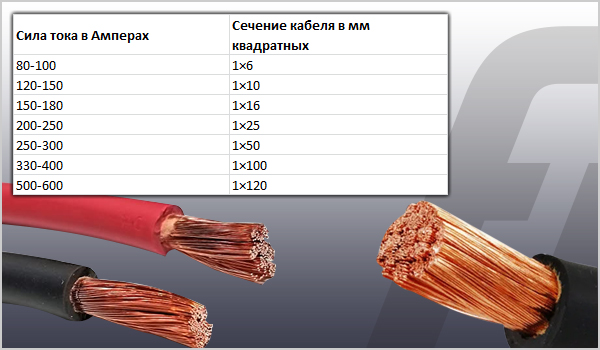 Для удобства переносят и хранят кабель в смотанном состоянии.
Для удобства переносят и хранят кабель в смотанном состоянии.
Это значит, что при выборе сварочного кабеля учитывают:
- Материал оболочки и изоляции. Кабель должен не бояться агрессивных сред и случайных повреждений — автомобильных масел, растворителей, бензина, влаги, порезов, ударов и абразивного износа.
- Температуру эксплуатации. Покупать кабель в холодостойком исполнении нет смысла в регионах, где температура зимой не доходит даже до -300С, или если работы на морозе не планируются.
- Гибкость. Кабель должен легко изгибаться, чтобы не затруднять сварку в любом положении, и, несмотря на многократную смотку, сохранять целостность жил и изоляции. Сечение кабеля определяют, исходя из характеристик сварочного аппарата и токовой нагрузки. И именно этому параметру отдают приоритет при выборе.
Классификация медных кабелей для сварочного аппарата
Провода для сварки можно купить у любого торгового предприятия, которое занимается реализацией кабельной продукции. Кабеля для сварочного аппарата различаются по цене, но обычно классифицируются по другим критериям.
Кабеля для сварочного аппарата различаются по цене, но обычно классифицируются по другим критериям.
По функциональному назначению различают:
- силовой провод — его применяют для подключения инвертора, трансформатора или иного устройства к электролинии,
- соединительный кабель для сварки — используют для передачи рабочего напряжения,
- провод для держателя — подает электроток на контактную часть сварочного аппарата,
- заземляющий и/или нулевой провод.
Как уже было сказано, в многожильных исполнениях сварочных проводов функционал может объединяться в одном изделии.
По области применения выделяют модификации сварочных кабелей для:
- бытовых устройств, работающих с токовыми нагрузками 100-250 А,
- полупрофессиональных установок (до 330 А),
- профессиональных сварочных устройств, применяемых с электротоком силой до 500 А,
- сверхмощных промышленных аппаратов (до 680 А).

Основные виды силовых кабелей, используемых при сварке
Как правило, для сварочных аппаратов используют проверенный временем одножильный гибкий медный кабель КГ в оболочке из вулканизированной резины. Его можно безболезненно изгибать, разматывать и сматывать, таскать по земле, не боясь задиров.
Маркировка указывает на число жил, номинальное сечение и может нести дополнительную информацию об исполнении:
- КОГ и КПГ — отличаются особой или повышенной гибкостью, удобны при сварке в сложных положениях и труднодоступных местах;
- КГН — имеет оболочку из резины, устойчивой к воздействию масел и не распространяющей горение, и особенно подходит для работы в гараже и автомастерской;
- КГ-ХЛ — сохраняет гибкость на морозе, благодаря холодостойкому исполнению и может использоваться при температуре ниже -400С, поэтому рекомендован для сварки на улице в жестких условиях.
Обратите внимание, что аппараты зарубежного производства могут комплектоваться кабелями с другими обозначениями, например H01N2-D или H01N2-E.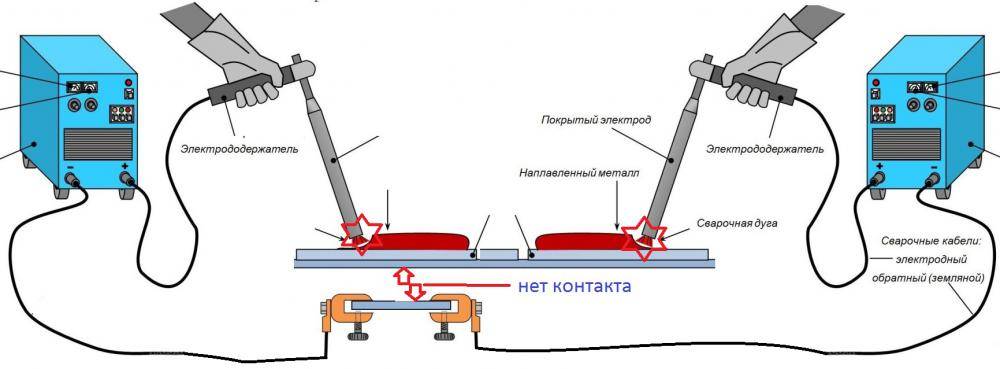 Их российский аналог — та же марка КГ.
Их российский аналог — та же марка КГ.
Обзор видов
Одножильные
Такие проводники имеют единственную проводящую ток жилу. Она состоит из ряда тонких проволочек. Чаще всего подобные сварочные кабели используют для соединения источника питания и инвертора.
В любом случае маркировка одножильной линии начинается цифры «1», которая как раз и показывает монолитность сердечника, отсутствие его разделения. В различных источниках иногда упоминают, что многожильные модели, напротив, маркируются начиная с цифры 11.
Двужильные
Подобный вид силового соединителя выполняется в формате анода и катода. Это решение позволяет использовать высокочастотные токи.
Также возможна подача переменного тока для нарезки металла. Для создания проводников с двумя жилами используют специальные медные сплавы, содержащие добавки других металлов.
Трехжильные
Использовать многожильный соединительный кабель целесообразно при автоматической сварке. Такие модификации рекомендованы для производства трубопроводов и других критически важных соединений. Они позволяют создать ровный, очень качественный шов. Многожильные модели востребованы еще и при сварке сосудов, находящихся под давлением. Вне зависимости от числа жил, обычно второе число в маркировке показывает площадь сечения.
Такие модификации рекомендованы для производства трубопроводов и других критически важных соединений. Они позволяют создать ровный, очень качественный шов. Многожильные модели востребованы еще и при сварке сосудов, находящихся под давлением. Вне зависимости от числа жил, обычно второе число в маркировке показывает площадь сечения.
Вместо обычных гибких кабелей марки КГ можно использовать еще специализированное решение — КС. Подвид «П» имеет полимерную оболочку, а ВЧ — конструирование в расчете на высокую частоту (что оптимально для инверторных сварочных аппаратов). Различий между ними по техническим параметрам практически нет.
Маркировка ХЛ свидетельствует не только о стойкости к низкой температуре, но и о нулевом риске растрескивания на холоде.
Обозначение «КГН» свидетельствует о возможности использования под водой (при условии полной герметичности).
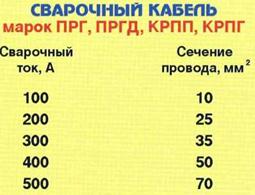
Как правильно выбрать сечение и длину кабеля
Выбор сечения сварочного кабеля зависит от тока — не потребляемого инвертором, а сварочного.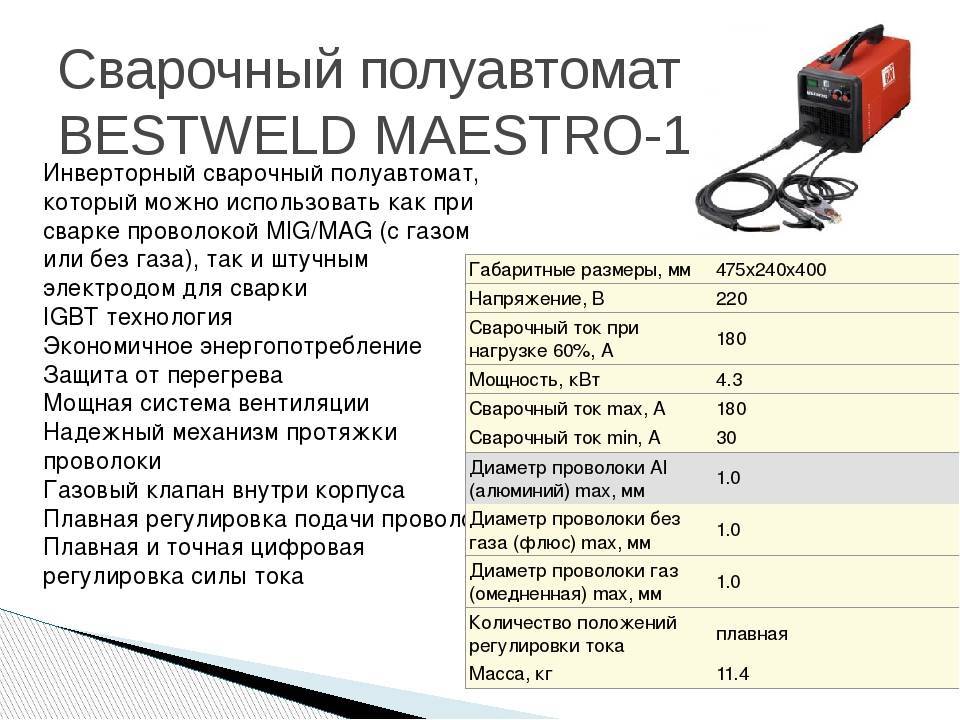 Чем больше сечение, тем ниже сопротивление и потери на нагрев.
Чем больше сечение, тем ниже сопротивление и потери на нагрев.
Длительно-допустимые токовые нагрузки для медного силового кабеля в резиновой изоляции:
| Сечение жилы, мм2 (одножильный кабель) | Допустимый длительный ток, А |
| 16 | 100 |
| 25 | 140 |
| 35 | 170 |
| 50 | 215 |
| 70 | 270 |
| 95 | 325 |
| 120 | 385 |
| 150 | 440 |
| 185 | 510 |
В таблице указаны параметры, установленные в ПУЭ. При покупке кабеля лучше выбирайте тот, который произведен по ГОСТ, а не ТУ. В последнем случае цена может быть ниже, а вот реальное сечение не соответствует заявленному. А, значит, и нагрузку кабель выдерживает меньшую.
Длина — предмет частных споров сварщиков. Оптимальным считают использование кабелей на 3-5 м. Зажим массы устанавливают как можно ближе к месту сварки. Поэтому длина этого кабеля, как правило, меньше длины рабочего на электродержатель.
Поэтому длина этого кабеля, как правило, меньше длины рабочего на электродержатель.
При необходимости длину можно увеличить до 30-70 м. При этом нужно помнить о том, что и увеличивать нужно и сечение кабеля, чтобы уменьшить падение напряжения и риск перегрева.
На практике это выглядит так:
| Сила тока, А | Длина кабеля КГ, м | |||
| 15 | 20 | 30 | 40 | |
| 100 | 1*16 | 1*25 | 1*25 | 1*35 |
| 150 | 1*25 | 1*25 | 1*35 | 1*50 |
| 200 | 1*35 | 1*35 | 1*50 | 1*75 |
| 250 | 1*35 | 1*50 | 1*75 | 1*95 |
| 300 | 1*50 | 1*75 | 1*95 | |
Чем больше сечение и длина, тем выше вес кабеля. Например, КГ 1*16 длиной 40 м весит около 7 кг, а КГ 1*95 аналогичной длины уже 38 кг. Переносить бухту такого кабеля тяжело и неудобно.
Соединять два конца кабеля на массу можно с помощью припоя или медной гильзы для опрессовки. На держак лучше использовать целый отрезок.
Конструктивные особенности
Конструкция кабеля была разработана и много лет совершенствовалась, а исходя из условий его эксплуатации. Проводящая жила имеет круглое сечение и сплетена из нескольких медных многожильных проводов. Между проводящей жилой и изоляцией проложен разделяющий слой — полимерная пленка. Если применяется специально разработанная электроизоляционная резина, предотвращающая затекание внутрь жилы, то обходятся без разделяющего слоя.
Конструктивный срок службы сварочного провода определен в четыре года. После этого производители рекомендуют заменить его на новый.
Сечение сварочного кабеля
Существует технология реновации, предусматривающая удаление изношенной изоляции и нанесение нового ее слоя. Это позволяет вернуть сварочные провода к жизни и продлить срок их эксплуатации.
Сетевой кабель для сварочника
Потребляемый ток инверторов гораздо ниже, чем сварочный — порядка 15-40 А, в зависимости от модели.
Требования к сетевому кабелю аналогичны. Это надежная изоляция и гибкость, позволяющая сворачивать его в бухту или наматывать на катушку, подходящее под нагрузку сечение и климатическое исполнение.
Для использования в помещении или на улице, но исключительно в теплое время года, подойдет ПВС в ПВХ изоляции. Если сварка будет проходить на морозе, лучше выбрать КГ в резиновой оболочке. Он дороже, но сохраняет гибкость при низких температурах, в отличие от «дубеющего» ПВС.
Токовые нагрузки для КГ в соответствии с ПУЭ:
| Сечение жилы, мм2 | Допустимый длительный ток, А | |
| трехжильный | четырехжильный | |
| 2,5 | 25 | 25 |
| 4 | 35 | 30 |
| 6 | 42 | 42 |
Исходя из этого, для сварочников с потребляемым током 25 А, рассчитанных на питание от 3-фазной сети, нужен четырехжильный сетевой кабель сечением не менее 4 мм2, а от 1-фазной — трехжильный с сечением 4 мм2, если в розетке есть заземление.
При сварке на удлинителе не забывайте про потери напряжения. Здесь работает то же правило, что и при выборе сварочного кабеля — при большой длине на 50 м и более покупайте кабель с большим сечением.
Типы используемых проводников
В сегодняшнем оборудовании для сварки применяют следующие типы проводов:
- одножильные медные, применяемые вместе с инверторными источниками тока;
- двужильные высокочастотные, используемые при импульсной сварке и разделке металлических конструкций;
- трехжильные для автоматических сварных комплексов, используемых при монтаже трубопроводов и сосудов давления.
В комплекте со сварочным аппаратом поставляются провода, рассчитанные на его максимальный сварочный ток. Он указан в паспорте устройства и на табличке на его корпусе.
Сварочный аппарат в комплекте с кабелем и маской
Так, для тока 160-190А сечение провода должно быть не менее 16 мм2. При увеличении тока до 250 А потребуется увеличить и сечение до 25 мм2, а для специализированных профессиональных моделях, развивающих ток до 500А, нужен соответственно кабель для сварки в 95 мм2.
Рекомендации по эксплуатации
Кабель можно использовать долго и без проблем, если не допускать грубых нарушений:
- не подвергайте его интенсивным механическим нагрузкам и перегрузкам, чтобы не допустить деструкцию изоляции и оболочки:
- выбирайте сварочные и сетевые кабели с запасом по токовой нагрузке и соответствующие условиям эксплуатации;
- не используйте длинный кабель в смотке на высоких токах, это приводит к его перегреву.
Решая, какой кабель выбрать для сварки, отдайте предпочтение ГОСТовским вариантам, а не более дешевой продукции с неподтвержденными характеристиками. Если планируете использовать не новый кабель, сначала оцените его состояние. Потемневшие жилы говорят о том, что он подвергался высоким нагрузкам или перегрузке.
Особенности эксплуатации и правила подключения
Подключая провода кабеля к сварочному аппарату нужно соблюдать определенные правила.
Нужно соблюдать полярность. На многих источниках, не предусматривающих сварку обратной полярностью, размеры штекеров сделаны разными, и подключить кабели наоборот просто невозможно. Если же размеры штекеров одинаковые, нужно внимательно следить за их маркировкой.
Если же размеры штекеров одинаковые, нужно внимательно следить за их маркировкой.
Необходимо следить за сохранностью опрессовки разъемов и целостностью изоляции. Это входит в обязательную проверку оборудования перед началом работы. Работать кабелем с нарушенной изоляцией, разлохматившимися жилами категорически запрещено.
Медный или алюминиевый
На рынке кабельной продукции представлены медные и алюминиевые проводники. Многие исполнители задаются вопросом: какой кабель лучше и дольше прослужит?
Провода с медными жилами имеют несколько преимуществ перед алюминиевыми:
- медь является лучшим проводником тока, нежели алюминий;
- сварочные кабели должны обладать высокой гибкостью, поэтому в данном случае, также предпочтительнее применение проводов с медными жилами;
- медные шнуры способны выдерживать многократные сматывания и разматывания, при этом повреждения на проводах не появляются.

Однако, стоит отметить, что востребованные у исполнителей аппараты Ресанта оснащены алюминиевым кабелем. Поэтому, при выборе, кроме общих рекомендаций, следует ориентироваться на собственные ощущения от сварки.
Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
Выбор сечения
Правильно выбрать сечение провода является основной задачей. Именно от сечения зависит проводимость, которая, в свою очередь, оказывает непосредственное влияние на скорость выполнения работ и качество формируемого соединения. Кабель должен соответствовать техническим характеристикам инвертора.
Проводники с небольшим сечением (до 7 мм2) будут подходящим вариантом для небольших аппаратов, которые функционируют от бытовой электрической сети в 220 В.
Также для агрегатов инверторного типа подойдут кабели с площадью сечения в 10; 16 и 25 мм2. Более подробная информация о характеристиках проводников и КОГ приведена в статьях по ссылкам.
Важно! Применение неподходящего провода может привести к перегреву, возгоранию и/или короткому замыканию, из которого оборудование может выйти из строя или воспламениться.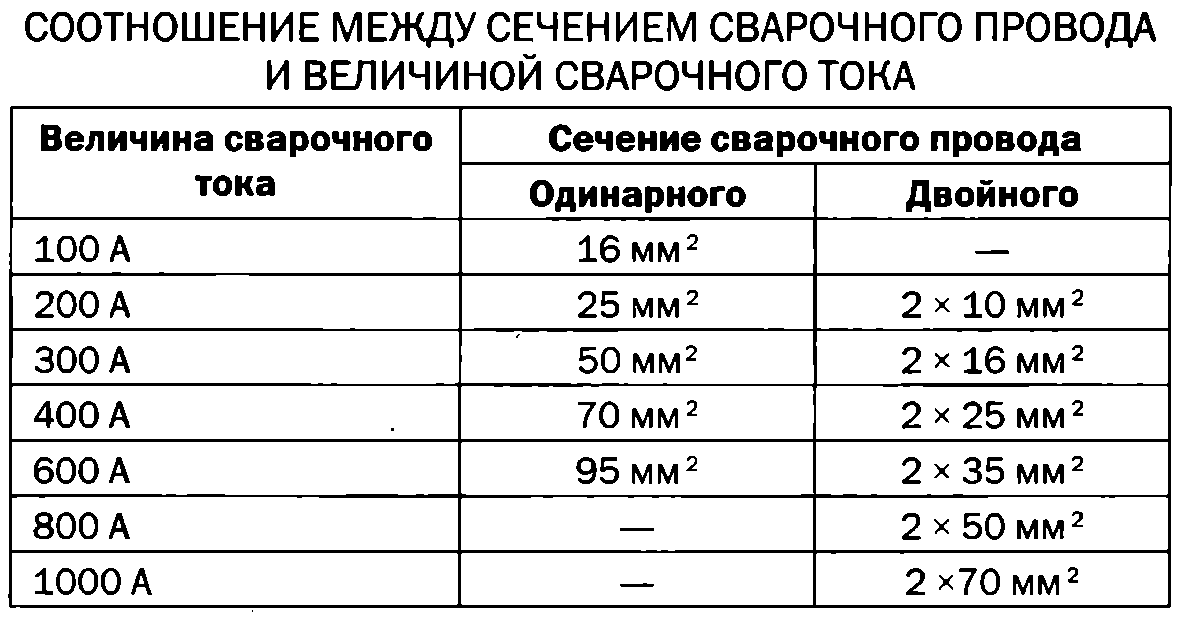
1х35, 25 мм2, 16 мм2: что значат эти цифры?
Маркировка сварочных кабелей включает в себя, кроме буквенных, еще и числовые обозначения, например, 1Х35 или 16 мм2. Рассмотрим подробнее первый пример. В маркировке подобного вида цифра “1” обозначает количество токопроводящих жил, а “35” – сечение проводника, которые измеряется в мм2. Следовательно, становится понятно, что 16 мм2 – это также обозначение сечения шнура. Подобным образом можно определить количество жил и их сечение в любом проводнике. [ads-pc-3][ads-mob-3]
Какую сварочную проволоку использовать без газа?
Сварка МИГ является популярным и универсальным методом соединения металлов, который может выполняться как с использованием газа, так и без него.
При сварке без газа или «безгазовой» сварке MIG правильная сварочная проволока имеет решающее значение для получения прочных и высококачественных сварных швов на стали.
В этой статье обсуждаются различные типы сварочной проволоки для безгазовой сварки MIG на стали и даются советы по выбору наилучшего варианта для вашего проекта.
Свяжитесь с нами сейчас
Выбор подходящей сварочной проволоки для безгазовой сварки стали методом МИГ
При выборе сварочной проволоки для безгазовой сварки стали методом МИГ необходимо учитывать несколько важных факторов.
К ним относятся:
Тип стали : Тип свариваемой стали определяет наиболее подходящую сварочную проволоку. В целом, мягкая сталь является наиболее часто используемым типом стали для безгазовой сварки MIG, и проволока с классификацией ER70S-6 обычно является хорошим выбором для этого типа стали.
Диаметр сварочной проволоки : Диаметр сварочной проволоки является еще одним важным фактором, который необходимо учитывать. Как правило, для большинства применений подходит провод диаметром 0,023 дюйма.
Тем не менее, вам может понадобиться проволока меньшего или большего диаметра в зависимости от толщины свариваемого материала и типа используемого сварочного аппарата.
Покрытие на проволоке : Покрытие на сварочной проволоке также необходимо, поскольку оно помогает защитить проволоку от ржавчины и других форм коррозии.
Распространенным типом покрытия проволоки для безгазовой сварки MIG является медное покрытие, известное своей долговечностью и способностью защищать проволоку от гниения.
Сварочная проволока для использования без газаНиже в таблице приведены различные типы сварочных проволок, которые обычно используются для безгазовой сварки MIG на стали, а также их основные характеристики:
| Тип сварочной проволоки | Основные характеристики |
|---|---|
| Порошковая проволока | Самозащитный, простой в использовании, подходит для наружного применения и для грязного или ржавого металла |
| Сплошная проволока | Может использоваться с защитным газом, чистые, точные сварные швы, подходит для тонких материалов |
| Металл- порошковая проволока | Высокоскоростная сварка, подходит для толстых материалов и сварки в неустановленном положении |
В заключение, при выборе сварочной проволоки для безгазовой сварки MIG на стали важно учитывать тип стали, которую вы с которыми работают, диаметр проволоки и тип покрытия на проволоке.
Принимая во внимание эти факторы, вы можете выбрать сварочную проволоку, подходящую для вашего конкретного применения.
Поднимите свою безгазовую сварку MIG на стали на новый уровень с помощью специально подобранной сварочной проволоки — получите прямо сейчас!
Типы сварочной проволоки для сварки стали без газа MIG
Для сварки стали без газа MIG можно использовать несколько типов сварочной проволоки, в том числе:
- Порошковая проволока: Этот тип проволоки заполнен флюсовым материалом, который выделяет защитный газ при нагревании, что устраняет необходимость в отдельном газовом баллоне. Это делает его идеальным вариантом для сварки на открытом воздухе или в ветреную погоду.
- Сплошная проволока: Сплошная сварочная проволока — еще один вариант сварки стали без газа MIG. Этот тип проволоки не заполняется флюсом, поэтому для нее требуется отдельный защитный газ. Однако он более универсален и может использоваться для более широкого спектра применений.
- Проволока с двойным экраном: Сварочная проволока с двойным экраном представляет собой гибрид порошковой и сплошной проволоки, обладающий преимуществами обоих типов. Он заполнен флюсом и имеет внешний слой из газозащитного материала, обеспечивающего дополнительную защиту и повышенную стабильность дуги.

| Тип сварочной проволоки | Основные характеристики |
|---|---|
| Порошковая проволока | Самозащитная, подходит для использования на открытом воздухе, а также на грязных или ржавых поверхностях металл |
| Сплошная проволока | Требуется защитный газ, универсальный, подходит для широкого спектра применений |
| Проволока с двойным экраном | Гибрид порошковой и сплошной проволоки, дополнительная защита и улучшенная стабильность дуги |
В целом, лучший тип сварочной проволоки для сварки стали без газа MIG зависит от конкретных требований проекта и наличия защитного газа.
Сравнение различных сварочных проволок для сварки MIG без газа на стали
Ниже приведена таблица сравнения трех типов сварочной проволоки для сварки MIG стали без газа:
| Тип сварочной проволоки | Плюсы | Минусы |
|---|---|---|
| Порошковая проволока | Вырабатывает собственный защитный газ, проста в использовании, подходит для работы на открытом воздухе или в ветреную погоду | Может образовывать больше брызг и шлака, подходит не для всех видов сварки | Твердый проволока | Универсальна, может использоваться для широкого спектра применений, обеспечивает чистые и гладкие сварные швы | Требуется использование отдельного защитного газа, что может увеличить общую стоимость |
| Проволока с двойным экраном | Сочетает в себе преимущества порошковой и сплошной проволоки, идеально подходит для сложных условий эксплуатации, обеспечивает чистые и гладкие сварные швы | Более дорогая, чем другие типы сварочной проволоки |
Газ на стали
Рекомендуемая сварочная проволока для сварки MIG на стали без газа имеет порошковую проволоку и двойную защиту.
Эти типы сварочной проволоки могут производить защитный газ, что устраняет необходимость в отдельном газовом баллоне. Это делает их идеальными для сварки на открытом воздухе или в ветреную погоду. Сплошная проволока также является вариантом, но требует отдельного защитного газа.
Советы по успешной сварке MIG без газа на стали
Вот несколько советов по успешной сварке MIG без газа на стали:
- Используйте правильный тип сварочной проволоки (с флюсовой сердцевиной или с двойным экраном)
- Используйте правильную технику сварки
- Используйте надлежащую вентиляцию
- Используйте правильные параметры сварки
- Используйте высококачественное сварочное оборудование.
Следуя этим советам, вы сможете получить высококачественную сварку стали без необходимости использования отдельного защитного газа.
Tagged mig сваркасварочная проволока
Fab Times | Сварка сплошной проволокой: эффективная, экономичная,
Сварка необходима в различных отраслях промышленности, таких как автомобилестроение, строительство и производство. Он включает в себя соединение двух материалов вместе с использованием тепла и давления.
Он включает в себя соединение двух материалов вместе с использованием тепла и давления.
Сварка сплошной проволокой — популярный метод, в котором используется плавящийся электрод, изготовленный из сплошной стальной проволоки. Этот тип сварки широко используется из-за его многочисленных преимуществ.
Краткое описание сварки сплошной проволокой
Сварка сплошной проволокой — это тип дуговой сварки металлическим газом (GMAW) , в которой в качестве расходуемого электрода используется сплошная металлическая проволока . Процесс включает плавление основного металла и присадочного металла (сплошной проволоки) вместе для образования прочного соединения.
Присадочный металл обеспечивает дополнительный материал для соединения, делая его прочнее, чем один основной металл. При сварке сплошной проволокой используется защитный газ для защиты сварочной ванны от загрязнения.
Значение сварки в различных отраслях промышленности
Сварка играет решающую роль во многих отраслях промышленности, включая строительство, автомобилестроение, аэрокосмическую промышленность и производство.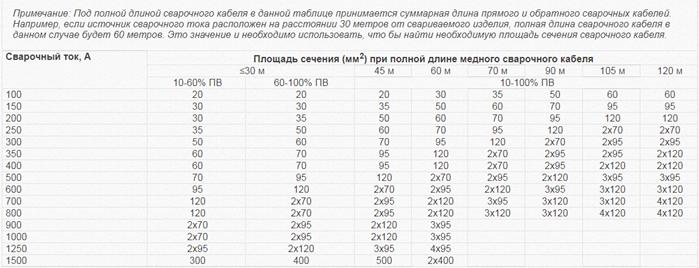 Он создает сложные конструкции, соединяя вместе два или более куска металла.
Он создает сложные конструкции, соединяя вместе два или более куска металла.
Без сварки многие продукты, которые мы используем ежедневно, не существовали бы. Например, в автомобильной промышленности с помощью сварки создаются рамы и кузова автомобилей.
В строительстве используется для объединения конструкционных стальных балок для создания больших зданий или мостов. Аэрокосмические инженеры используют сварку для соединения сложных деталей самолетов и космических кораблей.
Помимо создания конструкций и изделий, сварка обеспечивает безопасность, обеспечивая достаточную прочность соединений, чтобы выдерживать нагрузки, не ломаясь и не разрушаясь с течением времени. Сварка также помогает сократить количество отходов, позволяя компаниям утилизировать материалы, которые в противном случае были бы выброшены из-за повреждения или износа.
В целом, сварка сплошной проволокой остается важным процессом в современных производственных процессах из-за ее высокой эффективности и качественных сварных швов по сравнению с другими формами дуговой сварки, такими как TIG/MIG, и при этом остается рентабельной и экономичной. легко использовать. В следующих разделах мы подробно обсудим преимущества сварки сплошной проволокой по сравнению с другими методами.
легко использовать. В следующих разделах мы подробно обсудим преимущества сварки сплошной проволокой по сравнению с другими методами.
Высокая эффективность
Сварка необходима во многих промышленных процессах, включая строительство и производство. Сварка сплошной проволокой является эффективным методом из-за более высокой скорости сварки.
Это преимущество означает, что сварщик тратит меньше времени на процесс сварки, что повышает производительность как малых, так и крупных проектов. Помимо скорости, сварка сплошной проволокой требует минимальных затрат времени на очистку и подготовку.
По сравнению с другими методами, такими как сварка TIG или MIG нет необходимости в газовой защите или флюсе; следовательно, требуется меньше оборудования, что делает сварку сплошной проволокой более эффективным процессом, поскольку он экономит время и деньги без ущерба для качества.
Более качественные сварные швы
Сварка сплошной проволокой гарантирует более прочные сварные швы благодаря более высокой скорости наплавки. Постоянная скорость наплавки, обеспечиваемая этим методом, обеспечивает структурную прочность сварного шва с меньшим количеством слабых мест, что увеличивает срок службы изделия.
Постоянная скорость наплавки, обеспечиваемая этим методом, обеспечивает структурную прочность сварного шва с меньшим количеством слабых мест, что увеличивает срок службы изделия.
Кроме того, сварка сплошной проволокой уменьшает разбрызгивание и пористость во время процесса по сравнению с другими методами, такими как сварка электродами, которая оставляет после себя шлак, который необходимо очистить после завершения. Сварные швы сплошной проволоки также имеют улучшенный внешний вид, поскольку они обеспечивают гладкую поверхность без пятен или дефектов поверхности.
Универсальность
Сварка сплошной проволокой может использоваться для различных материалов, таких как нержавеющая сталь, алюминий и углеродистая сталь. Он также подходит как для тонких, так и для толстых материалов, что делает его универсальным вариантом для различных промышленных применений, где одновременно используются разные металлы. Кроме того, этот метод выдерживает высокие тепловложения, не вызывая деформации тонкого металла, поскольку обеспечивает полное плавление в процессе при сохранении его прочностных свойств.
Экономичность
Другим преимуществом сварки сплошной проволокой является ее экономичность по сравнению с другими методами, такими как сварка TIG или MIG. Сокращение времени подготовки и снижение затрат на оборудование благодаря упрощенной настройке приводят к снижению накладных расходов и увеличению прибыли бизнеса.
Кроме того, поскольку для сварки сплошной проволокой требуется меньше защитного газа и других расходных материалов, затраты на производство продукта значительно ниже, что делает его доступным вариантом для малых предприятий и крупных промышленных предприятий.
Простота использования
Сварка сплошной проволокой — идеальный вариант для новичков или тех, у кого ограниченный опыт сварки. Этот процесс прост в освоении и требует меньше навыков, чем другие методы, такие как сварка TIG или MIG, требующие более высокого уровня знаний.
Кроме того, оборудование, используемое для сварки сплошной проволокой, намного проще, чем другие методы, что обеспечивает простоту обучения. Простота использования также означает, что сварщик выполняет работу быстрее без ущерба для качества, всегда получая стабильные результаты.
Простота использования также означает, что сварщик выполняет работу быстрее без ущерба для качества, всегда получая стабильные результаты.
Более высокая эффективность: более высокая скорость сварки, меньше времени на подготовку и повышенная производительность
Сварка сплошной проволокой известна своей более высокой эффективностью, чем другие методы сварки, такие как сварка TIG или MIG. Одной из причин этого является более высокая скорость сварки, которую обеспечивает сварка сплошной проволокой. Поскольку непрерывная проволока подается в сварочную ванну, это снижает необходимость частой остановки и перезарядки электродов, что делает процесс более быстрым и эффективным.
Еще одним фактором, способствующим повышению эффективности, является сокращение времени, затрачиваемого на очистку и подготовку. При сварке сплошной проволокой используется защитный газ для защиты сварного шва от таких загрязняющих веществ, как кислород и влага, что означает меньше времени, затрачиваемого на очистку поверхностей перед сваркой. Повышение производительности естественным образом связано с более высокой эффективностью.
Повышение производительности естественным образом связано с более высокой эффективностью.
Сварка сплошной проволокой позволяет выполнять больше сварных швов за меньшее время, что в конечном итоге приводит к повышению производительности. Сварка сплошной проволокой имеет решающее значение для эффективного выполнения проектов без ущерба для качества в отраслях, где время дорого, например, в строительстве или производстве.
Более качественные сварные швы: более прочные сварные швы с уменьшенным разбрызгиванием и пористостью
Сварка сплошной проволокой обеспечивает более качественные сварные швы по нескольким причинам.
- Сплошная проволока имеет более высокую скорость наплавки, чем порошковая проволока, что обеспечивает более прочные сварные швы.
- Поскольку в этом методе сварки не используются компоненты шлака или флюса, во время процесса уменьшается разбрызгивание и пористость, что делает сварные швы более чистыми.
- При использовании сплошной проволоки вместо других типов присадочных материалов, таких как стержневые электроды или порошковые проволоки, образующие шлак, можно более точно контролировать тепловложение, что помогает поддерживать однородность по всей части сварного соединения.

В целом, более высокое качество сварных швов означает, что в дальнейшем потребуется меньше переделок, что экономит время и деньги на ремонт, необходимый в дальнейшем.
Универсальность: подходит для различных материалов и толщин
Сварка сплошной проволокой универсальна, поскольку может использоваться с несколькими материалами, такими как нержавеющая сталь, алюминий и углеродистая сталь, поэтому ее можно адаптировать к различным сварочным работам, не требуя значительные изменения в настройке оборудования. Сварка сплошной проволокой подходит как для тонких, так и для толстых материалов, что делает ее идеальным выбором для различных проектов.
Для тонких материалов требуется метод сварки, обеспечивающий минимальную деформацию и подвод тепла, в то время как для более толстых материалов требуется метод, обеспечивающий достаточное подвод тепла для полного провара. Сварка сплошной проволокой эффективно справляется с обеими ситуациями, что делает ее отличным выбором для многих применений.