|
Материалы для изготовления наконечников паяльников Категория: Пайка Материалы для изготовления наконечников паяльников Материалы, из которых изготавливают наконечники, должны обладать следующими свойствами: Медные наконечники Для изготовления наконечников паяльников применяют главным образом медь и ее сплавы. Медь обладает высокой теплопроводностью и хорошо облуживается, что делает ее пригодной для большинства кратковременных производственных операций пайки. Недостатком наконечников из чистой меди является быстрое образование окалины и износ. Вместо чистой меди выгодно применять специальные медные сплавы. Добавки других металлов к меди и специальная термообработка снижают образование окалины, повышают твердость и удлиняют срок службы наконечника без заточки. Рабочая температура головок из меднокадмиевого сплава не должна превышать 385 °С, чтобы предотвратить образование окалины и снижение твердости. Другие бедные сплавы выдерживают более высокие температуры, но имеют меньшую теплопроводность. Медные наконечники с покрытиями Для высокоскоростной длительной пайки необходимы более качественные наконечники, чем наконечники из чистой меди. Для уменьшения образования окалины и предупреждения заклинивания наконечника на сердечнике паяльника производят алитирование меди (диффузионное покрытие алюминиевым порошком). Работа паяльником Для передачи максимального количества тепла большое значение имеет угол, под которым наконечник паяльника подводится к изделию. Плоскую грань наконечника следует прикладывать так, чтобы обеспечить наибольшую площадь соприкосновения с изделием. Трубчатые припои с флюсом расплавлять на паяльнике не следует. В процессе расплавления припоя на наконечнике паяльника и переноса его к месту соединения ухудшается эффективность флюса, что приводит к дефектам пайки. Уход за паяльниками Практически весь уход, связанный с применением электрических паяльников и паяльников, нагреваемых пламенем, сводится к уходу за наконечниками, так как только эта часть паяльника находится в контакте с изделием. Износ наконечника можно значительно уменьшить соблюдением следующих мер: 1. 2. Из всех флюсов, пригодных для какого-нибудь конкретного случая, следует применять самый слабый флюс. Использование чрезмерно активного флюса вызывает быстрое корродирование наконечника и других частей паяльника. 3. Рабочая поверхность наконечника должна быть всегда хорошо облужена. Это увеличивает скорость пайки и уменьшает образование окалины. 4. При непрерывной работе наконечники из меди или медных сплавов по крайней мере дважды за рабочий день следует вынимать из паяльника для заточки и очистки от окалины. 5. Если в процессе работы наконечник паяльника, покрытый припоем, становится грязным или изменит цвет, его можно легко восстановить, быстро окунув в чистую воду. Для этой же цели иногда применяют очистку стальной шерстью. Тусклые пятна на покрытых наконечниках следует устранять с помощью флюса и припоя. Наконечники можно подшабривать, но слегка и в случае необходимости. Наконечники с гальваническим покрытием нельзя опиливать напильником, так как опиловкой снимается тонкое защитное покрытие и обнажается медь наконечника. Реклама:Читать далее:Нагрев пламенем
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 Наконечники можно улучшить нанесением на медь покрытий из железа, никеля или алюминия — гальваническим или погружением в расплавленный металл. Эти покрытия значительно снижают оо-разование окалины и предупреждают износ наконечников, вызы-паемый сплавлением меди с оловом. Покрытые наконечники необходимо время от времени очищать и повторно покрывать, однако заточка при этом не производится. В течение всего срока службы форма и размеры наконечников остаются неизменными, что позволяет улучшить контроль температуры и увеличить срок службы паяльника. Толщина наносимых на медные наконечники покрытий из железа или никеля в среднем равняется 0,12—0,2 мм. Более толстое покрытие увеличивает срок службы наконечника, но снижает теплопроводность и способность восстанавливать температуру. Наконечники с железными и никелевыми покрытиями хорошо облуживаются припоем с применением соответствующего флюса.
Наконечники можно улучшить нанесением на медь покрытий из железа, никеля или алюминия — гальваническим или погружением в расплавленный металл. Эти покрытия значительно снижают оо-разование окалины и предупреждают износ наконечников, вызы-паемый сплавлением меди с оловом. Покрытые наконечники необходимо время от времени очищать и повторно покрывать, однако заточка при этом не производится. В течение всего срока службы форма и размеры наконечников остаются неизменными, что позволяет улучшить контроль температуры и увеличить срок службы паяльника. Толщина наносимых на медные наконечники покрытий из железа или никеля в среднем равняется 0,12—0,2 мм. Более толстое покрытие увеличивает срок службы наконечника, но снижает теплопроводность и способность восстанавливать температуру. Наконечники с железными и никелевыми покрытиями хорошо облуживаются припоем с применением соответствующего флюса. Этот процесс применяется для паяльников с внутренними нагревателями патронного типа. Однако алитирование паяльника препятствует смачиванию, и поэтому для улучшения смачивания поверх алитированного слоя наносят слой железа.
Этот процесс применяется для паяльников с внутренними нагревателями патронного типа. Однако алитирование паяльника препятствует смачиванию, и поэтому для улучшения смачивания поверх алитированного слоя наносят слой железа. Наконечники никогда не следует перегревать. Появление зеленой каемки вокруг пламени паяльника с газовым нагревом является признаком перегрева. Температура незанятого в работе паяльника, предназначенного для быстрой длительной пайки, не Должна превышать 400° С. Температура паяльного наконечника свыше 400°С приводит к интенсивному окалинообразованию, заклиниванию наконечника, уменьшению срока службы нагревательного элемента, обугливанию канифолевого флюса и затрудняет облуживание наконечника.
Наконечники никогда не следует перегревать. Появление зеленой каемки вокруг пламени паяльника с газовым нагревом является признаком перегрева. Температура незанятого в работе паяльника, предназначенного для быстрой длительной пайки, не Должна превышать 400° С. Температура паяльного наконечника свыше 400°С приводит к интенсивному окалинообразованию, заклиниванию наконечника, уменьшению срока службы нагревательного элемента, обугливанию канифолевого флюса и затрудняет облуживание наконечника. Окалину которая действует как изолятор и уменьшает теплопроводность паяльника, следует удалять не только с наружной, но и с внутренней стороны наконечника. При заточке длина медных наконечников уменьшается, что в свою очередь, приводит к увеличению температуры наконечников. Выдвигать наконечники наружу для компенсации уменьшения их длины не рекомендуется. Такой способ может привести к перегреву и разрушению нагревательного элемента. Очистку наконечников с гальваническим покрытием можно производить реже (через восемь часов работы).
Окалину которая действует как изолятор и уменьшает теплопроводность паяльника, следует удалять не только с наружной, но и с внутренней стороны наконечника. При заточке длина медных наконечников уменьшается, что в свою очередь, приводит к увеличению температуры наконечников. Выдвигать наконечники наружу для компенсации уменьшения их длины не рекомендуется. Такой способ может привести к перегреву и разрушению нагревательного элемента. Очистку наконечников с гальваническим покрытием можно производить реже (через восемь часов работы).
Электрический паяльник | Электрика в квартире, ремонт бытовых электроприборов
Главная » Статьи » Электрика
Электрика
Просмотров 908 Опубликовано Обновлено
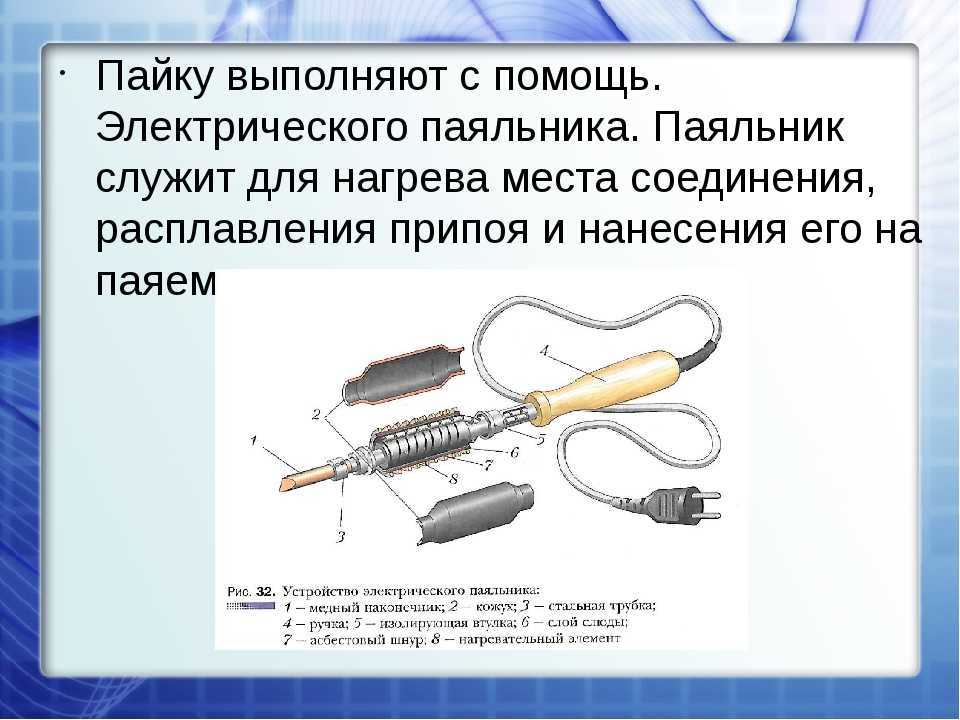
Паяльник — это инструмент, который применяется при пайке для нагрева соединяемых деталей, расплавления и покрытия их жидким припоем. Припой заполняет пространство между соединяемыми деталями и частично растворяется в них. После затвердевания припой обеспечивает механическую прочность и хорошую электрическую проводимость места соединения.
Электрический паяльник имеет встроенный электронагревательный элемент, работающий от электрической сети различного напряжения — 12В, 24В, 36В, 42В и 220В.
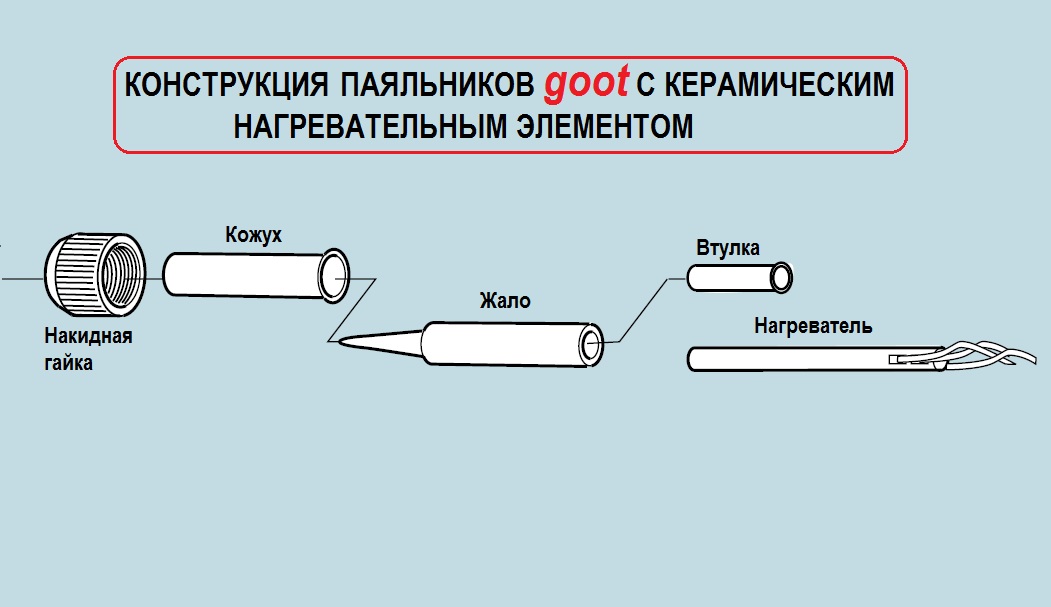
Нагревательный элемент (нихромовая спираль в оболочке из жаропрочной изоляции — слюда или керамика) располагается вокруг медного стержня с заострённым концом («жало» паяльника). Нагревательный элемент закрыт сверху металлическим кожухом.
При включении паяльника в электрическую сеть, ток проходит через нихромовую спираль и нагревает её. Выделяющееся при этом тепло передаётся медному стержню. Стержень может нагреваться до температуры 300 — 350 С. Разогретый медный стержень («жало» паяльника) расплавляет припой и нагревает спаиваемые детали.
Стержень может нагреваться до температуры 300 — 350 С. Разогретый медный стержень («жало» паяльника) расплавляет припой и нагревает спаиваемые детали.
Электрические паяльники различаются по мощности и типу нагревательного элемента. Для пайки и лужения деталей большого размера, металлических листов и проводов с большим сечением необходимы паяльники с толстым «жалом» и мощностью не менее 80 — 100 Вт. Электрические паяльники, имеющие мощность нагревательного элемента от 40 до 80 Вт, применяются в радиоэлектронике и хорошо подходят для мелкого ремонта электрооборудования. Маломощные паяльники (20 — 40 Вт) с тонким «жалом» применяются для пайки очень мелких деталей, чувствительных к статическому напряжению (например, электронных компонентов).
Сегодня наиболее распространены электрические паяльники со спиральным нагревателем — ЭПСН. Нагреватель (нагревательный элемент) состоит их из керамической или слюдяной трубки, на которую намотана нихромовая спираль. Данные паяльники являются наиболее надёжными и долговечными в эксплуатации. Они прекрасно подходят для тех случаев, когда паять приходится не так часто.
Они прекрасно подходят для тех случаев, когда паять приходится не так часто.
Так же сейчас выпускаются электрические паяльники с керамическим нагревателем. Как показывает практика их применения, они очень капризны. Нагревательный элемент состоит из тонкой узкой керамической пластины, внутри которой находится спираль из очень тонкой по сечению нихромовой проволоки. При попадании на такой паяльник (вернее, на нагревательный элемент) жидкости, при его неудачном падении или сильной деформации, тонкая проволока спирали рвётся и паяльник уже не подлежит даже ремонту.
Если вы занимаетесь пайкой достаточно часто, то здесь простыми электрическими паяльниками не обойтись. Вам просто будет необходимо обзавестись либо набором паяльников различной мощности и со сменными «жалами», либо купить электрическую паяльную станцию. Паяльная станция оснащена регулятором температуры нагрева «жала», автоматическим поддержанием заданной температуры, удобной подставкой под паяльник, ванной для очистной губки, антистатической защитой и некоторыми другими дополнительными возможностями.
При пайке и работе с электрическим паяльником необходимо помнить о правилах эксплуатации паяльного оборудования и техники безопасности. При правильном использовании и бережном обращении любое паяльное оборудование будет служить долго, а выполненные работы будут отмечены высоким качеством.
Обсудить интересующие вас вопросы по данной теме можно на нашем Форуме.
RS Компоненты | Промышленные, электронные продукты и решения
Компоненты РС | Промышленные, электронные продукты и решения- Поддержка
- Откройте для себя
- для вдохновения
- Найдите местное отделение
Разделы нашей продукции:
- Аккумуляторы и зарядные устройства
- Соединители
- Дисплеи и оптоэлектроника
- Контроль электростатического разряда, чистые помещения и прототипирование печатных плат
- Пассивные компоненты
- Блоки питания и трансформаторы
- Raspberry Pi, Arduino и средства разработки
- Полупроводники
- Механизм автоматизации и управления
- Кабели и провода
- Корпуса и серверные стойки
- Предохранители и автоматические выключатели
- HVAC, вентиляторы и управление температурным режимом
- Освещение
- Реле и формирование сигналов
- Переключатели
- Доступ, хранение и обработка материалов
- Клеи, герметики и ленты
- Подшипники и уплотнения
- Инженерные материалы и промышленное оборудование
- Застежки и крепления
- Ручной инструмент
- Механическая передача энергии
- Сантехника и трубопровод
- Пневматика и гидравлика
- Электроинструменты, Пайка и сварка
- Компьютеры и периферия
- Уборка и техническое обслуживание помещений
- Офисные принадлежности
- Средства индивидуальной защиты и рабочая одежда
- Безопасность и скобяные изделия
- Безопасность сайта
- Испытания и измерения
Популярные виды и виды использования паяльников
В паяльнике используются высокие температуры, обычно генерируемые электричеством, для нагрева металлических сплавов до точки плавления, что позволяет оператору соединить два куска металла друг с другом. Этот соединительный металл, обычно изготавливаемый из олова, называется припоем. Паяльники нагревают припой, вызывая плавление сплава, который затем охлаждается и соединяет два куска металла друг с другом.
Этот соединительный металл, обычно изготавливаемый из олова, называется припоем. Паяльники нагревают припой, вызывая плавление сплава, который затем охлаждается и соединяет два куска металла друг с другом.
Когда этот припой остывает и затвердевает, он действует почти так же, как клей. Результатом пайки является постоянное соединение между частями, называемое паяным соединением. Одним из наиболее распространенных инструментов для создания этого металлического соединения является паяльник, применение которого разнообразно и разнообразно: от декоративно-прикладного искусства до изготовления печатных плат.
Основные типы пайки Существует три основных типа пайки: мягкая пайка, твердая пайка и пайка твердым припоем. Однако тепла, используемого обычным паяльником, достаточно только для мягкой пайки. В этом процессе используются более низкие температуры, от 194-842°F (90-450°C). Однако обычно паяльники используются только для припоя, который плавится при температуре 752°F (400°C) или ниже.
Мягкая пайка меньше всего нагружает соединяемые детали по сравнению с любым другим методом пайки, но она не обеспечивает прочных соединений, поэтому непрактична для приложений, требующих, чтобы металл выдерживал нагрузку. Чтобы сделать более прочные соединения, необходимо использовать что-то, что нагревает металл до более высокой температуры, например, паяльник или горелку.
Популярные паяльникиСуществует множество коммерческих, промышленных и бытовых паяльников. Эти инструменты также распространены для таких профессий, как электрики, ювелиры, слесари и другие мастера.
Некоторые типичные области применения паяльника включают:
- Ремонт автомобилей: Используется в основном для заполнения неровных пространств и сглаживания шероховатых поверхностей, паяльники могут заполнять отверстия, сплавлять металлические панели, затягивать соединения или использоваться для мелкого ремонта кузов транспортного средства.

- Печатные платы: Одно из наиболее распространенных применений паяльника связано с электронными печатными платами, которые требуют металлического сплава для создания электрического тока при соединении схем на плате.
- Самостоятельные работы: Домовладельцы могут использовать паяльник для многочисленных работ по ремонту дома.
- Электромонтажные работы: Электрики часто используют паяльник для сращивания проводов, а также для приваривания проводов к панели управления или электрическому терминалу.
- Ювелирные изделия: Используя припой с высоким содержанием серебра, ювелиры, как правило, используют паяльники со сменными наконечниками, так как их работа требует большой точности.
- Металлические желоба: Чтобы сделать желоба герметичными, во время установки металлические желоба часто припаивают.
- Сантехника: Хотя для крупных сантехнических работ обычно требуется горелка, в некоторых ситуациях, например, при работе в ограниченном пространстве, лучше использовать паяльник; для повышения безопасности сантехники также используют бессвинцовые припои для соединения труб.
- Кровля: Паяльники с более широким наконечником используются для определенных типов металлической кровли, а при установке водосточных желобов они также используются для наружной гидроизоляции кровли, чтобы предотвратить попадание дождя внутрь наружных стен.
- Витражи и мозаика: Припой скрепляет витражи и некоторые виды мозаики, для чего обычно требуется более мощный 100-ваттный паяльник, а также стеклошлифовальный станок и стеклорез.
- Вакуумные трубки: Используется для изоляции деталей и формирования герметика, припоя при изготовлении почти вакуумных устройств, позволяющих электричеству проходить через вакуумные трубки.

Поскольку паяльник можно использовать по-разному, операторы используют этот инструмент по-разному в зависимости от области применения. Например, при пайке ювелирных изделий, несмотря на то, что горелка с открытым пламенем обеспечивает более высокие температуры, это также можно сделать с помощью паяльника, что позволяет выполнять более тонкие операции. Кроме того, существуют различные методы, которые можно использовать и которые зависят от типа изготавливаемых украшений.
Кроме того, существуют различные методы, которые можно использовать и которые зависят от типа изготавливаемых украшений.
Использование паяльника в ювелирных изделиях включает:
- Изгиб меди, серебра и других металлов для формирования колец.
- Изготовление звеньев для замков путем пайки изогнутых проволок.
- Спайка нескольких звеньев для изготовления ожерелий или браслетов.
Обычная задача, выполняемая электриками и домашними мастерами с помощью паяльника, заключается в соединении проводов. Полезно иметь устройство, которое часто называют «третьей рукой помощи», для удержания кабелей во время работы. Эта третья рука помощи состоит из зажимов типа «крокодил» для скрепления проводов, утяжеленного основания и металлических рычагов. В качестве альтернативы можно использовать пару плоскогубцев.
- Снимите изоляцию с концов двух проводов, обнажая металлические нити.
- Скрутите нити вместе, чтобы они переплелись в единое целое.
- Прикоснитесь жалом паяльника к каждому проводу, нагревая их. Этот процесс называется лужением проводов.
- Наносите припой до тех пор, пока проволока не пропитается им, покрывая все нити, но не настолько, чтобы проволока стала слишком жесткой. Это позволяет теплу распространяться по нитям, что облегчает пайку.
- Соединяйте провода механически, чтобы их соединял не только припой. Для этого намотайте один провод на другой, оставив достаточно места для наматывания вторичного провода на первичный.
- Нагрейте провода в местах их механического соединения при нанесении припоя. Заполните все пространства достаточным количеством припоя, чтобы образовалось надежное соединение, через которое может проходить электричество.
- После подключения наденьте термоусадочную трубку, чтобы изолировать провода, защищая их от внешних воздействий. Эта трубка сжимается при воздействии тепла, а затем плотно прилегает к проводке, образуя защитное и облегающее покрытие.

Пайка компонентов на печатную плату также обычно выполняется с помощью паяльников.
- Начните с самых высоких компонентов, припаивая соединительные провода в последнюю очередь.
- Поместите сквозные компоненты в правильные отверстия, убедившись, что они плотно прилегают к плате.
- Немного согните компонент, чтобы он оставался неподвижным.
- Нагрейте паяльник и, как только он достигнет необходимой температуры, коснитесь контактной площадки, чтобы нагреть как металл компонента, так и контактную площадку. Правильная температура имеет жизненно важное значение, так как слишком высокая температура может повредить плату и компоненты, а слишком низкая температура не создаст соединения, достаточного для выполнения электрического соединения.
- Нанесите припой так, чтобы он обтекал компонент в жидкой форме, используя достаточное количество для создания прочных соединений без зазоров, но не настолько много, чтобы образовался избыток припоя.
- Проведите паяльником прямо вверх от припаиваемой детали, в результате чего паяное соединение должно иметь форму конуса.
- Проверить стык, убедившись, что он блестит, припоя использовано не слишком много и нет зазоров.
- Если паяное соединение удовлетворительное, отрежьте лишнее от компонента над соединением.
Паяльники играют важную роль в изготовлении витражей и других подобных поделок.
- Перед пайкой убедитесь, что стекло чистое и детали хорошо подходят друг к другу.
- Нанесите медную фольгу на края стекла, так как фольга не прилипает к стеклу. Фольга должна быть гладкой, чтобы припой растекался по ней равномерно.
- Нанесите немного флюса и пропаяйте каждое соединение, чтобы оно удерживалось на месте.
- Соедините все швы слоем флюса, чтобы покрытие было легким и ровным, но не достаточным для покрытия всей фольги.
- Припой примерно в четверти дюйма (6,4 мм) от края детали.
- Слегка коснитесь нагретым паяльником подачи припоя и медной фольги.
- Проведите паяльником и припоем вдоль шва фольги.
- Работайте медленнее и используйте больше припоя, если шов выглядит плоским. Если припой начинает проливаться на стекло, двигайтесь быстрее.
- После того, как вы закончите с первой стороной, аккуратно переверните, удерживая края посередине.
- Используйте небольшое количество флюса, а затем припаяйте другую сторону.
- Залужите внешние края, чтобы придать им законченный вид, убедившись, что медная фольга полностью покрыта припоем.

Варианты пайки цветного стекла включают использование припоя с твердым сердечником, а не со смоляным или кислотным сердечником. Кроме того, лучше не нагревать какое-либо место слишком долго, так как это может привести к растрескиванию или разрушению стекла.
Паяльники и принадлежности от M.M. Newman Corporation M. M. Newman Corporation предлагает несколько типов паяльников, включая стандартные и миниатюрные модели производства Antex. У нас также есть наконечники и другие аксессуары для каждой модели. Использование варьируется в зависимости от их мощности и других характеристик.
У нас также есть наконечники и другие аксессуары для каждой модели. Использование варьируется в зависимости от их мощности и других характеристик.
Стандартные паяльники Antex с более прочными ручками, обеспечивающими лучшую опору для пальцев, позволяют оператору приближаться к заготовке, улучшая контроль при пайке. Предлагая превосходную тепловую эффективность, они особенно хорошо подходят для пайки более объемных деталей.
Стандартные паяльники в наличии:
- В стандартном паяльнике CS мощностью 17 Вт используются жала серии 180 с температурой жала до 700–750 °F (371–399°C) с легкой и удобной конструкцией.
- В стандартном паяльнике XS мощностью 25 Вт используются жала серии 50, температура которых достигает 399–427 °C (750–800 °F), что хорошо подходит для крупных компонентов.
- 12-вольтовый автомобильный ремонтный комплект, промышленный паяльник, используемый для аварийного ремонта, включает 15-футовый (около 4,6 м) шнур с зажимами типа «крокодил» для подключения к 12-вольтовой автомобильной или морской батарее.

Миниатюрные модели Antex быстрее нагреваются, имеют более холодные ручки и более быстрое восстановление.
Миниатюрные паяльники в наличии:
- Миниатюрный паяльник модели M мощностью 12 Вт использует жала серии 140, которые хорошо подходят для доработки термочувствительных компонентов и пайки миниатюрных электронных прототипов, а также обеспечивают оптимальную тепловую эффективность. который нагревает наконечники до 600-650°F (около 316-343°C).
- Миниатюрный паяльник модели C мощностью 15 Вт использует жала серии 140 и идеально подходит для приложений, требующих более сильного нагрева, таких как точное прототипирование электронных устройств, сборка и обработка; он нагревает наконечники до 665-700°F (около 350-370°C).
- В 18-ваттном миниатюрном паяльнике модели G используются жала серии 140, обеспечивающие самую высокую мощность и самую прочную конструкцию среди всех доступных миниатюрных паяльников; температура наконечника достигает 700-750°F (около 370-398°C).

M. M. Newman Corporation также предлагает ряд жал и других аксессуаров для паяльников. Все жала легко скользят по нагревательному элементу паяльника.
Доступные типы насадок и аксессуаров:
- Жала серии 180 для стандартных моделей паяльников CS, TCS, SD и TC50 отличаются прочностью и большей проводимостью при более высоких температурах; они рекомендуются для приложений, требующих наконечников, которые изнашиваются дольше.
- Жала серии 50 для стандартных моделей паяльников XS и MLXS-12 идеально подходят для более интенсивной пайки.
- Жала серии 140 для моделей миниатюрных паяльников M, C, G и TC25A имеют многослойную конструкцию, обеспечивающую прочность и проводимость при более высоких температурах.
- Лотки для губок, изготовленные из не обугливающегося пластика, служат местом для протирки паяльных жал.
- Эти подставки для утюга могут удерживать любой миниатюрный паяльник, обеспечивая поток воздуха, необходимый для быстрого отвода тепла.