задняя и передняя. Что это такое?
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление “к оператору или от оператора”). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик – энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик – энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя “картриджного” типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
пример – шпиндель “картриджного” типа |
пример – шпиндель с валами и шестернями коробки скоростей |
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Задняя бабка токарного станка по дереву своими руками
Токарный станок по дереву – ценное оборудование для любого столяра. Неважно, используется агрегат в цеху или исключительно для мелкой работы в бытовой мастерской, иногда детали выходят из строя и требуют замены.
Многие из частей токарного станка по дереву, вполне возможно сделать дома своими руками. Это будет экономичнее и практичнее покупки конструктивного элемента промышленного производства.
Функциональные особенности и устройство
Задняя и передняя бабки любого токарного станка – важные детали конструкции, каждая из которых выполняет свои функции.
Передняя бабка. От точности изготовления данной детали зависит качество всей конструкции в результате. На передней бабке расположен шпиндель, который передает на обрабатываемую деталь движение кручения. Основными элементами передней бабки являются:
- корпус;
- шпиндель;
- подшипники;
- конструкция для контроля направления движения шпинделя;
- устройство, которое контролирует скорость движения шпинделя;
- устройство для подключения и установки оборудования.


Задняя бабка. Это опорный узел деревообрабатывающего токарного станка, который предназначен для фиксации заготовки. Основные элементы конструкции задней бабки:
- корпус;
- пиноль;
- маховик;
- рукоятка маховика;
- винт, чтобы перемещать заднюю бабку в поперечном направлении.
Задняя бабка имеет в пиноли отверстие, куда вставляется инструмент для обработки детали. Во время рабочего процесса бабка передвигается по станине для подборки оптимального расстояния в зависимости от длины обрабатываемой заготовки.
Можно ли их сделать своими руками?
Для изготовления передней и задней бабки своими руками достаточно иметь схему или чертеж и несколько важных инструментов. При наличии опыта и определенной сноровки это не составит труда.
Необходимые инструменты и материалы
Для изготовления простой задней бабки мастеру понадобится:
- сварочный аппарат;
- пара подшипников;
- три болта и несколько гаек;
- два отрезка простой водопроводной трубы;
- листовая сталь толщиной 4-6 мм.

Подшипники и болты с гайками подойдут любые, которые есть у мастера в его запасах. Внутренний диаметр в подшипниках оптимален в радиусе 10-15мм.
Чтобы сделать ходовой винт понадобятся болта М12 длиной 8-10 см.
Схемы и чертежи
Пошаговая сборка и монтаж своими руками
После изучения схем и чертежей можно переходить к сборке и монтажу обоих узлов токарного станка. Затем понадобится наладка и настройка оборудования.
Передней бабки
Алгоритм изготовления передней бабки:
- Выточить корпус цилиндрической формы с толщиной стенок в 10 мм.
- Швеллер, который будет необходим, чтобы изготовить стоку для крепления бабки к станине, приварить к уголку из листовой стали.
- Закрепить на стойку бабку.
Цилиндрический корпус имеет следующие размеры:
- наружный диаметр – 56 мм;
- длина – 18 см;
- посадочные гнезда диаметром 24 мм под подшипники;
- диаметр вала – 30 мм.
 youtube.com/embed/6-FxIhEr8yc” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/6-FxIhEr8yc” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Задней бабки
Алгоритм изготовления задней бабки:
- сварить между собой 2 болта для увеличения общей длины;
- изготовить вращающийся центр из трубы такого диаметра, чтобы внешняя обойма подшипников входила в нее плотно;
- в получившейся втулке при необходимости можно сделать пропил в 2-3 мм шириной;
- будущая стенка вращающегося центра имеет тот же диаметр, что и внешняя обойма подшипника;
- обварить с правой стороны шайбу с гайкой;
- левую гайку скрутить, а коней обрезать заподлицо с шайбой;
- головку болты спилить, сам болт зажать в сверлильный станок и доработать при помощи абразивного камня.
Затем нужно изготовить корпус шпинделя. Для этого:
- Взять отрезок трубы диаметром ¾ дюйма, длиной 6-7 см.
- С двух концов привариваются гайки.
- Конус задней бабки также сделан из болта.
 youtube.com/embed/eVpeWRitbmo” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/eVpeWRitbmo” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Предварительно перед установкой обточить хвостовик конуса до такой степени, чтобы он входил во внутреннюю обойму подшипников. Для упора внешней обоймы перед установкой подшипников следует в корпус установить кольцо из согнутой проволоки диаметром 1-2 мм.
Первый запуск и проверка исправности оборудования
Для проверки исправности оборудования необходимо в первую очередь запустить станок на холостом ходу. Настройку станка каждый мастер производит по-своему, в зависимости от предполагаемой работы и выполняемых функций. Все элементы необходимо проверять последовательно, только после проверки на холостом ходу, можно выключить станок и выставить определенные параметры для работы.
Обязательно перед обработкой заготовки следует убедиться, что на древесине нет сколов, деформаций и трещин. Шпиндель при работе должен вращаться без малейших затруднений. Обязательно проверить совпадение центров симметрии станка и детали.
Какие проблемы могут возникнуть при работе с самодельным оборудованием
Чтобы на длительное время сохранить исходные параметры токарного станка, необходимо его правильно использовать. Тогда не возникнет проблем в процессе работы.
Фиксация заготовки должна происходить при помощи специального крепежа. Обязательно регулировать скорость при помощи изменения положения приводного ремня в шкифах.
Проблемы могут возникать следующие:
- более низкая производительность, чем у образца промышленного производства;
- станок способен обрабатывать не все породы дерева;
- возможна повышенная вибрация;
- скорость износа подшипников разная и это необходимо постоянно контролировать.
При некоторых минусах, самодельное токарное оборудование – оптимальный вариант для домашней мастерской. Оборудование промышленного производства далеко не всегда доступно простым специалистам, которым токарный станок необходим для бытового применения.
Передняя и задняя бабки – основные и наиболее важные узлы любого токарного станка по дереву. От их правильного конструирования и подгонки зависит в конце концов качество всей конструкции. При этом изготовить эти детали в домашних условиях может любой мастер.
Поделиться в социальных сетях
Передняя бабка для токарного станка своими руками
Первые токарные станки появились еще много лет назад, хотя были они очень простые и примитивные. Суппорт к тому времени всё еще не был изобретен и мастеру, при выполнении работы, приходилось постоянно удерживать резец и совершать вращение обрабатываемого элемента собственноручно или использовать для этой цели крепкую верёвку.
Соответственно, данное занятие было очень трудоёмким и требовало большой физической силы и выносливости работающего человека. Ко всему прочему такая производительность была на очень невысоком уровне.
История возникновения устройства
История токарного станка с суппортом начинается в 1712 году, когда Нартов Андрей Константинович – механик из России первым изобрел данный механизм. Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента.
Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента.
Это изобретение дало мощный толчок, за которым последовало стремительное развитие токарных станков по металлу и дереву.
Хоть создание токарного устройства и суппорта приписывают англичанину Модсли, но русский механик все же опередил его на семьдесят с лишним лет.
Главные составляющие части токарного станка
Такой агрегат, как токарный станок, независимо от модели, сложен с похожих конструктивных элементов, главным образом определяющих все возможности устройства.
Наименование главных составляющих конструкции токарно-винторезного станка:
- Станина – данный элемент токарного устройства служит ни чем иным как одной из основных опор для обеих бабок и является платформой для перемещения суппорта и задней бабки. Все элементы устройства крепятся на нее. Станина представляет из себя две продольные стеночки, которые для надежности и прочности соединяются поперечными ребрами. Передняя бабка токарного станка закрепляется по левую сторону станины, противоположная сторона – это место размещения задней бабки.
- Передняя бабка – придерживает и вращает по собственной оси обрабатываемую деталь. Во внутренней части данного элемента токарного станка находится шпиндель, совершающий обороты разной частоты в подшипниках качения и тем самым передает вращение обрабатывающейся детали. Внешние стороны обеих стеночек передней бабки оснащены рукоятками коробки скоростей, которые являются переключателями числа и скорости оборотов шпинделя. Инструкция правильного переключения этих ручников для того чтобы поставить необходимое количество оборотов находится в виде таблички из металла на внешней стороне стеночек передней бабки.
- Задняя бабка – поддерживает оставшуюся часть элемента в процессе обрабатывания. Дополнительно ее используют для установления других рабочих инструментов.
- Суппорт – перемещает режущее устройство во всех направлениях к оси токарного устройства.
- Коробка подач – для конструкции практически всех токарных станков характерен данный элемент, вращающий ходовой вал и ходовой винт и меняющий количество их оборотов вокруг своей оси. Существует большое количество систем коробок подач.
- Фартук – используется для изменения движений ходового вала.
- Категорически запрещено на данном устройстве одновременно включать механизм подачи от ходового вала вместе с замыканием маточной гайки на ходовом винте. Данное действие практически во всех случаях приводит к поломке элементов токарного устройства. Для предотвращения этого, в токарном станке находится специальный механизм, блокирующий полностью все устройство.
 Передняя бабка токарного станка закрепляется по левую сторону станины, противоположная сторона – это место размещения задней бабки.
Передняя бабка токарного станка закрепляется по левую сторону станины, противоположная сторона – это место размещения задней бабки.
Основные составные и механизм действия передней бабки
Этот элемент токарного станка – один из основных деталей любого токарного устройства. Именно от него зависит точность расположения обрабатываемой детали и амплитуда ее движений. Кроме передней бабки на всех станках присутствует и задняя – на нее прикрепляется режущий инструмент. Обе бабки закрепляются на станине, которая является основой для любого станка, и имеют различие только своим местоположением.
Обе бабки закрепляются на станине, которая является основой для любого станка, и имеют различие только своим местоположением.
Существуют еще и шлифовальные станки, на которых дополнительно закреплена третья специальная бабка для шлифовки, отвечающая за перемещение шлифовальной платформы данного устройства.
Существуют такие главные элементы токарного устройства, которые регулируют скорость оборачивания обрабатываемого элемента:
- Два подшипника.
- Шпиндель.
- Шкив.
- Специальная коробка скоростей, которая отвечает за изменение скорости вращения обрабатываемого элемента.
Главным элементом передней бабки токарного станка является шпиндель, основная задача которого состоит в том, чтобы регулировать движение оборачивания на обрабатываемый элемент.
По правую сторону, обращенную к задней бабке, прикреплена резьба. К ней присоединяются патроны, которые удерживают деталь, что обрабатывается. Шпиндель установлен на двух подшипниках, от которых в полной мере зависит точность выполненной работы.
Также во внутренней конструкции передней бабки закрепляется гитара шестерен. Они передают вращение с выходного вала коробки скоростей на вал коробки подач.
Корпус передней бабки является основной платформой для всех составляющих элементов. Его форма напрямую зависит от модели токарного устройства и бывает очень разнообразной. Нижняя поверхность корпуса гладкая, в шпунт, который находится посередине, закрепляются все направляющие.
На внешней стороне передней бабки токарного устройства установлена коробка скоростей, которая работает при помощи зубчатых передач.
Задняя бабка
Данный элемент токарного станка предназначен для того, чтобы поддерживать концы длинных деталей, когда обрабатываются их центральные части.
Также очень часто задняя бабка используется установления в ней сверл и прочих инструментов.
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.
Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.
Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.
- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя.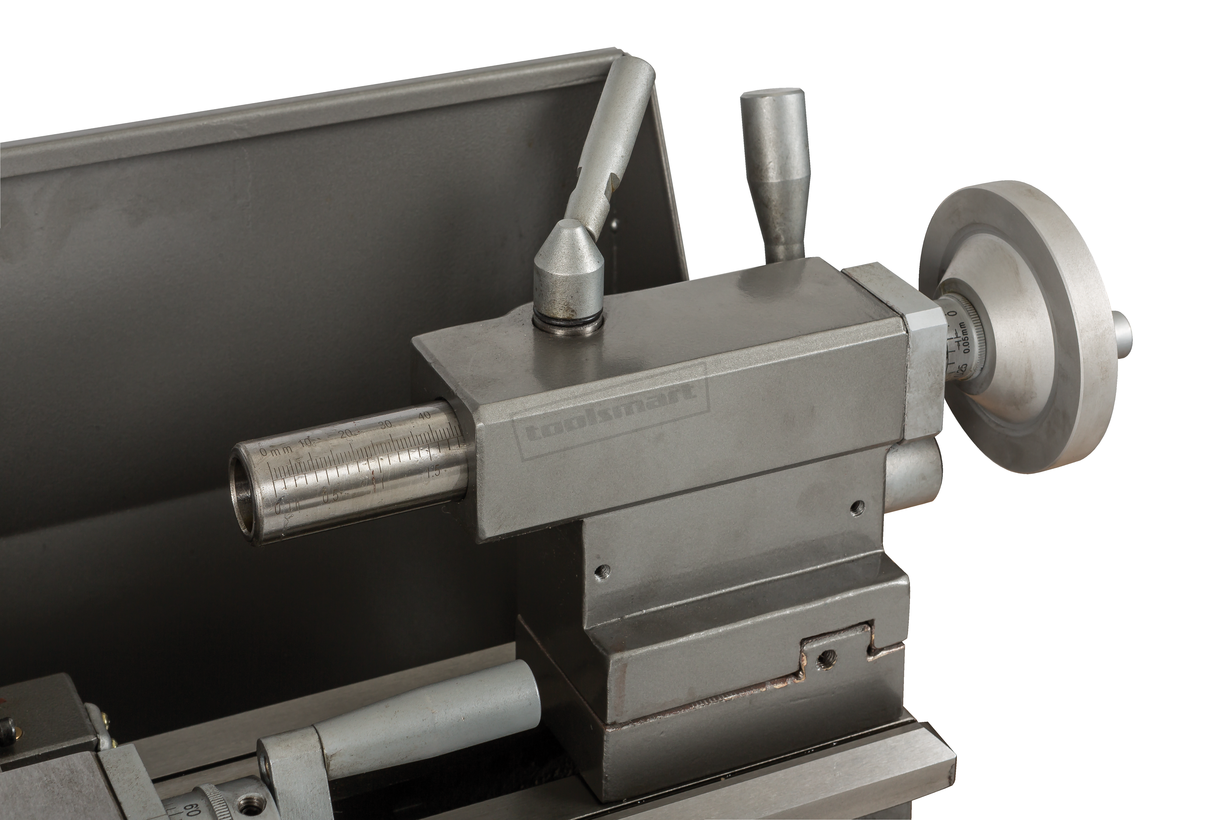 Он должен равномерно и легко вращаться.
Он должен равномерно и легко вращаться.
Передняя бабка токарного станка своими руками
Передняя бабка для токарного станка без проблем изготовляется самостоятельно.
Для этой цели понадобится:
- Деревянная доска.
- Фанера, толщиной десять миллиметров.
- Тонкий лист металла, который разрезается специальными ножницами.
Переднюю бабку намного проще изготовить своими руками, если основой данного устройства составляет обычная ненужная дрель. После этого будет необходимо только смастерить подставку, которая впоследствии и будет закрепительной платформой для дрели, имеющая строгую горизонтальную ось.
Середину передней и середину задней бабки нужно обязательно надежно закреплять, это крайне необходимо. Для задней бабки необходимо заранее установить рамки возможностей оборачивания по оси и жесткое закрепление на месте.
Мощность электрического мотора следует подбирать самостоятельно, опираясь на предназначение токарного устройства. Хотя мощность двигателя не нужно брать на менее, чем на 250 Вт. В противном случае не удастся выточить ни одной необходимой детали.
Хотя мощность двигателя не нужно брать на менее, чем на 250 Вт. В противном случае не удастся выточить ни одной необходимой детали.
Настройка токарного станка перед началом работы
Настроить токарный станок – это, прежде всего, подготовить кинематическую схему для работы, которая определяется технологической картой устройства.
Первым делом все элементы управления приводят в статическое положение.
Дальше идет настройка кинематической цепи основного движения. Тут же устанавливается требуемая скорость оборачивания шпиндельного узла. Эта величина является определителем скорости резания необходимого элемента.
Видео: передняя бабка токарного станка по дереву.
Небольшой токарный станок по дереву своими руками – особенности изготовления
Практически любой мастер по обработке дерева желает иметь собственный токарный станок. Если средств не хватает, его можно смастерить из доступных материалов.
Если средств не хватает, его можно смастерить из доступных материалов.
Токарный станок по дереву самостоятельно изготовить не представляется сложным, если имеются начальные знания о том, что представляет собой данное устройство и его составляющие части.
С помощью небольшого токарного станка можно изготавливать любые детали и элементы в виде тел вращения.
Элементы токарного станка:
- Электромотор – для изготовления токарного станка можно использовать насосный мотор.
- Передняя бабка – отлично подойдет старое электрическое точило.
- Опора для резцов.
- Задняя бабка – изготовляется из дрели.
- Станина.
Для изготовления данного устройства потребуется:
- электрическая дрель;
- болгарка;
- напильники.
Основные особенности изготовления устройства:
- Ось вращения передней бабки должна быть прикреплена на оптимальной высоте.
- Электромотор следует крепить отдельно на другую платформу.
- Для разной породы дерева используются специальные резцы. Данные инструменты можно приобрести в наборе, по пятнадцать штук.

Можно сделать вывод, что с изготовлением токарного станка для обработки дерева справится даже начинающий мастер. Самое главное в этом деле – быть предельно аккуратным и строго соблюдать правила безопасности.
Republished by Blog Post Promoter
Сборка деревянного токарного станка — его использовали Викинги!
У меня всегда была тяга к традиционному ремеслу, и когда я увидел конкурс «Только ручные инструменты», я понял, что пора достать своё оборудование для обработки дерева и сделать то, что я давно хотел построить. Есть много людей, которые не претендуют на хорошо оборудованную мастерскую и как я предпочли бы ручную пилу настольной, так что этот проект для них. По сути, весь этот проект был создан исключительно с использованием ручных инструментов и был построен из 100% переработанного материала.
Я пользовался многими электрическими токарными станками, а в прошлом даже имел возможность использовать шестовой токарный станок «викинг». Этот токарный станок частично основан на его конструкции, с добавлением, так сказать, некоторых современных хитростей. Мое исследование токарных станков с шестом выявило изобилие информации о различных вариациях, но, что интересно, исторического контекста мало. Музеи утверждают, что у них есть части и отдельные кусочки, но до сих пор так и не был найден целый токарный станок с шестом. Это не было проблемой, поскольку, хотя дизайн станков может отличаться, их принципы, по сути, одинаковы.
Токарный станок с шестом, в отличие от своего современного аналога, использует «зеленую» древесину, что в основном означает только что срубленные большие ветки. Он также использует другой набор долот, и, хотя современные варианты будут работать, работать с ними будет намного сложнее. У меня есть полный ассортимент современных долот, но я собираюсь сделать некоторые из них для использования с этим токарным станком.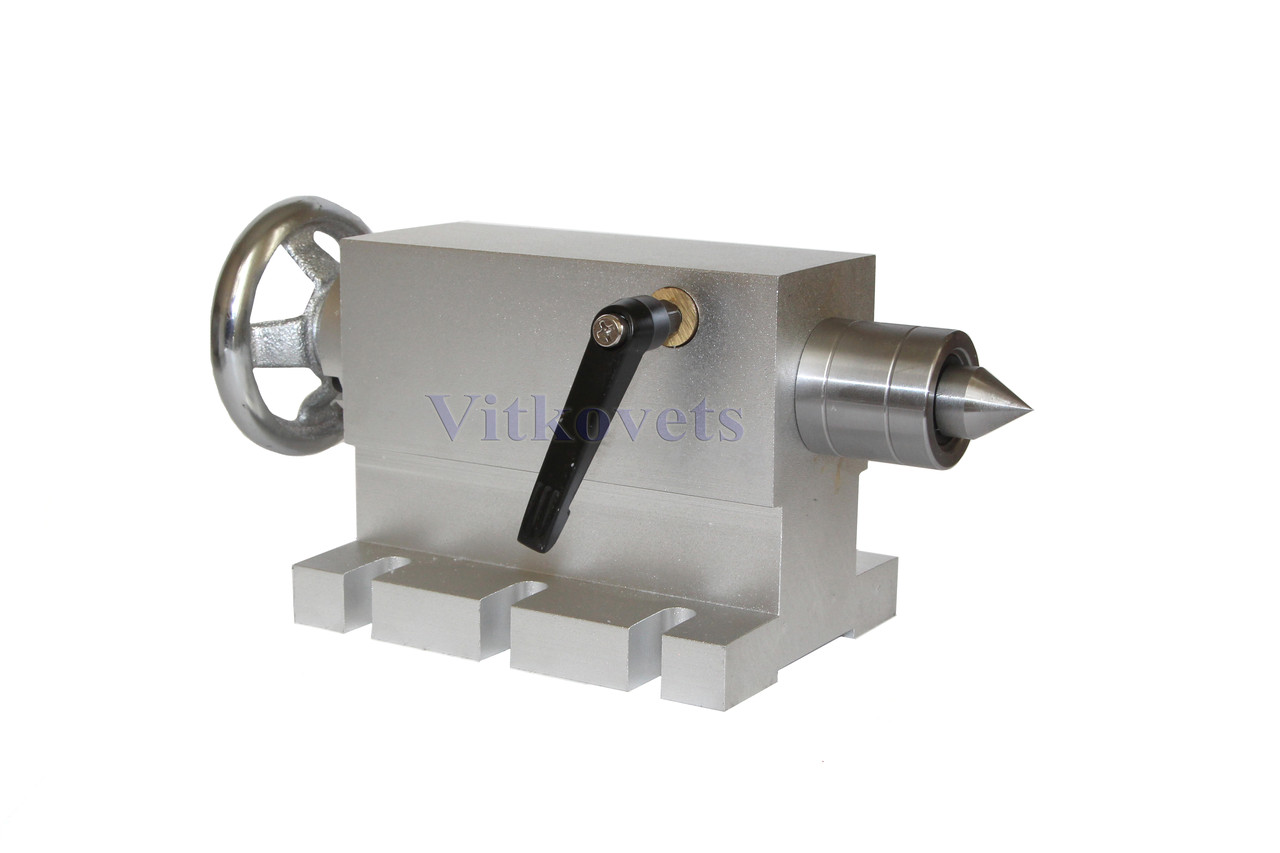
Как обычно, я не буду приводить конкретный список деталей, так как у вас может не быть того материала, который есть у меня. Тем не менее, я дам некоторые основные характеристики дизайна с предложенными материалами и длиной.
Шаг 1. Инструменты и рекомендуемые расходные материалы
Инструменты:
- Ручная пила;
- Топор;
- Рубанок;
- Коловорот и сверла с битами;
- Молоток;
- Напильником и рашпиль;
- Скобель или криволинейный струг;
- Долото;
- Комбинированный квадрат.
Предлагаемые расходные материалы:
- Различные гвозди, 1,5-4 дюйма, прямые и спиральные;
- Доски 2×6 дюймов – около 12 футов;
- Доски 2×4 дюйма – примерно 8 футов;
- Доски 2×3 дюйма – около 70 футов;
- Доски 1×3 дюйма – примерно 8 футов;
- 20-дюймовый резьбовой стержень;
- Камера велосипедной шины или эластичный шнур;
- Веревка – 10 футов.

Шаг 2: Станина и шпиндель токарного станка
Станина токарного станка представляет собой простую конструкцию из двух горизонтальных досок 2х4 или 2х6 дюймов с вертикальной стойкой 2х6 дюйма, которая действует как передняя бабка, и распорной доской на противоположном конце. Фактическая длина станины и передней бабки зависит от вас и зависит от того, что вы собираетесь точить на токарном станке. В моем случае я планирую обточить чаши диаметром до 12 дюймов и ножки стола, поэтому я создал станину длиной 48 дюймов, с зазором 36 дюймов и бабкой 14 дюймов в высоту. Распорную доску можно сделать заподлицо со станиной, однако я добавил дополнительные 6 дюймов со скосом для будущей опоры инструмента.
Сборку можно производить несколькими способами. Я использовал несколько старинных 4-дюймовых гвоздей, которые я купил в интернете, чтобы соединить станину и шпиндельную бабку, однако вы можете использовать болты, если хотите. Если вы предпочитаете более традиционный стиль, я бы предложил вам соединять части станка используя соединение типа шип-паз.
Если вы предпочитаете более традиционный стиль, я бы предложил вам соединять части станка используя соединение типа шип-паз.
Что касается шпинделя, отрежьте 3 дюйма от резьбового стержня и либо забейте молотком, либо сточите один конец до конуса. Другой конец тоже необходимо сделать острым, но с гораздо более крутым углом. Просверлите отверстие в вашей передней бабке, немного меньшее, чем ваш шпиндель, на расстоянии 1,5 дюйма от верха и забейте ее, используя обрезок доски в качестве буфера, чтобы не повредить заостренный конец. Если вы затупите точку, вы можете снова заточить ее напильником. Важно отметить, что острие не должно быть слишком «острым», так как вы не хотите, чтобы оно глубоко врезалось в вашу заготовку.
Шаг 3: Ножки и основание
Ножки полностью сделаны из грубо вырезанных досок 2х3 дюйма и прибиты гвоздями друг к другу. Каждая ножка состоит из двух вертикальных стоек, установленных на станине токарного станка, 36-48-дюймового основания, двух 21-дюймовых досок с разрезами под 45 градусов, которые служат в качестве структурной опоры по ширине и еще двух 21-дюймовых досок, служащих опорой конструкции по длине. Между каждым набором ножек есть 48 дюймовая балка. Из-за разницы в расстоянии, в основном из-за разной толщины необработанных досок 2×3 дюйма и фрезерованных досок станины токарного станка, мне было трудно выровнять конструкционные доски должным образом, как вы можете видеть, я компенсировал это, прибив их гвоздями к внешней стороне вертикалей, а затем прикрепив их к короткой 7-дюймовой доске, которая сидит на поперечной распорке. Это немного нестандартно, но сработало довольно хорошо и в итоге получилось довольно стабильно. Наконец, я вырезал пару кусочков размером 2x3x7 дюймов и прибил их гвоздями под станиной токарного станка для дополнительной опоры.
Каждая ножка состоит из двух вертикальных стоек, установленных на станине токарного станка, 36-48-дюймового основания, двух 21-дюймовых досок с разрезами под 45 градусов, которые служат в качестве структурной опоры по ширине и еще двух 21-дюймовых досок, служащих опорой конструкции по длине. Между каждым набором ножек есть 48 дюймовая балка. Из-за разницы в расстоянии, в основном из-за разной толщины необработанных досок 2×3 дюйма и фрезерованных досок станины токарного станка, мне было трудно выровнять конструкционные доски должным образом, как вы можете видеть, я компенсировал это, прибив их гвоздями к внешней стороне вертикалей, а затем прикрепив их к короткой 7-дюймовой доске, которая сидит на поперечной распорке. Это немного нестандартно, но сработало довольно хорошо и в итоге получилось довольно стабильно. Наконец, я вырезал пару кусочков размером 2x3x7 дюймов и прибил их гвоздями под станиной токарного станка для дополнительной опоры.
Шаг 4: Подставка для инструмента
Подставка для инструмента представляет собой балку, которая выступает из передней бабки и обеспечивает место для опоры инструмента. Его длина, опять же, зависит от типа проекта, который вы собираетесь реализовать, однако вам нужно учитывать его прочность, поскольку вы будете время от времени опираться на него во время работы. Для своего я использовал кусок необработанной доски 2×3 дюйма, обрезанный до 20 дюймов, оставив 16 дюймов пригодными для использования в качестве опоры для инструмента, и 4 дюйма для закрепления с другой стороны.
Его длина, опять же, зависит от типа проекта, который вы собираетесь реализовать, однако вам нужно учитывать его прочность, поскольку вы будете время от времени опираться на него во время работы. Для своего я использовал кусок необработанной доски 2×3 дюйма, обрезанный до 20 дюймов, оставив 16 дюймов пригодными для использования в качестве опоры для инструмента, и 4 дюйма для закрепления с другой стороны.
Для начала я установил опору на строгальную скамью и сузил последние 4,5 дюйма, затем просверлил отверстие диаметром 1 дюйм на конце. Затем я отметил паз на передней бабке, где я хотел бы разместить опору. Я знал, что буду использовать опору для инструмента толщиной 3 дюйма, поэтому я установил паз на 3 дюйма ниже шпинделя. Затем я использовал коловорот и сверло с кольцевой пилой, чтобы удалить основную массу материала, затем я использовал острое зубило и молоток, чтобы выровнять его.
**Небольшое примечание: Использовать сверло с кольцевой пилой сложно, но есть способ метод который упростит для вас этот процесс. Вам нужно постоянно менять угол во всех 4 направлениях компаса во время сверления, чтобы резка была правильной. Если вы просто надавите и попытаетесь просверлить прямо, вы потратите гораздо больше энергии на выполнение работы.
Вам нужно постоянно менять угол во всех 4 направлениях компаса во время сверления, чтобы резка была правильной. Если вы просто надавите и попытаетесь просверлить прямо, вы потратите гораздо больше энергии на выполнение работы.
Наконец, я забил опору в паз до упора и закрепил ее на месте.
Шаг 5: Задняя бабка
Задняя бабка – это часть, которая скользит по станине токарного станка и регулируется в зависимости от размера вашей заготовки. Она включает в себя паз и шип для крепления к станине токарного станка и заводной шпиндель или «пиноль», который используется для точной регулировки. Ваша нижняя бабка должна быть на той же высоте, что и ваша передняя бабка, от станины токарного станка и выступать снизу, чтобы обеспечить место для механизма врезного и шипового типа.
Для её изготовления я использовал доску размерами 2×6 дюйма высотой 22 дюйма. Я вырезал еще один 14-дюймовый кусок и прикрепил его к задней стороне, также я вырезал 12-дюймовый кусок и прикрепил его спереди. Я специально оставил переднюю часть короче. Я настоятельно рекомендую опустить заднюю бабку вниз, где она будет скользить между двумя досками станины. Она должна свободно скользить между ними, но при этом не должна болтаться или шататься.
Я вырезал еще один 14-дюймовый кусок и прикрепил его к задней стороне, также я вырезал 12-дюймовый кусок и прикрепил его спереди. Я специально оставил переднюю часть короче. Я настоятельно рекомендую опустить заднюю бабку вниз, где она будет скользить между двумя досками станины. Она должна свободно скользить между ними, но при этом не должна болтаться или шататься.
Мой шиповое соединение было создано таким же образом, что и подставка для инструмента, однако шип – это деревянный брусок, который скошен на 5 градусов, так что он может войти в паз с помощью всего нескольких ударов молотка.
** Важно отметить, что при создании паза он должен быть на 1/4 дюйма выше, чем основание станины токарного станка. Если вы сделаете его на уровне основания станины, он не будет фиксироваться правильно и ваша ножка будет постоянно двигаться на вас.
Для шпинделя я взял 18-ти дюймовый стержень с резьбой. Я заострил один конец напильником и сделал два изгиба на другом конце с шагом 4,5 дюйма, чтобы создать ручку. Затем я просверлил отверстие, немного меньше размера моего стержня, прямо через нижнюю бабку, на той же высоте, что и шпиндель передней бабки, и намотал на место мой новый шпиндель задней бабки.
Затем я просверлил отверстие, немного меньше размера моего стержня, прямо через нижнюю бабку, на той же высоте, что и шпиндель передней бабки, и намотал на место мой новый шпиндель задней бабки.
Теперь вы можете проверить свою регулировку, вставив кусок дерева между двумя шпинделями на токарном станке, осторожно постучав по задней бабке, а затем с помощью рукоятки затянуть шпиндель. Если вы случайно вставили один из своих шпинделей изогнутым, не волнуйтесь. Поскольку вращается древесина, а не шпиндели, вы вряд ли заметите это. В этом старом дизайне есть много места для ошибок.
Шаг 6: Подставка для инструмента
Подставка для инструментов, служит упором для ваших инструментов во время работы и должна быть прочной. Я использовал доску размером 2×2 дюйма и длиной 40 дюймов. Я отрезал один из углов на одном конце и, используя прямой гвоздь диаметром 4 дюйма, прикрепил его к верхней части короткой доски на ножке. Это дало мне точку поворота. Изначально я оставил опору для инструмента на расстоянии 1 дюйма от шпинделей, поскольку изначально планировал сделать модульные упоры для инструмента (с разными углами и толщиной), однако я просто решил вырезать 1х1 дюйм и прикрепить его к вершине. Если вы заметили, верхняя доска находится под углом к основному упору для инструмента, что дает мне более прямой край во время работы.
Это дало мне точку поворота. Изначально я оставил опору для инструмента на расстоянии 1 дюйма от шпинделей, поскольку изначально планировал сделать модульные упоры для инструмента (с разными углами и толщиной), однако я просто решил вырезать 1х1 дюйм и прикрепить его к вершине. Если вы заметили, верхняя доска находится под углом к основному упору для инструмента, что дает мне более прямой край во время работы.
Шаг 7: Пружина
Традиционный токарный станок с шестом включает гибкий стержень диаметром 12 футов, который действует как пружина и вращает шпиндель. В нашем дизайне используется немного современных технологий, чтобы уменьшить пространство, необходимое для работы нашего токарного станка, сохраняя при этом его традиционный вид.
Для нашей конструкции мы прикрепляем две 8-футовые доски 2×3 дюйма на каждом конце нашего токарного станка. Вверху мы делаем выемки для опоры нашей пружины (камеры шины).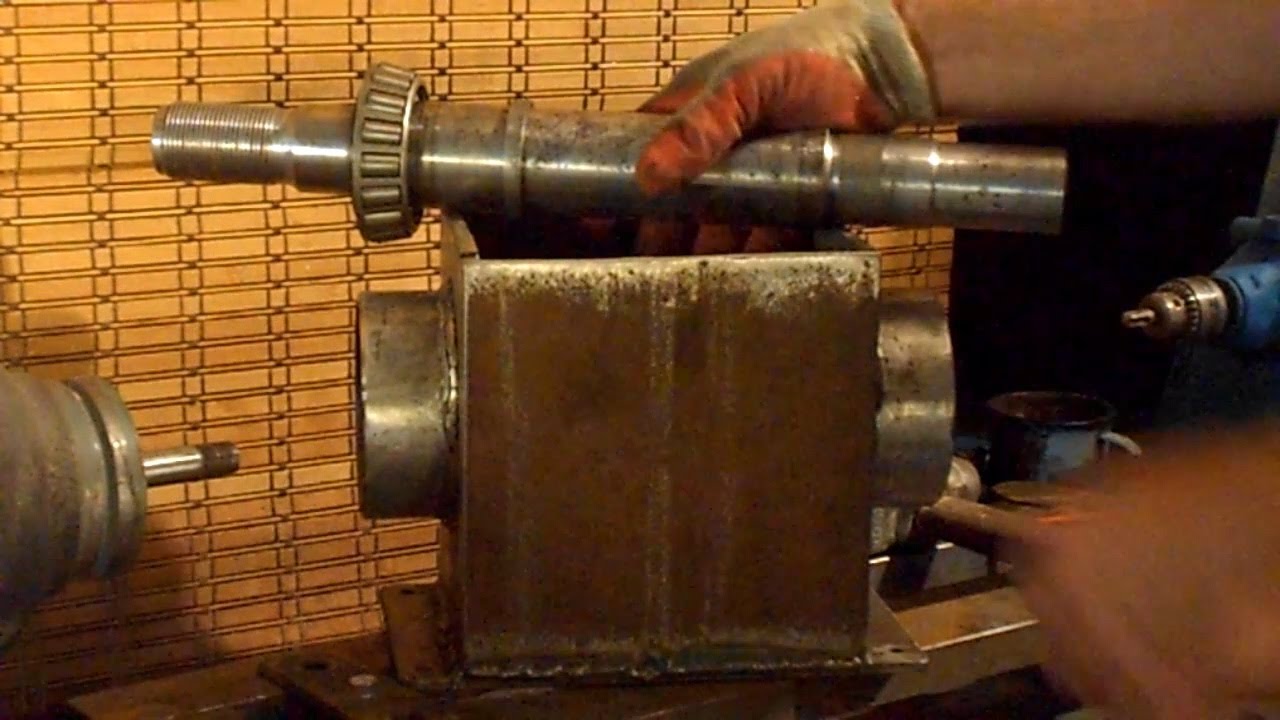 Камера шины протягивается между двумя вертикальными досками, чтобы создать пружину.
Камера шины протягивается между двумя вертикальными досками, чтобы создать пружину.
Шаг 8: Педаль и пружина
Педаль используется для приведения в действие токарного станка. Это длинная Y-образная доска, которая выходит за пределы станины токарного станка и вытягивает пружину к L-образной форме.
Для изготовления своей я использовал доску размером 1×3 дюйма, обрезанную до 48 дюймов в длину, и еще одну 36 дюймовую доску, которая крепится к ней под углом. Я вырезал две небольших части, которые служат в качестве распорок и опор для ножек. В качестве стрежней я использовал доски 2×6″ обрезанные до 36″ и две доски 2×3″ обрезанные до 4″. Доски 2×3 дюйма прибиваются к 2×6 дюймовым, затем вбивается прямой 3 дюймовый гвоздь, скрепляющий концы досок 1×3 дюйма между ними, как показано на третьем фото.
Затем веревка свободно привязывается к одной из струн камеры шины и вытягивается до тех пор, пока не достигнет пола. На нижнем конце создается большая петля, которая надевается на выступающий конец педали.
На нижнем конце создается большая петля, которая надевается на выступающий конец педали.
Шаг 9:Шпиндель для изготовления чаши
Шпиндель для изготовления чаш – это просто удлинитель для вашей веревки, которую можно обернуть вокруг шпинделя при изготовлении чаш. Обычно оно имеет 3-4 дюйма в толщину и 8-10 дюймов в длину. В один конец вбиты четыре гвоздя с отрезанными головками и заострёнными концами.
Шаг 10: Готово
Вот и все. Это большой, но очень полезный проект, который можно целиком реализовать пользуясь только ручными инструментами. Токарный станок – это фантастическое историческое оборудование, которое очень универсально и может открыть множество дверей для прекрасного ремесла и творчества.
Если вам понравилась данная статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||

.jpg)

Передняя бабка токарного станка | Основные узлы токарного станка
Передняя бабка служит для закрепления обрабатываемой детали и передачи ей главного движения – вращения. Наиболее ответственной деталью передней бабки является шпиндель, представляющий собой стальной пустотелый вал. На переднем конце шпинделя нарезана точная резьба, на которую можно навернуть кулачковый или поводковый патрон либо планшайбу. В этом же конце шпинделя имеется коническое отверстие, в которое можно вставлять передний центр.
Наиболее ответственной деталью передней бабки является шпиндель, представляющий собой стальной пустотелый вал. На переднем конце шпинделя нарезана точная резьба, на которую можно навернуть кулачковый или поводковый патрон либо планшайбу. В этом же конце шпинделя имеется коническое отверстие, в которое можно вставлять передний центр.
Шпиндельный узел
Шпиндель вращается в подшипниках передней бабки. В передней бабке расположены также валы, зубчатые колеса и муфты, при помощи которых вращательное движение вала электродвигателя преобразуется в необходимое по скорости и направлению вращение шпинделя. Такое устройство называется коробкой скоростей. Имеются токарные станки с коробкой скоростей, расположенной как в корпусе передней бабки, так и вне его.
Рис 3 Кинематическая схема шестискоростной коробки скоростей
Устройство
На рис. 3 показана шестискоростная коробка скоростей простейшего токарно-винторезного станка. От электродвигателя 1 через плоскоременную передачу вращение передается на приводной шкив 2, который свободно сидит на валу 5 коробки скоростей. Внутри шкива находится муфта включения 3. Если посредством пусковой рукоятки (на рис. 3 не показана) включить муфту 3, то шкив 2 соединится с валом 5 коробки скоростей и приведет его во вращение.
Внутри шкива находится муфта включения 3. Если посредством пусковой рукоятки (на рис. 3 не показана) включить муфту 3, то шкив 2 соединится с валом 5 коробки скоростей и приведет его во вращение.
На валу 5 сидит блок зубчатых колес 7, 8 и 9, который можно перемещать по шпонке вдоль вала 5 рукояткой 17. В правом положении блока колесо 9 сопрягается с колесом 11, в среднем положении – колесо 8 с колесом 10 и в левом положении – колесо 7 с колесом 4. Колеса 4, 10 и 11 сидят жестко на валу 6.
Передаточные отношения зубчатых колес во всех трех случаях различны. Поэтому, несмотря на то что вал 5 имеет постоянное число оборотов, валу 6 можно сообщить три различных числа оборотов в зависимости от того, какая пара зубчатых колес находится в сопряжении
Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, свободно сидящими на шпинделе 13 Чтобы шпиндель получил вращение, нужно, чтобы находящаяся на нем двусторонняя зубчатая муфта 14 была сопряжена с одним из зубчатых колес 15 или 16, для чего торцы их снабжены зубьями (кулачками).
Муфта 14 перемещается рукояткой 18 по шпонке шпинделя 13, всегда соединена со шпинделем Следовательно, соединение муфты с любым из двух колес 15 или 16 обеспечивает соединение этого колеса со шпинделем.
Допустим, что муфта 14 включена вправо. Это значит, что вращение шпинделю передается через зубчатые колеса 12 и 16. При этом в соответствии с тремя положениями рукоятки 17 шпиндель получает три различных числа оборотов Если муфта 14 включена влево, то передача происходит через колеса 4 и 15. В соответствии с теми же тремя положениями рукоятки 17 шпиндель будет иметь три других числа оборотов. Таким образом, шпиндель получает всего шесть различных чисел оборотов путем переключения рукояток 17 и 18, расположенных на наружной стенке передней бабки.
В какое положение необходимо поставить рукоятки 17 и 18 для получения требуемого числа оборотов шпинделя, указано на металлической табличке, прикрепленной к стенке передней бабки.
Похожие материалы
Задняя бабка – токарный станок
Задняя бабка – токарный станок
Cтраница 1
Задняя бабка токарного станка служит для поддержания одного из концов обрабатываемой детали, она также используется для установки в ней сверла, зенкера, развертки и других инструментов._2020-05-20_10-25-21.jpg) На рис. 1 видно, что корпус 22 задней бабки помещается на плите-основании 23 и закреплен на станине винтами с тайками 20 через прижимную планку.
[1]
На рис. 1 видно, что корпус 22 задней бабки помещается на плите-основании 23 и закреплен на станине винтами с тайками 20 через прижимную планку.
[1]
При креплении задней бабки токарного станка к станине положение центра зависит от того, в какой последовательности производится крепление болтов. Боковые удары по корпусу бабки в процессе настройки сильно влияют на положение центра. В зависимости от того, в каком порядке рабочий выполнял все приемы, центр изменял свое положение в границах до 50 мк. Если рабочий обладает надлежащими навыками в работе, то он умеет создавать постоянные условия, причем задние бабки, имеющие гладкие приработанные поверхности, можно устанавливать на месте с точностью 2 – 3 мк. [2]
Механизм в задней бабке токарного станка; при вращении маховичка М с винтом а сообщается движение центру Ъ вдоль оси бабки. [3]
На рис. 260 приведена конструкция задней бабки токарного станка с встроенным вращающимся центром и пневматическим цилиндром для перемещения пиноли.
[5]
260 приведена конструкция задней бабки токарного станка с встроенным вращающимся центром и пневматическим цилиндром для перемещения пиноли.
[5]
В последнем случае в отверстие задней бабки токарного станка устанавливают вращающийся центр. [7]
На рис. 262 приведена конструкция задней бабки токарного станка с встроенным вращающимся центром и пнвматическим цилиндром для перемещения пиноли. [9]
На рис. 125 приведена конструкция задней бабки токарного станка с встроенным вращающимся центром и пневматическим цилиндром для перемещения пиноли. Это устройство позволяет уменьшить затраты времени на перемещение пиноли. Когда сжатый воздух поступает в правую полость цилиндра, поршень, перемещаясь влево, толкает штоком пиноль к обрабатываемой заготовке. [10]
Поворотные ( револьверные) головки для задней бабки токарного станка. [11]
[11]
Предназначаются для крепления инструмента в пиноли задней бабки токарного станка. [12]
Для характеристики жесткости шпиндельной бабки и задней бабки токарного станка используются также круговые диаграммы жесткости. [14]
Страницы: 1 2 3 4 5
Выравнивание передней бабки токарного станка: отрезание испытательной планки
Допустим, вы недавно купили токарный станок и установили его в своей мастерской. Может быть, вы даже пошли и выровняли его, как босс. Вы ведь готовы делать чипсы? Ну не так быстро. Как скажут вам настоящие машинисты, вы можете использовать все уровни, лазеры и все, что захотите, но доказательство в самом деле. Благодаря высокоточной нивелировке ваша машина будет на высоте (у машинистов есть очень маленьких ориентиров), но последний шаг к тому, чтобы машина действительно работала хорошо, – это срезать тестовую планку.Это верный способ избавиться от последних следов перекручивания кровати.
Благодаря высокоточной нивелировке ваша машина будет на высоте (у машинистов есть очень маленьких ориентиров), но последний шаг к тому, чтобы машина действительно работала хорошо, – это срезать тестовую планку.Это верный способ избавиться от последних следов перекручивания кровати.
Есть два типа тестовых полос. Один из них предназначен для проверки совмещения передней бабки с направляющими, что мы и делаем здесь. Есть еще один тип, используемый для проверки выравнивания задней бабки, но это тема для другого дня.
Начнем с того, что забросим немного запаса. Вам нужно что-то значительного диаметра, потому что у нас будет много неподдерживаемых выступов, чего вы обычно никогда не делаете. Ложа должна быть максимально жесткой сама по себе.Чем больше у вас вылет, тем точнее будет ваше измерение скручивания станины, но испытание становится невозможным, если вылет слишком большой, чтобы приклад оставался жестким во время резки. Это непростой баланс. Для этой демонстрации на моей небольшой настольной машине я использую приклад диаметром 1 ¼ дюйма и длиной 5 дюймов. Для большой напольной машины лучше всего начать с приклада диаметром 2 дюйма и длиной около 10 дюймов.
Для большой напольной машины лучше всего начать с приклада диаметром 2 дюйма и длиной около 10 дюймов.
Наберите его как можно ближе к четырехкулачковому патрону. Чем больше износа мы устраним сейчас, тем быстрее и проще будет этот тест. Если у вас есть заготовка с обработанной поверхностью, это идеально, но холоднокатаный прокат с завода, как правило, подойдет. Здесь я использую низкоуглеродистую сталь, но что-то вроде свободно обрабатываемой стали 12L14 упростит получение хорошей отделки (что помогает при измерениях).
Общая идея состоит в том, что мы делаем форму штанги. Мы сделаем высокоточные надрезы на концах, оставив более узкую область посередине, которую мы можем легко пропустить.
Набрав ложу внутрь, поверните вниз рельефный участок в центре стержня, оставив около дюйма на каждом конце нетронутым. Мы будем измерять только концы, поэтому средняя часть будет только на пути. Создание разгрузки также сводит к минимуму износ инструмента между резаниями (что может повлиять на результаты наших испытаний). Достаточно 30-50 тыс. Рельефа. Нам нужно ровно столько места, чтобы очистить несколько тестовых разрезов на каждом конце. Не расслабляйтесь слишком сильно, потому что нам нужна эта жесткость ложи.
Мы будем измерять только концы, поэтому средняя часть будет только на пути. Создание разгрузки также сводит к минимуму износ инструмента между резаниями (что может повлиять на результаты наших испытаний). Достаточно 30-50 тыс. Рельефа. Нам нужно ровно столько места, чтобы очистить несколько тестовых разрезов на каждом конце. Не расслабляйтесь слишком сильно, потому что нам нужна эта жесткость ложи.
Обратите внимание, что здесь , а не , для поддержки используется задняя бабка.Это важно, потому что задняя бабка вводит свой собственный набор переменных, влияющих на центровку. У нас только проверяет совмещение передней бабки с направляющими, поэтому не может использовать заднюю бабку. Это означает, что мы должны делать очень легкие разрезы, потому что наша жесткость очень низкая.
Обратите внимание на то, что я получил неприятную болтовню ближе к концу рельефных разрезов, потому что мы вышли за пределы того места, где должны были быть без поддержки хвостовой балки. Однако отделка не имеет никакого значения для зоны оказания помощи, и я был нетерпеливым и резал слишком агрессивно.Сделав рельеф, мы можем сделать очень легких разрезов в двух областях измерения. Нам нужно ровно столько, чтобы полностью очистить поверхность (чтобы мы знали, что находимся внутри любого биения в патроне). Здесь я делаю двухтысячные разрезы за каждый проход. Пройдите по обеим областям измерения, не касаясь поперечного салазок между ними. Остановите машину в конце и измерьте, затем отмотайте каретку и при необходимости сделайте еще один разрез.
Между каждым проходом тщательно измеряйте две полосы.После получения чистого среза в обеих областях измерения сравните диаметры с помощью высококачественного микрометра. Если они разные, значит, машина режет конус, а это значит, что у вашей кровати есть изгиб. Немного отрегулируйте или отрегулируйте ножки задней бабки токарного станка и сделайте еще один разрез.
Более крупная задняя часть штанги означает, что правый передний угол вашей траектории расположен слишком низко (инструментальная насадка приближается к работе, когда она перемещается). Если зажимной конец прутка больше, правый передний угол ваших траекторий находится слишком высоко (при движении резец удаляется от работы).
В моем случае, оба конца глухие на 1,245 ″, так что я очень счастлив. Можно быть уверенным, что эта машина не срежет конус в пределах не менее 6 дюймов или около того.Насколько близко вы хотите получить эти измерения, зависит от вас, но десятая тысячная для 5-6 дюймов, вероятно, достаточно для всего, что может понадобиться любителю. После того, как вы закончите, вы можете смазать и сохранить тестовую планку для использования в дальнейшем. При рельефном срезе около 30 тысяч один и тот же испытательный стержень можно использовать несколько раз.
Вот и все! Изготовление испытательного прутка – это простой часовой проект, который научит вас ценным навыкам работы с токарным станком и укрепит вашу уверенность в себе.Как только вы узнаете, что можете доверять машине, вы поймете, что любые проблемы в будущем будут существовать только между маховичками и чертежом *.
* Это ты.
Руководство по настройке токарного станка для начинающих
Юстировка токарного станка – Советы и руководство для начинающих
Большинство токарных станков, даже если они плохо настроены, могут выполнять некоторую полезную работу. Но для выполнения любой серьезной работы необходимо, чтобы токарный станок был правильно настроен.
На практике не всегда удается сделать это идеально.Поэтому важно понимать, как каждая регулировка влияет на точность токарного станка.
При юстировке токарного станка каждый процесс должен выполняться в порядке, указанном ниже. В общем, нет смысла переходить к следующему шагу, пока текущий не будет завершен удовлетворительно. Ну вот в чем идея. Но становится очевидным, что даже первый шаг будет проблемой для многих. Напрашивается вывод, что шаги должны быть выполнены в следующем порядке, и каждый шаг должен быть выполнен как можно лучше.
Любопытный момент
Следует отметить, что много говорится о совмещении, например, оси передней бабки с осью задней бабки, но это упоминается только в отношении совмещения в вертикальной плоскости. Дело не в том, что горизонтальная плоскость не имеет значения. Причина в том, что если режущая кромка находится на стороне заготовки, положение этой кромки в горизонтальной плоскости имеет решающее значение, тогда как положение в вертикальной плоскости очень важно, но не так важно.
Из-за этого высота и горизонтальность шпинделя и цилиндра задней бабки обычно определяются и устанавливаются во время изготовления токарного станка. Можно предположить, что они всегда достаточно хороши.
Этапы настройки токарного станка
1. Установка токарного станка на полу
2. Выравнивание токарного станка
3. Выравнивание передней бабки
Установка станины по уровню
Что на самом деле происходит, когда Станина токарного станка должна быть ровной, чтобы поверхность была плоской, то есть не скрученной.Если уровень установлен вдоль токарного станка с обеих сторон, и он плоский, поперек станины с обоих концов и плоский, то маловероятно, что он будет перекручен.
Очень маленькие токарные станки, такие как те, что используются часовщиками, могут поддерживаться только в одном месте. Более крупные токарные станки, такие как Myford, поддерживаются только в двух точках.
Токарные станки большего размера часто опираются на два болта с обоих концов. Настроить их не так просто, как можно представить. Один из подходов состоит в том, чтобы предположить, что один болт установлен так, как требуется.Сделайте этот самый недоступный болт. Это заблокировано. Остается настроить три. Токарный станок очень легко настроить на то, что требуется. Установите кровать по длине, чтобы она была примерно ровной. Установите кровать примерно на уровне кровати.
Для большинства небольших токарных станков требуется уровень, который может определять разницу в 0,1 мм на 1 метр. Если станина имеет перевернутую V-образную форму для направления седла и задней бабки, то можно поставить параллели или равную толщину с обеих сторон станины и установить уровень поверх них, чтобы проверить станину на плоскостность.
Регулировка любого из этих болтов повлияет на все остальные. Это означает, что процесс является итеративным. Приходится делать все по кругу, пока кровать не выровняется в обоих направлениях. Каждая итерация будет включать все меньшие и меньшие корректировки. На токарном станке большего размера станина настолько жесткая, что ее вполне можно отрегулировать так, чтобы заблокированный болт поднимался в воздух.
Когда все это будет сделано, все болты должны быть заблокированы. В этот момент часто обнаруживается, что это само по себе вызывает небольшое движение токарного станка.Некоторые умелые настройки должны помочь решить эту проблему.
На очень больших токарных станках невозможно сделать станину, способную выдержать собственный вес. Примером может служить небольшой токарный станок DSG. Большая часть веса приходится на конец передней бабки. Это решается наличием четырех болтов, чтобы выдержать вес передней бабки, и двух, чтобы принять вес остальной части станины. Вероятно, это делается так же. Закрепите один болт, затем отрегулируйте остальные так, чтобы они были примерно в правильном положении, а затем двигайтесь по кругу, делая небольшие корректировки, пока они не станут плоскими вдоль кровати и поперек кровати.
Регулировка подшипников
Подшипники шпинделя на большинстве токарных станков регулируются с помощью пары гаек на левой стороне передней бабки.
fig гайки для регулировки подшипников шпинделя
Гайку справа необходимо отрегулировать так, чтобы не было люфта в радиальном или осевом направлении, измеренного с помощью dti на шпинделе, и шпиндель все еще мог вращаться. Кроме того, это вращательное движение должно быть плавным во всем. Не должно быть возможности почувствовать разницу в его сопротивлении вращению в любой момент, когда он поворачивается вручную.После регулировки эту гайку необходимо будет заблокировать гайкой слева от нее. После блокировки всегда необходимо снова проверять регулировку. Нет смысла продолжать дальше, пока это условие не будет выполнено. Как только это будет достигнуто, шпиндель имеет определенную ось вращения. Это не означает, что к нему можно приспособить что-нибудь, и тогда оно будет квадратным, концентрическим или чем-то еще.
Выравнивание передней бабки
Чтобы токарный станок мог вращать параллельные детали, ось шпинделя должна быть параллельна станине токарного станка.На некоторых токарных станках это определяется конструкцией токарного станка в момент его изготовления. На токарных станках, где это можно отрегулировать, это необходимо отрегулировать. Если бы конусное гнездо на шпинделе было идеальным, то можно было бы установить это гнездо с испытательным стержнем с конусом на нем. Независимо от того, выровнена ли передняя бабка или нет, такая тестовая планка при прикосновении к dti должна показывать нулевое биение. Если это не так, возможно, розетка повреждена. Возможно, его удастся очистить с помощью конической развертки.Метод 1 – использование испытательного стержня в коническом гнезде шпинделя. Испытательный стержень вставляется в гнездо на шпинделе и ударяется молотком с мягкой головкой. DTI устанавливается напротив дальнего конца тестовой полосы. Шпиндель вращается вручную. Изменение показаний DTI не должно превышать 0,01 мм на 100 мм. Это просто проверяет, что ось испытательного стержня соосна оси шпинделя. Если это не так, то либо испытательный стержень неисправен, либо конусное гнездо шпинделя может быть испорчено.Попробуйте метод 2. Метод 2 В конце концов, большинство токарных станков не используют конус ни для чего, кроме удержания центра для токарной обработки между центрами. В этих случаях центр всегда можно установить на шпиндель, вбить и проверить с помощью dti.
Обточка центра так, чтобы он стал концентрическим
Если центр не близок к идеальному, его обычно можно обточить с помощью твердосплавной фрезы. В результате будет получена поверхность, идеально концентрическая по отношению к оси шпинделя.однако, если центр необходимо обработать подобным образом, нельзя рассчитывать, что он снова станет точным после того, как он будет снят со шпинделя.
Выравнивание задней бабки
Если передняя бабка параллельна станине, а центр шпинделя соосен со шпинделем, то это можно использовать для выравнивания задней бабки. Это можно сделать с помощью испытательного стержня, который помещают между центром шпинделя и центром задней бабки. Затем край испытательного стержня проверяется по длине с помощью dti.Это должно быть правильно до 0,01 дюйма на 100 мм. У нас в наличии 1MT, 2MT, 3MT и 4MT испытательные стержни для центровки токарных станков, которые вы можете купить здесь.
Контрольная планка между центром передней бабки и центром задней бабки
Что делать, если гнездо в задней бабке серьезно повреждено? Если в гнездо вставлен хороший центр, он всегда будет идти одинаково, независимо от того, как он входит. Из-за этого задняя бабка всегда появляется правильно, используя метод тестовой полосы. Из этого также следует, что центр вращения в задней бабке всегда достаточно правильный.Можно заметить, что на самом деле можно было бы ожидать, что высота вдоль тестовой панели будет одинаковой. Но это не было проверено. во-первых, потому что она фиксируется высотой оси вращения шпинделя и высотой оси центра в задней бабке. Ни один из них не регулируется. В любом случае, поскольку вся резка выполняется на стороне заготовки, очень небольшие различия в высоте не повлияют на диаметр заготовки. Ошибки могут быть вызваны износом задней бабки по станине токарного станка и износом ствола задней бабки.Если задняя бабка направляется вдоль станины перевернутой буквой V, вероятно, она будет двигаться по прямой линии. Если задняя бабка направляется плоскими и вертикальными поверхностями, в случае их износа она может не двигаться по прямой линии. В этом случае заднюю бабку можно установить так, чтобы она была правильной, но это будет верно только в одном конкретном положении. В этом случае заготовку можно повернуть так, чтобы она была параллельна, при условии, что длина заготовки равна длине испытательного стержня, который использовался для установки параллельности задней бабки.
Исключение
На токарном станке, где передняя бабка может вращаться, все еще возможно изготавливать детали с высокой параллельностью. Это можно сделать, если деталь удерживается между центрами. Задняя бабка совмещена с центром в передней бабке. любая часть теперь повернута между этими двумя центрами и будет параллельна.
13 августа 2017 LPR Toolmakers
Компоненты передней бабки – Примечания к инструментам
TNadmin
Передняя бабка
Передняя бабка содержит двигатель, шпиндель, шестерни и органы управления для остальной части токарного станка.
Передняя бабка содержит двигатель, шпиндель, шестерни и органы управления для остальной части токарного станка.
Шпиндель и носик шпинделя
Шпиндель – это основной вращающийся элемент токарного станка (см .: видео).
Передняя часть шпинделя служит точкой крепления различных приспособлений для крепления обрабатываемых деталей. Существует множество стандартов и размеров шпинделя.
См .: Tools-n-gizmos.com
Патрон
Патроны – это удобный способ удерживать заготовки на токарном станке.Здесь показан спиральный патрон с тремя кулачками, установленный на передней части шпинделя. Информацию о других зажимных приспособлениях токарного станка см. В разделе “Токарный зажим”.
Выключатель питания
На некоторых токарных станках сила включения шпинделя находится на передней бабке. На других токарных станках это может быть рычаг на фартуке каретки. Очевидно, что шпиндели токарных станков с ЧПУ управляются программным обеспечением, при этом главный выключатель питания обычно устанавливается на панели управления.
На некоторых станках выключатель питания шпинделя расположен на передней бабке.Контроль скорости шпинделя
На многих токарных станках скорость шпинделя регулируется путем выбора комбинации передаточных чисел. В других случаях шпиндель может управляться механически с помощью устройств, таких как устройства с плавной регулировкой скорости, или электрически с помощью частотно-регулируемых приводов.
Это один из примеров расположения регулятора скорости шпинделя на токарном станке. Многие токарные станки имеют разные варианты регулирования скорости.Рычаги переключения передач
Передаточное число для ходового винта и подающей штанги может быть установлено путем изменения комбинаций рычагов механизма подачи.Это делается разными способами на разных токарных станках.
Передаточное отношение между шпинделем и ходовым винтом или подающей штангой можно изменить с помощью рычагов механизма подачи.Селектор направления подачи
Направление вращения подающей штанги или ходового винта можно изменить, изменив положение переключателя направления подачи.
Этот переключатель включает реверсивную передачу, которая изменяет направление подающей штанги и / или ходового винта.Детали токарного станка – WoodWhirled
Передняя бабка
Передняя бабка находится слева, когда вы стоите перед токарным станком (если это не так, пройдите в другую сторону, прежде чем кто-нибудь заметит, что вы делаете).Передняя бабка – это рабочая часть токарного станка, где мощность, обеспечиваемая двигателем, передается по дереву. Некоторые передние бабки фиксируются на месте, некоторые могут вращаться на 360 градусов, а некоторые могут перемещаться по длине токарного станка. Каждый из этих вариантов позволяет вам поворачивать детали большего диаметра, как это делалось бы обычно.
Размер
Размер токарного станка определяется двумя факторами; расстояние от центра шпинделя до поверхности станины подскажет, каков максимальный диаметр; расстояние от конца шпинделя до внутреннего конца задней бабки говорит вам, какой может быть длина детали.
Шпиндель
Шпиндель обычно приводится в движение шкивами и ремнями, и дерево прикрепляется к шпинделю. Шпиндель имеет внешнюю резьбу для установки различных приспособлений и обычно является полым для установки различных принадлежностей; эти аксессуары удерживаются на месте специальным КОНУСОМ (называемым КОНУСОМ MORSE и имеют разные размеры, например №1, №2, №3 или №4).
Кровать
Станина – это конструкция, на которой все это монтируется, и может быть из дерева, круглых труб, обработанного чугуна или стали.
Подставка для инструментов
Подставка для инструментов регулируется по высоте и вращению и может перемещаться по длине станины, ослабляя BANJO и повторно затягивая его, когда будет найдено желаемое положение.
Задняя бабка
Задняя бабка – это часть токарного станка, наиболее удаленная от передней бабки, и она также является подвижной (и съемной). Задняя бабка имеет подвижную / регулируемую часть, приводимую в движение маховиком / винтовым механизмом, и обычно она полая, а также снабжена конусом Морзе для установки различных принадлежностей.
Двигатели
На современных токарных станках обычно используются электрические двигатели (хотя некоторые очень хорошие токарные станки используют вместо этого гидравлический двигатель) и могут быть сконфигурированы как A / C, D / C, фиксированная скорость, регулируемая скорость, реверсивный, однооборотный, электронное торможение, а не все двигатели работают через шкивы: некоторые – с прямым приводом.
– Капитан Джек Уэйн
Передняя бабка 5C Токарный станок Sherline Taig
НОВАЯ Передняя бабка малого станка 5C – Идеально подходит для Sherline, Taig и других малых токарных станков
GlockCNC 5C идеально подходит для тех, кому нужен прецизионный цанговый патрон от крошечных 1/32 дюйма до более 1 дюйма и более…. или даже больше со сквозным отверстием 1,30 дюйма при использовании кулачкового патрона. Для многих просто переход на более крупные патроны станет реальностью … использование 5-дюймового или 6-дюймового кулачкового патрона на небольшом токарном станке. Кроме того, для патронов таких размеров доступно больше высокоточных патронов.
Цанги5C – представьте, что вы можете использовать цангу для удержания круглой, квадратной или шестигранной заготовки с большой точностью и размером заготовки. Вот ассортимент цанг (взятых у Maritool и Hardinge):
Круглый – от 1/32 дюйма до 1-5 / 32 (от 0,016 дюйма до 1.1563 “) Метрическая система – от 0,5 до 27 мм
Шестигранник – от 1/8 дюйма до 7/8 дюйма (от 0,0625 дюйма до 0,875 дюйма) Метрическая система от 1,5 до 23 мм
Квадратный – от 1/8 дюйма до 9/16 дюйма (от 0,125 дюйма до 9/16 дюйма), метрический от 2 мм до 19 мм
Существуют также прямоугольные цанги, версии Brown & Sharp и Mores Taper, ступенчатые, с внешней расширяющейся оправкой и мертвой длиной и многое другое. Кроме того, на рынке есть еще больше адаптеров и специальных опций … их слишком много, чтобы упоминать. Это действительно открывает целый новый мир металлообработки для маленького токарного мастера.
Изготовлен из твердой алюминиевой заготовки 6061 – Конечно, изображения и видео показывают версию, напечатанную на 3D-принтере. Вы получите хороший патрон из прецизионного фрезерованного алюминия 6061, анодированного в черный цвет. На этой передней бабке достаточно «мяса», чтобы гасить вибрацию, и если вам нужно проделать нестандартное сверление и постучать по передней бабке, вы тоже можете это сделать.
Щековый патрон s – До сих пор этой области очень не хватало для небольших токарных станков. Шерлайн и Тайг имеют очень ограниченный выбор патронов…и их точность патрона и удерживающая способность не очень велики. Многие жаловались, что при резке более твердых металлов материал слишком легко теряется. Но самый большой плюс – точность. Проще говоря, если вы не нашли какой-нибудь редкий швейцарский или немецкий крошечный патрон, который можно было бы приспособить к Sherline или Taig, в большинстве случаев вы застряли с биением 0,003 дюйма или хуже. Доступные в продаже высокоточные патроны обычно начинаются с 5 дюймов или Размер патрона 6 дюймов. При таком размере вы можете даже получить патроны типа set-tru с патроном.0005 “Повторяемость! К сожалению, токарные станки Sherline и Taig не справятся с этими патронами и их весом. Их подшипники слишком малы. Это действительно требует установки переднего конца с двумя подшипниками, чтобы справиться с нагрузкой … и это именно то, что мы сделали Вы получите двойные подшипники с внешним диаметром 80 мм, чтобы выдержать всю нагрузку, которую вы можете выдержать на токарном станке меньшего размера. Пластины адаптера кулачкового патрона будут доступны вскоре после доставки передних бабок (расстояние между передней бабкой составляет 52,5 мм от основания до центра. шпиндель, подступенки также должны быть доставлены вскоре после отправки шпинделя)
Большое сквозное отверстие – Еще одна большая жалоба владельцев небольших токарных станков – это размер сквозного отверстия шпинделя.Sherlines просто не предлагает моделей со сквозными отверстиями. У Taig есть передняя бабка с хорошим размером сквозных отверстий, но она не принимает заднюю пластину для патронов. С передней бабкой GlockCNC 5C теперь у вас есть лучшее из всех миров. Большое сквозное отверстие диаметром 1,30 дюйма и возможность использования патрона промышленного класса большего размера. Это значительно расширяет возможности вашего токарного станка.
High Precision Workholding – Одна из замечательных особенностей державок 5C заключается в том, что они практически повсюду.Это стандарт в мире токарных станков. Кроме того, вы можете приобрести недорогие цанги с биением 0,0006 дюймов или высокоточные цанги с биением всего 0,0002 дюйма. Ваш общий МДП будет зависеть от вашего выбора подшипника. Подшипники ABEC-5 обеспечат вам шпиндель TIR 0,0005 дюйма или лучше.
Простая вытяжная труба – Ваша новая передняя бабка будет поставляться с вытяжной трубкой для плотного затягивания цанги. Доводчик будет доступен в будущем, но у нас пока нет приблизительной даты.
Передняя часть со сдвоенным подшипником – Большой приклад и большие кулачковые патроны требуют более надежной установки подшипников.Это означает, что вам не придется беспокоиться о том, какой вес или давление вы оказываете на систему передней бабки. Подшипники имеют внешний диаметр 80 мм и внутренний диаметр 50 мм. Доступен в классах точности ABEC-5 и ABEC-7.
Подходит ко всему – Передние бабки идеально подходят для продукции Sherline, и мы предлагаем адаптер для токарных станков Taig. Благодаря фланцевым сторонам вы также можете легко адаптировать его к другим токарным станкам.
В двух словах ….. Представьте, что ваш токарный станок превратится в станок для резки промышленного класса… вот в двух словах. Ваша новая передняя бабка решит многие из этих основных ограничений вашего небольшого токарного станка.
Малая передняя бабка токарного станка 5C, которую все ждали!
Наконец, передняя бабка с кулачковым патроном 5C для всех небольших токарных станков! Представьте, что вы модернизируете свой токарный станок до 5C и увеличите мощность, которая у вас теперь есть. Передняя бабка GlockCNC 5C обладает некоторыми впечатляющими характеристиками, которые вы обычно не найдете на передней бабке небольшого токарного станка. Его конструкция намного прочнее, чем у Taig 5C, и имеет резьбу для кулачковых патронов.Это передняя бабка промышленного класса, она будет изготовлена из цельного патрона из алюминия 6061 … Никаких деталей для хобби или дизайна здесь нет. Продолжайте читать и смотрите видео, чтобы получить полную информацию.
GlockCNC 5C Опции передней бабки
Разнообразие широких подшипников – Итак, вот разбивка вариантов:
ABEC-5 Sealed Deep Groove в стандартной комплектации, 8000 об / мин
Закрытые радиально-упорные подшипники ABEC-5, 15000 об / мин
Запечатанная глубокая канавка ABEC-7 для высокой точности, вдвое большей, чем ABEC-5, 8000 об / мин
Уплотненный радиально-упорный подшипник ABEC-7 для высокой точности и скорости, 15000 об / мин
Ребристый шкив – В настоящее время мы предлагаем только ребристый шкив.Для пользователей Sherline мы рекомендуем модернизировать двигатель Sherline OEM. Это просто слабый мотор, и вы, скорее всего, его сожжете. Пользователи токарных станков Taig могут использовать OEM-двигатель со ступенчатым шкивом Sherline типа 2 …. однако имейте в виду, что двигатель Taig будет слабым для этого типа передней бабки. Мы настоятельно рекомендуем вариант с поликлиновым ремнем и модернизацию двигателя, если это входит в ваш бюджет.
Переходники для токарных станков Taig – В настоящее время мы предлагаем переходники для станков и микротокарных станков.
Пластины патрона и стояки – Информация о задней пластине патрона и стояке, а также цена будут доступны ближе к дате поставки передней бабки
Как заменить масло в передней бабке токарного станка с зубчатой передачей, советы и рекомендации
Как часто нужно менять масло в токарном станке с зубчатой головкой и какое масло следует использовать для шестерен в передней бабке? Как лучше всего или как заменить масло в передней бабке токарного станка по металлу? У нас много клиентов, которые покупают руководства для владельцев токарных станков по металлу в поисках ответов на эти вопросы.Некоторые из руководств по токарным станкам по металлу очень хорошо описывают смазку и смазку, некоторые вообще не охватывают их, а некоторые содержат устаревшую информацию. Я собираюсь поделиться некоторыми советами, приемами и методами, которые мы используем в нашем магазине с нашими токарными станками с зубчатой передачей, которые могут быть применены к большинству токарных станков с редуктором в любом магазине, но, как всегда, я настоятельно рекомендую руководство по эксплуатации.
Нужна инструкция для токарного станка по металлу? Нажмите здесь
Начать с некоторой информации о смазке токарного станка по металлу, как правило, лучше, чем вообще ничего не делать, и прежде чем поверить мне на слово, вы всегда должны ссылаться на нее с тем, что рекомендует ваше руководство.Кроме того, мы надеемся, что ваше руководство по токарному станку будет включать в себя таблицу со всеми различными точками, которые вы должны смазывать, и у каждой модели есть свои точки, которые не хотят высыхать.
Я проводил исследование до того, как написал эту статью о смазке вашего токарного станка, и я прочитал нашу огромную подборку руководств оператора от различных производителей, в которых указаны интервалы замены масла в токарном станке с редукторной головкой. Как вы понимаете, время варьируется от одной компании по производству токарных станков по металлу к другой.Многие из них заявляют, что масло следует менять каждые 6 месяцев, а многие просто говорят, что масло должно доходить до линии заливки или доливать повторно.
«Мы никогда не меняем масло в головках токарных станков в нашем цехе»
Если вы не работаете на токарном станке по металлу с редуктором 8 часов в день 7 дней в неделю, вам, вероятно, не нужно сливать масло каждые 6 месяцев в токарном станке по металлу, независимо от его модели. Честно говоря, мы никогда не меняем масло в головках токарных станков в нашем магазине.Мы с отцом единственные, кто ими управляет, и мы знаем, в каких условиях они используются. Если ваш токарный станок находится в промышленной среде, где вы не можете отслеживать его использование разными операторами, было бы неплохо менять масло один раз в год, пока вы выполняете общее обслуживание токарного станка.
Бывают случаи, когда нужно заменить масло:- Когда мы покупаем новый или подержанный токарный станок. Очевидно, вы не знаете историю бывшего в употреблении токарного станка, но даже новый токарный станок необходимо слить и очистить.Новый токарный станок, сделанный в США, больше не купишь. Скорее всего, он идет из Азии. Мы работаем в 12 милях от выставочного зала и склада Grizzly Industrial в Спрингфилде, штат Миссури. Я испытал сотни их новых машин, и все они имеют внутри металлические опилки и чугунную пыль. Ничего не имею против азиатских машин, но всегда обязательно очищайте их перед использованием.
- Когда что-то идет «Чик-лязг». Если что-то не звучит прямо внутри передней бабки металлического токарного станка с зубчатой передачей, и вам, к сожалению, нужно найти несколько гаечных ключей, чтобы снять крышку и посмотреть, что создает новый шум, вам может потребоваться заменить масло в передней бабке.Намного проще работать с внутренней частью передней бабки вашего токарного станка по металлу без лужи масла, из которой вы все время вытаскиваете гаечные ключи или фонарик.
Большинство токарных станков по металлу с зубчатой головкой имеют резьбовую заглушку в нижней части передней бабки. Обычно они кажутся на стороне, противоположной шпинделю, и скрыты крышкой редуктора. Обычно это просто резьбовые отверстия в отливке без какого-либо дренажа, воронки или желоба, чтобы масло в передней бабке не попало на стол токарного станка или поддон для стружки, когда вы его открываете.Я видел всевозможные способы простого и чистого сбора масла с передней бабки. Мой личный фаворит – метод мешков с лентой.
Ниже представлен Grizzly G4003 с зубчатой головкой 12 ″ x 36 ″, шпинделем с кулачковым фиксатором, токарным станком по металлу с зазором, который я ремонтировал. Вал, удерживающий шестерню, был сломан на складе, и мне потребовалось заменить его, чтобы токарный станок по металлу снова заработал. Поэтому мне потребовалось слить масло в передней бабке, чтобы заменить эту деталь.
Пробка для масла находилась в нижней части отливки передней бабки с противоположной стороны от главного шпинделя.Что я сделал, так это заклеил один галлон Ziploc прямо под пробкой маслосливного отверстия. Как только я беру гаечный ключ и откручиваю пробку, масло стекает прямо по боковой стороне передней бабки токарного станка в мешок. Убедитесь, что вы используете достаточно большой мешок, чтобы собрать все масло в передней бабке. Если по какой-то причине вы ошиблись, вы всегда можете вставить вилку и заменить сумку, а затем повторить.
Я считаю, что это самый простой и легкий способ улавливания сливаемого масла из токарного станка с зубчатой головкой.Иногда в вашей передней бабке может быть много частиц или осадка, и вы можете захотеть его промыть. Прежде чем приступить к промывке ягодиц, следует помнить о нескольких вещах. Если он не очень грязный, я бы рекомендовал не вымывать переднюю бабку. Обычно у вас есть куча открытых подшипников внутри, и лучше, чтобы частицы или шлам оставались на дне или в трещинах, где они должны быть, тогда есть риск попадания частицы внутрь подшипника. Достаточно одной частицы, чтобы испортить хорошую опору из-за того напряжения и напряжения, которому они подвергаются.
Если вы чувствуете, что переднюю бабку нужно промыть, я рекомендую эту процедуру. Я бы попытался все пропылесосить и обработать щеткой, чтобы частицы не попали в подшипники. Тогда я попробовал смесь керосина и масла. Промыть переднюю бабку. Если действительно плохо, то, возможно, потребуется использовать водяной шланг под давлением.
Если вы используете воду, вам нужно дать всему высохнуть в течение дня или около того. Затем, промыв керосином и маслом и дав ему высохнуть, вам нужно будет вручную провернуть каждый вал по отдельности.Мы пытаемся проверить, нет ли в подшипниках грязи или частиц. Так что сделайте это медленно и с максимальной чувствительностью. Вы пытаетесь нащупать любые колебания в подшипниках. Руководства по стандартным современным токарным станкам по металлу рекомендуют заполнить переднюю бабку смесью масла и керосина и поработать на токарном станке без нагрузки в течение нескольких минут. Когда вы закончите слив масла, промывку и обслуживание токарного станка по металлу, вам просто нужно снова залить в него подходящее масло.
Я всегда рекомендую вам проверять руководство вашего токарного станка и следовать указаниям производителя. Если вам нужно, у нас есть руководства. Но иногда, если у вас старый токарный станок, вы получаете старое руководство с устаревшей информацией. Как правило, большинству людей, у которых есть личный или небольшой магазин, я рекомендую масло для циркуляционных машин Mobil DTE Heavy / Medium 20 Sae, не содержащее моющих средств. Это прекрасно подойдет для большинства токарных станков. Некоторые руководства по токарным станкам, которые я читал, рекомендуют вес 30, но если вы не используете токарный станок 8 часов в день, это, вероятно, не имеет большого значения, если вы не уверены.Вы можете купить галлон этого масла в Enco. Я рекомендую войти в их список рассылки и дождаться бесплатной доставки и скидки с продаж. Любой вес масла подойдет, но вы должны убедиться, что ваше масло не является моющим.
Практически в каждой машине необходимо использовать масло без моющих присадок. Какая разница? Моющие масла были представлены в 1950-х годах. В них есть добавки, предназначенные для приостановки и улавливания частиц.Моющие масла – это то, что вы вкладываете в современный автомобиль с масляным фильтром. Идея состоит в том, что суспензия переносит частицы к фильтру, который можно заменить.
Неочищающие масла – это просто масло прямого действия, которое позволяет всем частицам опускаться на дно. Они обычно используются в небольших двигателях без фильтров, таких как двухтактные двигатели, газонокосилки, тракторы и т. Д. Поскольку передняя бабка нашего токарного станка с зубчатой передачей по металлу не имеет фильтра, мы хотим, чтобы все частицы опускались на дно и оставались из шестерен и подшипников.
Пожалуйста, дайте мне знать, если у вас есть какие-либо другие рекомендации, вопросы или идеи по замене масла в токарном станке с редуктором, в комментариях ниже.
Вам нужна инструкция по эксплуатации и запасные части для токарного станка с редуктором по металлу?
Определение передней бабки Merriam-Webster
голова · инвентарь | \ ˈHed-stäk \: Подшипник или основание для вращающейся или подвижной части. конкретно : Деталь токарного станка, которая удерживает вращающийся шпиндель и его приспособления.
.