Разновидности тисков, устройство и области применения
При механической обработке заготовок не обойтись без их фиксации в определенном положении. Для этих целей применяют тиски, освобождающие руки и позволяющие исключить необходимость физического усилия для удержания деталей. В данном обзоре представлена вся необходимая информация по современным тискам, включая их назначение, принцип действия, устройство, характеристики и разновидности.
Для чего предназначены и как функционируют тиски
Данный тип вспомогательного оборудования получил распространение во многих отраслях жизнедеятельности человека — на производствах, в строительстве, домашних мастерских. Тиски применяют при пилении, заточке, сверлении, строгании, выполнении большого числа иных манипуляций, связанных с обработкой деталей.
Тиски обеспечивают надежную статическую фиксацию обрабатываемой заготовки в разных плоскостях. В ряде случаев они способны заменить струбцины. Тиски могут пригодиться при склеивании деталей, когда необходим плотный контакт изделий друг с другом, или при необходимости одновременной обработки нескольких заготовок. Это незаменимый инструмент, если нет возможности удерживать обрабатываемые изделия руками.
Тиски могут пригодиться при склеивании деталей, когда необходим плотный контакт изделий друг с другом, или при необходимости одновременной обработки нескольких заготовок. Это незаменимый инструмент, если нет возможности удерживать обрабатываемые изделия руками.
Основные технические параметры и устройство тисков
Стандартные тиски включают в себя следующие основные элементы:
- корпус с платформой (и иногда с наковальней), обеспечивающий фиксацию устройства на опорной поверхности с помощью болтовой, вакуумной либо магнитной зажимной системы;
- подвижная и неподвижная губки (одна из которых может являться частью основания), осуществляющие зажим обрабатываемого изделия и оснащенные плоскими или рифлеными насадками-щечками;
- ходовой винт зажимного типа с поворотной рукояткой, обеспечивающий движение губки без применения какого-либо инструмента и проходящий сквозь всю конструкцию корпуса устройства.
В зависимости от типа конструкции в разных видах тисков могут использоваться отличающиеся от описанных выше узлы и механизмы.
При изготовлении тисков применяют крепкие, устойчивые к давлению материалы:
- металлические сплавы — чаще чугун, реже сталь, алюминий, дюралюминий;
- дерево — применяется в столярных тисках для фиксации деревянных деталей;
- мягкие материалы (на щечках) — цветные металлы, дерево, плотная резина.
Рассматриваемый инструмент обладает широким спектром размеров и значений массы. Малые тиски соответствуют габаритам 29×14 см с высотой губок 5 см и ходом 8 см. Весят такие изделия около 10 кг. Устройства средних размеров имеют длину 37 см и высоту 18 см при высоте и ходе губок 7/12,5 см соответственно. Их средняя масса — 15 кг. Большие модели соответствуют габаритам 46×22 см. Высота губок здесь равна 9 см, масса — 30 кг, губки раздвигаются на 16 см.
В зависимости от исполнения и типа тисков габаритные размеры и вес ряда моделей варьируются в большую или меньшую сторону относительно указанных выше значений.
Сила сжатия губок тисков
В свете того, что рассматриваемый инструмент предназначен для фиксации разного рода деталей, сила сжатия его губок является ключевым параметром, обеспечивающим надежность удержания заготовки при обработке. При недостаточном зажиме детали, к примеру, во время сверления, снижается точность выполняемой операции и даже возможно повреждение сверла.
В зависимости от габаритов и варианта исполнения тисков средняя сила сжатия типового слесарного оборудования достигает 20-50 килоньютонов (kN).
Соответствие ГОСТам
Тиски слесарные с ручным приводом должны соответствовать ГОСТ 4045-75. Это устройства с губками на 6,3-20 см. Ручные тиски выпускаются по ГОСТу 28241-89. Станочные устройства на основе ручного или механизированного привода соответствуют ГОСТ 16518-96.
Технические условия при этом допускают производство оборудования общего и специализированного назначения с поворотными/дополнительными губками, усиленным креплением, двухсторонним зажимом. Дополнительно может указываться класс точности — Н (нормальный), П (повышенный), В (высокий).
Разновидности оборудования
В зависимости от конструкции и назначения тиски делятся на несколько десятков видов для широкого и узкоспециализированного применения в самых разных областях деятельности человека.
Винтовые
Данный вариант имеет традиционную конструкцию корпуса с длинноходовым винтом на основе трапециевидной резьбы. Вращение элемента и соответственно зажим губок осуществляются вращением рукоятки, закрепленной на его внешнем конце.
Быстрозажимные
В данном типе тисков используется аналогичный ходовой винт, а также подвижный в поперечном направлении узел с подпружиниванием. Система активируется нажатием на деталь — при этом винт выходит из зацепления и достаточно свободно движется без вращения.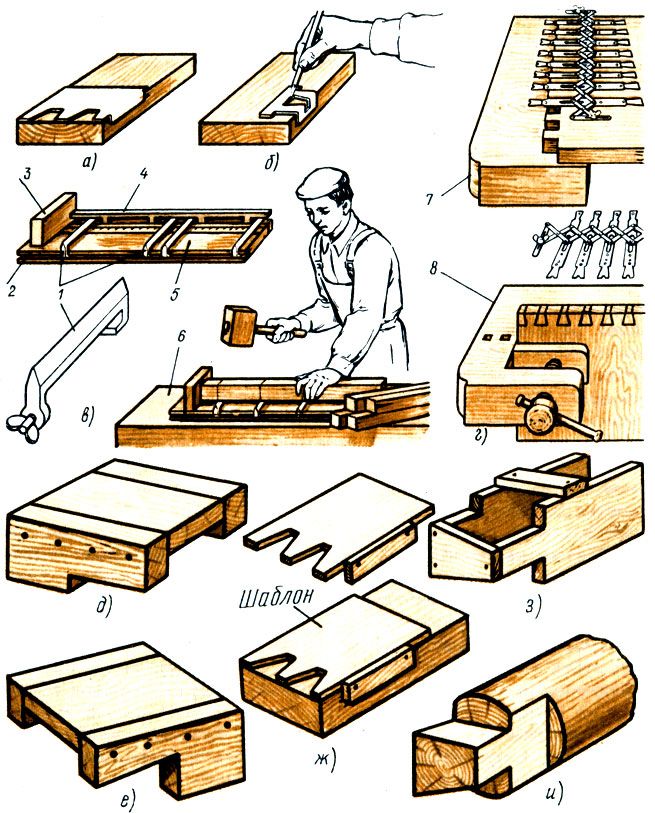
Быстроразъемные
Губки в таких тисках могут открываться и закрываться без винта. Для этого конструкцией предусмотрен специальный механизм с курком или рычагом, обеспечивающий оперативную настройку положения зажимов.
Эксцентриковые
Данный тип оборудования с внешней рукояткой обеспечивает очень быстрый зажим. Традиционный винт здесь заменен на эксцентриковый узел, а подвижная губка перемещается свободно до фиксации эксцентрика.
Пневматические
Этот вариант тисков оборудован пневмоприводом, который должен быть подключен к воздушному компрессору. Зажим заготовки посредством пневматики происходит буквально за пару секунд без прикладывания физических усилий.
Гидравлические
Данный винтовой инструмент работает по принципу домкрата, либо оснащен дополнительным блоком гидроусиления. Гидравлические тиски в разы облегчают работу мастера и, как правило, используются на производствах.
Слесарные
Самые распространенные тиски из всех известных, имеющие обычно стандартную конструкцию корпуса и винтовую систему зажима. Ряд моделей дополнен наковальней, трубогибом на основе неподвижных и подвижных роликов.
Ряд моделей дополнен наковальней, трубогибом на основе неподвижных и подвижных роликов.
Настольные (малые тиски)
Данное оборудование обеспечивает фиксацию деталей небольшого размера. Настольные малые тиски являются уменьшенной копией стандартного слесарного оборудования, некоторые варианты имеют в основании крепление в виде струбцины.
Станочные
Устройство предназначено для применения совместно с различными станками. Такие тиски крепятся на стол станка и имеют боковые выступы с довольно длинными пазами для возможности регулировки их положения относительно основного оборудования.
Ручные
Такие тиски позволяют с удобством удерживать небольшие заготовки при выполнении самых разных операций. Одни зажимные инструменты ручного типа напоминают клещи, другие — фиксирующиеся плоскогубцы с рычажной системой зажима.
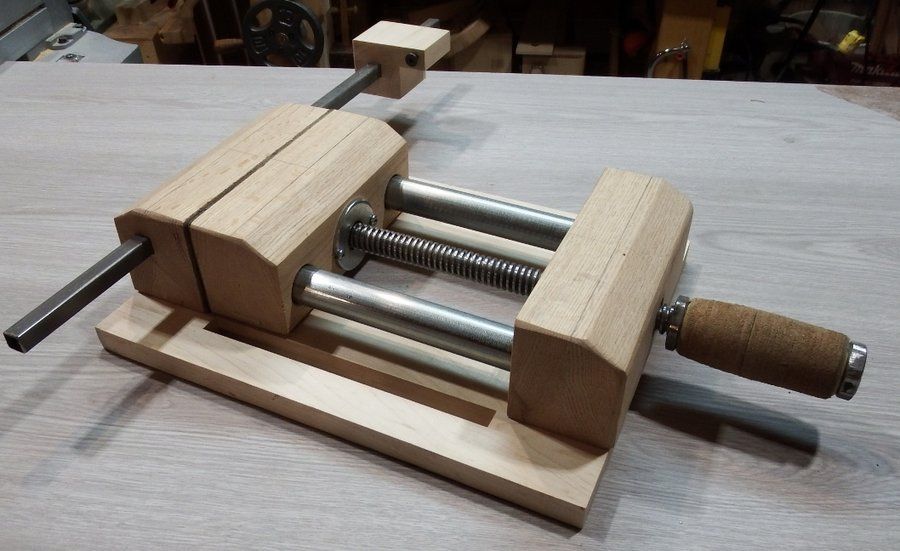
Столярные
Данное оборудование также носит название плотницкие тиски. Может изготавливаться как частично, так и полностью из деревянных элементов. Гладкие губки в них обладают большей площадью поверхности и дополнены мягкими накладками.
Гладкие губки в них обладают большей площадью поверхности и дополнены мягкими накладками.
Стуловые
Довольно редкие на сегодняшний день тиски, изначально считавшиеся кузнечными, с креплением на основание, имеющим форму стула. Губки стуловых тисков напоминают зажимы щипцов.
Рекомендуемые товары
Ошибка получения цены товара “Тиски слесарные Мастерская “WILTON” 125 мм (WI63301) “
Параллельные
Многие современные тиски оборудованы подвижной губкой с четко параллельным перемещением по направляющим. Ряд параллельных моделей имеет поворотное либо неповоротное исполнение, реже встречаются реверсивные устройства.
Цепные
Тиски с нестандартным исполнением для предварительной фиксации прямых, отводящих, врезных и фланцевых элементов трубопроводов между собой перед сваркой. Данный вариант имеет V-образные губки, одна из которых выполнена из цепей.
Специальное оборудование
Нестандартные тиски обладают уникальной конструкцией соединения корпуса и подвижных элементов.
- Наклонные. Имеют шарнирное соединение для смены угла расположения по вертикальной оси.
- Глобусные. Модели, обеспечивающее изменение угла детали по двум или трем осям.
- Шарнирные. Поворотным элементом здесь является запрессованный в обойму шар.
- Координатные. Обладают направляющими с расположением друг над другом под прямым углом.
- Сверлильные. Предназначены для фиксации обрабатываемых деталей в сверлильных станках.
- Фрезерные. Тиски, обеспечивающие вращение и изменение угла наклона рабочей части.
- Лекальные. Высокоточное оборудование для фрезерования, шлифования и разного рода измерений.
- Синусные. Специализированные тиски для обработки заготовок под разными углами.
- Токарные. Предназначены для монтажа на столы токарного оборудования.

- Призматические. Позволяют обрабатывать детали цилиндрической формы.
- Прецизионные. Сверхточные тиски с наилучшим позиционированием и малыми отклонениями губок.
- Рыболовные. Обладающие особой конструкцией устройства для вязания мушек.
- Трубные. Схожий с труборезом-гильотиной вариант, обеспеченный подвижной губкой.
- Гравировальные. Настольный миниатюрный инструмент с вакуумной присоской или магнитом.
- Ювелирные. Снабженные стальным шаром с отфрезерованными губками и прецизионными направляющими устройства.
- Подставки. Многофункциональные напольные тиски с ножками для фиксации широкого спектра изделий.
- Угловые. Струбцинные тиски, обеспечивающие зажим деталей под определенным углом друг к другу.
- Центрирующиеся. С их помощью можно выполнять множество однотипных манипуляций с заготовками разных габаритов.
- Модульные. Имеющие плоское основание и возможность быстрой замены оснастки инструменты.
- Усиленные. Любые тиски, характеризующиеся повышенной прочностью и надежностью.

Какое устройство выбрать?
При выборе тисков для решения бытовых задач рекомендуется обратить внимание на традиционные поворотные модели со средними габаритами. Стоит учесть вариант крепления оборудования к столу, проверить устройство на предмет отсутствия люфтов. Важно определить расстояние раскрытия губок — от данного параметра зависит, какие заготовки получится в них закреплять. Наилучшими тисками для универсального использования являются изделия из чугуна или стали. Элементы из сплавов порошкового металла характеризуются не самой высокой прочностью.
Для профессионального применения наиболее подходящими являются модели быстроразъемного или эксцентрикового типа. Такие изделия отлично справляются с многократным зажимом заготовок с высокой скоростью. Наилучшими в плане прочности считаются стальные варианты, снабженные наковальней. Эти устройства способны с легкостью выдерживать даже сильные удары.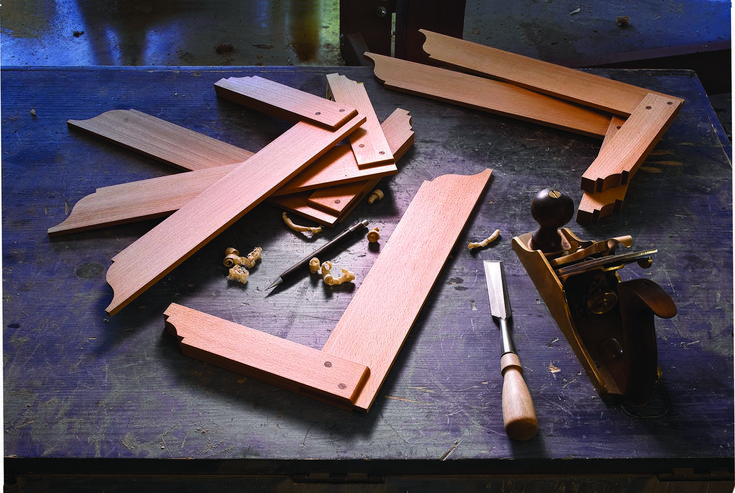
Для фиксации крупных деталей подойдут машинные тиски — пневматические или гидравлические устройства слесарного или станочного типа. Инструментальные тиски будут уместны в заводских цехах — они характеризуются четкой перпендикулярностью/параллельностью сторон и плоскостей, что жизненно важно для точного позиционирования обрабатываемых на станках заготовок.
Лучшие производители тисков
Современный инструментальный рынок насыщен широким спектром моделей тисков разных типов и назначения зарубежных и российских производителей. Домашние мастера и профессионалы, как правило, отдают предпочтение тискам следующих брендов:
- FIT — канадский производитель, специализирующийся на выпуске пневматических, электрических и механических ручных изделий.
- Wolfcraft — компания из Германии, занимающаяся разработкой и производством качественного машинного и универсального инструмента.
- IRWIN — американская компания, чьим приоритетом является производство ручного механического инструмента из высококачественного металла.
- KRAFTOOL — немецкий производитель, представленный преимущественно ручными моделями, включая инструментальные тиски со струбцинами.
- Sturm — российская компания, выпускающая ряд бюджетных линеек слесарных тисков и станин с отличным соотношением надежность/качество.
- Zubr — отечественный производитель ручного и электрического инструмента, предлагающий поворотные, ручные, столярные, струбцинные тиски.
Пример из каталога
В нашем каталоге представлен широкий спектр тисков бытового и профессионального назначения по доступным ценам.
Это, например, настольные слесарные тиски с шириной губок 75 мм. Устройство обеспечено чугунными основными элементами, стальными вращающимися деталями, оснащено надежным приспособлением для крепления к столу. Оборудование индийского производителя предназначено для фиксации деталей небольшого размера при выполнении слесарных работ в бытовых условиях.
Тиски слесарные поворотные ТСЧ-100 мм с шириной губок 10 см. Качественная модель с наковальней обеспечивает усилие зажима до 2000 кг/кв. см. Глубина рабочего пространства здесь составляет 65 мм, а ход ползуна — 12 см. Это мощные тиски из высокопрочного чугуна весом 11,5 кг производства Беларусь, рекомендованные для применения дома и в гараже.
Качественная модель с наковальней обеспечивает усилие зажима до 2000 кг/кв. см. Глубина рабочего пространства здесь составляет 65 мм, а ход ползуна — 12 см. Это мощные тиски из высокопрочного чугуна весом 11,5 кг производства Беларусь, рекомендованные для применения дома и в гараже.
Изготовленные на Глазовском заводе тиски станочные поворотные 320 мм (7200-3228) имеют повышенное зажимной усилие (параметр соответствует значению 5500 кг/см). При ширине губок 32 см модель обеспечивает запас хода в 400 мм. Изделие изготовлено из высокопрочного чугуна, рекомендовано как для профессиональных строителей, так и бытового использования дома и в гараже.
Заключение
- Тиски — незаменимое вспомогательное устройство для статичной фиксации деталей при выполнении широкого круга задач в разных областях жизнедеятельности человека.
- Данный тип оборудования состоит из корпуса с платформой и зажимной системы, в зависимости от типа конструкции в нем могут использоваться самые разные узлы и механизмы.
- Тиски обладают большим разбросом по исполнению, назначению, размерам и весу, при этом наиболее важным параметром для всех моделей является сила сжатия губок.
- При выборе тисков для дома следует обратить внимание на традиционные модели, для профессионального использования подойдут быстроразъемные или эксцентриковые устройства.
- Лучшими производителями бытовых и профессиональных тисков на сегодняшний день являются зарубежные и отечественные бренды — FIT, Wolfcraft, IRWIN, KRAFTOOL, Sturm, Zubr.

Столярные работы
|
Технологии обработки древесиныТехнология отделки столярных изделийБезвоздушное распылениеВиды защитно-декоративных покрытий Виды лакокрасочных материалов Виды отделки древесины и древесных материалов Грунтовки Имитация текстуры древесины непосредственно на поверхности обрабатываемого древесного материала Краски Лаки Методы испытания лакокрасочных покрытии Методы нанесения лакокрасочных материалов Нанесение лакокрасочных материалов в электрическом поле токов высокого напряжения Нанесение лакокрасочных материалов методом облива Нанесение лакокрасочных материалов методом струйного облива Нанесение лакокрасочных материалов на клеенамазывающих станках Нанесение лакокрасочных материалов окунанием Нанесение лакокрасочных материалов пневматическим распылением Нанесение лакокрасочных материалов ручными инструментами Наполнители Непрозрачная отделка древесины Обессмоливающие и отбеливающие составы Облагораживание лакокрасочных покрытий Окраска и сушка покрытии Отделка пластиками (листовыми материалами) Отделка пленками на основе бумаг Отделочная подготовка Отделочная подготовка под непрозрачные покрытия Отделочная подготовка под прозрачные покрытия Пленки из синтетических смол Пленкообразующие вещества Пленочные и листовые отделочные материалы Пленочные материалы на основе бумаг Подготовка поверхности древесины к отделке Полирующие материалы Политуры Полуавтоматические линии отделки и отделочные конвейеры Порозаполнители Прозрачная отделка древесины Противопожарные мероприятия в цехах Прочие пленочные и листовые материалы Растворители, разбавители и пластификаторы Свойства древесины и древесных материалов, учитываемые при отделке Составы для удаления масла Составы для ухода и ремонт лакокрасочных покрытий Столярная подготовка Столярное полирование Сушка лакокрасочных покрытий Техника безопасности, охрана труда и производственная санитария Техника безопасности, производственная санитария и противопожарные мероприятия в отделочных цехах Типовые технологические процессы непрозрачной отделки Типовые технологические процессы прозрачной отделки Хранение лакокрасочных материалов Шероховатость поверхности древесины Шлифовальные материалы Шпатлевки и замазки Эмали Столярные работыАгрегатные силовые головки деревообрабатывающих производствДверные блоки Деревянные дощатые полы Изготовление встроенных шкафов Изготовление прикроватной тумбочки Изготовление стола для общественных столовых Изготовление табурета и скамейки Изготовление шкафа Комбинированные и универсальные станки Конструктивные элементы столярных изделии Крашение, вощение, лакирование и полирование Круглопалочные станки Круглопильные станки с ручной и механизированной подачей Лицевая отделка столярных изделий Механизация и автоматизация изготовления столярно-мебельных изделий Механизированное долбление Механизированное сверление древесины Механизированное шлифование древесины Монтаж столярно строительных изделий Настилка линолеума Новые конструкции мебели из типовых деталей Оборудование и вспомогательный инструмент Общие сведения о деревообрабатывающих станках Общие сведения о строгальных станках и применяемом на них инструменте Оконные блоки Организация рабочего места для столярных работ Организация труда, нормы, расценки, планирование и учет Остекление переплетов Паркетные полы Полуавтоматические линии по производству оконных переплетов Приемы строгания ручным инструментом и его заточка Приспособления и оборудование, применяемые при склеивании Производственная санитария Противопожарные мероприятия Разметка и раскрой материала Ребровые и торцовочные станки Ремонт дверей Ремонт линолеума Ремонт мебели Ремонт оконных переплетов и коробок Ремонт паркетных полов Рубанки Ручное долбление Ручное сверление древесины Ручное шлифование древесины Ручной инструмент и станки для циклевания Ручной электрифицированный инструмент Ручные столярные пилы Сборка дверных полотен Сборка оконных блоков Соединение на гвоздях, винтах и другие виды крепления Соединение под углом (вязка) Соединение столярных изделии на клею Сплачивание, сращивание и наращивание Станочные линии деревообрабатывающих производств Столярные перегородки, барьеры, панели, тамбуры и тяги Строгание, циклевание и шлифование паркетных полов Техника безопасности, производственная санитария Технологический процесс изготовления оконных переплетов Технологический процесс обработки древесины Технология деревообрабатывающего производства Фанерование Части зданий и требования к ним Четырехсторонние строгальные станки Шипорезные станки Электрифицированные рубанки Элементы и форма зубьев пил Мозаика и резьба по деревуБлочная мозаикаВиды мозаики по дереву Виды резьбы Вспомогательный инструмент для резьбы Выбор материала для мозаичных работ Выбор отделочных материалов Выполнение мозаики типа паркета (паркетри) Выполнение орнамента Выполнение орнамента на карнизе Выполнение орнамента на плоскости Выполнение скобчатых порезок (лунок) Выполнение сюжетного набора Геометрический орнамент Геральдический орнамент Изготовление деталей мозаики Изменение цвета древесины Инкрустация Инструмент для резьбы по дереву Интарсия Контурная резьба Маркетри Материал для резьбы Механизация процесса резьбы по дереву Наклеивание набора на основу Оборудование и приспособления для серийного производства мозаичных наборов Общие сведения об орнаменте Отделка нитроцеллюлозными лаками Отделка полиэфирными лаками Отделка резных изделий Плосковыемчатая резьба Подготовка заготовки к резьбе Подготовка набора к отделке Подготовка рисунка для мозаичного набора Прорезная резьба Рабочее место мозаичника и инструмент для ручных работ Рабочее место резчика Растительный орнамент Резьба прямых двугранных выемок Резьба трехгранных выемок Рельефная резьба Рисунок в сюжетном наборе Скульптурная резьба Техника рельефной резьбы Фигурный набор шпона Элементы геометрической резьбы Плотничные и столярные работыБезврубовые соединенияВспомогательные материалы, применяемые при производстве плотничных и столярных работ Долбление древесины Животноводческие постройки Жилые дома и усадебные постройки колхозников Заготовка деревянных фундаментных стульев и свай Заготовка деталей деревянных перекрытий Заготовка деталей деревянных стен Заготовка деталей для полов Заготовка элементов лесов, подмостей и опалубки Заготовка элементов стропил и обрешетки Заготозка элементов плотничных деревянных перегородок Зернохранилища, зерносушилки и молотильные тока Изготовление дверей и ворот плотничной работы Изготовление построечного инвентаря Кормокухни, кормоцехи и кормозаводы Крыша зданий Лестницы и крыльца Механические свойства древесины Наращивание древесины Настилка дощатых полов Нормирование и оплата труда в строительстве и в колхозах Обработка древесины топором Общие понятия о резании древесины Общие правила техники безопасности при столярных работах Общие сведения о плотницких чертежах Овощехранилища Окна, двери и ворота Организация рабочего места плотника-столяра Организация рабочих бригад в строительстве Организация строительных бригад в колхозах Основания и фундаменты Основные правила перевозки и хранения лесных материалов Основные правила чтения плотницких чертежей Основные требования к качеству древесины, применяемой в плотничных и столярных работах Особенности строительства в колхозах Перегородки зданий Перекрытия зданий Пиление древесины Планирование и учет плотницких работ Полуфабрикаты, детали и изделия Полы зданий Породы деревьев Правила техники безопасности при производстве плотнично-столярных работ Правила техники безопасности при работе на деревообрабатывающих станках Предохранение древесины от гниения и возгорания Прочие хозяйственные колхозные постройки Птичники Рабочие чертежи столярных изделий и их чтение Разборка зданий Разметка лесных материалов при их обработке Ремонтные плотнично-столярные работы Сборка бревенчатых, брусчатых и каркасных стен Сборка деревянных перекрытий Сборка и установка деревянной опалубки Сборка и установка деревянных плотничных перегородок Сборка и установка лесов и подмостей Сборка и установка стропил Сборка щитовых деревянных зданий из деталей заводского изготовления Сверление древесины Силосные сооружения Соединения под углом Сортамент лесных материалов Сплачивание древесины Сращивание древесины Стены зданий Столярные изделия, их виды и конструкции Строгание древесины Теплицы и парники Технология изготовления столярных изделий Установка деревянных фундаментных стульев и устройство цоколей Установка столярных изделий на объектах строительства Устройство деревянных заборов Части дерева, строение ствола и древесины Чтение чертежей деревянных конструкций Чтение чертежей зданий Производство мягкой мебелиБытовая мебельВиды и конструкции конвейеров для обойных работ Декоративная прошивка Изготовление каркасов из древесных материалов Изготовление каркасов из полимерных материалов Изготовление каркасов из стеклопластиков Изготовление конусных и цилиндрических пружин Изготовление мягких элементов без применения пружин и пружинных блоков Изготовление мягких элементов с применением пружинных блоков Изготовление отдельных элементов мягкой мебели Изготовление пружин и пружинных сеток для оснований мягких элементов Изготовление пружинных блоков из двухконусных пружин, соединенных спиралями Изготовление пружинных блоков непрерывного плетения Испытания облицовочных тканей Кожа и кожзаменители Комплексная система управления качеством продукции Конструкция и изготовление оснований мягких элементов Конструкция и технология изготовления мебели на каркасах из металла и синтетических материалов Мебель для общественных зданий и медицинских учреждений Метизы, фурнитура и механизмы трансформации Методика расчета норм расхода обойных материалов Настилочные материалы животного и растительного происхождения Облицовочные ткани Основные направления дальнейшей механизации процессов в производстве мягкой мебели Основные понятия о технологии изготовления мягкой мебели Основы конвейеризации процессов обойных работ Подготовка лент увязочных и прошивочных материалов Подготовка настилочных материалов животного происхождения Подготовка настилочных материалов растительного происхождения Подготовка синтетических настилочных материалов Показатели качества мебели Покровные ткани Производство и подготовка гуммированных настилочных материалов Раскрой и пошив покровных и облицовочных тканей, кож и кожзаменителей Рулонные настилочные материалы Садово-парковая и специальная мебель Сборка изделий мебели, упаковка и транспортирование Синтетические настилочные материалы Способы устранения возможных дефектов и меры их предупреждения Строение тканей Технология обойных работ при изготовлении стульев, банкеток, кресел Увязочные, прошивочные материалы и ленты Упаковка и транспортирование пружинных блоков из двухконусных пружин Функциональное назначение мебели Характеристика пороков тканей |
13 типов деревянных соединений и способы их использования
Деревянные соединения могут быть одновременно прочными и красивыми.
 Узнайте об этих классических типах столярных изделий, используемых столярами по всему миру.
Узнайте об этих классических типах столярных изделий, используемых столярами по всему миру.Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 13
Семейный мастер на все руки
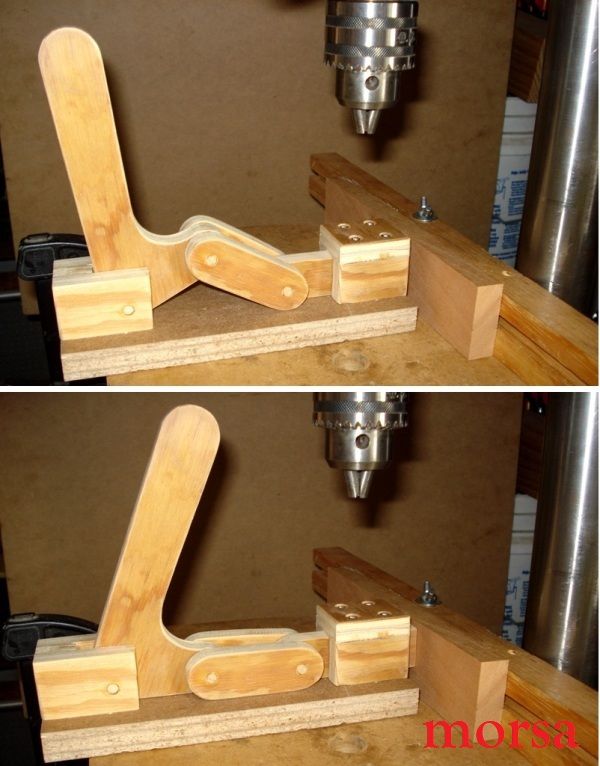
Карманные соединения
Карманные соединения могут быть одними из наиболее знакомых даже для начинающего столяра. Чтобы сделать карманное соединение, вы просверливаете угловое отверстие в одном куске дерева и соединяете его с другим куском с помощью самонарезающего винта с шайбой. Это быстрый и простой способ соединения двух деталей без необходимости скреплять их вместе.
Ключ представляет собой угловое отверстие. Все, что вам нужно, это дрель и приспособление для карманных отверстий. Его можно использовать для самых разных конфигураций и задач, от рамок для картин до мебели, и это быстро. Он оставляет видимые отверстия, но о них легко позаботиться с помощью самодельного приспособления, чтобы заполнить карманные отверстия.
Он оставляет видимые отверстия, но о них легко позаботиться с помощью самодельного приспособления, чтобы заполнить карманные отверстия.
2 / 13
Семейный мастер на все руки
Соединение бисквитом
Соединение бисквитом — это простой способ соединить два куска дерева, где не нужны отверстия для гвоздей или шурупов. Основы просты. Чтобы сделать один, нужно просто вставить сжатый кусок дерева, печенье (иногда называемое пластиной), в прорези, вырезанные в двух кусках дерева, которые вы соединяете вместе. Прорези заполнены клеем, и когда печенье входит, оно расширяется, чтобы плотно прилегать.
Вы делаете прорези в дереве с помощью столярного станка, электроинструмента начального уровня, который можно взять где угодно. Он использует маленькое круглое лезвие, чтобы вырезать половину овала, куда поместится печенье. Как только вы освоитесь, бисквитные суставы будут делаться быстро. Бисквитные соединения не такие прочные, как другие типы соединений, но они идеально подходят, если вы делаете несколько шкафов, ряд книжных полок или другие проекты, где простота и скорость являются приоритетами.
3 / 13
Семейный мастер на все руки
Шпунтовое соединение
Любой, кто когда-либо укладывал деревянные или ламинированные полы, знаком с шпунтовым соединением. Это метод соединения двух одинаковых плоских объектов встык. И если это очень похоже на врезной шип, это потому, что у них много общего; язычок выходит из центра одной детали, чтобы попасть в соответствующий карман, канавку, в другой. В отличие от врезного и шипового соединения, шпунтовые соединения используются для соединения двух плоских параллельных деталей, таких как пол или даже потолочные и стеновые панели.
4 / 13
Стив Гортон/Getty Images
Соединение врезного и шипового соединения
Это общий термин — врезка описывает карман, вырезанный в куске дерева, а шип — это соответствующая положительная часть на конце другого куска дерева, которая входит в паз.
Уступы шипа, часто срезанные под прямым углом под углом 90 градусов, прилегают к поверхности, где вырезается паз, обеспечивая прочность и структуру, предотвращая опрокидывание или выкатывание из квадрата.
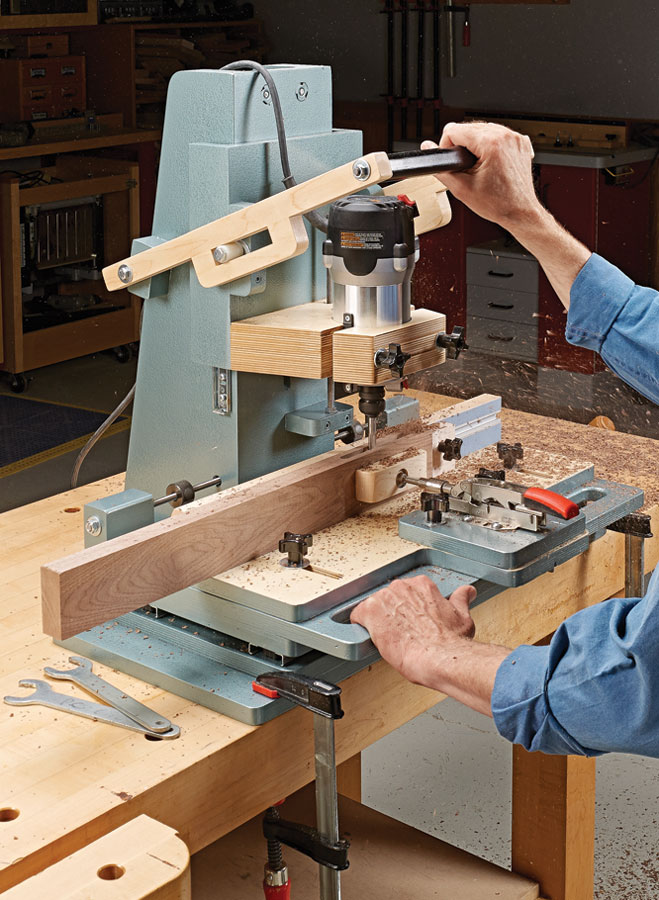
Существуют десятки вариаций, и врезное соединение с шипом принимает множество форм. Он может быть прямоугольным, квадратным, штифтовым, клиновидным, изогнутым, рыхлым и даже цилиндрическим.
Имеющиеся в продаже инструменты используют фрезер для облегчения резки обеих частей этого соединения. Для настольной пилы доступны приспособления, чтобы обеспечить одинаковые шипы при изготовлении нескольких.
5 / 13
Дифидейв/Getty Images
Соединение «ласточкин хвост»
Соединение типа «ласточкин хвост», часто встречающееся на ящиках, является Святым Граалем деревообрабатывающих соединений. Клиновидные штифты и хвостовики нарезаны на сопрягаемых деталях, которые сопротивляются разрыву.
Ласточкин хвост красивый и прочный, но один из самых сложных соединений. Ласточкин хвост можно вырезать вручную, используя комбинацию аккуратной работы пилой и долотом, или вырезать с помощью множества доступных шаблонов фрезера, обеспечивая правильное выравнивание штифтов и хвостов. В любом случае необходима тщательная планировка и терпеливое внимание к деталям.
В любом случае необходима тщательная планировка и терпеливое внимание к деталям.
Хотя полуслепые или скрытые ласточкины хвосты существуют, большинство ласточкиных хвостов остаются открытыми. Это потому, что соединение красивое и доказывает, что производитель является привередливым мастером.
6 / 13
Лотар Шиффлер/Getty Images
Коробчатая муфта
Коробчатая муфта считается быстрым и сильным младшим братом ласточкиного хвоста. Чтобы изобразить коробчатый сустав, также известный как пальцевый сустав, представьте себе две руки с переплетенными прямыми пальцами. В то время как коробчатые соединения и соединения типа «ласточкин хвост» могут использоваться взаимозаменяемо для одной и той же структурной функции, коробчатое соединение менее экстравагантно и, возможно, проще в исполнении.
Мастера по дереву используют шаблоны для фрезерования или сложенные плинтуса на настольной пиле, чтобы сделать это чистое соединение. После настройки его можно сделать эффективно.
После настройки его можно сделать эффективно.
7 / 13
через reddit.com
Соединение уздечки
Подобно соединению врезного шипа, соединение уздечки обрезается на всю ширину шипа. Это соединение часто используется в более крупных сценариях соединения, таких как рабочие столы с массивными поперечинами или в конструкции дверей сарая. Мастера Wordworks используют большое красивое соединение уздечки на больших деталях из-за большой площади поверхности клея и относительно простого исполнения.
Наиболее часто используемое на углах соединение уздечки может сочетаться с Т-образным соединением уздечки, где концы одной детали соединяются с серединой доски. Этот стык особенно красив, потому что лицевая и торцевая поверхности контрастируют, привлекая внимание к мастерству.
8 / 13
через King’s Fine Woodworking Inc./facebook.com
Стыковое соединение
Это простое соединение образуется, когда одна деталь втыкается встык или врезается торцевым волокном непосредственно в длинноволокнистую поверхность другой в точке 9. 0 градусов. Это легко выполнить, потому что вам не нужно учитывать дополнительную длину шипов или соответствующих пазов.
0 градусов. Это легко выполнить, потому что вам не нужно учитывать дополнительную длину шипов или соответствующих пазов.
Однако простые стыковые соединения непрочны и должны быть усилены. Их можно прикрепить дюбелями или привинтить, но одного клея недостаточно. Торцевое зерно впитывает клей, истощая соединение и ослабляя его. Более того, доска, упирающаяся в длинноволокнистую структуру, набухает и сжимается, еще больше ослабляя адгезию клея.
9 / 13
через reddit.com
Шарф
Менее распространенный сустав, но все же стоит знать. Когда вам нужны более длинные куски дерева, чем есть в наличии, косой стык, также известный как удлинитель, спасает положение.
Подумайте о плинтусах в вашем доме. Вместо того, чтобы соединять эти части встык (см. выше), лучше создать угол 45 градусов на конце доски по высоте, где встречаются две части. Тогда переход между частями становится незаметным. Вы также увидите это соединение при изготовлении лодок и каноэ.
10 / 13
Семейный мастер на все руки
Соединение внахлестку
Каждая сторона этого соединения (фактически стыковое соединение с уступом) требует только двух надрезов и небольшой зачистки долотом. Хотя он не такой прочный, как некоторые другие соединения, полукруг имеет значительные клеевые поверхности и плечо, помогающее квадратным рамам.
Это простое в исполнении соединение обеспечивает декорирование и структуру. Его часто прокалывают дюбелями через лицевую сторону для дополнительной структуры.
11 / 13
AMLBox/Getty Images
Пазы
Простое конструктивное соединение, часто встречающееся в конструкциях шкафов и книжных шкафов. Пазы представляют собой прорези или канавки, прорезанные поперек волокон, чтобы удерживать другой кусок дерева.
Используется в конструкциях из массивной древесины и фанеры, пазы вырезаются фрезерным станком или лезвием пазов на настольной пиле. Это особый тип расположения лезвий; несколько лезвий, сложенных вместе, создают широкий разрез.
Это особый тип расположения лезвий; несколько лезвий, сложенных вместе, создают широкий разрез.
Площадка — это не только конструкция, но и простой способ размещения частей полки или шкафа. Пазы с остановкой обеспечивают непрерывный край, а также удобство и структуру обычного сустава.
12 / 13
Imagesines/Getty Images
Шпунтовое соединение
Подобно пазу, шпунт появляется только на краю куска дерева. Это выступ на чередующихся краях переплета для задней части шкафов или внутренний выступ, удерживающий оконное стекло в раме.
Иногда шпунты используются для вставки в соответствующий патрубок. Фальцевые соединения не являются прочными по своей природе и часто укрепляются шурупами, гвоздями или дюбелями.
13 / 13
Семейный мастер на все руки
Соединение под углом/соединение рамы изображения
Соединение под углом, также известное как соединение рамы изображения, почти всегда представляет собой разрезы под углом 45 градусов, встречающиеся на углах под углом 90 градусов. При аккуратном выполнении это красивое соединение позволяет древесным волокнам визуально обтекать коробку или раму.
При аккуратном выполнении это красивое соединение позволяет древесным волокнам визуально обтекать коробку или раму.
Несмотря на то, что это соединение дало название торцовочной пиле, его выполнение с ненастроенными инструментами может оказаться сложной задачей. Если приспособление или набор инструментов для резки под углом 45 градусов отклоняются даже на 1/2 градуса, эта неточность увеличивается в восьми соединениях, оставляя неприглядные зазоры. Крайне важно проверить инструменты для резки и выравнивания, прежде чем делать чистые скосы.
Кроме того, шероховатость на стыках означает, что клея обычно недостаточно. Для красоты и структурной целостности добавлены усиливающие декоративные шлицы.
Первоначально опубликовано: 11 ноября 2021 г.
Сет Алек Келлер
Сет Келлер — мебельщик, дизайнер, педагог и писатель из Анн-Арбора, штат Мичиган. Он написал десятки статей для American Woodworker, Popular Woodworking и Woodworkers Guild of America. Когда он не занимается изготовлением мебели на заказ для клиентов, вы можете увидеть, как он фрезерует пиломатериалы на своей лесопилке или катается на велосипеде со своей семьей.
Райан Ван Биббер
Райан Ван Биббер — заместитель редактора Family Handyman. Он занимается рукоделием с детства. Житель Санта-Фе, штат Нью-Мексико, он особенно гордится своими способностями к работе с болотным охладителем, ремонтом штукатурки и самодельным тентом. Будучи профессиональным журналистом, Райан более десяти лет освещал НФЛ, работал старшим редактором в Outside, а также писал и редактировал руководства по покупке и обзоры продуктов для нескольких национальных изданий. Когда он не работает, вы можете найти его на тропах со своей семьей и двумя очень хорошими собаками.
Оценка вашей работы — The Wood Whisperer
За последние несколько лет работы с этим сайтом и проведения моего шоу мне неоднократно задавали один вопрос: «Почему ты никогда не бреешься?» Близким вторым к этому вопросу является: «Как вы оцениваете свою работу?» Я более чем счастлив поделиться своим методом со всеми, понимая, что я НЕ бизнес-консультант. Я не утверждаю, что знаю, что лучше. Я знаю только то, что сработало для меня. И, как и все в деревообработке, существует множество «правильных» способов выполнения работы. Поэтому, прочитав это, я надеюсь, что вы поделитесь своими собственными стратегиями ценообразования в разделе комментариев ниже.
Я знаю только то, что сработало для меня. И, как и все в деревообработке, существует множество «правильных» способов выполнения работы. Поэтому, прочитав это, я надеюсь, что вы поделитесь своими собственными стратегиями ценообразования в разделе комментариев ниже.
Ценообразование может быть сделано разными способами. И нет, брать в 2 или 3 раза больше стоимости материала недостаточно. Цена на древесину может варьироваться от 1 до 50 долларов за баррель, поэтому вы можете видеть, как быстро эта система разваливается. Но для многих любителей, которые продают вещи семье и друзьям, не заботясь о прибыли, эта система лучше, чем ничего. Но как бизнес, ценообразование, основанное исключительно на стоимости материалов, невероятно неточно и несправедливо по отношению к вам или вашим клиентам. Моя стратегия ценообразования, как и многое другое в моей жизни, основана на теории K.I.S.S.: Будь проще, глупец! Как магазину одного человека, простая и гибкая система — это то, что мне нужно. Но если вы оцениваете работу как полномасштабный магазин мебели, вам нужно будет оптимизировать вещи и придумать какую-то линейную стратегию ценообразования, которая включает все ваши накладные расходы (о чем я ничего не знаю).
Если вы увлекаетесь продажей проектов на стороне, я все же рекомендую научиться точно оценивать, а затем делать «корректировку на основе здравого смысла», как я люблю это называть. Если вы строите для семьи, друзей или церкви, вы, вероятно, не стремитесь к максимальной прибыли. Но вы, по крайней мере, будете иметь представление о том, какую «скидку» вы даете этим людям. Кроме того, вы будете удивлены тем, насколько полезным может быть ценообразование для организации проекта в целом.
Каждое предложение начинается с материалов, и у меня есть два метода оценки того, сколько древесины мне понадобится для данного проекта. Быстрый и грязный метод включает в себя получение приблизительного общего количества досок для всего проекта и добавление 20% в качестве буфера для потерь, ошибок и избирательности. Затем я иду на склад пиломатериалов и забираю материал на основе этого расчета. Риски, с которыми вы сталкиваетесь здесь, заключаются в том, что вы застряли с далеко не идеальными запасами и, возможно, вам придется совершить вторую поездку, чтобы получить больше древесины. Так что этот вполне может укусить вас за задницу!
Так что этот вполне может укусить вас за задницу!
Второй и более точный метод — полностью набросать проект и заранее создать черновой список. На самом деле вам нужно сделать это, чтобы построить проект в любом случае. Так почему бы не использовать его для оценки ваших материалов? Теперь вы будете точно знать, сколько досок вам нужно, и даже сможете выбрать определенные доски для конкретных деталей, когда будете на складе пиломатериалов. Это, безусловно, лучший метод, и в результате ваши проекты будут выглядеть лучше. Но это требует больше времени и усилий. Я также могу купить одну или две дополнительные платы, на случай, если я что-то напортачу. Но по большей части нет смысла покупать дополнительные 20% акций, потому что вы покупаете именно то, что вам нужно. Следует иметь в виду, что этот метод также требует терпеливых рабочих на складе пиломатериалов. Некоторые дворы НЕ позволят вам копаться в куче, чтобы выбрать идеальные доски.
Независимо от того, какой метод вы выберете, оба дадут стоимость материалов. Обычно я беру это число и добавляю к нему 10%, чтобы покрыть различные расходы: дополнительные доски, деньги на газ, ваше время на складе пиломатериалов и т. д.
Обычно я беру это число и добавляю к нему 10%, чтобы покрыть различные расходы: дополнительные доски, деньги на газ, ваше время на складе пиломатериалов и т. д.
Теперь наступает трудная (и самая важная) часть: оценка вашего времени. Я предлагаю разбить проект на отдельные части, чтобы создать рабочий процесс. Например, простой шкаф можно разбить на 8 секций: резка деталей каркаса и двери, столярные изделия для корпуса, сборка корпуса, столярные изделия для двери, сборка двери, обработка кромок, отделка и установка фурнитуры. Теперь посмотрите на эти задачи и оцените, сколько времени, по вашему мнению, займет каждое действие (будьте честны с собой). Со временем вы станете лучше в этом, но если вы чем-то похожи на меня, вы всегда будете недооценивать. Очевидно, я нахожусь в иллюзии, что я намного быстрее, чем я есть на самом деле!
Последнее, что нужно учитывать, это почасовая ставка. Сколько денег вы хотите заработать? Увы…..если бы все было так просто! Раньше у меня была заявленная ставка в магазине 50 долларов в час.