Принцип работы сварочного инвертора – схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Содержание страницы
- 1 Устройство сварочного инвертора
- 2 Принципиальная электрическая схема инверторного аппарата
- 3 Силовой блок
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
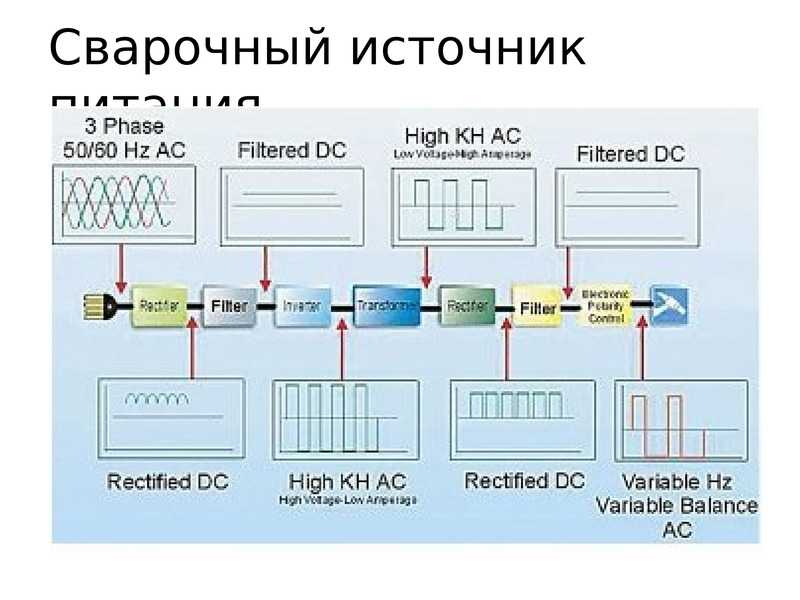
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока.
 На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
 На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.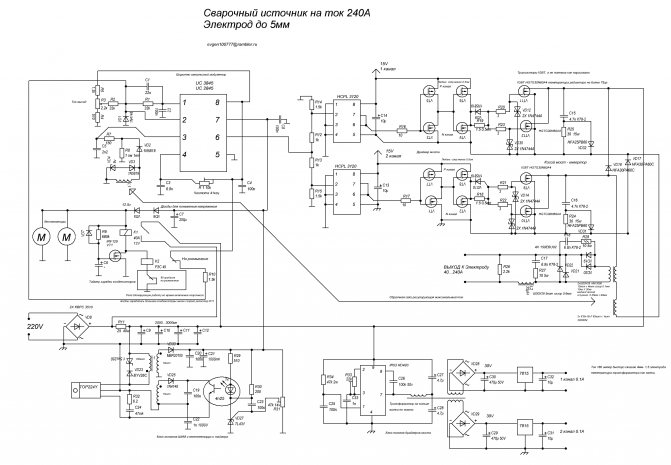
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает.
Инвертор | ЗАО “Сварка-Центр”
Сварочным инвертором называют аппарат, который используется с целью соединения разнообразных металлических деталей.
Конструкция и преимущества инвертора
В состав сварочного инвертора входит два преобразователя напряжения. Они работают при очень высоких электрохарактеристиках. Управление этими агрегатами производится с помощью электронного микропроцессора. Механизм сварочного инвертора заключается в металлический корпус, что ограничивает воздействие влаги, пыли и других негативных воздействий на него.
Сварочный инвертор имеет ряд преимуществ перед другими сварочными аппаратами. Данное приспособление имеет очень хорошую мощность дуги (как у стандартных сварочных аппаратах), но при этом отличается от них относительно небольшим весом (от 6 до 12 килограмм). Коэффициент полезного действия этого аппарата может доходить до 90 процентов. Кроме того, эти приспособления характеризуются очень низким потреблением электрической энергии, что позволяет экономить денежные средства на использовании агрегата.
Данное приспособление имеет очень хорошую мощность дуги (как у стандартных сварочных аппаратах), но при этом отличается от них относительно небольшим весом (от 6 до 12 килограмм). Коэффициент полезного действия этого аппарата может доходить до 90 процентов. Кроме того, эти приспособления характеризуются очень низким потреблением электрической энергии, что позволяет экономить денежные средства на использовании агрегата.
Благодаря удачному сочетанию характеристик силы тока и напряжения обеспечивается легкая настройка этого сварочного оборудования. Инверторный блок питания можно использовать в разнообразном оборудовании для сварки.
Принцип работы инвертора
Работа сварочного инвертора направлена на преобразование и обычного переменного тока до показателей, которые необходимы для возникновения электродуги. Изначально производится трансформация переменного тока в постоянный. Это действие производится благодаря выпрямителю. Для полноценного произведения этого процесса необходимо понижать напряжение. С этой целью используется инверторный блок, в котором постоянный ток снова преобразовывается в переменный.
С этой целью используется инверторный блок, в котором постоянный ток снова преобразовывается в переменный.
Трансформатор способен понижать высокочастотное напряжение до оптимально необходимого значения. Эти преобразования способствуют повышению силы тока. После произведения оптимизации высокочастотный ток опять преобразовывается в постоянный. После этого предоставляется возможность регулировать силу до необходимых величин. Такой принцип работы сварочного инвертора позволяет четко контролировать ток и напряжение. Благодаря этому предоставляется возможность четко и правильно выполнять разнообразные сварочные работы.
Особенности выбора
Выбор сварочного аппарата напрямую зависит от пользователя, который будет производить сварочные работы. Предоставляется возможность приобрести профессиональный или бытовой инвертор. При выборе этого агрегата не стоит забывать, что бытовой инвертор может производить сварочные работы на протяжении 20-30 минут, а сварочный – в течение восьми часов.
- Все статьи
Что такое инверторный сварочный аппарат? (с картинками)
`;
Промышленность
Факт проверен
Джеймс Бэк
Инверторный сварочный аппарат представляет собой тип сварочного источника питания, способный обеспечить высокий ток для сварки. Сварщик использует ряд выпрямителей и полупроводниковых переключателей для преобразования входной мощности переменного тока (AC) 60 Гц в выходную мощность постоянного тока (DC). Количество выходного тока и напряжения, доступных во время процесса сварки, контролируется компьютерным программным обеспечением. Инверторный сварочный аппарат весит значительно меньше и в то же время потребляет меньше электроэнергии, чем сопоставимый традиционный источник питания для сварки.
Сварщик использует ряд выпрямителей и полупроводниковых переключателей для преобразования входной мощности переменного тока (AC) 60 Гц в выходную мощность постоянного тока (DC). Количество выходного тока и напряжения, доступных во время процесса сварки, контролируется компьютерным программным обеспечением. Инверторный сварочный аппарат весит значительно меньше и в то же время потребляет меньше электроэнергии, чем сопоставимый традиционный источник питания для сварки.
В традиционном источнике питания для сварки используется большой трансформатор с железным сердечником для преобразования малой силы переменного тока высокого напряжения в переменный ток низкого напряжения большой силы тока. Затем выпрямитель используется для преобразования переменного тока в постоянный для использования в процессе сварки. Трансформатор в этом типе источника питания обычно должен быть достаточно большим для правильной работы.
Затем выпрямитель используется для преобразования переменного тока в постоянный для использования в процессе сварки. Трансформатор в этом типе источника питания обычно должен быть достаточно большим для правильной работы.
Сварочный инвертор сначала использует выпрямитель для преобразования входящего переменного тока в постоянный. Этот ток включается и выключается очень быстро, создавая импульсный постоянный ток высокой частоты. Типичные частоты находятся в диапазоне от 10 000 до 20 000 Гц, хотя возможны частоты до 100 000 Гц. Высокочастотный ток с малой силой тока подается в трансформатор, где он преобразуется в постоянный ток с большой силой тока, а затем снова выпрямляется.
Они имеют ряд преимуществ по сравнению с традиционным источником питания для сварки. Оба требуют трансформатора для преобразования входящего тока в подходящий сварочный ток, хотя с инверторным сварочным аппаратом это можно сделать более эффективно на более высоких частотах; в результате инвертор может использовать трансформатор гораздо меньшего размера. Результатом является существенное уменьшение размера и веса. Потребляемая мощность также уменьшается, так как более эффективный трансформатор теряет меньше энергии на нагрев. Эти сварочные аппараты могут работать от типичного бытового тока 115 В переменного тока из-за более низких требований к входному напряжению.
Из-за более высокой частоты выходного тока инверторный сварочный аппарат производит более мягкую дугу при сварке. Компьютерное программное обеспечение постоянно отслеживает и регулирует ток и напряжение во время процесса сварки, что обеспечивает постоянную дугу. В результате расходные материалы для сварки, такие как электроды, сварочная проволока и защитный газ, обычно служат дольше, чем при использовании традиционного источника питания для сварки. Можно регулировать ток и напряжение, чтобы учесть различия в составе и толщине материала, что дает сварщику более жесткий контроль над процессом сварки. Можно использовать инверторный сварочный аппарат для питания всех процессов сварки, включая электродную сварку, металл в инертном газе (MIG) и вольфрам в инертном газе (TIG).
Можно использовать инверторный сварочный аппарат для питания всех процессов сварки, включая электродную сварку, металл в инертном газе (MIG) и вольфрам в инертном газе (TIG).
Небольшие размеры и вес этих сварочных аппаратов делают их популярными в тех случаях, когда традиционный источник сварочного тока был бы слишком громоздким или потреблял бы слишком много энергии. Они обычно используются в ремонтных мастерских и автомастерских. Многие сварочные и производственные цеха заменяют свои традиционные сварочные источники питания из-за потенциальной экономии средств и места, обеспечиваемой инверторными сварочными аппаратами.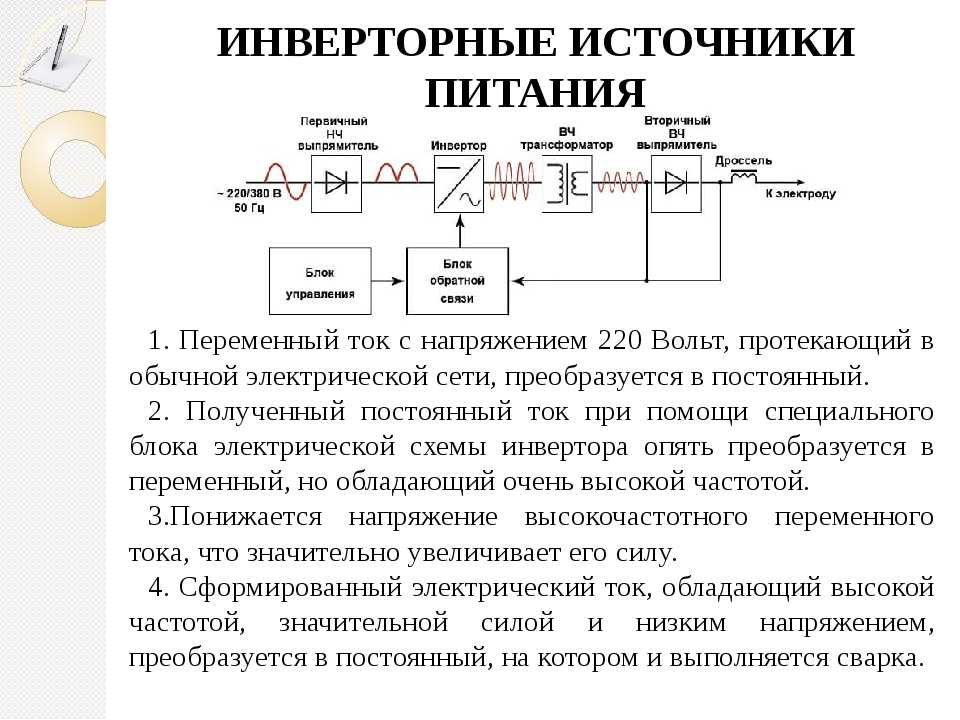 Фермеры также все чаще обращаются к портативным и легким устройствам для ремонта на месте.
Фермеры также все чаще обращаются к портативным и легким устройствам для ремонта на месте.
Вам также может понравиться
Рекомендуется
КАК ПОКАЗАНО НА:
1910.254 – Дуговая сварка и резка.
- По стандартному номеру
- 1910.254 – Дуговая сварка и резка.
1910.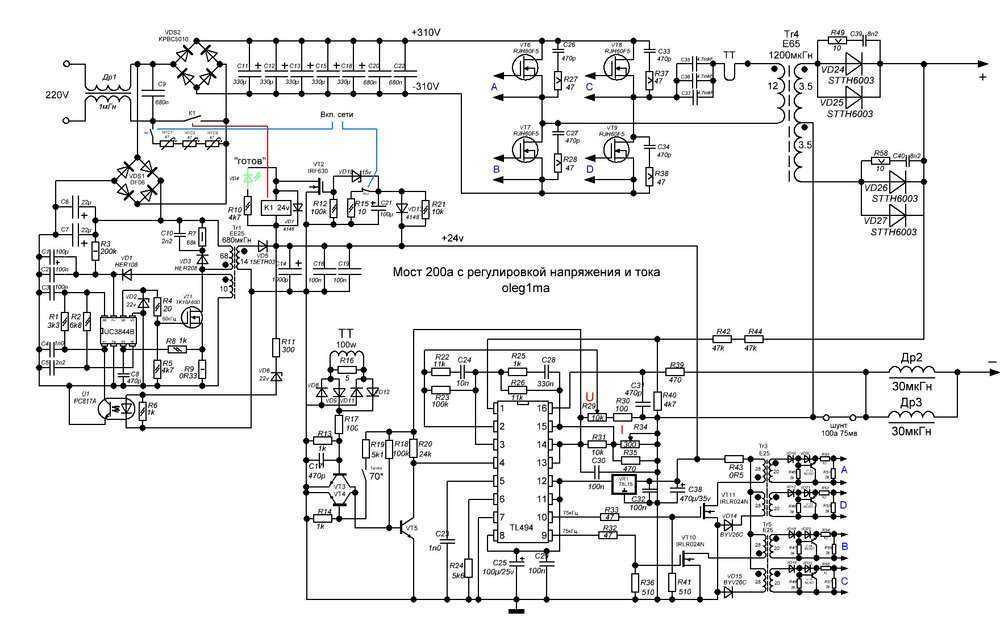 254(а)
254(а)
Общий –
1910.254(а)(1)
Выбор оборудования . Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в пункте (b) настоящего раздела.
1910.254(а)(2)
Установка . Сварочное оборудование должно быть установлено безопасно, как указано в пункте (с) настоящего раздела.
1910.254(а)(3)
Инструкция . Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
1910.254(б)
Применение оборудования для дуговой сварки –
1910.254(б)(1)
Общий . Обеспечение безопасности при проектировании достигается путем выбора оборудования, соответствующего Требованиям к аппарату для дуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или Стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. 2 – 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
1910.254(б)(2)
Условия окружающей среды .
1910. 254(б)(2)(и)
254(б)(2)(и)
Стандартные машины для дуговой сварки должны быть спроектированы и изготовлены так, чтобы выдерживать их номинальную нагрузку при номинальном превышении температуры, когда температура охлаждающего воздуха не превышает 40 °C (104 °F) и где высота над уровнем моря не превышает 3300 футов ( 1005,8 м) и должны быть пригодны для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
1910.254(б)(2)(ii)
Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально разработаны для безопасного выполнения требований эксплуатации. Главными среди этих условий являются:
1910.254(б)(2)(ii)(А)
Воздействие необычайно агрессивных паров.
1910. 254(б)(2)(ii)(Б)
254(б)(2)(ii)(Б)
Воздействие пара или чрезмерной влажности.
1910.254(б)(2)(ii)(С)
Воздействие чрезмерного количества паров масла.
1910.254(б)(2)(ii)(D)
Воздействие горючих газов.
1910.254(б)(2)(ii)(Е)
Воздействие ненормальной вибрации или ударов.
1910.254(б)(2)(ii)(F)
Воздействие чрезмерного количества пыли.
1910.254(б)(2)(ii)(Г)
Воздействие погодных условий.
1910. 254(б)(2)(ii)(Н)
254(б)(2)(ii)(Н)
Воздействие необычных условий на берегу моря или на борту корабля.
1910.254(б)(3)
Напряжение . Нельзя превышать следующие пределы:
1910.254(б)(3)(и)
Машины переменного тока
1910.254(б)(3)(и)(А)
Ручная дуговая сварка и резка – 80 вольт.
1910.254(б)(3)(и)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка – 100 вольт.
1910.254(б)(3)(ii)
Машины постоянного тока
1910. 254(б)(3)(ii)(А)
254(б)(3)(ii)(А)
Ручная дуговая сварка и резка – 100 вольт.
1910.254(б)(3)(ii)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка – 100 вольт.
1910.254(б)(3)(iii)
Если для специальных процессов сварки и резки требуются более высокие значения напряжения холостого хода, чем указанные выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением посредством соответствующей изоляции или других средств.
1910.254(б)(3)(iv)
Для переменного тока при сварке во влажных условиях или в теплой среде, где фактором является потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения без нагрузки, чтобы уменьшить опасность поражения электрическим током.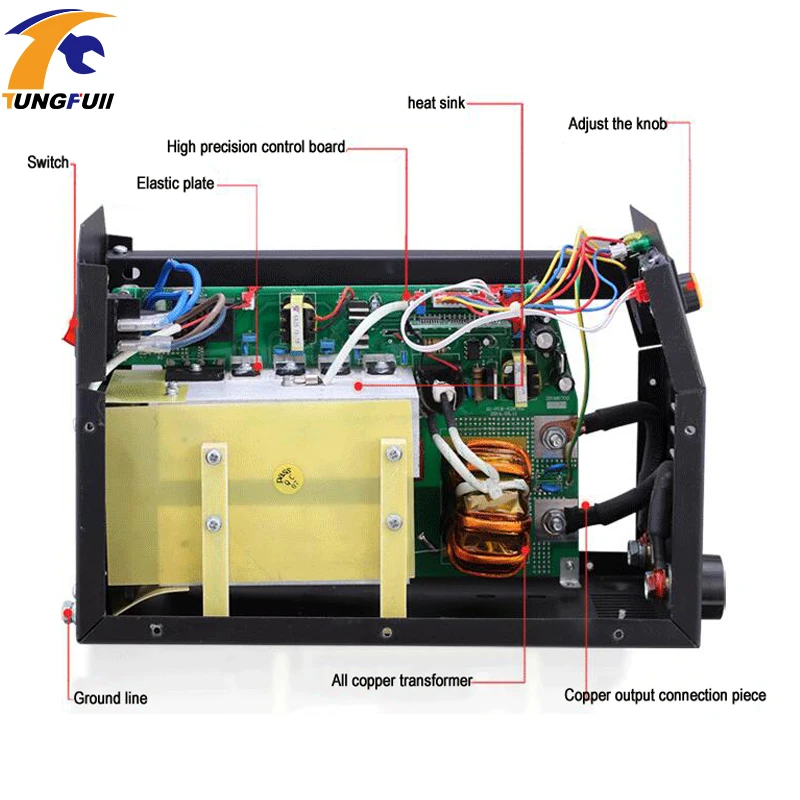
1910.254(б)(4)
Дизайн .
1910.254(б)(4)(и)
Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен выдерживать номинальный ток двигателя, должен быть способен включать и отключать остановленный ток ротора двигателя и может служить в качестве устройства защиты от перегрузки по току, если он снабжен числом перегрузок по току. единиц, как указано в подразделе S настоящей части.
1910.254(б)(4)(ii)
На всех типах аппаратов для дуговой сварки аппаратура управления должна быть закрыта, за исключением рабочих колес, рычагов или рукояток.
1910.254(б)(4)(iii)
Клеммы ввода питания, устройства переключения ответвлений и металлические детали под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.
1910.254(б)(4)(iv)
Выводы для сварочных проводов должны быть защищены от случайного электрического контакта с персоналом или металлическими предметами, т. е. транспортными средствами, крюками кранов и т. д. Защита может быть обеспечена использованием: розеток с глухой передней частью для штекерных соединений; углубленные отверстия с несъемными откидными крышками; толстая изолирующая трубка или лента или другая эквивалентная электрическая и механическая защита. Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
1910.254(б)(4)(в)
Никакие соединения для портативных устройств управления, таких как кнопки, которые должен носить оператор, не должны быть подключены к сети переменного тока. цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
1910.254(б)(4)(vi)
Автотрансформаторы или трансформаторы переменного тока реакторы не должны использоваться для подачи сварочного тока непосредственно от любых источников переменного тока. источник питания с напряжением более 80 вольт.
1910.254 (с)
Монтаж оборудования для дуговой сварки –
1910.254(с)(1)
Общий . Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
1910.254 (с) (2)
Заземление .
1910.254(с)(2)(и)
Корпус или корпус сварочного аппарата (кроме машин с механическим приводом) должен быть заземлен в соответствии с условиями и методами, указанными в подразделе S настоящей части.
1910.254(с)(2)(ii)
Кабелепроводы, содержащие электрические проводники, не должны использоваться для замыкания рабочей цепи. Трубопроводы не должны использоваться в качестве постоянной части рабочей цепи, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не проходит через резьбовые соединения, фланцевые болтовые соединения или соединения под чеканку и что используются специальные меры предосторожности во избежание искрение при подключении рабочего кабеля.
1910.254(с)(2)(iii)
Цепи, тросы, краны, подъемники и подъемники не должны использоваться для подачи сварочного тока.
1910.254(с)(2)(iv)
Если конструкция, конвейер или приспособление регулярно используются в качестве цепи возврата сварочного тока, стыки должны быть проклеены или снабжены соответствующими токосъемными устройствами.
1910.254(с)(2)(в)
Все заземляющие соединения должны быть проверены, чтобы определить, что они механически прочны и электрически соответствуют требуемому току.
1910.254(с)(3)
Соединения и провода питания .
1910. 254(с)(3)(я)
254(с)(3)(я)
Разъединитель или контроллер должен быть установлен на каждом сварочном аппарате или рядом с ним, который не оборудован таким выключателем или контроллером, установленным как неотъемлемая часть аппарата. Переключатель должен соответствовать подразделу S настоящей части. Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату.
1910.254(с)(3)(ii)
Для отдельных сварочных аппаратов номинальная допустимая нагрузка по току питающих проводов должна быть не менее номинального первичного тока сварочных аппаратов.
1910. 254(с)(3)(iii)
254(с)(3)(iii)
Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводников может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальные характеристики проводника должны определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые проводниками, не будут использоваться одновременно. .
1910.254(с)(3)(iv)
При работах с участием нескольких сварщиков на одной конструкции, постоянный ток требования процесса сварки могут потребовать использования обеих полярностей; или ограничения цепи питания для переменного тока сварка может потребовать распределения машин по фазам питающей цепи. В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
1910.254(с)(3)(iv)(А)
Все постоянного тока машины должны быть подключены с одинаковой полярностью.
1910.254(с)(3)(iv)(В)
Все переменный ток машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
1910.254 (г)
Эксплуатация и техническое обслуживание –
1910.254(д)(1)
Общий . Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
1910.254(д)(2)
Крепление машины . Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно. Рабочий шнур должен быть прочно прикреплен к работе; магнитные рабочие зажимы должны быть освобождены от налипших металлических частиц или брызг на контактных поверхностях. Спиральный сварочный кабель должен быть расправлен перед использованием во избежание серьезного перегрева и повреждения изоляции.
1910.254 (д) (3)
Заземление . Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
Особое внимание следует уделить безопасному заземлению переносных машин.
1910.254(д)(4)
Утечки . Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
1910.254(д)(5)
Переключатели . Должно быть определено наличие надлежащего коммутационного оборудования для отключения машины.
1910.254(д)(6)
Инструкции производителя . Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
1910.254(д)(7)
Держатели электродов . Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом.
Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом.
1910.254(д)(8)
Поражение электрическим током . Кабели со сращиваниями в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
1910.254(д)(9)
Техническое обслуживание .
1910.254(д)(9)(я)
Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность.