Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-71 |
| Н |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 1000 х 250 |
Число Т-образных пазов |
| 3 |
Ширина Т-образных пазов по ГОСТ 1574-75 | мм | 14Н9 |
Расстояние между пазами | мм | 50 |
Перемещение стола |
|
|
продольное (Х) | мм | 630 |
поперечное (Y) | мм | 200 |
вертикальное (Z) | мм | 350 |
Расстояния от торца шпинделя до стола | мм | 50…400 |
Расстояние от задней кромки стола до вертикальных направляющих станины | мм | 45 |
Наибольшее расстояние от оси вертикального и поворотного шпинделей до вертикальных направляющих станины | мм | 285 |
Перемещение стола на одно деление лимба |
|
|
продольное, поперечное | мм | 0,05 |
вертикальное | мм | 0,025 |
Перемещение стола на один оборот лимба |
|
|
продольное, поперечное | мм | 6 |
вертикальное | мм | 3 |
Шпиндель | ||
Передний конец шпинделя по ГОСТ 836-72 |
| 45 |
Торможение шпинделя (муфта) |
| есть |
Механика станка | ||
Выключающие упоры подачи |
| Есть |
Блокировка ручной и механической подач (поперечной и вертикальной) |
| Есть |
Предохранение от перегрузки (шариковая пара) |
| Есть |
Электрооборудование | ||
Главный привод станка |
|
|
Число оборотов | об/мин | 1450 |
Мощность | кВт | 5,5 |
Тип |
| 4А112 М4 М300 |
Электродвигатель привода подач |
|
|
Число оборотов | об/мин | 1450 |
Мощность | кВт | 1,5 |
Тип |
| 4АХ80В4 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ХА14-22М |
Производительность | л/мин | 22 |
Габариты и масса | ||
Габаритные размеры станка |
| |
длина | мм | 1480 |
ширина | мм | 1990 |
высота | мм | 2360 |
Масса станка | кг | 2360 |
Вертикально-фрезерный станок 6Р11: технические характеристики
Содержание статьи:
Для обработки материалов разными типами фрез можно использовать универсальный вертикально-фрезерный станок 6Р11. Он выпускался Дмитровским заводом фрезерных станков, который специализируется на производстве обрабатывающего оборудования с размерами рабочего стола от 25*63 до 40*160 см.
Он выпускался Дмитровским заводом фрезерных станков, который специализируется на производстве обрабатывающего оборудования с размерами рабочего стола от 25*63 до 40*160 см.
Конструкция станка
Внешний вид станка
Основная функция станка заключается во фрезерной обработке поверхности заготовки, которая может быть сделана из различных материалов – сталь, чугун, цветные металлы, полимерные композиты.
Конструктивно оборудование состоит из станины, на которой закреплен рабочий стол. Для обработки материалов установлена вертикальная шпиндельная головка. С целью обеспечения безопасности она имеет защитное ограждение. Смещение рабочего стола происходит с помощью редуктора, коробки реверса и механизма переключения скоростей.
К особенностям станка можно отнести следующие характеристики:
- установка оптимальных режимов. Они позволяют обрабатывать заготовки с максимальной точностью и скоростью;
- два электродвигателя. Один из них предназначен для вращения шпинделя, а второй приводит в движение подающий стол;
- наличие электромагнитной муфты.
 С ее помощью можно сделать оперативную остановку шпинделя;
С ее помощью можно сделать оперативную остановку шпинделя; - общая связка ручного и механического приводов.
 С ее помощью можно сделать оперативную остановку шпинделя;
С ее помощью можно сделать оперативную остановку шпинделя;Еще одним качеством станка является возможность установить различные режимы скоростей шпинделя. Это же относится и к подаче рабочего стола. Дополнительно следует учитывать повышенные показатели мощности электродвигателей. Это дает возможность обрабатывать заготовки из высокопрочной стали.
Согласно паспортным данным оборудование имеет класс точности «Н». При этом шероховатость обработанной поверхности составляет V5-V6.
Технические характеристики
Схема станка
Общая масса вертикально-фрезерного станка 6Р11 составляет 2360 кг. Благодаря относительно небольшим габаритам (148*236*236 см) он может быть включен в комплектацию мелкосерийной производственной линии. Кроме этого оборудование применяется для выполнения ремонтных и штучных работ.
Лучше всего рассматривать технические характеристики каждого узла станка в отдельности.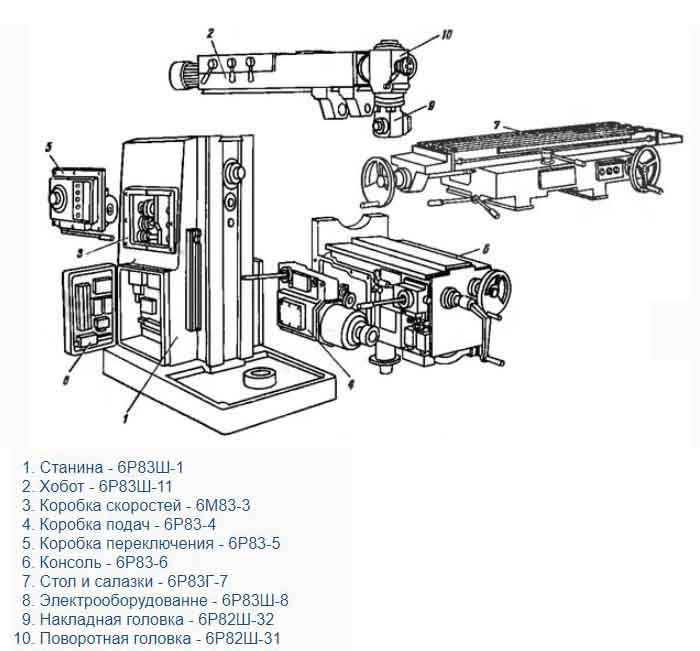 Условно их можно разделить на несколько групп: рабочий стол, шпиндель, механика оборудования и параметры электропривода. Оптимальным вариантом будет детальное ознакомление с инструкцией по эксплуатации и паспортом.
Условно их можно разделить на несколько групп: рабочий стол, шпиндель, механика оборудования и параметры электропривода. Оптимальным вариантом будет детальное ознакомление с инструкцией по эксплуатации и паспортом.
Рабочий стол вертикально-фрезерного станка 6Р11 предназначен для фиксации детали и ее смещения относительно режущей части фрезы, которая крепится на шпиндель. Основными параметрами этого узла являются:
- габариты рабочей поверхности – 100*25 см;
- максимальные показатели перемещения: по продольной оси – 63 см, по поперечной – 20 см; вертикальной – 35 см;
- расстояния от шпинделя до рабочей поверхности – от 5 до 40 см.
Кинематическая схема
Шпиндель необходим для крепления различных типов фрез. К нему передается вращательное движение от электродвигателя. Фиксация происходит в гильзе, которая может смещаться относительно заготовки.
Для шпинделя вертикально-фрезерного станка 6Р11 важно знать следующие характеристики:
- ход гильзы составляет 6 см;
- пределы частот вращения. Минимальное значение составляет 31,5, максимальное допустимое — 1600 об/мин;
- количество скоростей – 18.
 Минимальное значение составляет 31,5, максимальное допустимое — 1600 об/мин;
Минимальное значение составляет 31,5, максимальное допустимое — 1600 об/мин;Для работы оборудования в конструкции есть основной электродвигатель мощностью 5,5 кВт. Дополнительно для смещения рабочего стола используется силовой агрегат 1,5 кВт. Охлаждение места обработки происходит с помощью насосной станции. Она передает охлаждающую жидкость из специального резервуара по трубопроводу к фрезе.
В видеоматериале показан пример обработки блока головки цилиндров на вертикально-фрезерном станке 6Р11:
Вертикально-фрезерный станок 6P11: характеристики, применение, схема
Высокие технические и эксплуатационные показатели – главная причина, по которой покупатели делают выбор в пользу вертикально фрезерного станка 6P11.
Конфигурация деталей не имеет значения, их обработка в любом случае не требует прикладывать дополнительные усилия.
Назначение, область применения
Станок с таким обозначением способен выполнять сразу несколько операций:
- Фрезерование.
- Сверление.
- Выполнение расточных работ по заготовкам различных форм, из разных материалов.
Благодаря специальному устройству легко проводить обработку отверстий, которые расположены под углом до 45 градусов по отношению к столу. Потому станки подходят как для промышленных объектов, так и для бытовых условий.
Технические характеристики
Описание эксплуатационных характеристик агрегата будет таким:
- Можно использовать специальные упоры, либо ручное управление, чтобы передвигать стол, управлять этим процессом.
- Муфта позволяет остановить шпиндель при необходимости. Предполагается использование электромагнитной части устройства.
- Удачная конструкция механического и ручного привода.
- Большой разброс допустимых скоростей обработки. Благодаря чему производительность шпинделя сохраняет высокий уровень.
- Наличие самостоятельных двигателей, способных работать от электрической сети.
- Повышенная жёсткость и мощность.

Габарит рабочего пространства
Но можно привести и более точные цифры по техническим характеристикам агрегата:
- Подача на пределе, по вертикали – 266,7 мм/мин, при положениях поперёк и в продольной плоскости это 800 мм/мин.
- 80 Миллиметров – ход для гильзы шпинделя.
- 31,5-1600 оборотов в минуту – скорость вращения у шпинделя с конусами на 45 и 18 скоростей.
- 2360 килограммам равна общая масса.
- 400 миллиметров – интервал максимального значения, от стола до торца у шпинделя.
- 1000 миллиметров – общая длина стола с пазами в форме буквы Т. Ширина доходит до 250 миллиметров.

Механика агрегата предполагает применение следующих компонентов:
- Блокировка подачи по вертикали, в поперечном направлении.
- Шпиндель тормозит при использовании механизма с муфтой.
- Перегрузки оборудования сведены к минимуму благодаря шариковой паре.
- Подачи снабжаются упорами, в трёх направлениях.
Кроме того, есть и электрооборудование, включающее:
- Два двигателя, на 1,5 и 5,5 кВт.
- Насос, мощность которого равна 0,12 кВт.
- Насос с высокой производительностью.

Кинематическая схема
У станка любой модификации обязательно присутствует коробка передач. Применение фланца облегчает установку на станину. Без электрических двигателей коробки не используются. Насос от плунжерной части, со смазкой, монтируется прямо на корпус, размещённый в ёмкости станины. Она наполняется смазкой. Насос запускается при использовании эксцентрика, когда оператор подаёт соответствующую команду.
Специальный кулачок, у которого на торце есть криволинейные пазы, отвечает за переключение скоростей. После этого осуществляется взаимодействие между рукояток с валами, а так же валом шкива. Практически все детали расположены снаружи на станине. Муфту легко снять с кулачкового вала, если возникает необходимость. Достаточно сделать так, чтобы станина и крышка переключения отсоединились друг от друга. Схему составных частей агрегата можно увидеть на рисунке 2.
Шпиндель
За счёт коробки в устройстве так же вращается шпиндель. Клиноременная передача придаёт дополнительное движение устройству. Станина в задней части вмещает саму передачу, под соответствующей крышкой. Передачи с зубцами или кулачковая муфта передают вращение шпинделю.
Станина в задней части вмещает саму передачу, под соответствующей крышкой. Передачи с зубцами или кулачковая муфта передают вращение шпинделю.
Для шпиндельного узла используют две разновидности опор:
- Подшипник шарикового типа.
- Подшипники с радиальным устройством, два элемента.
Когда шпиндель демонтируется, полностью разбирается, надо регулировать существующий зазор между деталями.
Один узел создаётся за счёт двух деталей: редуктора и коробки передач. Они располагаются в полости консоли. Специальная рукоятка на валу позволяет ускорить ход редуктора. Из-под крышки, справа выступает вал. Кулачок способствует переключениям между скользящими шестернями. Но присутствует и дополнительное сцепление между другими шестернями, от реверса и редуктора.
Основные устройства, связанные с подачей, размещаются внутри консоли у станка. У этой консоли есть небольшое отверстие, через которое выглядывает винт, наружу. Оператор легко приводит эту деталь в движение, пользуясь специальной рукояткой. Движение проходит прямо, либо в обратную сторону.
У этой консоли есть небольшое отверстие, через которое выглядывает винт, наружу. Оператор легко приводит эту деталь в движение, пользуясь специальной рукояткой. Движение проходит прямо, либо в обратную сторону.
Самостоятельное включение механической подачи невозможно, ей требуется участие человека.
Стол
Стол у агрегата обладает другими дополнительными особенностями:
- Зубчатое колесо сцепляется с колесом консоли. После этого движение без проблем переходит к продольному винту от рабочей поверхности.
- Стол легко двигается вправо или влево, стоит только установить рукоятку в необходимом направлении.
- Винтовые гайки организуют продольное движение. У них есть механизм, позволяющий задать определённые параметры зазора.
Расположение составных частей
Консольно-фрезерная установка включает следующий набор основных узлов:
- Электрошкаф.
- Ползун.
- Механизм, который смазывает консоль и рабочую поверхность.
- Серьга.
- Поворотный, фрезерный тип головки.
- Ограждение.
- Стол для работы.
- Часть с консолью.
- Охлаждающая система.
- Приводная часть шпинделя.
- Редуктор.
- Станина.
- Оборудование с электрической частью.
- Коробки, управляющие реверсом, подачей, скоростью.

Подшипники становятся основной опорой для шпинделя. Сама деталь располагается внутри гильзы. Специальная шейка, ещё получившая название центрирующей, ставится на поворотные головки. Благодаря этому не возникает проблем при монтаже головки на расточку станины, когда детали сами устанавливаются на агрегат.
Станком легче управлять при использовании рукояток. Они выполняют сразу несколько функций:
- Различные виды подачи, включаются, выключаются.
- Переключение переборов, скорости для узлов со шпинделем.
- Использование особых режимов.
- Запуск ручного смазывающего насоса.
Дополнительная подача запускается несколькими кнопками из комплекта со станком. Шпиндель с упором работают так же. Имеются и другие управляющие компоненты:
- Дополнительные приспособления, отвечающие за насос охлаждения, регулирование количества жидкости.
- Квадрат, который поворачивает головку, передвигает, помогает закрепить хобот.
- Выключатели освещения.
- Маховики, передвигающие стол вручную.
- То, что выключает насос охлаждения.
Схема электрическая блока питания
Моторы стандартного электрического типа у этих моделей работает на мощности до 7,4 кВт. У двигателя подачи этот показатель равен 2,2 кВт. Управление аппаратом осуществляется с использованием трёх режимов:
- Круглый стол.
- Автоматический, с продольным движением стола.
- При помощи кнопочного управления.
Последний вариант предполагает использование специальных кнопок для начала работы и пуска. Нажатие кнопки остановки приводит к прекращению эксплуатации всех двигателей в составе устройства. Быстрый отвод и подвод, подача – главные принципы автоматических вариантов.
Нажатие кнопки остановки приводит к прекращению эксплуатации всех двигателей в составе устройства. Быстрый отвод и подвод, подача – главные принципы автоматических вариантов.
Быстрый ход и двигатель подач единственные функционируют, когда речь идёт о режиме круглого стола.
Ремонт и использование
Фрезерный станок надо обязательно проверять на наличие дефектов перед тем, как начинать работу. Существуют и другие дополнительные правила:
- Работа устройства проверяется на холостом ходу.
- После фиксации фрезы требуется установить защитное ограждение.
- В соответствии с требованиями детали устройства требуют периодической смазки.
- После распаковки обязательно удаляется защитная плёнка. Для этого применяют специальный раствор.
У аппарата встречаются поломки. Самые частые следующие:
- Гудение электрического двигателя. Чаще всего связано с перегревом. При обнаружении проблемы требуется как можно быстрее провести ремонт или замену.
- Стуки в подшипнике. Когда они появляются –деталь так же требует замены.

Коробка скоростей
Она устанавливается внутри корпуса станины. Упругая электромуфта обеспечивает надёжное соединение между этой деталью и электродвигателем. Допустимы лишь незначительные показатели несоосности, на 0,5-0,7 миллиметров.
Смазка коробки скоростей –действие, за которое отвечает плунжерный насос.
2 литра в минуту – стандартная производительность для самого насоса.
Благодаря коробке легко обеспечить требуемую скорость вращения, при этом от последовательного прохождения каждой ступени можно отказаться, требуется меньше времени и усилий. Имеются специальные рейки, которые переходят друг в друга, управляют скоростями.
Коробка подач
Позволяет осуществить ускоренную, рабочую подачу для следующих деталей:
- Консоль.
- Салазки.
- Стол.
Крутящий момент переходит к выходному валу. В этом процессе участвуют предохранительная и кулачковая муфты. Кулачковая муфта и выходной вал соединяются друг с другом, при помощи втулки.
Кулачковая муфта и выходной вал соединяются друг с другом, при помощи втулки.
От электродвигателя передаётся ускоренное движение вращательного типа. При этом первая шестерня и коробка передач минуются. Частота вращения остаётся постоянной.
Модификации консолей
Консоль – это основной узел, при помощи которого объединяются друг с другом узлы, создающие цепь подачи. В консоли присутствуют такие детали, как валы и зубчатые колёса. Именно за счёт них вращательное движение может передаваться сразу в трёх направлениях – продольном, поперечном, и вертикальном.
Вертикально-фрезерный 6Т10, 6Р11, 6Р12, 6Р13
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте
|
Получение станка в ремонт -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
|
Ремонт станины -разборка, промывка, дефектация -шлифовка вертикальных направляющих -окраска -сборка |
|
Ремонт поворотной головки -разборка, промывка, дефектация -ремонт шпинделя, замена изношенных деталей -проверка геометрической точности шпинделя и регулировка осевого люфта -окраска -сборка |
|
Ремонт коробки скоростей -разборка, промывка, дефектация -замена изношенных деталей -замена подшипников -сборка |
|
Ремонт коробки переключений -разборка, промывка, дефектация -ремонт и замена комплектующих -замена подшипников -внутренняя окраска -сборка |
|
Ремонт коробки подач -разборка, промывка, дефектация -ремонт механизма переключения подач -замена подшипников -внутренняя окраска -сборка
|
|
Ремонт консоли -разборка, промывка, дефектация -шлифовка вертикальных направляющих -шлифовка вертикальных клиньев и прижимных планок -шлифовка поперечных направляющих -шлифовка поперечного клина и прижимных планок -ремонт системы смазки -сборка |
|
Ремонт стола -разборка, промывка, дефектация -шлифовка продольных направляющих и рабочей поверхности -ремонт кронштейнов стола -внутренняя окраска
|
|
Ремонт салазок -разборка, промывка, дефектация -шабровка направляющих -подгонка клина и прижимных планок, замена кронштейнов -внутренняя покраска -сборка |
|
Ремонт системы смазки -разборка, промывка, дефектация -ремонт (замена) элементов системы смазки -сборка |
|
Ремонт электрооборудования -демонтаж старого электрооборудования -установка нового электрошкафа -установка новой аппаратуры цепей управления в электрошкафу -ремонт(замена) устройств сигнальной арматуры и освещения
-ремонт (замена) эл. |
|
Ремонт системы СОЖ -разборка, промывка, дефектация -ремонт(замена) элементов системы СОЖ -окраска -сборка |
|
Ремонт системы смазки -разборка, промывка, дефектация -ремонт (замена) элементов системы смазки -сборка |
|
Ремонт ограждений Сборка, шпатлевка и окраска Испытание станка на холостом ходу на всех скоростях и подачах Испытание станка под нагрузкой |
|
Сдача ОТК -механика (проверка геометрической точности, проверка на чистоту обработки детали, проверка на вибрации и, жесткость, проверка люфтов, проверка на шум и нагрев) -электрика Сдача станка заказчику
|
 двигателей
двигателейРезультатом оказанных услуг является
· Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным данным
завода изготовителя, принятая Заказчиком;
· Полный комплект необходимой документации;
Общее описание
Вертикально-фрезерные станки 6Т10, 6Р11, 6Р12, 6Р13 предназначены для фрезерования, сверления и выполнения расточных работ заготовок любых форм и из любых материалов –
от чугуна до сплавов цветных металлов, пластмасс. Шпиндельная головка вертикально-фрезерных станков оснащена механизмами поворота и ручного осевого перемещения шпинделя.
Шпиндельная головка вертикально-фрезерных станков оснащена механизмами поворота и ручного осевого перемещения шпинделя.
Это позволяет производить обработку отверстий, расположенных под наклоном до ±45° к поверхности стола.
Табл. 1 Технические характеристики станков 6Т10;6Р11; 6Р12; 6Р13
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Длина рабочей поверхности стола, мм | 1800, 1000, 1250, 1600 |
| Ширина стола, мм | 200, 250, 320, 400 |
| Перемещение стола X,Y,Z, мм |
630_200_360; 800_320_420; 1000_400_430 |
| Пределы частот вращения шпинделя, Min/Max, об/мин |
50/2240 |
| Мощность двигателя главного движения, кВт | 5,5;7,5;11 |
| Габарит станка: Длина_ширина_высота, мм |
1505_1900_1808 |
| Масса станка, кг | 1340;2360;3250;4300 |
Паспорт на консольно-фрезерный станок 6Р11 / Фрезерные станки / Stanok-online.
 ru
ruПечать документации: –
Год печати документации: 1986
Количество папок: 1
Количество страниц, листов: 62
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство по эксплуатации
Содержание:
1. Техническое описание
Назначение и область применения
Состав станка
Устройство и работа станков и их составных частей
Электрооборудование
Система смазки
2. Инструкция по эксплуатации
Указания мер безопасности
Порядок установки
Настройка и наладка станков
Регулирование станков
Особенности разборки станков
3. Паспорт
Общие сведения
Основные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке консольно-фрезерных станков
Свидетельство о консервации
Свидетельство об упаковке
Схемы и чертежи станка:
– Расположение составных частей на станке чертёж
– Расположение органов управления на станке чертёж
– Схема кинематическая станков
– Схема кинематическая привода шпинделя
– Привод шпинделя и коробка скоростей чертёж
– Коробка подач и редуктор чертёж
– Коробка реверса чертёж
– Консоль чертёж
– Стол чертёж
– Фрезерная головка чертёж
– Поворотная головка чертёж
– Ползун станка чертёж
– Схема принципиальная электрическая
– Схема монтажная
– Расположение электрооборудования на станках
– Схема смазки принципиальная
– Схема транспортировки
– Схема подачи и отвода охлаждающей жидкости
– Схема регулирования клиноременной передачи
– Схема регулированияклиньев стола, салазок и консоли
– Схема расположения подшипников в станках
– Схема расположения подшипников в приводе станка
– Схема расположения подшипников в ползуне и поворотной головке
– Эскиз Т-образных пазов стола чертёж
– Эскиз конца шпинделя чертёж
– Эскиз конца поворотного шпинделя чертёж
– Эскиз пазов направляющих станины чертёж
– Габарит рабочего пространства чертёж
– Установочный чертёж станка
Краткое описание станка:
В настоящем руководстве, документации паспорте станка приведены все необходимые сведения по устройству и эксплуатации консольно-фрезерного станка модели 6Р11. Данный станок унифицирован между другими похожими моделями консольно-фрезерных станков. По этой причине, в руководстве приводится более развёрнутое описание их устройства и порядок обслуживания. По некоторым элементам отдельных станков не приведены те или же иные рисунки, а так же обозначения. Поскольку эти же элементы имеются на рисунках других моделей и типов станков. А именно горизонтального, универсального, консольно-фрезерного и широкоуниверсального станка. Технологические возможности станка могут быть расширены применением делительной головки, накладного круглого стола, накладных фрезерных и долбежных головок.
Данный станок унифицирован между другими похожими моделями консольно-фрезерных станков. По этой причине, в руководстве приводится более развёрнутое описание их устройства и порядок обслуживания. По некоторым элементам отдельных станков не приведены те или же иные рисунки, а так же обозначения. Поскольку эти же элементы имеются на рисунках других моделей и типов станков. А именно горизонтального, универсального, консольно-фрезерного и широкоуниверсального станка. Технологические возможности станка могут быть расширены применением делительной головки, накладного круглого стола, накладных фрезерных и долбежных головок.
Вертикальный консольно-фрезерный станок FSS350MR, FSS450MR
Вертикальный консольно-фрезерный станок модели FSS350MR, FSS450MR предназначен для обработки заготовок из металла и других материалов в автоматическом режиме по трем плоскостям. Применяются как в мелкосерийном и серийном производстве, так и в ремонтных цехах и мастерских. Использование дополнительных приспособлений на значительно увеличивают технологические возможности.
Является аналогом моделей: 6К12, 6М12,6Р12, 6Т12, 6М13, 6К13, 6Р13, 6Т13, ВМ 127.
Конструктивные особенности
- поворот шпиндельной головки ± 45°
- автоматические режимы работы
- удобство в эксплуатации, обслуживании и ремонте
- грузоподъемность стола обеспечивает обработку крупногабаритных заготовок
- наличие ШВП обеспечивает высокую точность перемещений
- конструкция станка обладает достаточной жесткостью и устойчивостью к вибрации
- крепление инструмента внутри шпинделя механизировано
Технические характеристики
| Модель | FSS350MR | FSS450MR |
| Параметры рабочего стола, мм | 315х1250/375х1600 | 400х1600/450х1800 |
| Перемещение продольное (X), мм | 850/1000 | 1120/1320 |
| Перемещение поперечное (Y), мм | 270 | 345 |
| Перемещение вертикальное (Z), мм | 350/505 | 400/630 |
| Максимальная нагрузка на стол, кг | 1000 | 1500 |
| Расстояние между торцом шпинделя до поверхности стола, мм | 100-500 | 100-500 |
| Крутящий момент, Нм | 950 | 950 |
| Расстояние между осью шпинделя и вертикальными направляющими, мм | 450 | 450 |
| Конус на шпинделе | ISO 50 | ISO 50 |
| Количество скоростей шпинделя и рабочих подач | 18 | 18 |
| Перемещение пиноли, мм | 90 | 90 |
| Параметры рабочих подач, мм/мин: | ||
| продольных | 16-800/25-1250 | 16-800/25-1250 |
| поперечных | 16-800/25-1250 | 16-800/25-1250 |
| вертикальных | 5-250/8-400 | 5-250/8-400 |
| Скорость быстрых продольных перемещений, мм/мин | 3150 | 3150 |
| Скорость быстрых поперечных перемещений, мм/мин | 3150 | 3150 |
| Скорость быстрых вертикальных перемещений, мм/мин | 1000 | 1000 |
| Поворот шпиндельной головки, град | ± 45 | ± 45 |
| Количество оборотов шпинделя, мин-1 | 28-1400/45-2240 | 28-1400/45-2240 |
| Мощность привода главного движения, кВт | 5,5/7,5 | 11 |
| Габаритные размеры, мм | 2250х2000х2350 | 2330х2145х2410 |
| Общая масса, кг | 3800 | 4600 |
Оснащение станка
| Стандартное | Дополнительное |
|
|
Условия поставки
Получить коммерческое предложение на вертикальный консольно-фрезерный станок FSS350MR, FSS450MR можно по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. или по телефону +7(4852) 66-40-25. В кратчайшие сроки специалисты нашей компании ответят не все интересующие вопросы.
У вас должен быть включен JavaScript для просмотра. или по телефону +7(4852) 66-40-25. В кратчайшие сроки специалисты нашей компании ответят не все интересующие вопросы.
Вертикально фрезерный станок 6Р11
Назначение, область применения
Станок с таким обозначением способен выполнять сразу несколько операций:
- Фрезерование.
- Сверление.
- Выполнение расточных работ по заготовкам различных форм, из разных материалов.
Благодаря специальному устройству легко проводить обработку отверстий, которые расположены под углом до 45 градусов по отношению к столу. Потому станки подходят как для промышленных объектов, так и для бытовых условий.
Сферы использования консольно-фрезерного станка 6Р81
Большей популярностью консольно-фрезерный станок модификации 6Р81 пользуется в тяжелой промышленности, а также в горной металлургии, в изготовления товаров общего пользования, в частном производственном секторе.
Особенностью данного станка и его технических характеристик является в первую очередь универсальность.
Для того, чтобы обработать любой металл под любым углом, производителю понадобится всего лишь одна машина. Это существенно снижает затраты.
Использование станка 6Р81 в быту
Технические характеристики
Описание эксплуатационных характеристик агрегата будет таким:
- Можно использовать специальные упоры, либо ручное управление, чтобы передвигать стол, управлять этим процессом.
- Муфта позволяет остановить шпиндель при необходимости. Предполагается использование электромагнитной части устройства.
- Удачная конструкция механического и ручного привода.
- Большой разброс допустимых скоростей обработки. Благодаря чему производительность шпинделя сохраняет высокий уровень.
- Наличие самостоятельных двигателей, способных работать от электрической сети.
- Повышенная жёсткость и мощность.
Габарит рабочего пространства
Но можно привести и более точные цифры по техническим характеристикам агрегата:
- Показатель в 1050 и 3150 мм/минуту для подач вертикального и остальных типов, так работает поверхность во время обработки.
- Подача на пределе, по вертикали – 266,7 мм/мин, при положениях поперёк и в продольной плоскости это 800 мм/мин.
- 80 Миллиметров – ход для гильзы шпинделя.
- 31,5-1600 оборотов в минуту – скорость вращения у шпинделя с конусами на 45 и 18 скоростей.
- 2360 килограммам равна общая масса.
- 400 миллиметров – интервал максимального значения, от стола до торца у шпинделя.
- 1000 миллиметров – общая длина стола с пазами в форме буквы Т. Ширина доходит до 250 миллиметров.

Механика агрегата предполагает применение следующих компонентов:
- Блокировка подачи по вертикали, в поперечном направлении.
- Шпиндель тормозит при использовании механизма с муфтой.
- Перегрузки оборудования сведены к минимуму благодаря шариковой паре.
- Подачи снабжаются упорами, в трёх направлениях.
Кроме того, есть и электрооборудование, включающее:
- Два двигателя, на 1,5 и 5,5 кВт.
- Насос, мощность которого равна 0,12 кВт.
- Насос с высокой производительностью.

Кинематическая схема
У станка любой модификации обязательно присутствует коробка передач. Применение фланца облегчает установку на станину. Без электрических двигателей коробки не используются. Насос от плунжерной части, со смазкой, монтируется прямо на корпус, размещённый в ёмкости станины. Она наполняется смазкой. Насос запускается при использовании эксцентрика, когда оператор подаёт соответствующую команду.
Специальный кулачок, у которого на торце есть криволинейные пазы, отвечает за переключение скоростей. После этого осуществляется взаимодействие между рукояток с валами, а так же валом шкива. Практически все детали расположены снаружи на станине. Муфту легко снять с кулачкового вала, если возникает необходимость. Достаточно сделать так, чтобы станина и крышка переключения отсоединились друг от друга. Схему составных частей агрегата можно увидеть на рисунке 2.
Расположение составных частей вертикального консольно-фрезерного станка 6Р11
Расположение основных узлов фрезерного станка 6р11
Составные части вертикального консольно-фрезерного станка 6Р11
- Станина — 6Р81Г-11.001
- Станина — 6Р11-11.000
- Серьга — 6Р81Г-11.000
- Ограждение — 6Р11-12.000
- Привод шпинделя — 6Р81Г-21.01
- Привод шпинделя — 6Р11-21.01
- Коробка скоростей — 6Р81Г-31.02
- Переключение коробки скоростей — 6Р81Г-33.01
- Коробка подач — 6Н81Г-51.02А
- Редуктор — 6Н81Г-52.01
- Коробка реверса — 6Н81Г-53.01А
- Переключение подач — 6Н81Г-55.02
- Консоль — 6Н81Г-60.05
- Стол — 6Н81Г-70.01А
- Стол — 6H81-70.01
- Система смазки стола и консоли — 6Н81Г-83.02
- Система охлаждения:
- Система охлаждения — 6Р81Г-84.01
- Система охлаждения — 6Р11-84.01
- Система охлаждения — 6Р81Ш-84.01
- Электрошкаф — 6Р81Г-95.02А
- Злектрошкаф — 6Р81Ш-95.02А
- Принадлежности — 6Р81Г.ОП
- Принадлежности — 6Р11.ОП
- Принадлежности — 6Р81Ш,ОП
Расположение составных частей
Консольно-фрезерная установка включает следующий набор основных узлов:
- Электрошкаф.
- Ползун.
- Механизм, который смазывает консоль и рабочую поверхность.
- Серьга.
- Поворотный, фрезерный тип головки.
- Ограждение.
- Стол для работы.
- Часть с консолью.
- Охлаждающая система.
- Приводная часть шпинделя.
- Редуктор.
- Станина.
- Оборудование с электрической частью.
- Коробки, управляющие реверсом, подачей, скоростью.
Подшипники становятся основной опорой для шпинделя. Сама деталь располагается внутри гильзы. Специальная шейка, ещё получившая название центрирующей, ставится на поворотные головки. Благодаря этому не возникает проблем при монтаже головки на расточку станины, когда детали сами устанавливаются на агрегат.
Станком легче управлять при использовании рукояток. Они выполняют сразу несколько функций:
- Различные виды подачи, включаются, выключаются.
- Переключение переборов, скорости для узлов со шпинделем.
- Использование особых режимов.
- Запуск ручного смазывающего насоса.
Дополнительная подача запускается несколькими кнопками из комплекта со станком. Шпиндель с упором работают так же. Имеются и другие управляющие компоненты:
- Дополнительные приспособления, отвечающие за насос охлаждения, регулирование количества жидкости.
- Квадрат, который поворачивает головку, передвигает, помогает закрепить хобот.
- Выключатели освещения.
- Маховики, передвигающие стол вручную.
- То, что выключает насос охлаждения.
6Р11 станок консольно-фрезерный вертикальный. Назначение, область применения
Универсальный консольно-фрезерный станок 6Р11 предназначен для обработки различных изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами.
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания.
Класс точности станка Н. Шероховатость обработанной поверхности V4—V5.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок может применяться в единичном мелкосерийном и серийном производстве.
Модификации консольно-фрезерного станка 6Р11
- 6Н11, 6К11, 6М11, 6Т11 — 1000 х 250 станок универсальный консольно-фрезерный
- 6М11К — 1250 х 250 станок универсальный консольно-фрезерный
- 6Р11Ц — 1000 х 250 станок консольно-фрезерный с цикловым управлением
- 6Р11САУ — 1000 х 250 станок консольно-фрезерный с адаптивной системой управления
- 6Р11Ф3 — 1000 х 250 станок консольно-фрезерный с числовым программным управлением ЧПУ
- 6Р11МФ3 — 1000 х 250 станок консольно-фрезерный с числовым программным управлением ЧПУ и инструментальным магазином АСИ
Схема электрическая блока питания
Моторы стандартного электрического типа у этих моделей работает на мощности до 7,4 кВт. У двигателя подачи этот показатель равен 2,2 кВт. Управление аппаратом осуществляется с использованием трёх режимов:
- Круглый стол.
- Автоматический, с продольным движением стола.
- При помощи кнопочного управления.
Последний вариант предполагает использование специальных кнопок для начала работы и пуска. Нажатие кнопки остановки приводит к прекращению эксплуатации всех двигателей в составе устройства. Быстрый отвод и подвод, подача – главные принципы автоматических вариантов.
Быстрый ход и двигатель подач единственные функционируют, когда речь идёт о режиме круглого стола.
Ремонт и использование
Фрезерный станок надо обязательно проверять на наличие дефектов перед тем, как начинать работу. Существуют и другие дополнительные правила:
- Работа устройства проверяется на холостом ходу.
- После фиксации фрезы требуется установить защитное ограждение.
- В соответствии с требованиями детали устройства требуют периодической смазки.
- После распаковки обязательно удаляется защитная плёнка. Для этого применяют специальный раствор.
У аппарата встречаются поломки. Самые частые следующие:
- Гудение электрического двигателя. Чаще всего связано с перегревом. При обнаружении проблемы требуется как можно быстрее провести ремонт или замену.
- Стуки в подшипнике. Когда они появляются –деталь так же требует замены.
Размеры рабочего стола
Существует несколько видов фрезерных станков этой марки. К одному из таких видов относится консольный горизонтально фрезерный станок 6Р81. По паспорту его габариты его рабочей площади следующие:
- Размер стола – 1000×250.
- Перемещение оси равно 710 миллиметрам.
- Перпендикулярное перемещение имеет следующее значение – 2 =50.
- Хобот шпинделя равен – 142 миллиметра.
- Четкость обработки по классу Н.
- Подача при работе вертикальная составляет двести шестьдесят семь миллиметров, а горизонтальная – восемьсот.
- Параметры трения равны V4, V5.
С помощью данного оборудования можно резать изделия из твердых сплавов. А охлаждающие элементы станка позволят его режущим головкам прослужить долгий эксплуатационный срок.
Скачать паспорт (инструкцию по эксплуатации) консольно-фрезерного станка 6Р81
Коробка скоростей
Она устанавливается внутри корпуса станины. Упругая электромуфта обеспечивает надёжное соединение между этой деталью и электродвигателем. Допустимы лишь незначительные показатели несоосности, на 0,5-0,7 миллиметров.
Смазка коробки скоростей –действие, за которое отвечает плунжерный насос.
2 литра в минуту – стандартная производительность для самого насоса.
Благодаря коробке легко обеспечить требуемую скорость вращения, при этом от последовательного прохождения каждой ступени можно отказаться, требуется меньше времени и усилий. Имеются специальные рейки, которые переходят друг в друга, управляют скоростями.
Коробка подач
Позволяет осуществить ускоренную, рабочую подачу для следующих деталей:
- Консоль.
- Салазки.
- Стол.
Крутящий момент переходит к выходному валу. В этом процессе участвуют предохранительная и кулачковая муфты. Кулачковая муфта и выходной вал соединяются друг с другом, при помощи втулки.
От электродвигателя передаётся ускоренное движение вращательного типа. При этом первая шестерня и коробка передач минуются. Частота вращения остаётся постоянной.
Механическая часть
Схема устройства фрезерного станка 6Р81 такова:
- Привод шпинделя. Вращение происходит за счет коробки скоростей. Соединяется с ней либо кулачковой муфтой или с помощью двух шестерней.
- Коробки скоростей. Прикреплена к столу флянцем. На ней установлен масляный насос, который обеспечивает смазку механизмов агрегата.. А переключение скоростей происходит от кулачка, который в свою очередь соединен с рукояткой переключения и валом скоростей. Она расположены снаружи стола.
- Коробка подач 6Р81. Соединена с редуктором. Устанавливается слева консоли. А справа видна часть вала его, рукоятка которого включает муфту ускоренного хода.
- Коробка реверса консольно-фрезерного станка 6Р81. Вращается от редуктора. Передает вращение ходовым винтам для движения станины.
- Консоль станка. В ней находятся все перечисленные выше узлы.
- Станина.
Общий вид станка 6Р81 и основные части
ВФГ на 6Р81 или вертикальная фрезерная головка устанавливается дополнительно заводом изготовителем. О том, как производить ремонт и сборку, разборку данного устройства можно прочитать в руководстве по эксплуатации. Дополнительно об эксплуатации фрезерного станка 6Р81 будет написано ниже.
Страница не найдена | MIT
Перейти к содержанию ↓- Образование
- Исследовать
- Инновации
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
- Подробнее ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Увидеть больше результатов
Предложения или отзывы?
Станки вертикально-фрезерные по металлу.Станки фрезерные по металлу
Процесс фрезерования позволяет получать детали различной формы и размеров. Самым распространенным вариантом фрезерного станка по металлу можно назвать вариант, когда шпиндель расположен вертикально. Такое оборудование стали называть вертикально-фрезерными станками.
Консольные вертикально-фрезерные станки изготавливаются на базе горизонтально-фрезерных станков с небольшим изменением редуктора и станины.
Этап развития станков до появления ЧПУ
Все станки можно разделить на две группы:
- Группа, в которой настройка режимов работы, подачи и других действий осуществляется человеком.
- Группа металлообрабатывающих станков, работа которых полностью или частично автоматизирована с помощью блока с числовым программным управлением.
Фрезерный станок с ЧПУ с вертикальным шпинделем используется уже несколько десятилетий. Наиболее популярными стали следующие модели: 6Т12, 6М12П, 6Р12, 6Р12Б. Эти представители группы фрезерных станков были очень распространены на территории бывшего СССР. Только после того, как расчетами и на практике было доказано превосходство ЧПУ с экономической точки зрения и других характеристик, эти металлические станки начали заменять на новые.Однако 6П12 можно встретить практически на всех крупных машиностроительных заводах.
Если провести краткое описание характеристик этого оборудования, то можно выделить следующие особенности:
- обрабатывают практически все металлы и сплавы, в том числе чугун. по этому показателю ограничением является стойкость применяемого режущего инструмента к истиранию, разрушению при обработке с заданными режимами работы определенного типа материала. Аналогичная конструкция
- : наличие фрезерной головки, стола, суппорта, шпинделя, станины. Надежность и неприхотливость
- – качества, которые определили популярность вышеперечисленных машин. На момент производства эти машины экспортировались во многие страны мира.
- с их помощью можно выполнять фрезерование, сверление, растачивание. Кроме того, отметим появление механизма поворота головы на угол 45 ° относительно стола. Эта особенность позволяла создавать элементы, расположенные относительно базовой плоскости под определенным углом.
Кинематическая схема консольно-фрезерного станка 6Н12
Отличительной особенностью оборудования является возможность использования определенных показателей характеристик обработки: скорости подачи, скорости вращения инструмента и др. Кроме того, все модели различаются размером стола. Этот показатель определяет возможность обработки заготовок определенных размеров и веса.
В расшифровке первая цифра означает группу фрезерных станков, следующая буква означает модернизацию основной модели, вторая цифра – подгруппу вертикально-фрезерных станков, последняя цифра – размер таблицы.Остальные характеристики можно найти в спецификации.
Консольные и бесконсольные модели
Основным отличием всех вертикальных фрезерных станков по металлу можно назвать наличие или отсутствие консоли. Практически все современные варианты исполнения ЧПУ консольного типа. Однако ранее бесконсольные станки были довольно популярны по следующим причинам:
- Отсутствие консоли привело к тому, что основанием для стола стал пол завода или бетонная плита.
- Использование перекрытия или бетонной плиты в качестве основы для горки привело к значительному увеличению жесткости конструкции, к ее удешевлению.
- Повышенная жесткость конструкции позволила обрабатывать большие и тяжелые детали.
Фрезерный станок консольного типа
Однако из-за того, что основание таблицы не может быть учтено в созданных программах обработки, точность обработки была значительно ниже, чем у моделей с консолями.Поэтому ЧПУ на станках такого типа устанавливается крайне редко.
Вертикально-фрезерные станки в эпоху информационных технологий
Принцип работы рассмотренных фрезерных станков по металлу обусловил малую подвижность передней бабки (это выполнялось только в целях ввода в эксплуатацию). Фрезерование плоских поверхностей осуществляется путем изменения положения стола с жестко закрепленной заготовкой относительно исходной координаты. Именно эта особенность обуславливает низкую точность обработки.
Все процессы, от настройки режимов резания до управления положением стола, контролируются оператором фрезерного станка. Человеческий фактор определяет высокий процент брака по современным меркам, а также низкую работоспособность.
Касаясь показателя производительности, отметим, что при проектировании станков несколько десятилетий назад не учитывалась возможность использования режущего инструмента из сверхтвердого материала, а многие модели не имеют системы подачи СОЖ (смазочно-охлаждающей жидкости). .Поэтому при использовании таких машин также невозможно увеличить производительность.
Вертикально-фрезерные станки 6Т12, 6М12П, 6Р12, 6Р12Б выпускались на заводах СССР. На протяжении многих лет эти заводы прекратили свое существование, а другие представители станкостроения не выпускают рассматриваемые модели из-за экономической невыгодности.
Современные вертикально-фрезерные станки
Несмотря на неоспоримое преимущество внедрения ЧПУ, до сих пор производят вертикально-фрезерные станки с механическим управлением, например, JET JVM-836 TS.При их проектировании и производстве используется современное оборудование, которое позволило добиться высокой точности позиционирования всех элементов конструкции, ее жесткости, что благоприятно сказалось на показателе возможной точности, достигаемой при фрезеровании. К тому же практически все элементы конструкции стали работать от электроприводов. Исключением могут быть приводы подачи стола и шпинделя, которые относятся к механическому типу (однако они дублируются электроприводом, чтобы иметь возможность устанавливать постоянную величину подачи).
Особого внимания заслуживают версии с ЧПУ, например, станок Haas TM-2. Использование современных технологий позволило автоматизировать практически весь процесс (после входа в программу и фиксации заготовки не требуется вмешательства оператора перед ее снятием). Описание таких фрезерных комплексов включает следующие характеристики:
- Работа на высоких оборотах шпинделя, использование высоких скоростей подачи, перемещение шпинделя в двух плоскостях, высокая скорость позиционирования вместе с автоматизацией процесса позволяют получать детали высокой точности с минимальными затратами. время.
- Сложная система подачи СОЖ и удаление стружки из зоны резания.
- Максимальная защита для других.
- Возможность фрезерования по сложным дорожкам.
Если рассматривать вопрос о достоинствах и недостатках, характеристиках современных фрезерных станков по металлу с вертикальным шпинделем, то стоит уточнить определенные модели, так как они имеют много отличий и описание имеет разное содержание. Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и короткий гарантированный срок эксплуатации, а при неисправностях найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой).
В заключение отметим, что уменьшенный фрезерный станок по металлу на данном этапе, несмотря на свою сложную конструкцию, относится к группе вертикально-фрезерных, так как шпиндель расположен в вертикальной плоскости. Стоимость этой модели около 50 000 долларов, она способна создавать готовые детали с одним перемещением, то есть заготовку необходимо один раз переставить, чтобы можно было обработать поверхность, которая была основой на предыдущем этапе фрезерования.
Вас также могут заинтересовать артикулы:
Вертикальные сверлильные станки: классификация и характеристики
Фрезерные станки по металлу Горизонтально-фрезерные станки по металлу
Фрезерные станки – вид оборудования, применяемого для обработки различных материалов методом фрезерования.С его помощью выполняются такие операции, как:
- режущий материал;
- нарезки канавок, канавок;
- производство шестерен и шестерен;
- и другие операции, в основном требующие удаления исходного материала с поверхности заготовки.
Ярким примером детали, изготовленной методом фрезерования, как уже упоминалось выше, является шестерня.
При обработке заготовки на фрезерном станке рабочий инструмент (фреза) вращается, что отличает его от токарного станка, в котором вращается деталь.Фрезерный станок по металлу – это оборудование, позволяющее обрабатывать заготовки из различных видов металлов и сплавов, которые сложно заменить. В Promo вы можете купить фрезерные станки для обработки деталей любого размера: от малогабаритных фрезерных станков до станков для обработки крупногабаритных деталей. Любые размеры: от станков малых размеров для домашнего и индивидуального использования до крупногабаритных фрезерных станков для мелкосерийного производства.
Вертикальный фрезерный станок
Самый популярный в своем классе – вертикально-фрезерный станок.Его называют вертикальным из-за особого расположения шпинделя. Характерные отличия этого типа оборудования:
- возможность обработки любых металлов и сплавов. Естественно, необходимо учитывать прочность режущего инструмента.
- типовой конструкции, облегчающей ремонт и обслуживание оборудования;
- за счет относительно простой конструкции, доведенной в эксплуатации до совершенства, высокой надежности и неприхотливости;
- широкий спектр видов обработки: расточка, сверление, фрезерование.В этом случае после внедрения поворотной головки стало возможным изготавливать детали, имеющие наклон до 45 градусов относительно плоскости стола.
Вертикально-фрезерные станки по металлу могут быть без консоли (неконсольные) и с ней (консольно-фрезерные). Вторые характеризуются наличием консоли, на которой расположен стол, перемещающийся по горизонтали и вертикали, а также позволяющий поворачивать заготовку относительно плоскости обработки.Для обеспечения высокой точности и скорости обработки при серийном производстве предоставляют вертикально-фрезерные станки с ЧПУ.
Универсальный фрезерный станок
Универсальные фрезерные станки являются развитием вертикальных фрезерных станков. Они отличаются тем, что включают в себя поворотный стол, позволяющий установить заготовку под необходимым углом к инструменту. При этом есть его разновидности: универсальный вертикально-фрезерный станок и универсальный консольно-фрезерный станок. Купить универсальный фрезерный станок по металлу можно в Прома.
Наличие дополнительной головки, в которой закреплена еще одна фреза, – признак универсального фрезерного станка. Причем его можно использовать как одновременно с основным, так и отдельно от него. Такие станки незаменимы при изготовлении деталей сложной формы. Некоторые виды такого оборудования не имеют консольной панели: вместо нее стоит подвижная колонна, на которой подвижно закреплена каретка.
КомпанияPromo доставляет машины в любой регион. Гарантия на новые машины составляет 12 месяцев.
Ключевой особенностью любого вертикального фрезерного станка является вертикальная ориентация шпинделя. Более того, в некоторых современных моделях он может при необходимости смещаться по оси или изменять угол наклона. Такие возможности значительно расширяют функциональные возможности оборудования.
Еще одно важное отличие от горизонтально-фрезерных станков – конструкция оправки. В данном случае это фланец с конусами Морзе с обеих сторон (на одной из них в оправке установлена концевая фреза).Большинство вертикальных фрезерных станков позволяют работать и дисковыми фрезами. В этой ситуации обычно используется оправка, аналогичная той, что используется в горизонтально ориентированных моделях, но намного короче.
В остальном вертикально-фрезерный станок имеет все основные функциональные элементы и агрегаты
- оборудования данного класса:
- опорная плита;
- кровать; Консоль
- ; Шпиндель
- ; Полоз
- ;
- багажник; Коробка подачи
- ;
- электростанция.
Важно отметить, что некоторые модели вертикальных фрезерных станков имеют бесконсольную конструкцию, которая лучше всего подходит для обработки больших и / или тяжелых деталей. В этом случае каретка и рабочий стол перемещаются по направляющим на станине. Как правило, цена таких устройств выше, чем у аналогов консольного типа.
Функциональность
Современные вертикально-фрезерные станки позволяют выполнять различные виды фрезерной обработки заготовок из цветных металлов, сплавов, стали или чугуна.Большинство моделей такого оборудования подходят для использования различных типов режущего инструмента, что позволяет выполнять не только фрезерование, но и резку поверхности, сверление, зенкование и растачивание отверстий.
Фрезерное оборудование – это целый класс устройств, которые используются для обработки плоских поверхностей, нарезания пазов и зубьев, создания профилей и сверления отверстий. С помощью такого оборудования можно выполнять работы как по дереву или полимерному материалу, так и по различным металлам.
Фрезерный станок устанавливается под определенным углом, а вертикальные фрезерные станки широко используются в производстве для обработки автомобильных деталей, элементов сборки мебели, строительных изделий и других предметов.Такие устройства отличаются удобством конструкции, производительностью и универсальностью использования.
Устройство и назначение вертикально-фрезерного станка
Конструктивно вертикальные фрезерные станки делятся на две категории:
- Консольные машины. Они оснащены рабочей поверхностью, которая жестко закреплена на корпусе и может перемещаться по направляющим и вертикальным салазкам относительно шпинделя.
- Станки без консоли. С их помощью можно обрабатывать крупногабаритные заготовки, процесс выполняется с большой скоростью. Конструкция имеет систему автоматического наведения, шпиндель имеет скоростную конструкцию и работает вертикально.
Вертикальный фрезерный станок по металлу
Фрезерные работы по металлу подразумевают высокую прочность в боковой части сверления, поэтому станки, предназначенные для таких операций, отличаются твердосплавными деталями и мощным приводом.
Основа – станина, воспринимающая несущие нагрузки, в вертикальной проекции на оси – шпиндель.Также металлообрабатывающие станки в большинстве случаев имеют консоль, зажимы заготовки и коробку подачи на скорость движения детали. Некоторые модели не имеют консоли; ряд станков оснащены ЧПУ: они обычно стоят дороже.
Вертикальный фрезерный станок по дереву
Для обработки деревянных заготовок могут использоваться специальные станки, которые отличаются компактностью, хорошей производительностью, невысокой ценой и функциональностью.
В таких устройствах шпиндель устанавливается вертикально, в некоторых моделях имеет подвижную конструкцию для наклона заготовки.Замена фрезы производится без специального инструмента. Большинство деревообрабатывающих станков имеют электродвигатель и требуют подключения к сети 220 или 380 В.
Современные модели могут отличаться скоростью фрезерования, максимальным размером заготовки, качеством обработки деревянной поверхности. Также деревообрабатывающие станки можно использовать при работе с пластиком, полиамидом, пластиком и другими легкими материалами.
Вертикальные фрезерные станки с ЧПУ
Многие модели оснащены ЧПУ – механизмом, позволяющим контролировать основные процессы в реальном времени и обеспечивающим максимально точное и удобное управление.
Такие машины обладают следующими достоинствами:
- относительно небольшие габариты;
- высокое качество обработки, отличная точность;
- производительность, возможность высокоскоростной обработки материалов;
- простота настройки;
- неприхотливость в обслуживании.
Модели и технические характеристики вертикально-фрезерных станков
При выборе оборудования в первую очередь необходимо обратить внимание на конструкцию, мощность, габариты и дополнительные возможности работы станка.На сегодняшнем рынке можно встретить вертикальные фрезерные устройства различных типов, в том числе в малом и среднем ценовом сегменте. Вертикальные фрезерные станки производятся как отечественными, так и зарубежными компаниями.
Станок 6п10
Станок 6р10 – это универсальный фрезерный станок с поворотной головкой, предназначенный для мелкосерийного и штучного производства деталей. Модель отличается низким уровнем шума при работе, хорошей износостойкостью трущихся элементов, оптимальными показателями точности.Готовая поверхность заготовки после обработки соответствует показателю шероховатости V6.
Станок 6п11
По внешнему виду станок 6Р11Э относится к консольным конструкциям. Применяется для обработки стальных заготовок, чугуна, металлов различных типов, а также твердых пластиков. Оборудование позволяет придавать заготовке поверхность с шероховатостью до V5, может производить работу с разной скоростью под прямым углом. Хорошая мощность и грамотная система привода обеспечивают высокие результаты.
Станок 6п12
Модель 6р12 используется для обработки металлических и чугунных заготовок, в основном с использованием концевых и концевых фрез, для создания канавок, плоских поверхностей, рам и углов. Станок подходит для создания криволинейных деталей, обработки поверхностей нестандартных форм. Устройство отличается большой мощностью и жесткостью, благодаря чему можно использовать сталелитейные заводы из быстрорежущей стали.
Станок 6п13
Аппарат 6п13 также имеет консольную конструкцию, оснащен копировальным устройством для работы с нестандартными заготовками и поворотной шпиндельной головкой.Модель подходит для изготовления штучных копий и мелкосерийного производства изделий. Готовые детали соответствуют классу точности H.
6т12 станок
Модель 6Т12 имеет мощный электродвигатель, большую площадь рабочей поверхности, может работать в ручном, толчковом и автоматическом режимах. На этом оборудовании можно обрабатывать практически любые материалы и заготовки.
Станок VM 127
Станок ВМ 127 предназначен для обработки металлических и стальных деталей, а также чугунных элементов.Оборудование используется как частными мастерами, так и профессиональными мастерскими, позволяет обрабатывать плоскости, пазы, зубчатые, шлицевые изделия. Рабочий цикл может быть автоматическим или полуавтоматическим.
Станок 6м13п
Станок 6м13п относится к разряду высокоточных электрических устройств, может работать с высокоскоростной фрезой высокой жесткости. Оборудование применяется как для мелкого, так и для крупносерийного производства, позволяет обрабатывать детали сверлением и фрезерованием, создавать зубчатые колеса и колеса.
Станок 6н11
Оборудование6н11 имеет рабочую поверхность 25 на 100 см, оснащено главным приводным двигателем мощностью 4,5 кВт, применяется для обработки цветных и черных металлов.
Отличительные особенности станка 6н11:
- высокой точности;
- производительность;
- простота обслуживания.
Станок FSS 400
Машины FSS 400 подходят для одноразового и серийного использования.С их помощью можно производить проходное и встречное фрезерование, автоматически опускать деталь и обеспечивать качественный результат. Управление такой машинкой возможно с специального брелка.
Станок FSS 450 MR
АппаратыFSS 450 mr белорусского производства подходят для работы с фрезами различной формы и назначения. С их помощью можно обрабатывать сталь, сплавы и чистые металлы, чугун. Чаще всего такие машины используются в мелком и среднем производстве.
Где и по какой цене купить вертикально-фрезерный станок?
Приобрести такое оборудование можно в Интернете или у прямых поставщиков. Стоимость формируется в зависимости от бренда, функционала и назначения. Так, вертикально-фрезерные станки по дереву стоят 50-90 тысяч, по металлу – до 200-250 тысяч, а универсальные модели – до 300 тысяч рублей.
Производители и поставщики вертикально-фрезерного оборудования
Самыми популярными на рынке являются станки HAAS, Hannsa, SMD, TAKISAWA, DMTG, Triumph, а также симбирское оборудование.Такие компании, как Abamet, kmt-stanki.ru или ВсеИнструменты.ру, предлагают выгодные условия для оптовых закупок и сотрудничают с мастерскими в различных городах и регионах страны.
Современные вертикально-фрезерные станки демонстрируются на ежегодной выставке «».
Вертикально-фрезерный станок предназначен для изготовления сложных деталей различной конфигурации. Шпиндель с режущим инструментом таких фрезерных станков расположен в вертикальной плоскости, и во время фрезерных операций при необходимости он вращается вокруг своей оси, фрезеровывая под разными углами относительно заготовки.
Таким образом, вертикальные фрезерные станки отличаются достаточно высокой универсальностью, поскольку фрезерование на таких станках хорошо поддается обработке твердосплавных заготовок, а также многих других материалов.
Вертикально-фрезерный станок с ЧПУ может выполнять фрезерование одновременно в продольном и поперечном направлении за счет движения суппорта и стола, а также в вертикальном направлении за счет перемещения режущих инструментов.
Для фрезерного изготовления высокоточных единичных изделий, а также для мелкосерийного производства оптимально подходят фрезерные станки с ЧПУ.
Вертикальный фрезерный станок с ЧПУ
Вертикально-фрезерные станки с ЧПУимеют ряд преимуществ для малых и средних предприятий:
- прочная тяжелая конструкция фрезерных станков позволяет прецизионную обработку заготовок; Вертикально-фрезерный станок с ЧПУ
- представляет собой высокоскоростной, надежный, точный, мощный агрегат;
- высококачественная компьютерная программа с ЧПУ обеспечивает автоматическое управление станком; Вертикально-фрезерные станки
- отличаются высокой производительностью.
Консольные вертикальные фрезерные станки
Вертикально-консольные фрезерные станки позволяют эффективно обрабатывать пазы, углы, рамы, а также наклонные и горизонтальные поверхности. Консольно-фрезерные станки отличаются наличием консольного элемента, который перемещается в вертикальном направлении и несет на себе рабочий стол. Особенностью консольно-фрезерного станка является то, что преимущественно на таком фрезерном станке интенсивно перемещаются консольные плиты со столами с жестко закрепленными на них заготовками.
Шпиндель с режущим инструментом на таком станке находится в относительно статическом состоянии. Консольно-фрезерные станки с ЧПУ предназначены для серийного производства деталей криволинейной формы и сложной конфигурации на малых и средних производствах.
Мощность привода и жесткость конструкции консольного вертикального фрезерного станка гарантируют, что его вертикальный фрезерный инструмент может эффективно обрабатывать твердосплавные металлы. Вертикально работающий шпиндель может вращаться относительно рабочей плоскости консольно-закрепленного стола на любой угол.Это делает консольные станки достаточно универсальными агрегатами, способными решать сложные задачи точной обработки деталей из различных материалов.
Вертикальные бесконсольные фрезерные станки
На вертикально-фрезерных станках без консоли поперечный стол устанавливается на неподвижной станине. Особенностью таких станков является перемещение стола исключительно в продольном и поперечном направлениях. Преимуществом фрезерных станков без вертикальных консолей является фрезерование на таких станках крупных и тяжелых деталей.
Работа на таких фрезерных станках осуществляется вертикальным шпинделем очень плавно за счет автоматического переключения бесступенчатых передач. Станки с ЧПУ без консоли производят вертикальную обработку деталей эффективно, быстро и бесшумно.
Консольно-фрезерный станок, как и вертикально-фрезерный станок, невозможно представить без делительных головок. Вертикальное положение шпинделя означает периодические повороты заготовки, которые обрабатываются на фрезерном станке с ручным управлением или на станках с ЧПУ.Такие делительные головки обеспечивают повороты во время работы фрезерного инструмента.
Фрезерные станки с ЧПУ
Ручной фрезерный станок существенно отличается от станка с ЧПУ. Фрезерные станки с ЧПУ отличаются высоким уровнем автоматизированного управления производственным процессом. Использование такого станка с ЧПУ значительно ускоряет обработку заготовок, повышает эффективность работы и снижает негативное влияние человеческого фактора. Станок с ЧПУ способен изготавливать сложные детали любой изогнутой конфигурации, перемещающиеся по трем осям.
Фрезерный станок различного назначения и исполнения можно легко выбрать через Интернет в электронном каталоге компании Lasercat. Наши специалисты всегда готовы дать исчерпывающую информацию по любой машине.
Кроме того, менеджеры компании помогут выбрать наиболее подходящий фрезерный станок для конкретных производственных задач по оптимальной цене. Компания «Laserkat» предлагает сертифицированные качественные станки с гарантией, послегарантийным обслуживанием и возможной доставкой.
Общие сведения о фрезеровании с ЧПУ
Горизонтальный фрезерный станок с ЧПУ (также известный как фрезерный станок с ЧПУ), выполняющий операцию фрезерования на металлической детали.Изображение предоставлено: Андрей Армягов
Фрезерование с ЧПУ или фрезерование с числовым программным управлением – это процесс обработки, в котором используются компьютеризированные средства управления и вращающиеся многоточечные режущие инструменты для постепенного удаления материала с заготовки и изготовления детали или продукта по индивидуальному заказу.Этот процесс подходит для обработки широкого спектра материалов, таких как металл, пластик, стекло и дерево, а также для производства различных деталей и изделий по индивидуальному заказу.
В рамках услуг по прецизионной обработке с ЧПУ предлагается несколько возможностей, включая механические, химические, электрические и термические процессы. Фрезерование с ЧПУ – это процесс механической обработки, наряду с сверлением, токарной обработкой и множеством других процессов обработки, что означает, что материал удаляется из заготовки с помощью механических средств, таких как действия режущих инструментов фрезерного станка.
В этой статье основное внимание уделяется процессу фрезерования с ЧПУ, излагаются основы процесса, а также компоненты и инструменты фрезерного станка с ЧПУ. Кроме того, в этой статье рассматриваются различные операции фрезерования и предлагаются альтернативы процессу фрезерования с ЧПУ.
Определение фрезерования
Что такое фрезерование? Это тип обработки, при котором для придания формы заготовке используются фрезы, часто на подвижной поверхности стола, хотя на некоторых фрезерных станках также есть подвижные фрезы.Фрезерование начиналось как ручная задача, выполняемая людьми, но в наши дни большая часть фрезерования выполняется фрезерным станком с ЧПУ, который использует компьютер для наблюдения за процессом фрезерования. Фрезерование с ЧПУ обеспечивает более высокую точность, точность и производительность, но все же есть ситуации, когда ручное фрезерование может оказаться полезным. Ручное фрезерование, которое требует больших технических навыков и опыта, обеспечивает более короткие сроки выполнения работ. Это также имеет дополнительное преимущество, заключающееся в том, что ручные фрезы дешевле, и пользователю не нужно беспокоиться о программировании станка.
Обзор процесса фрезерования с ЧПУ
Как и большинство традиционных процессов механической обработки с ЧПУ, процесс фрезерования с ЧПУ использует компьютеризированные средства управления для управления и манипулирования станками, которые режут и формируют заготовку. Кроме того, процесс следует тем же основным этапам производства, что и все процессы обработки с ЧПУ, в том числе:
- Проектирование CAD-модели
- Преобразование модели САПР в программу ЧПУ
- Наладка фрезерного станка с ЧПУ
- Выполнение операции фрезерования
Процесс фрезерования с ЧПУ начинается с создания 2D- или 3D-модели детали в САПР.Затем завершенный проект экспортируется в формат файла, совместимый с ЧПУ, и преобразуется программным обеспечением CAM в программу станка с ЧПУ, которая определяет действия станка и движения инструмента по заготовке. Прежде чем оператор запускает программу ЧПУ, он подготавливает фрезерный станок с ЧПУ, прикрепляя заготовку к рабочей поверхности станка (например, рабочему столу) или зажимному устройству (например, тискам) и прикрепляя фрезерные инструменты к шпинделю станка. В процессе фрезерования с ЧПУ используются горизонтальные или вертикальные фрезерные станки с ЧПУ – в зависимости от технических характеристик и требований фрезерного приложения – и вращающиеся многоточечные (т.е.е., многозубые) режущие инструменты, такие как фрезы и сверла. Когда станок готов, оператор запускает программу через интерфейс станка, предлагая станку выполнить операцию фрезерования.
После запуска процесса фрезерования с ЧПУ станок начинает вращать режущий инструмент со скоростью, достигающей тысяч оборотов в минуту. В зависимости от типа используемого фрезерного станка и требований применения фрезерования, когда инструмент врезается в заготовку, станок выполняет одно из следующих действий для выполнения необходимых разрезов на заготовке:
- Медленно вставьте заготовку в неподвижный вращающийся инструмент
- Переместите инструмент по неподвижной заготовке
- Переместите инструмент и заготовку относительно друг друга
В отличие от ручного фрезерования, при фрезеровании с ЧПУ станок обычно подает подвижные детали с вращением режущего инструмента, а не против него.Операции фрезерования, которые соответствуют этому соглашению, известны как процессы фрезерования с подъемом, в то время как противоположные операции известны как обычные процессы фрезерования.
Как правило, фрезерование лучше всего подходит в качестве вторичного или чистового процесса для уже обработанной детали, обеспечивая определение или создание таких элементов детали, как отверстия, пазы и резьбы. Однако этот процесс также используется для формирования заготовки материала от начала до конца. В обоих случаях в процессе фрезерования постепенно удаляется материал, чтобы сформировать желаемую форму и форму детали.Во-первых, инструмент отрезает от заготовки небольшие кусочки, то есть стружку, для придания приблизительной формы и формы. Затем заготовка подвергается процессу фрезерования с гораздо более высокой точностью и с большей точностью, чтобы закончить деталь с ее точными характеристиками и спецификациями. Обычно готовая деталь требует нескольких проходов обработки для достижения желаемой точности и допусков. Для более геометрически сложных деталей может потребоваться несколько наладок станка для завершения процесса изготовления.
После того, как операция фрезерования завершена и деталь изготовлена в соответствии с индивидуально разработанными спецификациями, фрезерованная деталь переходит на этапы чистовой обработки и последующей обработки.
Фрезерный станок с ЧПУ
Примеры инструментов для фрезерных станков, включая фрезы, сверла и протяжные долота.Изображение предоставлено: Sugrit Jiranarak / Shutterstock.com
Фрезерование с ЧПУ – это процесс обработки, подходящий для изготовления деталей с высокой точностью и высокими допусками в прототипах, единичных и малых и средних производственных партиях. Хотя детали обычно производятся с допусками от +/- 0,001 дюйма до +/- 0,005 дюйма, некоторые фрезерные станки могут достигать допусков до и более +/- 0.0005 дюймов. Универсальность процесса фрезерования позволяет использовать его в самых разных отраслях промышленности и для различных деталей и конструкций, включая пазы, фаски, резьбу и карманы. К наиболее распространенным фрезерным операциям с ЧПУ относятся:
- Торцевое фрезерование
- Плоское фрезерование
- Угловое фрезерование
- Фрезерование формы
Торцевое фрезерование
Торцевое фрезерование относится к фрезерным операциям, при которых ось вращения режущего инструмента перпендикулярна поверхности заготовки.В этом процессе используются торцевые фрезы, которые имеют зубья как на периферии, так и на торце инструмента, при этом периферийные зубья в основном используются для резки, а торцевые зубья используются для чистовой обработки. Как правило, торцевое фрезерование используется для создания плоских поверхностей и контуров на готовой детали и позволяет получить более качественную отделку, чем другие процессы фрезерования. Этот процесс поддерживают как вертикальные, так и горизонтальные фрезерные станки.
Типы торцевого фрезерования включают концевое и боковое фрезерование, при котором используются концевые и боковые фрезы соответственно.
Плоское фрезерование
Плоское фрезерование, также известное как фрезерование поверхности или слябов, относится к фрезерным операциям, при которых ось вращения режущего инструмента параллельна поверхности заготовки. В этом процессе используются плоские фрезы с зубьями на периферии, которые выполняют операцию резания. В зависимости от характеристик фрезерной обработки, таких как глубина резания и размер заготовки, используются как узкие, так и широкие фрезы. Узкие фрезы позволяют выполнять более глубокие разрезы, в то время как более широкие фрезы используются для резки больших площадей.Если простое фрезерование требует удаления большого количества материала с заготовки, оператор сначала использует фрезу с крупными зубьями, медленные скорости резания и высокие скорости подачи для получения приблизительной геометрии детали, разработанной по индивидуальному заказу. Затем оператор вводит фрезу с более мелкими зубьями, более высокие скорости резания и более низкие скорости подачи для обработки деталей готовой детали.
Угловое фрезерование
Угловое фрезерование, также известное как угловое фрезерование, относится к фрезерным операциям, при которых ось вращения режущего инструмента находится под углом по отношению к поверхности заготовки.В процессе используются одноугловые фрезы, расположенные под углом в зависимости от обрабатываемой конструкции, для создания угловых элементов, таких как фаски, зубцы и канавки. Одним из распространенных применений углового фрезерования является изготовление «ласточкин хвост», при котором используются фрезы «ласточкин хвост» под углом 45 °, 50 °, 55 ° или 60 ° в зависимости от конструкции типа «ласточкин хвост».
Фрезерование формы
Фрезерование формы относится к операциям фрезерования неровных поверхностей, контуров и контуров, таких как детали с криволинейными и плоскими поверхностями или полностью искривленные поверхности.В этом процессе используются формованные фрезы или фрезы, специально предназначенные для конкретного применения, такие как выпуклые, вогнутые и угловые фрезы для закругления. Некоторые из распространенных применений формовочного фрезерования включают изготовление полусферических и полукруглых полостей, бусинок и контуров, а также сложных конструкций и сложных деталей с помощью одной настройки станка.
Прочие операции с фрезерными станками
Помимо вышеупомянутых операций, фрезерные станки могут использоваться для выполнения других специализированных фрезерных и механических операций.Примеры других доступных типов операций на фрезерном станке:
Подвесное фрезерование : Подходовое фрезерование относится к операциям фрезерования, при которых станок обрабатывает две или более параллельных поверхностей заготовки за один проход. В этом процессе используются две фрезы на одной оправке станка, расположенные так, что фрезы находятся по обе стороны от заготовки и могут фрезеровать обе стороны одновременно.
Групповое фрезерование : Что такое групповое фрезерование? Групповое фрезерование относится к фрезерным операциям, в которых используются две или более фрезы – обычно разного размера, формы или ширины – на одной оправке станка.Каждый резак может выполнять одну и ту же операцию резки или другую одновременно, что позволяет производить более сложные конструкции и сложные детали в более короткие сроки.
Профильное фрезерование : Профильное фрезерование относится к фрезерным операциям, при которых станок создает траекторию резания вдоль вертикальной или наклонной поверхности заготовки. В этом процессе используется профильное фрезерное оборудование и режущие инструменты, которые могут быть параллельны или перпендикулярны поверхности заготовки.
Зуборезание : Зуборезание – это операция фрезерования, при которой для изготовления зубьев шестерни используются эвольвентные зубчатые фрезы.Эти фрезы, являющиеся разновидностью формованных фрез, доступны в различных формах и размерах шага в зависимости от количества зубьев, необходимых для конкретной конструкции шестерни. В этом процессе для изготовления зубьев шестерен также можно использовать специальную фрезу для токарного станка.
Другие процессы обработки : Поскольку фрезерные станки поддерживают использование других станков, помимо фрезерных, их можно использовать для процессов обработки, отличных от фрезерования, таких как сверление, растачивание, развёртывание и нарезание резьбы.
Фрезерное оборудование и компоненты с ЧПУ
В процессе фрезерования с ЧПУ используются различные программные приложения, станки и фрезерные станки, в зависимости от выполняемой операции фрезерования.
Программное обеспечение для поддержки станков с ЧПУ
Как и большинство процессов обработки с ЧПУ, процесс фрезерования с ЧПУ использует программное обеспечение САПР для создания первоначального проекта детали и программное обеспечение САМ для создания программы ЧПУ, которая предоставляет инструкции по обработке для производства детали. Затем программа ЧПУ загружается в выбранный станок с ЧПУ для запуска и выполнения процесса фрезерования.
Компоненты фрезерного станка с ЧПУ
Несмотря на широкий спектр доступных фрезерных станков, большинство станков имеют в основном одни и те же основные компоненты. Эти общие детали машины включают:
- Машинный интерфейс
- Колонка
- Колено
- Седло
- Рабочий стол
- Шпиндель
- Беседка
- Баран
- Станок
Машинный интерфейс : Машинный интерфейс относится к машинному компоненту, который оператор использует для загрузки, запуска и выполнения машинной программы с ЧПУ.
Столбец : Столбец относится к компоненту машины, который обеспечивает поддержку и структуру для всех других компонентов машины. Этот компонент включает прикрепленное основание и может включать дополнительные внутренние компоненты, которые помогают процессу измельчения, такие как резервуары для масла и охлаждающей жидкости.
Колено : Колено относится к регулируемому компоненту машины, который прикреплен к стойке и обеспечивает поддержку седла и рабочего стола. Этот компонент регулируется по оси Z (т.е.е., с возможностью подъема или опускания) в зависимости от характеристик операции фрезерования.
Седло : Седло относится к компоненту машины, расположенному в верхней части колена и поддерживающему рабочий стол. Этот компонент может перемещаться параллельно оси шпинделя, что позволяет горизонтально регулировать рабочий стол и, соответственно, заготовку.
Рабочий стол : Рабочий стол относится к компоненту станка, расположенному на верхней части седла, который представляет собой заготовку или зажимное приспособление (например.г., патрон или тиски). В зависимости от типа используемой машины этот компонент можно регулировать в горизонтальном, вертикальном, обоих направлениях или ни в одном из них.
Шпиндель : Шпиндель относится к компоненту станка, поддерживаемому колонной, которая удерживает и управляет используемым станком (или оправкой). Внутри колонны электродвигатель приводит во вращение шпиндель.
оправка : оправка относится к компоненту вала, вставленному в шпиндель горизонтальных фрезерных станков, на которых можно установить несколько станков.Эти компоненты доступны различной длины и диаметра в зависимости от характеристик фрезерования. Доступные типы оправок включают стандартный фрезерный станок, винт, фрезу для продольной резки, концевую фрезу и оправки для концевой фрезы.
Ползун : Ползун относится к компоненту станка, обычно в вертикальных фрезерных станках, расположенному сверху и прикрепленному к колонне, которая поддерживает шпиндель. Этот компонент можно регулировать, чтобы приспособить к различным положениям во время операции фрезерования.
Станок : Станок представляет собой компонент станка, удерживаемый шпинделем, который выполняет операцию удаления материала. В процессе фрезерования может использоваться широкий спектр фрезерных станков (как правило, многоточечные фрезы) в зависимости от характеристик фрезерования, например, от обрабатываемого материала, требуемого качества отделки поверхности, ориентации станка и т. Д. варьируются в зависимости от количества, расположения и расстояния между зубьями, а также их материала, длины, диаметра и геометрии.Некоторые из типов используемых горизонтальных фрезерных станков включают плоские фрезы, фрезы со снятым профилем, ступенчатые зубья и двухугольные фрезы, в то время как используемые вертикальные фрезерные станки включают плоские и шаровые фрезы, фрезы для снятия фасок, торцевые и спиральные сверла. Фрезерные станки также могут использовать инструменты для сверления, растачивания, развёртывания и нарезания резьбы для выполнения других операций обработки.
Рекомендации по фрезерному станку
В целом фрезерные станки делятся на горизонтальные и вертикальные конфигурации станков, а также различаются по количеству осей движения.
В вертикальных фрезерных станках шпиндель станка ориентирован вертикально, в то время как в горизонтальных фрезерных станках шпиндель ориентирован горизонтально. Горизонтальные станки также используют оправки для дополнительной поддержки и устойчивости во время процесса фрезерования и имеют возможность поддержки нескольких режущих инструментов, например, при групповом фрезеровании и двухконтурном фрезеровании. Органы управления как для вертикального, так и для горизонтального фрезерного станка зависят от типа используемого станка. Например, некоторые станки могут поднимать и опускать шпиндель и перемещать рабочий стол в боковом направлении, в то время как другие станки имеют стационарные шпиндели и рабочие столы, которые перемещаются как горизонтально, вертикально, так и вращательно.При выборе между вертикальными и горизонтальными фрезерными станками производители и ремонтные мастерские должны учитывать требования к фрезерованию, такие как количество поверхностей, требующих фрезерования, а также размер и форма детали. Например, более тяжелые заготовки лучше подходят для горизонтального фрезерования, в то время как приложения для штамповки лучше подходят для вертикального фрезерования. Также доступно дополнительное оборудование, которое модифицирует вертикальные или горизонтальные машины для поддержки противоположного процесса.
Большинство фрезерных станков с ЧПУ имеют от 3 до 5 осей – обычно они обеспечивают производительность по осям XYZ и, если применимо, вокруг осей вращения. Ось X и ось Y обозначают горизонтальное движение (из стороны в сторону и вперед и назад, соответственно, на плоской плоскости), в то время как ось Z представляет вертикальное движение (вверх и вниз), а направление W. -ось представляет собой диагональное движение в вертикальной плоскости. В базовых фрезерных станках с ЧПУ горизонтальное перемещение возможно по двум осям (XY), в то время как новые модели позволяют использовать дополнительные оси движения, такие как 3-, 4- и 5-осевые станки с ЧПУ.В таблице 1 ниже представлены некоторые характеристики фрезерных станков, классифицированные по количеству осей движения.
Таблица 1 – Характеристики фрезерных станков по осям движенияКоличество осей | Характеристики |
3 |
|
4 |
|
5 |
|
В зависимости от типа используемого фрезерного станка, станок, рабочий стол станка или оба компонента могут быть динамическими.Обычно динамические рабочие столы перемещаются по осям XY, но они также могут перемещаться вверх и вниз для регулировки глубины резания и поворачиваться по вертикальной или горизонтальной оси для увеличения диапазона резания. Для фрезерных операций, требующих динамического инструмента, в дополнение к присущему ему вращательному движению, станок перемещается перпендикулярно по нескольким осям, позволяя окружности инструмента, а не только его кончику, врезаться в заготовку. Фрезерные станки с ЧПУ с большей степенью свободы обеспечивают большую универсальность и сложность производимых фрезерованных деталей.
Виды фрезерных станков
Доступно несколько различных типов фрезерных станков, которые подходят для различных областей применения. Помимо классификации, основанной исключительно на конфигурации станка или количестве осей движения, фрезерные станки дополнительно классифицируются на основе комбинации их конкретных характеристик. Некоторые из наиболее распространенных типов фрезерных станков включают:
Колено : Фрезерные станки коленного типа используют фиксированный шпиндель и вертикально регулируемый рабочий стол, который опирается на седло, поддерживаемое коленом.Колено можно опускать и поднимать на стойке в зависимости от положения станка. Некоторые примеры коленных фрезерных станков включают напольные и настольные плоские горизонтальные фрезерные станки.
Плунжерный : Фрезерные станки плунжерного типа используют шпиндель, прикрепленный к подвижному корпусу (т. Е. Плунжеру) на колонне, что позволяет станку перемещаться по осям XY. Двумя наиболее распространенными фрезерными станками с ползуном являются напольные универсальные горизонтальные фрезерные станки и фрезерные станки с поворотной фрезой.
Станина : Фрезерные станки станины используют рабочие столы, прикрепленные непосредственно к станине станка, что предотвращает перемещение заготовки как по оси Y, так и по оси Z. Заготовка располагается под режущим инструментом, который, в зависимости от станка, может перемещаться по осям XYZ. Некоторые из доступных фрезерных станков со станиной включают односторонние, дуплексные и триплексные фрезерные станки. В то время как симплексные станки используют один шпиндель, который движется либо по оси X, либо по оси Y, дуплексные станки используют два шпинделя, а триплексные станки используют три шпинделя (два горизонтальных и один вертикальный) для обработки по осям XY и XYZ соответственно.
Строгальный тип : Фрезерные станки строгального типа похожи на фрезерные станки со станиной в том, что у них есть рабочие столы, закрепленные по оси Y и Z, и шпиндели, способные перемещаться по осям XYZ. Однако строгальные станки могут поддерживать одновременно несколько станков (обычно до четырех), что сокращает время выполнения сложных деталей.
Некоторые из доступных специализированных типов фрезерных станков включают фрезерные станки с вращающимся столом, барабанные и планетарные фрезерные станки.Фрезерные станки с вращающимся столом имеют круглые рабочие столы, которые вращаются вокруг вертикальной оси, и используют станки, расположенные на разной высоте для черновой и чистовой обработки. Барабанные фрезерные станки похожи на станки с вращающимся столом, за исключением того, что рабочий стол называется «барабаном», и он вращается вокруг горизонтальной оси. В планетарных станках рабочий стол неподвижен, а заготовка – цилиндрической. Вращающийся станок перемещается по поверхности заготовки, нарезая внутренние и внешние элементы, такие как резьба.
Материальные аспекты
Процесс фрезерования с ЧПУ лучше всего подходит в качестве вторичного процесса обработки для придания чистовой обработки деталям, разработанным по индивидуальному заказу, но также может использоваться для производства нестандартных конструкций и специальных деталей от начала до конца. Технология фрезерования с ЧПУ позволяет обрабатывать детали из широкого спектра материалов, в том числе:
- Металлы (включая легированные, экзотические, тяжелые и т. Д.)
- Пластмассы (включая термореактивные и термопласты)
- Эластомеры
- Керамика
- Композиты
- Стекло
Как и во всех процессах обработки, при выборе материала для фрезерования необходимо учитывать несколько факторов, таких как свойства материала (т.е.е. твердость, прочность на разрыв и сдвиг, химическая и температурная стойкость) и рентабельность механической обработки материала. Эти критерии определяют, подходит ли материал для процесса фрезерования, и бюджетные ограничения приложения фрезерования, соответственно. Выбранный материал определяет тип (ы) применяемого станка (ов) и его / их конструкцию (ы), а также оптимальные настройки станка, включая скорость резания, скорость подачи и глубину резания.
Альтернативы
Фрезерование с ЧПУ – это процесс механической обработки, подходящий для обработки широкого спектра материалов и производства различных деталей по индивидуальному заказу.Хотя этот процесс может демонстрировать преимущества по сравнению с другими процессами механической обработки, он может не подходить для каждого производственного применения, а другие процессы могут оказаться более подходящими и рентабельными.
Некоторые из других более традиционных доступных процессов механической обработки включают сверление и токарную обработку. При сверлении, как и при фрезеровании, обычно используются многоточечные инструменты (например, сверла), а при токарной обработке используются одноточечные инструменты. Однако, в то время как при токарной обработке заготовка может перемещаться и вращаться аналогично некоторым фрезерным операциям, при сверлении заготовка остается неподвижной на протяжении всей операции сверления.
Некоторые из нетрадиционных процессов механической обработки (т. Е. Не используют станки, но все же используют процессы механического удаления материала) включают ультразвуковую обработку, гидроабразивную резку и абразивно-струйную обработку. Нетрадиционные, немеханические процессы обработки, то есть процессы химической, электрической и термической обработки, обеспечивают дополнительные альтернативные методы удаления материала с заготовки, которые не используют станки или процессы механического удаления материала, и включают химическое фрезерование, электрохимическое удаление заусенцев. , лазерная резка и плазменная резка.Эти нетрадиционные методы обработки поддерживают производство более сложных, требовательных и специализированных деталей, что обычно невозможно с помощью обычных процессов обработки.
Сводка
Выше описаны основы процесса фрезерования с ЧПУ, различные операции фрезерования с ЧПУ и необходимое для них оборудование, а также некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, является ли фрезерование с ЧПУ наиболее оптимальным решением для их конкретной ситуации. приложение для обработки.
Чтобы получить дополнительную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для изготовления на заказ, посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- http://www.cs.cmu.edu/~rapidproto/students.06/ibrown/CNC%20Mill/information.html
- http://www.cs.cmu.edu/~rapidproto/students.03/dwm3/project2/process.html
- http: // www.hnsa.org/wp-content/uploads/2014/07/milling-machine.pdf
- http://uhv.cheme.cmu.edu/procedures/machining/ch8.pdf
- http://www.mech5study.com/2016/05/types-of-milling-machine.html
- https://www.theengineerspost.com/15-different-types-of-milling-machines/
- http://www.qhunt.com/2015/10/types-of-milling-machine.html
- http://www.me.nchu.edu.tw/lab/CIM/www/courses/Manufacturing%20Processes/Ch36-NontraditionalMachining-Wiley.pdf
- https: // www.technoxmachine.com/milling-services-cnc-planer
- https://www.pro-type.com/blog/cnc-milling-guide/
- https://www.mfeng.com/blog/understanding-the-cnc-milling-process/
- http://www.engineeringarticles.org/milling-machine-definition-process-types/
- https://www.mnbprecision.com/cnc-milling-vs-manual-milling/
- https://micomachine.com/services/cnc-milling/
- https://pepmfg.us/capabilities/cnc-milling/
Прочие изделия с ЧПУ
Больше от Custom Manufacturing & Fabricating
Перечень встречно-фрезерных станков 1212 б.Фрезерные станки: общие сведения, классификация, обозначение
Основным конкурентом по продажам универсальных машин JET в России по-прежнему остаются старые бывшие в употреблении машины советского производства, которые появляются на вторичном рынке после продажи предприятиями, пытающимися избавиться от балласта, проводя техническое перевооружение или по другим причинам. . Если мы говорим о переоборудовании, то обычно пытаются заказать машины из уже имеющихся на предприятии, просто переписав название.Но сегодня многие машины больше не производятся из-за снятия их с производства или повторной публикации производителем. Но классическое универсальное оборудование принципиально взаимозаменяемо и одинаково по своим функциональным возможностям, и при правильном подборе может успешно заменяться автоматом на станок другого производителя и отличаться только цветом кровати и эргономикой (расположением) некоторых ручек. . Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков своим аналогам от Jet.Из соображений формата публикации я не указываю полные спецификации, а лишь определяю функциональность оборудования. Сравниваемые машины сопоставимы по техническим параметрам и стоимости.
Резка Винты поворотныеРОССИЯ | ||
Модель | 16k20 | GH-1640ZX |
Ø токарной обработки | ||
Частота вращения | 16-2000 об / мин | 25/1800 об / мин |
Мощность | ||
Масса | ||
М. одель | ГХ-2040ж. | |
Ø токарной обработки | ||
Частота вращения | 12,5 – 2000 об / мин | 9 – 1600 об / мин |
Мощность | ||
Масса |
Фрезерный
Бурение
РОССИЯ | ||
Модель | 2C132 | GHD-50PF. |
отверстие | ||
Частота | 90-1400 об / мин | 50-1510 об / мин |
Мощность | ||
Масса |
Вы можете подобрать станки, близкие по вашим техническим характеристикам к большинству универсальных станков.
Если стоит задача переоснащения производства, замены единичных моделей станков или подбора оборудования с аналогичными техническими характеристиками станков, используемых на предприятии, вы можете отправить представителю перечень интересующего вас оборудования. офис. Наши инженеры с удовольствием выберут сопоставимые по их техническим характеристикам и возможностям станки из оборудования, предлагаемого Jet, и оправдают свой выбор.
Фрезерные станки предназначены для обработки наружных и внутренних плоских фасонных поверхностей, выступов, канавок, прямых и винтовых канавок, пазов на валах, нарезания зубчатых колес и т. Д.
Конструкция фрезерных станков разнообразна. В целом фрезерные станки можно разделить на две основные группы:
- Универсальные или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (SlicePrester, фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными движениями формования фрезерных станков являются вращение фрезы (основное движение) и движение потока, о котором сообщает заготовка или фреза.
Приводы основного движения и подачи выполняются раздельно. Вспомогательные движения, связанные с подачей и разгрузкой заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станка унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют на:
- Консольные станки (стол расположен на подъемном кронштейне-консоли)
- станки неконсольные (стол перемешивается на неподвижной станине в продольном и поперечном направлениях)
- Машины непрерывного действия (карусельные и барабанные)
- a – Универсальная консольная машина с горизонтальной консолью
- b – Консоль станка Wildlock Горизонтальное фрезерование
- b – Machine WideNobsal Беспроводное фрезерование
- г – Консольный станок вертикально-фрезерный
- д – станок безотталкивающий вертикально-фрезерный
- э – станок безотталкивающий горизонтально-фрезерный
- w – Станок продольно-фрезерный
- w – Карусельно-фрезерный станок
- и – Станок барабанный фрезерный
Консольно-фрезерные станки Наиболее распространенные в единичном, мелком и среднем производстве рис.119, а, б, в, г). Консольные фрезерные станки горизонтальные и вертикальные – наиболее распространенный тип станков, используемых для фрезерных работ. Свое название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальной направляющей станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис.119, а) имеет горизонтальный шпиндель 2 и выдвижной ствол 1, к которому прикреплена серьга 3, поддерживающая оправку с резцом, консоль 4 перемещается вертикально по направляющей стойке 5.На консоли 6 салазц и 7 проигрыватель.
Горизонтально-консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный шпиндель, не меняющий шпинделя 2. Стол может перемещаться перпендикулярно оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от универсального консольно-фрезерного станка, рабочий стол не поворачивается вокруг вертикальной оси.
Консольно-фрезерный станок с широким бортом (рис. 119; б, в) Помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на стволе в двух взаимно перпендикулярных направлениях, за счет чего шпиндель с фреза может быть установлена под любым углом к плоскости стола и обрабатываемой детали.На головке 1 установлена верхняя головка 2, предназначенная для сверления, сверления, центрирования, ракетно-фрезерной обработки.
Консольно-фрезерный вертикальный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Вертикальные фрезерные станки Unconsung (рис. 119, г), которые служат для обработки заготовок крупногабаритных деталей, имеют ползун 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально на направляющих 6.Шпиндель 4 совершает вертикальные осевые перемещения при установленной фрезе. Стол перемещается только в продольном и поперечном направлениях.
Горизонтально-фрезерные станки безотталкивающие (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют ползун 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально на направляющих стойки 6. Шпиндель 4 совершает осевые перемещения при установке фрезы.
Станки продольно-фрезерные (рис.119, г) предназначены для обработки заготовок из крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные крестовиной 7. В направляющих стойках установлены фрезерные головки 3 с горизонтальными шпинделями и траверсой (крестовиной) 4. На последних установлены фрезерные головки 5С с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Станки карусельно-фрезерные (рис. 119, з), предназначенные для обработки поверхностных стружек, имеют один или несколько шпинделей 3 для чистовой и черновой обработки.По направляющим стойкам 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, подача вращения установлена на нем. Стол с салазками 5 В установочном движении по направляющим грядки 6.
Станки барабанные фрезерные (рис. 119, а) применяются в крупносерийном и серийном производстве. Заготовки устанавливаются на вращающийся барабан 2, имеющий проточное движение. Фрезерные головки 3 (черновая) и 1 (чистовая) перемещаются по направляющим стоек 4.
Консольно-фрезерные станки
Консольные фрезерные станки – наиболее распространенный тип станков, используемых для фрезерных работ.Свое название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальной направляющей станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщающей консольно-фрезерным станкам ряд удобств при обслуживании, несколько снижает жесткость со станной, поэтому длина консоли направляющей консоли значительно увеличена в конструкциях современных станков, приспособлений для фиксации движущихся частей. станка, усиленные детали шкафа.
Поскольку в основном детали, используемые в машиностроении, подходят по размерам к габаритам консольных и фрезерных станков общего назначения, парк машиностроительных цехов в основном укомплектован горизонтальными и вертикально-фрезерными станками консольного типа, а парк машин – фрезерных станков консольного типа. инструментальные и ремонтно-механические мастерские, кроме того, еще и универсально-фрезерные и широко потребляющие.
Кроме того, доступны модификации на базе некоторых базовых моделей. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются высокоскоростные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ.На базе горизонтально-фрезерного станка 6М82Г выпускается более опытная модель станка 6М82ГБ. На базе универсальных фрезерных станков 6Н81 и 6Н82 выпускаются фрезерные станки широкоскоростные 6Н81А и 6М82Ш. Широкоформатные фрезерные станки в настоящее время широко используются в отраслевых отраслях и малых отраслях для выполнения различных фрезерных, расточных и сверлильных работ. На этих станках могут изготавливаться металлические модели, штампы, шаблоны, кулачки и т. Д.
Станок широкоплечий 6Н81А имеет шпиндельную головку, расположенную на стволе и поворачивающуюся вокруг горизонтальной оси от 0 до 115 °.В горизонтальном положении головки станок работает как горизонтальное фрезерование, а в вертикальном положении как вертикальное фрезерование.
Широкооборотный станок 6М82С и более крупный хост-станок 6М83 имеют два шпинделя: один горизонтальный, как у обычного горизонтального фрезерного станка, второй расположен на стволе и может быть установлен под любым желаемым углом. Использование делительной головки и круглого поворотного стола значительно расширяет сферу применения этих машин. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих размеры площади стола, бабка вертикального шпинделя устанавливается на выдвижной ствол и может поворачиваться на любой угол в двух взаимно перпендикулярных плоскостях.При этом возможна одновременная работа горизонтальных и вертикальных шпинделей.
Размер консольно-фрезерных станков Принято характеризовать величину рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальный , универсальный (широко обслуживаемый) и вертикальный исполнения с одинаковой величиной рабочей поверхности стола. Комбинация различных версий станка с одной и той же основной характеристикой размерной таблицы называется , размерная гамма станков .
В СССР освоен выпуск консольно-фрезерных станков пяти типоразмеров:
№ 0; Номер 1; Номер 2; № 3 и № 4 И для каждого типоразмера был полный набор станков – горизонтальный, универсальный и вертикальный. Каждая машина одномерной гаммы имела одинаковое обозначение шифром, соответствующее размеру рабочей поверхности стола.
В зависимости от размеров рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Gamma Machina | Размер стола, мм |
|---|---|---|
| 0 | 6п10, 6п80, 6п80г, 6п80ш | 200 х 800. |
| 1 | 6Н11, 6Н81, 6Н81Г; 6п11, 6п81, 6п81г, 6п81ш | 250 x 1000. |
| 2 | 6м12п, 6м82, 6м82г; 6п12, 6п82, 6п82ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 x 1250. |
| 3 | 6м13п, 6м83, 6м83г; 6п13, 6п83; 6Т13, 6Т83, 6Т83Г | 400 x 1600. |
| 4 | 6м14п, 6м84, 6м84г | 500 x 2000. |
В соответствии с размерами стола изменяются габаритные размеры самой машины и ее основных узлов (станины, столы, сани, консоли, багажник), мощность электродвигателя и величина наибольшего движения стола в продольном, отстой в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки производства СССР и СНГ
| Серия | Размер | Производитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗП. | 1932 г. | 682 |
| 6б | 0 | |||
| 1 | ||||
| 2 | ГЗП. | 1937 г. | 6B12, 6B82, 6B82 | |
| 3 | ||||
| 6к. | 0 | |||
| 1 | ДЗФС | 6к11, 6к81, 6к81г, 6к81ш | ||
| 2 | ГЗП. | 6к12, 6к82, 6к82г, 6к82ш | ||
| 3 | ГЗП. | 6к13п, 6к83, 6к83г, 6к83ш | ||
| 6N | 0 | Jalgiris | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗП. | 1951 | 6Н12, 6Н82, 6Н82 | |
| 3 | ГЗП, ВМЗ | 1951 | 6х23, 6х23Ф3, 6Н83, 6Н83Г, 6Н13Г | |
| 6 мес. | 0 | Jalgiris | 6м10, 6м80, 6м80г, 6м80ш | |
| 1 | ДЗФС | 1971 | 6м11, 6м11к, 6м81, 6м81г, 6м81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗП. | 1961 | 6м12п, 6м12пб, 6м82, 6м82г, 6м82гб, 6м82Ш | |
| 3 | ГЗП. | 1961 | 6м13п, 6м13пб, 6м83, 6м83г, 6м83Ш | |
| 6 пол. | 0 | Jalgiris | 1973 | 6п10, 6п80, 6п80г, 6п80ш |
| 1 | ДЗФС | 6п11, 6п11к, 6п11ф3, 6п81, 6п81г, 6п81ш | ||
| 2 | ГЗП. | 1972 | 6п12, 6п12к, 6п82, 6п82г, 6п82ш | |
| 3 | ГЗП, ВМЗ | 1972 | 6п13, 6п13б, 6п13ф3, 6п13ф3-3, 6п83, 6п83г, 6п83ш | |
| 6 т | 0 | Jalgiris | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗП. | 1985 г. | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗП. | 1985 г. | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6д | 0 | ДЗФС | 1987 г. | 6Д10, 6ДМ80Ш. |
| 1 | ДЗФС | 1990 г. | 6Д81, 6Д81, 6ДД81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6ДД82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш. |
Основные производители фрезерных станков в СССР и России:
Jalgiris – Вильнюсский машиностроительный завод «Жоргирис»
Обозначение фрезерных станков
6 – станок фрезерный (номер по классификации Erisix)
Д. – Серия (поколение) станка (б, к, н, м, р, т), например, 682, 6б82ш, 6к82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – Номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации EYSE (8 – горизонтальное фрезерование)
1 – Машина наоборот – размеры (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 x 1000)
Буквы в конце обозначения модели:
г. – Станок горизонтально-консольно-фрезерный с нереферентным столом
ТО – Станок с копировальным устройством для обработки криволинейной поверхности
B. – Станок S. повышенной производительности (Увеличен диапазон числа оборотов шпинделя, увеличен объем двигателя основного движения).
P – повышенная точность станка – (N, P, B, A, C) по ГОСТ 8-82
Sh – Машинка вигнер
F1 – Машина с цифровым дисплеем UCI и координатами целостности
F2. – Станок с позиционной системой ЧПУ
F3. – Станок с контурной (непрерывной) системой ЧПУ
F4. – Станок универсальный с контурной ЧПУ и инструментальным цехом
| Вес | 600 кг |
| Габариц. | 1500x1600x1500 мм |
| Допустимая погрешность при обработке | ± 0.05 мм |
| Код операции | HPGL – Дисплей, G – Код |
| Максимальная скорость движения (одиночная) | 17 м / мин |
| Мощность шпинделя | 3,0 кВт |
| Требуемая мощность аспирации | 1200 куб.м / час |
| Перемещение по оси z | 180 мм |
| Рабочая зона | 1200 × 1200 мм |
| Рабочее напряжение | AC380V / 50 Гц. |
| Скорость вращения шпинделя | 0-18000 об / мин |
| Суммарная мощность | 4,6 кВт |
| Тип охлаждения шпинделя | воздух |
Описание Станок предназначен для качественного фрезерования и гравировки поверхностей деталей и заготовок как на плоскости (программа 2D), так и в трехмерном пространстве (3D фрезерование).
Преимущества
- Высокоточный шпиндель позволяет обрабатывать материал в течение длительного времени.Скорость шпинделя до 18000 об / мин;
- Защитный кожух шпинделя с патрубками приемника жучков обеспечивает надежную защиту инструмента и эффективное удаление отходов обработки из зоны резания;
- Централизованная смазка:
На машине нанесена централизованная смазка всех направляющих, что упрощает обслуживание машины; - Шкаф управления:
Простой и удобный дизайн с хорошим дизайном и высокой функциональностью. В нем много отсеков с запирающимися дверцами, вкл.Установить монитор, системный блок компьютера и клавиатуру; - Драйверы:
Установлены драйверы основного производителя MA860 LEADSHINE Technologi Co. Ltd; - Инвертор:
Для управления скоростью шпинделя был применен инвертор DELTA.
История и дизайн фрезерных станков
Фрезерные станки на протяжении десятилетий оказывали влияние на мир производства и производства. Без них бесчисленные инновации никогда бы не увидели свет.На самом базовом уровне фрезерный станок использует вращающиеся фрезы для удаления материала с твердого блока путем подачи фрезы вдоль блока материала. Существует много типов фрезерных станков, но в этой статье мы рассмотрим детали и историю самого распространенного: вертикальной коленной фрезы.
ОСНОВНЫЕ КОМПОНЕНТЫ
Мельницы сложные, с сотнями отдельных деталей, точно собранных, чтобы создать надежную и точную машину. Однако некоторые детали и узлы заслуживают большего внимания, чем другие.Детали, которые выполняют фактическую резку, как правило, концевые фрезы, часто попадают в категорию «Инструментальная оснастка». Детали, поддерживающие концевые фрезы, такие как цанги, также могут называться инструментальной оснасткой. Сверла, зенковки и зенковки также попадают в эту категорию.
Схема фрезерного станка (исходник)
Инструмент удерживается в шпинделе, который вращается с заданной пользователем скоростью. Весь узел двигателя содержит множество прецизионных компонентов, включая двигатель шпинделя, подшипники шпинделя и пиноль, которая перемещает шпиндель вверх и вниз.
Существует множество способов удержания инструмента в шпинделе, включая цанги, патроны типа Jacobs, держатели гидравлических инструментов и многое другое. Для точной и повторяемой установки внутри шпинделя в держателях инструмента и цангах часто используются конусы станка.
Ассортимент цанг (источник)
Рабочий стол представляет собой плоскую поверхность под шпинделем для фиксации работы. Рабочие столы обычно имеют Т-образные прорези, поэтому в них легко вставлять гайки и шпильки для фиксации.Стол может перемещаться по одной, двум или всем трем осям, в зависимости от конфигурации станка. На ручном фрезерном станке движение стола контролируется маховиком.
Колено – это секция фрезерного станка, которая перемещает весь стол, включая узел для продольного и поперечного перемещения, вверх и вниз. Это регулируется пользователем с помощью большой рукоятки с вертикальным перемещением.
ИСТОРИЯ
Фрезерные станки изначально были разработаны для ускорения обработки вручную.Впервые они появились в начале 1800-х годов (1814–1818 гг.), Хотя точную историю трудно проследить из-за того, что в то время в небольших магазинах происходило большое развитие. 1840-1860-е годы принесли создание нескольких популярных дизайнов, многие из которых были ориентированы на производство. У них по-прежнему не было классических трех осей движения, которые мы знаем сегодня, но они были больше похожи на сверлильный станок, часто устанавливаемый в линию, где каждая машина выполняла одну операцию.
В 1861 году компания Brown & Sharpe создала революционный универсальный фрезерный станок, который мог фрезеровать детали сложной геометрии с перемещением по трем осям.С тех пор производство пошло вверх по мере приближения Первой мировой войны. В течение следующих нескольких десятилетий технология фрезерования быстро развивалась, и появление высокоточных станков, таких как кондукторный станок, установило стандарт точности фрезерования. Теперь машинисты могли быстро и точно находить отверстия с большой точностью, что сделало мельницы обычным делом для создания прототипов и производства оборудования военного времени. Это быстрое развитие продолжалось и в послевоенный период, в течение которого было разработано несколько ключевых технологий, в том числе гайки с защитой от люфта, которые привели к еще большей точности.
В 1936 году Рудольф Баннов задумал фрезерный станок Bridgeport, который производится и по сей день. Он был легче, дешевле и проще в использовании, чем многие фрезерные станки, представленные на рынке в то время, и сразу стал успешным. Его успех вдохновил других на копирование дизайна, что привело к появлению множества клонов.
В 1950-х годах ЧПУ (числовое управление) наконец перешло из лаборатории в механический цех, где машинисты использовали перфоленту для управления движениями фрезерного станка.Изначально обработка с ЧПУ использовалась только в аэрокосмической отрасли, где надежное воссоздание сложных профилей и профилей крыла оказалось затруднительным. Он медленно завоевал популярность в других местах, но в 60-х и 70-х годах, когда методы хранения и ввода данных улучшились, он перерос в полноценное ЧПУ (числовое программное управление).
С тех пор технологии, лежащие в основе хранения данных, вычислений и станков, постоянно совершенствовались, поэтому теперь мы можем иметь станки с ЧПУ на нашем рабочем месте или использовать их для создания гигантских сложных деталей из многих материалов.
ВИДЫ ФРЕЗЕРОВ
Хотя трехосевые фрезерные станки наиболее распространены, в некоторых случаях могут потребоваться дополнительные оси. Не все трехкоординатные станки способны на одно и то же. Здесь в игру вступает управление машиной.
Трехосевые фрезы могут перемещаться в трех направлениях: X, Y и Z. Однако в зависимости от аппаратного или программного обеспечения, которое управляет станком, он может быть не в состоянии точно перемещать все три одновременно, что требует условий «2.5D »или« 2 + 1 »фрезерование. Это указывает на то, что, хотя фреза может резать, используя все три оси, она не может выполнять движения, в которых используются все три оси одновременно. Например, вместо того, чтобы выполнять плавную кривую в трехмерном пространстве, им пришлось бы двигаться сначала по осям X и Y, а затем по Z отдельно.
Еще одно общее различие между типами фрезерования – фрезерование «3 + 2», которое описывает, как определенные пятиосевые станки выполняют свои движения. В этой ситуации две оси вращения часто используются для правильной ориентации детали и для получения идеального угла инструмента, в то время как 3 нормальные оси используются для фрезерования.«Полные 5 осей» делают то же самое, но одновременно, при этом все пять осей движутся одновременно. Это действительно требует более сложного CAM, но позволит сэкономить много времени при длительной работе и, вероятно, также обеспечит лучшую чистоту поверхности благодаря отсутствию толчковых движений.
ХАРАКТЕРИСТИКИ ФРЕЗЕРНОГО СТАНКА
Технология фрезерных станков, наиболее важные из которых были затронуты в нашей недавней статье «Эволюция прецизионных инструментов», постоянно развивается.Некоторые методы, такие как использование охлаждающей жидкости для предотвращения перегрева детали и инструмента, используются десятилетиями, но другие, такие как обнаружение поломки инструмента, становятся все более популярными.
СОЖ через инструмент (источник)
Охлаждающая жидкость имеет решающее значение для предотвращения поломки инструмента, улучшения качества поверхности и продления срока службы инструмента во время большинства фрезерных операций. С годами он не только стал более распространенным и простым в использовании, но и с компьютерным управлением машины теперь могут увеличивать давление охлаждающей жидкости, включать и выключать охлаждающую жидкость, предупреждать пользователей о низких уровнях концентрации и также фильтровать ее.В дополнение к охлаждающей жидкости под высоким давлением и затоплением в настоящее время широко используется охлаждающая жидкость через инструмент, особенно при глубоком бурении, где сложнее подать СОЖ в зону резания, где она больше всего нужна.
Осмотр инструмента и работы в середине работы оказал огромное влияние на увеличение времени работы фрезерных станков. Зонды могут проверять инструменты между операциями, предупреждать операторов о поломке или даже автоматически заменять новый инструмент. Некоторые машины могут даже обнаруживать износ инструмента во время работы и автоматически корректировать значения компенсации износа, чтобы ваши детали и дальше оставались идеального размера.