Как правильно выбрать трубогиб для профильной трубы?
Трубогибы активно применяются в самых разнообразных сферах производства и строительства, где требуется придать трубе определенную форму и угол загиба. Стабильным спросом среди производителей и строителей пользуются устройства для сгибания профильных труб – профилегибы.
Основные характеристики
Чтобы выбрать качественный трубогиб для профильной трубы, следует знать, какие задачи способно решать оборудование. Основной целью применения станка является потребность в сгибании труб с различным сечением.
Гибочный станок способен решить множество актуальных задач, в том числе:
- Изогнуть металлическую трубу под заданным углом на максимальную величину до 160-180-360 градусов.
- Работать с широким диапазоном получаемых диаметров окружности — в зависимости от модели данный параметр варьируется в границах от 50-60 мм и до 1500 мм.
- Работать с тонкостенными и максимально прочными изделиями, изготовленными из разных сплавов, и разных форм.


Разновидности профилегибов
Выбирайте трубогибочные станки для гибки профильной трубы в зависимости от сферы их применения. Все устройства объединяются в три основные категории:
- Ручные.
- С гидравликой.
- Электромеханические.
Сфера применения, сырье, с которым предстоит работать, объемы производства так же оказывают определяющее влияние на параметры выбора.
Основные отличительные особенности
Гибочный станок для профильной трубы с различным видом привода отличается функционалом и комплектацией, принципом работы, производительностью, стоимостью.
- Ручной вариант — доступная стоимость, простая конструкция, есть ограничения по виду обрабатываемых труб — путем физических усилий данные устройства могут согнуть алюминиевые и тонкостенные стальные трубы небольшого диаметра. Есть ограничения по объему.
- Гидравлический — универсальный вариант, отличается компактностью, возможностью работать со стальными трубами среднего диаметра, способностью обеспечивать точность изгиба до 2-3-х градусов.
- Электрический профилегиб — высокая стоимость, максимально возможная, по сравнению с другими видами, мощность, отличная производительность, высокая точность угла поворота, удобное управление. Рекомендован профессиональным монтажным организациям и производителям.
- Электрогидравлический трубогиб — самый дорогостоящий и самый технически сложно устроенный вид оборудования, позволяющий работать с трубой в широком диапазоне сечения и обеспечивающий возможность гибки в нескольких плоскостях. Оснащение данного станка системой ЧПУ – позволяет получить высокую производительность производимых гибов и обеспечить точность выполняемых работ.

Также по теме…
Ключевые виды ручных листогибов: отличия и особенности станков
Ручной листогиб – это гибочный станок для листового металлопроката из оцинкованного железа, меди, алюминия и др. Листогибы такой категории доступны по цене, просты в эксплуатации, универсальны и незаменимы на производстве, […]
читать далее
Советы по выбору оборудования
Как правильно выбрать ленточнопильные отрезные станки с гидроразгрузкой?
Для распила круглых, литых, профильных металлозаготовок большого сечения или диаметра применяются ленточнопильные станки по металлу, их цена варьируется в зависимости от уровня автоматизации, от мощности, запасов прочности, конструктивных особенностей, функциональных […]
читать далее
Советы по выбору оборудования
Гильотинные ножницы: разновидность, параметры, помощь в выборе и преимущества гидравлических гильотин
На сегодняшний день существуют следующие разновидности Гильотинных ножниц: ручные, пневматические, механические, гидравлические и даже комбинированные варианты станков.
Все модификации оборудования данного типа предназначено для раскроя листового проката и имеют схожий […]читать далее
Советы по выбору оборудования
 Все модификации оборудования данного типа предназначено для раскроя листового проката и имеют схожий […]
Все модификации оборудования данного типа предназначено для раскроя листового проката и имеют схожий […]Как работает гибочный станок для профильной трубы каркаса теплицы?
Несмотря на все объективные преимущества металлического каркаса для теплицы, один из ее недостатков заключается в том, что соорудить такую конструкцию полностью своими руками – задача непростая, и осуществить ее в домашних условиях без специального инструмента невозможно. Ввиду этого многие садоводы тратят довольно большие деньги на покупку готовой конструкции. Однако если досконально разобраться с тем, как происходит изготовление каркаса, какие для этого нужны инструменты и как использовать оборудование, вполне можно сделать его самостоятельно в домашних условиях с минимальными финансовыми затратами.
Особенности процесса
Вне зависимости от того, какой формы сечение у ваших труб для основы каркаса, их необходимо будет согнуть под определенным углом, чтобы впоследствии собрать арочную конструкцию. Профильная труба может сгибаться двумя способами: либо под давлением, либо под воздействием одновременного давления и нагрева профиля в нужном месте. При таком процессе на материал каркаса воздействуют одновременно две силы: одна сжимает его изнутри, а вторая растягивает снаружи. Однако есть у такой технологии некоторые сложности, в частности:
Профильная труба может сгибаться двумя способами: либо под давлением, либо под воздействием одновременного давления и нагрева профиля в нужном месте. При таком процессе на материал каркаса воздействуют одновременно две силы: одна сжимает его изнутри, а вторая растягивает снаружи. Однако есть у такой технологии некоторые сложности, в частности:
- Непросто согнуть профиль так, чтобы все детали арочной теплицы были в одной плоскости;
- При сильной нагрузке во время сгибания металл может не выдержать давления и лопнуть;
- С внутренней стороны профиль может сгибаться не равномерно, а собраться «гармошкой».
Из-за этого при отсутствии опыта в трубогибе вы можете просто помять металл и испортить материал, что повлечет за собой дополнительные траты на новую заготовку. Однако есть возможность избежать подобного исхода событий: нужно лишь учитывать физические особенности выбранного вами конкретного металла и помнить о таких параметрах, как сечение, толщина, необходимый угол сгиба и т.
Гибка профильных труб на гибочном станке – это слесарная операция, позволяющая придавать металлическим заготовкам округлый или изогнутый контур практически любой степени сложности. Без знания технологических правил гибки изготовить качественную деталь невозможно. Самые распространенные ошибки некачественной гибки: мелкие неравномерные складки на внутренней поверхности загиба, нарушение соосности, смятие стальной заготовки и расхождение шва сварной трубы.
Зачем знать характеристики?
В строительстве теплиц в домашних условиях используется металлопрофиль именно с четырехугольным сечением: несмотря на то, что он существует и круглый, такой вариант лучше всего подходит для последующего крепления укрывного материала для теплицы к каркасу. Ввиду того, что профиль используется для самых разных нужд в сфере огородного хозяйства, он выпускается в различных размерах, которые отличаются друг от друга не только площадью сечения, но и толщиной стенки трубы.
Чтобы определить минимальный угол сгиба, нужно знать высоту профиля (h). Если она составляет менее 20 мм, то изделие длиной от 2,5*h будет легко согнуть без последствий. Если же h составляет больше 20 миллиметров, то согнуть без деформации можно только изделие длиной не менее 3,5*h.
Если толщина стенки менее двух миллиметров, то сгибать на гибочном станке такое изделие вообще не рекомендуется, вместо это лучше использовать сварку.
Способы и особенности сгиба
Профиль можно сгибать как в горячем, так и в холодном состоянии. Заметно повысить пластичность материала изделия поможет обыкновенная газовая горелка, с помощью которой осуществляется нагрев. Впрочем, если сечение большое, то такая заготовка будет легко гнуться сама. Тепловая обработка потребуется в том случае, если сечение профиля (у круглой трубы) составляет не менее 100 миллиметров.
Если высота профиля у вашей заготовки попадает в диапазон от 10 до 40 миллиметров, то какое оборудование использовать решать – именно вам. К примеру, на профилегибе можно сделать всю работу без нагрева. Если же из инструмента только тиски, то один конец профиля нужно зажать в них, на другой надеть фрагмент трубы большего диаметра и использовать его как «плечо».
Приспособления
Среди оборудования для сгибания профиля есть приборы и материалы различной степени сложности. Помимо серьезных дорогостоящих машин, имеются и простейшие средства, с помощью которых можно осуществить желаемую процедуру, не прибегая к работе с профессиональным трубогибом.
Самые простые станки
Горизонтальная плита с отверстиями. На ней можно согнуть профильную заготовку толщиной до сантиметра. В отверстия на плите вставляются упоры, удерживающие заготовку, закрепленную между ними.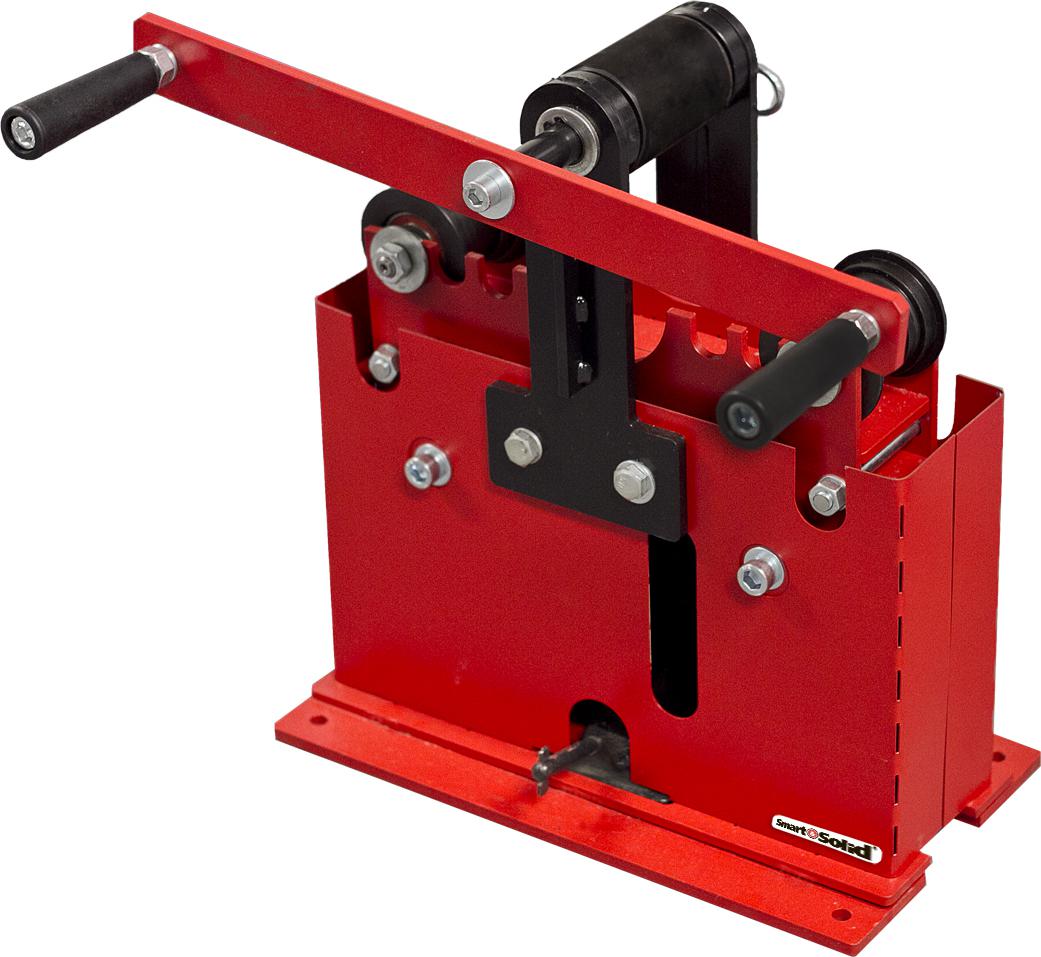 Упоры устанавливаются с учетом того, какой радиус изгиба должен в конечном итоге получиться у профиля. Начинать нужно с середины и двигаться к концам заготовки. Главный недостаток такого гибочного станка заключается в том, что оно требует большой физической нагрузки и не гарантирует стопроцентную точность нужного угла при сгибе, всё делается на глаз.
Упоры устанавливаются с учетом того, какой радиус изгиба должен в конечном итоге получиться у профиля. Начинать нужно с середины и двигаться к концам заготовки. Главный недостаток такого гибочного станка заключается в том, что оно требует большой физической нагрузки и не гарантирует стопроцентную точность нужного угла при сгибе, всё делается на глаз.
Если высота профиля оставляет менее 25 миллиметров, его можно согнуть своими руками при помощи роликового оборудования, которое функционирует по типу станка Вольнова. В данном случае металл необходимо крепко зажать в тиски и сгибать заготовку при помощи ролика путем воздействия физической силой. Такая гибка будет равномерной и, соответственно, более качественной, в отличие от гибки на плите. Недостаток у такого оборудования тот же – требуется хорошая физподготовка.
Если заготовку для арочной теплицы нужно согнуть и получить большой радиус изгиба, можно воспользоваться округлым шаблоном гибочного станка с фиксирующими хомутами.Металлический профиль кладется в паз, габариты, которые идентичны габаритам заготовки. Сгиб осуществляется вручную.

Модернизированная плита для гибки
Если у вас достаточно физической силы, устройство для изготовления арочных конструкций можно сделать своими руками из подручных материалов. Понадобится прочная панель, которую нужно прикрепить к верстаку или любой другой рабочей поверхности при помощи сварки, болтов или струбцин. В качестве рабочей поверхности можно использовать даже пол и, закончив работу, просто удалить болты. Такая конструкция работает по принципу описанной выше горизонтальной плиты. Что нужно для сборки своими руками:
- Панель из листового железа приличной толщины, которая послужит основанием для гибочной плиты;
- На панели необходимо просверлить отверстия, в которые вставляются болты – впоследствии они станут упором, чтобы согнуть профильную заготовку;
- Чтобы регулировать радиус, получаемый после сгибания материала, на болты можно надевать специальные насадки различных размеров;
- Устройство можно также использовать как многофункциональную рабочую поверхность для разнообразных слесарных работ, которые так или иначе приходится делать в гараже или на даче.

Станок на пьедестале
Достаточно простая конструкция, которую несложно сделать своими руками. Пьедестал крепится к полу только болтами, его можно убрать или использовать как подставку под инструмент. Приспособление состоит из толстой металлической пластины на приваренной телескопической подставке. В пластине просверлено два отверстия под болты, служащие упорами для гибки. На болты надеваются дополнительные насадки, использование которых позволяет менять радиус гибки. Для того чтобы согнуть профильную заготовку и сохранить соосность частей сгибаемой трубы, применяется прижимная пластина из толстой листовой стали. Все, что нужно сделать мастеру для сгибания трубы, это закрепить ее в приспособлении и тянуть с усилием за свободный край. Если сил не хватает, плечо усилия можно увеличить дополнительной трубой большего диаметра.
Станок для гибки профильной трубы своими руками
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Трубогиб для гибки профильной трубы. Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
 Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
 Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.

Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
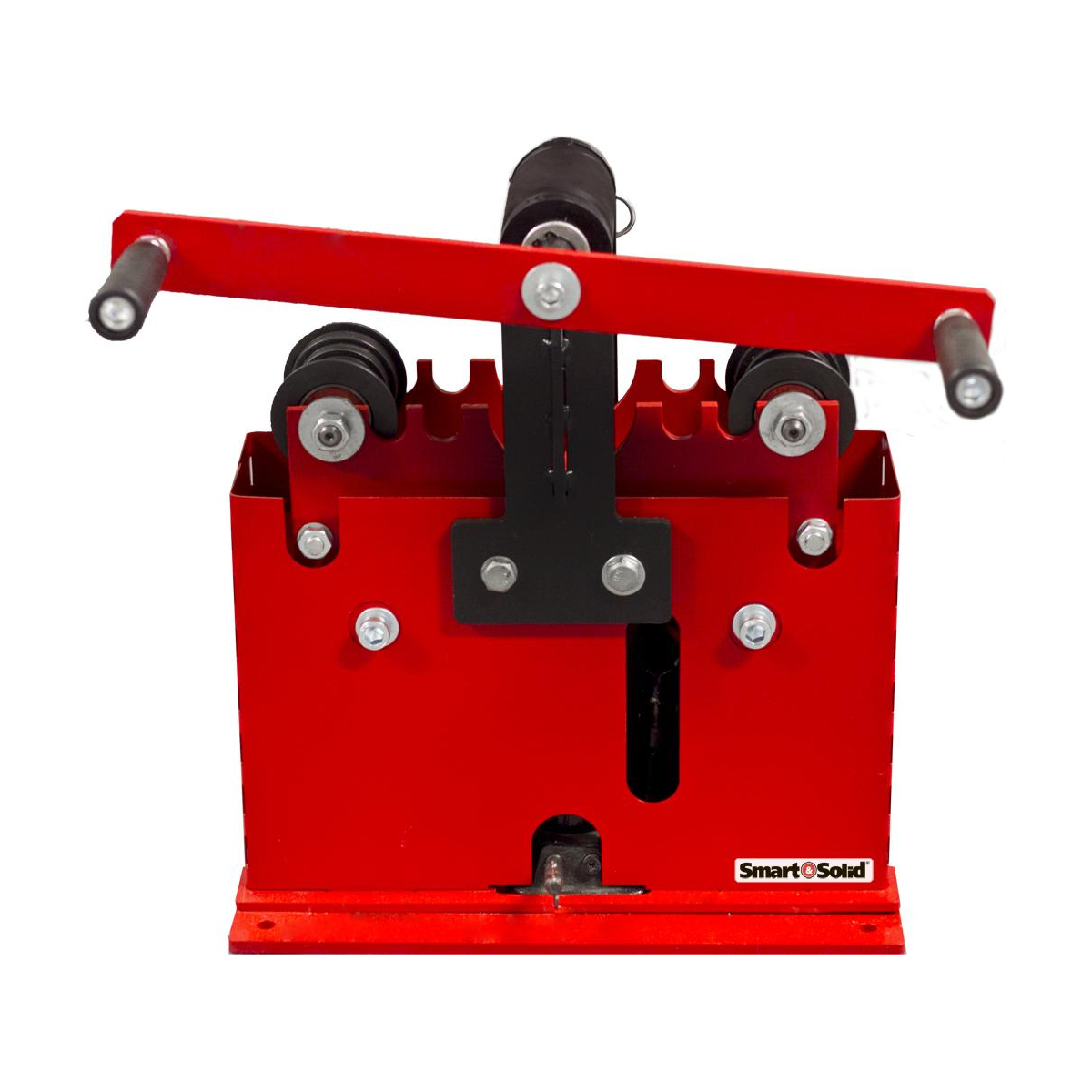
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.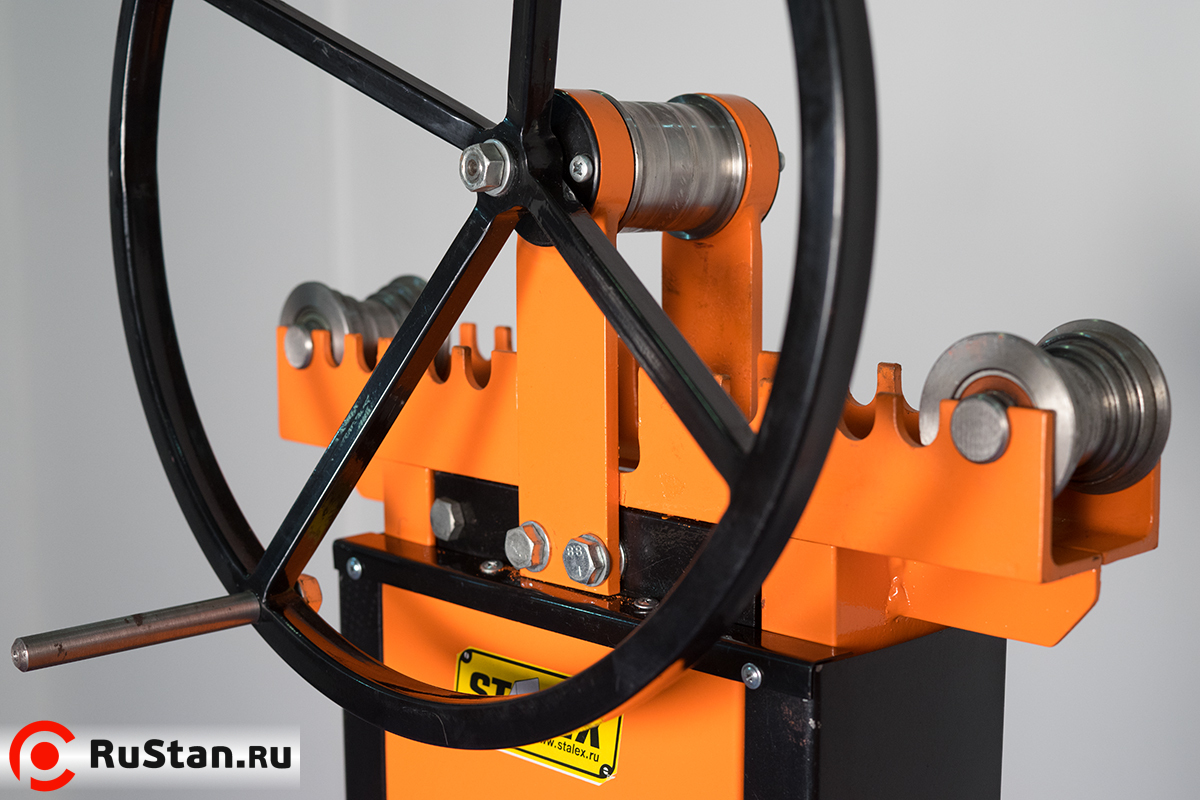
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы. Трубогибочный станок, гидравлический трубогиб
Описание продукта
Станок для гибки труб, гидравлический трубогиб
2. Технический параметр
Другие продукты на выбор .
3. Применение профилегибочного станка
Изготовленный нами профилегибочный станок – это высокоэффективное оборудование для гибки профилей с различными характеристиками, например, из швеллера, уголка , Двутавровая сталь, двутавровая сталь, плоская сталь, квадратная труба, круглая и квадратная труба, может предварительно согнуть конец профилей и изогнуть к круглой, кольцевой, дуговой, спиральной заготовке, однократно, широко используется в аэрокосмической, нефтехимической промышленности , гидроэнергетика, судостроение, автомобилестроение, машиностроение, металлоконструкции и так далее.
4. Обзор конструкции и производительности машины
4.1.1. Обзор конструкции
Профилегибочный станок представляет собой трехвалковую дуговую конструкцию, направленную вниз. Он состоит из корпуса машины, боковой роликовой части, вспомогательного устройства, главной приводной части, чувствительного устройства, деталей пресс-формы, гидравлических частей, электрических компонентов и т. Д. Корпус машины выполнен из листовой стальной конструкции, все механические части установлены во внутренней и внешней части. корпуса машины, составляющего основную часть механической трансмиссии машины.Основное вращение ролика приводится в движение гидравлическим двигателем. Боковые ролики приводились в движение зубчатым колесом через гидравлический двигатель для достижения проектной скорости и крутящего момента.
4. 1.2. Электрическая система управления и гидравлическая система являются двумя независимыми частями, через трубы и электрический провод соединяются с механическим приводом, гидравлическая система и электрическая система управления могут быть установлены в соответствии с чертежом, пользователи также могут перемещать их в подходящее положение в соответствии с цехом и технологией работы.
4.1.3. Станок может быть оснащен дополнительным устройством (пресс-формой) в соответствии с требованием точности заготовки и различными профилями.
4.2.1. Производительность станка
Станок может предварительно согнуть конец профилей, оставшийся прямой край меньше или равен удвоенной ширине профилей. Все три рабочих ролика являются приводными роликами и принимают трение качения; это высокая эффективность, энергосбережение.
4.2.2. Вращение главного ролика осуществляется гидравлическим двигателем через гидравлическую систему.Два боковых ролика (левый ролик и правый ролик) приводятся в движение гидравлическими цилиндрами, вращающимися по линии дуги вокруг основного ролика, его функция заключается в изгибе профилей; кроме того, гидромотор привода гидросистемы, приводной механизм гидромотора, ролики и цепь бокового привода, главный ролик привода цепи, вращающийся с боковыми роликами, его функция заключается в изгибе и формовании профилей; поддерживающий ролик можно поднимать и опускать, перемещать вперед и назад и вращать, все эти движения приводились в движение гидравлическим цилиндром, функция поддерживающего ролика заключается в предотвращении перекручивания профилей во время его изгибания, обеспечивая точность обрабатываемой детали.
4.2.3. Все движения машины приводятся в действие гидравлической системой, управляемой централизованной электрической системой управления, пользователь управляет машиной через кнопку на электрическом шкафу управления.
4.3. Профили предварительного изгиба и изгиба
Профили изгиба имеют симметричный и асимметричный изгиб. (См. Рис. 4-1)
7. Послепродажное обслуживание
7.1 Содержание послепродажного обслуживания
7.11 Гарантийный срок на качество продукции составляет 12 месяцев.
7.12 После того, как продукт будет завершен, мы отвечаем за бесплатную подготовку механического, гидравлического, электрического и рабочего персонала на нашем заводе.
7.13 Пожизненное обслуживание и своевременное предоставление бесплатных запчастей.
7.2 обещание качества
Строго соблюдайте обязательства по обеспечению качества
7. 21 Качество машины должно быть отличным и надежным перед поставкой, исключить ранние отказы машины на нашем заводе.
21 Качество машины должно быть отличным и надежным перед поставкой, исключить ранние отказы машины на нашем заводе.
7.22 Пользователь обнаружил проблему с качеством в процессе использования машины, мы отвечаем в течение 24 часов после получения уведомления пользователя, при необходимости отправляем инженера на сайт пользователя. Ремонтники не покидают сайт пользователя, если не устраняют неисправности.
7.23 Наша компания должна предоставить запасные части для ремонта машин и ремонта машины в соответствии с требованиями заказчика.
8. Приемка и установка
8.1 После того, как оборудование будет завершено, мы незамедлительно уведомим покупателя о том, что он пришел на наш завод, чтобы проверить его перед приемкой.После того, как покупатель проверит и примет машину, и выполнит условия контрактных требований, продавец должен поставить оборудование.
8.2 Продавец должен запустить и протестировать машину в режиме без нагрузки и нагрузки, убедившись, что машина может работать при подаче питания на объект покупателя.
Клиентов, посещающих
9. Представление компании
Наша компания является крупнейшим предприятием по производству профилегибочного оборудования на Центральных равнинах Китая, в настоящее время крупнейшей производственной мощностью нашей компании является W24S -1500, этот тип машины был представлен из Швейцарии, после нескольких лет отечественного производства, технология стала очень зрелой, и постепенно принимается на внутреннем рынке, во время процесса прокатки профиля, ее наиболее заметными преимуществами были следующие: 1, это самое экономичное оборудование; 2, это наиболее эффективное прокатное оборудование; 3, это самая высокая точность прокатного оборудования.
Наша компания произвела такие продукты для ряда крупных компаний, например, компании по производству графита Nantong, компании по производству фланцев в Цанчжоу Чжэнсин, уплотнительной головки Yixing Jiuzhou, группы Jiaozuo Shenhua, группы Zhengzhou songfeng Valve Co. , Ltd., группы Nanjing jiangbiao, Компания по производству фланцев Jingjiang, Jiangsu Jinyang Group Co., Ltd, Wenzhou Kaiqi Group и так далее, все они используют наш станок для гибки профилей. Отличное качество продукции, хороший сервис, получили хорошие отзывы пользователей; Приглашаем Вас посетить нашу компанию или компанию нашего пользователя.
, Ltd., группы Nanjing jiangbiao, Компания по производству фланцев Jingjiang, Jiangsu Jinyang Group Co., Ltd, Wenzhou Kaiqi Group и так далее, все они используют наш станок для гибки профилей. Отличное качество продукции, хороший сервис, получили хорошие отзывы пользователей; Приглашаем Вас посетить нашу компанию или компанию нашего пользователя.
отгрузка
Если есть что-то, что мы можем сделать для вас, добро пожаловать к нам.
, 2020 Машинное оборудование для металлургии Материал гибочного станка и трубогибочного станка2020 Металлургическое оборудование Материал секций трубогибочный и трубогибочный станок
JXW500 СЕКЦИОННЫЙ БИЛЕР
Наш гибочный станок является частью специального оборудования, предназначенного для производителей секционных прутков. Его можно использовать для сгибания профиля в круглую, дуговую или другую форму заготовок. Этот гибочный станок широко используется в различных отраслях промышленности, таких как нефтяная, химическая, гидроэнергетика, судостроение, металлоконструкция, машиностроение и т. Д.
Применение
JXW500 Материал сечения Бендер используется для изготовления кругов, кривых или спиралей для заготовок. Широко используется в таких областях, как нефтяная промышленность, химическое машиностроение, гидроэлектроэнергетика, судостроение, стальные конструкции, машины изготовление и тд.
Технический параметр
| Позиция | Параметры |
| Модули сопротивления изгибу сечения | 270 ~ 2000 (см³) |
| Макс.сопротивление материала | 245Mpa (как у Q235A) |
| Гибка наружу для стали из стали | Модель стали из стали: 50 |
| Диаметр минимального изгиба: Φ3500mm | |
| Гибка внутри для стали из стали | Модель из стали: 40 |
| Мин. Диаметр изгиба: Φ 3500 мм | |
| Стальная труба | Макс. Сечение: Ф26 мм × 16 мм |
| Мин.диаметр изгиба: Φ15000 мм | |
| Мин. сечение: Φ90 мм × 8 мм | |
| Диаметр изгиба: Φ3000 мм | |
| Плоское сгибание для ленточной стали | Макс. Сечение: Φ200 мм × 60 мм |
| Минимальный диаметр изгиба: Φ3000 мм | |
| Прямой изгиб для ленточной стали | Макс. Сечение: Φ500 мм × 75 мм |
| Минимальный диаметр изгиба: Φ4800мм | |
| Рабочая скорость | 2 ~ 3 м / мин |
| Мощность двигателя | Гидравлический насос: 22 кВт |
| Опорный двигатель: 0.75 кВт × 2 0,18 кВт × 2 | |
| Размер | (Длина × Ширина × Высота) 4880 мм × 3200 мм × 2000 мм |
| Общий вес | Около 36000 кг |
000000
1. Может ли одна машина производить только один размер?
Не совсем, это зависит от машины.
2. У вас есть послепродажное обслуживание?
Да, мы с радостью дадим совет, а также предоставим квалифицированных специалистов для обслуживания машины в случае необходимости.
3.Как посетить вашу компанию?
Мы можем забрать вас из аэропорта Шанхая или Ханчжоу. Или железнодорожный вокзал Шаосин Север.
4. Что вы можете сделать, если машина сломалась?
Гарантийный срок нашей машины составляет 12 месяцев. Если сломанные детали не могут отремонтировать, мы можем отправить новые запчасти заменить сломанные, но вам нужно оплатить экспресс-стоимость самостоятельно.Если по истечении гарантийного срока мы сможем путем переговоров решить проблемы и обеспечим техническую поддержку на весь срок службы оборудования.
5.Можете ли вы нести ответственность за транспорт?
Да, пожалуйста, сообщите нам порт назначения или адрес. У нас богатый опыт работы на транспорте.
6. Вы торговая компания или фабрика?
Мы являемся производителем.
7. Почему ваша цена выше, чем у других?
Поскольку мы настаиваем на том, чтобы каждый завод ставил качество на первое место.Мы тратим время и деньги на разработку того, как сделать машины намного более автоматическими, точными и качественными. Мы можем быть уверены, что наша машина сможет без проблем работать более 20 лет.
8. У вас есть зарубежные инженеры?
Да, мы не только предоставляем зарубежных инженеров, но и проводим техническое обучение.
9. Вы предоставляете индивидуальные?
Конечно, мы можем спроектировать оборудование в соответствии с данными структурного раздела, который вы предоставляете.Мы являемся профессиональным разработчиком и производителем листогибочных машин.
,Гидравлический трубогибочный станок, горячекатаный гидравлический трубогиб
Описание продукта
Фотографии гидравлического трубогибочного станка, горячего надувного гидравлического трубогиба
гидравлического прямоугольного трубогибочного станка, горячего надувного гидравлического трубогиба
2. Технический параметр
3. Использование прямоугольного трубогибочного станка
Гидравлический прямоугольный трубогибочный станок, горячекатаный гидравлический трубогиб, который мы изготовили, представляет собой высокоэффективное оборудование для гибки профилей с различными характеристиками, например, из швеллера, уголка, H-луча. сталь, двутавровая сталь, плоская сталь, квадратная труба, круглая и квадратная труба, может предварительно согнуть конец профилей и изогнуть к круглой, кольцевой, дуговой, спиральной заготовке, однократно, широко используемой в аэрокосмической, нефтехимической, гидроэнергетической промышленности, судостроение, автомобилестроение, машиностроение, металлоконструкции и т. д.
4. Обзор конструкции и производительности машины
4.1.1. Обзор конструкции
Гидравлический трубогибочный станок прямоугольного сечения, гидравлический трубогиб горячей продажи, представляет собой трехвалковую дуговую конструкцию вниз. Он состоит из корпуса машины, боковой роликовой части, вспомогательного устройства, главной приводной части, чувствительного устройства, деталей пресс-формы, гидравлических частей, электрических компонентов и т. Д. Корпус машины выполнен из листовой стальной конструкции, все механические части установлены во внутренней и внешней части. корпуса машины, составляющего основную часть механической трансмиссии машины.Основное вращение ролика приводится в движение гидравлическим двигателем. Боковые ролики приводились в движение зубчатым колесом через гидравлический двигатель для достижения проектной скорости и крутящего момента.
4. 1.2. Электрическая система управления и гидравлическая система являются двумя независимыми частями, через трубы и электрический провод соединяются с механическим приводом, гидравлическая система и электрическая система управления могут быть установлены в соответствии с чертежом, пользователи также могут перемещать их в подходящее положение в соответствии с цехом и технологией работы.
4.1.3. Станок может быть оснащен дополнительным устройством (пресс-формой) в соответствии с требованием точности заготовки и различными профилями.
4.2.1. Производительность станка
Станок может предварительно согнуть конец профилей, оставшийся прямой край меньше или равен удвоенной ширине профилей. Все три рабочих ролика являются приводными роликами и принимают трение качения; это высокая эффективность, энергосбережение.
4.2.2. Вращение главного ролика осуществляется гидравлическим двигателем через гидравлическую систему.Два боковых ролика (левый ролик и правый ролик) приводятся в движение гидравлическими цилиндрами, вращающимися по линии дуги вокруг основного ролика, его функция заключается в изгибе профилей; кроме того, гидромотор привода гидросистемы, приводной механизм гидромотора, ролики и цепь бокового привода, главный ролик привода цепи, вращающийся с боковыми роликами, его функция заключается в изгибе и формовании профилей; поддерживающий ролик можно поднимать и опускать, перемещать вперед и назад и вращать, все эти движения приводились в движение гидравлическим цилиндром, функция поддерживающего ролика заключается в предотвращении перекручивания профилей во время его изгибания, обеспечивая точность обрабатываемой детали.
4.2.3. Все движения машины приводятся в действие гидравлической системой, управляемой централизованной электрической системой управления, пользователь управляет машиной через кнопку на электрическом шкафу управления.
4.3. Профили предварительного изгиба и изгиба
Профили изгиба имеют симметричный и асимметричный изгиб. (См. Рис. 4-1)
5.Больше моделей на выбор
000 000 000 000 000 000 7.Сервисное обслуживание
7.1 Содержание послепродажного обслуживания
7.11 Гарантийный срок на качество продукции составляет 12 месяцев.
7.12 После того, как продукт будет завершен, мы бесплатно обучаем механический, гидравлический, электрический и эксплуатационный персонал на нашем заводе.
7.13 Пожизненное обслуживание и своевременное предоставление бесплатных запчастей.
7.2 обещание качества
Строго соблюдайте обязательства по обеспечению качества
7.21 Качество машины должно быть отличным и надежным перед поставкой, исключить ранние отказы машины на нашем заводе.
7.22 Пользователь обнаружил проблему с качеством в процессе использования машины, мы отвечаем в течение 24 часов после получения уведомления пользователя, при необходимости отправляем инженера на сайт пользователя. Ремонтники не покидают сайт пользователя, если не устраняют неисправности.
7.23 Наша компания должна предоставить запасные части для ремонта машин и ремонта машины в соответствии с требованиями заказчика.
8. Приемка и установка
8.1 После того, как оборудование будет завершено, мы незамедлительно уведомим покупателя о том, что он пришел на наш завод, чтобы проверить его перед приемкой.После того, как покупатель проверит и примет машину, и выполнит условия контрактных требований, продавец должен поставить оборудование.
8.2 Продавец должен запустить и протестировать машину в режиме без нагрузки и нагрузки, убедившись, что машина может работать при подаче питания на объект покупателя.
9. Представление компании
Наша компания является крупнейшим предприятием по производству гибочного оборудования для профилей на Центральных равнинах Китая, в настоящее время самая большая производственная мощность нашей компании – W24S-1500, был представлен этот тип станка. из Швейцарии, после многих лет отечественного производства, технология стала очень зрелой и постепенно принимаемой на внутреннем рынке, во время процесса прокатки профиля ее наиболее заметными преимуществами были следующие: 1, это оборудование с наибольшей экономией материала; 2, это наиболее эффективное прокатное оборудование; 3, это самая высокая точность прокатного оборудования.
Наша компания произвела такие продукты для ряда крупных компаний, например, компании по производству графита Nantong, компании по производству фланцев в Цанчжоу Чжэнсин, уплотнительной головки Yixing Jiuzhou, группы Jiaozuo Shenhua, группы Zhengzhou songfeng Valve Co., Ltd., группы Nanjing jiangbiao, Компания по производству фланцев Jingjiang, Jiangsu Jinyang Group Co., Ltd, Wenzhou Kaiqi Group и так далее, все они используют наш станок для гибки профилей. Отличное качество продукции, хороший сервис, получили хорошие отзывы пользователей; Приглашаем Вас посетить нашу компанию или компанию нашего пользователя.
10. Почему выбирают нас?
Преимущества, которые мы имеем:
1. Опытный поставщик прокатных и гибочных станков.
2.Профессиональная команда дизайнеров и отдел продаж к вашим услугам.
3.Alibaba золотой поставщик, завод признан CE.
4.7 / 24 сервис для вас, все вопросы будут решены в течение 24 часов.
Преимущества, которые вы получаете:
1.стабильное качество — благодаря хорошим материалам и технике.
2. Низкая цена — не самая дешевая, но самая низкая при том же качестве.
3. Хорошее обслуживание — удовлетворительное обслуживание до и после продажи.
4. Срок поставки — 30-40 дней для массового производства.
11. Наша компания View
Наша философия заключается в предоставлении нашим клиентам высококачественных продуктов и беспрецедентных услуг. Мы заверяем наших клиентов в взаимовыгодных отношениях и надеемся на развитие долгосрочного стратегического партнерства с вашей уважаемой организацией.
Добро пожаловать в Китай, приглашаем посетить наш завод!
Расположение : к югу от Тайханг Роуд, город Циньян, провинция Хэнань, материковая часть Китая.
,Как сделать гибочный станок для профильной трубы своими руками чертежи
Главная » Разное » Как сделать гибочный станок для профильной трубы своими руками чертежиСамодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Трубогиб для гибки профильной трубы. Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки” . Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы.Гибка труб своими руками из подручных средств (фото + чертеж) | Своими руками
Вы опубликовали мою статью о теплице. Повторюсь: теплица арочного типа под пленку, площадью 130 кв. М, за очень небольшие деньги, полностью сделана вручную. Дизайн вызвал интерес у многих. И больше всего вопросов касалось того, как я делал арки.
Этот же вопрос стоял передо мной, когда я думал о строительстве теплицы. Как согнуть профильную трубу, чтобы дуги были одного радиуса?
Сразу отпал вариант с загибом кувалдой.
Это можно сделать, но в результате получится «криволинейная гнутая коронка».
Заказать гнутый профиль в организациях, занимающихся аналогичными работами, тоже не вариант. А как поставить готовые дуги? В моем случае их радиус составляет 3 м, а длина готового отрезка – 6 м. Для этого нужен специальный транспорт, а это совсем не бюджетно.Поразмыслив, пришел к выводу, что необходимо сделать бендер своими руками .
Поскольку я не планировал использовать его в профессиональных масштабах, он сделал его максимально упрощенным. Главное – уметь контролировать радиус изгиба, а сам гибочный станок имел достаточную жесткость рамы, особенно в сочленении.
Для изготовления рамы он взял профильную трубу и куски уголка, которые он нашел в металлоломе, а также старый, но рабочий гидравлический домкрат.Домкрат подходит любой, вплоть до того, что есть в комплекте автомобиля. Как оказалось, усилие, необходимое для гибки профильной трубы 25 × 50 мм, невелико.
Смотрите также: Теплица своими руками из профильной трубы – фото и чертежи
На рынке куплено 6 подшипников 180307. Самая дорогая деталь – 3 вала. Их надо было заказывать у токаря, он вырезал их и через пару дней доставил.
Конечно, хорошо, если сделать корпуса подшипников.Я просто приваривал их к каркасу в процессе строительства. Подшипники старались варить быстро, особо не перегревались, и сразу охлаждали, чтобы пластиковые заглушки, закрывающие шары, не плавились. Вариант не очень удачный, но если учесть, что трубогиб нужен на один-два дня, то пойдет.
Важно в процессе установки валов выставить их в одной плоскости, чтобы при изгибе арок не получилось такое же «кривое сверло», которое можно было бы получить с помощью простой нарезки кувалдой.
На один из валов приварил ручку, прокручивая ее, выдвигал будущую арку. Также важно иметь какой-то индикатор изгиба. Наблюдая за его отклонением, можно контролировать радиус кривизны арок. В моем случае это пластина, приваренная к неподвижной части рамы. На нем и отмечена стрелка-указатель из металлической полосы приварена к той части конструкции, которая поднимается домкратом.
Процесс гибки трубы выглядел так. Я взял профильную трубу нужной длины (в моем случае – 9 м) и уложил в трубогиб, прижав домкратом.Нужно увидеть, как труба начинает немного гнуться. Сразу же поставьте отметку напротив стрелки на пластине управления, чтобы для следующей трубы использовалась такая же метка.
Поворачивая ручку, протягивая трубу по всей длине, доходя до конца, труба все равно зажималась, делала вторую отметку и вытягивала ту же трубу уже в противоположном направлении – и так три раза, пока моя 3-х метровая арка не приобрела требуемый радиус.
Особенно важно при последнем проходе следить за тем, чтобы стрелка, указывающая на поворот, всегда находилась в одном и том же положении.В этом случае закругление всех арок будет одинаковым. Что и требовалось!
На изготовление одной арки у меня ушло минут 5-6. Работа велась вдвоем, но удобнее, когда есть два помощника. Самая большая сложность – удержаться за почти законченную арку последние два прохода, потому что она поднимается вверх на 6 м.
Для этого использовали крышу здания: один человек встал на нее и закрепил трубу, а второй протягивал.Так что это не так сложно, как кажется.
В итоге буквально за пару часов я создал набор из 12 идеально изогнутых арок одинакового размера. Этого хватило на теплицу длиной 22 м. Ну и в качестве бонуса остался с исправным трубогибом.
ТРУБОГИБ СВОИМИ РУКАМИ – ФОТО
Смотрите также: Навес на баню из сотового поликарбоната своими руками
РУЧНАЯ ТРУБОГИЯ СВОИМИ РУКАМИ – ЧЕРТЕЖ
© Автор: А.Горобей
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ, ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Ниже другие записи по теме «Как сделать своими руками – домохозяину!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Гибочная труба без гибочного станка – самодельный стиль!
- Купить машины
- Детали
- Грузовики и трейлеры
- Журнал
- События
- Финансы
- Опубликовать объявление
- Строительство
- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Горное дело
- Все
- Инновации
- Ноу-хау
- Новости
- Дерево
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- События
- Все
- Лодки / Легковые автомобили / Отдых
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство
- Металлообработка
- Горное дело
- Деревообработка
- Выучить
- Подробнее…
- Доступ
- Кейтеринг
- Быстрые машины
- Горячие темы
- Ландшафтный дизайн / лесное хозяйство
- M4U Новости и розыгрыши
- Погрузочно-разгрузочные работы
- Люди / Oddball
- Транспорт
Помни меня
Забыли пароль?- Строительство
Строительство
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
Сельское хозяйство
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
Металл
Посмотреть все
Стол-поднос своими руками – чертежи и процесс изготовления стола | Своими руками
Крышка у этого стола снимается и превращается в сервировочный поднос. И самое главное – это легко сделать за одни выходные. Основание стола собирается на соединениях паз / шип. Поэтому он достаточно прочен и надежен в эксплуатации.
Все части стола вырезаны из трех кедровых досок, которые легко купить в магазине стройматериалов.
Стол-основание
Стол состоит из двух частей – крышки и основания. Я начал делать основу. Это набор ножек и фартуков, соединенных в паз / шип. Стойки А сечением 50 × 50 мм изготовлены из клееных заготовок толщиной 32 мм (рисунок 1).
Канавки.
Набрав ножки в размер, необходимо разметить бороздки. Как видно на рис.1 и рис.1b, для получения небольшого шага между стопой и фартуком канавки немного смещены (рис.1б).
Выбирал пазы на сверлильном станке сверлом Форстнера 010 мм. Сначала я проделал отверстия в начале и конце канавки (рис. 2), а затем просверлил лишнюю древесину с отверстиями внахлест. Углы бороздок оставьте скругленными (рис. 2а). На рис. 1б видно, что пазы выполнены немного глубже, чем длина шпилек. Этот зазор предназначен для излишков клея.
Шипы.
Закончив ножки, я приступила к изготовлению длинного и короткого фартуков B и C.
Сначала нарезаю фартуки по размеру.
Затем, чтобы сделать шипы на концах фартуков, установите для пазов круглый диск (рисунок 3).
После этого с обеих сторон сделали насечки и проверили посадку. Распилил плечи шипов – приподнял диск и образовал 12-миллиметровые шипы (см. Рис. 3).
При изготовлении шпилек необходимо закруглить их концы, чтобы они вошли в пазы. Я использовал для этого напильник (рис. 3б).
Последний шаг – закруглить некоторые края на ногах и фартуке (рисунок 1).Я сделал это на фрезерном станке с круглошлифовальной фрезой R3, а затем приклеил основу.
Сделайте крышку лотка
Крышка состоит из шести планок F и двух концов D.
Канавки.
Сначала я разрезаю концы буквы D по размеру. Затем на циркуляре на проточке диска сделали продольную проточку. Поскольку канавка узкая, обычным диском можно сделать несколько проходов. Для второго реза я развернул заготовку (рис. 5 и 5).Таким образом, паз гарантированно окажется посередине.
Читайте также: Самодельная циркулярка своими руками – чертежи
Ручки.
Следующим этапом делаем отверстия для пальцев. Лучше всего просверлить два отверстия по 25 мм (рис. 4б), а затем выпилить между ними ненужную древесину.
Изогнутый профиль.
Закончив с ручками, необходимо придать окончанию изогнутую форму.Из алюминиевой линейки длиной 900 мм и скотча я сделал «бантик», чтобы нарисовать дугу (рисунок 6). Выпилил контур и плавно зачистил.
Доски.
Хотя полоски между окончаниями выглядят одинаково, они имеют различную толщину. Наружные планки Е толщиной 25 мм соответствуют толщине концов. Толщина внутренних полос F всего 20 мм. На рис. 4а показано, что для образования шипа внешние полосы подпиливаются с двух сторон, а внутренние – с одной.Внутренние планки находятся на одном уровне с внешними, на верхней стороне крышки и расположены с равномерным зазором. Перед сборкой крышки закруглил все внутренние края, а потом приклеил крышку.
Теперь вы можете сделать планки G, удерживающие крышку лотка. Рейки крепятся к нижней стороне чехла между ног.
Украшение стола
Я покрыл стол несколькими слоями полиуретанового лака для наружных работ.
Как выбрать паз для изготовления стола
При изготовлении мебели без стыков паз / шип незаменим (такой вариант использовался при сборке своими руками углового компьютерного стола).Часто выбирать бороздки требуется на концах достаточно тонкой заготовки. Как это сделать, чтобы не расколоть заготовку?
Читайте также: Двухъярусная кровать своими руками
После разметки канавки заготовку с двух сторон прижать зажимами, используя подходящие колодки. Затем на станке или электродрели в стойке просверливается паз, проделывая несколько отверстий спиральным сверлом в области паза. Оставшуюся перемычку можно аккуратно удалить, например, сверлом Форстнера или торцевой фрезой, одновременно совместив низ паза.Наконец, канавка формируется фрезой для спиральных канавок. После этого заготовка отпускается.
Если у вас под руками нет сверла Форстнера и фрезы для канавок, снятие перемычек после сверления и фрезерования канавки можно сделать острым зубилом.
Чертежи, по которым изготовлен стол-подносИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ, ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже другие записи по теме «Как сделать своими руками – домохозяину!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Как рисовать РУКИ – детали для реалистичных рук!
Переуступка
Ваша домашняя работа для этого урока – найти свое задание из урока по костям рук. С помощью рисунков костей вы уже определились с расположением, пропорциями и формами скелета. Теперь вы будете рисовать сверху, используя кусок кальки традиционным способом или на новом слое в цифровом формате, и превратите свои рисунки в полноценные руки.Вам нужно будет добавить все мышцы, которым вы научились в части 1, и все поверхностные детали, которые вы изучили на этом уроке. Это упражнение поможет вам связать ваше понимание скелета с деталями поверхности. Вы придумываете все это в своем воображении, но не бойтесь смотреть на свои руки или фотографии в качестве вдохновения.
***Эй, вы прошли во вторую часть суперкласса Proko Hand Drawing Master «Слава и… Потрясающе». На предыдущих уроках я рассмотрел кости, мышцы и сухожилия руки.Но даже знать всю эту анатомию недостаточно. Рука состоит из множества слоев и деталей, которые мы рассмотрим в этом уроке. Это поможет нам получить более реалистичный результат. Ногти могут определять перспективу. Складки кожи могут создать реалистичность и улучшить жест. Жировые подушечки мягкие и мягкие, они реагируют на движения руки. Итак, давайте узнаем детали поверхности руки и способы их использования.
жир
Начнем с жира. На ладонной стороне кисти имеется множество толстых подушечек .Эти подушечки мягкие, круглые и добавляют толщину руке. Они смягчают ваши кости, поэтому не врезаются во все, к чему вы прикасаетесь. Их податливость помогает руке лучше держать предметы.Жир покрывает практически всю ладонь, но это неравномерное распределение. На ладони есть три ключевые жировые подушечки. Две садятся поверх мышечной массы и сглаживают их внутренние края. Добавив эту горизонтальную подушечку у основания пальцев, мы получим пончик. Странный квадратный пончик с треугольным отверстием.Ладно, плохая аналогия … В любом случае, в центре ладони есть выемка, которая помогает захватывать вещи и брать газировку.
Если вы хотите нарисовать более интересные пальцы, эта часть для вас! Во-первых, горячая подсказка для рисования общей формы пальца: контрастируйте прямые и изогнутые линии. Ваши пальцы покрыты мягкими толстыми подушечками со стороны ладони, поэтому нарисуйте эту сторону выпуклыми изгибами и мягкими формами, которые защемляются при сгибании суставов. Дорсальная сторона – это просто кость и сухожилие.Используйте прямые линии, более плоские плоскости и более острые углы, чтобы представить твердые кости. Просто противопоставив прямые и изгибы, даже простой мультфильм может объяснить анатомию руки.
У прямого пальца толстые подушечки со стороны ладони растянуты и не так изогнуты. Но кожа на костяшках пальцев сдавлена и покрыта множеством морщин. Когда пальцы сгибаются, толстые подушечки со стороны ладони сжимаются и становятся действительно пышными. Обратите внимание, как складки указывают в направлении сустава.Кожа на костяшках пальцев растягивается и обнажает костные структуры под ней.
А теперь давайте посмотрим на эти толстые подушечки. Каждый сегмент пальца имеет уникальную форму. В общем, вы не хотите рисовать одну и ту же фигуру снова и снова. Это не выглядит органично и интересно, как должно выглядеть человеческое тело; это выглядит искусственным и фальшивым. Итак, мы хотим найти тонкие различия между суставами пальцев и использовать их в наших рисунках. Начну с жеста пальца.Тонкая S-образная кривая, сужающаяся к кончику.
Проксимальный сегмент самый округлый и его можно нарисовать вот так, брюшком. Средняя часть – самая плоская из трех, поэтому мы можем нарисовать ее немного прямее. Представьте, что у вас есть три человека, которых вам нужно разместить в кузове автомобиля. Средний парень будет раздавлен, так что вам нужен кто-то худощавый, который сможет уступить место другим. Кончик пальца направлен вверх, и мы можем нарисовать его в виде клина. Вы даже можете увидеть восходящий угол на верхней плоскости, как будто сустав немного отгибается.Большой палец – это преувеличенная версия клина, обращенного вверх. Стив Хьюстон показывает это как собачью голову.
Складки кожи
Что подводит нас к складкам кожи и складкам. Представьте себе лист бумаги; когда вы его сгибаете, вы можете распрямить его позже, но на странице все еще есть сгиб. Складки на руке и запястье расскажут о его истории и о том, где он изгибается. У большинства суставов вашего тела есть соответствующие складки. Линии, охватывающие суставы каждого пальца, и даже «линии браслета» на запястье.
Тыльная сторона пальцев соответствует следующему шаблону: дистальный сустав можно упростить до единой прямой линии. Средний сустав имеет спиралевидный рисунок. Обычно вы можете найти 3 основные линии, которые представляют собой смесь прямых и круглых. Вы увидите действительно тонкие складки на проксимальных суставах, но ничего серьезного.
На стороне ладони дистальный сустав представляет собой единственную прямую складку. Средний сустав овальной формы с двумя круглыми складками. Попробуйте частично согнуть пальцы и понаблюдайте, как кожа вздувается.Он больше всего собирается в этом среднем суставе, поэтому складывается вдвое. Вы видите тот же овальный рисунок в проксимальном суставе среднего и безымянного пальцев, но что интересно, указательный и мизинец имеют только одну прямую линию.
В любом случае запоминать это не нужно. Теперь, когда вы знаете, что искать, вы всегда можете освежить память своими пальцами.
Большой палец может иметь небольшое разнообразие. У вас будет одна или две складки вокруг первого сустава.И один или два вокруг основания, называемые фамильным кольцом в хиромантии.
Пожалуй, самый известный вид складок на руке, предсказывающий ваше будущее, – это складки ладоней.
Эта кривая здесь называется линией жизни в хиромантии. Когда большой палец находится напротив ладони, эта мышечная масса большого пальца прижимается к ладони, и мы получаем складку вдоль ее основания. Эти две другие складки, линии сердца и головы, возникают из-за того, что пальцы сжимают ладонь. Это сильное защемление кожи и жира.Здесь, на возвышении гипотенара, больше места для кожи, а наверху у указательного пальца – гораздо меньше, поэтому эти 3 складки будут расходиться наружу. Один на границе жировых подушечек суставов, другой обхватывает массу большого пальца и один между ними. Вы увидите несколько вертикальных складок, таких как линии здоровья и судьбы, но они будут более тонкими, чем первые 3.
Точная длина и кривизна всех этих линий различаются. Возможно, вам не хватает одного; это не значит, что у вас нет судьбы, если вы не можете найти свою линию судьбы.
Когда вы рисуете руку в движении, вместо того, чтобы сосредотачиваться на постоянных складках, сосредоточьтесь на складках, созданных движением позы, которую вы рисуете. Кожные складки следуют за движением руки, как складки на одежде следуют за движением тела. Если вы произвольно скопируете множество маленьких линий или попытаетесь нарисовать каждую складку для чтения по ладони, это может скучать и мешать рисованию вашей руки … Но если вы выберете линии, которые показывают жест и силу руки или движение между пальцами, сложите линии могут сделать ваши рисунки сильнее!
Например, на этом рисунке (справа) я выделил эти складки.Мизинец отводится от остальных пальцев. Итак, кожа здесь защипывает, а здесь растягивается, от мизинца к другим пальцам. Они повторяют жест руки, как строки из комиксов. Если бы я сосредоточился только на трех основных линиях чтения по ладони, это бы отвлекало от действия (как на первом рисунке). Вы можете добавить другие складки, просто сделайте их второстепенными и как можно более легкими.
Ногти
Конечно, немаловажная деталь – это ногти .Попробуйте использовать ногти, чтобы показать перспективу, ориентацию и форму пальца. Не беспокойтесь о буквальной форме ногтя, если только это не важный элемент вашего персонажа. Как выглядят ногти лесоруба по сравнению с деловой женщиной по сравнению с тем, кто фыркает, ммм .. углем. Говорят форма и длина ногтя, а также лак для ногтей или грязь. Если глаза – это зеркало души, то гвозди – другое, меньшее окно.
Распространенная ошибка – рисовать ногти плоскими.На самом деле они округлые. Они следуют этой цилиндрической верхней плоскости остальной части пальца. Гвоздь объясняет, приближается ли палец к зрителю в пространстве или удаляется от него и насколько. Гвоздь действует как естественная линия поперечного контура. Угол слева направо также объясняет, как вращается палец. Если вы когда-нибудь рисуете палец, который каким-то образом смотрит в сторону, попробуйте перерисовать ноготь. Это может решить вашу проблему.
Сравнивать положение ногтя большого пальца с остальными пальцами – хорошая привычка, поскольку на самом деле большой палец обращен в противоположную сторону от других пальцев.Распространенной ошибкой является проведение большого пальца параллельно остальным и расплющивание всей руки. Когда большой палец тянется к ладони, чтобы что-то схватить, он поворачивается к противоположному углу пальца.
А теперь давайте изучим кое-что, что я знаю как свои пять пальцев.
Тыльная сторона руки
Ладонь очень мягкая; в основном мышцы и жир. Но тыльная сторона руки жесткая. Видны только мышцы вокруг большого пальца. На всем этом прямоугольном участке вы увидите кости, сухожилия и вены.
Вены на руках имеют неправильную форму, поэтому вы не можете запомнить точную карту, как вы это делаете с мышцами и сухожилиями. Но все же есть закономерность. Вены обычно находятся в углублениях между костями, поэтому опасность их сдавливания меньше. С другой стороны, вены проходят между пястными костями. Базиликовая вена проходит вниз по локтевой стороне кисти, а головная вена – по другой стороне. По центру руки проходят мелкие вены. Они пересекаются горизонтально по направлению к суставам в этой «дорсальной венозной дуге».«Избегайте рисования слишком большого количества косых или горизонтальных вен проксимальнее дуги, так как вены в основном будут перемещаться вертикально вдоль пястных костей, где это безопасно. Через пальцы вены становятся тоньше и уже. Они не будут выступать так сильно, как вены на пястных костях, но могут немного выступить. И есть цветовая индикация.
Вены имеют форму трубки, но не выделяют их тени так сильно, как тени, которые показывают основные формы руки. Во-первых, на молодых руках вены будут плоскими, и их можно будет увидеть только из-за цвета.С возрастом руки вены все больше выходят на поверхность и будут торчать. Но даже тогда их формы мелкие и третичные. Вы не хотите затенять пропасти прямо в середине руки; это разрушит форму и не даст ей почувствовать себя единым целым. Создайте иерархию со своими ценностями и гранями. Первичные формы должны быть наиболее очевидными. Блочность или округлость крупных форм. Затем второстепенные формы, такие как кости и группы мышц. Такие детали, как вены, являются третичными формами.
Для этого слайд-шоу требуется JavaScript.
сухожилий , которые вы увидите на тыльной стороне кисти, образуются из внешних мышц кисти. Я объяснил их на уроке предплечий. На тыльной стороне ладони 4 сухожилия, расходящиеся к суставам. И на тыльной стороне большого пальца есть два сухожилия, которые образуют эту полую табакерку.
Обратите внимание, как сухожилия не видны на запястье. Они начинаются немного с пястных костей, потому что они окружены сухожильными оболочками для защиты.Затем немного дальше в запястье находится ретинакулум. Вы не увидите отдельных сухожилий на тыльной стороне запястья.Чтобы сухожилия не выглядели как вены, можно контрастировать их прямолинейность. На пути от запястья к кончикам пальцев сухожилия станут намного прямее. Вены будут блуждать по руке. Вены также имеют более темный и холодный локальный цвет, тогда как сухожилия соответствуют тону кожи или даже немного светлее. Знаете, как при нажатии на кожу она на секунду становится светлее? Сухожилия аналогичным образом влияют на цвет кожи, когда они выскакивают и оказывают давление на кожу.
В общем, я рекомендую вам сосредоточиться на деталях, которые улучшают ваше изображение. Если он не служит цели, его не должно быть. И добавьте разнообразия формы, стоимости или краев в областях, которые имеют тенденцию повторяться. Сухожилия, сегменты пальцев, расположение пальцев, морщины… Все это будет выглядеть статично и скучно, если повторяться слишком часто. Пусть жест позы поможет вам принять решение о том, как добавить разнообразия.Варианты символов
В премиум-версии этого урока я покажу вам, как использовать все эти характеристики для рисования молодых, старых, мужских и женских рук.
В следующем уроке мы по-настоящему познакомимся с некоторыми демонстрациями рисования. Я покажу вам процесс рисования, который упростит вам рисование рук по образцу и даже по воображению. Вы не хотите пропустить эти новые уроки, поэтому подпишитесь на рассылку новостей proko!
Переуступка
Но не будем забегать вперед. Ваша домашняя работа для этого урока – найти свое задание из урока по костям рук.
С помощью рисунков костей вы уже определились с расположением, пропорциями и формами скелета.Теперь вы будете рисовать сверху, используя кусок кальки традиционным способом или на новом слое в цифровом формате, и превратите свои рисунки в полноценные руки. Вам нужно будет добавить все мышцы, которым вы научились в части 1, и все поверхностные детали, которые вы изучили на этом уроке. Это упражнение поможет вам связать ваше понимание скелета с деталями поверхности. Вы придумываете все это в своем воображении, но не бойтесь смотреть на свои руки или фотографии в качестве вдохновения.
Хорошо, ребята, вот и все! Надеюсь, вам понравился этот урок.Дайте мне знать, что вы думаете, в разделе комментариев ниже.
Добавлено в: Анатомия • Видео
С тегами: избранные • руки
Профилегибочный станок, Профилегибочный станок, ЧПУ, 3D, С 1989 г.
– Модель –ТИПЫ
ПРОФИЛЬНОГИБИЛЬНЫЙ СТАНОК
Специалист по гибке профилей и плит. У нас более 30 лет опыта работы с профилегибочными машинами ( Профилегибочная машина ) и листогибочными машинами.
Наш профилегибочный станок называется профилегибочный станок , профилегибочный станок , профилегибочный станок , профилегибочный станок , профилегибочный станок , профилегибочный станок и трубогиб , профилегибочный станок для труб.
BIT предлагает три серии профилегибочных машин: W24S серии гидравлический профилегибочный станок для гибки больших профилей, гибки различных металлических профилей (включая нержавеющую сталь). Высокая точность Станок для гибки алюминиевого профиля с ЧПУ : B Серия с ЧПУ, гибка различных алюминиевых профилей. Малая машина: MS series секционный гибочный станок .
Гидравлический станок для гибки стального профиляСЕРИЯ W24S ГИБОЧНЫЙ СТАНОК
Высокая способность к гибке, может сгибать трубы (станок для гибки профильных труб), трубы (станок для гибки профильных труб), круглые и сплошные квадратные и плоские прутки, уголки, тройники, двутавровые балки и швеллеры.
Гибка различных металлических профилей (в том числе из нержавеющей стали).
Максимальный модуль упругости сечения изгиба может достигать 1000 м 3 .
Не знаете как выбрать? нажмите здесь :
Посмотреть стол для гибки
B CNC SERIES
Станок для гибки алюминиевого профиля
Профилегибочный станок с ЧПУ;
Трехмерный. Управление ЧПУ. Точность достигает ≤0,01 мм.
Можно сгибать в различных формах (3-D графика, C-образная, U-образная, полный круг, эллипс, формы комбинации нескольких радиусов и т. Д.)
Гибка профилей с ЧПУ – это производственный процесс, который выполняется на станках для гибки профилей с ЧПУ (также известных как гибочные станки для алюминиевых профилей с ЧПУ).
СЕРИЯ MS
Малый профилегибочный станок (профилегибочный станок) с ручным и полугидравлическим приводом может сгибать профили, отличные от балки.
Дешевая цена, лучший выбор для небольших предприятий
ГИБКА ПРОФИЛЯ
Профильная гибка (также называемая гибкой профиля или профильной прокаткой) позволяет выполнять индивидуальные гнутые профили из всех форм металла: трубы, плоские, круглые, сплошные круглые, сплошные квадраты, уголки, тройники, двутавровые балки и швеллеры.
Два метода: холодная гибка и горячая гибка.
BIT производит профилегибочные машины / листогибочные машины для холодной гибки.
Гибка алюминиевого профиля с ЧПУ
Сервомоторный привод. Фотоэлектрическое позиционирование, управление ЧПУ. Точность достигает ≤0,01 мм. Подходит для сложной дуговой гибки алюминия с переменной кривизной.
Профилегибочный станок W24S-180 – НАША ИСТОРИЯ –О НАС
Nantong Borisbang Industrial Technology ( BIT ) специализируется на производстве профилегибочных машин (также называемых профилегибочными машинами), листогибочных машин и т. Д.
BIT всегда настаивает на применении в машине самых передовых компонентов, представленных на рынке, чтобы гарантировать преимущества качества продукции. Таким образом, машины, которые были поставлены 20 лет назад, все еще могут удовлетворительно использоваться, что обеспечивает эффективность и эффективность для клиентов, а самое дальнее оборудование также работает в Европе.
Гибка балок
Вместимость Easy Way: от «120» до «700». Трудный путь: от «120» до «500». Гибка балки может выполняться из различных материалов,
Изгиб канала
Toes Out & Toes In Погибание: от «120» до «700».Профилегибочный станок серии BIT может создавать изогнутые каналы с фланцами наружу, фланцами внутрь или «сложным путем».
Гибка профильных труб
Сгибаемый размер варьируется от «65 × 6» до «350 × 12». Гибка круглых, квадратных и прямоугольных труб любых размеров и из любых материалов.
Гибка труб
Способность гибки: от «76 × 4» до «510 × 20». Может выполняться на различных материалах, включая углеродистую сталь, нержавеющую сталь, алюминий, титан и медь.
Угловая гибка
Toe Out & Toe In Изгиб: от «80 × 80 × 10» до «200 × 200 × 30». Также можно сгибать все типы углов; в том числе алюминий, нержавеющая и углеродистая сталь.
Гибка плоского прутка
Hard Way Допуск по оси X-X: от «80 × 10» до «300 × 80». Возможности гибки по оси Y-Y Easy Way: от «180 × 20» до «650 × 100».
Гибка квадратного стержня
Способность гибки: от «50 × 50» до «240 × 240».Можно гнуть квадратный стержень для колец экрана грохота, архитектурных элементов, художественных произведений среди прочего.
Гибка круглого прутка
Мощность гибки: от «50» до «240». Работы по гибке круглого прутка использовались для архитектурных приложений и других разнообразных проектов.
Станок для гибки профиля Стоимость и станок для гибки профиля Цена Профилегибочная машина W24S-600Цена на нашу профильногибочную машину ниже, чем у наших аналогов, а наша профилегибочная машина (профилегибочная машина ) отличается высоким качеством, у нас есть собственное производственное предприятие, все продукты имеют заводскую цену, нет абсолютно никакой наценки посредников, мы принимаем как заказчик, так и станок для гибки большого профиля (модуль упругости: 1000 см 3 ) оптовый покупатель, профилегибочные станки (также называемые профилегибочными станками) и угловые гибочные машины для продажи через Интернет.
Если у вас есть какие-либо вопросы, свяжитесь с нами по электронной почте, мы можем предоставить вам эффективное решение и низкую стоимость, ваш запрос будет очень признателен.
– НОВОСТИ –СОБЫТИЕ И ОБНОВЛЕНИЕ
Все информационные события о гибке профилей металлических профилей
3-х валковая трубогибочная машина
3-х валковая листогибочная машина холодная гибка угловая сталь
на
При отсутствии профессионального профилегибочного станка (также называемого угловым гибочным станком или профилегибочным станком b… Профильная гибкаwhat гибка алюминиевого профиля
от
что такое гибка алюминиевого профиля? Каковы 5 методов гибки алюминиевых профилей? Как… Гибка балокУниверсальные балки (100uc15, 200ub18, 250ub25)
на
Универсальные балки (например, 100uc15, 200ub18, 250ub25) обычно используется для структурной опоры в зданиях… Изгиб балкиДвутавровая балка и двутавровая балка
на
Двутавровая балка и двутавровая балка Прежде чем мы углубимся в различия между двутавровыми и двутавровыми балками подпорной стены, … Угловая гибкаB-R200 ЧПУ для гибки алюминия для профилей
на
В основном для гибки различных небольших металлических профилей.Он может сгибать различные формы (C-образная, U-образная, s… Гибка прутковЧетыре процесса производства фланцев
на
Четыре типа фланцев Процесс производства фланцев обычно делится на четыре основных типа . Отношение…3D профилегибочный станок с ЧПУ A25T2Z
Описание вальцегибочного станка
Вальцегибочная машина с ЧПУ– очень громкая представительная модель. Однако он вертикальный и может выполнять трехмерную гибку валков.Например, в проекте праздничного декора мы сделали 3D-профили, а также стойку бампера багажника на крыше автомобиля automotica.
Этот профиль похож на птичью клетку, что было очень сложно в то время, но G Clef все же сделал его нашей командой. К тому же конструкция этой модели очень компактная и гибкая. Есть не только одна ось Y, две оси X, но также две оси Z могут управлять направлением движения изнутри наружу. Программирование гибочного станка с ЧПУ
Так что он может не только завершить форму самолета.Благодаря уникальному алгоритму G Clef, он очень подходит для обработки автомобильных деталей, передней стойки автомобиля, багажника на крыше и декоративных инженерных деталей.
Трехвалковая гибочная машина Характеристики- Технология сервонасоса, уменьшает проблему гидравлического нагрева, значительно улучшает энергосбережение.
- Мы владеем полностью самодельным патентом на программную систему, поэтому не беспокойтесь о каких-либо ограничениях со стороны третьих лиц.
- Решение проблемы получения однородного сечения из нестабильного сырья.
- 15-дюймовый сенсорный экран, графический ввод и удобный интерфейс.
- Высококвалифицированный оператор не является необходимостью.
- Ввод данных USB или Ethernet (данные CAD 2D или 3D вводятся автоматически, поэтому ручной ввод не требуется, что повышает эффективность работы)
- Полная совместимость с офисной ОС и поддержкой нескольких языков.
- Нечувствителен к изменениям толщины и материалам.
1. Вальцегибочная машина-G Clef Станок для гибки алюминиевого профиля с ЧПУ – Рама автомобиля
2. Вальцегибочная машина-G Clef Beveled Aluminium Bending, изогнутая автомобильная оконная рама
3. Вальцегибочная машина-G Clef с обратной кривой – профилегибочная машина с ЧПУ
1. Станок для гибки мебельных трубных профилей
2. Станок для гибки вальцов столба автомобилей
3.Станок для гибки стального профиля эскалатора
для выбора правильного трубогибочного станка
Если вы планируете приобрести трубогибочный станок компании , этот контрольный список поможет вам выбрать наиболее подходящий станок для удовлетворения ваших требований. Это базовая инструкция, объясняющая важные параметры.
Основные категории трубогибочных машин
Прежде чем подробно рассказать о процессе выбора трубогибочного станка , давайте рассмотрим типы трубогибочных станков.Мы можем разделить их на три основные категории:
- Ручные трубогибочные машины обычно используются для гибки труб с малым диаметром и меньшей толщиной стенки. Они используются в тех случаях, когда точность, воспроизводимость и стоимость единицы не важны, а объемы производства также невелики. Короче говоря, они идеально подходят для кустарного производства.
- Гидравлические трубогибочные машины могут изгибать трубы большого диаметра и толстостенные, но имеют ограничения с точки зрения воспроизводимости.Эта технология потребляет много энергии, работает медленно, генерирует много тепла и шума, не проста в использовании, требует наличия опытного оператора для настройки и значительного технического обслуживания.
- Полностью электрические трубогибочные машины могут изгибать трубы широкого диапазона диаметров и толщин стенок, они быстрые и очень воспроизводимые. Настройка намного проще, потребление энергии и обслуживание намного ниже, а контроль за процессом гибки намного выше по сравнению с гидравлическими машинами.Следовательно, эти машины наиболее подходят, когда требуется высокая производительность, простота изменения производства и повторяемость во времени (эти машины не подвержены колебаниям производительности из-за изменения температуры масла, присущего гидравлическим машинам).
Более 60 лет BLM GROUP разрабатывает инновационные решения для обработки труб, массивных стержней и специальных профилей. Широкий ассортимент полностью электрических гибочных станков может обрабатывать трубы из бухты или отрезать отрезки по длине, конфигурируется для левосторонней или правосторонней гибки, а некоторые модели могут выполнять левостороннюю и правостороннюю гибку в процессе производства. сгибание рук.
Контрольный список критериев для выбора правильного трубогибочного станка
Основные параметры, которые следует учитывать при выборе трубогиба:
Диаметр
Диаметр, безусловно, является первым критерием , который следует учитывать при выборе трубогибочного станка. Максимальный диаметр – отличительная черта трубогибочного станка, и во многих случаях это указывается в названии модели станка.
При выборе станка важно определить диапазон диаметров труб для сгибания и выбрать станок соответственно.
Подумайте о покупке гибочного станка, способного обрабатывать весь диапазон диаметров труб. Убедитесь, что он не слишком велик, так как это приведет к излишней и дорогостоящей оснастке, а также к снижению производительности и увеличению потребления энергии.
В таблице ниже показан рекомендуемый диапазон диаметров для каждой модели трубогибочных машин серии ELECT.Вы увидите, что машины большего размера могут использоваться для гибки труб гораздо меньшего диаметра по сравнению с максимальным диаметром. Фактически, для гибки толстостенных труб малого диаметра или труб из твердых металлов обычно используются машины большей мощности.
Различные модели машин серий ALL ELECTRIC, ELECT и рекомендуемый диапазон диаметров труб для каждой из них.
Толщина стенки трубы – еще один важный параметр, который следует учитывать при выборе трубогибочного станка.
Как обсуждалось ранее, если толщина стенки трубы велика, то требуемое усилие изгиба будет больше, и необходимо будет выбрать машину большей производительности (допустимого диаметра).
Напротив, если толщина стенки мала, хотя крутящий момент изгиба ограничен, существует риск разрыва или образования складок в месте изгиба.
В таком случае управление процессом гибки играет фундаментальную роль. По этой причине электрические трубогибы являются наиболее подходящим решением с правильным управлением осями, они позволяют управлять усилием , крутящим моментом и положениями различных элементов станка
.
CNC от SIEMENS на нашем трубогибочном станке ALL ELECTRIC .
Материал
Пластичность материала важна в процессе гибки. Чем пластичнее материал, тем легче его гнуть. Такие материалы, как Медь , Алюминий или низкоуглеродистая сталь , легко изгибаются с меньшим усилием изгиба.
Гораздо сложнее изгибать твердые материалы, такие как высокоуглеродистая сталь , легированная сталь , титан , сплавы и т. Д.. Здесь необходимо использовать процесс гибки вытяжкой . Можно также получить изгибы с большими CLR с помощью изгиба методом выталкивания . Поскольку эти материалы обладают более высокой эластичностью, становится необходимой компенсация упругого возврата .
Пример набора составного гибочного инструмента: гибка трубы диаметром 60 мм с толщиной стенки 4 мм на станке ELECT 80.
Количество штабелей инструментов
Количество наборов инструментов – это возможность установить нескольких гибочных штампов на станок .Преимущество штабелированной оснастки заключается в том, что наличие нескольких матриц позволяет выполнять работу с несколькими радиусами за одну установку, что улучшает точность деталей и сокращает погрузочно-разгрузочные работы.
Станок, на котором можно установить несколько гибочных инструментов, автоматически дает пользователю большую свободу проектирования с точки зрения гибки различных CLR, а расстояние между двумя гибами может быть уменьшено до нуля .
Еще одним потенциальным преимуществом станка с возможностью штабелирования инструментов является то, что вы можете поддерживать станок в частичном режиме и сокращать время, необходимое для смены производства, заменяя только цангу и / или оправку .
Форма трубы
Если вы изгибаете трубу нестандартной формы, вам может потребоваться станок с другими характеристиками с точки зрения изгибающего усилия, размеров инструментов и специальных принадлежностей для правильной гибки нестандартных профилей.
Гибка специального профиля кабины трактора на машине ELECT 130.
Качество гибки
Качество гибки не может быть определено в абсолютных терминах, потому что оно имеет много аспектов, и один из них – это окончательная утилизация рассматриваемой детали .
В некоторых случаях важны точность и повторяемость угла изгиба или точность длины прямых участков. Компоненты, производимые для автомобилей , аэрокосмической , промышленных транспортных средств и HVAC , обычно соответствуют этим критериям. В этих секторах изогнутый компонент является частью сборки, в которой важна общая геометрия конечной детали.
В других случаях, например, в секторе выпуска мебели или мотоциклов, важны эстетические аспекты , такие как округлость области изгиба, а также отсутствие зажимов и складок, поскольку эти части видны в конечном продукте.
Некоторым приложениям потребуются все эти атрибуты, не ограничивая при этом свободу формы изогнутого компонента.
Возможность гибки сложных форм также сокращает количество дочерних деталей и этапов процесса, таких как сварка.
Узнайте, как трубогибочный станок может превратить трубу в предмет, который также является произведением искусства
Полностью электрическая гибочная машина в процессе производства LHS и RHS E-TURN.
Заключение
В заключение, гибка труб является сложной технологией , и учет любого из параметров, описанных выше, недостаточен для принятия решения; все факторы следует рассматривать в совокупности.
Необходимо учитывать не только диаметр, CLR, толщину стенки, материал, качество поверхности, но также тип производства, объемы производства, область применения и будущие возможности. BLM GROUP с более чем шестидесятилетним опытом гибки может рассчитывать на надежного партнера, который поможет вам быстро принять решение и выбрать подходящий станок для ваших производственных критериев .
синхронно-гибочные станки – 210 | 220
Синхронизированные трубогибочные машиныPHI моделей 210, 220 и 233 предлагают гибку по трем осям с одной приводной осью для измерения степени изгиба (DOB).При такой конфигурации, как показано, эти гибочные станки серии 200 обеспечивают высокоскоростное производство простых и сложных изогнутых труб с наружным диаметром до 3 дюймов и труб до 2 дюймов IPS.
Синхронизатор PHI 210 для труб и трубогибов Синхронизатор PHI 220 для труб и трубогибов PHI 233 Синхронизатор для труб и трубогибовКонфигурации варьируются от тонкой головки и профиля станины с большим зазором под станиной, чтобы минимизировать помехи при изгибе, до откидного зажима (только модели 220 и 233), который ускоряет производство сложных деталей за счет опускания зажима в сторону от изгибающей головки перед втягиванием зажим и позиционирование для следующего изгиба.Это устраняет проблему того, что труба будет мешать зажиму и гибочной матрице в ее цикле отвода. Наша модульная конструкция – базовая машина с множеством опций – позволяет настраивать каждую машину в соответствии с вашими потребностями.
Программируемый цифровой контроллерPHI специально разработан для гибки и имеет логическую структуру для правильной последовательности гибки. Он рассчитан на 100 программ, от 1 до 10 поворотов на программу.
Опциональная каретка позволяет механически настраивать до 10 плоскостей изгиба (POB) и 10 расстояний между изгибами (DBB).При подключении к контроллеру машина будет синхронизировать и блокировать все три положения (POB, DOB и DBB), чтобы гарантировать правильное выравнивание трубы до того, как может произойти изгиб. Это обеспечивает легко воспроизводимые формы изогнутых труб и производство без отходов.
- Качество продукции: Идеальное дублирование деталей, производство без отходов, качественная оснастка, положительные упоры POB и DBB.
- Экономия на трудозатратах: Одна установка для нескольких деталей изгиба.
- Надежная работа: Прочная конструкция и очень большие электродвигатели.
- Функции, повышающие производительность: Прецизионный инструмент PHI для уменьшения утонения стенок и овальности. Синхронизированное позиционирование блокировки для точных деталей без брака.
| Модель 210 | Модель 220 | Модель 233 | |
|---|---|---|---|
| Вместимость: A) Трубка B) Труба | A) Внешний диаметр 2 дюйма (50 мм) x толщина стенки 0,035 дюйма (0,88 мм) x минимум CLR в 3D или 1 1/2 дюйма (37,5 мм) OD x.Толщина стенки 065 дюймов (1,63 мм) x минимум 2D CLR B) 1 дюйм (25 мм) OD x размер 40 x 3D минимум CLR | A) 2 дюйма (50 мм) OD x толщина стенки 125 дюймов (3,17 мм) x Минимум 2D, CLR B) Внешний диаметр 1 1/2 дюйма (37,5 мм) x спецификация 40 x Минимум 3D CLR | A) Внешний диаметр 3 дюйма (75 мм) x толщина стенки 0,188 (4,7 мм) x Минимум 2D CLR B) 2 дюйма IPS (60 мм) OD x размер 80 x 3D минимум CLR |
| Материал: A) Трубка B) Труба | A) Предел текучести 930 МПа (35000 фунтов на кв. Дюйм), удлинение 35% B) ASTM A-587 или эквивалентный | A) Предел текучести 930 МПа (35000 фунтов на кв. Дюйм), Удлинение 35% B) ASTM A-587 или эквивалент | A) Выход 35000 фунтов на кв. Дюйм (930 МПа), удлинение 35% B) ASTM A-587 или эквивалент |
| Направление изгиба | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) |
| Радиус центральной линии (CLR) | 8 дюймов (200 мм) стандарт, 12 дюймов (300 мм) дополнительно | 10 дюймов (254 мм) стандартный | 15 дюймов (381 мм) стандартный |
| Максимальное перемещение рычага изгиба | 195 ° | 180 ° и припуск на пружинение | 195 ° |
| Максимальная длина трубы над оправкой | 10 футов (3.0 м) стандартная, Более длинная опция | 10 футов (3,0 м) стандартная, Более длинная опция | 10 футов (3,0 м) стандартная, Более длинная опция |
| Площадь пола машины | Длина 15 футов (4,5 м) x ширина 44 дюймов (110 см) x высота 49 дюймов (122,5 см) | Длина 15 футов (4,5 м) x ширина 51 дюйм (110 см) x 49 дюймов ( 122 см) в высоту | 18 футов (5,5 м) в длину x 73 дюйма (183 см) в ширину x 52 дюйма (130 см) в высоту |
| Масса брутто | 1400 фунтов(636 кг), приблизительная | 3500 фунтов. (1588 кг), приблизительная | 6600 фунтов. (3000 кг), примерно |
| Подробнее | 210 Технические характеристики | 220 Технические характеристики | 233 Технические характеристики |
Технические характеристики синхронного гибочного станка PHI 210 Технические характеристики синхронного гибочного станка PHI 220 Технические характеристики синхронного гибочного станка PHI 233
Видео
PHI 220RH Гидравлический трубогиб
PHI 220RH Гидравлический трубогиб
Полуавтоматический трубогиб PHI 210 с гидравлическим приводом
PHI 230 Гидравлический трубогиб
Трубогиб Термины: степень изгиба (DOB), радиус, стенка, калибр, размер трубы, размер трубы, стенка, вращение, форма, круглая, эллиптическая, овальная, тяга, оправка, крутящий момент, нагрузка, емкость, ПЛК, энкодер, контроллер, HMI
Гибка труб: от CAD до производства
Потребность в прецизионных изогнутых трубках
Изрядное количество промышленного оборудования потребляет значительное количество металлических труб.Некоторые из этих трубок изгибаются в определенные формы, как это часто описывается на двухмерных чертежах. 2D-чертеж содержит необходимую информацию, используемую для программирования трубогибочного станка с ЧПУ. Средства, с помощью которых эта информация, содержащаяся на чертеже, программируется в гибочном станке с ЧПУ, меняются. Производители теперь начинают экспортировать созданные в САПР твердотельные модели изогнутых труб прямо из системы САПР прямо в трубогибочные станки с ЧПУ.
Исторический обзор – что питает трубогибочный станок с ЧПУ
Большинство современных трубогибочных станков программируются с использованием LRA (a.к.а. YBC) данные. L – расстояние между изгибами, R – угол поворота плоскости между изгибами, а A – угол изгиба. Добавьте к этому радиус центральной линии (CLR), и теперь у вас будет достаточно информации, чтобы описать изогнутый профиль для большинства гибочных станков с ЧПУ.
Чаще всего данные LRA извлекаются из двухмерного чертежа, который отправляется в цех. В этом случае программист вводит данные LRA в контроллер через клавиатуру и дисплей. Некоторые производители помогают упростить процесс ввода данных, позволяя программисту вводить данные через среду Windows.
Иногда данные о гибочном станке LRA не отображаются на чертеже. Другой распространенный формат, отправляемый в цех на чертеже, – это точки данных XYZ. Точки данных XYZ основаны на декартовой системе координат. Именно эти точки данных описывают различные точки вдоль профиля трубы. Однако большинство гибочных станков не запускаются непосредственно из точек данных XYZ.
Обычный способ преобразования XYZ в данные бендера
Система преобразования данных гибочного станка XYZ в LRA часто встречается в большинстве современных контроллеров ЧПУ.Бесплатные конвертеры данных XYZ в LRA также можно найти в Интернете. Процесс часто требует, чтобы программист вводил точки данных XYZ в среду Windows через человеческий интерфейс.
После ввода точек данных XYZ, включая CLR, программное обеспечение гибочного станка может преобразовать данные XYZ в данные гибочного станка LRA. Сам процесс преобразования требует небольшой математической обработки векторов. Однако все это происходит в фоновом режиме, и в течение одной-двух миллисекунд таблица данных гибочного устройства LRA обновляется преобразованными данными.
Другой способ получить данные LRA в гибочный станок – это использовать КИМ. Этот подход требует измерения трубы после того, как она была сформирована. Скорректированные данные изгиба затем отправляются обратно в гибочную машину для дальнейшей обработки. Тем не менее, где-то до измерения трубы на КИМ исходная запрограммированная информация должна была быть введена в контроллер гибочных станков через какой-то человеческий интерфейс.
Данные военных и ЛРА
Не во всех чертежах трубы для описания трубы используются данные LRA или XYZ.Военные используют данные изгиба трубы, которые описывают, как изготавливать трубу на трубогибочном станке ручного типа. Чтобы управлять трубогибом с ЧПУ с данными Boeing, программист может ввести данные, предоставленные Boeing, в интерфейс Windows, см. Ниже.
Этот интерфейс, который есть в некоторых высокопроизводительных контроллерах с ЧПУ, используется для генерации данных LRA, которые управляют трубогибочным станком с ЧПУ.
Однако, как и во всех предыдущих методах ввода данных, описанных выше, программист должен вручную ввести данные Boeing в контроллер гибочного станка.Это требует времени и чревато человеческой ошибкой.
Передовое программирование для 21 века
Из вышесказанного ясно, что, по крайней мере, установленный процесс получения данных гибочного станка в контроллер гибочного станка в первый раз предполагает, что программист вводит ряд значений. В этом больше нет необходимости.
Средняя система CAD сегодня (Pro / E, Solid Works, Solid Edge, Inventor и т. Д.) Может выводить стандартный файл STEP. Файл STEP, относящийся к изогнутой трубе, – это файл, который описывает многочисленные свойства, которые может использовать контроллер машины для гибки труб.Например, из файла STEP можно извлечь следующие свойства:
- Тип материала
- Закалка материала
- Информация о сварном шве
- Диаметр трубы и толщина стенки
- Радиус осевой линии
- Геометрические данные
- Каталожный номер
- Допуски
Безусловно, самым большим преимуществом импорта файла STEP в трубогиб с ЧПУ является отсутствие ошибок при вводе данных.Ошибок нет, так как импортированный файл STEP содержит необходимую информацию о гнутой трубе.
Из файла STEP контроллер гибочного станка с ЧПУ может извлечь тип материала, толщину стенки, внешний диаметр, радиус центральной линии и данные гибочного станка LRA. С помощью этой информации информация о пружинении может быть определена еще до того, как деталь будет изогнута. Этот процесс чтения в файле STEP может сэкономить время не только в среде прототипа, но и в цехе мелкосерийного производства.
Иногда первое программирование станка может занять гораздо больше времени, чем, скажем, запуск 20 частей. Вопрос в том, насколько сложно запрограммировать эту деталь. Контроллер ЧПУ, который может считывать файл STEP, созданный в САПР, не различает при преобразовании детали с двумя сгибами из детали с 20 сгибами; это занимает самое большее несколько миллисекунд.
Для чтения в файле STEP обычно используется формат файла filename.stp. В раскрывающемся меню Windows File выберите формат файла STEP, выберите имя файла STEP, и все.
Недостатки
Самым большим недостатком использования конвертера файлов STEP является стоимость, связанная с отслеживанием версии файла STEP, отправляемого на гибочный станок с ЧПУ. Этот процесс требует дополнительных усилий по управлению базой данных между проектированием и производством.
Заключение
Как ни крути, трубка будет гнуться. Использование конвертера файлов STEP для устранения ошибок ввода данных может иметь большое значение для сокращения времени цикла снятия изогнутой трубы со станка.Для детали с двумя изгибами преобразование файла STEP может оказаться излишним. Однако по мере увеличения количества изгибов увеличивается время, необходимое для ввода необходимых данных из 2D-чертежа.
Другой способ взглянуть на это: сколько раз вы стояли там, пытаясь определить правильное вращение плоскости между изгибами? Это возможность считывать данные прямо из системы CAD прямо в трубогиб. Все сводится к тому, где вы хотите проводить время; вводя данные LRA о нашем работающем производстве.
Об авторе
Джордж Винтон, P.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и трубок в Winton проектируются, производятся и тестируются на собственном предприятии. У нас есть большая линейка стандартных продуктов, а также способность разработать лучшее решение для нужд наших клиентов.Наши опытные сотрудники по продажам заботятся о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то, что им нужно для производства деталей. Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
Гибочные станки
Гибочные станкиЛистовые валки
AHV
3-х валковые листовые ролики с изменяемой геометриейСтанки для правки листов
APSM
Станки для правки листовУгловые валки
Трубогибочные станки
ПРО Э-25
Все электрические трубогибочные машиныПРО 38
Трубогибочные станкиПРО 50
Трубогибочные станкиПРО 76
Трубогибочные станкиРуководство по эксплуатации профилегибочного станка для W24S-75
Каталог
Профилегибочная машина W24S-75 видео для гибки
Назначение и основные параметры станка
Назначение станка
W24S-75 Профилегибочная машина – это трехвалковая профилегибочная машина с опусканием дуги, которая является основным оборудованием, специально используемым для гибки профилей.Оборудование может использоваться для прокатки профилей в круглые, изогнутые, спиральные и другие заготовки, широко используемые в нефтяной, химической, судостроительной, гидроэнергетической, металлоконструкционной и машиностроительной отраслях. Технические параметры профилегибочной машины W24S-75
Обзор конструкции и производительности станка
Обзор конструкции
Профилегибочная машина W24S-75 – это трехвалковая профилегибочная машина с опусканием дуги вниз.По форме машина (см. Рисунок 1), корпус сварен со стальным листом.
Главный ролик совершает вращательное движение за счет мощности, передаваемой гидравлическим двигателем, шестерней и звездочкой. Два боковых ролика могут двигаться по дуге вокруг центрального вала. Мощность, передаваемая гидравлическим двигателем и шестернями, вращается одновременно с главным валом. Опорные ролики установлены с обеих сторон боковых роликов, так что поддерживающие ролики могут совершать дуговое движение с боковыми роликами.Подъемные движения можно производить с помощью соответствующих подъемных цилиндров. Схема передачи (см. Рисунок 2).
Все три ролика секционного гибочного станка являются ведущими роликами. Конец профиля может быть предварительно изогнут во время угловой прокатки, а деформация профиля во время угловой прокатки может быть исправлена путем регулировки направляющего ролика.
Рабочее видео 3D направляющего вала профилегибочного станка BIT
Все перечисленные выше движения выполняются нажатием кнопок на электрическом шкафу управления.Примечание. Во время процесса прокатки под углом вращательное движение трех роликов и подъемное движение боковых роликов не могут выполняться одновременно, чтобы избежать неисправности. После установки трех роликов боковые ролики можно поднимать и перемещать. После установки формы из трех роликов боковые ролики можно поднимать и опускать.
Станок для предварительной гибки и гибки
Название операции
Операции можно разделить на симметричную гибку и асимметричную гибку:
Симметричный изгиб Асимметричный изгиб
Профилегибочный станок
Универсальная комбинация форм
Общая комбинация форм выглядит следующим образом: спецификации профиля гибки формы ограничены, пользователи должны указать требуемые характеристики профиля гибки и разновидности при заказе, чтобы подготовить различные формы.
№: 1, маленький стандартный рулон 2, ведущий ролик 3, большой стандартный рулон
4, болт приводного ролика 5, патрон 6, зажимное кольцо 7. винт
Метод гибки профиля
Существует три типа методов гибки профилей, как показано на рисунке.
Рисунок 3-5
Метод гибки профиля 1, рисунок 3-5 подходит для тяжелых заготовок, обрезка оставшихся прямых кромок после гибки в круг или при гибке профиля до определенной дуги.
Метод гибки профилей 2, рисунок 3-6 подходит для средних и малых профилей, а также для угловой прокатки одной детали. Угол должен быть обрезан перед гибкой профиля, при торцевом изгибе применяется асимметричный изгиб.
Метод гибки профиля 3, рис. 3-7 Применимо для всех видов профилей, заготовок с большим диаметром одного диаметра криволинейной гибки.
Предварительная гибка и процесс гибки профилей
Правый ролик находится в крайнем нижнем положении, левый ролик движется к контактирующей заготовке и зажимает заготовку основным роликом.
Правый ролик медленно поднимается и начинает катиться, предварительно прогибаясь между основным роликом и левым роликом.
Левый ролик внизу, а правый ролик вверх, отправьте материал на левую сторону, и три ролика начали катиться, предварительно изгибаясь между основным роликом и правым роликом.
Концевая гибка профиля и конец гибки.
Гибка профилей из плоского и квадратного проката
Плоский стальной лист и квадратный стальной профиль представляют собой симметричные профили, которые легко катить, а предварительная гибка предполагает асимметричную гибку.Определенная степень искажения неизбежна, если прокатить один или несколько раз, искажение можно уменьшить. Если заготовку прокатывают за несколько проходов, необходимо увеличить зазор форм.
При гибке профиля соблюдайте основные параметры, указанные на первой странице.
Фрикционная муфта должна быть отрегулирована до ослабленного состояния.
Рисунок 3-8 Комбинация пресс-форм: используйте форму, показанную на Рисунке 3-1. Подходит для профилей с большим модулем сечения и большой высотой.При гибке профиля форма сохраняет зазор не менее 0,5 мм.
Рисунок 3-9 Комбинация пресс-формы: Верхний ролик имеет форму рисунка 3-2 или рисунка 3-3, а два нижних ролика имеют форму рисунка 3-1. Он подходит для угловой гибки профилей с большим модулем упругости и малой высотой. Сталь малого квадратного сечения также может использоваться для гибки в этой комбинации.
Как показано на фиг. 3-8 и 3-9, способ гибки третьего участка спирали не допускается.
Рисунок 3-12
Рисунок 3-12 относится к комбинации профильных форм с малой высотой сечения, как показано на рисунке, а остальные такие же, как показано на рисунке 3-11.
Рисунок 3-13
Плоский изгиб плоской стали и квадратный изгиб стали можно комбинировать с дополнительными формами.
Принимает асимметричный изгиб, боковые ролики поднимаются медленно, иначе материал будет деформирован. Установив направляющие ролики на одинаковое расстояние, один боковой профиль имеет правильный угол относительно оси ролика, он подходит для небольших заготовок с небольшим изгибным напряжением. Во время процесса гибки будет проскальзывание, в основном из-за небольшого трения во время подачи, увеличение силы зажима ролика исключает проскальзывание.
Профиль можно согнуть в круглую заготовку диаметром немного больше диаметра формы, и фрикционная муфта должна быть отрегулирована плотно.
Гибка профиля из стального уголка
Изгиб уголка наружный
№: 1, большой направляющий ролик 2, малый направляющий ролик 3, основной ролик 4, левый ролик 5, правый ролик
Рисунок 3-15 Рисунок 3-16
Обзор внешней гибки стального уголка
Рисунок 3-17
Уголок стальной представляет собой асимметричный профиль.При изгибе часто возникает перекос. Следовательно, опорный ролик должен придавать стальному уголку внешнюю силу, препятствующую деформации при прокатке, чтобы ее можно было исправить и уменьшить деформацию.
Опорный ролик необходимо регулировать медленно, чтобы угловая сталь не скручивалась наружу. Комбинация пресс-форм показана на рисунке. Предварительный изгиб принимает асимметричный вид, изгиб – симметричный, фрикционная муфта должна быть ослаблена.
Изгиб уголка внутренний
Рисунок 3-18
№: 1, большой направляющий ролик 2, малый направляющий ролик 3, основной ролик 4, левый ролик 5, правый ролик
Рисунок 3-19 Рисунок 3-20
Обзор внутренней гибки стального уголка
Процесс внутренней гибки стального уголка аналогичен процессу наружной гибки заготовки стального уголка с фланцем. Как показано на Рис. 3-19, в процессе гибки будут возникать два направления деформации, поэтому большой направляющий ролик (1) и малый направляющий ролик (2) используются для обеспечения силы, а малый направляющий ролик (2) – торсионный ролик для регулировки.
Внутренние изгибы стального уголка легко деформируются. Поэтому, когда стальной уголок изгибается внутри, диаметр изогнутой заготовки больше, чем у других профилей.
Установка формы
Гибка
Симметричная регулировка
Начните сгибание заготовки на одном конце большого направляющего ролика, отрегулируйте боковой ролик и подайте заготовку к хвостовику малого направляющего ролика, отрегулируйте направляющий ролик так, чтобы заготовка могла регулярно откатываться назад, большой направляющий ролик будет быть близко к торцу с фланцем заготовки, направляя заготовку из листо-роликового станка.
Если регулировка малого направляющего ролика слишком велика, заготовка будет скручиваться внутрь. Когда заготовка прокатывается, другой конец немедленно останавливается до середины большого направляющего ролика, а другая сторона многократно прокатывается, и направление намотки меняется на обратное. Обязательно установите направляющую в правильное положение, а затем согните ее, как описано выше, до тех пор, пока она не войдет в круг желаемого диаметра.
Рисунок 3-21
Прокат стали Т-образной
Рисунок 3-22 Рисунок 3-23
Наружная гибка Т-образной стали
Комбинация пресс-форм, показанная на рисунке (3-22), принимает асимметричный изгиб, боковой ролик рядом с основным роликом не должен быть слишком напряженным, так как это может вызвать скручивание внутренней стороны во время станины, а фрикционная муфта плотно затянута. отрегулирован.
Внутренняя гибка Т-образной стали
Комбинация пресс-форм показана на Рисунке (3-23). Метод гибки такой же, как и выше, и устройство фрикционной муфты затягивается, что особенно важно для гибки деталей небольшого диаметра. Фрикционная муфта затягивается, как указано выше, что особенно важно для гибки заготовок небольшого диаметра.
Фрикционная муфта
№: 1, вал верхнего ролика 2, фрикционный блок 3, звездочка 4. Регулировочный винт 5, пружина-бабочка
Регулировка фрикциона
После открытия крышки отрегулируйте фрикционную муфту.
Передача мощности регулируется путем затягивания и ослабления регулировочного винта.
Фрикционная муфта установлена на заводе в состояние пониженной передачи мощности.
Примечание: фрикционную муфту нельзя затягивать слишком туго.
Смазка
Разумная смазка профилегибочного станка – эффективная мера для снижения энергопотребления и увеличения срока службы станка. Следовательно, необходимо выбрать подходящий смазочный материал и установить необходимую систему смазки.
Метод смазки Смазка этого станка для гибки профилей относительно проста: используется масленка и ручная смазка. Смазку масленки и поверхности трансмиссии необходимо смазывать один раз в неделю. Остальные скользящие поверхности и валы пальцев друг друга заполняются смазочным маслом вручную.
Другая взаимно движущаяся поверхность скольжения и вал штифта, каждую смену для добавления смазочного масла вручную.
Выбор смазочного масла
Для ручной смазки используйте механическое масло 40 #.Точка смазки маслосборника и поверхность шестерни. Летом используется смазка на основе кальция №2, а зимой – смазка на основе кальция.
Система смазки и меры предосторожности Пользователь должен установить специальную систему смазки в соответствии с конкретной системой, нагрузкой и режимом работы профилегибочного станка.
Точки смазки должны быть хорошо смазаны перед запуском машины.
Когда профилегибочный станок работает в непрерывном режиме, интервал между смазками должен быть сокращен.
Вся система смазки профилегибочного станка очищается один раз в год.
Гидравлическая система
Серия W24S Профилегибочный станок с полностью гидравлическим приводом. Двигатель гидросистемы – Y132M-4 мощностью 11кВт. Двигатель приводит в действие двойной шестеренчатый насос с рабочим объемом 25 мл / оборот и 10 мл / оборот. Гидравлическая система имеет максимальное рабочее давление 20 МПа и номинальное рабочее давление 16 МПа. Масляный насос с рабочим объемом 25 мл / оборот обеспечивает питание системы главного привода (вращение рабочих валков в прямом и обратном направлениях), масляный насос с рабочим объемом 25 мл / оборот обеспечивает вспомогательную систему привода (каждый масляный цилиндр). власть.
Гидравлическая система в виде переключателя управления. Электроэнергия электромагнита заставляет электромагнитный реверсивный клапан выполнять соответствующее действие. Рабочие условия см. На схеме гидравлической системы (рис. 6) и в таблице последовательности действий электромагнитного клапана.
Рабочей средой данной системы является противоизносное гидравлическое масло № 46. После фильтрации автомобилем с тонкой масляной фильтрацией оно впрыскивается в топливный бак, уровень в баке должен достигать верхнего предела указателя уровня масла.После запуска двигателя и проверки его направления вращения, запуска и включения действия каждого привода несколько раз, при возникновении утечки, удара, вибрации и т. Д. Вовремя остановите и проверьте. После того, как масло полностью поступит в трубопровод и масляный цилиндр, необходимо снова долить масло в топливный бак, чтобы уровень масла в баке всегда достигал верхнего предела масляной отметки.
Когда масляный насос запускается или останавливается, система должна находиться в разгрузочном состоянии. После того, как установленное значение давления перепускного клапана будет отрегулировано и определено, контргайка перепускного клапана должна быть затянута, остерегайтесь несчастных случаев, вызванных вибрацией секционного гибочного станка или искусственной случайной работой.. После периода испытаний на холостом ходу газ из трубопровода может быть полностью слит, а масло полностью отфильтровано. После того, как движение каждого привода станет стабильным и надежным, он может начать ввод в эксплуатацию под нагрузкой.
Температура масла в системе должна быть соответствующей, а температура масла в топливном баке не должна превышать 60 ° C. Учитывая особые условия окружающей среды, если профилегибочный станок работает в жарких условиях, пользователь может выбрать гидравлическое масло с более высокой вязкостью; Чтобы обеспечить лучшее рабочее состояние и более длительный срок службы, следует свести к минимуму загрязнение масла.Регулярно очищайте или заменяйте фильтрующий патрон. Проверяйте степень износа масла каждые полгода. Если он превышает предел использования, вовремя замените его.
Анализ и устранение типичных неисправностей в гидравлических системах
Явление неисправности | Причина | Метод исключения |
1 、 Шум | A 、 Масляный всасывающий фильтр заблокирован; внутренний диаметр всасывающей трубы слишком мал; температура масла слишком низкая; вязкость масла слишком высокая и т. д. | Заменить или очистить масляный фильтр; Увеличить диаметр всасывающей трубы; Подогрев масла; Используйте гидравлическое масло соответствующей вязкости. |
B 、 Слишком низкий уровень масла; труба всасывания масла протекает, и воздух попадает в систему другими способами, вызывая образование масляной пены. | Топливо масляный бак; Заменить фитинги, трубки или уплотнения; Удаление воздуха из системы; Выхлоп. | |
C 、 Неправильная центральная линия коробки передач; муфта болтается; вибрация трубопровода вызывает механическую вибрацию | Выровняйте центр; затяните винты; добавьте хомуты для усиления трубы. | |
D 、 Повреждение насоса или двигателя | Замените масляный насос или двигатель | |
E 、 Нестабильность перепускного клапана | Замените клапан | |
2 、 нет давления | A 、 Неправильное вращение масляного насоса, вдыхаемый воздух | Исправьте направление вращения |
B 、 Повреждение масляного насоса | Замените масляный насос | |
C 、 Неправильный метод регулировки давления; В перепускном клапане грязные предметы; Плохое уплотнение внутри цилиндра вызывает утечку со стороны высокого давления на сторону низкого давления. | Правильно отрегулируйте давление; Очистка предохранительного клапана; Проверьте и замените поврежденные детали или уплотнения. | |
D 、 Неисправность муфты или двигателя | Проверить и заменить | |
3 、 Неравномерность давления, колебания потока или давления | A 、 Масляный насос См. Всасывание пусто | неисправность1 |
B 、 Пузырьки масла | ||
C 、 Механическая вибрация | ||
D 、 Неравномерная передача масла от масляного насоса | Отремонтировать или заменить масляный насос | Выхлоп |
4 、 Слишком маленький расход или нет потока | A 、 Пустой масляный насос | См. Неисправность 2 |
B 、 Пузырьки масла | ||
C 、 Износ масляного насоса | ||
D 、 Lea расстояние от стороны высокого давления до стороны низкого давления цилиндра | Ремонт или замена, см. неисправность 2 | |
E 、 Неправильное вращение масляного насоса | Правильное подключение двигателя | |
5 、 Температура масла слишком высока | A 、 Давление в системе слишком высокое | Правильно отрегулируйте давление |
B Слишком мало масла | Добавьте масло | |
C 、 Масляный насос поврежден | Заменить масляный насос |
Монтаж и ввод машины в эксплуатацию
Установка станка
Для установки профилегибочного станка необходимо выровнять пол в цехе, а установку – диагональным утюгом.Отклонение по горизонтали не должно превышать 0,5 мм на метр.
Установка станка требует, чтобы пол в цехе был ровным, а горизонтальное отклонение не должно превышать 0,5 мм на метр.
Пробный пуск
Подготовка к пробному запуску
1, Проверьте надежность всех крепежных соединений;
2, Убедитесь, что каждая точка смазки масленки и точка ручной дозаправки должным образом обеспечены маслом.
3, Проверьте исправность цепи электронной системы управления и правильность заземления.
Испытание без нагрузки
1, После проверки и подтверждения нормального состояния оператор может быть проверен оператором, знакомым с характеристиками машины. Процедура испытания следующая: Испытание на работу с воздухом главного привода и подъемного привода чередуется с перерывами, один цикл каждые 15 минут, в каждом цикле Соотношение времени одноходового хода главного привода и подъемного движения составляет 2: 1..
2, При выполнении операции с одним главным приводом рекомендуется, чтобы основная роликовая форма контактировала с боковой роликовой формой, чтобы заставить ее вращаться, а положительное и отрицательное время занимают половину времени.
3. В течение времени одной вспомогательной трансмиссии подъем повторяется.
Требования к испытаниям
1, максимальная температура подшипников качения не должна превышать 80 ℃.
2, Рабочий механизм и рабочий механизм машины должны координироваться друг с другом и работать гибко без аномального шума или заклинивания.
Испытание под нагрузкой
Испытание под нагрузкой можно проводить только после нормального испытания на холостом ходу. Общая процедура выглядит следующим образом:
1, В соответствии с соответствующими параметрами профиля, указанными в таблице основных параметров, после обработки нажмите и нажмите
Предварительно согните лист на концах указанного диаметра.
2, Раскатайте в круглую заготовку заданного диаметра в зависимости от мастерства операции.
Требования к испытаниям под нагрузкой
1, испытание под нагрузкой должно отвечать соответствующим требованиям к рабочим характеристикам по основным параметрам.
2, Во время погрузки и погрузки система трансмиссии должна быть стабильной, без ударов, без аномального шума, рабочая система и операционная система должны быть гибкими, точными и надежными, ролики не должны качаться, а температура каждого вал не должен превышать вышеуказанные нормы.
3, В процессе прокатки между формой и профилем не должно быть проскальзывания.
Безопасная эксплуатация и техобслуживание
Техника безопасности
Оператор должен понимать устройство и производительность станка, знать метод работы системы управления и процесс гибки заготовки, а также строго соблюдать правила техники безопасности.
Перед движением и парковкой все кнопки электронной системы управления должны быть установлены в исходное положение.
Во время эксплуатации следует часто проверять подачу масла в каждую точку смазки.
При обнаружении в процессе эксплуатации нерегулярного шума, ударов и раскачивания немедленно остановите и устраните неисправность.
В процессе использования трансмиссионный механизм и звенья следует часто проверять, чтобы убедиться в отсутствии люфта или повреждений.
В процессе гибки профиль должен двигаться вместе с роликом. Проскальзывание не допускается.
В процессе прокатки боковые ролики необходимо поднимать и опускать, прежде чем главный привод будет остановлен.
Разгрузочные работы заключаются в снятии заготовки после остановки станка и опускании бокового ролика.
Техобслуживание машин
Правильное использование и разумное техническое обслуживание могут продлить срок службы машины и снизить затраты на ремонт.Ремонтные работы этой машины в основном включают следующие пункты:
Машина должна работать в нормальном режиме и с хорошей смазкой, а система смазки должна строго соблюдаться.
Разработайте систему регулярного осмотра и ремонта.
Все уязвимые части должны быть своевременно заменены в случае чрезмерного износа или потери первоначальных требований к рабочим характеристикам. Если детали повреждены, их необходимо вовремя заменить.
Во время использования следует обращать внимание на температуру каждой части.Температура подшипника качения не должна превышать 80 ° C.