Главное движение резания – это… Что такое Главное движение резания?
- Главное движение резания
5. Главное движение резания
Е. Primary motion
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Главная электронная вычислительная машина
- главное сечение электрической цепи
Смотреть что такое “Главное движение резания” в других словарях:
главное движение резания — (Dг) главное движение Прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания. Примечание Главное движение резания может входить в состав сложного… … Справочник технического переводчика
результирующее движение резания — Суммарное движение режущего инструмента относительно заготовки, включающее главное движение резания, движение подачи и касательное движение. Обозначается De. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
результирующее движения резания — (De) результирующее движение Суммарное движение режущего инструмента относительно заготовки, включающее главное движение резания, движение подачи и касательное движение. [ГОСТ 25762 83] Тематики обработка резанием Обобщающие термины… … Справочник технического переводчика
ГОСТ 25762-83: Обработка резанием. Термины, определения и обозначения общих понятий — Терминология ГОСТ 25762 83: Обработка резанием. Термины, определения и обозначения общих понятий оригинал документа: 51. Вспомогательная задняя поверхность F. Face de dépouille complémentaire Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
Металлорежущий станок
— машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом (См. Металлорежущий инструмент). М. с. являются основным … Большая советская энциклопедияФормообразующие движения — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей. Формообразующие движения движения, осуществляемые инструментом и заготовкой, необходимые для осуществления процесса … Википедия
Фрезерование — в металлообработке, процесс резания металлов и др. твёрдых материалов фрезой (См. Фреза). Ф. применяется для обработки плоских и фасонных поверхностей (в т. ч. резьбовых поверхностей, зубчатых и червячных колёс) и осуществляется на… … Большая советская энциклопедия
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ — машины для изготовления частей других машин в основном путем снятия с заготовки стружки режущим инструментом. Многое из того, что производится в результате человеческой деятельности в настоящее время, делается на металлорежущих станках или с… … Энциклопедия Кольера
Сверление — 1) в металлообработке процесс получения сквозных и глухих отверстий в сплошном материале на сверлильных, токарных, револьверных, расточных, агрегатных и других станках, а также при помощи сверлильных ручных машин (См. Ручные машины).… … Большая советская энциклопедия
Металлорежущий станок — Металлорежущий станок станок, предназначенный для размерной обработки металлических заготовок путем снятия материала механическим способом. Токарный станок, один из представителей металлорежущих станков … Википедия
normative_reference_dictionary.academic.ru
Движения для осуществления процесса резания и схема обработки
Обработка металлов резанием – это процесс срезания режущим инструментом с поверхности заготовки слоя металла в целях получения требуемой формы, точности размера и шероховатости поверхности детали.
Для осуществления процесса резания рабочим органам станка сообщаются необходимые движения. Различают следующие движения рабочих органов:
резания, установочные и вспомогательные.
Движения резания – при которых с обрабатываемой заготовки срезается слой металла и изменяется состояние обработанной поверхности. К ним относятся главное движение
Главное движение – определяет скорость отделения стружки. Часто за главное движение принимают скорость резания V. Главное движение (на рис.4 обозначено буквой Dr) может быть вращательным, поступательным, возвратно-поступательным, непрерывным или прерывистым и др.
Движение подачи обеспечивает непрерывность врезания режущего лезвия инструмента в новые слои металла. Движение подачи (на рис.57 обозначено буквой Ds) также может быть различным по направлению и по характеру.
Установочные движения обеспечивают положение инструмента относительно заготовки, при которой с неё снимается определенный слой материала (движение врезания или наладочное).
Вспомогательные движения, не имеют непосредственного отношения к процессу резания (транспортировка и закрепление заготовки и инструмента, быстрые перемещения рабочих органов, переключения скоростей резания и подачи и т.п.).
Для проектирования любого процесса резания необходимо составить схему обработки, которая представляет собой условное изображение заготовки, её установки и закрепления на станке, закрепление и расположение инструмента относительно заготовки, а также векторы движений резания, примеры схем обработки показаны на рис.57.
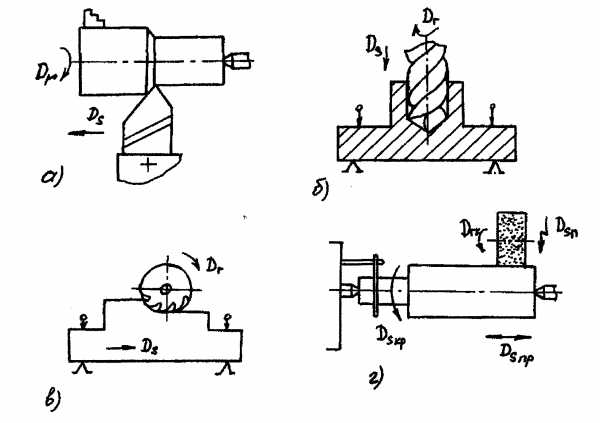
Рис. 57. Примеры изображения схемы обработки заготовок:
а) точением; б) сверлением; в) фрезерованием; г) шлифованием.
Режим резания и геометрия срезаемого слоя
Режим резания – совокупность величины элементов: глубины резания, подачи
Рассмотрим элементы режима резания на примере процесса точения (Рис.58).
Рис.58. Элементы режима резания и геометрия
срезаемого слоя при точении.
Глубиной резания (t) называют кратчайшее расстояние между обрабаты-ваемой и обработанной поверхностями заготовки. Глубина резания измеряется в миллиметрах и определяется в нашем примере по формуле:
t = 0,5 (D – d) мм .
Подачей (S) – называют путь точки режущей кромки инструмента в направлении подачи за один оборот заготовки (мм/об) при точении или за одну минуту (мм/мин) при фрезеровании.
К параметрам режима резания относят также основное (технологическое) время обработки: время, затрачиваемое непосредственно на процесс резания:
мин, где L = l + y + y1 – путь режущего инструмента в направлении
подачи, мм;
l – длина обработанной поверхности, y = t • ctgφ – величина врезания резца, y1 = 1…3 мм – выход (перебег) резца,
studfile.net
Лекция 1. Резание материалов.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ. ТЕОРЕТИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ.
10.1. Обработка заготовок на металлорежущих станках
Обработка металлов резанием – процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки с целью получения заданной геометрической формы, точности размеров, взаиморасположения и шероховатости поверхности детали. Для обработки детали режущий инструмент и заготовку необходимо установить и закрепить в рабочих органах станка и сообщить им относительные движения.
10.1.1. Основы теории резания
Движения, обеспечивающие срезание с заготовки поверхностного слоя металла
или изменение состояния обработанной поверхности, называют движениями резания. К ним относят главное движение и движение подачи.Главным движением называется движение, определяющее скорость деформирования и отделения стружки.
Движением подачи называется движение, обеспечивающее непрерывность врезания режущей кромки инструмента в материал заготовки. Эти движения могут быть вращательными, поступательными, возвратно-поступательными, непрерывными или прерывистыми.
Для любого процесса резания можно составить схему обработки (рис. 10.1), на которой условно изображают обрабатываемую заготовку 2, ее базирование 8 и закрепление 7 в рабочем приспособлении станка 3, режущий инструмент 1 в положении, соответствующем концу обработки. Везде далее на схемах обработки движение резания плавно обозначается через его скорость
10.1.2. Элементы процесса резания и геометрия срезаемого слоя
Элементами процесса резания являются скорости главного движения резания и подачи, а также глубина резания. Совокупность этих элементов называется режимом резания.
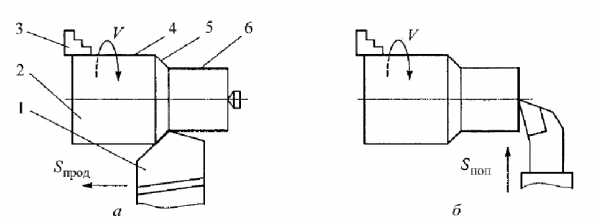
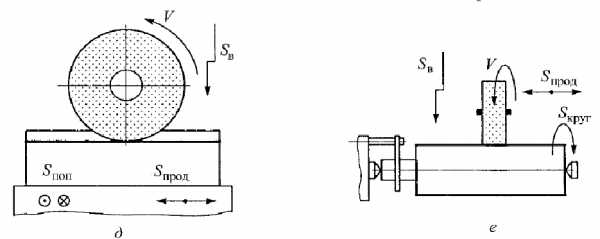
Рис. 10.1. Схемы обработки заготовок: а – продольным точением; б – поперечным точением; в – растачиванием; г – фрезерованием; д – плоским шлифованием; е – круглым шлифованием; 1 – режущий инструмент; 2 – заготовка; 3 – станочное (рабочее) приспособление: 4 – обрабатываемая поверхность; 5 – поверхность резания; 6 –обработанная поверхность; 7 – прижим; 8 – базирующий элемент; V – движение резания; Sпрод, Sпоп, Sв, Sкруг – соответственно продольное, поперечное, вертикальное и круговое движения подачи.
Скорость резания V – путь точки режущего лезвия инструмента относительно заготовки в единицу времени в направлении главного движения. Размерность скорости резания: для лезвийной обработки – метр в минуту, для абразивной обработки – метр в секунду.
Если главное движение является вращательным, то:
для лезвийной обработки V = πDn / 1000,
для шлифования V = πDn/(1000 · 60), где D – наибольший диаметр обрабатываемой поверхности заготовки или диаметр вращающегося инструмента, мм; n – частота вращения заготовки (инструмента), об/мин.
Если главное движение является возвратно-поступательным, а скорости рабочего и холостого ходов разные, средняя скорость, м/мин,
V = (К + 1)Lm / 1000,
где К = Vр.х/ Vx.x – коэффициент отношения скорости рабочего хода Vр.х к скорости холостого хода Vx.x; L – расчетная длина хода резца, мм; m – число двойных ходов резца в минуту.
Скорость движения подачи (подача) S – путь точки режущего лезвия инструмента относительно заготовки в единицу времени в направлении движения подачи. Различают: подачу в минуту (минутную) Sм – перемещение режущего инструмента в минуту, мм/мин; подачу на оборот So – перемещение режущего инструмента за один оборот заготовки или инструмента, мм/об; подачу на зуб Sz (для многозубых инструментов) – перемещение режущего инструмента за время поворота на угол, равный угловому шагу зубьев, мм/зуб; подачу на двойной ход S2x – перемещение режущего инструмента за один двойной ход, мм/2х.
Sм= Son = Sznz = S2x
где z – число зубьев инструмента.
Глубина резания t – кратчайшее расстояние между обработанной и обрабатываемой поверхностями, мм. При точении (рис. 10.2) глубина резания
t = 0,5(Dз − d),
где Dз и d – соответственно диаметры заготовки и обработанной поверхности, мм.
Рис. 10.2. Элементы процесса резания и геометрия срезаемого слоя: Dз – диаметр заготовки; d – диаметр обработанной поверхности; V – движение резания; Sпрод – движение продольной подачи; So – подача на оборот; t – глубина резания; а, b – толщина и ширина срезаемого слоя; φ, φ1 – углы в плане; CDE – сечение срезаемого слоя; ABE – несрезанный гребешок
Форма и размеры срезаемого слоя (см. рис. 10.2) зависят от глубины резания, подачи на оборот, геометрии режущего инструмента (углов φ и φ1) и формы режущей кромки инструмента. При перемещении инструмента вдоль оси заготовки его вершина описывает винтовую линию с шагом, равным Sо.
Следовательно, не вся площадь поперечного сечения материала ACDE будет срезана с заготовки. Действительное сечение срезаемого слоя BCDE = ACDE – АВЕ. Остаточное сечение АВЕ в виде винтовой линии останется на заготовке. Однако фактическая шероховатость обработанной поверхности определяется не только остаточным сечением АВЕ, но и физико-механическими свойствами материала заготовки, вибрациями технологической системы «станок – приспособление – инструмент – деталь».
studfile.net
главное движение резания – это… Что такое главное движение резания?
- главное движение резания
-
- mouvement de coupe
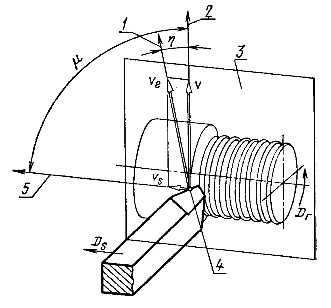
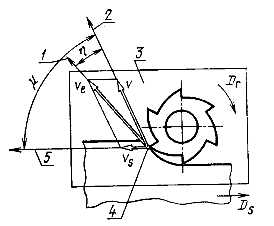
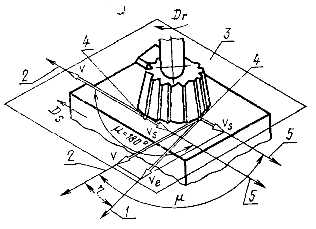
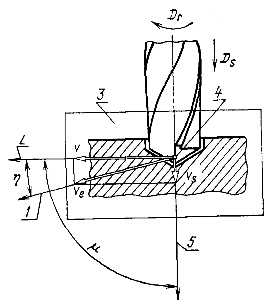
главное движение резания (Dг)
главное движение
Прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания.
Примечание
Главное движение резания может входить в состав сложного формообразующего движения, например при точении резьбы.
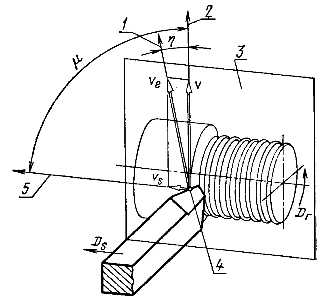
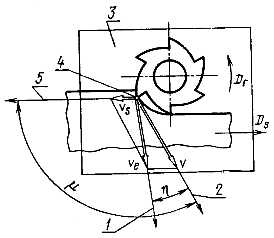
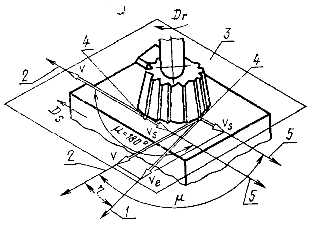
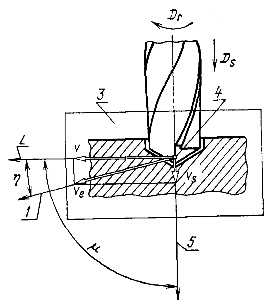
1 – направление скорости результирующего движения резания; 2 – направление скорости главного движения резания; 3 – рабочая плоскость Ps; 4 – рассматриваемая точка режущей кромки; 5 – направление скорости движения подачи[ГОСТ 25762-83]
Тематики
- обработка резанием
Обобщающие термины
- кинематические элементы и характеристики резания
Синонимы
- главное движение
EN
DE
FR

Русско-французский словарь нормативно-технической терминологии. academic.ru. 2015.
- главная цепь коммутационного аппарата
- главное направление быстрого (медленного) распространения
Смотреть что такое “главное движение резания” в других словарях:
главное движение резания — (Dг) главное движение Прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания. Примечание Главное движение резания может входить в состав сложного… … Справочник технического переводчика
Главное движение резания — 5. Главное движение резания Е. Primary motion Источник: ГОСТ 25762 83: Обработка резанием. Термины, определения и обозначения общих понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
результирующее движение резания — Суммарное движение режущего инструмента относительно заготовки, включающее главное движение резания, движение подачи и касательное движение. Обозначается De. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
результирующее движения резания — (De) результирующее движение Суммарное движение режущего инструмента относительно заготовки, включающее главное движение резания, движение подачи и касательное движение. [ГОСТ 25762 83] Тематики обработка резанием Обобщающие термины… … Справочник технического переводчика
ГОСТ 25762-83: Обработка резанием. Термины, определения и обозначения общих понятий — Терминология ГОСТ 25762 83: Обработка резанием. Термины, определения и обозначения общих понятий оригинал документа: 51. Вспомогательная задняя поверхность F. Face de dépouille complémentaire Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
Металлорежущий станок — машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом (См. Металлорежущий инструмент). М. с. являются основным … Большая советская энциклопедия
Формообразующие движения — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей. Формообразующие движения движения, осуществляемые инструментом и заготовкой, необходимые для осуществления процесса … Википедия
Фрезерование — в металлообработке, процесс резания металлов и др. твёрдых материалов фрезой (См. Фреза). Ф. применяется для обработки плоских и фасонных поверхностей (в т. ч. резьбовых поверхностей, зубчатых и червячных колёс) и осуществляется на… … Большая советская энциклопедия
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ — машины для изготовления частей других машин в основном путем снятия с заготовки стружки режущим инструментом. Многое из того, что производится в результате человеческой деятельности в настоящее время, делается на металлорежущих станках или с… … Энциклопедия Кольера
Сверление — 1) в металлообработке процесс получения сквозных и глухих отверстий в сплошном материале на сверлильных, токарных, револьверных, расточных, агрегатных и других станках, а также при помощи сверлильных ручных машин (См. Ручные машины).… … Большая советская энциклопедия
Металлорежущий станок — Металлорежущий станок станок, предназначенный для размерной обработки металлических заготовок путем снятия материала механическим способом. Токарный станок, один из представителей металлорежущих станков … Википедия
normative_ru_fr.academic.ru
главное движение резания – это… Что такое главное движение резания?
- главное движение резания
-
- Schnittbewegung
главное движение резания (Dг)
главное движение
Прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания.
Примечание
Главное движение резания может входить в состав сложного формообразующего движения, например при точении резьбы.
1 – направление скорости результирующего движения резания; 2 – направление скорости главного движения резания; 3 – рабочая плоскость Ps; 4 – рассматриваемая точка режущей кромки; 5 – направление скорости движения подачи[ГОСТ 25762-83]
Тематики
- обработка резанием
Обобщающие термины
- кинематические элементы и характеристики резания
Синонимы
- главное движение
EN
DE
FR

Русско-немецкий словарь нормативно-технической терминологии. academic.ru. 2015.
- главная цепь коммутационного аппарата
- главное направление быстрого (медленного) распространения
Смотреть что такое “главное движение резания” в других словарях:
главное движение резания — (Dг) главное движение Прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания. Примечание Главное движение резания может входить в состав сложного… … Справочник технического переводчика
Главное движение резания — 5. Главное движение резания Е. Primary motion Источник: ГОСТ 25762 83: Обработка резанием. Термины, определения и обозначения общих понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
результирующее движение резания — Суммарное движение режущего инструмента относительно заготовки, включающее главное движение резания, движение подачи и касательное движение. Обозначается De. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
результирующее движения резания — (De) результирующее движение Суммарное движение режущего инструмента относительно заготовки, включающее главное движение резания, движение подачи и касательное движение. [ГОСТ 25762 83] Тематики обработка резанием Обобщающие термины… … Справочник технического переводчика
ГОСТ 25762-83: Обработка резанием. Термины, определения и обозначения общих понятий — Терминология ГОСТ 25762 83: Обработка резанием. Термины, определения и обозначения общих понятий оригинал документа: 51. Вспомогательная задняя поверхность F. Face de dépouille complémentaire Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
Металлорежущий станок — машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом (См. Металлорежущий инструмент). М. с. являются основным … Большая советская энциклопедия
Формообразующие движения — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей. Формообразующие движения движения, осуществляемые инструментом и заготовкой, необходимые для осуществления процесса … Википедия
Фрезерование — в металлообработке, процесс резания металлов и др. твёрдых материалов фрезой (См. Фреза). Ф. применяется для обработки плоских и фасонных поверхностей (в т. ч. резьбовых поверхностей, зубчатых и червячных колёс) и осуществляется на… … Большая советская энциклопедия
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ — машины для изготовления частей других машин в основном путем снятия с заготовки стружки режущим инструментом. Многое из того, что производится в результате человеческой деятельности в настоящее время, делается на металлорежущих станках или с… … Энциклопедия Кольера
Сверление — 1) в металлообработке процесс получения сквозных и глухих отверстий в сплошном материале на сверлильных, токарных, револьверных, расточных, агрегатных и других станках, а также при помощи сверлильных ручных машин (См. Ручные машины).… … Большая советская энциклопедия
Металлорежущий станок — Металлорежущий станок станок, предназначенный для размерной обработки металлических заготовок путем снятия материала механическим способом. Токарный станок, один из представителей металлорежущих станков … Википедия
normative_ru_de.academic.ru
Движение резания вспомогательное (см. Движение
Для осуществления процесса резания необходимо, чтобы заготовка и инструмент перемещались один относительно другого. При этом различают главное движение, определяющее скорость отделения стружки, и движение подачи (вспомогательное движение) — обеспечивающее непрерывность врезания режущей кромки инструмента в срезаемый слон заготовки. Фактическое движение резания является векторной суммой главного и вспомогательного движения (фиг. 1, а). Так, при обтачивании главное движение резания (вращательное) получает деталь, вспомогательное (прямолинейное) — резец. Суммарное движение резания представляет собой винтовую линию. [c.1]Различают главное рабочее движение и вспомогательное движение. На токарном станке главным движением является вращательное движение обрабатываемой детали. Вспомогательное движение, или подача, совершается резцом вдоль или перпендикулярно оси обрабатываемой детали. Главное рабочее движение характеризуется скоростью резания. [c.69]
При разработке программ для станков с ЧПУ необходимо каждый раз решать следующие задачи регулирования траектории движения инструмента относительно заготовки режимов резания вспомогательных движений (установочных, контрольных, смены инструмента и др.). [c.381]
Из рассмотренных основных видов обработки металлов резанием следует, что при работе любого металлорежущего станка необходимо иметь два основных вида движения движение резания (главное движение) / и движение подачи II. Кроме того, при всех видах обработки материалов резанием станки должны иметь установочно-вспомогательные движения III. [c.335]
СКОРОСТЬ РЕЗАНИЯ И ПОДАЧА. При реализации главного и вспомогательного движений исполнительными органами станков необходима их количественная оценка. Главное движение, имея наибольшую скорость, определяет направление и скорость деформаций в материале срезаемого слоя и тем самым направление схода стружки и ее форму. Поэтому скорость главного движения является скоростью резания. Скорость резания может сообщаться как инструменту, так и обрабатываемой заготовке. Принято обозначать скорость резания буквой V и при лезвийной обработке выражать в м/мин. Если главное движение является вращательным, скорость резания количественно равна линейной скорости точек заготовки или инструмента, находящихся во взаимодействии, и может быть определена из уравнения V = 10 пВп, где 1) — диаметр обрабатываемой поверхности заготовки или рабочей поверхности инструмента, мм п — частота вращения заготовки или инструмента, об/мин. [c.11]
Все движения в станках разделяют на рабочие и вспомогательные. Рабочие — это главное движение (или движение резания) и движение подачи. Главное движение обеспечивает снятие стружки с заготовки с заданной скоростью резания. Движением подачи называют перемещение режущего инструмента относительно заготовки, что обеспечивает непрерывность процесса резания. [c.3]
Чтобы получить фрезерованием требуемую поверхность, необходимо сообщить инструменту и заготовке движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные. К основным относят главное движение, называемое движением резания, и движение подачи. Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять заготовка или фреза. Вспомогательные движения необходимы для подготовки процесса резания, и к ним относят движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять автоматически и вручную. [c.4]
Движения в станке. Движение резания — вращение шпинделя шлифовальной бабки с абразивным кругом. Продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи — периодические поступательные перемещения, сообщаемые шлифовальной бабке с абразивным кругом. Вспомогательные движения — установочные и быстрые перемещения шлифовальной бабки в поперечном и вертикальном направлениях. [c.226]
Обработка металлов резанием — это процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали. Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщить относительные движения. Инструмент и заготовку устанавливают и закрепляют в рабочих органах станков, обеспечивающих эти относительные движения в шпинделе, на столе, в револьверной головке. Движения рабочих органов станков подразделяют на движения резания, установочные и вспомогательные. Движения, которые обеспечивают срезание с заготовки слоя металла или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания. К ним относят главное движение и движение подачи. [c.253]
Режущим инструментом называется инструмент для обработки металлов резанием. Наиболее распространенный режущий инструмент — резец — состоит из режущей части Б и стержня А (рис. 2.20). Режущая часть имеет переднюю поверхность / и несколько задних поверхностей 3 и 4, из которых одна называется главной задней поверхностью 4, а остальные — вспомогательными задними поверхностями 3. Передняя поверхность 1 обращена по ходу главного движения в сторону срезаемого слоя на обрабатываемой заготовке и по ней перемещается стружка. Главная задняя поверхность 4 обращена к поверхности резания, вспомогательная задняя поверхность. к обработанной поверхности заготовки. [c.68]
Большинство выпускаемых станков имеет механизированные рабочие движения. Только у некоторых небольших станков, главным образом настольных, одно, реже два рабочих движения не механизированы. В то же время сравнительно у немногих современных станков механизированы вспомогательные движения. Этот недостаток особенно проявляется в случае, если станок работает на высоких режимах резания, когда машинное время сокращается до минимума. В этих условиях затраты времени на выполнение вспомогательных движений могут достигать 50— 60% всего времени операции, поэтому на механизацию вспомогательных движений и в первую очередь на механизацию таких элементов операции, как загрузка и закрепление обрабатываемых деталей, обращается большое внимание. [c.7]
Ступенчато-шкивные передачи с клиновыми и круглыми ремнями пригодны для передачи малых крутящих моментов (привод главного движения резания настольных и других мелких станков, вспомогательных механизмов). Переброска клинового и круглого ремня может производиться только вручную применение более одного клинового ремня не рекомендуется ввиду сложности переключения скоростей. [c.44]
Широко применяются в цепях подач и вспомогательных движений, реже— в приводе главного движения резания [c.66]
Реверсивные механизмы по схеме 7 используются для передачи движения между валами/—/// или II—III. с фрикционными муфтами оии применяются в цепях главного движения резания, с кулачковыми муфтами и вытяжными шпонками—в цепях подач и вспомогательных движений [c.66]
Применяется в цепях главного движения резания и вспомогательных движений [c.67]
В металлообрабатывающих станках можно автоматически управлять скоростями подачи и главного движения (скоростями резания), а также управлять скоростями вспомогательных движений в наивыгоднейших сочетаниях. Автоматическое поддержание устойчивых режимов обработки и бесступенчатое изменение режимов в процессе работы дают возможность значительного дополнительного повышения производительности станков, повышения точности и качества обработки, экономии энергии. [c.260]
Если главное движение возвратно-поступательное, а скорости рабочего и вспомогательного ходов различны, то скорость главного движения резания, м/с, [c.299]
У токарного резца различают главные и вспомогательные углы, которые рассматривают исходя из следующих условий ось резца перпендикулярна к линии центров станка вершина резца находится на линии центров станка совершается главное движение резания. [c.301]
На одношпиндельных токарно-револьверных автоматах (рис. 6.26, д) обрабатывают заготовки небольших размеров (диаметром 8. .. 31 мм), но сложных форм. Автоматы работают по замкнутому технологическому циклу параллельной обработки поверхностей. Движения (резания, установочные, вспомогательные) рабочих органов автомата осуществляют от кулачкового распределительного вала. Автоматизация движений обеспечивает высокую производительность. Автоматы используют для изготовления больших партий деталей. [c.347]
Глубина резания (мм) – наибольшее расстояние, на которое проникает режущая кромка в заготовку ее измеряют в плоскости, перпендикулярной к направлению движения подачи. При строгании и долблении движение подачи является прерывистым и осуществляется в конце вспомогательного хода заготовки или резца. Величины t и S выбирают из справочников. Задавшись глубиной резания и подачей, по эмпирической формуле определяют скорость главного движения резания (м/с). [c.377]
Горизонтально-протяжной станок для внутреннего протягивания (рис. 6.53, а) состоит из станины 1, насосной станции 2, гидроцилиндра 5, каретки 4, опорного кронштейна 5 и корыта б. Протяжку хвостовой частью вставляют в предварительно обработанное отверстие заготовки и закрепляют в патроне каретки 4. Каретка с протяжкой получает поступательное движение от штока поршня гидроцилиндра главное движение резания. Заготовка при протягивании опирается торцом на опорную поверхность кронштейна S. Поступательное движение протяжке сообщают до тех пор, пока она не выйдет из отверстия заготовки. После окончания протягивания заготовка падает в корыто б, протяжка извлекается из каретки 4, последняя возвращается в исходное положение (вспомогательный ход), и цикл обработки повторяется. [c.380]
Вертикально-протяжной станок для наружного протягивания (рис. 6.53, 6) состоит из основания 1, станины J, насосной станции 4, каретки 3, стола 2. Заготовку устанавливают в приспособлении на столе станка. Протяжку закрепляют в каретке и от гидропривода сообщают ей вертикальное поступательное перемещение – главное движение резания. Протяжка, опускаясь (рабочий ход), обрабатывает заготовку. Обработанную заготовку снимают, и подвижная каретка быстро возвращается в исходное положение (вспомогательный ход). [c.381]
В процессе зубострогания конических колес с прямыми зубьями (рис. 6.75, б) главным движением резания является возвратно-поступательное движение резцов в направлении к вершине конуса заготовки – рабочий ход, а в обратном направлении – вспомогательный ход. [c.407]
Движения исполнительных органов металлорежущих станков делятся на рабочие и вспомогательные. Рабочими называют движения, при которых с заготовки снимается стружка. При вспомогательных движениях с заготовки стружка не снимается. К рабочим движениям относятся главное движение резания, движение подачи и касательное движение. Главное движение резания — это прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания.Движение подачи — прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения резания, предназначенное для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность. Например, при точении главное движение резания является вращательным и сообщается заготовке, а инструменту (резцу) сообщается прямолинейное поступательное движение подачи. Касательное движение — прямолинейное поступательное или вращательное движение режущего инструмента, скорость которого меньше скорости главного движения резания и направлена по касательной к режущей кромке, предназначенное для того, чтобы сменять контактирующие с заготовкой участки режущей [c.350]
Для того чтобы вести обработку заготовки резанием и получить в результате этого готовое изделие (деталь), заготовка и применяемый режущий инструмент должны совершать определенные движения. Эти движения разделяются на основные (служащие для осуществления процесса резания) и вспомогательные (служащие для подготовки к процессу резания и для завершения операции). Основных движений два главное движение и движение подачи. [c.29]
Рассмотренные примеры моделирования показывают особенности моделирования контурных приводов и систем программного управления станками с учетом сил резания. Примеры решения уравнений динамики приводов главного и вспомогательного движения и систем числового программного управления других типов станков изложены в работе (67]. [c.111]
Основные движения — главное рабочее движение, которое осуществляется с наибольшей скоростью, и движение подачи оба эти движения определяют траекторию относительного рабочего движения. Условно-вспомогательное движение — это перемещение различных органов станка при подготовке к процессу резания. [c.43]
Одно из движений называется главным движением или движением резания, а второе — вспомогательным движением или движением подачи. Например, при работе на токарном станке вращение изделия будет движением резания, а движение супорта с закрепленным на нем резцом — движением подачи (фиг. 1). [c.8]
Вспомогательные движения подготавливают процесс резания, но сами в нем не участвуют. К таким движениям относят отвод и подвод инструмента, зажим заготовки, инструмента, перестановку упоров, изменение положения детали и т. п. Вспомогательные движения осуществляют вручную или от механизмов с приводом. В станкостроении обязательным (условием сокращения ручного труда является автоматизация вспомогательных движений, [c.15]
Станки являются рабочими технологическими машинами для обработки металлов резанием. Они состоят из механизмов, осуществляющих заданные движения. В станках выполняются следующие движения 1) главное движение, или движение резания, 2) движение подачи, 3) вспомогательные движения. [c.36]
Вспомогательные движения (операции) подготовляют станок, изделие и инструмент для проведения процесса резания и проверяют правильность исполнения этих перемещений. 1К вспомогательным движениям относятся установка заготовки и закрепление ее, снятие обработанного изделия, закрепление и поворот узлов, на которых крепятся изделия или инструменты, быстрый подвод и отвод узлов с режущими инструментами, измерение изделий и прочие операции. Вспомогательные движения необходимо выполнять как можно быстрее, чтобы уменьшить время, затрачиваемое на их исполнение и, следовательно, увеличить производительность станков и рабочих. Желательно вспомогательные движения совмещать полностью или частично друг с другом и с операциями резания, что еще более увеличивает производительность. [c.39]
Основоположником кинематики станков является Г. М. Головин, который разработал теоретические основы анализа, расчета и настройки кинематических цепей станков. Им был создан курс кинематики станков , в котором рассматриваются методы кинематического расчета, наладки и формообразования деталей резанием. Для осуществления процесса резания каждый станок имеет ряд рабочих органов, которым сообщаются движения, определяемые назначением станка и характером выполняемых на нем работ. Рабочие органы станков щпиндель, суппорт, стол, инструментальная головка и др. Требуемое относительное перемещение может совершаться либо инструментом, либо заготовкой или чаще всего сочетанием движений обрабатываемой заготовки и инструмента. Движения на станках делятся на две категории 1) основные (движения формообразования), к которым относятся главное движение, движение подачи и в некоторых группах станков также движение деления, движение огибания, дополнительное вращение заготовки и 2) вспомогательные движения. [c.235]
Для определения режимов обработки необходимо знать общие для всех видов работ параметры главное движение, вспомогательные движения, подачу, скорость резания и стойкость инструмента. Методика их определения будет рассмотрена при изучении вопросов нормирования отдельных видов работ. [c.352]
Скоростное резьбонарезание применяется при использовании резца, оснащенного твердым сплавом, допускающего высокие скорости резания путем последовательных проходов с применением автоматики. При обычном нарезании резьбы приходится затрачивать много времени на вспомогательные движения, связанные с большим количеством проходов. Поэтому с целью повышения эффективности процесса скоростное нарезание резьбы осуществляется по автоматическому циклу. За каждый проход резец совершает четыре последовательных движения (фиг. 296, а) 1) рабочий ход в продольном направлении 2) отвод резца в поперечном направлении 3) обратный ускоренный ход в продольном направлении 4) подвод и установка резца на требуемую глубину врезания для следующего прохода. Все движения происходят автоматически при помощи специального устройства, поставленного на суппорте токарного станка. В зависимости от шага нарезаемой резьбы число последовательных проходов, необходимых для полной обработки, равно 5—20. Скорость резания выбирается в пределах 100—250 м. мин. [c.518]
Движения в станке. Движение резания — это вращение шпинделя с заготовкой, а движение подач — прямолинейное поступательное движение револьверного суппорта в продольном направлении и медленное вращение револьверной головки вокруг своей оси (поперечная подача). Вспомогательные движения — подача и зажим пруткового материала, подвод и отвод револьверного суппорта, поворот револьверной головки в новую позицию, а также фиксация револьверной головки — выполняются вручную. [c.356]
Для осуществления процесса резания заготовке и инструменту необходимо сообщить определенный комплекс движений. Эти движения можно разделить на основные (для осуществления процесса резания) и вспомогательные (для подготовки к процессу резания и завершения операции). Основных движения два главное движение — движение резания и движение подачи. [c.312]
Вспомогательные движения. Эта группа движений весьма обширна. В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п. [c.348]
К последней группе вспомогательных движений относятся движения, обеспечивающие принудительную смазку узлов станка, подачу охлаждающей жидкости в зону резания, отвод стружки и т. д. Эти виды движений имеют механизированные приводы. [c.349]
Основными компонентами динамической точности металлорежущих станков являются точность рабочего движения (движения резания), точность движения подачи и точность ряда вспомогательных двинйний. У токарных и фрезерных станков, найример, динамическая точность будет определяться точностью вращения шпинделя с закрепленными на нем деталью или фрезой и точностью движения подачи суппорта или стола. Точность вращения шпинделя характеризуется величиной колебаний его оси около положения равновесия, хотя часто нормируется биение не оси, а шейки шпинделя или пояска, или буртика на нем. Точность перемещений суппорта или стола характеризуется величиной ошибки или отклонения истинной координаты рабочего- органа станка от заданной. Ошибки делятся на 1) зависящие от координаты (ошибки положения), скорости (скоростные), ускорения (инерционные) 2) не меняющиеся со временем (стационарные) и изменяющиеся со временем (переходные, нестационарные) 3) геометрические и кинематические (немоментные), зависящие от сил резания и трения (моментные) 4) систематические, случайные (независимые и зависимые). Первая классификация делит ошибки по характеру их зависимости от координаты и ее производных по времени. Ошибки, зависящие только от координаты или влияющие только на координату (положение детали), являются статическими. Если ошибка положения — рассогласование между заданным и истинным положением рабочего органа зависит только от его скорости, то она называется скоростной. В частном случае, когд)а скорость постоянна по величине и направлению, скоростная ошибка является статической. В общем случае ошибки, зависящие от скорости движения деталей станка или от ускорений или вызывающие изменение скорости и ускорения, являются динамическими. [c.148]
Дальнейшее развитие классификация способов получила в трудах М.И. Юликова. Он дал развернутую картину схем формообразования и схем срезания припуска, а в более поздних работах [28] – технологическую классификацию по видам движений режущего инструмента относительно заготовки с учетом вспомогательных движений подвода, отвода инструмента и движений между переходами. Всего десять видов движений 1 – врезание на глубину резания 2 – движение вдоль направляющей поверхности заготовки 3 – выход из резания 4 – вспомогательный обратный ход 5 – движение вдоль образующей поверхности заготовки 6 – вспомогательный ход вдоль образующей 7 – переход от обработки одной поверхности к обработке другой 8 – переход к обработке следующей заготовки 9 и 10 – рабочее и вспомогательное движения резания. [c.8]
В металлорежущих станках ступенчатошкив-ные передачи применяются главным образом для изменения скорости главного движения резания, реже — величины подачи и скорости вспомогательных устройств (насосов и т. п.). [c.44]
В качестве объекта опытной наладки следует выбирать типичную для обработки на данном станке деталь. Испытание проводятг путем последовательной обработки партии деталей с постепенным ужесточением режимов резанйл и снижением продолжительности цикла. Таким образом можно определить штучную производительность станка при изготовлении типовой продукции, а также удостовериться в заданной точности обработки. При обработке деталей измеряют потребляемую мощность на холостом ходу, при вспомогательных движениях и резании. [c.424]
mash-xxl.info
1. Поверхности, образующиеся в процессе резания
6
Поверхности, образующиеся в процессе резания рассмотрим на примере токарной обработке.
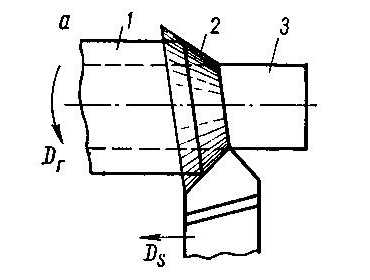
Рис. 1 Поверхности обработки, образующиеся в процессе резания.
При обработке заготовки резанием на ней различают три поверхности:
Обрабатываемая поверхность (1) – это поверхность, которая частично или полностью удаляется при обработке.
Обработанная поверхность (2) – это поверхность, образованная на заготовке в результате обработки;
Поверхность резания (3) – это поверхность, образуемая режущей кромкой в результирующем движении резания. Поверхность резания является переходной между обрабатываемой и обработанной поверхностями.
2. Движения при различных видах обработки
Процесс резания не может выполняться без движения. При обработке резанием различают:
– главное движение резания,
– движение подачи,
– вспомогательное движение.
Элементы движения в процессе резания рассмотрим на примере токарной обработки (см. Рис. 2).
Г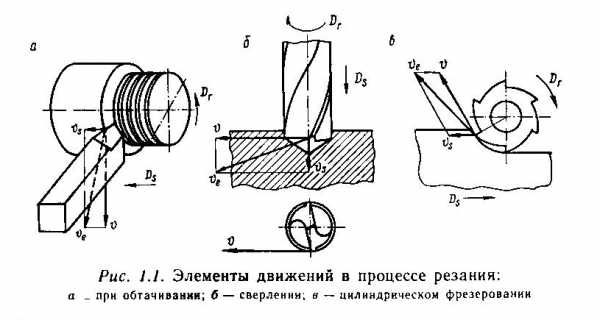 лавное
движение резания (Dr)
– это вращательное движение заготовки,
происходящее в процессе резания с
наибольшей скоростью. Главное движения
резания осуществляет отделение срезаемого
слоя от заготовки. Характеризуется
скоростью главного движения резания
(V).
лавное
движение резания (Dr)
– это вращательное движение заготовки,
происходящее в процессе резания с
наибольшей скоростью. Главное движения
резания осуществляет отделение срезаемого
слоя от заготовки. Характеризуется
скоростью главного движения резания
(V).
Движение подачи (Ds) – это поступательное движение инструмента, скорость которого меньше скорости главного движения резания. Движение подачи позволяет отделять слой материала на всей обработанной поверхности. Характеризуется подачей (S).
Результирующее движение резания – это движение, которое определяет направление схода стружки. Характеризуется скоростью результирующего движения резания (Vе).
Сложение векторов скорости резания V и подачи S позволяет определить скорость результирующего движения резания Vе.
Движения подачи при точении различаются по направлениям (Рис. 3).
Р ис.
3. Продольная (а) и поперечная (б)
подачи при точении
ис.
3. Продольная (а) и поперечная (б)
подачи при точении
Продольная подача – это перемещение резца параллельно оси заготовки. При этом образуется цилиндрическая поверхность заготовки.
Поперечная подача – это перемещение резца перпендикулярно к оси заготовки. При этом образуется поверхность, перпендикулярная к оси центров.
При поперечной подаче (Ds) фасонные резцы создают различные поверхности вращения (Рис. 4в).
Перемещение резца под углом к оси центров образует коническую поверхность(Рис. 4г). Резец при этом совершает два поступательных движения, вдоль резца, продольная подача (Ds) и поперек резца, поперечная подача (Ds). Движение поперек резца является вспомогательным движением.
Характеризуется подачей (S).
П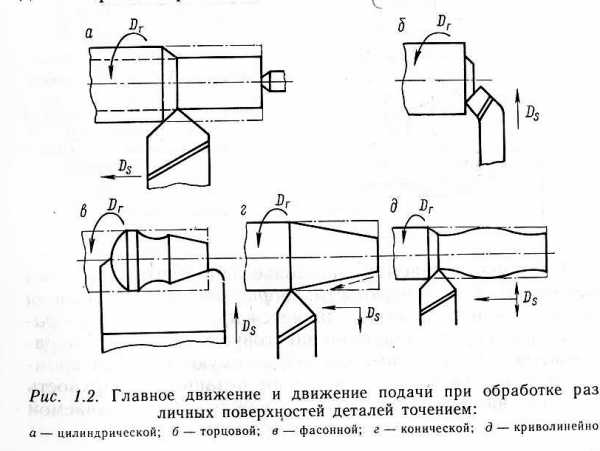 еремещение
резца, по заданной кривой (Рис. 4д),
по программе или копиру в плоскости,
проходящей через ось центров, образует
поверхность с криволинейной образующей.
еремещение
резца, по заданной кривой (Рис. 4д),
по программе или копиру в плоскости,
проходящей через ось центров, образует
поверхность с криволинейной образующей.
Рис. 4. Подачи позволяющие получать различные поверхности при точении
Вспомогательное движение – это движение необходимое для придания обработанной поверхности заданной конфигурации.
3. Геометрия режущей части инструмента
Геометрию режущей части инструмента рассмотрим на примере токарного резца.
Резец – это инструмент, имеющий одно режущее лезвие.
studfile.net