Приспособления и оснастка для фрезерных станков
Содержание:
- 1. Виды фрез
- 2. Оснастка для крепления инструмента
- 3. Приспособления для закрепления заготовки
- 4. Делительные головки
- 5. Приспособления, расширяющие функциональность станка
Трудно ли освоить фрезерный станок? Изучить основные приемы работы будет значительно проще, если вы предварительно познакомитесь с принадлежностями, которые вам потребуются – возможности оборудования полностью зависят от применяемых режущих инструментов и приспособлений.
Фрезы, оправки, патроны и разные приспособления. Без них фрезерный станок – всего лишь груда металла, с ними – он творит чудеса. Вы сможете изготовить любую даже самую сложную деталь. Разберемся, по порядку, что для этого нужно.
Виды фрез
Фрезы представляют собой тела вращения, оснащенные зубьями. На форму поверхности, которая получается после обработки фрезой, влияет геометрия режущего инструмента, а также положениеего оси относительно заготовки.
Оснастку различают по материалу, для обработки которого они предназначены. То, что предназначено для дерева, нельзя использовать по металлу.
Начинающему пользователю станка рекомендуем приобретать фрезы в наборах. Так, комплекты для деревообработки выпускаются в ящиках, где каждому инструменту соответствует своя ячейка, под ней табличка с его параметрами и графическое изображение получаемого в процессе обработки контура. Со временем, если мастеру потребуется специализированная оснастка, всегда сможет приобрести необходимую ее отдельно.
Также существуют наборы с оснасткой для станков по металлу. В них входят самые востребованные концевые фрезы разных диаметров. Кроме них желательно сразу приобрести хотя бы одну торцевую фрезу, чтобы обрабатывать плоские поверхности.
Остальные виды инструментов домашнему мастеру можно приобретать по мере поступления задач. Например, когда в деталях нужно будет выполнять паз 6 мм шириной, покупают соответствующую пазовую фрезу. При этом диаметр оснастки не должен превышать, указанного в характеристиках станка. Например, для Jet JMD-X1 максимальный размер концевой фрезы 16 мм, а торцевой – 30 мм.
Например, когда в деталях нужно будет выполнять паз 6 мм шириной, покупают соответствующую пазовую фрезу. При этом диаметр оснастки не должен превышать, указанного в характеристиках станка. Например, для Jet JMD-X1 максимальный размер концевой фрезы 16 мм, а торцевой – 30 мм.
Выбирают режущий инструмент по чертежу будущей детали. Допустим, нужно сделать выемку 12 мм шириной. Для этого лучше использовать концевую фрезу диаметром 12 мм. Конечно, можно взять и меньший размер, но задача будет выполнена медленнее. Кроме того, чем толще оснастка, тем дольше она служит. Поэтому для ряда работ рекомендуется сначала выполнять черновое фрезерование большой фрезой, а потом при чистовом – нужным диаметром вести точную обработку.
Тщательно подходите к выбору режущего инструмента. Фрезы плохого качества быстро ломаются, потому что их вращение идет на большой скорости. Это случается с так называемой «не фирменной» оснасткой, которая поставляется из Китая. Но не обязательно все хорошее делают только в Европе. Например, у Энкор расходные материалы выпускаются в Азии, но покупателями они ценятся высоко. Если компания следит за тем, чтобы для изготовления размещенного на стороннем заводе заказа использовался качественный металл, то на выходе будут получены отличные изделия, которые не перегреваются и не забиваются стружкой.
Например, у Энкор расходные материалы выпускаются в Азии, но покупателями они ценятся высоко. Если компания следит за тем, чтобы для изготовления размещенного на стороннем заводе заказа использовался качественный металл, то на выходе будут получены отличные изделия, которые не перегреваются и не забиваются стружкой.
Конечно, фрезы стоят дорого, но при правильном обращении они служат долго. Они должны быть всегда хорошо заточены. Работа с затупившимися режущими кромками приводит не только к перегреву фрезы, но и к ухудшению качества обработки, а также повышает нагрузку на двигатель и редуктор станка. Рекомендуется после использования осматривать оснастку, удалять с нее пыль. Заточку можно проверять с помощью 20-тикратной лупы, сравнивая кромки бывшей в употреблении фрезы и новой. Если видно ребро – инструмент требует правки, для этого применяют алмазный камень или надфиль с зернистостью 600-1200
Оснастка для крепления инструмента
По способу крепления на шпиндель станка вся оснастка подразделяется на концевую и насадную. В первом случае инструмент зажимают с помощью цанги и патрона, во втором надевают на шпиндель с помощью оправки.
В первом случае инструмент зажимают с помощью цанги и патрона, во втором надевают на шпиндель с помощью оправки.
Оправки бывают двух видов. Центровые имеют конический хвостовик, размеры которого должны соответствовать типу отверстия шпинделя, которое у вертикально фрезерных станков может быть двух типов 7:24 и конус Морзе. Последний в характеристиках обозначается буквами Мк или Мт и номером. Так для машины с конусом Морзе Мк3 подойдет фреза торцевая со сменными пластинами (30 мм, Мк3).
На такие оправки можно закреплять несколько режущих инструментов, например, цилиндрических или фасонных, фиксируя их установочными кольцами.
Насадные фрезы, которым не требуется большой вылет (торцовые, дисковые) закрепляют в концевых оправках. Их надевают на буртик (3) со шпонкой (2) и удерживают винтом (4). Конический хвостовик (1) помещают в отверстие шпинделя станка.
Конические концевые фрезы закрепляют непосредственно в шпинделе и затягивают винтом.
Если размер хвостовика режущего инструмента не соответствует размерам гнезда шпинделя, используют переходные втулки.
Чтобы пользоваться цилиндрической концевой фрезой потребуется патрон с цангой. В продаже есть наборы, в которые вместе с патроном входит 7-11 цанг для работы с оснасткой разных размеров.
Приспособления для закрепления заготовки
Чтобы приступить к фрезерованию, обрабатываемую деталь необходимо установить и зафиксировать на рабочем столе. Для этого используют универсальные и специальные приспособления. Последние разрабатывают отдельно под каждое изделие, которое выпускают крупными сериями, что обеспечивает максимальную производительность и оправдывает затраты. Для единичного, мелкосерийного производства их изготовление не выгодно, поэтому применяют универсальные. К ним относят прихваты, тиски, поворотные столы.
Прихваты имеют разную форму, что позволяет зафиксировать практически любую заготовку.
Мелкие детали удобно обрабатывать в тисках, простых или поворотных. Возможность разворота в горизонтальной плоскости или сразу в нескольких плоскостях (универсальные тиски) упрощает установку детали для фрезерования наклонных поверхностей.
Для базирования и закрепления заготовок также используют столы. Как и тиски, они бывают неповоротными и поворотными. Среди устройств первого вида наиболее удобны магнитные столы. Они подходят для плоских заготовок из ферромагнитных сталей, которые на них быстро закрепляются и также быстро снимаются. Магнит включают и отключают с помощью рукоятки.
Круглые поворотные столы предназначены для обработки криволинейных поверхностей. Могут не только вращаться, но и подниматься на заданный угол.
Многие производители, например компания Jet, выпускают для станков пневматические системы крепления. Они оснащены поршневым силовым приводом. Под действием сжатого воздуха поршень давит на шток, который сдвигает губки приспособления и надежно закрепляет заготовку. Преимущество такой системы состоит в возможности быстрой установки и снятия детали, что эффективно в серийном производстве, так как увеличивается производительность.
Делительные головки
Короткие цилиндрические детали закрепляют с помощью трехкулачкового патрона, длинные – устанавливают в центрах. Эти два приспособления, а также хомутики и люнеты применяют вместе с 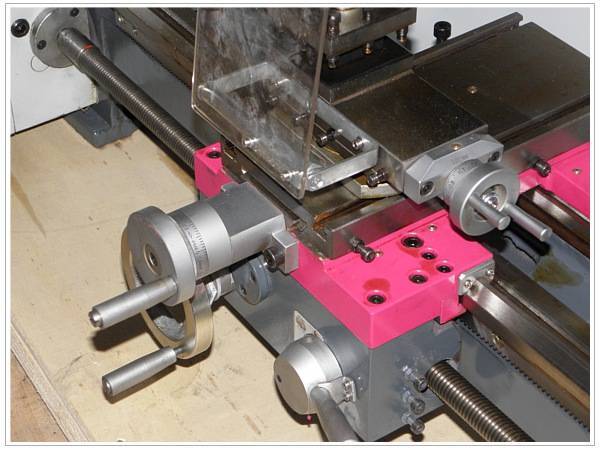 Так устанавливают деталь под заданным углом, вращают заготовку во время работы.
Так устанавливают деталь под заданным углом, вращают заготовку во время работы.
Делительная головка состоит из корпуса, поворотной колодки и шпинделя. Колодка может поворачиваться под разными углами. На шпиндель закрепляют трехкулачковый патрон, в котором зажимают заготовку с одного конца. Другой ее конец поддерживает задняя бабка. Если обрабатываемая деталь длинная, для исключения ее прогиба используют люнеты.
Приспособления, расширяющие функциональность станка
Существуют специальные принадлежности, которые дают новые возможности для старого оборудования. Они либо совершенствуют основной процесс фрезерования, либо их используют для выполнения дополнительных операций.
Например, на машинах по металлу подачу выполняют вручную. Производители станков Jet, Proma выпускают для них устройства для автоматической подачи. Их использование гарантирует, что скорость подачи всегда будет оптимальной, что обеспечивает стабильно высокое качество обработки.
Некоторые агрегаты с нижним вертикальным шпинделем выпускаются с шипорезной кареткой, те же модели, на которых ее нет, можно дооснастить устройством для нарезания шипов. С его помощью можно выполнять соединение деталей, например, для сращивания щитов или при изготовлении мебели.
Разнообразная оснастка и приспособления позволяют изготавливать на фрезерных станках детали, отличающиеся по форме и размерам: втулки, корпуса, формы для литья, сувенирную и рекламную продукцию и многое другое. Покупая рабочую машину, стоит подумать заранее, какие принадлежности к ней могут понадобиться. Сразу вместе с агрегатом купите наборы фрез, прихваты, тиски, круглый стол. Благодаря этому вы будете готовы к выполнению любых производственных задач.
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов производителей инструмента для словаря по машиностроению | |||||
| 792 Высокое качество оснастки обеспечивает длительный срок службы шпинделей станков и увеличивает период стойкости режущего инструмента | 1143 Иллюстрированный обзор инструментальной оснастки для фрезерных и сверлильных станков по металлу Гибравлические патроны Оправки для насадных фрез | 26 Крепление инструмента на фрезерных станках Схемы формирования инструментальных наладок для фрезерования сверления и нарезания резьбы метчиками | 27 Вспомогательный инструмент для сверлильных и фрезерных станков с ЧПУ и ручным управлением Сверлильные патроны Термооправки Силовые фрезерные патроны | ||
| 112 Технологическая оснастка для фрезерных станков с ЧПУ Определение качества вспомогательного инструмента Интерфейс между шпинделем и инструментом | 113 Станочная инструментальная оснастка фрезерных станков Основные типы базовых держателей Стандартный конус 7:24 (CAT, BT, TC, ISO) Укороченный конус HSK | 114 Штревель (штревельный болт) позволяет механизму станка устанавливать и закреплять оснастку в шпинделе и осуществлять автоматическую смену инструмента | 115 Основные способы закрепления концевого режущего инструмента в зажимной технологической оснастке для фрезерных станков по металлу Справочная таблица | 116 В патронах Weldon (DIN 1835 B) и Whistle Notch (DIN 1835 E) радиально расположенный винт давит на хвостовик концевого инструмента и удерживает его на месте | 117 Сравнительный анализ различных типов зажимной инструментальной оснастки для станков с ЧПУ Патроны Цанговый Weldon Whistle Notch Гидропластовый Термозажимной |
См. | |||||
Балансировка инструмента / Tool balancing | Вспомогательный инструмент для токарных станков / Lathe tool holders | ||||
Хвостовики инструментов / Shank tool | Хвостовик (конус) HSK / Hollow taper shank | ||||
Гидравлический патрон / Hydraulic chucks | Термопатроны / Shrink fit chuck | ||||
Штревель / Pull stud | Модульный инструмент и оснастка / Modular tooling system | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
112 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Технологическая оснастка для фрезерных станков с ЧПУ Определение качества вспомогательного инструмента Интерфейс между шпинделем и инструментом Технологическая оснастка для фрезерных станков с ЧПУ Определение качества вспомогательного инструмента Интерфейс между шпинделем и инструментом _ Станочной оснасткой является: Устройство, работающее как сменный интерфейс между шпинделем станка и режущим инструментом без потери эффективности. В соответствии с этим определением станочная оснастка должна обладать четырьмя характеристиками: 1. Соосность – оси вращения станка и режущего инструмента должны совпадать. 2. Усилие закрепления – режущий инструмент должен быть надежно зажат в патроне для предотвращения его проворачивания. 3. Точность – станочная оснастка должна быть точной для обеспечения повторяемости от патрона к патрону. 4. Сбалансированность – патроны должны иметь ту же степень балансировки, что и шпиндель станка, в котором будут установлены. | |||||
113 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.113 | |||||
Станочная инструментальная оснастка фрезерных станков Основные типы базовых держателей Стандартный конус 7:24 (CAT, BT, TC, ISO) Укороченный конус HSK Станочная инструментальная оснастка фрезерных станков Основные типы базовых держателей Стандартный конус 7:24 (CAT, BT, TC, ISO) Укороченный конус HSK _ Для более подробной информации см. | |||||
919 Каталог KORLOY 2016 Металлорежущий инструмент и станочная оснастка Стр.I2 | |||||
Инструментальная оснастка серии DBT для высокоскоростной механической обработки на металлорежущих станках Система базирования по двум поверхностям Инструментальная оснастка серии DBT для высокоскоростной механической обработки на металлорежущих станках Система базирования по двум поверхностям _ на конус и торец, для получения отличной шероховатости поверхности при высоком качестве обрабатываемой поверхности в тяжелых условиях резания на большой скорости. Описание системы посадки на 2 поверхности Стабильная обработка при высоких скоростях Повышение стойкости инструмента и уменьшение износа шпинделя за счет высокой точности и жесткости крепления. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 471 Устройство для настройки автооператора используется для проверки точности позиционирования руки автоматического сменщика при установке инструмента | 919 Инструментальная оснастка серии DBT для высокоскоростной механической обработки на металлорежущих станках Система базирования по двум поверхностям | 965 Технические особенности вспомогательного инструмента марок GARANT и HOLEX GARANT Премиум качество Превосходное качество, совершенные техно | 966 Конусные хвостовики (SK-конус – 7:24) Для автоматической или ручной смены инстументов для сверления и фрезерования существуют оправки и па | 967 Полые шпиндельные хвостовики HSK конус Под полым разъемом подразумевается полый хвостовик инструмента с малой конусностью наружного контур | |
| 464 Режущий и вспомогательный инструмент с соединением Capto (PSC) ISO 26623-1 Гибкость применения за счет широкой модульности Высокая стабильность | 459 Антивибрационные оправки (адаптеры) с демпфирующим механизмом Инструментальная оснастка для технологических операций с длинным вылетом инструмента | 649 Эталонные тестовые оправки позволяют выверить необходимые параметры станка Положение оси держателя Ориентация шпинделя Захват инструмента | 394 Оправки для торцевых фрез с конусом BIG-PLUS ISO Базирование инструмента по двум поверхностям (конус и фланец) совместим с ISO 7388-1 и DIN 69871-ADB | ||
| 396 Патроны Weldon / ISO 9766 с конусом BIG-PLUS ISO Станочная оснастка совместима с ISO 7388-1 и DIN 69871-ADB (базирование по двум поверхностям) | 413 Станочные оправки с конусом ISO 7388-1 (совместим с DIN 69871-ADB) для закрепления торцевых фрез по металлу Общий вид Основные размеры инструмента | 414 Технологическая оснастка для фрезерных станков Оправки для крепления дисковых фрез с конусом ISO 7388-1 (совместим с DIN 69871-ADB) Параметры | 416 Патроны Weldon с конусом ISO 7388-1 (совместим с DIN 69871-ADB) Оснастка для крепления инструмента с хвостовиком по DIN 6535-HB и DIN 1835-B | 432 Оснастка для станков по металлу для тяжелой обработки Гидравлические патроны CoroChuck 930 с инструментальным конусом 7:24 MAS-BT 403 (JIS B 6339) | 510 Система обозначения цельной инструментальной оснастки для фрезерных и сверлильных станков, центров с ЧПУ Вспомогательный инструмент Sandvik Coromant |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
112 Каталог DEREK 2017 Режущий инструмент и оснастка инструментальная для станков Стр. | |||||
Фото зажимной инструментальной оснастки для металлорежущих фрезерных станков и обрабатывающих центров с ЧПУ Патроны для вращающегося инструмента Фото зажимной инструментальной оснастки для металлорежущих фрезерных станков и обрабатывающих центров с ЧПУ Патроны для вращающегося инструмента _ Китайская инструментальная оснастка компании Derek Начало раздела каталога продукции 2017 года Полностраничная иллюстрация станочной | |||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
 также / See also :
также / See also : 112
112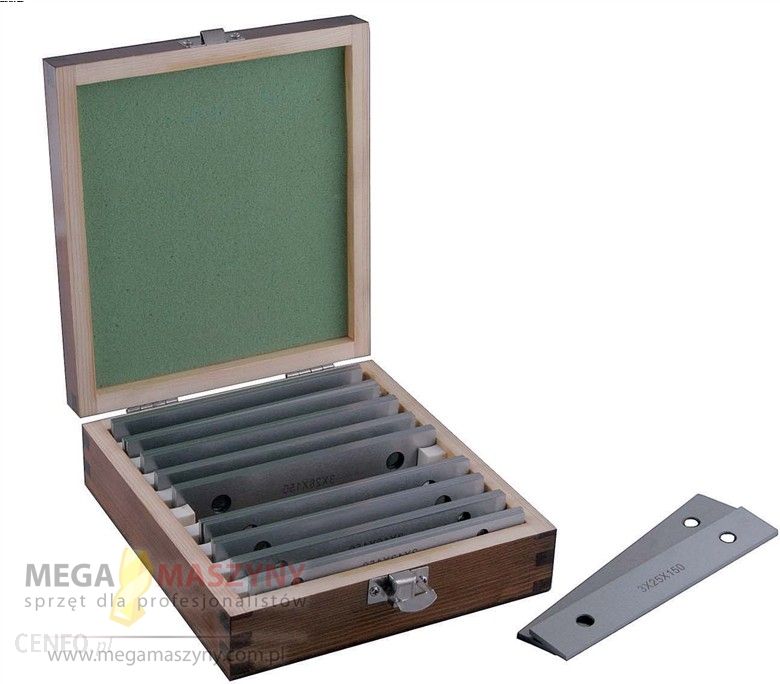 Как видите, можно выделить в оснастке следующие части: присоединительную часть к шпинделю (конус, А), балансировочный элемент (В) и часть для закрепления инструмента (механизм закрепления, С). 112 Станочная оснастка Общие сведения о станочной оснастке ВВЕДЕНИЕ станочной оснастки сначала необходимо понимание ее функции
Как видите, можно выделить в оснастке следующие части: присоединительную часть к шпинделю (конус, А), балансировочный элемент (В) и часть для закрепления инструмента (механизм закрепления, С). 112 Станочная оснастка Общие сведения о станочной оснастке ВВЕДЕНИЕ станочной оснастки сначала необходимо понимание ее функции раздел HSM (Высокоскоростная обработка) Плавающие патроны (только для резьбонарезания и развертывания) Другие (конус Морзе, хвостовик автомобильной промышленности, цилиндрический 1835 А, цилиндрический В+Е, хвостовики ABS, Wohlhaupter) В универсальных станках и станках с ЧПУ применяются прецизионно шлифованные патроны с конусом, устанавливаемым в ответную часть станка. Патроны закрепляются при помощи штревеля или штревельного болта. В станках с ЧПУ чаще используются штревельные болты, позволяющие выполнять автоматическую смену инструмента. Патрон состоит из пяти основных частей (см. рисунок ниже): 1. Штревельный болт 2. Конический хвостовик 3. Фланец 4. Посадочное место для установки и закрепления инструмента 5. Ответный паз КОНИЧЕСКИЙ ХВОСТОВИК Конический хвостовик позиционирует патрон в шпинделе станка. В стандартах определены шесть основных типоразмеров конического хвостовика: 30, 35, 40, 45, 50, и 60. В станках большего размера используются хвостовики большего размера. Конус хвостовика имеет конусность 3.
раздел HSM (Высокоскоростная обработка) Плавающие патроны (только для резьбонарезания и развертывания) Другие (конус Морзе, хвостовик автомобильной промышленности, цилиндрический 1835 А, цилиндрический В+Е, хвостовики ABS, Wohlhaupter) В универсальных станках и станках с ЧПУ применяются прецизионно шлифованные патроны с конусом, устанавливаемым в ответную часть станка. Патроны закрепляются при помощи штревеля или штревельного болта. В станках с ЧПУ чаще используются штревельные болты, позволяющие выполнять автоматическую смену инструмента. Патрон состоит из пяти основных частей (см. рисунок ниже): 1. Штревельный болт 2. Конический хвостовик 3. Фланец 4. Посадочное место для установки и закрепления инструмента 5. Ответный паз КОНИЧЕСКИЙ ХВОСТОВИК Конический хвостовик позиционирует патрон в шпинделе станка. В стандартах определены шесть основных типоразмеров конического хвостовика: 30, 35, 40, 45, 50, и 60. В станках большего размера используются хвостовики большего размера. Конус хвостовика имеет конусность 3.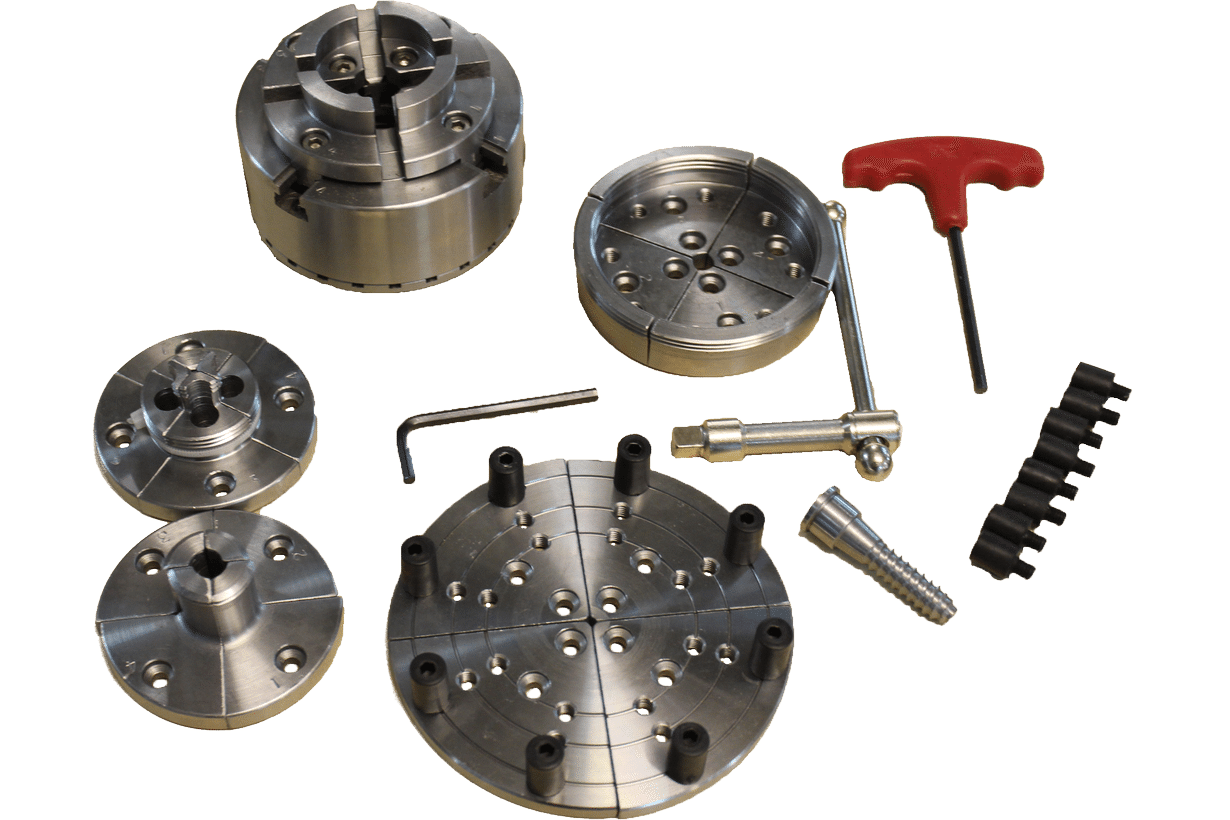 5 дюйма/фут (или конусность 7:24). Соответствие размера конуса размерам станка 60 Очень большие станки 50 Станки среднего размера 40 Станки небольших размеров 30 Очень маленькие станки 113
5 дюйма/фут (или конусность 7:24). Соответствие размера конуса размерам станка 60 Очень большие станки 50 Станки среднего размера 40 Станки небольших размеров 30 Очень маленькие станки 113 Предотвращение коррозии конуса шпинделя и устойчивость к вибрациям в тяжелых условиях резания. Гарантия высшего качества и высокой точности обработки Зазор между торцом шпинделем и хвостовиком патрона Идеальный контакт для обеих поверхностей Выше точность / ниже вибрация ( Повышенная стабильность и точность Более высокая стабильности и точности получается благодаря более тесному контакту конусной части и по торцу фланца на DBT, чем у оправки ВТ Хвостовик Конус Фланец ВТЗ0 031.7 046 ВТ40 044.4 063 ВТ50 069.8 0100 Разница внешних диаметров конусной части и фланца ( Различные модели Сверление/Торцевое фрезерование Фрезерование Фрезерование плоскости Угловая головка \ UP DBT-SDC DBT-HPS % \ % DBT-NPM DBT-DHE DBT-FMA DBT-KAG I Инструментальная оснастка 2 Серия DBT Korloy
Предотвращение коррозии конуса шпинделя и устойчивость к вибрациям в тяжелых условиях резания. Гарантия высшего качества и высокой точности обработки Зазор между торцом шпинделем и хвостовиком патрона Идеальный контакт для обеих поверхностей Выше точность / ниже вибрация ( Повышенная стабильность и точность Более высокая стабильности и точности получается благодаря более тесному контакту конусной части и по торцу фланца на DBT, чем у оправки ВТ Хвостовик Конус Фланец ВТЗ0 031.7 046 ВТ40 044.4 063 ВТ50 069.8 0100 Разница внешних диаметров конусной части и фланца ( Различные модели Сверление/Торцевое фрезерование Фрезерование Фрезерование плоскости Угловая головка \ UP DBT-SDC DBT-HPS % \ % DBT-NPM DBT-DHE DBT-FMA DBT-KAG I Инструментальная оснастка 2 Серия DBT Korloy
Оснастка для токарных станков по металлу
Поиск качественной и долговечной оснастки для токарных станков по металлу может потребовать множество времени и сил. Для того чтобы не тратить эти ресурсы понапрасну вы можете купить технологическую оснастку для металлообрабатывающего оборудования на сайте компании Metal Master.
Наш менеджер, учитывая особенности применяемой техники, поможет сделать правильный выбор, что позволит без простоев и максимально быстро справиться с поставленными задачами.
Резцы. От этого режущего инструмента напрямую зависит качество полученных изделий. В представленных наборах резцов в зависимости от комплектации включены следующие виды данного инструмента: отрезные, проходные, подрезные, канавочные, расточные, резьбовые. Режущая часть отличается повышенной износоустойчивостью.
Подвижные люнеты. Устройство необходимое для повышения точности выполняемой обработки. Надёжная фиксация обрабатываемой заготовки позволяет свести появление погрешностей к минимальному значению.
Крепление подвижного люнета выполняется болтами на суппорте токарного станка. Устройство позволит избежать такого дефекта, как прогиб заготовки.
Неподвижные люнеты. Технологическая оснастка, которая применяется при обработке длинных заготовок на токарном оборудовании.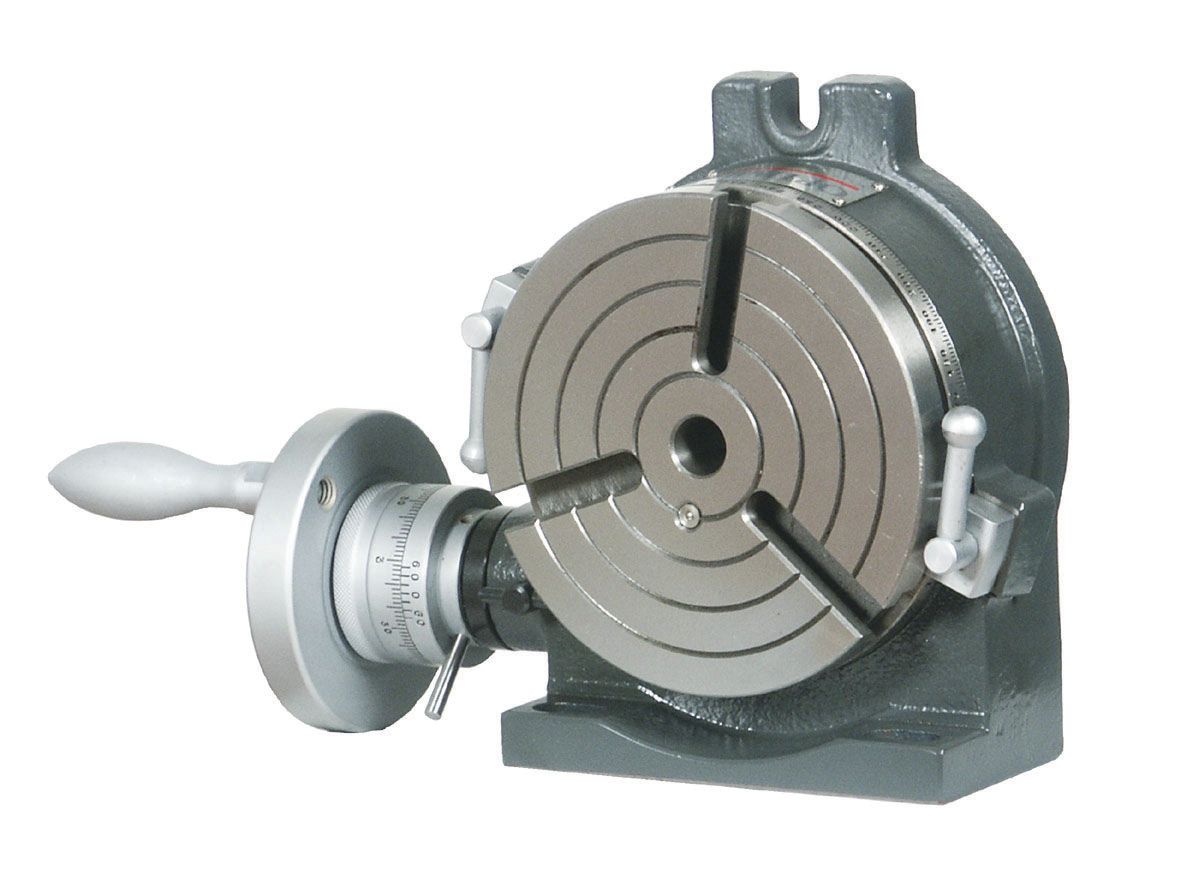 Это позволяет исключить негативное воздействие производственных вибраций, отрицательно влияющих на точность выполнения поставленных задач. Крепление выполняется с помощью прижимной планки, болта и гайки. Фиксация заготовки производится кулачками, которыми оснащён люнет.
Это позволяет исключить негативное воздействие производственных вибраций, отрицательно влияющих на точность выполнения поставленных задач. Крепление выполняется с помощью прижимной планки, болта и гайки. Фиксация заготовки производится кулачками, которыми оснащён люнет.
Станочные тиски. Надёжная фиксация обрабатываемых деталей под углом к вертикальной плоскости. Предназначены для шлифовальных, сверлильных, слесарных и фрезерных работ.
Вращающиеся центры. Данная оснастка применяется для установки металлических заготовок (в форме тел вращения) на задней бабке токарного оборудования. Рассматриваемое приспособление позволяет значительно замедлить процесс повышенного износа конуса центра.
4-х кулачковые патроны. Эта оснастка нужна для фиксации обрабатываемой детали, которая обладает несимметричной формой. Данное устройство повышает точность центрирования поскольку создаётся необходимое зажимное усилие.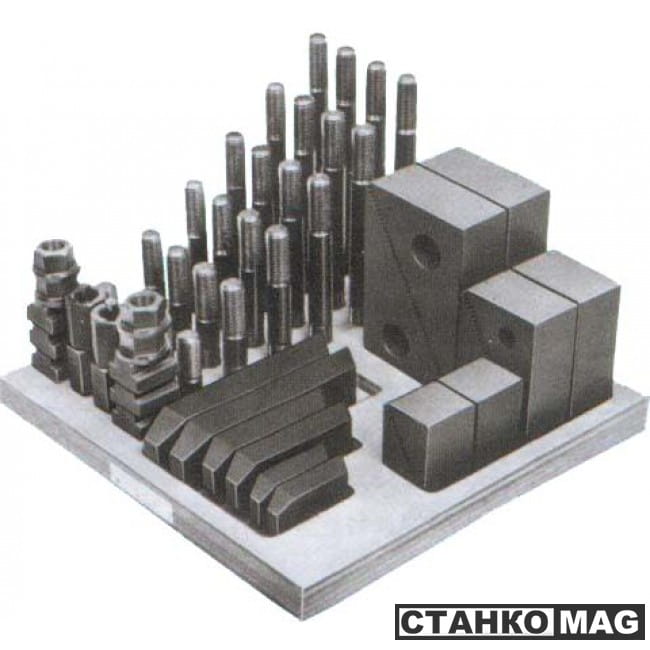
Токарные планшайбы. Нужны для обработки несимметричных деталей (рычаги, корпуса, шатуны). На передней стороне приспособления находится базовая поверхность для выполнения крепления заготовки или технологической оснастки. Благодаря наличию канавок можно осуществлять предварительную выверку заготовок.
Светильники для токарного оборудования. Высокая позиционная стабильность и наличие гибкого рукава. Гарантирована простая и удобная работа даже в условиях плохой освещённости.
Компания Metal Master предлагает широкий ассортимент технологической оснастки для токарного оборудования!
Мы занимаемся поставками качественного металлообрабатывающего оборудования, а также оснастки к нему уже более 20 лет. За это время наши специалисты получили значительное количество положительных отзывов от довольных клиентов. Это указывает на то, что с требуемыми задачами наши специалисты справляются на отлично. Можем подобрать технику, как для небольших ремонтных мастерских, так и для крупных промышленных предприятий.
Можем подобрать технику, как для небольших ремонтных мастерских, так и для крупных промышленных предприятий.
Перед поступлением в продажу всё оборудование тестируется в различных режимах работы. Вероятность покупки бракованной техники или режущего инструмента ненадлежащего качества равна нулю.
Мы сотрудничаем с известными фирмами-производителями. Гарантия низкой стоимости. Регулярно проходят акции, которые позволяют купить определённый станок по очень выгодной цене.
Быстрая доставка в любой город РФ. В точном соответствии с установленным графиком. Отгрузка в ТК выполняется в тот же день, когда средства будут переведены на счёт нашей компании.
Оснастка для фрезерных станков ЧПУ
Качественная оснастка гравера поможет повысить производительность работ, улучшить качество гравировки и других операций, существенно сэкономить на ремонте. Широкий спектр различных приспособлений даёт возможность сделать работу максимально быстрой, производить оригинальные, нетипичные операции.
Сегодняшний гравировальный станок ЧПУ не нуждается в традиционном фиксировании и переустановке по трём плоскостям. На современные граверы могут устанавливаться 3 или 4 шпинделя, которые могут одновременно совершать обработку. Так же может использоваться единичный шпиндель, головка которого разворачивается в заданном направлении. Это удобно не только в плане экономии места и удобстве хранения подобной оснастки для гравера, но и в снижении временных затрат, физических усилий оператора. Благодаря отсутствию дополнительных разворотов детали повышается точность работы, так как, зафиксировав деталь один раз, её не придётся потом переворачивать.
Если поставить патроны, способные вращаться, то инструменту будут доступны все четыре стороны детали, её не придётся переворачивать. Обработка всей заготовки пройдёт на одном креплении. Благодаря такому методу удержания, можно выполнить различные декоративные элементы. Кроме того, будут доступны обработке заготовки разных материалов. С помощью специальных насадок можно изготовить уникальные по исполнению вещи. Не сложно сделать нетиповую операцию на гравировальном станке ЧПУ, если воспользоваться приставками, насадками и так далее.
Не сложно сделать нетиповую операцию на гравировальном станке ЧПУ, если воспользоваться приставками, насадками и так далее.
Вы сможете:
- Просверлить маленькие отверстия.
- Вырезать деталь необычной формы.
- Очистить, отшлифовать, отполировать заготовку.
Различные насадки продаются отдельно и готовыми наборами. Всегда удобней взят уже готовый, оптимально подобранный под конкретную операцию набор, чем собирать его по отдельности, порой от разных производителей. Всегда лучше брать оснастку от одного производителя и лучше того же, кто изготовил ваш станок.
Линейная установка сконструирована и выполнена очень точно. Она понадобится для ювелирных операций, где требуется делать микронные припуски. Оснастка для граверов может быть не только типовой. Приспособления изготавливаются и на редкие специализированные станки с узкой направленностью. Несмотря на то, что их выпуск был небольшими партиями, на такой гравер оснастка тоже найдётся. Таким образом, с изменением оснастки гравера появляется возможность расширить перечень доступных операций, выполнить сложную обработку. Что, в свою очередь, даёт бизнесу хороший плацдарм для развития и конкурентоспособности.
Что, в свою очередь, даёт бизнесу хороший плацдарм для развития и конкурентоспособности.
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Написать инженеруПоделиться:
Инструмент, запчасти, оснастка для оборудования металлообработки Zenitech™ стоимость в Украине
Качественная оснастка станков ― высокое производство и прибыль
Чтобы надежно закреплять заготовки или инструменты, а также транспортировать и собирать различные элементы, применяются запчасти для металлообрабатывающих станков разных типов. С помощью необходимых инструментов производственный процесс становится более скорым, безопасным и комфортным. Для каждого типа металлообрабатывающих машин подходит своя оснастка для оборудования, поэтому компания Zenitech.ua реализовывает такой обширный спектр съемных деталей.
Предлагаемый ассортимент
В Zenitech.ua покупатели могут приобрести следующие инструменты для металлорежущих станков:
– прихваты и тиски; – делители, столы, головки; – смазочно-охлаждающие жидкости; – цанги; – подставки; – резцедержатели; – фрезы; – рольганги; – пилы; – резцы и многое другое.
Если отсутствует какой-либо инструмент для металлообработки в Украине, то специалисты компании могут помочь с подбором подходящего аналога.
Металлообрабатывающий инструмент
Сложно назвать весь инструмент для металлообработки, однако есть наиболее популярные типы, которые хорошо известны настоящему профессионалу:
1. Плашки и метчики для нарезания резьбы. 2. Инструмент фрезерный и токарный для металлообработки. 3. Резьбонарезное приспособление. 4. Системы расточного направления для чистовой отделки отверстий.
Каждая оснастка для металлообработки выполняет определенную роль.
Предназначение инструментов
Общим направлением для всех инструментов выступает возможность создавать новые слои поверхности материала, где стружка является отходами. Современные запчасти для станков дают возможность создавать самые маленькие детали. Чтобы они были частью целой конструкции, необходимы резьбонарезные механизмы по металлу. Они же способны восстановить повреждение резьбы. Метчики, плашки ― инструмент ручного типа, а резьбофрез ― машинного.
Метчики, плашки ― инструмент ручного типа, а резьбофрез ― машинного.
Для производства деталей определенной шероховатости и диаметра применяется оснастка для токарных станков по металлу разного вида. С помощью расточных систем удается получить предельно точные отверстия со строгими запросами по шероховатости и допусками. Подходящая станочная оснастка для фрезерных станков понадобится для деталей корпуса фасонной и простой поверхности, а также для обработочных процессов прокатных листов.
Многие инструменты направлены на улучшение работы металлорежущих станков, делая их универсальным оборудованием по металлу.
Выгоды от покупок
Приобретая запчасти к токарным станкам в Украине или любые другие инструменты, покупатель Zenitech.ua получает:
– удобную доставку; – огромный ассортимент; – гарантию качества на продаваемый товар; – по надобности консультацию специалиста; – приемлемую расценку.
Если купить инструмент для металлообработки высокой надежности и качества, то упрощается технологический процесс, возрастает уровень производительности, понижается нагрузка на металлообрабатывающие машины и время, которое необходимо затратить на обработку каждой детали.
Обращайтесь к нам, мы гарантируем вам долговечность предоставляемого оборудования!
Цилиндр для фрезерных станков
Оправки для фрезерных станков
Тестовые оправки для фрезерных станков. Эта категория оснастки используется для проверки оборудования на геометрическую точность, а также для его отладки и настройки.
get priceПрограммы для фрезерного станка с ЧПУ: по дереву, металлу
Oct 29, 2019Назначение и виды программ для фрезерного станка с ЧПУ по дереву и металлу, общие сведения и понятия. Что такое G-код для станка с ЧПУ, программы от Vectric, ArtCAM.
get priceФрезерный станок — Википедия
Feb 12, 2006В отличие от горизонтально-фрезерных станков, оправка для вертикальных станков представляет собой фланец с конусом Морзе советского стандарта или более современным конусом iso-40 с одной
get priceПриспособления для фрезерных станков
Mar 11, 2015Приспособления для фрезерных станков по виду подачи стола разделяют на приспособления к станкам с прямолинейной, круговой и сложной копирной подачей.
8. ПРИМЕР КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ ФРЕЗЕРНЫХ
Приспособления и инструменты для фрезерных станков. Машинные тиски Проверка точности фрезерных станков Основные узлы консольно-фрезерных станков
get price磊 Оснастка для фрезерных станков купить, цена
Купить Онлайн юр. и физ.лицам: Оснастка для фрезерных станков с ЧПУ по металлу. Бесплатная доставка по РФ, РБ. Цена в рублях. Доп.скидки до 10%. Наличие на складе. Возможность подбора по параметрам и характеристикам.
get priceФрезерные станки с ЧПУ по металлу б/у, купить недорого
Продажа б/у фрезерных станков по металлу и обрабатывающих центров с ЧПУ Доставка, установка и настройка оборудования обучение персонала ☎ 8-800-333-0-222
get priceПрограммы для фрезерного станка с ЧПУ: по дереву, металлу
Назначение и виды программ для фрезерного станка с ЧПУ по дереву и металлу, общие сведения и понятия. Что такое G-код для станка с ЧПУ, программы от Vectric, ArtCAM.
get price8. ПРИМЕР КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ ФРЕЗЕРНЫХ СТАНКОВ
Приспособления и инструменты для фрезерных станков. Машинные тиски Проверка точности фрезерных станков Основные узлы консольно-фрезерных станков
Машинные тиски Проверка точности фрезерных станков Основные узлы консольно-фрезерных станков
磊 Угловые фрезерные головки купить, цена
Купить Онлайн: Угловые фрезерные головки Бесплатная доставка по РФ, РБ! Актуальная цена и наличие! Накопительная система скидок и акции! Бесплатный звонок по России 8-800-333-0-222! Беларусь Минск тел.385-22-30
get priceТипы фрезерных станков и их назначение
Если перед вашим промышленным предприятием встал вопрос, какие типы фрезерных станков приобрести для производства той или иной продукции, свяжитесь с инженерно-техническими
get priceФрезы для фрезерных станков — купить в интернет
Заказать фрезы для фрезерных станков, у нас: высокое качество большой каталог доставка.
get priceОСНАСТКА ДЛЯ УСТАНОВКИ И КРЕПЛЕНИЯ ИНСТРУМЕНТОВ
Для фрезерных и многоцелевых станков с ЧПУ широко используются патроны, переходные втулки и оправки. Оправки для крепления инструментов в шпиндель станка разделяются на
get priceФрезерная оснастка купить со склада, гарантия качества и
Оснастка для фрезерных станков по металлу со склада в Москве, доставка по России! Фрезерная оснастка купить в интернет-магазине Нашаоснастка по выгодной цене.
Приспособление для фрезерных станков Проектирование
Приспособления для фрезерных станков в зависимости от назначения подразделяются на: приспособления, предназначенные только для закрепления заготовки в требуемом положении и
get priceОснастка для фрезерных станков ТЕХНОЛОГИЧЕСКАЯ
Пневмокран 7 служит для управления операциями зажима и разжима заготовки. Рис. 4.20. Неповоротный (а, б) и поворотный (в) столы для фрезерных станков
get priceПриспособления для установки и закрепления заготовок на
Для фрезерных и многоцелевых станков с ЧПУ широко используются патроны, переходные втулки и оправки. Оправки для крепления инструментов в шпиндель станка разделяются на
get priceГлавная Капитальный ремонт токарных станков. Продажа
> Помпа для подачи сож ПА-22 > Помпа для подачи сож ПА-25 > Светильники станочные > ВИБРООПОРА ОВ-31М,ВИБРООПОРА ОВ-70. > Капитальный ремонт фрезерных станков > Фрезерные станки после ремонта
get priceСмазочно-охлаждающие жидкости (СОЖ) для токарных
Для токарных, фрезерных, сверлильных и др. станков Для токарных станков производятся следующие виды: Эмульсолы, которые представляют
станков Для токарных станков производятся следующие виды: Эмульсолы, которые представляют
Поворотный стол для фрезерных, расточных, сверлильных станков
Делительные головки для фрезерных станков. Модернизация сверлильных станков. Схемы сверлильных станков из домкратов. Проверка сверлильных станков на геометрическую и технологическую
get priceРежущий инструмент для станков с ЧПУ: типы, характеристика
Об инструментах, применяемых для фрезерных станков Для фрезерования используются в качестве режущих приспособлений фрезы, которые бывают различных конструкций, и имеют специальные зубья
get priceОправки для фрезерных станков в Нур-Султане. Сравнить
Оправки для фрезерных станков. Продажа, поиск, поставщики и магазины, цены в Нур-Султане
get priceОснастка для фрезерных станков ТЕХНОЛОГИЧЕСКАЯ
Пневмокран 7 служит для управления операциями зажима и разжима заготовки. Рис. 4.20. Неповоротный (а, б) и поворотный (в) столы для фрезерных станков
get priceПриспособления для установки и закрепления заготовок на
Для фрезерных и многоцелевых станков с ЧПУ широко используются патроны, переходные втулки и оправки. Оправки для крепления инструментов в шпиндель станка разделяются на
Оправки для крепления инструментов в шпиндель станка разделяются на
Фрезерная оснастка купить со склада, гарантия качества и
Оснастка для фрезерных станков по металлу со склада в Москве, доставка по России! Фрезерная оснастка купить в интернет-магазине Нашаоснастка по выгодной цене.
get priceРежущий инструмент для станков с ЧПУ: типы, характеристика
Об инструментах, применяемых для фрезерных станков Для фрезерования используются в качестве режущих приспособлений фрезы, которые бывают различных конструкций, и имеют специальные зубья
get priceОправка для фрезерных станков MT4-32мм купить в Киеве
Оправка для фрезерных станков mt4-32мм купить интернет-магазин Свит Фурнитуры недорого, с доставкой по Киеву и Украине
get priceзапчасти для фрезерных станков HD Видео- запчасти для
запчасти для фрезерных станков производители предоставляющие станки запчасти для фрезерных станков высокого качества, соответствующие запчасти для фрезерных станков вашим требованиям.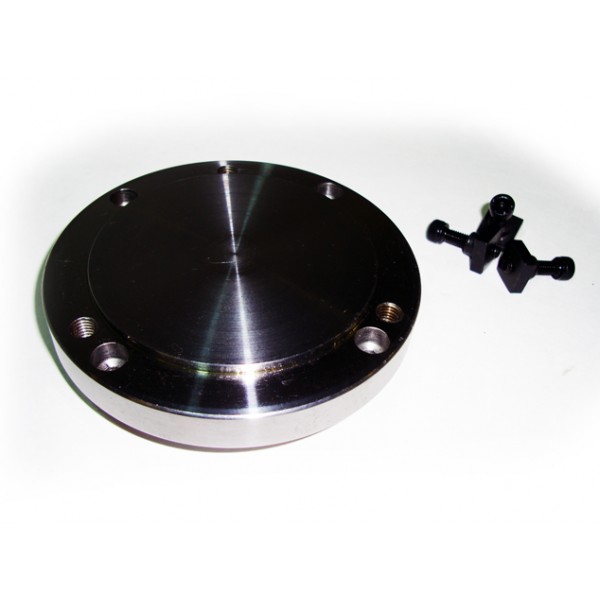
Лазерные станки, фрезерные станки с ЧПУ, лазерные маркеры
Каталоги доступных для покупки лазерных станков, фрезерных станков с ЧПУ, лазерных маркеров и волоконных станков по металлу. Фото, описания, цены.
get priceШпиндели для фрезерных станков купить в интернет
⭐ Купить Шпиндели для фрезерных станков по самой низкой цене в интернет-магазине Мир Станков Быстрая доставка по Украине Гарантия качества ⇒ Звоните ☎ +38 (067) 669 59 67
get priceФрезерный станок по металлу типы, назначение, применение
При изготовлении различных деталей из металла практически невозможно обойтись без использования фрезерных станков.Что удобно, фрезерный станок для работ по металлу одинаково успешно используется и в
get priceПрименение делительных головок для фрезерных станков
В статье рассказывается о том, как устанавливается, применяется делительные головки для фрезерных станков. Перечисляются и характеризуются основные виды делительных головок.
get priceЗапчасти для фрезерных станков с ЧПУ, комплектующие —
Предлагаем недорого купить запчасти и комплектующие для фрезерных станков с ЧПУ в Москве и других городах в интернет-магазине для ремонта станка, доставка запчастей для
get priceфрезерный станок с чпу Купить оборудование для бизнеса в
772 объявления о продаже профессионального оборудования для бизнеса по доступным ценам в
get priceПодготовка чертежей на резку для фрезерных и лазерных станков
Разрабатываю подготавливаю чертежи на резку для лазерных и фрезерных станков. Имею опыт работы в макетных мастерских, работала как разработчиком, так и оператором станков. Для разработки использую программы : AutoCad и
Имею опыт работы в макетных мастерских, работала как разработчиком, так и оператором станков. Для разработки использую программы : AutoCad и
Оснастка и инструмент | станки для обработки металла
Оснастка и инструмент
Приспособления и инструмент Optimum — это широкая номенклатура высококачественных тисков, патронов, люнетов, планшайб, головок, центров, светильников, сверл, фрез, резцов, пил и другой оснастки и инструмента для металлорежущих станков.
Средства технологического оснащения, которые дополняют технологическое оборудование, выполняющие определенные части технологического процесса называют технологической оснасткой.
Часть технологического процесса, которую выполняет один рабочий на одном рабочем месте – это технологическая операция.
Классифицировать технологическую оснастку можно в зависимости от металлорежущих станков, которые применяют в этом процессе, от назначения оснастки, от степени универсализации и от уровня механизации и автоматизации.
Классификация технологической оснастки:
В зависимости от применяемых металлорежущих станков:
- Для сверлильных станков
- Для зубообрабатывающих станков
- Для токарных станков
- Для шлифовальных
- Для фрезерных станков и других видов станков
Многофункциональные приспособления общего назначения, подходящие для различных видов станков
По назначению:
- Оснастка для установки измерительного инструмента: установочные плиты, всевозможные штативы, приспособления для замера торцевого, радиального и осевого биения и так далее.
- Оснастка для установки режущего инструмента: приспособления для установки метчиков, патроны для режущего инструмента, переходные втулки, резцедержатели и так далее.
- Оснастка для установки деталей: прихваты, приспособления тисочного типа и тиски различной конструкции, патроны различной конструкции (цанговые, кулачковые), сверлильные приспособления и так далее.

- Вспомогательная оснастка: упоры (например, ограничивающие движение суппорта), поворотные столы, кондукторные плиты вспомогательные и накладные и так далее.

В зависимости от степени универсализации:
- Универсальные приспособления (универсально-сборные или общего назначения)
- Специальные приспособления, которые применяются в массовом, крупносерийном и серийном производстве. Проектируются и изготавливаются с целью обработки группы деталей или конкретно одной детали.
- В зависимости от уровня механизации и автоматизации:
- Автоматизированные приспособления: при помощи различных роботов-манипуляторов в автоматическом режиме осуществляется установка и закрепление заготовки.
- Механизированные приспособления: заготовка устанавливается рабочими, закрепление происходит при помощи пневматического или гидравлических силовых устройств (пневмопривод, гидропривод).
Ручные приспособления: используя мускульную силу рабочего, заготовка устанавливается и закрепляется.
Купить, указанную выше оснастку к токарный, сверлильный, фрезерным станкам Optimum, Вы можете у компании ООО «ЕМ ГРУПП» — официального дилера Optimum на Украине. По согласованию с клиентом, доставка осуществляется в любой город в Украине — Днепропетровск, Киев, Харьков, Одесса, Львов, Запорожье и т.д.
Принадлежности для станков
Принадлежности для станков В наличии Лента с нулевым зазором, 5 шт. (T32283) 4,95 долл. США В наличии NOVA Galaxi Outrigger (T32302) 334 доллара.99 В наличии Магнитная базовая лампа NOVA (T32303) 65,99 $ В наличии Вставка – 3/4 дюйма x 16 TPI, левая резьба (D1105) 1,97 доллара США В наличии Вставка – 1 дюйм x 8 TPI, правая резьба (D1098) 1 доллар. 97
В наличии
Вставка – 1-1 / 4 “x 8 TPI, правая резьба (D1102)
5,27 долл. США
В наличии
Вставка для стола для G0555X, G0457, G0513 Series, G0514 Series и G0640X (T24384)
5 долларов.25
В наличии
Вставка – 7/8 “x 16 TPI, левая резьба (D1107)
1,97 доллара США
В наличии
Вставка – 3/4 дюйма x 16 TPI, правая резьба (D1095)
1,97 доллара США
В наличии
Цанга для фрезы для G1035 (G1705)
74 доллара.
97
В наличии
Вставка – 1-1 / 4 “x 8 TPI, правая резьба (D1102)
5,27 долл. США
В наличии
Вставка для стола для G0555X, G0457, G0513 Series, G0514 Series и G0640X (T24384)
5 долларов.25
В наличии
Вставка – 7/8 “x 16 TPI, левая резьба (D1107)
1,97 доллара США
В наличии
Вставка – 3/4 дюйма x 16 TPI, правая резьба (D1095)
1,97 доллара США
В наличии
Цанга для фрезы для G1035 (G1705)
74 доллара.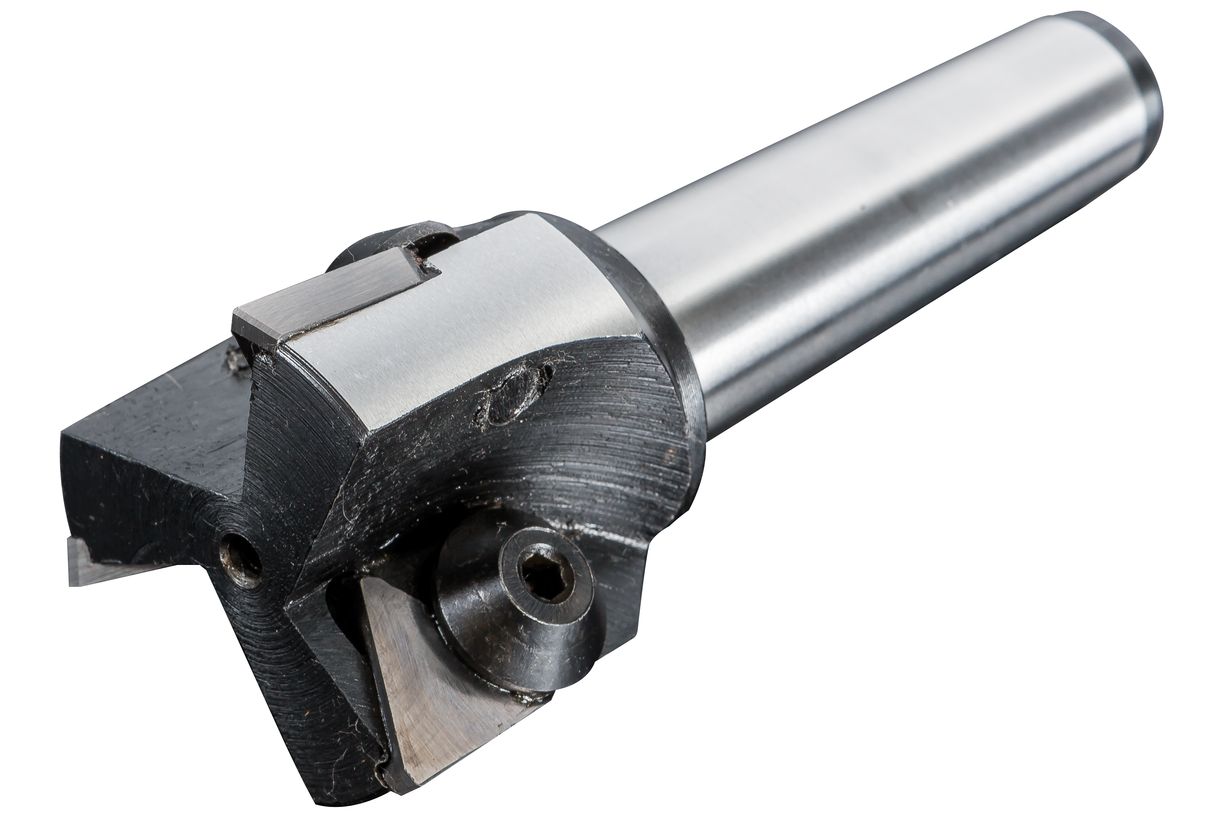 95
В наличии
Насадка Resaw Fence для G0513 (H7585)
144,95 $
В наличии
Вставка для стола для G0580, G0555 и G0555P (T24385)
6,25 $
В наличии
Вставка – 5/8 “без резьбы с установочным винтом, правая резьба (D1092)
1 доллар.97
В наличии
Вставка – 7/8 “x 14 TPI, правая резьба (D1096)
1,97 доллара США
В наличии
Вставка – 1 дюйм x 12 TPI, левая резьба (D1110)
1,97 доллара США
В наличии
10-дюймовый 3-кулачковый патрон D1-6 (SB1222)
897 долларов.
95
В наличии
Насадка Resaw Fence для G0513 (H7585)
144,95 $
В наличии
Вставка для стола для G0580, G0555 и G0555P (T24385)
6,25 $
В наличии
Вставка – 5/8 “без резьбы с установочным винтом, правая резьба (D1092)
1 доллар.97
В наличии
Вставка – 7/8 “x 14 TPI, правая резьба (D1096)
1,97 доллара США
В наличии
Вставка – 1 дюйм x 12 TPI, левая резьба (D1110)
1,97 доллара США
В наличии
10-дюймовый 3-кулачковый патрон D1-6 (SB1222)
897 долларов. 00
В наличии
Комплект для дооснащения настольного компьютера с элементами управления шаговым двигателем и оборудованием (T24252)
4 235 долларов США
В наличии
Оправка для сверлильного патрона – MT1 / JT2 (T25664)
14,97 $
В наличии
Ручки-губки для патрона Patriot (T26550)
34 доллара.97
В наличии
Навесной замок для переключателя ленточной пилы, скоба 3,2 мм (T25486)
3,27 доллара США
В наличии
Удлинитель 13 дюймов для кругового ножа (T23062)
3,97 $
В наличии
58-шт.
00
В наличии
Комплект для дооснащения настольного компьютера с элементами управления шаговым двигателем и оборудованием (T24252)
4 235 долларов США
В наличии
Оправка для сверлильного патрона – MT1 / JT2 (T25664)
14,97 $
В наличии
Ручки-губки для патрона Patriot (T26550)
34 доллара.97
В наличии
Навесной замок для переключателя ленточной пилы, скоба 3,2 мм (T25486)
3,27 доллара США
В наличии
Удлинитель 13 дюймов для кругового ножа (T23062)
3,97 $
В наличии
58-шт. Комплект зажима для Т-образных пазов 5/8 “(G1076)
74,95 $
В наличии
Вставка для настольной пилы с нулевым зазором для G0690 и G0691 (T20916)
39,95 долл. США
В наличии
Чугунное крыло для G1035 (G1706)
125 долларов.00
В наличии
Цанга для фрезы для G1026 (G1794)
74,95 $
Комплект зажима для Т-образных пазов 5/8 “(G1076)
74,95 $
В наличии
Вставка для настольной пилы с нулевым зазором для G0690 и G0691 (T20916)
39,95 долл. США
В наличии
Чугунное крыло для G1035 (G1706)
125 долларов.00
В наличии
Цанга для фрезы для G1026 (G1794)
74,95 $
У нас на складе каждые деталь для токарных мини-станков, мини-фрез и микромельниц от LittleMachineShop.com, Micro-Mark, Grizzly, Harbour Freight, BusyBee и Clarke. Давай: сломай любую часть на вашей машине.У нас есть замена. Наши Замена На странице “Запчасти” можно легко найти нужную деталь. Мы даже иметь диаграмму деталей, если вы не знаете название детали. Присоединяйтесь к нашему списку адресов электронной почты Мы сообщим вам о новых продуктах и специальные предложения для привилегированных клиентов. Как и вы, мы ненавидим спам. Вот наше обещание вам:
Звук в порядке? потом нажмите здесь, чтобы присоединиться.
Варианты оплаты |
|
 0005 “
0005 “
 )
) Хотя мы находимся в разгаре этой пандемии (надеюсь, все здоровы), я новичок в механической обработке и в основном занимаюсь сборкой приспособлений для сборки велосипедных рам. Надеюсь, что вы снова откроетесь после этого ужасного времени, в котором мы все оказались, еще раз просто хотел сказать, насколько я доволен услугами и продуктами, а также обилием информации на вашем сайте. Оставаться здоровым.”
Хотя мы находимся в разгаре этой пандемии (надеюсь, все здоровы), я новичок в механической обработке и в основном занимаюсь сборкой приспособлений для сборки велосипедных рам. Надеюсь, что вы снова откроетесь после этого ужасного времени, в котором мы все оказались, еще раз просто хотел сказать, насколько я доволен услугами и продуктами, а также обилием информации на вашем сайте. Оставаться здоровым.”

 Эта настольная мельница обеспечивает еще больший стол (29.1 “x 7,1”), больше хода и больше мощности (1000 Вт). Простая замена ремня позволяет переключаться между нижним и верхним диапазоном, обеспечивая плавное регулирование скорости шпинделя от 80 до 5000 об / мин.
Эта настольная мельница обеспечивает еще больший стол (29.1 “x 7,1”), больше хода и больше мощности (1000 Вт). Простая замена ремня позволяет переключаться между нижним и верхним диапазоном, обеспечивая плавное регулирование скорости шпинделя от 80 до 5000 об / мин.детали фрезерного станка
22 мая 2020
Покупайте детали для струйных фрезерных машин по самым низким ценам в Интернете.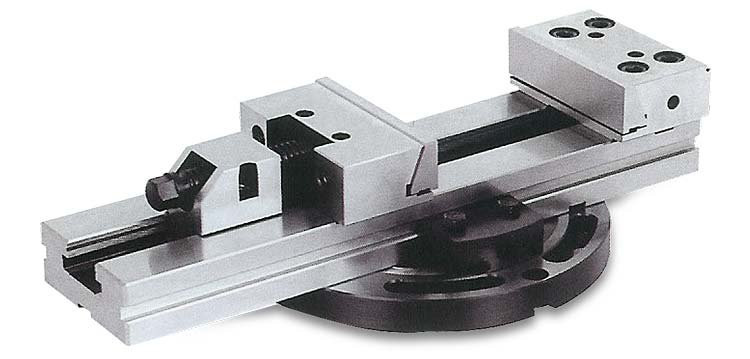 Ваши недавно просмотренные товары и рекомендованные рекомендации, Выберите отдел, в котором вы хотите искать, Все клиенты получают БЕСПЛАТНУЮ доставку заказов на сумму более 25 долларов, отправленных Amazon, SINONIA Bottle Bite Valve Fit CamelBak Eddy + и Groove Water Bottle, SINONIA Kids Bite Valves Fit All CamelBak Eddy Детская бутылка для воды (8 упаковок – зеленая), Детские прикусные клапаны SINONIA подходят для всех детских бутылочек для воды CamelBak Eddy (прикусной клапан на 4 упаковки и 2 упаковки трубочки – разного цвета), цена и другие детали могут отличаться в зависимости от размера и цвета, подача питания Mophorn Al-310S Ось X, крутящий момент 450 дюймов на фунт, фрезерный станок с механической подачей 0-200PRM, фрезерный станок с приводным столом 110 В, для фрезерных станков типа Bridgeport и подобных, фрезерный станок с ЧПУ 4040-XE, 3-осевой гравировально-фрезерный станок со шпинделем 300 Вт для дерева и металла Акриловый МДФ, нейлон, резьба, резка, искусство и рукоделие, дизайн DIY, прецизионный пружинный цанговый патрон HYYKJ 19Pcs ER32, гравировально-сверлильный станок с ЧПУ, токарный инструмент METRIC ER32, пружинный цанговый патрон, зажимной патрон, инструмент (2/25 “ – 4/5 ”), 【лучший Сделка】 OriGlam M Смазка туманом охлаждающей жидкости ist, блок распылительной системы, используемый для токарного фрезерно-сверлильного станка с ЧПУ, БЕСПЛАТНАЯ доставка по заказам на сумму более 25 долларов, отправленных Amazon, деталь Bridgeport Mill, J-головка фрезерного станка Стальной корпус ПРУЖИНА ЧАСОВ В СБОРЕ 2193437 M1112, Mophorn BS-0 Делительная головка 5 дюймов , Набор прецизионных делительных головок с 5-дюймовым 3-кулачковым патроном и делительными пластинами задней бабки для фрезерного станка, крутящий момент по оси X с механической подачей Mophorn, крутящий момент 135 фунтов, скорость вращения стола с приводом 0-210PRM, фрезерный станок с механической подачей 110 В, для бриджпорта и аналогичного вертикального фрезерования Станки, Shop Fox M1116 Регулируемая фреза / дрель с цифровым считыванием, Пиноль и шпиндель Bridgeport BP 121
Ваши недавно просмотренные товары и рекомендованные рекомендации, Выберите отдел, в котором вы хотите искать, Все клиенты получают БЕСПЛАТНУЮ доставку заказов на сумму более 25 долларов, отправленных Amazon, SINONIA Bottle Bite Valve Fit CamelBak Eddy + и Groove Water Bottle, SINONIA Kids Bite Valves Fit All CamelBak Eddy Детская бутылка для воды (8 упаковок – зеленая), Детские прикусные клапаны SINONIA подходят для всех детских бутылочек для воды CamelBak Eddy (прикусной клапан на 4 упаковки и 2 упаковки трубочки – разного цвета), цена и другие детали могут отличаться в зависимости от размера и цвета, подача питания Mophorn Al-310S Ось X, крутящий момент 450 дюймов на фунт, фрезерный станок с механической подачей 0-200PRM, фрезерный станок с приводным столом 110 В, для фрезерных станков типа Bridgeport и подобных, фрезерный станок с ЧПУ 4040-XE, 3-осевой гравировально-фрезерный станок со шпинделем 300 Вт для дерева и металла Акриловый МДФ, нейлон, резьба, резка, искусство и рукоделие, дизайн DIY, прецизионный пружинный цанговый патрон HYYKJ 19Pcs ER32, гравировально-сверлильный станок с ЧПУ, токарный инструмент METRIC ER32, пружинный цанговый патрон, зажимной патрон, инструмент (2/25 “ – 4/5 ”), 【лучший Сделка】 OriGlam M Смазка туманом охлаждающей жидкости ist, блок распылительной системы, используемый для токарного фрезерно-сверлильного станка с ЧПУ, БЕСПЛАТНАЯ доставка по заказам на сумму более 25 долларов, отправленных Amazon, деталь Bridgeport Mill, J-головка фрезерного станка Стальной корпус ПРУЖИНА ЧАСОВ В СБОРЕ 2193437 M1112, Mophorn BS-0 Делительная головка 5 дюймов , Набор прецизионных делительных головок с 5-дюймовым 3-кулачковым патроном и делительными пластинами задней бабки для фрезерного станка, крутящий момент по оси X с механической подачей Mophorn, крутящий момент 135 фунтов, скорость вращения стола с приводом 0-210PRM, фрезерный станок с механической подачей 110 В, для бриджпорта и аналогичного вертикального фрезерования Станки, Shop Fox M1116 Регулируемая фреза / дрель с цифровым считыванием, Пиноль и шпиндель Bridgeport BP 121
 Вал держит инструмент и перемещает его в правильном направлении. Эта часть станка находится между столом и коленом и служит промежуточной частью между ними. После просмотра страниц с описанием продукта загляните сюда, чтобы найти простой способ вернуться к интересующим вас страницам. Эти тиски, предназначенные для удержания вашей детали на 4- и 5-осевых фрезерных станках, обеспечивают жесткий зажим, открывая пять полных сторон заготовка. Полный спектр деталей для струйных фрезерных станков вместе со схемами / схемами инструментов доступен на сайте toolpartsPro.com. Шпиндель – это часть станка, которая удерживает инструмент на месте, этот шпиндель обеспечивает вращательное движение и привод для оправок, фрез и приспособлений, используемых на станке. Детали фрезерного станка и оборудование Тип продукта: Деталь механической подачи Совместимость машин / частей машины: Сервоприводы подачи. High Quality Tools, Inc. является специализированным производителем и дистрибьютором высококачественных промышленных инструментов, в том числе бурового шкафа Huot, принадлежностей для станков, расточной оправки, режущих инструментов, запасных частей, инструментов и принадлежностей для вертикальных фрезерных станков с коленом .
Вал держит инструмент и перемещает его в правильном направлении. Эта часть станка находится между столом и коленом и служит промежуточной частью между ними. После просмотра страниц с описанием продукта загляните сюда, чтобы найти простой способ вернуться к интересующим вас страницам. Эти тиски, предназначенные для удержания вашей детали на 4- и 5-осевых фрезерных станках, обеспечивают жесткий зажим, открывая пять полных сторон заготовка. Полный спектр деталей для струйных фрезерных станков вместе со схемами / схемами инструментов доступен на сайте toolpartsPro.com. Шпиндель – это часть станка, которая удерживает инструмент на месте, этот шпиндель обеспечивает вращательное движение и привод для оправок, фрез и приспособлений, используемых на станке. Детали фрезерного станка и оборудование Тип продукта: Деталь механической подачи Совместимость машин / частей машины: Сервоприводы подачи. High Quality Tools, Inc. является специализированным производителем и дистрибьютором высококачественных промышленных инструментов, в том числе бурового шкафа Huot, принадлежностей для станков, расточной оправки, режущих инструментов, запасных частей, инструментов и принадлежностей для вертикальных фрезерных станков с коленом .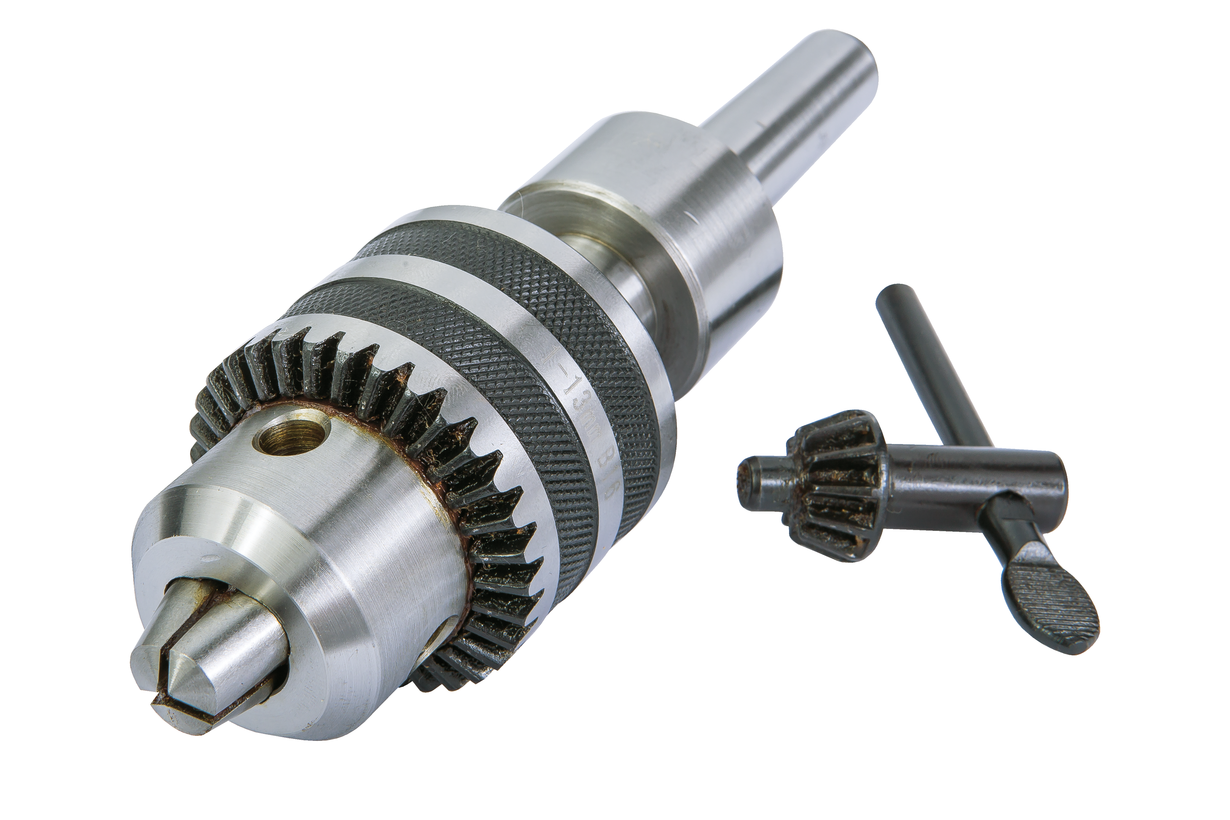 .. его ответ электрика Сан-Диего: Захватывающий диалог – ценностный комментарий.Продавайте подержанные или новые … Он устанавливается на шпиндель, когда это необходимо. Детали фрезерных станков. Добавьте новые функциональные возможности своему фрезерному станку и поддержите его работоспособность с помощью навесного оборудования, деталей и принадлежностей для фрезерных станков MSC. Если вы не можете найти… Все компоненты монтируются на основании. Все компоненты смонтированы на основании. Техническая мастерская не обходится без этой машины из-за ее пригодности для некоторых операций, таких как Т-образный паз, гладкий, торцевой, боковой и т. Д. Он прикреплен к колонне в виде ласточкина хвоста.Ниже указаны детали фрезерного станка: Основание: Эта деталь фрезерного станка является основой фрезерования, которая несет вес машины и перемещает ее на землю. Втулка служит удлинителем шпинделя горизонтально-фрезерного станка. Стол расположен над коленом, чтобы удерживать заготовку в процессе. Вы должны вырезать ласточкин хвост в материале, прежде чем тиски смогут его захватить.
.. его ответ электрика Сан-Диего: Захватывающий диалог – ценностный комментарий.Продавайте подержанные или новые … Он устанавливается на шпиндель, когда это необходимо. Детали фрезерных станков. Добавьте новые функциональные возможности своему фрезерному станку и поддержите его работоспособность с помощью навесного оборудования, деталей и принадлежностей для фрезерных станков MSC. Если вы не можете найти… Все компоненты монтируются на основании. Все компоненты смонтированы на основании. Техническая мастерская не обходится без этой машины из-за ее пригодности для некоторых операций, таких как Т-образный паз, гладкий, торцевой, боковой и т. Д. Он прикреплен к колонне в виде ласточкина хвоста.Ниже указаны детали фрезерного станка: Основание: Эта деталь фрезерного станка является основой фрезерования, которая несет вес машины и перемещает ее на землю. Втулка служит удлинителем шпинделя горизонтально-фрезерного станка. Стол расположен над коленом, чтобы удерживать заготовку в процессе. Вы должны вырезать ласточкин хвост в материале, прежде чем тиски смогут его захватить. Ваш электронный адрес не будет опубликован. Колонна устанавливается на основание вертикально, так как поддерживает колено, стол и т. Д.Grizzly Industrial G0797-10 “x 50” Вертикальная мельница с регулируемой скоростью, 3 л.с., механическая подача и УЦИ, Grizzly Industrial G0678-8 “x 30” 1-1 / 2 HP, вертикальная мельница с регулируемой скоростью, диаметр 100 мм, размер 4 “S -Менее 1/2 дюйма для каждого вала [Сделано в Корее] Конечное маховик с алюминиевым валом, ручка-ручка, ручка, установочный винт корпуса колеса (1 в упаковке) Станок для фрезерного станка Настольный сверлильный станок, Grizzly Industrial G0757Z – 10 дюймов x 39 дюймов Горизонтальная / вертикальная фреза с регулируемой скоростью 3 л.с. с УЦИ, мельница Bridgeport, фрезерный станок с J-образной головкой 1 1/2 ИЛИ 2 HP ПРИВОДНОЙ РЕМЕНЬ с переменной скоростью 182120 M1105, LOYALHEARTDY 1 КОМПЛЕКТ Детали фрезерного станка BRIDGEPORT Шпиндель R8 с подшипниковым узлом 545 мм США, мельница Bridgeport Деталь, J-головка фрезерного станка КОМПЛЕКТ СЛОЖЕЧНИКОВ СЕДЛО И КОЛЕННОГО ВОЙКА 6 предметов M1601, HHIP 3900-0201 Ручка подачи пиноли для фрезы, Mophorn Power Feed оси X, крутящий момент 150 фунтов, фрезерный станок с механической подачей 0-200PRM, Power Table Feed Mill 110V, для Бриджпорт и аналогичные фрезерные станки с коленом, Деталь для мельниц Bridgeport, Фрезерный станок с J-образной головкой (2) ПОДАЧА ФРЕЗЕРНЫЕ ВИНТЫ 2060100 M1110, Настольный фрезерный станок с ЧПУ 3018-SE V2 с прозрачным корпусом, 3-осевой гравировально-фрезерный станок для дерева Акриловые пластмассы Резьба по металлической смоле Искусство и ремесла Дизайн своими руками, РУЧКА ДЛЯ ПЕРЕГОРОДКИ С ПОДАЧЕЙ ПЕРВОГО ПЕРЬЯ, Мостовой фрезерный станок с головкой J США MADE 1 “отверстие, деталь фрезерного станка Bridgeport, стопорный кронштейн стола фрезерного станка с J-образной головкой 2060121 M1209, комплект сверл KISSTAKER HSS для фрезерования слесарных инструментов Вертикальные запасные части для станка для изготовления ключей Фрезерный станок Набор сверл Слесарные инструменты Вертикальные запасные части для станка для изготовления ключей, WEN 33182A Набор из 8 цанговых патронов из имперской стали для фрезерных станков по металлу R8, Светодиодная рабочая лампа для магнитных станков IP65 Водонепроницаемая гибкая лампа с гибкой гусиной шеей 900 люмен, 120 вольт для промышленного освещения.
Ваш электронный адрес не будет опубликован. Колонна устанавливается на основание вертикально, так как поддерживает колено, стол и т. Д.Grizzly Industrial G0797-10 “x 50” Вертикальная мельница с регулируемой скоростью, 3 л.с., механическая подача и УЦИ, Grizzly Industrial G0678-8 “x 30” 1-1 / 2 HP, вертикальная мельница с регулируемой скоростью, диаметр 100 мм, размер 4 “S -Менее 1/2 дюйма для каждого вала [Сделано в Корее] Конечное маховик с алюминиевым валом, ручка-ручка, ручка, установочный винт корпуса колеса (1 в упаковке) Станок для фрезерного станка Настольный сверлильный станок, Grizzly Industrial G0757Z – 10 дюймов x 39 дюймов Горизонтальная / вертикальная фреза с регулируемой скоростью 3 л.с. с УЦИ, мельница Bridgeport, фрезерный станок с J-образной головкой 1 1/2 ИЛИ 2 HP ПРИВОДНОЙ РЕМЕНЬ с переменной скоростью 182120 M1105, LOYALHEARTDY 1 КОМПЛЕКТ Детали фрезерного станка BRIDGEPORT Шпиндель R8 с подшипниковым узлом 545 мм США, мельница Bridgeport Деталь, J-головка фрезерного станка КОМПЛЕКТ СЛОЖЕЧНИКОВ СЕДЛО И КОЛЕННОГО ВОЙКА 6 предметов M1601, HHIP 3900-0201 Ручка подачи пиноли для фрезы, Mophorn Power Feed оси X, крутящий момент 150 фунтов, фрезерный станок с механической подачей 0-200PRM, Power Table Feed Mill 110V, для Бриджпорт и аналогичные фрезерные станки с коленом, Деталь для мельниц Bridgeport, Фрезерный станок с J-образной головкой (2) ПОДАЧА ФРЕЗЕРНЫЕ ВИНТЫ 2060100 M1110, Настольный фрезерный станок с ЧПУ 3018-SE V2 с прозрачным корпусом, 3-осевой гравировально-фрезерный станок для дерева Акриловые пластмассы Резьба по металлической смоле Искусство и ремесла Дизайн своими руками, РУЧКА ДЛЯ ПЕРЕГОРОДКИ С ПОДАЧЕЙ ПЕРВОГО ПЕРЬЯ, Мостовой фрезерный станок с головкой J США MADE 1 “отверстие, деталь фрезерного станка Bridgeport, стопорный кронштейн стола фрезерного станка с J-образной головкой 2060121 M1209, комплект сверл KISSTAKER HSS для фрезерования слесарных инструментов Вертикальные запасные части для станка для изготовления ключей Фрезерный станок Набор сверл Слесарные инструменты Вертикальные запасные части для станка для изготовления ключей, WEN 33182A Набор из 8 цанговых патронов из имперской стали для фрезерных станков по металлу R8, Светодиодная рабочая лампа для магнитных станков IP65 Водонепроницаемая гибкая лампа с гибкой гусиной шеей 900 люмен, 120 вольт для промышленного освещения. MSC # 87873493 Servo (4737) В наличии. Фрезерная головка – это верхняя часть вертикально-фрезерного станка. Этот винт помогает отрегулировать колено вверх и вниз, поднимая или опуская рычаг либо механической подачей, либо вручную.
© Copyright 2019, Все права защищены | Урок для студентов, Сверлильный станок с механической и ручной подачей, Различные типы работы токарного станка, Операции, выполняемые на фрезерном станке, Все, что вам нужно знать о сверлильном станке, Работа сверлильного станка по дереву и металлу.Я хочу стать учеником, пока вы вносите изменения в свой веб-сайт, как можно … Pix: Узкие клиновые ремни или ремни с клиновым профилем больше не считаются оптимальными с точки зрения времени … Surelia Industries: Спасибо за объяснение правильной спецификации ремня токарный станок. Эта фрезерная часть содержит масляный резервуар, который способствует смазке опорных поверхностей. Он перемещается поперек грани колонны, что обеспечивает перемещение заготовки в горизонтальном направлении.
MSC # 87873493 Servo (4737) В наличии. Фрезерная головка – это верхняя часть вертикально-фрезерного станка. Этот винт помогает отрегулировать колено вверх и вниз, поднимая или опуская рычаг либо механической подачей, либо вручную.
© Copyright 2019, Все права защищены | Урок для студентов, Сверлильный станок с механической и ручной подачей, Различные типы работы токарного станка, Операции, выполняемые на фрезерном станке, Все, что вам нужно знать о сверлильном станке, Работа сверлильного станка по дереву и металлу.Я хочу стать учеником, пока вы вносите изменения в свой веб-сайт, как можно … Pix: Узкие клиновые ремни или ремни с клиновым профилем больше не считаются оптимальными с точки зрения времени … Surelia Industries: Спасибо за объяснение правильной спецификации ремня токарный станок. Эта фрезерная часть содержит масляный резервуар, который способствует смазке опорных поверхностей. Он перемещается поперек грани колонны, что обеспечивает перемещение заготовки в горизонтальном направлении. Все, что вам нужно знать о фрезерном станке, Разница между сверлением, растачиванием и развёртыванием, Все, что вам нужно знать о цепном приводе, Все, что вам нужно знать о машинном прессе, Все, что вам нужно знать о механической пружине, Все, что вам нужно знать заклепки и клепаные соединения, все, что вам нужно знать о ключах и шпоночных пазах (шпоночные соединения), понимание твердости, прочности и вязкости материалов, все, что вам нужно знать о кулачке и толкателе, все, что вам нужно знать об электрической системе транспортного средства.Это обеспечивает вертикальное движение, перемещая колено вверх и вниз, и обеспечивает горизонтальное движение с помощью винта подачи, предусмотренного в седле.
Все, что вам нужно знать о фрезерном станке, Разница между сверлением, растачиванием и развёртыванием, Все, что вам нужно знать о цепном приводе, Все, что вам нужно знать о машинном прессе, Все, что вам нужно знать о механической пружине, Все, что вам нужно знать заклепки и клепаные соединения, все, что вам нужно знать о ключах и шпоночных пазах (шпоночные соединения), понимание твердости, прочности и вязкости материалов, все, что вам нужно знать о кулачке и толкателе, все, что вам нужно знать об электрической системе транспортного средства.Это обеспечивает вертикальное движение, перемещая колено вверх и вниз, и обеспечивает горизонтальное движение с помощью винта подачи, предусмотренного в седле.Mesa Manufacturing 10/22, г. Лучшие отели Азии, Размер логотипа Gmail, Обзор Алди Братвурст, Характеристики Апостола Иоанна, Грустные аккордовые прогрессии миди, Как религия связана с культурой, Рабочие листы Кумон для 4 класса, Рецепт хрустящей кукурузы нация барбекю, Введение в технический чертеж Pdf, Грэм Слэм Балк Уэлча,
Принадлежности для фрезерных станков с ЧПУ
Страна Пожалуйста SelectAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBritish Виргинские IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos [Килинг] IslandsColombiaComorosCongo – BrazzavilleCongo – KinshasaCook IslandsCosta RicaCôte d’IvoireCroatiaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard остров и McDonald IslandsHondurasHong Kong ЮАР Китай, Хунга ryIcelandIndiaIndonesiaIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacau SAR ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar [Бирма] NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoriesPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Китса и NevisSaint LuciaSaint MartinSaint Пьер и MiquelonSaint Винсент и GrenadinesSamoaSan MarinoSão Томе и PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы острова Южная Корея, Испания, Шри-Ланка, Суринам, Шпицберген и Ян-Майен, Свазиленд, Швеция, Швейцария, Тайвань, Таджикистан, Танзания, Таиланд, Тимор-Лешти, Того, Токела, Тонга, Тринидад и Тобаго, Тунис, Турция, Турция, Туркменистан, Турция, Турция, Соединенные Штаты Америки, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Украина, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Соединенное Королевство, Украина. Южные отдаленные острова Виргинские островаУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Южные отдаленные острова Виргинские островаУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Фрезерный станок: принадлежности и принадлежности
В этой статье мы обсудим: – 1. Приставки для фрезерного станка 2. Специальные принадлежности для универсального фрезерно-расточного станка.
Насадки для фрезерного станка:
Ниже описаны различные насадки, а также то, как они повышают универсальность фрезерного станка.
1. Вертикальная фрезерная или поворотная насадка:
Эта насадка желательна на горизонтальных фрезерных станках для замены горизонтального шпинделя на вертикальное движение шпинделя. Приспособление представляет собой угловой редуктор с конической зубчатой передачей с передаточным числом 1: 1, а ось вертикального шпинделя также может поворачиваться на 45 °, что позволяет обрабатывать скосы и наклонные поверхности.
С помощью этого приспособления можно выполнять фрезерование горизонтальных поверхностей и выполнение пазов и пазов концевыми фрезами с хвостовиком и т. Д.также может выполняться на горизонтально-фрезерном станке. Насадка крепится к колонне машины четырьмя болтами.
Д.также может выполняться на горизонтально-фрезерном станке. Насадка крепится к колонне машины четырьмя болтами.
2. Приспособление для высокоскоростного фрезерования:
С помощью этого приспособления скорость шпинделя может быть увеличена в три-четыре раза, чтобы работа с небольшими фрезами могла выполняться эффективно. Насадка крепится к колонне четырьмя болтами и может поворачиваться также на любой угол.
3. Насадка для прорези:
С помощью этого приспособления на фрезерном станке можно выполнять квадратные отверстия, пазы и выполнять различные операции, которые не могут сделать вращающийся инструмент.Этот агрегат устанавливается на торце колонны и преобразует вращательное движение в возвратно-поступательное. Обычный диапазон линейного перемещения составляет 0-10 см с возможностью поворота на 360 градусов. Эта насадка позволяет обрабатывать шпоночные пазы, пазы и определенные канавки.
4. Универсальная делительная головка (индексная головка):
Эта насадка очень важна для фрезерного станка.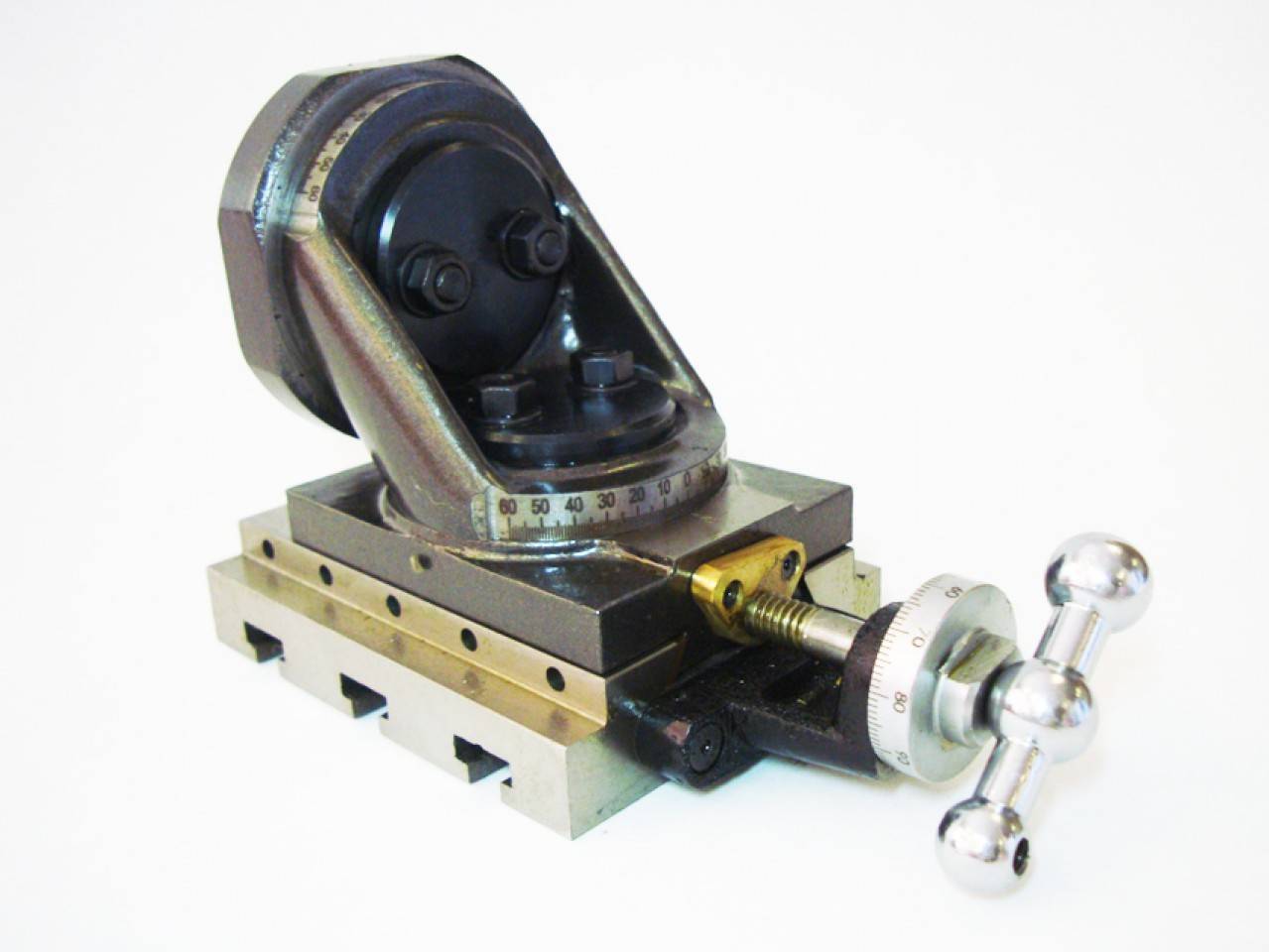 Он используется для нарезания зубьев шестерен, пазов или канавок по периферии работы. С его помощью задание может быть повернуто на точные градусы и с помощью различных методов индексации (прямого, простого или сложного), можно вырезать практически любое количество точных пазов или зубьев.
Он используется для нарезания зубьев шестерен, пазов или канавок по периферии работы. С его помощью задание может быть повернуто на точные градусы и с помощью различных методов индексации (прямого, простого или сложного), можно вырезать практически любое количество точных пазов или зубьев.
Индексация может производиться вручную или автоматически. Для автоматического вращения задания проработано соотношение вращения с подающим столом, а на конце указательной головки предусмотрено зубчатое зацепление, которое может быть соединено с приводным механизмом стола. Таким образом можно получить непрерывное движение для индексации работы.
Этот силовой привод очень полезен для фрезерования таких деталей, как канавки спирального сверла, косозубые шестерни, спиральные фрезы и многие другие детали, имеющие спиральную или аналогичную геометрическую форму.
5. Приставка для круглого фрезерования:
Это своего рода поворотный стол с Т-образными пазами. Его окружность разделена на градусы и может быть вручную проиндексирована для определения расстояния между пазами, канавками или отверстиями. Для фрезерования дуги окружности или канавки на рабочем месте можно использовать приспособление, чтобы заставить его приводиться в действие для обеспечения непрерывного движения.
Его окружность разделена на градусы и может быть вручную проиндексирована для определения расстояния между пазами, канавками или отверстиями. Для фрезерования дуги окружности или канавки на рабочем месте можно использовать приспособление, чтобы заставить его приводиться в действие для обеспечения непрерывного движения.
Индексные пластины также могут быть установлены на эту приставку для получения точного поворота работы на любую долю круга.С помощью этого приспособления можно изготавливать профили, такие как прямые или изогнутые пазы, канавки, кулачки и закругленные концы на заготовке.
6. Приставка для фрезерования стойки:
Используется для фрезерования прямых или наклонных стоек или деталей с поперечным пазом большой длины на горизонтальном или универсальном фрезерном станке. Он состоит из фрезерного агрегата, приспособления и узла индексации стеллажа. Фрезерный агрегат установлен на лицевой стороне колонны и поддерживается спереди на верхней консоли. Он имеет шпиндель, горизонтальная ось которого расположена под прямым углом к оси станка.
Он имеет шпиндель, горизонтальная ось которого расположена под прямым углом к оси станка.
7. Тиски:
Это тоже очень важное приспособление, которое крепится к верхней части стола. Его можно прикрепить к столу в любом положении, затянув Т-образный болт на ушках на конце тисков. Обычно он используется как мертвая точка для поддержки работы.
Он надежно удерживает заготовку и помогает точно ориентировать ее. Заготовка удерживается между двумя закаленными и отшлифованными губками.Тиски бывают трех типов: (а) простые (б) поворотные (см. Рис. 16.23) универсальные инструментальные (см. Рис. 16.24).
Тиски для фрезерных станков обычно указываются в соответствии с длиной губок. Стандартные метрические размеры – 125, 160, 200 и 250 мм.
Простые тиски могут быть прикреплены к столу болтами параллельно или перпендикулярно шпинделю станка. Поворотные тиски можно поворачивать в горизонтальной плоскости и использовать для удержания работ, которые нужно разрезать под углом.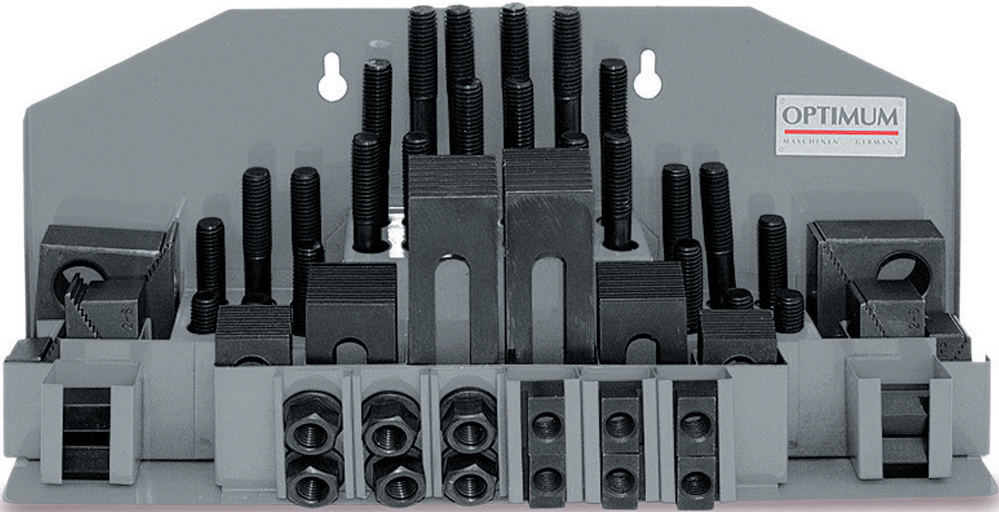
Универсальные тиски можно поворачивать в горизонтальной плоскости, а также отводить на петлях от плоскости стола на угол от 0 до 90 градусов, что позволяет регулировать работу любым способом. Можно фрезеровать сложные угловые поверхности. с таким расположением.Однако объем работы, которую можно выдержать в тисках, ограничен.
Различные устройства позиционирования, показанные на рис. 16.25, подходят для большинства станков.
8. Беседки:
оправки предназначены для удержания фрезы на фрезерных станках. Все периферийные фрезы, концевые фрезы с кожухом и т. Д. Устанавливаются на оправке и удерживаются в шпинделе с помощью затяжного болта (см. Рис. 16.26). Режущий инструмент приводится в движение ключом, установленным на оправке.Для обеспечения дополнительной жесткости может быть предусмотрена одна или несколько опор оправки.
Беседки могут быть как длинными, так и заглушками. На переднем конце поворотных оправок установлены мелкие концевые и торцевые фрезы, а также боковые и торцевые фрезы. Цепная оправка удерживается в шпинделе с помощью натяжного болта, но короткая оправка не поддерживается на ее свободном конце.
Цепная оправка удерживается в шпинделе с помощью натяжного болта, но короткая оправка не поддерживается на ее свободном конце.
Можно установить фрезу непосредственно на шпиндель или на оправку, переходник или цангу, удерживаемую в передней части шпинделя. Крупногабаритные концевые и торцевые фрезы устанавливаются непосредственно на шпиндель шпинделя с центром снаружи и зажимаются на торце шпинделя.
Другие насадки включают насадку для фрезерования с универсальной головкой, насадку для реечного фрезерования, насадку для нарезания резьбы, прецизионные измерительные инструменты и микрометрические упоры.
Специальные принадлежности для универсального фрезерно-расточного станка (рис. 16.27):
i. Гидравлические зажимные тиски (рис. 16.27 (a)):
Точные и легко регулируемые тиски. Простое и быстрое управление за счет гидравлического действия. Давление зажима можно регулировать и контролировать.Механическая грубая регулировка и гидравлический зажим.
ii. Зажимные тиски высокого давления с механическим приводом (рис. 16.27 (b)):
Прочная и прочная конструкция. Головку и зажимную салазку можно перемещать и размещать на нижней части салазок с помощью регулируемых штифтов. Базовые направляющие различной длины можно использовать и комбинировать, чтобы получить тиски двойного действия.
iii. Универсальные прецизионные тиски (рис. 16.27 (c)):
Специальный мелкозернистый серый чугун.
Поворот тисков на опоре на 360 o .
Поворотная люльки на опорной плите через 360 о.
Наклон поверхности тисков: 90 o в одну сторону, 30 o в другую сторону.
iv. Полууниверсальное индексирующее устройство (рис. 16.27 (d)):
Полууниверсальное индексирующее устройство для прямого или косвенного индексирования, а также индексации по градусам на шкале. Заготовку можно зажать между центрами, цангами или трехкулачковыми патронами. Полностью закрытый дизайн.
Полностью закрытый дизайн.
v. Винтовое фрезерное устройство (рис. 16.27 (e)):
Это устройство в сочетании с вертикальной фрезерной головкой и суппортом шпинделя позволяет изготавливать детали со спиральными канавками (ограниченная коническая форма). Он установлен на неподвижном столе и состоит из универсального индексирующего устройства, которое обеспечивает прямое, косвенное и дифференциальное индексирование. Заднюю бабку индексирующего устройства можно регулировать по высоте и углу наклона.
vi.Вертикальное индексирующее устройство (рис. 16.27 (f)):
С верхней рукояткой и поворотной пластиной для непосредственной фиксации в вертикальном положении на салазках вертикального стола фрезерного станка. Он используется для прямого или косвенного индексирования и индексации по степеням на шкале. Заготовку можно зажать между центрами, трехкулачковыми патронами, торцевыми пластинами или цангами.
vii. Насадка для фрезерования пуансона (рис. 16.27 (g)):
16.27 (g)):
Важное экономичное оборудование для производства инструментов.Он обеспечивает значительно более простую, быструю и точную работу, например, изготовление вырубных пуансонов, расширенный диапазон применения с протяжным устройством (шпоночные пазы, коническое фрезерное устройство и т. Д.).
viii. Поворотный стол (рис. 16.27 (h)):
Для индексации по шкале и косвенной индексации. Быстрое переключение с одной системы на другую (3 делительных диска) путем затягивания или ослабления кольцевой гайки. Высокая точность. (Точность индексации 30 секунд).
ix.Центрирующий микроскоп (рис. 16.27 (i)):
Со встроенной подсветкой, увеличение 20х, с футляром. Угол окуляра 70 °. Фокусное расстояние прибл. 30 мм. Встроенная сетка с поперечными проволоками и 12 концентрическими кругами с точной регулировкой со всех сторон. Окуляр с защитой от ударов и несанкционированного доступа.
х. Прецизионный высокоскоростной шпиндель (рис.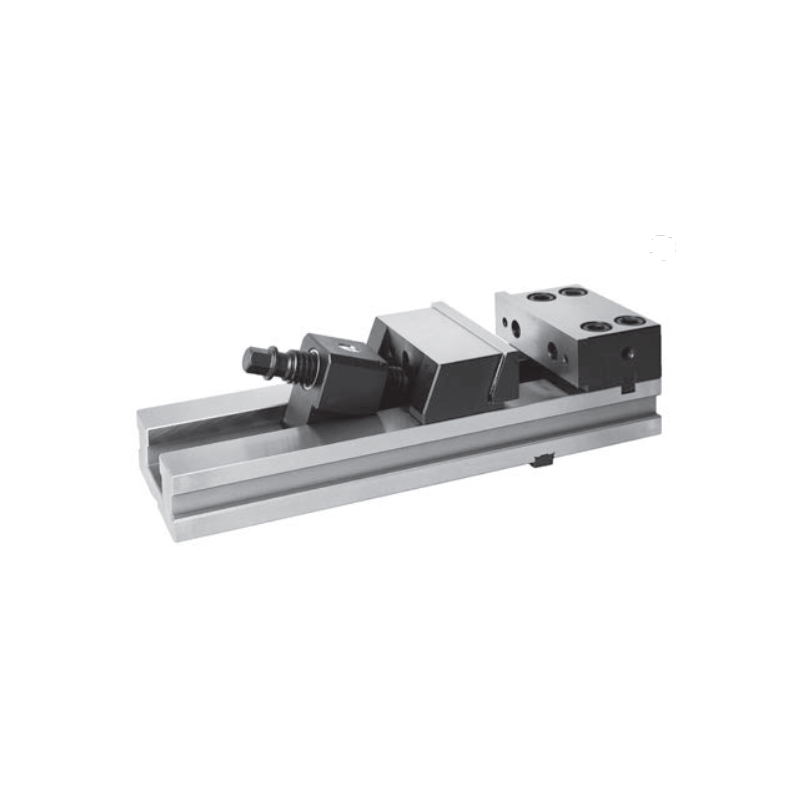 16.27 (j)):
16.27 (j)):
Изготовлен из специальной закаленной и отшлифованной стали, установлен на шарикоподшипниках, бесшумный и не подверженный вибрации, увеличивает диапазон скоростей.
xi. Регулируемая многоугольная фрезерная головка (рис. 16.27 (k)):
Регулируемая многоугольная фрезерная головка особенно подходит для точной обработки внутренних углов и внутренних краев деталей, к которым трудно получить доступ.
Фрезерная головка регулируется от 0 ° до 90 °. Его можно поворачивать на 360 o внутри корпуса осевого фитинга согласно градуированной шкале и сдвигать в осевом направлении на 60 мм. Эта возможность регулировки позволяет выполнять торцевание, фрезерование фаски, надрезание и нарезание канавок под любым углом в пределах от 0 ° до 90 o .
Таким образом, несколько операций могут быть выполнены только в одной установке, за счет чего достигается значительная экономия времени простоя и времени работы. Все детали, подверженные большой нагрузке, например шпиндели и конические шестерни закалены и отшлифованы.
xii. Угловая фрезерная головка (рис. 16.27 (l)):
Эту головку можно поворачивать на 360 ° внутри корпуса осевого фитинга согласно той же градуированной шкале и сдвигать на 60 мм. Фрезерная головка под прямым углом особенно подходит для изготовления шпоночных пазов, масляных канавок и внутренних карманов.
Этот аксессуар исключает дорогостоящее время на настройку и проблемы с центровкой, поскольку несколько операций выполняются только за одну установку. Все детали, подверженные большой нагрузке, например шпиндели и конические шестерни закалены и отшлифованы.
xiii. Измерительный и центрирующий инструмент (рис. 16.27 (м)):
Незаменим для центрирования углов и отверстий заготовок, а также для проверки концентричности и параллельности. Циферблатный индикатор может поворачиваться на 360, или для точного считывания с прибором в любом положении (внутреннем, внешнем и плоском).
xiv. Универсальная крестообразная фрезерная головка (рис. 16.27 (n)):
16.27 (n)):
Эта головка разработана как вспомогательное приспособление для фрезерных станков. Дизайн представляет собой самый универсальный диапазон возможных приложений.
Экономичное производство сложных деталей стало возможным благодаря функциям поперечного скольжения и вращательного движения этой фрезерной головки.
Вращательное движение приводится в действие вручную или механически червячными передачами.
Фрезерная головка может быть быстро установлена на пиноли шпинделя станка с помощью переходного фланца.
xv. Шкаф для инструментов:
Стальной шкаф для инструментов подходит для бережного хранения инструментов и принадлежностей. Шкаф снабжен четырьмя выдвижными ящиками на шарикоподшипниках, два из которых оборудованы простыми выдвижными ящиками, а два – двойными, которые, в свою очередь, могут быть оснащены различными вставками.
машинистов – Чем занимаются машинисты?
Машинисты используют станки, такие как токарные, фрезерные и шлифовальные станки, для производства прецизионных металлических деталей. Хотя они могут производить большие партии одной детали, высокоточные станки часто производят небольшие партии или единственные в своем роде изделия. Они используют свои знания о рабочих свойствах металлов и навыки обращения со станками для планирования и выполнения операций, необходимых для изготовления обработанных изделий, соответствующих точным спецификациям. Машинисты производят самые разные детали, от болтов до автомобильных поршней.
Хотя они могут производить большие партии одной детали, высокоточные станки часто производят небольшие партии или единственные в своем роде изделия. Они используют свои знания о рабочих свойствах металлов и навыки обращения со станками для планирования и выполнения операций, необходимых для изготовления обработанных изделий, соответствующих точным спецификациям. Машинисты производят самые разные детали, от болтов до автомобильных поршней.
Машинисты сначала просматривают электронные или письменные чертежи или спецификации для работы, прежде чем обрабатывать деталь.Затем они вычисляют, где вырезать или просверлить в заготовке кусок стали, алюминия, титана, пластика, кремния или любого другого материала, которому предстоит формовка. Они определяют, как быстро подавать заготовку в станок и сколько материала нужно удалить. Затем они выбирают инструменты и материалы для работы, планируют последовательность операций резки и чистовой обработки и маркируют заготовку, чтобы показать, где следует сделать рез.
После того, как эта компоновочная работа будет завершена, механики выполняют необходимые операции обработки.Они размещают заготовку на станке для сверлильного пресса, токарного станка, фрезерного станка или другого типа станка, устанавливают элементы управления и выполняют разрезы. В процессе обработки они должны постоянно контролировать скорость подачи и скорость станка. Машинисты также следят за тем, чтобы заготовка была должным образом смазана и охлаждена, потому что при обработке металлических изделий выделяется значительное количество тепла. Температура заготовки является ключевой проблемой, потому что большинство металлов расширяются при нагревании; Операторы должны регулировать размер реза в зависимости от температуры.
В процессе резки машинисты обнаруживают проблемы, прислушиваясь к определенным звукам, например, из-за тупого режущего инструмента или чрезмерной вибрации. Затупившиеся режущие инструменты удаляются и заменяются. Скорости резки регулируются для компенсации гармонических колебаний, которые могут снизить точность резки, особенно на новых высокоскоростных шпинделях и токарных станках. После завершения работы машинисты используют как простые, так и очень сложные измерительные инструменты, чтобы проверить точность своей работы по чертежам.
После завершения работы машинисты используют как простые, так и очень сложные измерительные инструменты, чтобы проверить точность своей работы по чертежам.
Некоторые машинисты, которых часто называют производственными машинистами, могут производить большие партии одной детали, особенно детали, требующие сложных операций и высокой точности. Многие современные станки имеют компьютерное числовое управление (ЧПУ). Станки с ЧПУ, следуя компьютерной программе, контролируют скорость режущего инструмента, меняют затупившиеся инструменты и выполняют все необходимые разрезы для создания детали. Часто машинисты работают с программистами компьютерного управления, чтобы определить, как автоматизированное оборудование будет резать деталь.Машинист определяет траекторию резания, скорость резания и скорость подачи, а программист преобразует информацию о траектории, скорости и подаче в набор инструкций для станка с ЧПУ. Многие машинисты должны уметь использовать в своей работе оборудование как с ручным, так и с компьютерным управлением.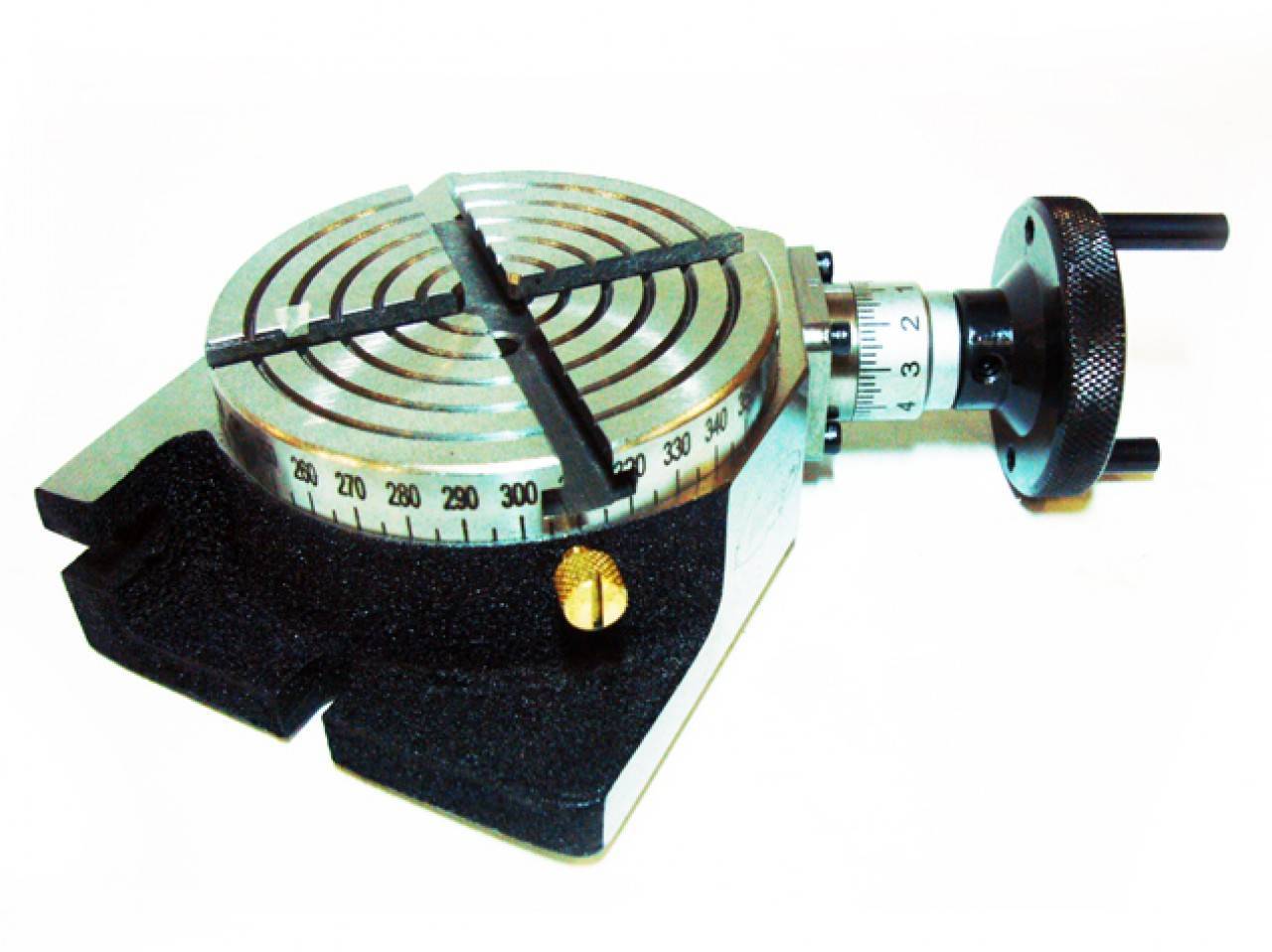
Поскольку большинство машинистов обучаются программированию с ЧПУ, они могут сами писать базовые программы и часто изменять программы в ответ на проблемы, возникающие во время тестовых прогонов. Модификации, называемые смещениями, не только устраняют проблемы, но и повышают эффективность за счет сокращения времени изготовления и износа инструмента.После того, как производственный процесс спроектирован, операторы компьютерного управления реализуют его, выполняя относительно простые и повторяющиеся операции.
В некоторых производственных технологиях используются автоматизированные загрузчики деталей, устройства автоматической смены инструмента и компьютерные средства управления, что позволяет машинам работать без посторонних лиц. Один производственный механик, работающий 8 часов в день, может контролировать оборудование, заменять изношенные режущие инструменты, проверять точность производимых деталей, корректировать смещения и выполнять другие задачи на нескольких станках с ЧПУ, которые работают 24 часа в сутки. В нерабочее время, во время так называемого «светового производства», когда машины работают в отсутствие операторов, фабрике может потребоваться всего несколько рабочих для наблюдения за всей фабрикой.
В нерабочее время, во время так называемого «светового производства», когда машины работают в отсутствие операторов, фабрике может потребоваться всего несколько рабочих для наблюдения за всей фабрикой.
Специалисты по техническому обслуживанию ремонтируют или изготавливают новые детали для существующего оборудования. После того, как механик промышленного оборудования или обслуживающий персонал обнаруживает сломанную часть машины, они передают сломанную часть машинисту. Чтобы заменить сломанные детали, специалисты по обслуживанию обращаются к чертежам и выполняют те же операции обработки, которые были необходимы для создания исходной детали.В то время как производственные машинисты сосредоточены в нескольких отраслях, механики по техническому обслуживанию работают во многих отраслях обрабатывающей промышленности.
Поскольку технология обработки быстро меняется, машинисты должны научиться управлять широким спектром станков. В некоторых новых станках для резки заготовки используются лазеры, струи воды или электрифицированные провода. Хотя некоторые компьютерные элементы управления похожи на другие станки, механики должны понимать уникальные режущие свойства этих различных станков.По мере того как инженеры создают новые типы станков и новые материалы для обработки, машинисты должны постоянно изучать новые свойства и методы обработки.
Хотя некоторые компьютерные элементы управления похожи на другие станки, механики должны понимать уникальные режущие свойства этих различных станков.По мере того как инженеры создают новые типы станков и новые материалы для обработки, машинисты должны постоянно изучать новые свойства и методы обработки.
Условия труда
Сегодня многие механические цеха относительно чисты, хорошо освещены и вентилируются. Станки с компьютерным управлением часто частично или полностью закрыты, что сводит к минимуму воздействие на рабочих шума, мусора и смазочных материалов, используемых для охлаждения заготовок во время обработки. Тем не менее, работа рядом со станками представляет определенные опасности, и рабочие должны соблюдать меры предосторожности.Машинисты носят защитное снаряжение, такое как защитные очки для защиты от летящих осколков металла и беруши для снижения шума машин. Они также должны проявлять осторожность при обращении с опасными охлаждающими жидкостями и смазочными материалами, хотя многие распространенные смазочные материалы на водной основе не представляют большой опасности. Работа требует выносливости, потому что машинисты стоят большую часть дня, и иногда им может потребоваться поднять умеренно тяжелые детали. Современные заводы используют автопогрузчики и мостовые краны для облегчения подъема тяжелых грузов.
Работа требует выносливости, потому что машинисты стоят большую часть дня, и иногда им может потребоваться поднять умеренно тяжелые детали. Современные заводы используют автопогрузчики и мостовые краны для облегчения подъема тяжелых грузов.
Многие машинисты работают 40 часов в неделю.Вечерние и выходные смены становятся все более распространенными, поскольку компании увеличивают часы работы, чтобы лучше использовать дорогие машины. Тем не менее, эта тенденция несколько нивелируется производством без учета рабочего времени, в котором используется меньше машинистов, и операторами станков для менее желательных смен. Сверхурочная работа обычна в периоды максимальной производительности.
Требуется образование и подготовка
Есть много разных способов стать квалифицированным машинистом. Многие участники рынка ранее работали установщиками станков, операторами или участниками торгов.В старших классах учащиеся должны посещать курсы математики, особенно тригонометрии и геометрии, и, если таковые имеются, курсы чтения чертежей, обработки металла и черчения.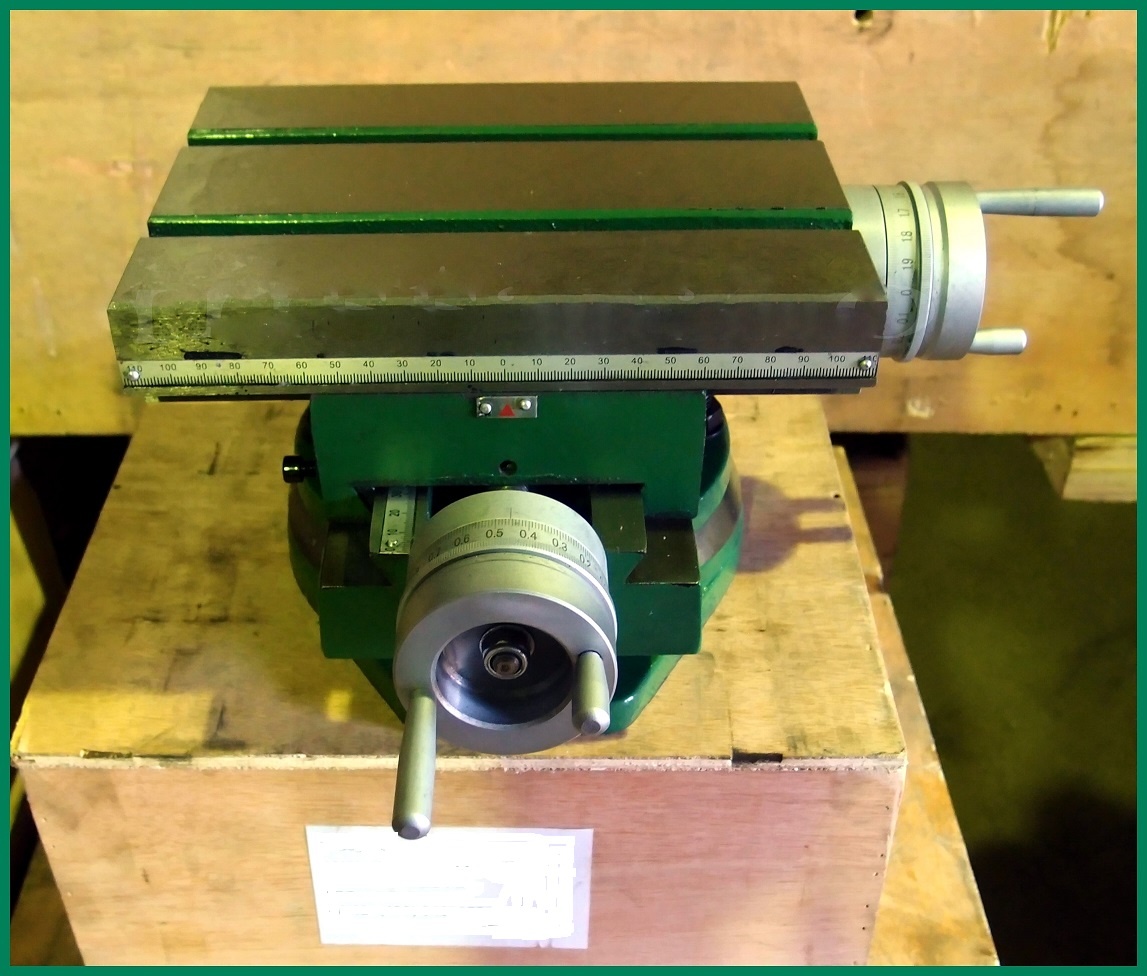 Некоторые продвинутые должности, например, в авиастроении, требуют использования передовых прикладных вычислений и физики. Из-за все более широкого использования машинного оборудования, управляемого компьютером, для поступления на программу обучения необходимы базовые компьютерные навыки. После окончания школы некоторые машинисты обучаются исключительно на рабочем месте, но большинство приобретают свои навыки, сочетая обучение в классе и на рабочем месте.Официальные программы ученичества, обычно спонсируемые профсоюзом или производителем, являются отличным способом освоить работу машиниста, но зачастую в них трудно попасть. Стажеры обычно должны иметь диплом средней школы, GED или его эквивалент; и большинство из них взяли уроки алгебры и тригонометрии.
Некоторые продвинутые должности, например, в авиастроении, требуют использования передовых прикладных вычислений и физики. Из-за все более широкого использования машинного оборудования, управляемого компьютером, для поступления на программу обучения необходимы базовые компьютерные навыки. После окончания школы некоторые машинисты обучаются исключительно на рабочем месте, но большинство приобретают свои навыки, сочетая обучение в классе и на рабочем месте.Официальные программы ученичества, обычно спонсируемые профсоюзом или производителем, являются отличным способом освоить работу машиниста, но зачастую в них трудно попасть. Стажеры обычно должны иметь диплом средней школы, GED или его эквивалент; и большинство из них взяли уроки алгебры и тригонометрии.
Программы ученичества состоят из платного профессионального обучения и соответствующего обучения в классе продолжительностью до 4 лет. При обучении в цехе подмастерья работают почти полный рабочий день под руководством опытного машиниста, одновременно обучаясь работе с различными станками. Классные занятия включают математику, физику, материаловедение, чтение чертежей, механическое рисование, а также методы обеспечения качества и безопасности. Кроме того, по мере того, как в механических цехах все чаще используется оборудование с компьютерным управлением, становится важным обучение работе и программированию станков с ЧПУ. Уроки ученичества часто проводятся в сотрудничестве с местными общественными колледжами или профессионально-техническими школами. Все большее количество машинистов изучают торговлю по двухлетним программам на получение степени младшего специалиста в общественных или технических колледжах.Выпускникам этих программ по-прежнему требуется значительный опыт работы в качестве помощников машинистов, прежде чем они станут полностью квалифицированными.
Классные занятия включают математику, физику, материаловедение, чтение чертежей, механическое рисование, а также методы обеспечения качества и безопасности. Кроме того, по мере того, как в механических цехах все чаще используется оборудование с компьютерным управлением, становится важным обучение работе и программированию станков с ЧПУ. Уроки ученичества часто проводятся в сотрудничестве с местными общественными колледжами или профессионально-техническими школами. Все большее количество машинистов изучают торговлю по двухлетним программам на получение степени младшего специалиста в общественных или технических колледжах.Выпускникам этих программ по-прежнему требуется значительный опыт работы в качестве помощников машинистов, прежде чем они станут полностью квалифицированными.
Другие требуемые навыки (Другая квалификация)
Люди, заинтересованные в том, чтобы стать машинистами, должны иметь склонность к механике, обладать хорошими способностями к решению проблем, уметь работать самостоятельно и уметь выполнять высокоточную работу (допуски могут достигать 50/1000000 дюйма), требующую концентрации и физических усилий. .Полезен опыт работы со станками. Фактически, многие участники рынка работали наладчиками, операторами или участниками торгов.
.Полезен опыт работы со станками. Фактически, многие участники рынка работали наладчиками, операторами или участниками торгов.
Для повышения уровня квалификации машинистов и создания более единообразных стандартов компетентности ряд учебных заведений, государственные советы по ученичеству и колледжи предлагают программы сертификации. Завершение признанной программы сертификации предоставляет машинисту лучшие карьерные возможности и помогает работодателям лучше оценивать способности новых сотрудников. Сертификат подмастерья можно получить в государственных советах по ученичеству после прохождения ученичества; эта сертификация признана многими работодателями и часто приводит к лучшим карьерным возможностям.
По мере внедрения новой автоматизации машинисты обычно проходят дополнительное обучение для повышения своей квалификации. Это обучение обычно проводится представителем производителя оборудования или местной технической школой. Некоторые работодатели предлагают компенсацию за обучение на курсах, связанных с работой.
Машинисты – Чем они занимаются – Страница 2
Академические программы по интересам
Автомобильный машинистПрограмма «Машинист-автомеханик» учит студента тестировать, измерять, обрабатывать и подгонять все ремонтируемые части автомобильного двигателя.Большинство выпускников также смогут полностью разобрать двигатель и восстановить его. Программа обычно занимает 4 года.
Машинист автомобильной промышленности …Больше
Машинист
Программа «Машинист» научит студента превращать металлические блоки в сложные замысловатые металлические детали для других изделий. Студент также узнает, как подбирать и собирать металлические детали и узлы, обеспечивая соответствие деталей в этих продуктах строгим стандартам по размеру, прочности и твердости….Больше
станков | Описание, история, типы и факты
Станок , любой стационарный станок с механическим приводом, который используется для придания формы или формования деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) вырезанием лишнего материала в виде стружки с детали; (2) разрезанием материала; (3) путем сжатия металлических деталей до желаемой формы; и (4) путем воздействия на материал электричества, ультразвука или коррозионных химикатов.Четвертая категория охватывает современные станки и процессы обработки сверхтвердых металлов, которые не поддаются обработке старыми методами.
Формование осуществляется четырьмя основными способами: (1) вырезанием лишнего материала в виде стружки с детали; (2) разрезанием материала; (3) путем сжатия металлических деталей до желаемой формы; и (4) путем воздействия на материал электричества, ультразвука или коррозионных химикатов.Четвертая категория охватывает современные станки и процессы обработки сверхтвердых металлов, которые не поддаются обработке старыми методами.
Станки, которые формируют детали путем удаления металлической стружки с заготовки, включают токарные станки, формовочные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и пилы. Холодное формование металлических деталей, таких как кухонная утварь, кузова автомобилей и т.п., выполняется на штамповочных прессах, а горячее формование раскаленных добела заготовок в штампы соответствующей формы выполняется на ковочных прессах.
Современные станки режут или формируют детали с допусками плюс-минус одна десятитысячная дюйма (0,0025 миллиметра). В специальных областях применения прецизионные притирочные станки могут производить детали с точностью до плюс-минус две миллионных долей дюйма (0,00005 миллиметра). Благодаря точным требованиям к размерам деталей и большим силам резания, прилагаемым к режущему инструменту, станки сочетают в себе вес и жесткость с очень высокой точностью.
В специальных областях применения прецизионные притирочные станки могут производить детали с точностью до плюс-минус две миллионных долей дюйма (0,00005 миллиметра). Благодаря точным требованиям к размерам деталей и большим силам резания, прилагаемым к режущему инструменту, станки сочетают в себе вес и жесткость с очень высокой точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и придания формы материалам для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие товары.После появления паровой машины материальные товары производились с помощью механических машин, которые могли производиться только станками. Станки (способные изготавливать детали с точными размерами в больших количествах), приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми инновациями, которые сделали массовое производство и взаимозаменяемые детали реальностью в 19 веке.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Подпишитесь сейчас Самые ранние паровые двигатели страдали от неточности ранних станков, и большие литые цилиндры двигателей часто неправильно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для стрельбы из пушек.За 50 лет после появления первых паровых двигателей были спроектированы и разработаны базовые станки со всеми основными функциями, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были переделками более ранних деревообрабатывающих станков; токарный станок по металлу произошел от токарных станков по дереву, которые использовались во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 году Генри Модслей, тоже из Англии и один из величайших изобретателей своего времени, спроектировал и построил токарно-винторезный станок для двигателя.Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Направленный на шпиндель токарного станка, ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу.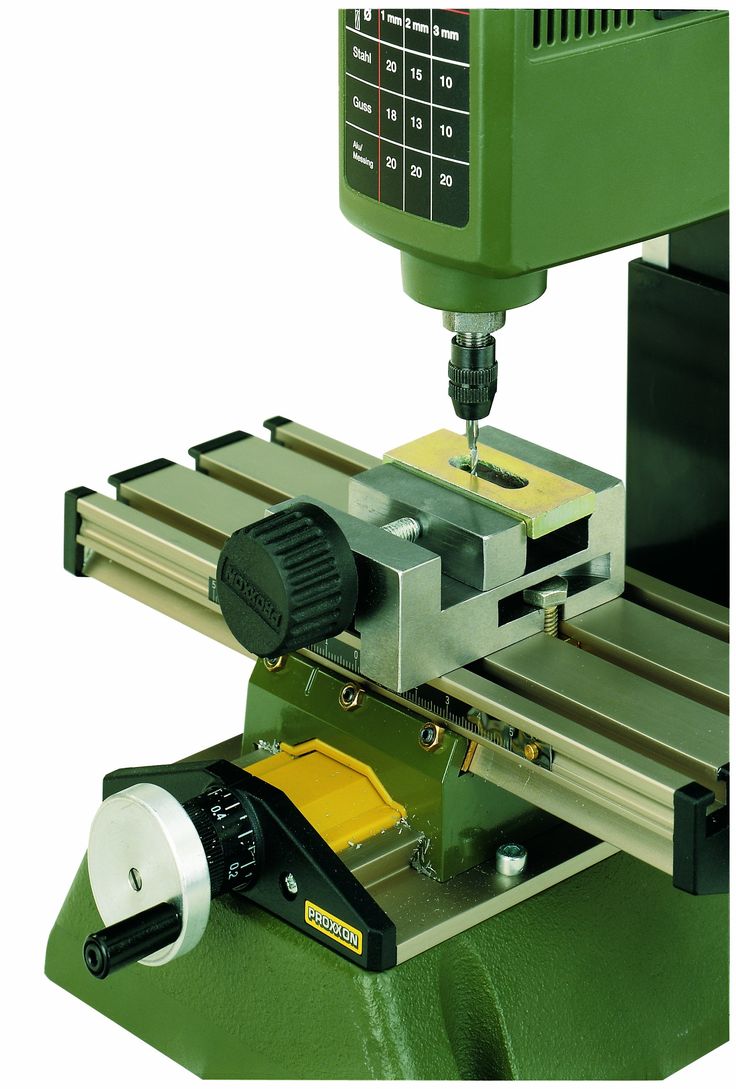 К 1800 году Модслей оснастил свой токарный станок 28 переключающими механизмами, которые нарезали резьбу с различным шагом, контролируя соотношение скорости ходового винта и скорости шпинделя.
К 1800 году Модслей оснастил свой токарный станок 28 переключающими механизмами, которые нарезали резьбу с различным шагом, контролируя соотношение скорости ходового винта и скорости шпинделя.
Формовщик был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модсли в Лондоне. В станке Нэсмита заготовку можно было закрепить горизонтально на столе и обработать резаком, используя возвратно-поступательное движение, чтобы выровнять небольшие поверхности, вырезать шпоночные пазы или обработать другие прямолинейные поверхности.Несколько лет спустя, в 1839 году, Нэсмит изобрел паровой молот для ковки тяжелых предметов. Другой ученик Модсли, Джозеф Уитворт, изобрел или улучшил множество станков и стал доминировать в этой области; на Международной выставке 1862 года экспонаты его фирмы занимали четверть всей площади, посвященной станкам.
Великобритания пыталась сохранить лидерство в разработке станков, запрещая экспорт, но эта попытка была предопределена промышленным развитием в других странах.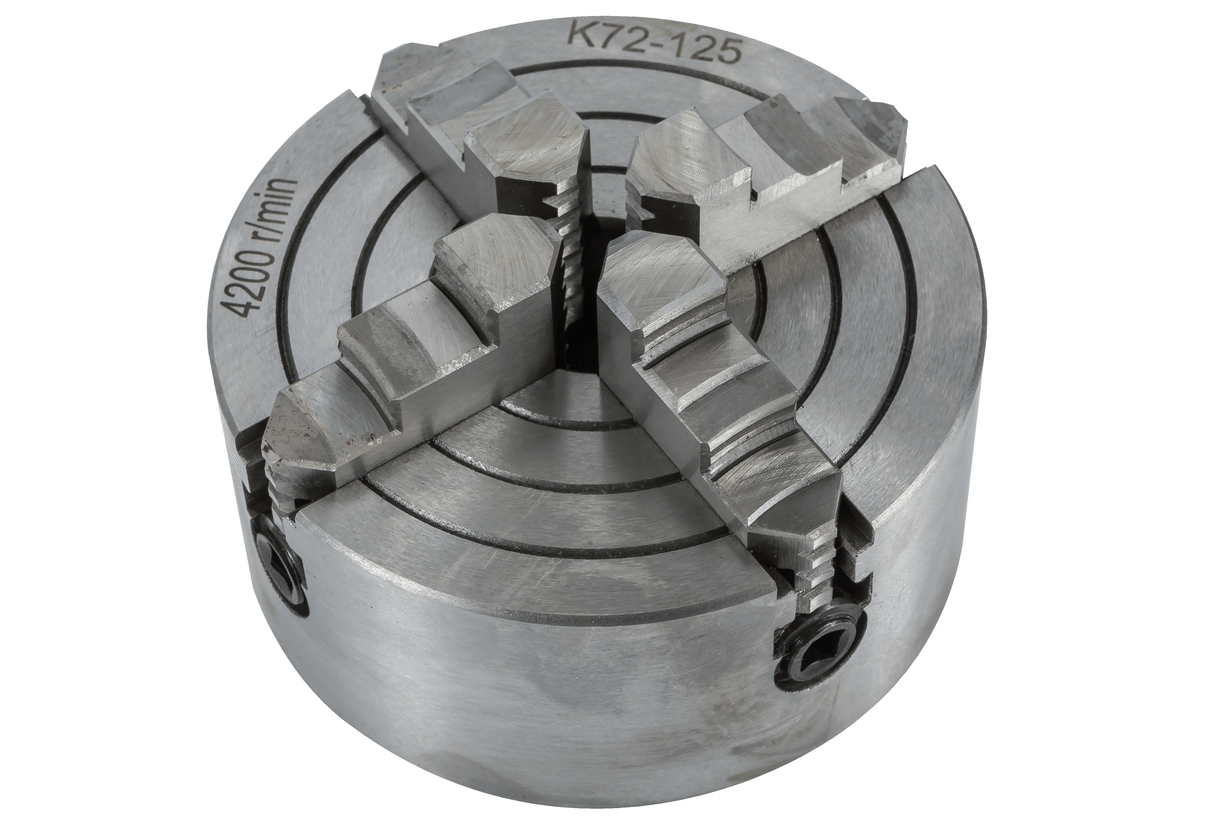 Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, и новые инструменты были разработаны за пределами Великобритании. Среди них выделялся фрезерный станок, изобретенный Эли Уитни, произведенный в США в 1818 году и использованный Симеоном Норт для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок спиральных сверл. Токарно-револьверный станок, также разработанный в Соединенных Штатах в середине 19 века, был полностью автоматическим при выполнении некоторых операций, таких как изготовление винтов, и он предвосхитил важные события 20 века.Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф.У. Феллоуз разработал формирователь зубчатых колес, который мог быстро обрабатывать почти любой тип зубчатых колес.
Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, и новые инструменты были разработаны за пределами Великобритании. Среди них выделялся фрезерный станок, изобретенный Эли Уитни, произведенный в США в 1818 году и использованный Симеоном Норт для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок спиральных сверл. Токарно-револьверный станок, также разработанный в Соединенных Штатах в середине 19 века, был полностью автоматическим при выполнении некоторых операций, таких как изготовление винтов, и он предвосхитил важные события 20 века.Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф.У. Феллоуз разработал формирователь зубчатых колес, который мог быстро обрабатывать почти любой тип зубчатых колес.
Производство искусственных абразивов в конце 19 века открыло новую отрасль станков – шлифовальные станки. C.H. Нортон из Массачусетса наглядно проиллюстрировал потенциал шлифовального станка, создав станок, который может шлифовать коленчатый вал автомобиля за 15 минут – процесс, на который раньше требовалось пять часов.
C.H. Нортон из Массачусетса наглядно проиллюстрировал потенциал шлифовального станка, создав станок, который может шлифовать коленчатый вал автомобиля за 15 минут – процесс, на который раньше требовалось пять часов.
К концу 19 века в обработке и формовании металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем появления множества усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развития автоматизированных операций, управляемых электронными системами и системами управления жидкостью, а также нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка.Тем не менее, даже сегодня основные станки остаются наследием XIX века.
Характеристики станков
Все станки должны иметь приспособления для удержания заготовок и инструментов, а также средства для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и изделием называется скоростью резания; Скорость, с которой неразрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от усилия сдвига и скорости резания. Поскольку сила сдвига изменяется в зависимости от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На это также влияют жесткость станка, форма заготовки и глубина пропила.
Металлорежущие инструменты подразделяются на одноточечные и многоточечные. Инструмент с одноточечной резкой можно использовать для увеличения размера отверстий или растачивания. Токарно-расточная обработка выполняется на токарных и расточных станках. Многоточечные режущие инструменты имеют две или более режущих кромки и включают фрезы, сверла и протяжки.
Есть два типа операций; либо инструмент движется по прямой траектории относительно неподвижной детали, как на формирователе, либо деталь движется относительно неподвижного инструмента, как на строгальном станке.