ВЕРСИЯ 8 | САУНО Россия
Версия 8
Представляем версию 8 – новейшую систему ударного гравирования для станков серии «График».
Дата выхода: 15 февраля 2013 г.
В настоящее время все новые ударно-гравировальные станки САУНО поставляются с версией 8. Владельцы станков предыдущих версий могут в любое время модернизировать свой станок до версии 8.
Порядок и стоимость модернизации
Для станков версии 5.2, 6.0, 6.1, 6.2, 6.3, 7.1:
– Замена платы управления, блока питания, ударной головки (магнита и датчика уровня), проводов и шлейфов R, M и RS. Может потребоваться замена некоторых электродвигателей за отдельную плату.
Для станков версии 7.2:
– Замена платы управления, замена шлейфа и провода RS на USB, а также проверка и возможная регулировка ударной головки без ее замены.
– Стоимость модернизации смотрите в разделе “Прайс-лист”.
При условии модернизации двух и более станков предлагаются различные варианты скидок. Свяжитесь с нами!
Свяжитесь с нами!
Рекомендуется выполнять модернизацию станка в сервисных центрах или представительствах компании САУНО. Наши мастера проверят ваш станок, в случае необходимости проведут настройку и ремонт, чтобы ваша техника надежно работала долгие годы.
Перейти к оформлению заявки на модернизацию станка…
Улучшение качества гравирования
Что сделано в восьмой версии:
Усовершенствован модуль и алгоритм управления ударом. При каждом ударе иглой система управления формирует ударный импульс таким образом, чтобы добиться рационального использования энергии удара как для темных (слабый удар), так и для светлых (сильный удар) участков изображения. Данный подход позволяет очень точно управлять размерами точки на камне (передавать больше полутонов), повысить точность расположения точек (изображение будет четче), уменьшить износ иглы.
Образец гравировки. Версия 8, точечный режим, частота 400Гц.
Новые методы преобразования исходного изображения в точечное. Такие методы называются «алгоритмами преобразования в растр». В версии 8 вы можете выбрать один из трех алгоритмов преобразования (см. рисунок ниже). По умолчанию используется модифицированный растр Р2, так как он дает четкое и контрастное изображение.
Такие методы называются «алгоритмами преобразования в растр». В версии 8 вы можете выбрать один из трех алгоритмов преобразования (см. рисунок ниже). По умолчанию используется модифицированный растр Р2, так как он дает четкое и контрастное изображение.
Три метода преобразования изображения в точечное
Примеры:
На рисунке ниже вы видите две одинаковых фотографии, сделанные версией 7.2 (частота 250 Гц) и версией 8 (частота 400 Гц).
Преимущества восьмой версии:
– Версия 8 точно регулирует силу удара. В версии 8 в темных областях меньше диаметр точек на камне. Это хорошо видно на фото – см. область (1) ниже глаза. За счет точного управления силой удара версия 8 передает на камне больше полутонов.
– В восьмой версии обеспечивается высочайшая точность расположения точек на камне. Отсутствуют смещения точек при гравировке. На белом фоне в области носа (2) отдельные черные точки более четкие в версии 8. Восьмая версия не “съедает” серые оттенки на белом.
– В восьмой версии линии границ носа более четкие и контрастные. Это видно на фото на темных (3) и на светлых (4) контурах.
Сравнение гравировки в версиях 7.2 и 8.
Портреты-миниатюры. Высота 75 мм. Гравировка на китайском камне версией 8. Точечный режим, шаг 0.150 мм.
Для демонстрации возможностей восьмой версии приводим фото гравировки на камне с высоким разрешением. Обратите внимание – высота портретов всего лишь 7 см. Для оценки реальных размеров мы положили на камень гравировальную иглу. Портреты-миниатюры сделаны версией 8 с шагом 0.150 мм на частоте 400 Гц. Обычно при гравировке на камне с таким малым шагом отдельные точки сливаются, пропадают полутона, в первую очередь на складках лица и морщинах, в результате портрет на камне получается плоским и выбеленным. Восьмая версия лишена этих недостатков, она прекрасно передает все оттенки даже при сверхвысоком для камня разрешении.
Версия 8, амплитудный режим, плитка 20х30 см, шаг 0.250 мм
И наконец, на следующем фото пример гравировки восьмой версией в амплитудном режиме, где передача полутонов происходит только за счет изменения силы удара. Такой режим предъявляет к станку высокие требования. Восьмая версия прекрасно гравирует в амплитудном режиме.
Такой режим предъявляет к станку высокие требования. Восьмая версия прекрасно гравирует в амплитудном режиме.
Выводы:
– Версия 8 передает больше полутонов за счет точной регулировки силы удара, четкого расположения точек на камне и улучшенных алгоритмов растрирования. Портрет на камне получается более четким и объемным, как в точечном, так и в амплитудном режиме.
– Версия 8 уменьшает износ иглы благодаря точному расчету и рациональному использованию ударного импульса.
– Одновременно с улучшением качества более чем в 1.5 раза увеличилась скорость.
Увеличение скорости
Версия 8 гравирует изображения в точечном и амплитудном режиме с частотой 400 ударов в секунду. Это более чем в 1.5 раза быстрее, чем версия 7.2 (250 Гц), в 2..2.5 раза быстрее, чем версия 7.1 (160..200 Гц), и в 4 раза быстрее версии 6 (100 Гц).
В комбинированном режиме скорость гравировки также повысилась в 1.5 раза благодаря появлению новых режимов.
Подключение к компьютеру по USB
Станок с версией 8 подключается к компьютеру с помощью стандартного кабеля USB. Переходник USB-COM-порт больше не нужен. Не требуется установки каких-либо драйверов на компьютер. Вы просто подключаете станок к компьютеру кабелем USB, и это все! Станок готов к работе.
Переходник USB-COM-порт больше не нужен. Не требуется установки каких-либо драйверов на компьютер. Вы просто подключаете станок к компьютеру кабелем USB, и это все! Станок готов к работе.
Для версии 8 подходит любой компьютер, даже дешевый нетбук. Версия 8 работает с Windows XP, Windows Vista, Windows 7, Windows 8.
Длина стандартного USB-кабеля 3-5 метров. При использовании USB-кабеля с усилителем длина кабеля более 10 метров.
Станок версии 8 можно подключить к компьютеру и через COM-порт, как и предыдущие версии.
Предварительный обход изображения по контуру
Перед началом гравирования лучше заранее убедиться, что изображение вписывается в фигурный камень или в заготовку-овал. Для этой цели в восьмой версии есть функция обхода изображения по контуру.
Мы сделали функцию обхода по контуру максимально удобной. Во время обхода вы всегда видите на экране компьютера, в какой точке изображения в данную секунду находится инструмент. В любой момент можно сделать паузу, а затем продолжить обход. Можно опустить инструмент выше или ниже, чтобы точно убедиться, как игла проходит сложные участки. Также можно в любом месте изменить направление обхода и замедлить скорость в случае, когда требуется более тщательно проверить сомнительный участок.
Можно опустить инструмент выше или ниже, чтобы точно убедиться, как игла проходит сложные участки. Также можно в любом месте изменить направление обхода и замедлить скорость в случае, когда требуется более тщательно проверить сомнительный участок.
При расчете контура обхода учитываются разгоны и торможения инструмента. Вы будете точно уверены, что при гравировке инструмент не выйдет за пределы заготовки самой сложной формы.
Маска изображения
Вы хотите ускорить работу и уменьшить износ иглы? Это можно сделать так:
а) Сначала гравировать полный портрет с одеждой и фоном в один проход (рис.1). Далее повторным проходом гравировать только лицо, выделенное маской (рис.2). В результате лицо гравируется за два прохода с высоким качеством, а остальная часть портрета за один проход (скорость). По сравнению с гравировкой всей картинки в два прохода экономим и время, и ресурс гравировальной иглы.
б) Сначала гравировать только лицо острой иглой (рис. 2). Затем поменять острую иглу на изношенную и гравировать оставшуюся часть портрета (рис.3). Экономим гравировальные иглы.
2). Затем поменять острую иглу на изношенную и гравировать оставшуюся часть портрета (рис.3). Экономим гравировальные иглы.
В режиме маски можно использовать оба метода.
С помощью маски легко выделить на картинке фрагмент любой формы и даже несколько фрагментов, например, отдельно два лица на двойном портрете. Маска создается в программе Adobe Photoshop простым закрашиванием черной кистью ненужного фона на картинке. При создании маски вы можете использовать весь богатый набор инструментов Photoshop – дополнительные слои, кисти и ластики с размытыми краями. Маска легко переносится в программу Engrave копированием и вставкой через буфер обмена нажатием всего лишь трех кнопок – <Ctrl-A>, <Ctrl-(Shift)-C> в программе Photoshop, <Ctrl-V> в программе Engrave. Маску в программе Engrave можно включить и выключить простым нажатием кнопки.
Когда маска изображения включена (рис.2), станок гравирует только видимую часть картинки.
Преимущества использования маски:
1. При наложении слоя маски порядок расположения точек на картинке в точечном режиме не изменяется! Теперь можно при первом проходе гравировать полное изображение, а при повторном проходе лишь выделенный фрагмент, например лицо. В результате лицо гравируется за два прохода, т.е. с высоким качеством. При этом не ухудшается четкость изображения из-за различного расположения точек на первом и втором проходе.
При наложении слоя маски порядок расположения точек на картинке в точечном режиме не изменяется! Теперь можно при первом проходе гравировать полное изображение, а при повторном проходе лишь выделенный фрагмент, например лицо. В результате лицо гравируется за два прохода, т.е. с высоким качеством. При этом не ухудшается четкость изображения из-за различного расположения точек на первом и втором проходе.
2. Если в программе Photoshop рисовать маску кистью с мягкими краями, то края выделенного маской фрагмента в программе Engrave будут плавными. Результат – нет резкого перехода при повторной гравировке выделенного фрагмента.
3. Программа Engrave может автоматически гравировать при первом проходе всю картинку, а при повторном – только выделенный маской фрагмент. Не надо ждать окончания первого прохода, чтобы включить маску. Станок сделает всю работу за вас.
4. Команда инверсии маски одним нажатием кнопки переводит картинку (рис.2) в картинку (рис.3) и обратно. Можно для экономии инструмента гравировать лицо острой иглой, а оставшуюся часть портрета изношенной иглой – смотри вариант (б) выше.
Новые функции
– Новые комбинированные режимы 0.250А, 0.300А, 0.350А, 0.400А. Комбинированный режим стал работать в 1.5 раза быстрее по сравнению с версией 7.2.
– Можно задать количество проходов строки от одного до 4-х. Используйте 3 или 4 прохода для гравировки глубоких надписей и орнаментов.
– Продолжение работы с прерванного места одним нажатием кнопки “Продолжить работу” при зависании или аварийной перезагрузке компьютера.
– Возможность начать гравирование с любой выбранной строки даже при отключенной нулевой точки станка. Удобно для возобновления прерванной работы при гравировке в режиме “Ячейки”.
– Отступы безопасности в режиме настройки картинки на камне (кнопка <F8>). Инструмент не соскочит с камня из-за неправильно заданных размеров и отступов картинки.
– Создание тестового цветового клина (градиента) в программе Engrave одним нажатием кнопки. Задаются размеры клина, количество полутонов и другие параметры.
– Сделать паузу и продолжить гравировку можно на пульте станка нажатием кнопки <D>. Удобно, если станок находится далеко от компьютера.
Удобно, если станок находится далеко от компьютера.
– Изменять силу удара A2/Amax в программе Engrave можно прямо в панели «Материал» клавишей <F7>. Для этого теперь не нужно переходить в полноэкранный режим.
Ваше мнение важно для нас
Уважаемые пользователи версии 8! Нам важно знать ваше мнение о работе новой системы, обнаруженных ошибках и рекомендациях, какие полезные функции вы хотели бы получить в будущих версиях. Просим вас отправлять свои отзывы на нашу электронную почту. Мы примем к сведению все ваши замечания и обязательно учтем их в наших разработках.
Тем, кто выскажет ценные предложения, мы предоставим в подарок существенные скидки на приобретение новых версий системы.
Наш адрес e-mail: [email protected] (в письме сделайте пометку “Версия 8”)
Ударно-гравировальный станок Миртелс Леонардо TC90170.
Миртелс Леонардо TC90170 – наибольший по габаритам рабочей зоны ударно-гравировочный станок из новой серии оборудования нашей компании.
Характерные для флагмана серии внушительные габариты зоны гравировки 90×170 см вкупе с достоинствами станка, приобретенными им в результате обновления, наверняка заинтересуют дальновидных владельцев гравировальных мастерских. Если Вы намереваетесь развивать свой бизнес с прицелом на наиболее платежеспособную категорию покупателей, которой по карману заказ ростовых и иных крупногабаритных памятников со значительной площадью гравировки, именно на TC90170 из серии ударных станков по камню Миртелс «Леонардо» Вас стоит обратить самое пристальное внимание.
ВНИМАНИЕ, АКЦИЯ!
При покупке любого гравировального станка по камню МИРТЕЛС Вы получите в подарок каталог оформлений памятников БЕСПЛАТНО!
Свяжитесь с нами
Ваше имя *
Ваш e-mail *
Ваш телефон *
Ваше сообщение
Нажимая кнопку “Отправить” Вы даёте согласие на обработку персональных данных согласно Политики конфиденциальности.
Технические характеристики станка Mirtels ТС90170
Наименование
Рабочая зона, мм
Способ гравирования
Методы гравирования
Глубина гравирования, мм
Напряжение питания, В
Драйвер
Гарантия
Mirtels TС90170
900×1700
Ударный
Точечный, амплитудный, комбинированный
0,1-0,5
Win7, Win8, Win10
Каталог оформлений для гравировки
Миртелс Леонардо TC90170: лучшее качество за меньшее время
Разумеется, значительная площадь гравирования без дополнительных манипуляций со стороны оператора не является единственным достоинством обновленного станка. Главным и существенным отличием стало выросшее качество гравировки различных материалов, различаемое визуально даже неспециалистом в подобных вопросах. Причины улучшенного переноса изображения на поверхность камня, стекла, пластмассы или иных материалов кроются в целом ряде факторов:
Главным и существенным отличием стало выросшее качество гравировки различных материалов, различаемое визуально даже неспециалистом в подобных вопросах. Причины улучшенного переноса изображения на поверхность камня, стекла, пластмассы или иных материалов кроются в целом ряде факторов:
- Новые алгоритмы гравировального процесса, определяющие характер расположение точек конечного изображения в единице обрабатываемой площади;
- Появление функции выполнения станком растеризированного изображения, которое создает эффект художественной ручной гравировки.
Как ни странно, несмотря на улучшение качества конечного изображения на поверхности заготовки скорость выполнения гравировальных работ на обновленном ударном гравере Миртелс Леонардо TC90170 не только не уменьшилась, но даже ощутимо выросла (на 50%). Это позволяет повысить производительность гранитной мастерской, оснащенной подобным оборудованием, и в конечном итоге, положительным образом скажется на прибыльности Вашего бизнеса.
Это позволяет повысить производительность гранитной мастерской, оснащенной подобным оборудованием, и в конечном итоге, положительным образом скажется на прибыльности Вашего бизнеса.
Сокращение времени, необходимого для изготовления одного гравированного памятника или надгробия, достигается в результате снижения длительности каждого этапа:
- Подготовка к гравировке. Новая версия ударного станка не предъявляет высоких требований к позиционированию заготовки, так как это оборудование для гравировки по камню способно выполнять гравировку даже на наклонной поверхности без смещения изделия.
- Непосредственно процесс гравировки. Помимо выросшей скорости ударного воздействия на поверхность камня или иного материала, станки Миртелс серии «Леонардо» за счет возможности мультислойной гравировки (ранее места наложения объектов гравировались иначе – последовательно выполнялся каждый слой) не осуществляют лишних перемещений в рабочей зоне, тем самым оптимизируя сроки выполнения задачи.


Ознакомиться с ВИДЕО-работой станков можно здесь
Mirtels TС90170: надежность и комфорт эксплуатации
Обновленная версия флагмана ударных станков Миртелс, не только сохранила, но и преумножила такие важные для покупателя достоинства оборудования как высокая надежность и комфорт эксплуатации. К качеству комплектующих и безупречности сборки конструкции, которая обеспечивает высокое качество изображения даже несмотря на вибрационный характер воздействия, а также к удобному в использовании авторскому программному обеспечению от компании Миртелс добавилась улучшенная ремонтопригодность. За счет оснащения станка съемным кабелей оси ОХ при ряде возможных проблем профессиональная помощь сервисного специалиста Миртелс необязательна – оператор может самостоятельно без каких-либо усилий заменить кабель и вернуть станок в строй.
Таким образом, даже при обработке заготовок с дефектами поверхности или неравномерностью окраса обязанности оператора гравировального станка остаются весьма простыми – осуществление подготовки изображения к перенесению на плиту и периодическое выполнение простых работ по замене гравировочных игл в головке и чистке оборудования. Стоит отдельно отметить, что обучение этим навыкам компания Миртелс обеспечивает каждого покупателя нашего оборудования или его представителя на бесплатной основе.
Стоит отдельно отметить, что обучение этим навыкам компания Миртелс обеспечивает каждого покупателя нашего оборудования или его представителя на бесплатной основе.
Цена Миртелс Леонардо ТС90170
Цена ударно-гравировального станка по камню Миртелс Леонардо ТС90170 будет предоставлена по пользовательскому запросу. Если Вас интересует стоимость этой модели или иного оборудования, производимого нашей компанией, неуказанные в таблице технические характеристики, условия его поставки или иные вопросы, обратитесь в ближайшее к Вам региональное отделение Миртелс. Их контакты и адреса которых указаны на отдельной странице нашего ресурса.
Наши менеджеры будут рады дать на них квалифицированные и исчерпывающие ответы, после которых, как мы надеемся, у Вас не останется ни малейших сомнений по поводу правильности варианта приобретаемого оборудования для оснащения гранитной мастерской.
- Отзывы
- Оборудование для гравировки
- Станки по камню
- Купить станок для гравировки камня
- Купить гравировальный станок
- Настройка, ремонт, обслуживание гравера
- Станок ЧПУ по камню
- Гравировальные аппараты
- Гравер купить
- Граверы купить
- Гравировальный станок Леонардо
- Гравировальный станок Роботикс
- Инструмент для гравировки камня
- Ударный гравер купить
- ЧПУ станок купить
Изготовление барельефа, насколько быстро работает мой фрезерный станок с ЧПУ?
Вы когда-нибудь задумывались, достаточно ли быстр ваш станок с ЧПУ для выполнения барельефа?
Или почему время выполнения одного и того же барельефа на одном и том же типе мрамора одним и тем же инструментом и с одной и той же подачей резания отличается на разных станках?
А что, если барельеф можно было бы сделать за три часа, а не за пять?
Как насчет различий между экономичным ЧПУ и более дорогим?
Как и в любой отрасли, существует множество производителей и моделей машин. Вы можете создать барельеф на любом станке с ЧПУ, но время и качество конечной работы будут отличаться для каждого станка.
Вы можете создать барельеф на любом станке с ЧПУ, но время и качество конечной работы будут отличаться для каждого станка.
Когда мы говорим о станках с числовым программным управлением (фрезерных станках с ЧПУ или обрабатывающих центрах) как в области обработки мрамора, так и в других секторах, очень важным фактором является баланс между качеством отделки и временем выполнения .
Это соотношение зависит от качества динамики движения, обеспечиваемого модулем ЧПУ, управляющим осями станка с ЧПУ . Когда программа обработки загружается в ЧПУ, на практике станок указывает только траектории, которые должен выполнять инструмент. Но внутри NC вычислит, как выполнять эти траектории с точки зрения скорости, ускорения и замедления.
Машина с «идеальной» динамикой — это машина, имеющая:
- Максимальная точность обработки
- Максимальное качество отделки
- Минимальное время обработки
- Минимальная нагрузка на механические компоненты
Очевидно, что существуют компромиссы, которые зависят от области применения машины: камень, дерево, пластик и т. д. Область применения, а значит, и конечный продукт диктует целый ряд требований, которым должна соответствовать машина. Каждое приложение имеет свои собственные требования к скорости обработки, точности и качеству конечного продукта.
д. Область применения, а значит, и конечный продукт диктует целый ряд требований, которым должна соответствовать машина. Каждое приложение имеет свои собственные требования к скорости обработки, точности и качеству конечного продукта.
Калибровка динамики на фрезерном станке с ЧПУ, который обрабатывает мрамор и гранит, сильно отличается от калибровки на станках по дереву, форексу, алюминию или плексигласу.
Таким образом, в зависимости от требуемой точности/минимальной отделки и типа механики, которая приводит в движение машину (ШВП, шестерни, рейки, ремни), необходимо откалибровать параметры динамики, чтобы свести к минимуму выполнение время выполнения части работы.
Эти параметры зависят от типа ЧПУ, установленного на станке.
Чем продвинутее CN, тем больше параметров вы сможете контролировать, что сокращает время выполнения данного процесса. Это позволит вам получить высокоточную отделку в более короткие сроки.
Наш пантограф Next с ЧПУ для работы с мрамором и гранитом управляется мощным процессором CN OSAI Open-Smart последнего поколения. Мы выбрали его за его надежность и ряд параметров, которые позволяют нам управлять многими аспектами цикла обработки.
Мы выбрали его за его надежность и ряд параметров, которые позволяют нам управлять многими аспектами цикла обработки.
Вот некоторые параметры, которые обеспечивают отличные скоростные характеристики при выполнении барельефов на мраморе:
- Ускорение и замедление типа рампы
Параметр, определяющий тип ускорения и замедления осей. Вы можете выбирать между линейной рампой, нелинейной S-образной рампой, трапециевидной рампой и рампой с ограничением рывков.
- DLA — Предварительный просмотр замедлений (см. далее)
Алгоритм, учитывающий блоки движения, составляющие профиль и следующие за блоком в исполнении, для пересчета скорости выхода из различных тел с учетом учитывать тип профиля для прогнозирования замедления на поворотах.

- Максимальный скачок скорости на углу
Параметр, определяющий максимальный скачок скорости для осей на краю.
- CRV – Параметр оптимизации скорости
Этот параметр используется для оптимизации расчетного значения скорости в случае искривленных участков, описываемых последовательностью очень толстых точек или «шума».
- MOA – Motion Auxiliary
Позволяет динамически фильтровать небольшие движения, чтобы избежать задержек и гарантировать достижение запрограммированной квоты.
- ERF – Ошибка формы
Переменная ERF используется для проверки ошибки формы во время работы профиля, когда активирован фильтр средних точек. Алгоритм ERF, начиная с максимальной ошибки, заданной этим параметром, вычисляет заданный угол между двумя смежными движениями и количество точек фильтра, скорость, с которой угол должен быть обработан. - Как упоминалось выше, это лишь некоторые из параметров для управления динамикой движения, присутствующих в ЧПУ OSAI.

Благодаря CN этого уровня в фрезерном станке с ЧПУ Далее у вас есть возможность настроить конфигурации в соответствии с тем, что вам нужно, и материалом, с которым вы работаете. Например, вы можете изменить конфигурации, чтобы они подходили для резьбы по камню или дереву, или вы можете отдать предпочтение точности, а не времени выполнения.
Конфигурация стандартной динамической обработки нашего фрезерного станка с ЧПУ оптимизирована для минимизации времени обработки мрамора и гранита с особым упором на выполнение барельефов. Наш фрезерный станок с ЧПУ Next способен изготовить барельеф размерами 140 х 160 мм, с шагом 0,3 мм и с подачей 1000 мм/мин всего за 50 минут.
Специальное инверторное решение для гравировального станка_Новости компании
Специальное инверторное решение для гравировального станка
I. Резюме
Резюме
В настоящее время гравировальные станки с ЧПУ постепенно становятся важным профессиональным инструментом для производства в различных отраслях промышленности. С развитием технологии числового программного управления с ЧПУ и высокопроизводительного инверторного контроллера и сервоприводного оборудования в различных производственных отраслях, гравировальный станок с ЧПУ стал основной конфигурацией современной гравировальной промышленности.
Система шпинделя является важным компонентом гравировального станка с ЧПУ, и его производительность оказывает решающее влияние на производительность гравировального станка с ЧПУ. Являясь сердцем шпиндельной системы, преобразователь частоты является незаменимым ключевым компонентом.
Во-вторых, состав и принцип работы гравировального станка
Сегодняшний основной гравировальный станок с ЧПУ состоит из трех частей: компьютера, контроллера гравировального станка и гравировального станка. Его принцип работы заключается в разработке и наборе рисунка с помощью специального программного обеспечения для гравировки, настроенного на компьютере, и передаче информации о дизайне и наборе в гравюру через компьютер.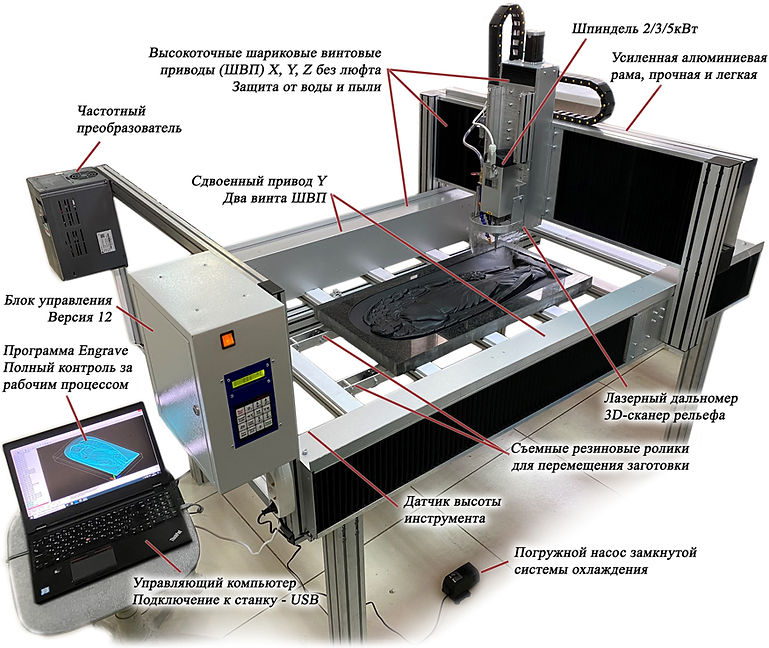
В-третьих, система управления шпинделем с ЧПУ
m Система шпинделя является важным компонентом гравировального станка с ЧПУ, и его производительность оказывает решающее влияние на производительность гравировального станка с ЧПУ.
Гравировальный станок с ЧПУ требует, чтобы система шпинделя допускала бесступенчатое изменение скорости. В настоящее время инвертор приводится в действие асинхронным двигателем переменного тока. В двигателе шпинделя используется двухполюсный высокоскоростной бесщеточный двигатель с водяным охлаждением, который имеет низкий уровень шума и большую силу резания. Рабочая скорость обычно составляет 0~24000 об/мин, а соответствующая рабочая частота инвертора составляет 0~400 Гц. Чтобы повысить эффективность обработки, большой гравировальный станок оснащен несколькими шпиндельными головками, а один инвертор одновременно управляет несколькими шпиндельными двигателями.
Благодаря своей уникальной сверхпроизводительности и превосходной экономичности, преобразователь частоты 玮 (южно-итальянский) отвечает требованиям широкого диапазона скоростей вращения шпинделя, высокой стабильности скорости, сильной перегрузочной способности, низкоскоростного крутящего момента и короткого времени разгона и торможения. Эксплуатационные характеристики отечественного рынка гравировальных станков занимают значительную долю рынка.
Эксплуатационные характеристики отечественного рынка гравировальных станков занимают значительную долю рынка.
Среди них маломощный мини-индуктивный инвертор векторного типа серии WK9600 отличается небольшим размером и экономичностью и широко используется в системах гравировальных станков с мощностью шпинделя менее 3,7 кВт. Кенкен WK9Высокочастотный преобразователь серии 600 подходит для мощных шпинделей. Обладает высокой мощностью и стабильным крутящим моментом при резке. Он широко используется в гравировальных станках и системах гравировальных и фрезерных станков мощностью 5,5 кВт и выше.
В-четвертых, электрическая схема системы шпинделя и настройки параметров инвертора
Система питания гравировального станка имеет однофазное напряжение 220 В и трехфазное напряжение 380 В. В большинстве моделей используется однофазное питание 220 В. Метод электропроводки делится на следующие два в зависимости от различных способов подачи источника частоты:
1, источник частоты шпинделя – аналоговый заданный путь
Источник частоты инвертора использует аналоговый выходной сигнал 0~10В системы числового управления, и соответствующая рабочая частота составляет 0~650Гц. Таким образом, шпиндель можно бесступенчато регулировать, а скорость резания шпинделя можно изменять в режиме реального времени в соответствии с различными объектами гравировки или процессами гравировки. Он широко используется в гравировальных станках среднего и высокого класса, которые требуют более высоких и точных процессов гравировки.
Таким образом, шпиндель можно бесступенчато регулировать, а скорость резания шпинделя можно изменять в режиме реального времени в соответствии с различными объектами гравировки или процессами гравировки. Он широко используется в гравировальных станках среднего и высокого класса, которые требуют более высоких и точных процессов гравировки.
AI1/ACOM принимает аналоговый сигнал 0~10 В, выдаваемый контроллером. Это значение напряжения пропорционально частотному диапазону регулирования скорости, установленному параметром в инверторе. X5/DCOM — это сигнал прямого вращения инвертора. Когда контроллер посылает сигнал вращения вперед, срабатывает выходное реле на контроллере, нормально разомкнутый контакт реле замыкается, и сигнал подается на инвертор. Когда инвертор выбирает трехфазный вход, его можно подключить к клеммам R, S и T. TA/TB/TC — релейный выход инвертора. Обычно выбирается выход сигнала неисправности инвертора, который подключается к контроллеру гравировального станка или внешнему контуру индикации неисправности.
В-пятых, основные функциональные параметры инвертора устанавливаются следующим образом:
1. Источником частоты шпинделя является заданный режим многоскоростной скорости.
В соответствии с требованиями обработки гравировального станка пользователь заранее устанавливает несколько рабочих частот шпинделя в параметрах инвертора. Когда система числового программного управления требует различных частот шпинделя, многоканальные цифровые сигналы, выдаваемые контроллером гравировки, устанавливаются в соответствии с предустановкой. Преобразователь частоты, соответствующий комбинированному режиму, устанавливает рабочую частоту и может быстро реагировать на требования скорости шпинделя в программе гравировки, написанной пользователем, чтобы гравировка достигла наилучшего эффекта. Шпиндель, работающий в этом режиме, не регулируется бесступенчато и может работать только на фиксированном числе частот. Обычно он используется в тех случаях, когда требуется, чтобы процесс гравировки был низким, а гравировальный станок – на нижнем конце.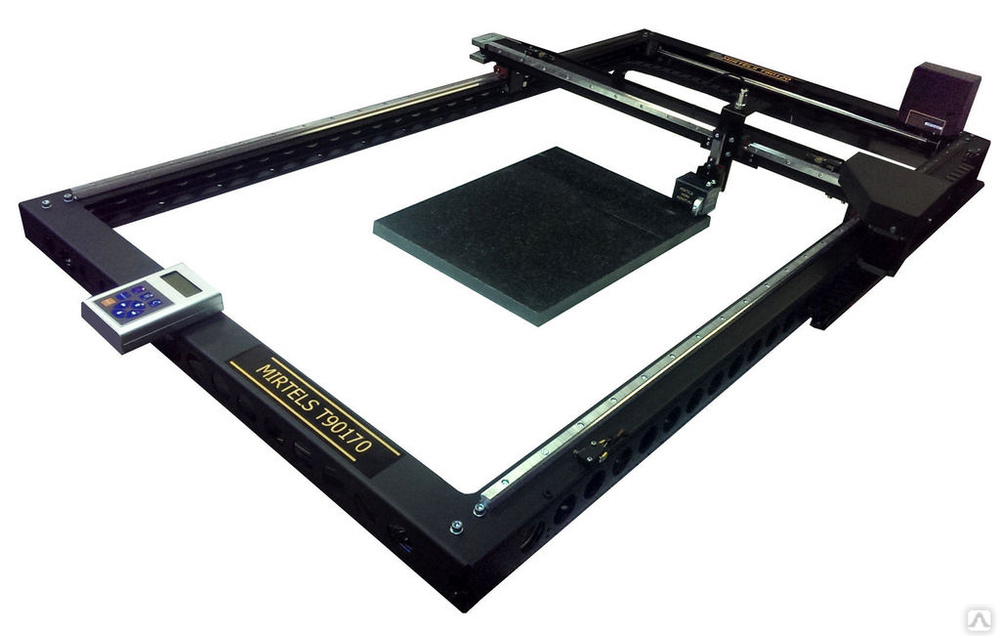
X5/DCOM — это сигнал вращения инвертора вперед, а контроллер гравировального станка отправляет сигнал вращения вперед для запуска двигателя шпинделя. X1/X2/X3/DCOM — это цифровой сигнал, выбранный для многоскоростного режима. Подключенный к пассивному выходному контакту контроллера гравировального станка, инвертор работает в соответствии с различными комбинациями сигналов X1, X2 и X3.
Если заказчику требуется более короткое время торможения, можно подключить тормозной резистор, чтобы получить доступ к P+/PB клеммы главной цепи. Мощность тормозного резистора можно выбрать, обратившись к классу мощности машины в приложении к руководству.
2, требования к производительности гравировального станка
※Колебание скорости небольшое в полном диапазоне скоростей.
※Крутящий момент на низкой скорости велик, что может гарантировать резку на низкой скорости.
※Время разгона и торможения максимально короткое.
Самая низкая скорость резания может быть ниже 500 об/мин. Благодаря многосекционной кривой VF преобразователь может управлять различными увеличениями крутящего момента на высоких и низких скоростях, поэтому он может соответствовать требованиям высокоскоростного гравировального станка. Конкретные параметры ввода в эксплуатацию (для номинальной частоты 400 Гц, номинального напряжения 380 В, номинальной скорости 24000):
Благодаря многосекционной кривой VF преобразователь может управлять различными увеличениями крутящего момента на высоких и низких скоростях, поэтому он может соответствовать требованиям высокоскоростного гравировального станка. Конкретные параметры ввода в эксплуатацию (для номинальной частоты 400 Гц, номинального напряжения 380 В, номинальной скорости 24000):
P0-01 2: Управление V/F
P0-02 1: Канал команд клеммы
P0-03 2: AI1
P0-10 Максимальная частота: 400,00 Гц
P0-12 Верхний предел частоты: 400,00 Гц
P0-17 Время разгона: 20~30 с
P0-18 Время торможения: 20~30 с
Группа P1 (параметры двигателя), ввод в соответствии с паспортной табличкой высокоскоростного двигателя.
P3-00 1: Многоточечная кривая V/F
P3-02 Предельная частота подъема: 400,0 Гц
P3-03 Точка частоты V/F 1 0,0 Гц
P3-04 Точка напряжения V/F 1 2 .0~ 4,0 %
P3-05 Точка частоты V/F 2 100,0 Гц
P3-06 Точка напряжения V/F 2 26,0~30,0 %
P3-07 Точка частоты V/F 3 300,0 Гц
P3-08 Точка напряжения V/F 3 75,0~80,0%
состояние резки.