Сварочный инверторный аппарат Ресанта САИ-220 65/3
Инверторный сварочный аппарат Ресанта САИ-220 подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Одна из самых оптимальных моделей с прекрасным соотношением габаритов и мощности. Аппарат простой в использовании, не требует специальных знаний, так что разобраться с ним не стоит и труда даже новичку. Широкий ремень позволяет удобно носить аппарат на плече.
Особенности:
- Электроника сварочного аппарата плавно регулирует ток, что позволяет проводить сварочные работы различной сложности.
- Аппарат подключается к обычной однофазной розетке с напряжением 220В, не чувствителен к перепадам напряжения сети.
- Без проблем справляется с металлическими конструкциями толщиной до 5 мм, не теряя мощности и расходуя минимум электроэнергии.


Преимущества:
- Высокое качество сварных швов. Это достигается за счёт лёгкого поджига электрической дуги с её устойчивым горением. При этом отмечается малое разбрызгивание сварного металла;
- Одно из главных преимуществ – качественный шов даже при низком напряжении сети, что сильно упрощает работы даже загородом;
- Металлический корпус является надежной защитой от внешних воздействий;
- Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В. Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть;
- Охлаждение сварки за счет вертикальной установки платы и оптимального расположения кулеров, что является уникальным технологическим решением;
- Функция горячего старта («HOT START») упрощает начало работы, а анти-залипание («ANTI STICK») автоматически снизит сварочный ток при «залипании» электрода;
- Малые габариты являются существенным преимуществом и значительно упрощают сварочные работы, а ремень позволяет перемещаться с аппаратом по всей территории;
- На передней панели имеется лампочка-индикатор для защиты от внезапного перегрева;
- Класс защиты IP21 означает защиту от попадания прямых капель и внешнего воздействия;
- Аппарат имеет плавную регулировку силы тока, понятную даже новичку;
- Автоматическая защита от перегрева;
- Самый высокий ПВ (время непрерывной работы) на рынке России;
- Высокая электробезопасность, обеспечиваемая большим количеством схем защиты (от электрического перенапряжения, перегрузки или перегрева и т. п;
- №1 на рынке сварочного оборудования России.
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-220
Изделие выполнено в металлическом корпусе, на передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении САИ и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
 Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
|
Диаметр электродов (мм) |
Ток (А) |
|
1,6 |
25-50 |
|
2 |
50-70 |
|
2,5 |
60-90 |
|
3,2 |
90-140 |
|
4 |
130-190 |
|
5 |
160-220 |
|
6 |
200-315 |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе.
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 85 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 2 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 4 метра рабочего пространства. Для более удобной работы достаточно обычного удлинителя нужного сечения.
Индукционный нагреватель из сварочного инвертора, сделанный своими руками
Принцип нагрева металла вихревыми токами, индуцируемыми внешним электромагнитным полем, известен достаточно давно. Плавильные индукционные тигельные печи используются в металлургии с начала прошлого века.
Идея использовать индукционный нагрев в системах отопления начала реализовываться в конце прошлого века. Наряду с промышленными установками, стали появляться самодельные устройства, в том числе такие, как индукционный нагреватель из сварочного инвертора.
Принцип работы в системе водяного отопления
Источником рабочего электромагнитного поля индукционного нагревателя служит индуктор, представляющий собой катушку из проводникового материала. Индуктор индукционного нагревателя подключен к источнику переменного тока высокой частоты. Внутрь катушки, где поле наиболее интенсивно, помещается металлический предмет, служащий магнитным сердечником.
Под воздействием поля индуктора в толще стального сердечника происходит намагничивание зерен структуры металла (доменов). Вектор магнитной индукции каждого домена изменяет своё направление с частотой внешнего поля. В результате индуцируются так называемые вихревые токи, быстро разогревающие металл сердечника.
Теперь представим, что роль сердечника играет стальная труба отопления, по которой движется теплоноситель. Получая энергию в результате индукционного нагрева, труба отдает тепло циркулирующей жидкости. Так происходит разогрев системы водяного отопления.
Источник напряжения высокой частоты
Создание своими руками высокочастотного блока питания для индукционного нагревателя хоть и не относится к разряду невыполнимых задач, все же под силу далеко не каждому. И здесь на помощь может прийти готовое устройство, обычный бытовой сварочный инвертор.
Из сведений об устройстве сварочного инвертора известно, что в нем происходит формирование переменного напряжения с частотой до нескольких десятков килогерц.
То есть, сварочный инвертор представляет собой готовый мощный источник тока высокой частоты, который можно использовать для питания индуктора. Многочисленные примеры реализации этой идеи подтверждают возможность создания установки для индукционного нагрева металла из сварочного инвертора.
Подключение к индуктору
Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Рекомендуемое число витков – от 80 до 100. Сечение провода обычно составляет 2,5 – 4 мм2. В качестве сердечника можно использовать саму трубу отопления, но практические опыты показали, что вода при этом греется слабо. Поэтому была опробована другая конструкция сердечника.
Для более интенсивного нагрева теплоносителя в качестве сердечника предложено использовать отрезок пластиковой трубы, заполненный обрезками стальной проволоки, диаметром 5 – 6 мм.
При такой схеме происходит индукционный нагрев проволоки, обтекаемой теплоносителем. За счет увеличения площади теплообмена вода нагревается значительно интенсивней. Участок трубы с проволокой следует ограничить стальными сетками с обеих сторон, во избежание попадания обрезков в систему отопления.
Что касается собственно подключения сварочного инвертора, то рекомендации тех, кто сделал индукционный нагреватель своими руками, несколько неоднородны.
Так, часть советов сводится к изготовлению дополнительного промежуточного трансформатора, во вторичную обмотку которого включается индуктор с конденсатором.
Другая часть мастеров просто наматывают один виток медного провода на тороидальный высокочастотный трансформатор сварочного инвертора и напрямую к нему подключают индуктор.
В любом случае, не следует использовать выводы + и — сварочного инвертора, с которых осуществляется сварка. Напряжение на них выпрямленное, с наложенными высокочастотными пульсациями. Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.
Преимущества
Реальными преимуществами индукционных нагревателей являются:
- надежная гальваническая развязка цепей нагревателя с системой отопления;
- более мягкий режим работы индуктора по сравнению с обычными электрическими нагревателями.

Описывая нагреватели такого типа, сторонники этого вида отопления обычно приводят большой список других преимуществ, однако, некоторые из них явны вымышленные.
Так, ожидать экономию электроэнергии, применяя эти нагреватели, не стоит. Коэффициент полезного действия обычных электрических котлов близок к 100%, более эффективно использовать электроэнергию, потребляемую нагревателем, просто невозможно.
Как сделать индукционный нагреватель из сварочного инвертора своими руками
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Преимущества индукционного нагревателя
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.

Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока. Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор. Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент. Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Ниже предоставлена электрическая схема индукционного нагревателя.
На следующем фото показано, как работает индукционный нагреватель металла.
Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео.
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат. Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.

Совет! Если предполагается, что индукционная печь будет работать длительное время на большой мощности, то к трубке рекомендуется подвести водяное охлаждение.
Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока. Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита, на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.

Совет! Вместо стальной проволоки допускается использовать металлическую губку из нержавейки. Но перед покупкой их проверяют магнитом: если мочалка притягивается магнитом, то ее можно использовать в качестве нагревателя.
Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки. Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.
На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски, на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.
Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.
Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.
Далее, котел врезается в систему отопления по схеме, приведенной ниже.
Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока. В данном случае – это видоизмененный инвертор.
- Индукционный нагреватель.
- Элементы безопасности. В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны. Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос. Благодаря ему вода сможет двигаться по отопительной системе.
- Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления. Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.

Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Как выбрать инверторный сварочный аппарат для дома и дачи
Сварка металлов уже многие десятилетия считается самым быстрым и надёжным их соединением. Электрическая сварка, по сравнению с газовой, намного предпочтительней и безопасней, поскольку не предполагает использование взрывоопасных газов – ацетилена и кислорода.
Электросварка металлов осуществляется дугой, которая образуется между электродами при низком напряжении и большой силе тока. В старых моделях сварочных аппаратов такая дуга формировалась вторичной обмоткой понижающего трансформатора. Современные сварочные аппараты представляют собой электронные устройства с двойным преобразованием напряжения – или инверторы.
Разновидности
Инверторные устройства для электросварки металлов отличаются достаточно компактными размерами, надёжностью и невысокой стоимостью. Сейчас личный сварочный аппарат в гараже или на даче может себе позволить любой желающий. Чтобы определить, какой сварочный аппарат-инвертор лучше, нужно немного разобраться в их модификациях и типах сварки.
По мощности, сварочные инверторы принято разделять на три группы:
- Малой мощности;
- Средней мощности;
- Большой мощности.
От этого параметра зависят возможности аппарата и его функционал. Маломощный сварочный инвертор работает от однофазной сети 220В и обеспечивает рабочий ток до 200 ампер, что позволяет выполнять работы MMA с электродами до 5 мм.
Устройства средней мощности выдают сварочный ток от 10 до 300 ампер. В зависимости от модели, они могут подключаться к сети 220/380В и позволяют выполнять работу в режимах MMA, MIG/MAG и TIG.
Мощные инверторы обеспечивают ток от 45 до 600 ампер и обладают большими функциональными возможностями.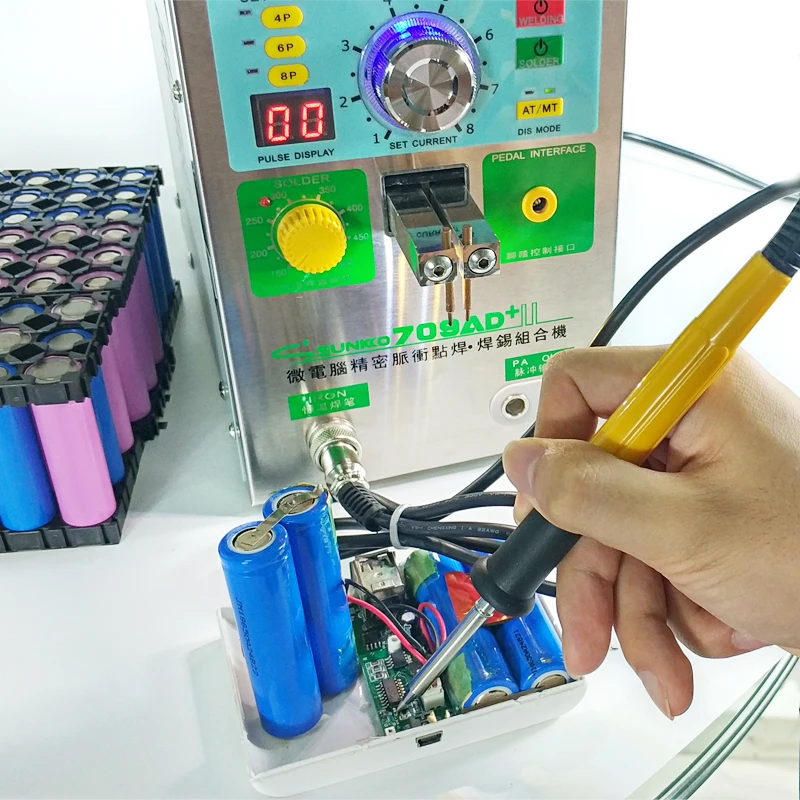 Встроенный микропроцессор позволяет запоминать до 99 рабочих режимов и диагностировать внутренние неисправности.
Встроенный микропроцессор позволяет запоминать до 99 рабочих режимов и диагностировать внутренние неисправности.
В технической литературе могут использоваться следующие обозначения:
При сварочных работах наибольшее распространение получила сварка MMA. В российской документации она может обозначаться РДС (ручная дуговая сварка). Сварочная дуга зажигается между электродом и деталью. Электроды покрыты специальным составом, который улучшает воспламенение и способствует стабильному горению.
MIG и MAG – это обозначение полуавтоматического сварочного процесса, в среде нейтрального газа, с использованием присадочной проволоки. Этот процесс применяется на промышленных сварочных установках.
Ручная сварка с применением неплавящегося молибденового или вольфрамового электрода в газовой среде обозначается TIG (WIG). Так как в качестве газа обычно применяется аргон, то сварка может сокращённо называться АДС или аргонно-дуговая сварка.
Кроме сварочных работ в отдельных случаях может применяться плазменная резка металла, которая в специальной литературе обозначается CUT. Для этого применяется специальная горелка и источник газовой струи.
Принцип работы сварочных инверторов
Сварочные аппараты инверторного типа работают на принципе двойного преобразования питающего напряжения. Весь процесс происходит в несколько этапов:- Выпрямление сетевого напряжения;
- Преобразование его в напряжение высокой частоты;
- Понижение величины напряжения;
- Выпрямление полученного напряжения.
Напряжение сети 220/380 вольт через сетевой фильтр поступает на мост из мощных кремниевых диодов, где выпрямляется. Фильтр препятствует проникновению сетевых импульсных помех на электронную схему сварочного инвертора. Пульсации полученного напряжения сглаживаются конденсаторами большой ёмкости.
Фильтр препятствует проникновению сетевых импульсных помех на электронную схему сварочного инвертора. Пульсации полученного напряжения сглаживаются конденсаторами большой ёмкости.
Далее постоянное напряжение, порядка 310 вольт, преобразуется в переменное импульсное напряжение высокой частоты. Её величина может находиться в интервале 40-80 кГц. Преобразование (инвертирование) осуществляется мощными IGBT или MOSFET полупроводниковыми элементами. Из-за рассеивания большого количества тепла, транзисторные ключи устанавливаются на мощных радиаторах. Инвертор работает под управлением ШИМ контроллера.
Импульсы с выхода преобразователя поступают на первичную обмотку трансформатора, который предназначен для понижения напряжения до оптимальной величины. Использование высокой частоты позволило добиться очень маленьких габаритов трансформатора. Если обычный сварочный трансформатор на 160А весит около 20 кг, то импульсный сварочный преобразователь весит не более 4 кг.
Последним элементом схемы сварочного инвертора является диодный выпрямитель. Поскольку для такой частоты обычные диоды не годятся, в выпрямителе применяются высокоскоростные диодные сборки. Это могут быть обычные элементы или диоды Шотки. Они монтируются на радиаторах.
Поскольку для такой частоты обычные диоды не годятся, в выпрямителе применяются высокоскоростные диодные сборки. Это могут быть обычные элементы или диоды Шотки. Они монтируются на радиаторах.
Для получения оптимального температурного режима в конструкции сварочного преобразователя предусмотрен вентилятор. Важным элементом схемы инвертора является реле плавного пуска. Оно состоит из мощного резистора и конденсатора и предназначено для того, чтобы мощный электрический импульс, образующийся в момент включения прибора, не «выбил» диоды мостовой схемы.
Преимущества и недостатки
У сварочных аппаратов инверторного типа много достоинств и почти нет недостатков, что сделало эти устройства востребованными не только у профессионалов, но и у домашних умельцев.
Преимущества сварочных инверторов:
- Большая мощность;
- Высокое качество шва;
- Компактные габариты и вес;
- Экономичный расход электроэнергии;
- Дискретная и плавная регулировка тока;
- Дополнительные опции.

Устройство обеспечивает большой сварочный ток, который практически не зависит от габаритов. Выпускаются сварочные аппараты, которые комплектуются ремнём для ношения через плечо. Использование для сварки постоянного тока предотвращает разбрызгивание металла и обеспечивает очень качественный шов. У инверторных устройств большой КПД, отсюда экономия энергии. Сварочный ток можно регулировать в любых пределах. Современные сварочные инверторы могут иметь дополнительные опции, облегчающие работы сварщика.
К недостаткам инверторных аппаратов можно отнести:
- Высокую цену и дорогой ремонт, за счёт высокой стоимости комплектующих изделий;
- Сварочные преобразователи следует оберегать от пыли и загрязнений и регулярно продувать пылесосом и очищать мягкой кистью элементы электронной схемы;
- При попадании влаги внутрь корпуса, может произойти короткое замыкание и пробой полупроводниковых приборов;
- Не все сварочные аппараты такого типа могут работать в условиях низких температур.

Критерии выбора инвертора
Чтобы знать, как выбрать инверторный сварочный аппарат, необходимо разобраться в его основных характеристиках:
- Рабочий ток;
- Напряжение на электродах;
- Тип сварки;
- Продолжительность включения;
- Напряжение сети;
- Температурный режим;
- Дополнительные возможности.
От того, какой ток выдаёт сварочный инвертор, напрямую зависит толщина свариваемого металла. Напряжение холостого хода на электродах отличается от напряжения при сварке. В первом случае напряжение может быть равно 60-80 В, а сварочная дуга устойчива держится при напряжении 25-35 В. В бытовых условиях используется только ручная дуговая сварка (РДС) или MMA.
Продолжительность включения (ПВ) иногда называют полезным временем или продолжительностью нагрузки (ПН). Этот параметр указывается вместе с током, например, (150А – 80%). Это означает, что на указанном токе 20% времени сварочный аппарат должен остывать.
Практика показывает, что непрерывная сварка, особенно для домашних надобностей, не превышает 20%, а остальное время приходится на замену электрода, подготовку и зачистку шва.
Для подключения профессиональных сварочных аппаратов с большим током бытовая сеть не подходит, поэтому для питания мощных сварочных инверторов нужно ставить на силовом вводе дополнительный отвод.
Электронные сварочные аппараты достаточно критичны к температурным значениям среды. Большинство из них не предназначено для работы при температуре ниже – 10°C, поэтому при выборе аппарата нужно тщательно ознакомиться с его техническими характеристиками.
Какой сварочный инвертор лучше, можно определить по наличию дополнительных полезных опций:
- Активный старт;
- Форсаж сварочной дуги;
- Антиприлипание.
Активный старт позволяет легко зажечь дугу даже непрофессионалу. В момент касания электродом заготовки происходит мгновенное увеличение (бросок) сварочного тока.
 У разных моделей инверторных аппаратов эта величина может составлять от 20 до 90 процентов от установленной величины. Лучше всего, если этот параметр можно регулировать и отключать при необходимости, так как при сварке тонкого металла его можно прожечь. Форсаж работает похожим образом, только бросок тока происходит в процессе сварки, если дуга разрывается.
У разных моделей инверторных аппаратов эта величина может составлять от 20 до 90 процентов от установленной величины. Лучше всего, если этот параметр можно регулировать и отключать при необходимости, так как при сварке тонкого металла его можно прожечь. Форсаж работает похожим образом, только бросок тока происходит в процессе сварки, если дуга разрывается.Часто бывает, что при сварке электрод намертво прикипает к металлу, при этом возникает короткое замыкание. Функция «антиприлипание» в момент короткого замыкания отключает электронную схему, подающую напряжение на электрод. Это позволяет избежать выхода из строя полупроводниковых приборов сварочного инвертора.
Заключение
Чтобы определить, какой инверторный сварочный аппарат лучше для дома или для дачи, следует заранее знать, для чего он будет использоваться. Обычно в условиях загородного дома или приусадебного участка возникает необходимость сварочных работ при изготовлении небольших конструкций из металла.
Обычно в условиях загородного дома или приусадебного участка возникает необходимость сварочных работ при изготовлении небольших конструкций из металла.
Это может быть каркас для оранжереи забор из металлоконструкций или гаражный бокс. Для этих целей используется уголок, трубы или листовой прокат толщиной не более 5 мм. От силы тока зависит диаметр применяемого электрода.
При толщине металла до 2-х мм могут использоваться электроды диаметром 2,0-2,5 мм. При этом достаточно сварочного тока 60-80 ампер. Для металла 2-5 мм потребуются электроды диаметром 3-4 мм при силе тока 80-120 ампер. Для сварки металла 5-10 мм применяются электроды 4-6 мм, а величина сварочного тока может быть в интервале 130-230 ампер.
Из приведенных данных можно сделать вывод, что для индивидуального применения на дачном участке подойдёт сварочный аппарат инверторного типа, питающийся от однофазной сети 220 вольт с учётом колебаний напряжения сети 10-15%. Устройство должно обеспечивать сварочный ток до 160 ампер и иметь дополнительные опции.
Кроме того, на вопрос какой сварочный аппарат инвертор лучше, можно ответить однозначно – конечно отечественного производства. Европейские модели стоят дорого, приобретая китайский товар можно получить совсем не те параметры, что написаны в паспорте, а вот с российскими инверторами проблем не будет, поскольку они прекрасно адаптированы под наши электрические сети.
| 						Модель | 											JLCG-3 | 											JLCG-6 | 											JLCG-10 | 											JLCG-20 | 											JLCG-30 | 											JLCG-40 | 											JLCG-60 | 											JLCG-100 | 				
| 						Входная мощность стремление | 											Однофазный 220 В, 50/60 Гц | 											3 этап 380V 50/60Гц | 				||||||
| 						Покачайте мощность max | 											3КВТ | 											6 КВТ | 											10 квт | 											20КВТ | 											30КВТ | 											40КВТ | 											60КВТ | 											100 квт | 				
| 						Макс. входной ток | 											14A | 											28A | 											20A | 											32A | 											45A | 											60A | 											90A | 											152A | 				
| 						Колебания частоты | 											0,5-1,1 МГЦ | 											0.2-1.1 МГЦ | 											200-500КГЦ | 											50-250КГЦ | 											50-200КГЦ | 											50-200КГЦ | 											50-150КГЦ | 											50-150КГЦ | 				
| 						Стремление охлаждающей воды | 											>0.2MPa 2-6 л/мин | 											0.3Mpa≥6 л/мин. | 											0.5Mpa≥6 л/мин. | 				|||||
| 						Рабочий цикл | 											100% 40 °C | 				|||||||
| 						вес нетто | 											15кг | 											25кг | 											30кг | 											25кг/15кг | 											30кг/20кг | 											35кг/25кг | 											45кг/35кг | 											60кг/40кг | 				
| 						Длина кабеля | 											2-6(М) | 				|||||||
SUNKKO737DH Мини-точный индукционный сварочный аппарат с задержкой импульса и педалью педали ( Товар#: E11775-EU )
Это своего рода машина точечной импульсной сварки высокого качества, многофункциональная, поддерживает интеллектуальную индукционную сварку, сварку с педальным управлением, мобильную точечную сварку. Сварочный импульс настраиваемый дизайн, он может быть объединен для достижения различных импульсов, максимум 18 импульсов. Паяные соединения точные и красивые, а толщина никелевого листа может быть приварена на 0,05-0,35 мм. Вы можете попробовать.
Сварочный импульс настраиваемый дизайн, он может быть объединен для достижения различных импульсов, максимум 18 импульсов. Паяные соединения точные и красивые, а толщина никелевого листа может быть приварена на 0,05-0,35 мм. Вы можете попробовать.Особенности:
Многофункциональный, поддержка интеллектуальной индукционной сварки, сварка педалью, мобильная точечная сварка.
Сварочный импульс настраиваемый дизайн, он может быть объединен для достижения различных импульсов, максимум 18 импульсов.
Два режима сварки легко переключаются в режим индукционной точечной сварки или в режим управления педалью.
Выходной ток в реальном времени для каждой операции отображается.
Паяные соединения точные и красивые, а толщина никелевого листа может быть приварена на 0,05-0,35 мм.
Имея функцию таймера, вы можете выбрать время задержки 0,6 с, 0,5 с, 0,4 с, или оно может быть добавлено к задержке 1,5 с.
Характеристики:
Имя: Машина точечной сварки
Модель: SUNKKO 738AL
Входное напряжение: 110 В / 220 В ± 20 В
Сварочный ток: 120А-1200А
Мощность: 4,3 кВт (мгновенное значение)
Время двойных импульсов: 1-10 мс
Время четырех импульсов: 2-20 мс
Время восьми импульсов: 8-80 мс
Сварочная ручка сварочная область: 0,05-0,25 мм
Сетка с фиксированной головкой: 0,15-0,35 мм
Ручка точечной сварки:
Регулирующее расстояние игл: 2-7мм
Длина: ок. 580мм
580мм
Площадь кабеля: 16м㎡
Размер сварочных игл: 1,5 * 1,5 * 7 мм / * * в
Размер элемента: 140 * 245 * 200 мм / 5,51 * 9,65 * 7,87 дюйма
Вес изделия: 5,7 кг / 12,57 фунтов
Размер упаковки: 320 * 180 * 320 мм / 12.60 * 7.09 * 2.60in
Вес упаковки: 7,5 кг / 16,53 фунтов
Товарная накладная:
1 * машина точечной сварки
Ручка для точечной сварки 1 * 70BN
1 * педаль
1 * Иглошлифовальный станок
1 * Джиг
4 * точечный сварочный штифт
2 * Маленький точечный сварочный штифт
2 * Предохранитель
1 * шестигранный ключ
50 * никелированный лист (0,1 * 4 * 100 мм)
50 * никелированный лист (0,15 * 8 * 100 мм)
1 * Руководство
Как угробить сварочный аппарат.
Как угробить сварочный аппарат.
Как бы ни была прочна техника, и как бы долго инженеры не ломали головы в лабораториях НИОКР, над тем как продлить срок службы источников, у сварщика всегда есть возможность для неверной эксплуатации аппарата, при которой все усилия разработчиков сводятся к нулю.
В данной статье речь пойдет о причинах выхода из строя инверторных сварочных аппаратов. В первой части вы ознакомитесь с конкретными условиями возникновения поломок, во второй части коснёмся устройства инверторов и влияния неблагоприятных условий на их работоспособность.
Для инверторной сварочной техники ахиллесовой пятой являются нештатные параметры питающей сети – которые могут угробить любой инвертор в очень сжатые сроки.
На практике поломки могут возникать в следующих случаях:
- Дефицит мощности;
- Неверный подбор генератора;
- Недостаточное сечение удлинителей.
Недостаточная мощность источника питания сварочного аппарата. Скачки напряжения в сети. Если на Ваш гаражный бокс приходит 3 кВт электрической мощности, а инвертор требует 5 или 6 кВт, – аппарат рано или поздно выйдет из строя. Допустим, что в вашем гаражном кооперативе из 20 боксов – установлен трансформатор на 25 кВА или 20 кВт.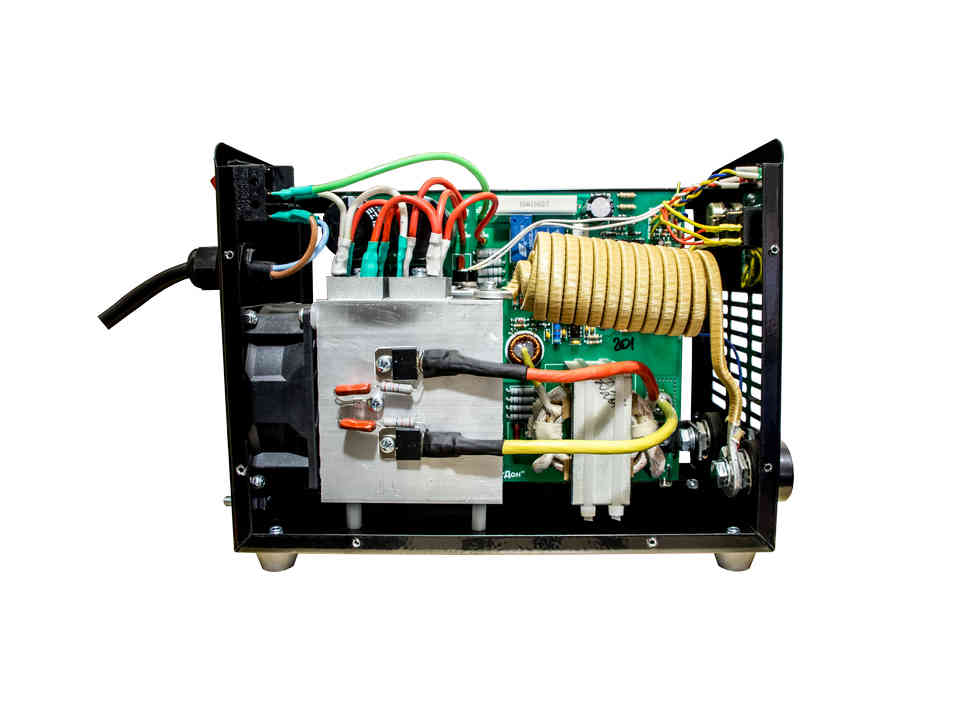 Это значит, что на каждый из гаражей приходится по 1 кВт выделенной мощности. Даже если представить, что половина гаражей необитаема, а владельцы второй половины редко появляются в гаражах одновременно, – 20 кВт это очень немного. Представим, что киловатт энергии уходит на освещение, ещё 6 киловатт пара соседей тратит на обогрев с помощью ТЭНов, трое автовладельцев используют болгарки (6кВт) и один решил достать с антресолей сварочный трансформатор (4 кВт (TELWIN NORDIKA 3250)), чтобы подготовить заборные столбы к установке на любимой даче. Получается, что 6 гаражей потребляют 17 кВт энергии, и если Вам необходимо запитать сварочный инвертор мощностью 5-6 кВт, то мощности ему будет явно не хватать.
Это значит, что на каждый из гаражей приходится по 1 кВт выделенной мощности. Даже если представить, что половина гаражей необитаема, а владельцы второй половины редко появляются в гаражах одновременно, – 20 кВт это очень немного. Представим, что киловатт энергии уходит на освещение, ещё 6 киловатт пара соседей тратит на обогрев с помощью ТЭНов, трое автовладельцев используют болгарки (6кВт) и один решил достать с антресолей сварочный трансформатор (4 кВт (TELWIN NORDIKA 3250)), чтобы подготовить заборные столбы к установке на любимой даче. Получается, что 6 гаражей потребляют 17 кВт энергии, и если Вам необходимо запитать сварочный инвертор мощностью 5-6 кВт, то мощности ему будет явно не хватать.
Неверный подбор генератора так же может быть причиной поломки сварочного инвертора. При использовании источников автономного энергоснабжения следует уточнить у производителя сварочного источника электростанция какой мощности необходима для работы. Приобретать генератор с меньшей мощностью в сравнении с рекомендованной, в надежде на работу на малых токах – не стоит. Переходные режимы при поджиге дуги и даже включении аппарата в сеть могут привести как к поломке сварочного источника, так и защитному отключению слабенького генератора.
Переходные режимы при поджиге дуги и даже включении аппарата в сеть могут привести как к поломке сварочного источника, так и защитному отключению слабенького генератора.
Использование удлинителей недостаточного сечения. При работе на большом удалении от розетки, не избежать применения удлинителей.
Увеличение протяжённости питающего кабеля и неверный подбор сечения – приводят к падению мощности и снижению напряжения на удлинителе. Чем длиннее Вы используете переноску, тем толще должны быть жилы кабеля. Для того, чтобы работа аппарата была стабильной, необходимо, чтобы сечение кабеля питания и удлинителя до 10 мсовпадали. Если переноска длиннее 10м – сечение кабеля должно быть большим чем питающий кабель аппарата. В интернете есть множество ресурсов, которые позволяют рассчитать сечение кабеля по длине и нагрузке, рекомендуем использовать данные ресурсы до момента подключения аппарата.
Ни в коем случае нельзя использовать кабели сечением 0. 75мм2, а так же пользоваться переносками на смотанных катушках. Оба эти варианта могут вывести аппарат из строя.
75мм2, а так же пользоваться переносками на смотанных катушках. Оба эти варианта могут вывести аппарат из строя.
Нужно разделять понятия стабильно пониженного значения напряжения питающей сети, – тесты на которое всё оборудование проходит при тестировании, от нестабильной сети, напряжение которой «гуляет» в широком диапазоне. Если с пониженными параметрами инверторы научились справляться, то со скачками и провалами напряжения дело обстоит печально.
Для того, чтобы понять, как скачки и провалы связанные с мощностью первичного источника – питающей сети или генератора, уничтожают инвертор – разберёмся как работает сварочный аппарат.
Одним из основных узлов инверторного ММА-аппарата является силовая часть или блок инвертора в состав которого входят несколько силовых транзисторов. Транзисторы управляются опорным генератором который, по определённому алгоритму, с частотой в несколько десятков килогерц открывает и закрывает транзисторные «ключи».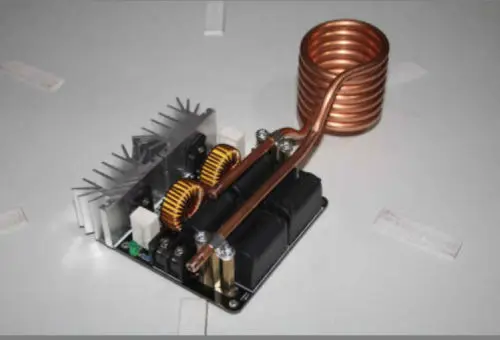
Частота работы инвертора в штатном режиме обычно не меняется (за исключением работы в режиме VRD), изменяется лишь длительность открытого состояния транзисторов, – именно на данном эффекте построен способ управления который называется широтно-импульсной модуляцией (ШИМ).
Современный сварочный инвертор стремится поддерживать мощность источника на заданном уровне, (P = U x I) соответственно для стабильной работы аппарату необходимо постоянно отслеживать пропорции токов и напряжений с помощью так называемых «обратных связей». Под воздействием внешних дестабилизирующих факторов: например, при изменении длины дуги – транзисторы меняют значения тока, для того, чтобы поддержать стабильность сварочного процесса. Питающее напряжение, а точнее его скачки или провалы – так же является важным дестабилизирующим фактором. Для того, чтобы поддержать требуемое значение мощности инвертору, при падении или скачке питающего напряжения приходится резко увеличивать или сбрасывать ток.
Для того, чтобы мощность аппарата оставалась стабильной опорному генератору приходится многократно перезапускать транзисторы. Основной опасностью для инверторного блока сварочного аппарата являются не сами нештатные параметры питающей сети, а процесс многократного перезапуска транзисторов, который возникает в переходные периоды, например, при попытке поджига дуги. Инвертор включенный в нестабильную сеть, в момент касания электрода детали (КЗ) – начинает потреблять мощность, обеспечить которую питающая сеть просто не в силах. Цепи обратной связи сварочного аппарата дают команду на аварийную остановку транзисторов. Как только транзисторы отключаются, – напряжение в сети возрастает и цепи обратной связи пытаются запустить инвертор по новой: инверторный блок начинает потреблять мощность, обеспечить которую сеть не может, что приводит к аварийному отключению. Аппарат попадает в замкнутый круг перезапусков которые происходят очень быстро и сопровождаются выделением тепла. Это тепло приводит к разогреву транзисторов и, со временем, провоцирует выгорание силовых компонентов.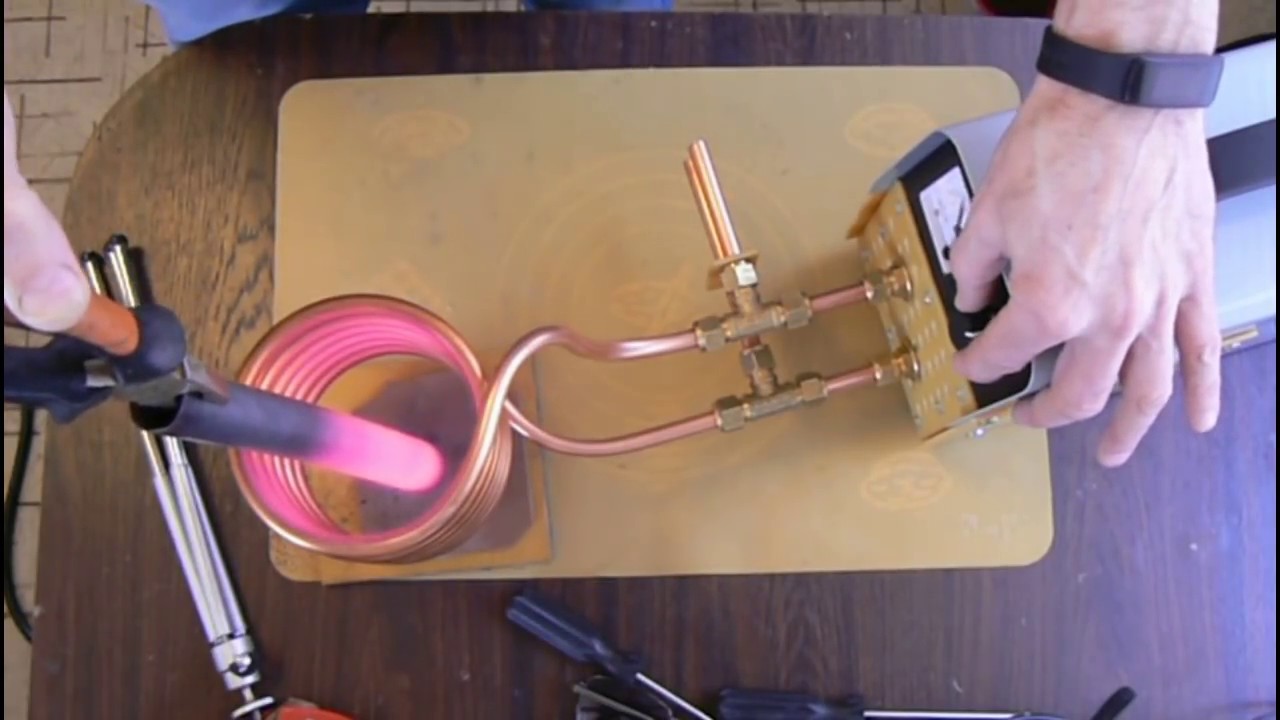
Ещё один момент. Поскольку работа транзисторов инвертора идёт на очень большой частоте (60 кГц) – сварщик может не замечать проблем с процессом работы. Постоянные перезапуски силовой электроники не очень заметны сварщику. У владельца инвертора, который работает в условиях нестабильной сети, может создаваться ощущение, что процесс идёт штатно: дуга горит, ванна достаточно жидкая и процесс в целом – вполне управляем. Однако, это не значит, что аппарат работает штатно и транзисторы в процессе перезапусков не перегреваются.
Процесс разогрева протекает достаточно быстро. Бывает, что после двух-трёх дней работы в условиях плохой сети, аппарат выходит из строя. Впрочем, бывали примеры, когда инвертор сгорал уже на втором электроде. Транзисторы нагреваются настолько быстро, что термозащита, установленная на радиаторах аппарата не успевает сработать.
В общем, при включении сварочного аппарата в розетку, следует убедиться, что мощности источника питания будет достаточно для стабильной работы аппарата, а сечение проводки и удлинителей соответствует нагрузке. Тогда, инвертору гарантирована долгая и счастливая жизнь. Перед включением аппарата в розетку проверьте вводной кабель вашего щитка. Чем он толще, тем больше шансов у Вашего инвертора служить Вам верой и правдой долгие годы.
Тогда, инвертору гарантирована долгая и счастливая жизнь. Перед включением аппарата в розетку проверьте вводной кабель вашего щитка. Чем он толще, тем больше шансов у Вашего инвертора служить Вам верой и правдой долгие годы.
Бережное и внимательное отношение к инверторам, значительно продлевает срок их службы.
Смотрите данную статью в видео-ролике:
Превосходный аппарат для индукционной сварки по привлекательной цене
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного индукционного сварочного аппарата , доступного по привлекательным предложениям на Alibaba.com. Аппарат для индукционной сварки оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Аппарат для индукционной сварки потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в коммерческих целях.
Аппарат для индукционной сварки потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в коммерческих целях.
Передовые изобретения, лежащие в основе этого аппарата для индукционной сварки . Дизайн и стиль делают его очень гибким и применимым в широком спектре сварочных задач. Аппарат для индукционной сварки не подвержен неблагоприятным воздействиям сильной жары или холода, что делает его пригодным и применимым в широком диапазоне погодных условий. Они имеют широкий выбор, учитывающий многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий аппарат для индукционной сварки для своих нужд.
Доступность этих аппаратов для индукционной сварки на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Расходы на эксплуатацию и техническое обслуживание аппарата для индукционной сварки также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами аппарата для индукционной сварки на сайте, если вам потребуются дополнительные инструкции.
Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами аппарата для индукционной сварки на сайте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательного аппарата для индукционной сварки на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете для них наиболее подходящий аппарат для индукционной сварки . Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Что такое индукция? | Thermatool Corp.
ВИДЕО: Эффект близости / ключевой параметр процесса: частота
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов обогрева?
Но что такое индукция? И чем он отличается от других способов обогрева?
Для типичного инженера индукция – увлекательный метод нагрева. Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительным для тех, кто не знаком с индукционным нагревом. Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции, лежащие в основе индукционного нагрева, просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления протекания тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в заготовке индуцируется напряжение (закон Фарадея). Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке.Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться движению. Это сопротивление проявляется в виде тепла (эффект нагрева Джоуля). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока. Это явление критично для индукционного нагрева.
Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем отличается индукционный нагрев от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. Когда поверхность продукта нагревается, тепло передается через продукт с теплопроводностью.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока. Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируются непосредственно с помощью индуцированного тока зависит от того, что называется в электрических опорной глубины .
Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируются непосредственно с помощью индуцированного тока зависит от того, что называется в электрических опорной глубины .
Электрическая опорная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Более высокая частота ток приведет к мельче электрических эталонной глубины и более низкая частота ток приведет к более глубокой электрическим эталонной глубине .Эта глубина также зависит от электрических и магнитных свойств детали.
Электрическая эталонная глубина высокой частоты (слева) и низкой частоты (справа) Компании группы Inductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии катушек позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление является первым шагом в получении полезного продукта; индукционная плавка происходит быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается индивидуально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, вызывая напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для таких критически важных приложений, как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений в металлах, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, используя те же принципы нагрева, что и при нагреве в вакуумном тигле, индукционный нагрев может осуществляться в атмосфере для непрерывного применения.Например, светлый отжиг трубы и трубы из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом приложении очень мелкие электрические опорные глубины , которые могут быть достигнуты с помощью высокочастотного тока. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственная цель которых – прижать кромки сформированной полосы друг к другу и создать сварной шов.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней стороны сформированного канала. По мере того как ток течет по краям ленты, они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие примеси вытесняются, что приводит к образованию твердотельного кузнечного шва.
Будущее
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Индукционная сварка – Решения для сварки пластмасс Emabond
Технологические процессы Emabond нового поколения – Узнайте, что нового!
Индукционная сварка лежит в основе процесса Emabond с момента выдачи нами первых патентов в 1969 году.Компания Emabond выпустила на рынок сотни уникальных приложений и сварочных систем «под ключ», в которых используются трубчатые индукционные генераторы переменной частоты, работающие в диапазоне частот от 2 до 8 МГц. Большой процент этих приложений все еще находится в эксплуатации и сегодня обслуживается нашими постоянными обязательствами перед клиентами.
Команда Emabond Solutions использовала десятилетия реального опыта работы с клиентами и приложениями для разработки и успешной коммерциализации технологического процесса Emabond следующего поколения, открывающего более широкий спектр возможных приложений и улучшенного управления процессами.
Индукционная сварка описывает методы сварки, при которых тепло выделяется индукционным полем. Двумя наиболее часто встречающимися механизмами, с помощью которых можно генерировать тепло за счет индукционного поля, являются вихретоковый нагрев и нагрев из-за гистерезисных потерь.
Индукционная сварка – это сварка, при которой для нагрева детали используется электромагнитная индукция. Сварочный аппарат содержит индукционную катушку, на которую подается высокочастотный электрический ток.Это создает высокочастотное электромагнитное поле, которое воздействует либо на электропроводящую, либо на ферромагнитную заготовку. В электропроводной заготовке, такой как сталь, основным эффектом нагрева является резистивный нагрев, который возникает из-за индуцированных магнитным полем токов, называемых вихревыми токами.
В ферромагнитной заготовке немагнитные материалы, такие как пластмассы, можно сваривать индукционной сваркой путем добавления в них металлических или ферромагнитных соединений, называемых токоприемниками, которые поглощают электромагнитную энергию от индукционной катушки, нагреваются и теряют свою тепловую энергию в окружающий материал за счет теплопроводности.
– купить индукционный сварочный аппарат с бесплатной доставкой на AliExpress
Отличные новости !!! Вы попали в нужное место для установки индукционной сварки. К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший аппарат для индукционной сварки в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели индукционный сварочный аппарат на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший аппарат для индукционной сварки в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели индукционный сварочный аппарат на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в аппарате для индукционной сварки и думаете о выборе аналогичного продукта, AliExpress – отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести индукционный сварочный аппарат по самой выгодной цене.
Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести индукционный сварочный аппарат по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Подробная ошибка IIS 7.5 – 404.0
Сводка ошибок
Ошибка HTTP 404.0 – не найдено
Ресурс, который вы ищете, был удален, изменено название или временно недоступен.
 Подробная информация об ошибках
Подробная информация об ошибках| Модуль | Веб-ядро IIS |
|---|---|
| Уведомление | MapRequestHandler |
| Обработчик | StaticFile |
| Код ошибки |
| Запрошенный URL | http: // www.Индуктио.com:80/default.aspx?tabid=124&smid=514&articleid=18&reftab=99&t=induction-tube-welding-machine&skinsrc=[l sizesskins/builderskin/printnoskin&containersrc=[liciousskins/builderskin/printnoskin&containersrc=[l[l] ]containers/builmodeskin/default1 | Физический путь | D: \ Projekti \ _redirect \ default.aspx? Tabid = 124 & smid = 514 & articleid = 18 & reftab = 99 & t = машина для индукционной сварки труб & skinsrc = [l] skins \ builderskin \ printnoskin & containerrc = [l] container \ builderskin \ defaultcontainer & dnnprintmode = true |
|---|---|---|---|
| Метод входа в систему | Анонимный | ||
| Пользователь входа в систему | Анонимный |
- Указанный каталог или файл не существует на веб-сервере.
- URL-адрес содержит опечатку.
- Пользовательский фильтр или модуль, например URLScan, ограничивает доступ к файлу.

- Создайте контент на веб-сервере.
- Просмотрите URL-адрес браузера.
- Создайте правило трассировки для отслеживания неудачных запросов для этого кода состояния HTTP и посмотрите, какой модуль вызывает SetStatus. Для получения дополнительной информации о создании правила трассировки для неудавшихся запросов щелкните здесь.
Просмотр дополнительной информации »
, что такое индукционная сварка-United Induction Heating Machine Limited of China
индукционная сварка
UIHM предлагает полный спектр твердотельных сварочных аппаратов и , оснащенных индукционными катушками и / или контактными головками.
Наша индукционная сварка Решения в основном используются в трубной промышленности.
Индукционная сварка – это сварка, при которой для нагрева детали используется электромагнитная индукция.
Сварочный аппарат содержит индукционную катушку, на которую подается высокочастотный электрический ток.
Это создает высокочастотное электромагнитное поле, которое воздействует либо на электропроводящую, либо на ферромагнитную деталь. В электропроводной заготовке основным эффектом нагрева является резистивный нагрев, который возникает из-за индуцированных токов, называемых вихревыми токами.В ферромагнитной заготовке нагрев вызывается главным образом гистерезисом, поскольку электромагнитное поле неоднократно искажает магнитные домены ферромагнитного материала. На практике большинство материалов подвергаются комбинации этих двух эффектов.
Немагнитные материалы и электрические изоляторы, такие как пластмассы, могут быть подвергнуты индукционной сварке путем имплантации в них металлических или ферромагнитных соединений, называемых токоприемниками, которые поглощают электромагнитную энергию от индукционной катушки, нагреваются и теряют свое тепло в окружающий материал за счет теплопроводности. .
.
Индукционная сварка используется для длительных производственных циклов и представляет собой высокоавтоматизированный процесс, обычно используемый для сварки швов труб. Это может быть очень быстрый процесс, так как большая мощность может быть передана в локализованную область, поэтому стыковые поверхности плавятся очень быстро и могут быть сжаты вместе, образуя непрерывный сварной шов.
Глубина, на которую ток и, следовательно, нагрев проникает от поверхности, обратно пропорциональна квадратному корню из частоты.Температура свариваемых металлов и их состав также влияют на глубину проплавления. Этот процесс очень похож на контактную сварку, за исключением того, что в случае контактной сварки ток подводится к заготовке через контакты, а не за счет индукции.
Все наши аппараты UM для индукционной сварки оснащены прочными независимыми полумостовыми IGBT-транзисторами. Эти транзисторы практически защищены от короткого замыкания, что значительно повышает надежность и время безотказной работы.
Вы также получаете большую выходную мощность благодаря нашему непрерывному электронному согласованию нагрузки. Это обеспечивает полную выходную мощность для труб широкого диапазона размеров (OD 3/8 ”-26” / 10–600 мм), обеспечивая максимальную скорость сварки для каждого размера.
Кроме того, вы можете снизить потребление энергии. КПД от входа выпрямителя до выхода катушки составляет не менее 85-87 процентов. А использование диодных выпрямителей обеспечивает высокий постоянный коэффициент мощности (0,85) на всех уровнях мощности, тем самым устраняя необходимость в дорогостоящих конденсаторах компенсации реактивной мощности.
индукционная сварка 2
индукционная сварка 3
Двухпозиционный автоматический высокочастотный индукционный сварочный аппарат для медных стыков
0086-18720959764
[email protected] Язык- английский 中文 կ Японский Итальянский испанский Немецкий Французский Корейский Португалия Араб Россия Латина Камбоджийский
Тел .