Как правильно паять паяльником с кислотой
Способы пайки: пайка прибором, работающим от тока, с помощью газовой горелки, стыковка двух материалов или провода без паяльника. Как правильно паять паяльником с кислотой.
Способы пайки
В целом процесс пайки, независимо от того, каким методом она осуществляется, сводится к одному: это нагрев до необходимой температуры плавления олова и ответной металлической площадки и стыковка этих материалов для образования единой конструкции. Существует несколько способов пайки, которые чаще всего используются в промышленности и быту:
- Пайка прибором, работающим от тока. Электропаяльники внутри своего корпуса имеют нагревательный элемент, который при подаче на него напряжения поднимает температуру гильзы до максимального значения. Многие из них оборудованы устройством регулировки накала для возможности задать нужный нагрев;
- Пайка с помощью газовой горелки. Такой способ применим в условиях, когда необходимо покрыть припоем большую площадь, например, запаять алюминиевый радиатор или выполнить лужение.


Пайка горелкой
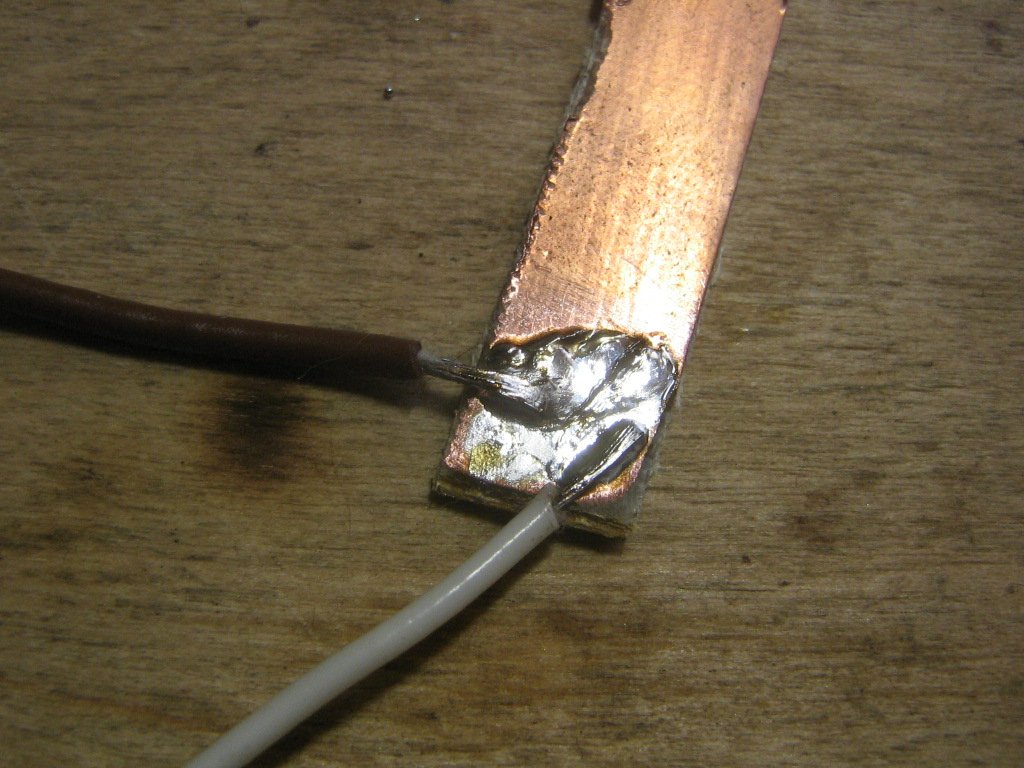
- Стыковка двух материалов или провода без паяльника. Такая технология появилась сравнительно недавно. Ее преимущество состоит в том, чтобы заклеить поверхность радиаторов не нужно дополнительных приспособлений и электричества, для восстановления используется готовая паста для пайки, в состав которой входят олово и связующие компоненты. Ее накладывают на материал плотным слоем, после чего нагревают открытым огнем или промышленным феном. После остывания олово оплавляется по всему контакту, образуя единую конструкцию. Очень удобно использовать ее при экстренном ремонте радиаторов из алюминия или меди, когда нет возможности демонтировать деталь с посадочного места. В последнее время на рынке можно встретить пасту в виде ленты, которая смотана в цилиндр и имеет вид изоленты ПВХ. Такое изделие комфортно хранить и удобно наносить на поверхность. Пайка без паяльника используется только для мелких работ, например, когда нужно спаять провода в месте стыка.
 Такое изделие комфортно хранить и удобно наносить на поверхность. Пайка без паяльника используется только для мелких работ, например, когда нужно спаять провода в месте стыка.
Такое изделие комфортно хранить и удобно наносить на поверхность. Пайка без паяльника используется только для мелких работ, например, когда нужно спаять провода в месте стыка.Перечисленные методы пайки являются наиболее распространёнными и используются во многих сферах промышленности, монтаже электрооборудования или в быту. Отдельно стоит отметить классификацию пайки по виду изоляционного материала, в качестве которого выступает канифоль или кислота. В первом случае древесная смола обволакивает поверхность тэна или паяльника, создавая тонкий слой, который не дает олову прилипать к стержню.
Использование кислоты позволяет сэкономить на материале, так как ее расход намного меньше, чем у канифоли, к тому же жидкость лучше обволакивает покрытие и дополнительно обезжиривает материал.
Важно! Во время работы с кислотой необходимо соблюдать меры безопасности, защищать органы дыхания и избегать попадания вещества на слизистую и кожу. Если это произошло, необходимо промыть участок большим количеством воды и обратиться к врачу.
Кислота 10%
Концентрация кислоты бывает различной, самая распространённая – это 10 процентный раствор. Конечно, он безопасен для кожи человека, но в процессе нагрева может источать вредные пары. В зависимости от решаемой задачи и площади покрытия, состав реагента может меняться путем добавления кислоты в жидкость.
Зачем нужна кислота для пайки
Одним из самых популярных активных флюсов является паяльная кислота, которую можно приобрести в магазине, или приготовить в домашних условиях.
Для таких металлов, как медь и её сплавы, сплавы цветных металлов, железо, никель, конструкционная сталь, применение паяльной кислоты обязательно.
Приготовление паяльной пасты
Порядок действий такой:
- в эмалированную посуду наливают 35 мл соляной кислоты;
- 12 мл воды;
- кладут 8 граммов цинка;
- когда реакция прекратится, добавляют 9 г олова;
- по растворению последнего, миску нагревают до испарения воды.
В получившуюся пасту выкладывают в фарфоровую емкость и добавляют туда же порошок, состоящий из:
- 7,5 г свинца;
- 14,8 г олова;
- 29,6 г цинка;
- 9,5 г канифоли.
Под конец кладут еще 10 г простого глицерина, перемешивают и немного прогревают. Во время пайки пасту распределяют кисточкой
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Читать также: Станок для затачивания сверл
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Пайка алюминия
Паять латунь и медь можно по одной технологии, но для алюминия такой подход не совсем применим, так как он быстро окисляется, что препятствует нормальному контакту припоя с поверхностью. Например, для восстановления батарей из этого материала нужно одновременно нагревать обе детали, чтобы их окисление не мешало наплавлению и формированию защитного слоя. Кислота в данном случае выступает отличным средством от жира: она растворяет его полностью и образует пленку для плавного растекания припоя.
Кислота в данном случае выступает отличным средством от жира: она растворяет его полностью и образует пленку для плавного растекания припоя.
Важно! Пайка алюминия должна проводиться в хорошо проветриваемом помещении, с искусственной вентиляцией, для удаления дыма и вредных примесей.
Как использовать паяльную кислоту
Ситуации, когда во время пайки припой не растекается по поверхности детали, знакомы многим, кто хоть однажды держал в руках паяльник. Окисная плёнка мешает сцеплению припоя с металлом. Предварительная очистка металлической поверхности от окислов обеспечивает хорошую растекаемость и адгезию (прилипание) припоя.
Поэтому после зачистки поверхности от различного рода налипаний, её следует полностью покрыть паяльной кислотой, снимающей оксидную плёнку. Делают это либо с помощью небольшой кисточки из щетины, либо с помощью лопаточки.
В момент прикосновения горячего припоя к металлической поверхности флюс испаряется, и разлившийся припой уже сам препятствует возникновению окислов.
Что такое припой и флюс
Припой — легкоплавкий металл для пайки. В качестве припоя почаще каждого используется олово. Олово в чистом виде — относительно драгоценный металл, его применяют для лужения и пайки посуды для хранения и приготовления пищи. Для пайки проводов и электросхем применяется оловянно-свинцовый припой. Флюс — это вспомогательное вещество, используемое для предотвращения окисления подготовленных к пайке поверхностей. Без флюса припой не пристанет к медной поверхности. В качестве флюса почаще каждого применяют канифоль.
Необходимость применения кислотных флюсов
Любая паяльная кислота — соляная или ортофосфорная, призвана создавать идеальную среду для взаимодействия припоя сэлементами.
Их применение позволяет убрать с рабочей области загрязнения и окислы, предотвращать возобновление окислительного процесса и снижать натяжение припоя, с целью его более свободного распространения.
В результате чего обеспечивается надежное спаивание деталей.
В зависимости от типа металла выбирают флюс для пайки. Здесь же стоит отметить, что паяльной кислотой не пользуются при компоновке плат.
Кислота относится к категории агрессивных сред и способствует разрушению, стоящих на ее пути компонентов.
Кроме того, она является идеальным электропроводником и обладает свойством создавать токопроводящие дополнительные каналы.
Поэтому не стоит рассчитывать даже на обезвреживание кислотной среды после пайки.
Как паять без паяльника
Встречаются случаи, когда можно вообще обойтись без паяльника. Например, чтобы спаять скрутки проводов в процессе электромонтажных работ достаточно скрутку опустить в ёмкость с кислотой, а затем погрузить в разогретый припой и выдержать примерно 1 минуту. Такая пайка отлично обеспечивает электропроводность проводов.
Чтобы в последствие избежать коррозии металла, остатки флюса следует удалить. Кроме того, нельзя забывать о том, что пайка электронных устройств производится без применения паяльной кислоты: она может повредить очень тонкие токопроводящие дорожки плат.
Применение олова для пайки
Для пайки металлов могут использоваться разные материалы, но проводить соединение элементов оловом намного проще и удобнее.
Оловом можно соединять детали из нержавейки, алюминия, меди, а также ее сплавов.
Олово расплавляют при температуре 2500, с этой целью могут применяться разные нагревательные приборы:
Паяльник – устройство с металлической рабочей частью и пластмассовой ручкой, может иметь разнообразные жала-наконечники.
Разогревается газовой горелкой.
Электрический паяльник – в комплекте имеет сменные жала различных размеров и форм. Конструкция собрана из паяльного стержня и нагревательной спирали, которая может иметь разную мощность нагрева.
Газовая горелка – переносная конструкция представляет собой емкость с ручкой и соплом для образования огня разной интенсивности.
Как правильно паять оловом нержавейку?
Для пайки элементов из нержавейки рекомендуется применять активную паяльную кислоту, например, хлорид цинка или ортофосфорную.
Флюс наносится на поверхность нержавейки прямо перед началом пайки. Расплавленным оловом облуживают наконечник паяльника и начинают хорошо прогревать поверхность нержавейки.
Процедуру повторяют до тех пор, пока покрытие не станет равномерным. В процессе пайки можно использовать канифоль, которая позволит сделать поверхность гладкой, путем удаления с припоя окиси.
После того как пайка нержавейки завершена, изделие отмывают от остатков кислоты мыльной водой. Излишки канифоли легко удаляются в холодной воде.
Здесь стоит отметить, что качественно выполненная пайка будет иметь равномерную и гладкую поверхность.
Как правильно паять оловом алюминий?
Прежде чем паять алюминий, проводят зачистку поверхности с помощью наждачной шкурки, затем рабочую область обезжиривают органическим растворителем.
Для спаивания алюминия понадобиться паяльник с мощность 100 Вт, а также припой из олова – 95% и висмута – 5%. В качестве флюса можно применить стеариновую кислоту.
Так как изделия из алюминия плохо поддаются пайке по причине быстрого образования оксидного слоя после зачистки, необходимо соединяемую поверхность залить горячей канифолью.
Затем жалом паяльника берут припой и переносят его на рабочую часть, обработанную канифолью.
Выполнив, таким образом, лужение алюминия, спаивать поверхность станет легче, к ней при необходимости можно будет припаять даже провода меди.
Каждый человек, которому приходилось работать с радиоэлектроникой, неоднократно использовал паяльник для решения своих задач, поэтому он знает, в чём заключается принцип работы подобного оборудования. Но из-за неприятного запаха, издаваемого при обработке конструкции с помощью классического припоя, а также существенных сложностей на разных этапах действия, такая технология не пользуется особым спросом и имеет ряд более простых аналогов.
Но из-за неприятного запаха, издаваемого при обработке конструкции с помощью классического припоя, а также существенных сложностей на разных этапах действия, такая технология не пользуется особым спросом и имеет ряд более простых аналогов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Применение
Спирто-канифольный флюс на протяжении многих лет не теряет актуальности благодаря удобству применения и положительным результатам пайки.
Он гарантирует прочное соединение многих деталей, прежде всего, медных изделий. С помощью спирто-канифольного флюса паяют радиосхемы и платы. Он хорошо растекается, достигая труднодоступных мест. При работе используют легкоплавкие припои (до 330 ℃).
В настоящее время в продаже есть весь ассортимент средств для пайки, в том числе спирто-канифольный флюс СКФ. Стараются как отечественные, так и зарубежные производители.
Можно купить готовый флюс СКФ и не заниматься самодеятельностью. Если все пропорции соблюдены в соответствии со стандартами, состав оправдает надежды.
( 1 оценка, среднее 4 из 5 )
Можно ли паять оловом. Как правильно паять металл. Другие виды пайки
Процесс пайки сам по себе не сложен – подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат.
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.
Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.
При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.
Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.
Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).
Детали соединяют механически: к примеру, при работе с проводами нужно сделать скрутку; выводные элементы на плате фиксируются пластилином, воском или термоклеем, другие детали можно зажать пассатижами или тисками.
Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.
Для легкости понимания прилагаем фото-инструкцию, как правильно паять.
Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.
Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.
В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.
Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.
Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.
Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.
В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.
Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.
Канифоль подходит для пайки медных проводников, радио- и электроэлементов, хорошо ведет себя с золотом и серебром. Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.
Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.
Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.
Сплавы, используемые как припои:
- олово+свинец
- кадмий
- никель
- серебро и пр.
На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Эта подсказка позволит разобраться, как правильно паять оловом, в качестве флюса обычно выбирается канифоль (наиболее удобный вариант – оловянная проволока внутри которой уже присутствует канифоль).
Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).
Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).
Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.
Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.
Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.
Завершение работы
После того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.
Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.
Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником . Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90-110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.
Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения. Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра. Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3-4 «пушистых» жил по 1,5 мм 2 хорошо пропитается оловом и будет надёжно спаяна.
Обратите внимание, что в электромонтаже , то есть внутри распределительных коробок, паять проводку не принято. В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования. Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1-2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов. Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой , а вместо обычного электрического паяльника используют массивный медный топорик. Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
На первый взгляд – спаять провода самая простая задача. Однако, существует ряд нюансов, которые необходимо знать как начинающему, так и опытному радиолюбителю. Прежде всего, рассмотрим технологию пайки: Соединение пайкой – не что иное, как диффузия, то есть проникновение частиц металла друг в друга. Это свойство соединяемых материалов обеспечивает как высокую прочность, так и электропроводность соединения.
Разумеется, для взаимного проникновения, хотя бы один из металлов должен перейти в жидкое агрегатное состояние, то есть расплавиться. Чтобы обеспечить адгезию – металлы должны подходить друг к другу, а их поверхность очищена от загрязнений и окислов.
Для качественного соединения необходимо выполнить три правила:
- Припой, совместимый со спаиваемым металлом;
- Флюс, обеспечивающий очистку выбранного материала от окислов;
- Правильно подобранный паяльник.
Начнем с третьего пункта. Сразу оговоримся, что греть металл и плавить припой можно при помощи газовой горелки или строительного фена. Но это – тема других публикаций.
Итак, как выбрать паяльник для пайки проводов
В качестве примера рассмотрим обычные провода, сечением 0,8 – 3,5 квадратов, что является самым распространенным размером при бытовых монтажных работах.
Более тонкие провода применяются при сборке монтажных плат, и для работы с ними подходит паяльник для микросхем. Более толстые проводники применяются в энергоснабжении, там несколько иная технология пайки.
Мощность паяльника
Прежде всего, паяльник подбирается по мощности, а не по температуре жала. Провода, особенно медные, имеют высокую теплопроводность. Когда вы касаетесь кончиком паяльника места пайки, часть тепловой мощности моментально рассеивается по проводнику. Это необходимо учитывать, зная толщину жилы.
Паяльник для проводов должен иметь мощность 40-60 Вт. Меньшая мощность будет распределяться по кабелю, и вам придется затрачивать много времени на разогрев места соединения.
Во-первых, качество пайки ухудшится.
Во-вторых – от продолжительного нагрева повредится изоляция.
Слишком высокая мощность моментально выпарит флюс и также расплавит изоляцию.
Неправильно подобранная температура доставляет дискомфорт радиолюбителю. Как правило, один из спаиваемых проводов приходится удерживать руками. Если он разогревается по всей длине – можно обжечь пальцы.
Мощность считается достаточной, если на спайку уходит не более 2-3 секунд. Разумеется, при условии полного расплавления припоя и растекании его по металлу проводника.
ВАЖНО! Лучше выбрать более «холодный», но мощный паяльник с толстым жалом, чем маломощный но «горячий».
Правильное жало
Идеальный вариант для соединения проводов – медное жало с расплющенным концом.
Медь позволит накопить достаточно тепловой энергии, чтобы она не рассеивалась по проводам. А плоский конец обеспечит широкое пятно контакта. Недостаток медного наконечника – склонность к окислению. Даже тончайший слой окисла становится теплоизолирующей прокладкой, ухудшая нагрев рабочей зоны.
Можно паять и современными коническими жалами из композитных материалов или керамики.
Разница лишь в методике. Такое жало необходимо прижимать не поперек, а вдоль, что не всегда удобно.
Паяльный пистолет мгновенного нагрева
Неплохой вариант для пайки проводов. Высокая температура наконечника и протекающий ток от трансформатора моментально прогревают место спайки, не успевая расплавить изоляцию.
Если жало имеет форму петли – можно охватывать спайку со всех сторон, повышая эффективность нагрева. Однако такие паяльники стоят дороже обычных.
Правильный набор для пайки
С основным инструментом определились. Кроме собственно паяльника, необходим определенный набор сопутствующих материалов и приспособлений.
- Устройство для снятия изоляции, или монтажный нож. Особых критериев нет, главное – чтобы жилы при зачистке не обрывались. Также надо иметь нож для снятия лакового покрытия с оголенных жил;
- Флюс. Его выбор – это почти религия. Делают из самых разных материалов, он может быть твердым, желеобразным или жидким – назначение одно. Точнее два: очистить поверхность и не дать образоваться окислу.
Наиболее удачный вариант – банальная сосновая канифоль. Единственный недостаток – слабая текучесть (в нашем случае должна проникать в скрутку), и при перегреве образуется нагар. Многие пользуются т.н. паяльным салом. Отдать предпочтение какому-то варианту бессмысленно. Всякий кто знает, как работать с паяльником – имеет в арсенале любимый флюс.
Подготовка проводов и паяльника к работе
Это покажется странным, но многие радиолюбители не знают, как правильно облудить паяльник. Мало того, как залудить провода – тоже знают немногие.
Сразу оговоримся – лудить необходимо только медные наконечники. Жала из керамики или композитных материалов достаточно очистить без использования абразива.Для начала, жало извлекают из нагревательной трубки. Напильником или надфилем придают ему необходимую форму кончика.
Затем зачищают наждачной бумагой (мелкой) до блеска. Обработке подлежит вся поверхность жала, а лужению – только кончик. После этого, в баночку с канифолью кладут кусок припоя, и помещают нагретый паяльник под олово.
Видео урок пайки проводов с применением обычной канифоли.
ВАЖНО! Температура не должна превышать 300 градусов, в противном случае жало моментально покроется окислом.
Расплавленная канифоль очистит медь, а припой растечется по поверхности. Есть еще способ, используемый во время работ. На деревяшку (лучше хвойных пород) кладется кусочек канифоли и припоя.
Кончиком разогретого паяльника надо энергично растереть эту смесь по дереву. Происходит одновременно механическая очистка и лужение.
Провода перед пайкой надо лудить обязательно. Иначе вы потратите много времени на прогрев, изоляция расплавится, а пайка получится некачественной.
Исключение делается в случае, когда необходимо сделать скрутку из многожильных проводов. Тогда лужение и пайку можно совместить. В остальных случаях, кончики соединяемых проводников должны быть пропитаны расплавленным припоем.
Кончик провода разделывается, механическим способом удаляется лаковое покрытие, и немедленно производится очистка флюсом. После чего, на паяльник набирается капелька припоя, и провод покрывается оловом от края к изоляции.
Можно проделать это прямо в баночке с канифолью, просто будет больше дыма.
После подготовительных процедур, приступаем к соединению.
Как правильно паять провода
Несмотря на то, что при хорошем качестве припоя можно делать пайку внахлест, лучше будет предварительно сделать скрутку. Так и прочность, и электрический контакт будут надежней. Варианты скруток на схеме:
Если провод одножильный, после облуживания делается скрутка и производится пайка. Многожильный провод можно сразу после зачистки скрутить, а затем спаять. Жало паяльника должно иметь контакт с проводом, максимально возможной площади, для обеспечения прогрева.
Хорошая пайка получается, если соединение греется паяльником, а припой подается в рабочую зону отдельно. Тогда не придется отрывать жало от места нагрева для забора очередной порции олова.
Как только вы увидите «закипание» припоя, и он заполнит все полости – можно убирать паяльник.
ВАЖНО! Нельзя перемещать провода до появления матового налета на олове, свидетельствующем о «схватывании» спайки.
Качественно пропаянное соединение выглядит так:
Нигде не видно голого металла, поверхность припоя гладкая, без раковин, ровного матового оттенка.
ВАЖНО! По окончании пайки не забудьте изолировать провода.
obinstrumente.ru
Технология правильной пайки проводов электрическим паяльником
Среди многих способов соединения электропроводов пайка является наиболее надежным методом. Работа с паяльником требует усидчивости, понимания технологического процесса и определенных навыков. Ознакомиться с тем, как правильно паять провода можно по приведенным в статье видео, фото.
Технологические особенности
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Что необходимо для пайки
Пайка проводов требует наличия соответствующего инструмента, а также некоторых материалов. Комплект для спайки жил электропроводов включает:
- паяльник;
- припой;
- флюс;
- вспомогательные принадлежности.
Паяльник
При помощи этого инструмента проводится нагрев соединяемых деталей. Паяльник может использоваться газовый, термовоздушный, электрический. Наиболее практичны при работе дома электрические инструменты. Они состоят из ручки, нагревательного устройства, а также рабочего наконечника. Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов. Этого вполне достаточно для плавления припоя и соединения элементов.
Припой
Данный металлический сплав имеет пониженную температуру своего плавления и хорошую текучесть. В него включают свинец, медь, а также олово, серебро, никель, кадмий. Спайка медных проводников проводится припоем ПОС-60. Эта марка показывает, что сплав состоит из олова со свинцом. В данном случае на оловянную составляющую приходится 60 %.
Наиболее удобным материалом является чистое олово, однако оно имеет весьма высокую стоимость. Выпускается припойный материал в виде пасты, гранул, порошка, проволоки, слитков или же фольге. Учтите, что для спайки алюминиевых электропроводов требуется применять специальные сплавы на цинковой основе. Для этих целей отлично подойдут такие материалы, как ЦА-15 и ЦО-12.
Флюс
Перед тем как припаять провод, проводится обработка места соединения специальным материалом. В состав флюса входит смесь специальных веществ органического и неорганического происхождения. При помощи данного вещества проводится подготовка места соединения перед спаиванием.
К наиболее применяемым флюсам относится ортофосфорная или ацетилсалициловая кислота, канифоль, соль бура и нашатырь. Сосновая смола весьма удобна при проведении паяльных работ, однако требует выполнения некоторых манипуляций. Нанесение кислоты на соединяемые детали и микросхемы проводится с помощью небольшой кисточки. Некоторые фирмы производители выпускают особую проволоку (припой) с имеющейся внутри канифолью. Это значительно ускоряет паяльный процесс и не требует отдельной обработки каждой жилы.
Вспомогательные принадлежности
К дополнительным принадлежностям для паяльных работ относится рабочее место, которое не будет бояться случайных капель расплавленного флюса или же припоя, подставка для электропаяльника, небольшой напильник. Помимо этого, понадобится губка (влажная ткань) для протирки паяльного наконечника, нож для зачистки соединяемых жил, шлифовальная шкурка, пассатижи, спирт, а также изолента.
Правильное соединение электропроводов для пайки
Перед тем как паять провода паяльником выполняется подготовка соединительных проводников. Для этого их жилы освобождаются от изоляционного слоя, зачищаются и обезжириваются. Соединение их вместе можно выполнять любым из известных способов. К наиболее распространенным методам относится механическая скрутка двух и более проводников. Учтите, что нельзя соединять вместе алюминиевые и медные жилы. Для этого используются специальные переходные клеммники.
Подготовка к работе
Для того чтобы понять, как паять правильно электрические провода, необходимо ознакомиться с самим процессом работы, а также провести подготовительный этап. Он предполагает выполнение непосредственной подготовки рабочего места. Для этого на столике для пайки располагаются все необходимые инструменты, материалы. Помещение, в котором будет проводиться пайка должно быть хорошо проветриваемым.
Электропаяльник должен находиться на специальной подставке недалеко от розетки. Следите, чтобы его кабель не касался горячего корпуса, а также жала. После выполнения данной подготовки проводится зачистка соединяемых жил от изоляции на расстоянии порядка 40 мм и удаляется оксидная пленка. Это можно выполнить при помощи наждачной бумаги мелкозернистого типа. Зачищенные жилы должны иметь блестящий металлический вид. Заранее позаботьтесь о наличии изоленты или же термоусадочной трубки.
Технология лужения
После выполнения подготовительных процедур проводится лужение зачищенных поверхностей. Это необходимо выполнить перед соединением между собой. Для этого нагревается паяльник, прогревается конец проводника. Нагретая жила погружается в канифоль, после чего припойным сплавом с жала паяльника проводится по очищенному участку. Для ускорения процедуры можно слегка проворачивать электропровод. После окончания данной процедуры жила будет иметь равномерный серебристый вид. Этот процесс повторяется для всех соединяемых электрических проводников.
Работа с припоем
Припойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям. В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений. Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки.
Процесс пайки
Далее непосредственно рассмотрим, как правильно паять паяльником провода? Держа в одной руке пассатижи, выполняется скрутка проводов. При соединении жил небольшого сечения и малой длине спаиваемого места проводить скручивание вовсе не обязательно. В этом случае электрические проводники плотно прижимаются друг к другу. Во вторую руку берется предварительно нагретый электропаяльник, набирается на его наконечник небольшое количество припоя.
Прижимая с небольшим усилием жало к месту соединения проводников, разогреваются их концы. Дождавшись, когда нанесенная канифоль начнет плавиться, участок покрывается расплавленным припойным материалом. После его растекания и проникновения во все зазоры по жилам, соединительное место оставляют остывать. После этого выполняют изолирование соединенных жил при помощи изоленты или же термоусадочной трубки.
Чтобы полностью разобраться, как правильно паять электрические провода паяльником уделите особое внимание хорошему прогреву участка спайки. При недостаточной температуре припой не сможет провести необходимое смачивание поверхности перед застыванием. Это приведет к ухудшению качества спайки и снижению ее прочности. Такой процесс имеет название «ложной» или «холодной» пайки. Во время застывания припойного материала нельзя трогать соединяемые элементы. Они должны находиться в неподвижном состоянии до полного остывания припоя. На заключительном этапе спаянное место протирается спиртом для очищения от остатков флюса.
Чтобы надежно заизолировать соединение, необходимо намотать на запаянные жилы 3-4 слоя изоляционной ленты. При использовании термоусадочной трубки следует заранее ее надеть на один из концов провода. Длина этого изолятора должна быть на 20 мм длиннее неизолированного места. После спайки она натягивается на соединенный участок, нагревается с помощью обычной зажигалки или же фена. Полученное электрическое соединение будет заключено в герметичную изоляцию.
Хитрости пайки
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
oxmetall.ru
Учимся паять провода – рассмотрение всех нюансов пайки
Главная / Статьи / Учимся паять провода – рассмотрение всех нюансов пайки
Пайка проводов паяльником не представляет ничего сложного, поэтому с таким способом соединения медных жил может справиться даже неопытный электрик. Далее мы расскажем, как правильно паять провода в распределительной коробке – месте, где выполняется разводка электропроводки по комнатам. Технология будет предоставлена пошагово, с картинками и видео примерами, чтобы Вам было более понятно, как спаивать два проводка между собой. Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получиться паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, Вы можете сделать паяльник своими руками, что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Шаг 2 – Выполняем лужение
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.
Лужение проводов для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
Шаг 3 – Спаиваем жилы
Ну и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавиться и после того, как застынет – надежно соединит электрические проводники.
Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным.
Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже.
Последний штрих – изоляция остывшей области. О том, как изолировать провода мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
На этом технология самостоятельной пайки заканчивается. Надеемся, что теперь Вы знаете, как правильно паять провода большого и маленького сечения в домашних условиях!
Учимся паять провода паяльником Видео урок по ремонту наушников с микрофоном и штекером 3.5
Фотогалерея (6 фото)
gopb.ru
Как самостоятельно припаять провод к проводу?
Для того, чтобы припаять провод к проводу, нужно приобрести сразу несколько инструментов и материалов, таких как:
- Флюс – средство для очистки поверхности окислившегося металла. Бывают:
- кислотные;
- антикоррозионные;
- бескислотные;
- активированные;
- Припой – сплав олова и свинца.
- Рабочее место (чистый, просторный стол, в качестве подкладки можно использовать металлические листы или деревянные доски).
- Паяльник (жало должно быть чистое, без остатков старой канифоли)
- Тряпка или губка для очистки жала.
При пайке проводов следует соблюдать ряд правил, которые помогут грамотно и быстро спаять провода:
- Работать надо в хорошо освещенном помещении с настольной лампой, которая работает от внешних источников питания.
- Работать надо только с проводами без напряжения.
- Существует ряд видов соединений, каждое из которых подходит для разных категорий пайки.
- Помимо этого, существует ряд металлов, которые не пригодны для спайки. К таким относятся ржавый металл (он плохо соединяется при спайке, при этом, провод с такой жилой имеет высокую вероятность сгореть), алюминий (после того, как процесс зачистки провода завершен, существует вероятность образования на нем так называемой оксидной пленки). Данная проблема характерна для алюминия: при плавке этого металла в 100% случаев образуется оксидная пленка. Эту пленку можно удалить химическим или механическим путем, который будет выбран, исходя из способа пайки. Для того, чтобы избежать ее образования, требуется использовать флюс, который предназначен для спайки необходимых вам материалов, хромированные детали, части, изготовленные под высоким давлением (не плавятся и не сплавляются с припоем).
- Металлы, которые пригодны для пайки: олово, серебро, медь, латунь, цинк, никель, железо, нержавеющая сталь.
Если все правила соблюдены и инструменты собраны, то можно переходить к процессу подготовки:
- Нагрев паяльника – паяльник необходимо разогреть до температуры, которая будет превышать температуру припоя.
- Подготовка паяльника – жало паяльника необходимо отчистить, после чего окунуть его во флюс. Флюс – это канифоль или другое вещество помогающее очистить металл. После чего, необходимо разогреть припой и нанести на жало.
- Оголить провода. Выполнить данную процедуру достаточно просто. Существует 2 типа проводов – одножильные и многожильные. В обоих случаях необходимо оголить провода от изоляции, после чего, нужно очистить провода от различных загрязнений. В случае, если необходимо выполнить очистку проводов, доступ к которым ограничен, то можно использовать ватные палочки.
Пошаговая инструкция процесса пайки
залуженное жало паяльника
Рассмотрим инструкцию процесса пайки на примере скрепления 2 проводов из меди.
Если все этапы подготовки выполнены, то можно переходить непосредственно к процессу пайки:
- Первое, что необходимо сделать – это залудить провода. При лужении многожильных проводов нужно их предварительно скрутить, тогда процесс будет происходить намного быстрее.
- Для лужения проводов, необходимо взять оголенную жилу, положить на канифоль или обработать другим флюсом, после чего требуется аккуратно облить ее сверху припоем.
- Зафиксировать провода – иногда для этого используются специальные станки, иногда самодельные конструкции. В случае, когда вы неправильно зафиксировали провода, процесс пайки может закончиться не лучшим образом.
- Соединение – на этом этапе мы соединяем 2 предварительно обработанные жилы и обливаем их припоем. Для того, чтобы осуществить данный процесс, требуется нагретой частью паяльного инструмента расплавить немного припоя, после чего аккуратно наносить его на соединение двух жил.
- Очистка соединения – под конец процесса пайки необходимо очистить место соединения жил, это можно сделать при помощи наждачной бумаги или напильника. Очень важный процесс, так как если на данном месте будет окисление, то провода могут сгореть.
- Обмотка изоляцией – чаще всего для этих целей используется изолента, она самый универсальный вариант. Ее плюсы – легкодоступная, можно приобрести в любом магазине, проста в использовании, нет ничего сложного в том, чтобы обернуть провод изолентой, долгосрочная, можно не менять в течение долгого времени.’
если провод чистый и сделан из меди, то лужение произойдет моментально
Как отпаять провод?
Инструкция:
- Для начала вам необходимо подготовить паяльник. Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.
- После этого оголить от изоляции необходимое место провода и очистить его от механических загрязнений.
- Лужение провода – необходимо нанести на провод флюс, и удалить все окисления.
- Зафиксировать провод.
- Обозначить область распайки – напильником выпилить небольшую рейку, по которой будет двигаться жало.
- Аккуратно двигаться жалом по размеченной линии, несколько раз, пока не достигнете результата.
- Подождать пока провод остынет до комнатной температуры.
- Нанести изоляцию.
Данный процесс не несет в себе никаких сложностей, единственное, что требуется – это следовать указаниям инструкции, процесс распайки не сильно отличается от процесса спайки двух проводов.
Выбор паяльника
Итак, начнем с того, что паяльник – это самая основная часть процесса пайки. От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.
Электрические паяльники делятся на 2 типа:
- Спиральные. Спиральные нагреваются медленно, но более долговечны.
- Керамические. Керамические, в свою очередь, быстро разогреваются, но требуют бережного использования, так как весьма сильно подвержены механическому воздействию.
Также, прибор подразделяется по мощности:
- 3-10 Вт, в основном используются при распайке микросхем, совсем крохотных размеров;
- 20-40 Вт, пользуются спросом у радиолюбителей и в быту;
- 60-100 Вт, с их помощью паяют провода с сечением больших размеров;
- 100-250 Вт, для работы с металлом крупных размеров;
В основном, опытные пайщики используют паяльные станции, так как они оснащены регулируемым диапазоном нагрева и способны поддерживать постоянную температуру. Паяльная станция в руках мастера намного ускоряет и улучшает процесс работы, но новичок, к сожалению, не сможет ощутить преимущества.
Существует определенный ряд характеристик, по которым отличаются паяльники:
- Напряжение питания паяльника.
- Форма жала.
- Максимальная температура жала.
Нельзя забывать о такой важной вещи, как подставка для паяльника. Он нагревается до трехсот градусов и при какой-либо оплошности может привести к немедленному возгоранию легковоспламеняющихся материалов. Необходимо очень ответственно выбирать необходимую подставку, которая полностью подходит к имеющемуся паяльнику.
Назначение и классификация проводов
Провод – это изделие электротехники, которое состоит из 2 или более металлических проволок, покрытых обмоткой из какой-либо неметаллической ткани. Служит для связи источника тока с потребителем.
Провод состоит из 2 частей. Первая это жила – часть, проводящая ток. Вторая часть – это изоляция, то есть то, что ограждает жилу от внешних раздражителей. В качестве жилы обычно используется проволоки из меди и алюминия, изоляция делается из бумаги, резины, лакового покрытия.
Есть определенная классификация проводов:
- обмоточные;
- медные;
- провода высокого сопротивления;
- монтажные соединительные;
- выводные;
- провода для подвижного состава;
- изолированные для воздушных линий;
- неизолированные;
- провода для геофизических работ;
- термостойкие;
- термоэлектродные;
- прогревочные;
- автомобильные;
- авиационные;
- установочные;
- провода связи;
- Использовать спецодежду. При работе с паяльником лучше всегда носить спецодежду, такую как перчатки, специальный фартук, очки. Это поможет избежать ожогов и травм при работе. Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.
- Не оставлять паяльник сухим при нагревании. Необходимо всегда смачивать паяльник канифолью, это поможет избежать окисления.
- Выбирать паяльник лучше со сменным жалом, чтобы использовать разные формы.
- Лучше использовать разные температуры, для разных видов сплавов. Так можно сделать спайку намного качественней и долгосрочной.
- Использовать надежное освещение. Использовать настольные лампы и фонарики с внешними источниками питания. Это поможет продолжать работу на случай отключения электроэнергии.
Как правильно паять — Радиомастер инфо
Навыки пайки могут понадобиться для надежного соединения проводов, при ремонте и изготовлении радиоэлектронных устройств и т.д. Пайка металлических элементов – это их соединение расплавленным припоем.
Припой – это смесь олова, свинца и специальных добавок.
Что нужно для пайки?
Паяльник.
Припой, флюс.
Инструменты.
Рассмотрим по – порядку.
Паяльник.
Это основной инструмент при пайке. Разновидностей паяльников очень много. Вот некоторые из них:
Паяльник мощностью 40 Вт
Паяльник мощностью 25 Вт
Газовый паяльник
Главные критерии по выбору паяльника такие:
— мощность паяльника должна соответствовать теплоемкости (проще габаритам) спаиваемых деталей, чем крупнее детали, тем больше мощность паяльника;
— форма жала паяльника должна быть удобной для пайки. Если это малогабаритные радиодетали, то удобно жало заточенное как притупленный карандаш, если металлический экран – то жало приплюснутое и т.д.;
— очень важно иметь устройство для регулировки напряжения, поступающего на паяльник. Это может быть ЛАТР (лабораторный автотрансформатор) или простейший тиристорный регулятор напряжения. Наличие регулятора позволит не допустить перегрева жала паяльника.
Удобно пользоваться паяльной станцией, в которой есть регулировка температуры жала паяльника и, как правило, фен для пайки SMD деталей или демонтажа многовыводных радиодеталей.
Припой.
Припой должен быть подобран по составу и температуре плавления. Есть легкоплавкие (мягкие) припои, с низкой температурой плавления до 300 градусов, например, ПОС-61 и тугоплавкие (твердые) с более высокими температурами плавления, например ПМЦ-54. Легкоплавкие припои применяются в устройствах, где при работе нет высоких температур и спаиваемые детали не допускают существенного нагрева, это как правило радиоэлектронные устройства (телевизоры, компьютеры и т.д.).
Если устройство при работе нагревается (блоки в моторном отсеке автомобиля, бытовая техника и т.д.) то паять нужно тугоплавким припоем, иначе при работе контакт расплавится.
ПОС-61 – припой оловянно – свинцовый. 61 – это процент содержания олова, чем меньше эта цифра, тем в припое меньше олова, а свинца больше и температура плавления соответственно выше.
Есть ряд специальных припоев, с добавками, которые придают им особые свойства. Это припой с добавлением меди и цинка (ПМЦ-54), припой с добавлением меди, цинка и серебра (ПСр-45), припой для пайки алюминия HTS-2000 и т.д.
Флюс.
Флюс – это специальное вещество для очистки поверхности спаиваемых деталей в процессе пайки и предохранения от окисления до покрытия припоем.
Самый простой и распространенный флюс – это канифоль. Ассортимент паяльных флюсов очень широкий. Есть активные флюсы. Раньше в качестве флюса просто применяли кислоту, буру и т.д.
Главное нужно помнить, что многие флюсы, особенно активные, являются плохими изоляторами, а то и вовсе проводят ток, как некоторые кислотные. Если пользоваться таким флюсом при ремонте радиоэлектроники, то это приведет к выходу ее из строя, так как после пайки на плате появятся перемкнутые флюсом контакты.
Для пайки электронных плат есть специальные флюсы с отличными изоляционными параметрами, например, вот этот:
Если нет возможности приобрести хороший флюс, можно растворять канифоль в техническом спирте и применять как флюс.
В любом случае, после окончания пайки, лучше тщательно промыть место пайки техническим спиртом и дать ему хорошо высохнуть.
Инструменты.
При пайке необходимы:
Пинцет
Кусачки
Плоскогубцы
Нож или скальпель
Держатель плат (маленькие тиски или зажим)
Технология пайки, основные моменты.
Перед пайкой очистить и залудить жало паяльника. Когда паяльник нагрелся жало можно очистить ветошью или плотной бумагой. Если жало черное и коррозировано, то выровнять и придать ему нужную форму напильником.
Жало лудить сразу после очистки и не оставлять его сухим, для этого периодически помещать в канифоль.
Лудить жало, помещая его в канифоль, затем в припой. Припой лучше расположить на кусочке луженой жести. Жалом паяльника потереть припой, затем его поместить в канифоль, и так несколько раз, пока жало не покроется припоем.
Если не пользуетесь паяльником, снизить напряжение, чтобы жало не выгорало. Припой должен держаться на жале.
Спаиваемые детали предварительно нужно залудить. Если они залужены и чистые, достаточно покрыть флюсом и паять. Если выводы деталей окислены и почернели, зачистить их канцелярской резинкой (теркой), или скальпелем. После этого выводы покрыть флюсом и залудить. Пайку осуществлять, прикладывая припой к месту пайки. Удобно, если припой проволочный с канифолью или флюсом внутри.
Правильно запаянный контакт выглядит округлым, олово растекается самостоятельно по всей поверхности контакта, припой блестит.
Если канифоль шипит и брызгает – жало перегрето. Перегретое жало не держит припой, быстро выгорает и чернеет. В таком случае нужно уменьшать напряжение на паяльнике.
Если температура жала недостаточна, припой плохо плавится и тянется за жалом, пайка имеет острые рваные края. Непрогретая пайка трескается и контакт пропадает.
При пайке радиодеталей, которые боятся статического заряда (высокочастотные полевые транзисторы и т.д.) нужно применять специальные меры:
— использовать статический браслет, который соединить с общим проводом устройства и жалом паяльника. Дополнительно можно тонким проводом обмотать выводы транзистора, таким образом перемкнув их между собой. После того как контакты запаяны, убрать этот провод.
Не забываем после окончания пайки промыть место пайки техническим спиртом и дать ему высохнуть.
Если паяльник маломощный и не прогревает крупную деталь, например, тюнер телевизора, можно подогреть место пайки дополнительным паяльником или феном паяльной станции.
При пайке полупроводниковых деталей важно не перегревать их, иначе они могут выйти из строя. Если кремниевые полупроводники выдерживают нагрев около 1000С, то германиевые намного меньше, до 700С. Как теплоотвод, можно использовать пинцет, удерживая ним деталь за вывод, который паяется.
Технология выпаивания радиодеталей, у которых много выводов, основные моменты.
Для неподготовленных людей выпаять трансформатор, у которого десять выводов, это настоящее испытание, хотя, имея информацию, приведенную ниже, сделать это совсем не сложно.
Способы, как это можно сделать:
- Применить оловоотсос
- Применить паяльник оловоотсос
- Использовать специальную трубку (заточенную медицинскую иглу)
Такой иглой удобно демонтировать микросхемы. Нагреваем один вывод и одновременно одеваем на него иглу. Игла отделяет вывод от припоя. Пару секунд ждем пока припой остынет и переходим к следующему выводу. Освободив по очереди все выводы, снимаем микросхему с платы. Для установки новой микросхемы отверстия в плате уже готовы.
Если необходимо выпаять деталь с толстыми выводами, можно подобрать иглу соответствующего диаметра или использовать самодельную трубку из алюминия с отверстием нужного диаметра. Технология выпаивания такая же, как и иглой.
- Использовать для сбора олова оплетку экранированного кабеля
Ее нужно помещать в расплавленный припой. Припой будет оставаться на этой оплетке и таким образом место пайки будет очищаться от припоя.
- Применять фен паяльной станции. На фен одеваем насадку, которая позволит одновременно нагревать все выводы выпаиваемой детали. Прогреваем все выводы одновременно и вынимаем деталь.
Материал статьи продублирован на видео:
Как правильно паять медный провод для электропроводки дома.
Умение паять бывает очень полезным при восстановлении обрывов в кабелях различного назначения. Однако делать это надо не спустя рукава, а тщательно и аккуратно, соблюдая ряд простых правил. Наша статья расскажет вам как правильно паять медный провод для электропроводки дома.
Умение паять бывает очень полезным при восстановлении обрывов в кабелях различного назначения. Однако делать это надо не спустя рукава, а тщательно и аккуратно, соблюдая ряд простых правил. Наша статья расскажет вам как правильно паять медный провод для электропроводки дома.
Перед тем как приступить непосредственно к делу, выберите оптимальную мощность паяльника, так как для качественно выполненной работы необходимо как следует прогреть все элементы, подлежащие пайке. Подберите подходящее жало паяльника. Оно должно быть сопоставимо по размерам с габаритами самой детали, иначе вы рискуете либо повредить соседние элементы, либо некачественно пропаять провода (элементы схемы). При работе с электрическими платами какого-либо оборудования паяльник необходимо заземлять, чтобы не допустить повреждения чувствительных элементов схемы прибора статическим электричеством или напряжением питания паяльника (220 В) в случае выхода инструмента из строя. Приступая к работе, сперва очистите поверхность жала паяльника и проводов, которые необходимо спаять, от загрязнений, так как крупицы мусора, пыли и окисла могут сильно повлиять на качество и долговечность пайки.
После этого включите паяльник в питающую сеть и дождитесь, пока он нагреется до температуры плавления олова. Чем мощнее будет ваш инструмент, тем дольше придется ждать. Провода, которые вы собираетесь паять, предварительно лучше тщательно скрутить между собой, так как олово – мягкий и ломкий металл. Он не выдержит даже слабых нагрузок. После этого обмакните жало паяльника в канифоль и смажьте им получившуюся скрутку. Тем самым вы обеспечите условия для хорошего перетекания олова на место пайки. Затем обмакните жало в припой и приложите его к месту пайки. Держать паяльник прижатым следует около 2-3 секунд. За это время расплавленное олово успеет перетечь на провода (элементы схемы) и как следует пропитать все микротрещинки вокруг.
Теперь осмотрите место пайки. Олово должно лежать равномерно и блестеть. Если припоя оказалось недостаточно, и в некоторых местах заметна часть скрутки или провода не зафиксировались, необходимо повторить действия из предыдущего шага. Помните, что паяльник нельзя держать прижатым слишком долго. Иначе вы рискуете перекалить пайку. В этом случае олово потеряет свой блеск, потемнеет, возможно, пойдет черными пятнами. В такой ситуации пайку можно будет сломать простым нажатием ногтя, поэтому вам потребуется аккуратно снять весь припой, вновь очистить паяльник и повторить все вышеизложенные действия.
Как соединить медный провод с алюминиевым?
Очень часто в старых домах приходится при ремонте электропроводки соединять алюминиевые провода старой проводки с медными- вновь проложенными.
Кто незнаком с этой темой и делает ремонт своими руками- просто тупо скручивают их между собой и закрывают в распредкоробке, не понимая какую головную боль они себе приобретут в дальнейшем…
С этой темой- соединение меди с алюминием- сталкиваются не отлько при монтаже внутренней электропроводки, но и при замене ввода в дом
Дело в том, что провода воздушной линии (ВЛ)- алюминиевые и если вы делаете вводной кабель медный, то просто так накрутить на алюминиевый провод жилу кабеля- нельзя!
А ведь делают же! Сколько раз сам видел… А потом удивляются- “Почему это у меня свет в доме моргает?!”
Да, действительно, а почему? А вот из-за чего.
Немного химии. Алюминий- очень активный метал, попробуйте его спаять простым методом как медный провод, ничего не получится.
Алюминий активно реагирует на воздух, вернее даже не на сам воздух, а на влагу в воздухе, быстро образуя на своей поверхности тонкую пленку окиси.
Эта пленка оказывает высокое сопротивление электрическому току- появляется так называемое “переходное сопротивление” в месте соединения проводов.
Но медный провод тоже окисляется, однако не так сильно и интенсивно как алюминий и пленка окиси на поверхности меди оказывает гораздо меньшее сопротивление протеканию тока.
Получается что при соединении медного и алюминиевого провода они контактируют своими оксидными пленками.
Так же у этих двух металлов разное линейное расширение, поэтому при изменении температуры в помещении или величины тока, протекающего через скрутку медь-алюминий контакт между ними со временем ослабевает.
Переходное сопротивление в скрутке итак “тормозило” электрический ток, да еще ослабление контакта еще более увеличивало величину переходного сопротивления.
Это приводит к тому, что скрутка начинает греться, чем дальше- тем больше, греется изоляция провода. разрушается от нагрева даже может загореть.
Сами знаете сколько домов сгорело из-за неисправностей в электропроводке и зачастую виновато в этом именно переходное сопротивление или плохой контакт.
Кстати о переходном сопротивлении.
Это активное сопротивление, то есть вся мощность на нем на 100% преобразуется в теплоту, ну как в утюге например)))
Что бы понять что это такое- представтье что два провода соединены между собой нихромовой проволокой и по ним протекает электрический ток, который раскаляет нихром докрасна.
Вот внутри скрутки медного и алюминиевого провода и находится такая раскаленная докрасна нихромовая нить. А оно вам надо?!
Запомните- переходное сопротивление- аналог раскаленной нихромовой нити.
Так, химии достаточно. Теперь как выйти из положения если надо соединить медный провод с алюминиевым.
Тут суть вот в чем: главное что бы эти два металла не соприкасались между собой. Между ними должен быть нейтральный по отношению к ним материал, естественно токопроводящий.
Это может быть свинцовый припой, дюралюминий,сталь, нержавейка, покрытие из хрома.
Кстати интересно- нельзя: цинк, углерод (графит) и серебро с золотом и платиной.
Хотя я себе не представляю кто может себе позволить такое удовольствие- соединять медь с алюминием через платину)))
В такм случае если денег море- лучше совсем провода полностью из платины сделать, потери напряжения исчезнут напрочь)))
Итак, соединяем медь с алюминием:
-С помощью клемных зажимов;
-Болтовое соединение через шайбы
-Слой из нейтрального материала
Клемные зажимы- это ответвительные сжимы (так называемые “орехи”), wago, клемники в изоляции и т.п.
Ну болтовое соединение итак понятно- делается петля на проводе, вставляется болт, а между медью и алюминием- стальные шайбы.
Такое соединение гораздо надежнее всех клемников и зажимов, единственный минус- большие габариты, в распредкоробке много метса занимают.
Я так сам делал например на вводе в дом- когда надо было соединить медный кабель с алюминиевым вводом от ВЛ. Да еще кабель был четырехжильным, а сеть- 220.
Тогда сделал на фазу и ноль по две жилы кабеля, соединил через болтовое соединение с обрезком алюминиевого провода, и уже этот обрезок был подключен энергетиками на ввод.
Уже второй год прошел- замечаний нет))) Это при наличии электроплиты в доме и всего прочего- электротитан, чайник, утюг, микроволновка и т.д.
Сейчас про слой из нейтрального материала. Я имею ввиду- свинцово-оловянный припой.
Как это делается покажу на фото:
Это хороший выход из положения когда нет под рукой зажимов или не хочется их использовать, а болтовое соединение не помещается в коробку.
Тогда надо покрыть медный провод припоем и сделать скрутку с алюминием- соединение будет надежным! Хотя и по ПУЭ- неправильным…
Там требуется или пайка-сварка или клемники-болты, чистая скрутка по ПУЭ- вне закона…
Хотя я лично однажды вскрыл распредкоробку освещения в старом доме- там с выключателя медный провод шел, а на лампочку- алюминиевый. Скрутка была чисто медь с алюминием без вских клемников, припоя и т.д.
Так состояние- как будто только что скрутили!
Все чистенько, никакого окисла и подгара. Я думаю это потому, что в квартире было всегда сухо и к тому же распредкоробка была наглухо запечатана в стене- то есть воздух в нее не проникал.
А поэтому и алюминий не окислялся и к тому же нагрузка на скрутку была минимальная- всего одна лампочка подцеплена.
Поэтому если через соединение медь-алюминий будет проходить большой ток, то лучше сделать болтовое соединение как самое простое, посложнее- пайка.
А вот ваговский зажим в таком случае я бы не рекомендовал использовать, лучше другие клемники где провода хотя бы винтом зажимаются.
Итак, сейчас вы знаете как соединять медный провод с алюминиевым и если вам придется это делать- уверен, вы сделаете правильный выбор!
Замена электропроводки в квартире
В последние несколько десятилетий на мировом рынке появилось огромное количество разнообразной бытовой техники, которая значительно улучшает наш быт. Стараясь не отставать от мирового прогресса, мы приобретаем для нашего домашнего очага такие необходимые вещи, как стиральная машина, СВЧ-печь, кофемашина, различные кухонные комбайны, персональный компьютер и многое другое.
При этом не задумываемся, что вся эта техника создает определенную нагрузку на нашу электросеть, в частности, на электропроводку в квартире или в частном доме.
Электроснабжение современных зданий ведется с учетом возросших требований по потребляемой мощности. Что нельзя сказать о зданиях, срок эксплуатации которых более 20-ти лет. В таких домах электропроводка была рассчитана с учетом требований тех лет, когда суммарная мощность всех подключенных бытовых устройств была значительно ниже.
Но это не единственный фактор безопасной эксплуатации электропроводки. Со временем изоляция электропроводки теряет свои изоляционные свойства. Под действием длительного периода климатических воздействий изоляция электропроводки разрушается, что может привести к печальным последствиям. По статистике огромный процент возгораний происходит из-за старой проводки. Поэтому замена старой электропроводки – залог безопасности домашнего очага.
Выбор сечения и марки кабеля.
Прежде чем приступить к работам по замене электропроводки, нужно определиться с маркой нового кабеля. Для монтажа токонесущих линий в жилых зданиях применяют два вида кабеля: медный и алюминиевый. Медный провод по своим электрическим параметрам лучше алюминиевого, но стоимость его выше. К тому же, провод из меди больше подвержен окислению, что отрицательно сказывается на местах его соединения. Поэтому участки медного провода предварительно покрывают слоем припоя (лудят).
Следующий важный параметр, который нужно учитывать при выборе электрического кабеля, это сечение токонесущей жилы. Чем больше площадь сечения провода, тем выше значение по потребляемой мощности, которую он может выдержать. Для зданий специальных назначений сечение кабеля предварительно рассчитывают. Для жилых зданий существуют установленные нормы, по которым площадь сечения составляет:
для скрытой электропроводки:
медный провод – 1,5 мм;
алюминиевый провод – 2,5 мм;
для открытой электропроводки:
медный провод – 2,5 мм;
алюминиевый провод – 4 мм.
После выбора необходимой марки кабеля приступают к демонтажу старой электропроводки, предварительно отключив сетевое напряжение.
Классификация электропроводки по способу исполнения.
По способу укладки провода различают скрытую и открытую электропроводку.
Открытую электропроводку размещают на поверхности стены и используют, в основном, в зданиях деревянного типа.
Скрытую электропроводку применяют в кирпичных и железобетонных зданиях и укладывают в специальных каналах, которые после укладки заделывают штукатурным раствором.
На демонтаж скрытой электропроводки затрачивается больше времени, чем на демонтаж открытой. И связано это с тем, что проводку из канала в стене не всегда удается извлечь, не повредив покрытие стены, так как очень часто скрытую проводку наглухо цементируют в канале.
Чтобы облегчить процесс замены электропроводки в доме, квартире и коттедже, провода помещают в металлические или пластиковые трубы, которые укладывают в каналы и заделывают штукатурной смесью.
Монтаж электропроводки.
После того, как демонтировали старую проводку, приступают к разметке новых электролиний и электроточек. Для этого заранее определяют будущее местоположение всей бытовой техники, для которой необходимо электропитание. Иногда в зданиях, особенно старых конструкций, размещение розеток и выключателей не всегда удовлетворяет в плане эстетики и комфорта. Поэтому новые розетки стараются разместить так, чтобы их положение было скрыто бытовой техникой, а выключатели были доступны и отлично вписывались в дизайн помещения.
Для подводки кабеля к электроточкам можно использовать старые каналы в стене и дополнительно сделать новые.
Прокладка новых каналов связана с определенными трудностями. Если поверхность стены оштукатурена толстым слоем, то сделать канал для электропроводки не составит особого труда. Если стена железобетонная, то нужно использовать специальный строительный инструмент (штроборез) для нарезания каналов.
Каналы для укладки кабеля выполняют перпендикулярно и параллельно полу или потолку, чтобы впоследствии было легко определить местоположение электропроводки при выполнении сверлильных работ.
Соединения электропроводки допускается только в соединительных коробках. Не рекомендуется соединять вместе медные и алюминиевые проводники, так как образуется гальваническая пара, что может вызвать сильное нагревание или искрение контакта. В таких случаях используют специальные переходники или участки соединения медного проводника пропаивают.
Проверка выполненных работ.
После того, как электропроводка уложена в специальные трубы и закреплена в каналах стены, приступают к проверке смонтированной линии на отсутствие короткого замыкания. Проверка выполняется при помощи специального прибора – тестера.
Только после этого, убедившись в отсутствии короткого замыкания в электропроводке, линию подключают к сетевому напряжению и проверяют работоспособность всех установленных электроточек при помощи фазового индикатора или тестера.
В крайнем случае, для проверки можно использовать осветительные приборы.
После поверочных работ приступают к заделыванию каналов штукатурным раствором, тщательно и ровно разравнивая его по плоскости стены.
Следует учесть, что выполнение работ по замене электропроводки связано с риском поражения электрическим током и опасностью возгорания. Поэтому для выполнения качественной работы лучше обратиться к квалифицированному специалисту в этой области.
электропроводка в доме паять медный провод алюминиевый провод Как правильно паять медный провод для электропроводки дома. Обработан
Как просто научиться правильно паять провода на примере наушников
Эта статья является небольшим продолжением статьи «Ремонт наушников голыми руками, без паяльника». Если вам всегда хотелось уметь паять, но вы не знали как к этому подойти и с чего начать, то это очень подходящий момент попробовать паять провода и понять, что паять — это просто.
Если Вы еще не читали первую статью:
Ремонт наушников голыми руками, без паяльника!
Нам потребуются:
- Сам паяльник. Я предпочитаю мощностью 40 честных советских ватт. Паяльник такой мощности достаточно универсален и подходит как для пайки тонких проводков, так и для относительно массивных соединений.
- Припой, или как говорят в народе — олово. На самом деле припой, как правило, оловянно-свинцовый, и от соотношения металлов зависит температура его плавления. При покупке спрашивайте легкоплавкий и лучше тот, который в виде проволочки с канифолью внутри, паять таким гораздо удобнее.
- Канифоль. Хорошая канифоль имеет равномерный коньячно-янтарный цвет, без мутностей на просвет. Но в принципе подойдет любая.
- Желание, но раз Вы уже тут, значит оно есть и это радует!))
Как видите, в списке нету никаких паяльных кислот и флюсов. Я никогда не использую их при пайке, обходясь только канифолью, чего и вам не советую. При использовании флюса, помимо его токсичности, проблема еще и в необходимости тщательной промывки места пайки. Даже если останется малейшее его количество, то со временем это неизбежно приведет к растворению. Но так или иначе выбор за вами.
Что имеем?В первой статье было показано как подготовить к скручиванию провода ремонтируемых наушников с проводами AUX-кабеля, а так же то, как их в последствии заизолировать.
Так как у нас все уже подготовлено то, от паяльника потребуется самая малость — спаять провода наушников. Для начала воткнем его в розетку, и дождемся пока он нагреется.
Предлагается, что нужные проводки уже были найдены и скручены, и к этому моменту заготовка выглядит на подобие:
Приступим!Если паяльник нагрелся, необходимо посадить небольшую капельку олова на конец его жала, т.е. расплавить жалом немного оловянного припоя так, чтобы часть припоя перешла на жало.
Для того, чтобы это произошло, конец жала паяльника необходимо зачистить от нагара и смочить в канифоли, т.е. Ткнуть горячим паяльником в канифоль. Канифоль улучшает смачивание и олово лучше прилипает к меди.
Поэтому кладем скрутку проводков на кусочек канифоли и слегка прижимаем ее жалом паяльника, чтобы она, буквально на мгновенье, окунулось в канифоль.
Далее нужно поводить жалом паяльника по спаиваемому месту так, чтобы капелька олова перешла на медь и обволокла проводки. Стараемся сделать так, чтобы олово равномерно покрыло всю оголенную от лака часть провода.
Отрезаем лишнееПосле того как проводки спаянны, отрезаем лишнее, оставляя 2-3 мм покрытых оловом — этого достаточно.
Изолируем
Ну а дальше проделываем все делишки с термотрубками — надеваем трубки подходящего диаметра (обычно сжимаются вдвое) и получаем отличный во всех смыслах результат.
Как видите, пользоваться паяльником не так сложно, как кажется. Если Вам удалось осилить это, то и ремонт разъема не вызовет никаких трудностей 🙂
Перейти к статье:
Не работают наушники? Ремонт разъема наушников своими руками
Как паять
Как паятьКак паять – для начинающих и экспертов
Авторские права 2005 R.G. Увлеченный. Все права защищены. Отсутствует разрешение на для отображения с веб-сайтов, отличных от http://www.geofex.com без письменного разрешения.
Пайка – процесс загадочный, в некотором смысле даже металлургам, которые изучают его, чтобы заработать себе на жизнь. Мы немного знаем о том, как это работает, и несколько правил, чтобы заставить его работать больше всего (99.99999%) времени.
Как это работает (насколько нам известно).
Пайка – это процесс, при котором металл плавится до точки, при которой он
жидкость, а затем жидкость смачивает поверхность, прежде чем снова замерзнуть. Жидкий припой
не такой агрессивный смачивающий агент, как вода, поэтому мы должны использовать химические вещества, чтобы
помочь ему намочить поверхность металлов. Это те флюсы, которые мы используем. Кроме того,
припой и паяемые металлы должны быть достаточно горячими, т.к.
минимальная температура, ниже которой определенные металлы не смачиваются.Эта температура различна для каждого припоя.
В металлургической литературе говорится об образовании областей интерметаллического сплава на границах раздела между прилегающими поверхностями при условиях …. ACK !!! Он смачивает, как вода смачивает некоторые поверхности и скатывается с других (вспомните свежевыполированную машину).
Каждый припой ??? Их больше одного?
Да. «Припой» – это просто смачивающий металл.
Припои могут быть монолитными (особенно при высокотемпературной пайке ювелирных изделий).
или смеси (почти все низкотемпературные припои).Электронный припой обычно
смесь примерно 60% олова и 40% свинца почему-то обозначается как 60-40. А
смесь используется, потому что часто смесь металлов плавится при более низкой температуре
чем любой из составляющих металлов. Например, смесь олово-свинец 63-37
плавится при более низкой температуре, чем любой другой рецепт олова и свинца из 100%
олово до 100% свинца. Эта низкотемпературная смесь переходит непосредственно из твердого состояния в
жидкость и наоборот, отсутствие слякотной температуры пластического перехода.Это качество
называется эвтектическим припоем. 60-40
электронный припой почти эвтектический.
Для электроника, никогда, никогда, никогда не используйте ничего, кроме электронного припоя 60-40 или 63-37 эвтектика. НЕ используйте водопроводный припой 50-50, даже если вы можете найти Это.
Неэвтектические припои склонны к образованию холодных соединений из-за перемещения при остывании через пластиковую область. В пластической области кристаллы избыточного чистого олова или свинец в жидком расплаве эвтектической жидкости.Эти кристаллы делают стык становится более зернистым по мере охлаждения, а движение может вызвать трещины вдоль кристаллов, образуя соединение с высоким сопротивлением. Вот почему вы никогда не должны переместите паяное соединение, пока оно остынет.
Теперь несколько практических рекомендаций:
Правило 1: Возьми утюг сначала очистите. Прежде чем вы даже подумаете о пайке эффекта, получите Жало паяльника чистое и покрытое гладким блестящим слоем расплавленного припоя. Это может потребовать замены наконечника, или может потребоваться шлифовка или подпиливание в крайнем случае опустите к яркому блестящему металлу, а затем нанесите флюс и нанесите припаять к очищенному наконечнику.Если чаевые нет зеркально-блестящий с микротонким слоем расплавленного припоя, паять нельзя успешно.
Правило 2: Получите соединение
чистый. Чтобы смачивать металлы основного соединения, они должны быть чистыми.
Без жира, оксидов, остатков шоколада, замазки и т. Д.
чистым, припой не будет смачиваться равномерно, и этот факт будет скрыт под
капля припоя. Металлы различаются по способности смачиваться. Замороженный припой
наверное паять проще всего.Металл со слоем чистого олова или свинца.
следующий самый простой, и именно поэтому выводы резистора покрывают либо чистым оловом, либо
оловянно-свинцовый припой. В конце концов даже припой, олово или свинец вырастают оксидный слой, который
устойчив к намоканию припоя. Вот почему старые резисторы иногда
не паять без очистки их выводов.
Кажется, что золото можно паять навсегда, поэтому полупроводники из Второго
Золотой век электроники имел позолоченные провода. Медь умеренная.Голая медь
Печатную плату необходимо очистить до тех пор, пока она не станет блестящей и розовой, чтобы получить наилучшие результаты.
паяемость.
Правило 3: Используйте флюс. Самый простой способ – использовать припой с канифольным флюсом. Это припой, который имеет центральный канал, заполненный канифольным флюсом. Никогда, никогда, никогда, никогда не используйте флюс для сантехники, пастообразный флюс или любой другой флюс, независимо от того, как он вам говорит, что это не вызывает коррозии, если он явно не предназначен для электронного использования. Если вы это сделаете, это съест медь под стыком, если не почистишь лучше, чем дома конструктор может очистить доску.
Правило 4: Входите быстро
при сильном огне и вылезай. Поврежденные компоненты легче нагреть с помощью
более прохладный утюг, чем более горячий (в пределах разумного). Это потому, что это занимает больше времени
чтобы более холодный утюг нагрел стык до температуры, чем более горячий. Нагревать
перемещается в суставе с фиксированной скоростью, поэтому, если вы используете высокотемпературный утюг и
быстро нагреваются, соединение достигает температуры пайки до того, как
тепло разошлось по проводникам очень далеко.
Правило 5: Нагревайте соединение, а не припой. Никогда, никогда, никогда, не растапливайте каплю припоя на железе и не капайте ее на стык. Это не прилипнет, потому что соединяемые металлы недостаточно горячие для смачивания. Вместо, прикоснитесь луженым железом к стыку и нагрейте его, пока припой не расплавится, когда коснулся части стыка, не являющейся утюгом. В идеале ты ставишь утюг на противоположной стороне стыка, касаясь всех кусков металла, подлежащих пайке, и коснитесь припоя сбоку от утюга.Когда та дальняя сторона горячая достаточно, чтобы распустить припой, вы уверены, что бит ближе к утюгу выше температуры пайки, и вы (вероятно) получите хороший стык. Когда это Если что-то происходит, снимите этот утюг с сустава, прежде чем что-то повредить нагреванием.
Правило 6: Дайте ему течь, позвольте этому течь, позвольте этому течь. Когда припой правильно расплавился в чистый, хорошо флюсовый шов, он вдруг потечет как вода в стык и смачивает все металлические поверхности. Поверхность зеркальная блестящий, и припой не будет выступать в виде капель над стыком.Если припой – это капля, похожая на бусину, закрывающая внутренние части соединения, вероятно, что сустав плохой; в лучшем случае это ненадежный сустав.
Правило 7: Дайте остыть на месте. Это далеко Лучше всего, если соединение будет расположено механически так, чтобы оно удерживалось в нужном положении сам, и ни одна из фигур не двинется, если вы отпустите их. То, что ты хочешь, для соединение, чтобы начать охлаждение без каких-либо деталей внутри паяного соединения перемещение до полного застывания припоя.Перемещение предмета во время его охлаждения делает соединение с внутренними трещинами, которое со временем может окисляться вдоль трещин и образовывать для трудноразрешимой проблемы отладки в том, что раньше работало до того, как сустав окислился.
Опытный паяльщик подготовит стык (или, вероятно, несколько стыков) для пайки путем очистки и размещения частей, чтобы они лежали неподвижно, пока он припои. Затем он возьмет железо в свою доминирующую руку, припой – в свою. не доминирующей рукой, очистите железный наконечник от любых окислов в последнюю минуту, проведя им по губка для чистки или средство для чистки нержавеющей ваты.Затем он начнет танец: двигайся утюжить и припаять к стыку; прикоснуться к стыку утюгом на небольшой промежуток времени времени, затем прикоснитесь припоем к дальней стороне стыка; поток будет течь из сердцевины припоя появится немного дыма канифоли, а затем припой потечет по стыку; затем припой и железо отрываются от стыка быстро и решительно.
Все это, может быть, две секунды. Следующий стык.
Action – оловянный состав для лужения – оловянно-свинцовый припой
Краски для лужения
Action – Tinning Paint Action
Идеальная пайка – это просто, если вы воспользуетесь установкой Action-Tin Tinning Plant.Идеальная пайка достигается, когда две соприкасающиеся поверхности металлургически (механически и химически) соединяются вместе припоем. Вся территория покрыта, пустот нет. Action-Tin полностью смачивает каждую поверхность, которую вы видите перед пайкой.
Action-Tin представляет собой смесь припоя из олова и свинца, а также химического флюса специального состава. Он густой и кремовый, поэтому остается там, где вы его положили. Он предварительно лужит не только медь и латунь, но и материалы, которые труднее припаять, такие как сталь, железо, нержавеющая сталь, чугун, бериллиевая медь, терновая пластина, свинцовые отливы и покрытия.
Action-Tin можно разбавлять водой при использовании в ванне для лужения. Разбавьте до желаемой консистенции и перемешайте ванну, чтобы металл не оседал
Не содержит соляной кислоты, но работает лучше и активнее, чем многие флюсы. Как и в случае со всеми флюсами, убедитесь, что место, в котором вы работаете, хорошо вентилируется, и соблюдайте соответствующие процедуры и меры предосторожности.
Также доступен в нашей бессвинцовой формуле – EnviroSafe Action-Tin. Безопасен для использования во всех санитарных, пищевых и других экологически чувствительных областях.
Бессвинцовая краска для лужения EnviroSafe
Содержащий только порошок припоя из бессвинцового сплава и наш специальный флюс, бессвинцовая олово EnviroSafe Action может использоваться с припоем EnviroSafe во всех санитарных, пищевых и других экологически чувствительных областях. (Может также использоваться с другими припоями.) Крупные медные, латунные и другие трубчатые материалы можно паять потом с полным покрытием путем лужения поверхности сначала с помощью Action Tin, а затем флюсования, сборки и пайки.Идеальная пайка достигается, когда две соприкасающиеся поверхности металлургически скреплены вместе припоем. Вся территория покрыта, пустот нет. Action Tin полностью смачивает каждую поверхность, и это можно увидеть перед пайкой. Он предварительно олово обрабатывает не только медь и латунь, но и трудно паяемые материалы, такие как сталь, железо, нержавеющая сталь, чугун, бериллиевая медь, терновая пластина, свинцовые отливы и свинцовые покрытия. После предварительного лужения вы можете собрать любой флюс и припой.
Краска для лужения Solder-Magic Action-Tin
Краски для лужения используются для предварительного лужения любого продукта, но особенно для трудно поддающихся пайке применений.Их наносят, как следует из названия, в качестве краски. Краски более текучие, поскольку в них отсутствует загуститель, поэтому краску необходимо перемешать перед использованием. Типичное содержание металлов составляет до 30% по весу. Краска наносится кистью или протирается на поверхность и оплавляется в духовке, горелке или утюге. Он доступен в большинстве распространенных припоев.
Высокоактивная флюсовая система на основе хлорида цинка подходит для многих типов промышленных припоев и недрагоценных металлов. Теплая вода используется для очистки любых остатков, особенно для важных металлических поверхностей.Эти продукты не подходят для чувствительных электронных устройств.
Научитесь паять как чемпион!
Термотрансферный
Оптимизация теплопередачи – ключ к получению отличных паяных соединений. Первое, что нужно затронуть, – это немного назад от физики средней школы: энергия всегда перемещается от горячего к холодному. Имейте это в виду. При пайке вы обеспечиваете путь для этой тепловой энергии от горячего утюга к более холодным рабочим деталям.
Оксиды, побочный продукт нагрева металлов в среде, богатой кислородом (тускло-серый или черный налет на паяльнике), являются очень плохими проводниками тепла. Яркое блестящее паяльное жало гораздо эффективнее передает тепло, потому что на его пути нет оксидов. Вот почему так важно всегда содержать паяльник в чистоте.
Помимо поддержания чистоты кончика паяльника, очень важно максимально увеличить площадь, доступную для передачи тепла.Как показано на схемах выше, прижимать чистый железный наконечник к детали намного лучше, чем окисленный наконечник, но обеспечивает только очень небольшую площадь контакта для передачи тепла от утюга к заготовкам. Если вы сначала нанесете каплю припоя на утюг, а затем приложите ее к деталям, которые нужно припаять, капля будет растекаться по детали, увеличивая площадь контактной поверхности и быстро увеличивая скорость передачи тепла от утюга к паяльнику. часть. Это особенно важно при лужении больших площадок на печатных платах или проводов большего диаметра, таких как провода аккумулятора.
Тепловая выдержка
Тепловая выдержка – враг любого паяльщика. Поглощение тепла – это когда тепло, которое вы вводите в деталь для создания паяного соединения, распространяется по детали и повышает температуру окружающей области / компонентов. Многие компоненты, смонтированные на печатной плате, очень чувствительны к повышенным температурам и могут быть необратимо повреждены, если станут слишком горячими. Вы можете подумать: «О, это просто, я просто откажусь от паяльника». НЕПРАВИЛЬНЫЙ!
Тепловая выдержка является побочным продуктом того, насколько горячий паяльник, а также того, как долго он находится в контакте с паяемой деталью.Припой плавится при 370 ° F (188 ° C), если у вас установлен паяльник на 570 ° F (300 ° C), может потребоваться минута или две, прежде чем контакты, подлежащие пайке, достигнут точки плавления припоя. тем временем остальная часть также значительно нагреется.
Если вы установите паяльник на 750 ° F (400 ° C), контакты, подлежащие пайке, очень быстро нагреются до точки плавления припоя, что позволит выполнить соединение и отвести тепло раньше, чем остальная часть детали. есть шанс нагреться.Это намного лучше для чувствительных компонентов детали.
Тепловая масса
Термическая масса определяет, сколько тепловой энергии объект может поглотить или сохранить. Обычно это связано с размером и плотностью объекта и в этом случае применимо как к создаваемым паяным соединениям, так и к горячему наконечнику паяльника.
При пайке очень важно учитывать тепловую массу деталей, которые вы пытаетесь паять, и уравновешивать их с оборудованием, которое вы используете для пайки.
Небольшое паяное соединение, такое как провод камеры на FC, требует очень небольшого количества энергии, поэтому даже небольшой паяльник может отлично справиться с этой задачей. Большое паяльное соединение, такое как добавление XT60 к набору выводов батареи, требует гораздо больше тепловой энергии, и поэтому использование паяльника большего размера сделает работу намного быстрее и проще.
Например, TS-100 – отличный утюг, но у него довольно маленький наконечник (доступно несколько наконечников, но все они довольно маленькие), поэтому наконечник имеет довольно небольшую тепловую массу для 99% пайки, связанной с FPV. размер наконечника вполне достаточен, и он может накапливать достаточно тепловой энергии, чтобы расплавить необходимый припой и создать хорошее соединение.
Однако при больших объемах пайки паяное соединение может иметь большую тепловую массу, чем наконечник паяльника. Это означает, что когда тепло передается от жала паяльника и припой плавится, он забирает все тепло с жала и оставляет элемент паяльника, пытаясь его догнать. Это может привести к повторному затвердеванию припоя в середине стыка или, что еще хуже, может означать, что вы должны держать утюг на стыке в течение длительного времени, что увеличивает эффект теплового поглощения и рискует повредить другие компоненты.
Лучший способ избежать подобных проблем – использовать паяльник с большим наконечником и, следовательно, большей тепловой массой. Этот паяльник большего размера, без сомнения, займет гораздо больше времени, чтобы нагреться, так как для заполнения жала требуется гораздо больше энергии, но по той же причине, когда вы паяете эти большие провода, жало будет иметь энергию, и припой расплавится легко и быстро.
Повышение температуры наконечника вверх имеет тот же эффект, что и при использовании наконечника большего размера, поскольку в небольшом пространстве содержится больше тепловой энергии.
Образование оксидов
Как мы уже говорили, содержание паяльника в чистоте и отсутствии окислов очень важно, но полезно знать, что чем горячее деталь, тем быстрее она окисляется. Это уловка 22 с использованием более высокого нагрева для паяных соединений, в то время как это позволит избежать теплового замачивания, наконечник вашего паяльника будет окисляться намного быстрее и потребует более частой очистки и повторного лужения.
Как паять золотые украшения
Искусство пайки порождает множество разных вопросов.Какой металл использовать? Какие украшения подходят? Какие инструменты нужны? В этом блоге мы сосредоточимся на пайке золотых украшений. Узнайте, как паять золотые украшения и на каждом этапе, а также обо всех различных инструментах и оборудовании, необходимых для работы. Более того, мы также прольем свет на некоторые из наиболее часто задаваемых вопросов о пайке золотых украшений, с учетом различий между использованием каждого сплава и того, из чего сделан золотой припой.
Искусство пайки порождает множество разных вопросов.Какой металл использовать? Какие украшения подходят? Какие инструменты нужны? В этом блоге мы сосредоточимся на пайке золотых украшений. Узнайте, как паять золотые украшения и на каждом этапе, а также обо всех различных инструментах и оборудовании, необходимых для работы. Более того, мы также прольем свет на некоторые из наиболее часто задаваемых вопросов о пайке золотых украшений, с учетом различий между использованием каждого сплава и того, из чего сделан золотой припой.
Узнайте все, что вам нужно знать, чтобы вы могли приступить к своим паяльным проектам, указанным ниже.
В чем разница между пайкой золотых украшений и серебряных украшений?
Прежде всего, мы установим разницу между пайкой серебряных и золотых украшений. Один из ключевых дифференцирующих факторов – это температура. И золотой, и серебряный припой бывают разных температур потока. Серебро бывает четырех разных типов: легкое (E), мягкое (S), среднее (M) и твердое (H), каждый с разной температурой потока. С другой стороны, золото можно найти во многих других формах.Вы должны учитывать каратность от 8 до 22, а также цвет: белое золото, желтое золото и красное золото. Вот разбивка точек плавления для пайки золотых украшений:
- Низкая, легкая -650-720 ° C
- Высокий карат, легкий -700-715 ° C
- Малая, твердая – 755-795 ° C
- Высокий карат, твердая -790-830 ° C
Из чего сделан золотой припой?
Большинство золотых припоев состоит из множества компонентов, наиболее существенным из которых являются металлы с низкой температурой плавления.К ним относятся кадмий, индий, цинк и олово. Однако они имеют тенденцию к побелению паяльного сплава, что требует дополнительного добавления меди.
Инструменты для пайки золотых украшений
Прежде чем мы перейдем к пайке золотых украшений, вам нужно собрать несколько инструментов и оборудования. Вот что вам нужно забрать:
Вот как паять золотые украшения – шаг за шагом
Давайте погрузимся в наше пошаговое руководство по пайке золотых украшений.
- Очистите золото. Это первый шаг в изучении того, как делать золотой припой и как паять золотые украшения. Это позволяет металлу должным образом соединиться друг с другом, поэтому для этого просто смочите украшение в травильном растворе, используя пинцет для маневра. Затем промойте водой, чтобы удалить кислоту.
- Закрепите деталь пинцетом или зажимом. Поместите украшение, над которым будете работать, на паяльный блок и закрепите его пинцетом или зажимом.Убедитесь, что золотые детали максимально плотно прилегают друг к другу. В противном случае, если зазор будет слишком большим, припой может выйти из строя.
- Добавить флюс для пайки золота. Наносить только на те участки припоя, которые будут соединяться вместе, чтобы убедиться, что все загрязнения удалены, и предотвратить изменение цвета поверхности.
- Нагрейте флюс. Возьмите ручной резак и осторожно нагрейте флюс, пока не увидите, как вода закипает, оставляя защитные твердые частицы на детали.
- Нанесите золотой припой и нагрейте. Добавьте к стыку небольшой кусочек золотого припоя, затем нагрейте окружающий металл ручной горелкой. Верхний наконечник! Медленно перемещайте пламя вперед и назад, чтобы нагреться по всей длине соединения. Остановитесь, когда припой начнет плавиться и растекаться по шву, и вы должны увидеть, как стороны соединяются вместе.
- Охладите и обработайте изделие.