инструкция для новичков и не только
- Главная >
- Блог >
- Как варить инверторной сваркой: инструкция для новичков и не только
26.09.2022
Сварка
Время чтения: 6 минут
Редакция сайта VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- Особенности сварочного инвертора
- Назначение инвертора и сферы применения
- Подбор силы тока
- Подбор диаметра электрода
- Пошаговая инструкция по инверторной сварке
- Техника безопасности при инверторной сварке
- Распространенные ошибки новичков при инверторной сварке
- Полезные функции инвертора для новичков
С появлением недорогих инверторов у каждого начинающего мастера появилась возможность научиться варить самостоятельно.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешевого вполне хватит для сборки простой металлоконструкции или сварки дачного забора. Для освоения этого аппарата понадобится совсем немного времени. Как варить инверторной сваркой, вы легко поймете, прочитав нашу статью до конца.
Особенности сварочного инвертора
Упростить сварочный процесс можно, даже не являясь профессиональным сварщиком. Такая возможность появилась при выходе на рынок инверторных аппаратов.
Такой вид сварки металла – большой технологический шаг. Раньше подобное оборудование было неподъемным, достаточно вспомнить выпрямители и сварочные трансформаторы предыдущих поколений. Сегодня габариты и масса инверторного аппарата намного меньше, что делает более удобным его использование и повышает производительность сварочных работ.
Сейчас с уверенностью можно сказать, что инвертор – самый современный, и традиционные генераторы, выпрямители, трансформаторы постепенно отходят на второй план. Даже если прежде вам не приходилось работать с таким оборудованием, будет достаточно получить несколько уроков по инверторной сварке для начинающих, и вы уже будете иметь представление о технологии работ.
Как варить инверторной сваркой? Существует несколько видов инверторов, производители у них тоже разные. Конструкция аппарата не зависит от производителя и состоит из:
- блока питания с фильтром и устройством для выпрямления;
- инверторного блока, который служит преобразователем постоянного тока в переменный высокочастотный;
- трансформатора для понижения напряжения тока;
- силового выпрямителя, отвечающего за постоянный ток в аппарате на выходе;
- электронного блока, за счет которого происходит управление аппаратом.
Конструкция содержит множество технологических решений, позволяющих создавать очень качественные соединительные швы большой прочности. Вес аппарата – от 5 до 15 кг, а его компактность дает возможность без проблем переносить оборудование с места на место.
Вес аппарата – от 5 до 15 кг, а его компактность дает возможность без проблем переносить оборудование с места на место.
В новом комплекте оборудования при покупке вы найдете подробную инструкцию, которая подскажет, как научиться варить инверторной сваркой самостоятельно, как аппарат включать, какие использовать электроды в зависимости от свариваемого металла и прочие детали.
Назначение инвертора и сферы применения
В особых случаях, когда параметры металла для сварки требуют особого подхода для создания идеальных швов, качественная инверторная сварка чаще всего и есть лучшее решение.
За счет того, что действие механизмов продумано до мелочей, работы по соединению деталей инвертором становятся все более популярны в различных сферах:
- Технология сварки обеспечивает высокую эффективность как в бытовых, так и в промышленных условиях благодаря высокой транспортабельности и компактности. И если вы впервые столкнулись с таким видом работы, самоучитель для начинающих в короткие сроки ответит на вопрос о том, как правильно варить инверторной сваркой.

- Антизалипание и форсирование дуги – это лишь некоторые новейшие возможности, которые может предоставить разнотипная сварка.
- Весь процесс автоматизирован, что позволяет серьезно упростить работу сварщика.
- К преимуществам инверторной сварки можно отнести ее способность надежно и эффективно соединять разнородные металлы: нержавейку и высоколегированную сталь, медь, титан, алюминий и прочие сплавы.К преимуществам инверторной сварки можно отнести ее способность надежно и эффективно

Электрическая инверторная сварка может выполняться на абсолютно разных объектах, в том числе и в бытовых условиях, как говорилось выше. Поскольку данная технология не требует специального обучения, информацию о том, как варить металл инверторной сваркой, можно найти в Интернете.
Подбор силы тока
Для новичка освоить данный вид сварки – не проблема, если он научится правильно выставлять силу тока. Выбирать ее нужно в соответствии с толщиной свариваемого металла. Если число ампер будет превышено, то шов получится слишком вплавленным, местами даже с дырами от прожогов. Соответственно, это соединение очень непрочно и ломается при нажиме.
Если число ампер будет превышено, то шов получится слишком вплавленным, местами даже с дырами от прожогов. Соответственно, это соединение очень непрочно и ломается при нажиме.
Рекомендуем статьи
- Особенности дуговой сварки: разбираемся в технологии
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
Если же силы тока недостаточно, на поверхности останется наплавленный металл без необходимой проплавки. Если это узлы отопления, то они быстро протекут, а металлические конструкции могут рассоединиться.
На торце инверторного аппарата есть переключатель ампер. Его значение отображается либо на шкале, либо на цифровом дисплее в зависимости от модели. Чтобы соединение вышло оптимальным, рекомендуется выбирать силу тока в соответствии с данными, приведенными в таблице:
| Сила тока, А | Толщина металла, мм |
|---|---|
| 35–55 | 1,5 |
| 45–75 | 2 |
| 90–125 | 3 |
| 125–165 | 4 |
| 140–170 | 5 |
| 160–200 | 6 |
Подбор диаметра электрода
Когда вы научитесь правильно выбирать диаметр электрода, то есть в соответствии с установленной силой тока и толщиной сторон металлического изделия, инверторная сварка станет довольно простым занятием. Очень тонким элементам обеспечен перегрев на большом токе, а это накаляет держатель и может травмировать сварщика. Если будет подобран слишком большой диаметр электрода, то он будет прилипать, и не получится добиться нужной степени проплавки.
Очень тонким элементам обеспечен перегрев на большом токе, а это накаляет держатель и может травмировать сварщика. Если будет подобран слишком большой диаметр электрода, то он будет прилипать, и не получится добиться нужной степени проплавки.
Среди советов новичкам о том, как варить инверторной сваркой, можно привести следующую таблицу, где указано соответствие диаметра электрода толщине металла:
| Толщина металла, мм | Диаметр электрода, мм |
|---|---|
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговая инструкция по инверторной сваркеТолько после верного выставления всех настроек можно приступать к сварке.
- Кончик электрода касается черновой поверхности с постукиванием. В этом качестве можно применять прикрепленную к массе пластину или металлический квадрат размером 100х100 мм. Такой вариант прогрева увеличивает чувствительность к последующим возгораниям и заставляет электроны в присадочном металле двигаться.
- Две стороны свариваемого металла нужно скрепить между собой, чтобы во время сварки они не расползлись. «Прихватки» нужно поставить не менее чем в двух местах, если речь о стыке, и с обратной стороны не менее двух, если соединение тавровое или угловое.
- Далее дуга перемещается к началу шва при легком касании к металлу.
- Поскольку дуга очень ярко горит, лучше сначала потренироваться на черновых деталях, чтобы глаза привыкли к такому свету. Это нужно для того, чтобы видеть не только белое пятно, но и понимать, какие процессы происходят.
- Если удерживать дугу на месте, образуется лужица металла, так называемая «сварочная ванна». Это происходит из-за плавления основной стали и присадочного материала. Какова ширина ванны, такими будут границы шва.
- Помимо расплавленного металла, в ванне будет накапливаться жидкий шлак. Он создает изолированную среду (при помощи паров) для защиты шва от воздействия воздуха. Новичку при работе с инверторной сваркой нужно научиться отличать расплавленный металл от жидкого шлака. Последний обычно красный, а вот у металла – белый цвет. Если перепутать шлак со сталью, то можно не проварить много мест на поверхности.
- Несмотря на свою защитную функцию, шлак образует наплывы, которые мешают сварщику, поэтому ему приходится регулярно отгонять в сторону кончиком электрода затекающий шлак. Разводы, образующиеся на поверхности, после застывания легко отбиваются.
- Шов образуется разными движениями кончика присадочного элемента, но это требует подробного описания, которое приводится далее в тексте.
- При окончании сварки необходимо сделать «замок», то есть окончание шва. Если убрать электрод без этого, то образуется отверстие, похожее на кратер, и все это застынет. В итоге он первый пропустит воду, с него начнется трещина при нажиме. Поэтому завершить шов нужно, отведя кончик в сторону на цельный металл либо заведя его на уже готовое соединение.

 Разводы, образующиеся на поверхности, после застывания легко отбиваются.
Разводы, образующиеся на поверхности, после застывания легко отбиваются.Техника безопасности при инверторной сваркеМы не сделаем глобального открытия, если в очередной раз напомним, что при инверторной сварке, как и при других подобных видах работ, самое важное – техника безопасности. Маска сварщика – обязательна. Рабочая одежда должна быть из негорючих материалов и надежно защищать руки и ноги от брызг расплавленного металла.
Читайте также: Приспособления для сварочного стола: обзор наиболее важных
Стоит ли говорить, что поблизости от места проведения сварочных работ не должно быть легковоспламеняющихся предметов, а домашняя электропроводка должна быть рассчитана на большую нагрузку от сварочного аппарата. Потребуется около 4 кВт при напряжении сварочного тока в 200 А. В отличие от трансформаторных аппаратов предыдущего поколения, инверторное оборудование не очень сильно нагружает сеть, но может не работать при пониженном напряжении. Эти нюансы необходимо брать в расчет при подготовке к сварочным работам.Распространенные ошибки новичков при инверторной сваркеКак правильно варить шов инверторной сваркой? Обычно все новички допускают ошибки и дефекты. Но, зная основные виды этих недоработок, можно научиться работать над ошибками и овладеть мастерством на хорошем уровне. Самыми распространенными дефектами считаются:
- Трещины. Они образуются, когда неправильно подобран электрод. Если его химический состав не совпадает со свариваемыми материалами, это приведет к образованию трещин: холодных и горячих. Избежать этого можно, внимательно ознакомившись с рекомендациями на упаковке присадочного элемента, где указано его взаимодействие с металлами.
- Прожоги – дыры в пластинах и деталях. Образуются при большой силе тока и медленном ведении дуги. Чтобы этого избежать, нужно устанавливать ток в соответствии с приведенной выше таблицей и делать шов быстрее.
- Непровары – пропущенные участки, где присадочный материал не проплавляется, а просто накладывается сверху. Соединение хрупкое и негерметичное. Происходит это из-за небольшой силы тока и слишком быстрой проводке шва. Решить проблему можно, правильно настроив сварочный инвертор и равномерно ведя дугу.
- Поры. Образуются при взаимодействии сварочной ванны и окружающей среды. Причина может быть в плохом или отсыревшем покрытии электродов. В этом случае нужно прокалить присадочный материал на печи или каком-либо устройстве при температуре 170°. Возникновению пор также может послужить ветреная погода, если работы ведутся на улице. Поэтому при данных условиях должен быть установлен заградительный щит.
 Образуются при большой силе тока и медленном ведении дуги. Чтобы этого избежать, нужно устанавливать ток в соответствии с приведенной выше таблицей и делать шов быстрее.
Образуются при большой силе тока и медленном ведении дуги. Чтобы этого избежать, нужно устанавливать ток в соответствии с приведенной выше таблицей и делать шов быстрее.
Шов может быть некрасивым и неравномерным по форме, иметь бугры, чешую и сильно отличаться по ширине. Эта проблема появляется из-за недостаточного освоения колебательных движений и решается практикой.Полезные функции инвертора для новичковДля новичков существуют аппараты с дополнительными функциями, чтобы можно было быстрее освоить инверторную сварку:
Эта проблема появляется из-за недостаточного освоения колебательных движений и решается практикой.Полезные функции инвертора для новичковДля новичков существуют аппараты с дополнительными функциями, чтобы можно было быстрее освоить инверторную сварку:
- При сварке тонкого металла режим форсажа дуги не дает прилипнуть электроду. Эта настройка прибавляет 10 % тока от выставленного автоматически, когда датчик оборудования определяет, что расстояние между поверхностью и электродом сократилось.
- Опция горячего старта мгновенно разжигает дугу без постукиваний о черновой материал или пластину. Кроме того, поддерживается высокое напряжение холостого хода, когда контакты разомкнуты, что благоприятно сказывается на общей производительности.
- Инверторная сварка дает возможность починить металлические элементы даже новичку. Для этого нужно изучить параметры настройки аппарата и освоить технику выполнения шва. Сам же компактный инвертор позволит обеспечить быструю и надежную сварку.

Читайте также
05.01.2023
Как сделать тиски своими руками в домашних условиях
Подробнее
03.01.2023
Как полировать сталь: промышленные и бытовые методы обработки
Подробнее
30.12.2022
Холодная сварка: виды и особенности применения
Подробнее
30.12.2022
Сталь D2: сфера применения и параметры
Подробнее
30.12.2022
Как выбрать электроды, чтобы получить качественный сварной шов
Подробнее
30.12.2022
Шкаф металлический для инвентаря: разбираемся в видах и назначении
Подробнее
30.12.2022
Что такое штрипс: виды и характеристики
Подробнее
30.12.2022
Токарные работы по металлу: виды и особенности станков
Подробнее
настройка и как правильно варить металл, какие электроды выбрать
Ремонт, строительство дома или дачи требует множества умений от владельца. Нередко нужно срезать что-то металлическое или, наоборот, соединить. Для первого случая можно использовать болгарку. А вот надежно соединить детали металлического каркаса можно только сварочным аппаратом. Сделать это самостоятельно — сэкономить и время, и деньги. Для новичков рекомендуются современные инверторы. С ними легко работать, да и стоят они недорого. Расскажем подробнее о том, что такое сварка инвертором для начинающих, какие есть нюансы и трудности.
Для первого случая можно использовать болгарку. А вот надежно соединить детали металлического каркаса можно только сварочным аппаратом. Сделать это самостоятельно — сэкономить и время, и деньги. Для новичков рекомендуются современные инверторы. С ними легко работать, да и стоят они недорого. Расскажем подробнее о том, что такое сварка инвертором для начинающих, какие есть нюансы и трудности.
Содержание (развернуть)
Основная информация о сварке
Сварка — максимально быстрый и эффективный способ соединения металлических элементов. Причина в том, что место соединения становится единым целым, поскольку материал расплавляется. Весь процесс происходит при высоких температурах.
Большинство видов сварочной техники использует свойства электрической дуги. Именно она позволяет разогреть определенный участок до высокой температуры, расплавить материал и соединить детали в защитной среде.
Принцип работы технологии
Технология проста — при соприкосновении двух разнозаряженных агентов возникает электрическая дуга.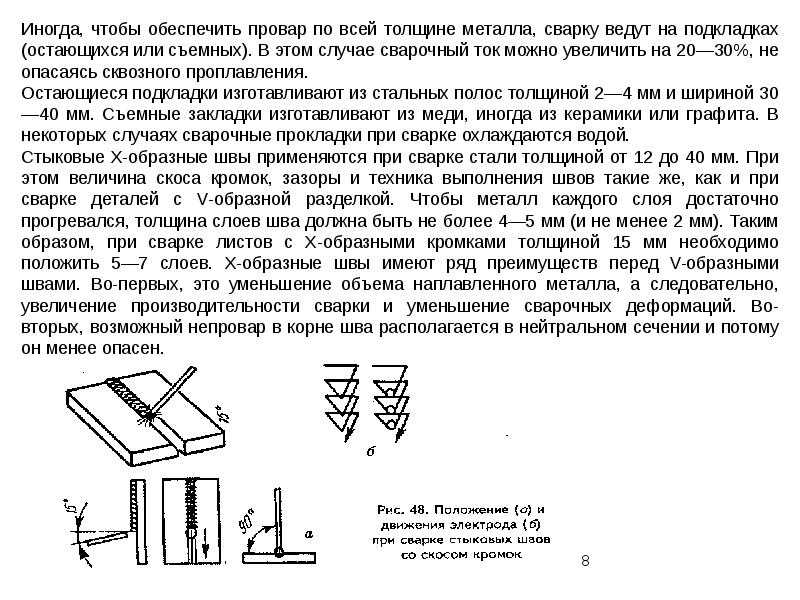 Причина ее появления — перенапряжение между токопроводящими элементами. Фактически — это плазма, то есть протекание электрического тока в газовой среде. Дуговой разряд имеет непрерывную форму, высокую температуру.
Причина ее появления — перенапряжение между токопроводящими элементами. Фактически — это плазма, то есть протекание электрического тока в газовой среде. Дуговой разряд имеет непрерывную форму, высокую температуру.
Разновидности электросварки
Электрическая сварка классифицируется на виды:
- ручная — самый распространенный и доступный для новичка вид. Оператор сам контролирует весь процесс — скорость, наклон, дугу и др.;
- полуавтоматическая — электродная проволока подается в зону образования шва автоматически. Одновременно в эту зону подается защитный газ — аргон или углекислый;
- автоматическая — применяется при проведении высокоточных соединительных операций. Используются максимально автономные аппараты, практически полностью заменяющие оператора.
Постоянный и переменный ток
Сам процесс и качество сварного шва в основном зависят от характеристик аппарата. В мире подобной техники в ходу понятия — постоянный и переменный ток.
При соединении металла постоянным и переменным токами протекают разные физические процессы.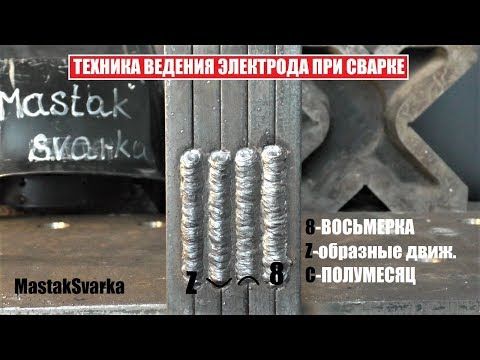 Они и определяют характеристики электрической дуги:
Они и определяют характеристики электрической дуги:
- переменный ток — электроны могут менять как частоту, так и направление. Аппараты, использующие такой тип тока имеют маркировку АС;
- постоянный ток — упорядоченное движение электронных частиц. Они двигаются строго от «-» к «+». Это свойство позволяет менять полярность принудительно, а значит и изменять характеристики процесса. Например, обратная полярность даст возможность соединить цветные или очень тонкие металлы.
Технология сварочных работ
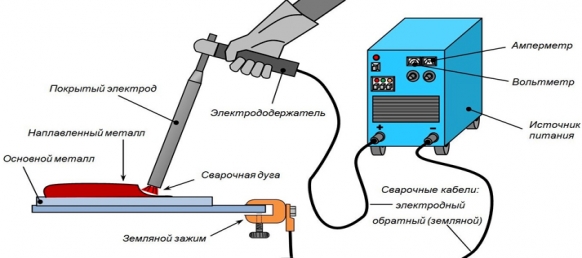
Для образования электродуги необходимо наличие двух токопроводящих агентов с противоположными зарядами. Первый — металлическая деталь, которую предстоит соединить с другой, второй — электрод для сварки.
Новичку в сварном деле достаточно электродов простого типа, состоящих из металлического сердечника с рутиловым покрытием.
Для того, чтобы возникла электродуга, необходимо коснуться электродом металла. Именно в месте касания и начинает плавиться поверхность. Одновременно с этим плавится и стержень электрода. Последний вместе с электрической дугой перемещается в зону максимального плавления — сварную ванну.
Одновременно с этим плавится и стержень электрода. Последний вместе с электрической дугой перемещается в зону максимального плавления — сварную ванну.
Преобразованию подвергается не только металлический стрежень, но и защитное покрытие электрода. Часть его в результате воздействия высоких температур испаряется, часть плавится.
Но в ходе этого процесса выделяются раскаленные газы, создающие кислородонепроницаемый барьер вокруг сварной ванны. Таким образом получается защитить металл от окисления. Часть расплавленного шлака так же попадает на металл, не позволяя ему быстро остывать.
Важный момент — в процессе сварки нужно тщательно следить за тем, чтобы шлак попадал в ванну и покрывал ее.
Виды аппаратов
Для соединения металлов методом расплава используются разного рода приспособления и техника. Основные виды устройств для соединения металлов:
- трансформаторы — максимально простые, недорогие и популярные. Основной элемент такого устройства — трансформатор, задача которого преобразовать напряжение сети до необходимого значения. На выходе трансформатор выдает переменный ток. Недостатки такого метода — разбрызгивание металла, ухудшение качества шва. Устройства отличаются большим весом и габаритами, новичкам с такого рода техникой справиться сложно;
- выпрямители — усовершенствованный вариант трансформаторов, позволяющий преобразовать переменный ток в постоянный;
- полуавтоматы — более сложная техника, в конструкции которое: трансформатор, выпрямитель, газовый баллон, устройство для подачи проволоки. Соединение деталей происходит за счет плавления в газовой среде металлической нити;
- инверторы — импульсные агрегаты. Конструкция предусматривает элементы: силовой трансформатор, блок электросхем, дроссель для стабилизации;
- аргонодуговые — используются неплавкие вольфрамовые электроды, защитным газом служит аргон или углекислота.
 На выходе трансформатор выдает переменный ток. Недостатки такого метода — разбрызгивание металла, ухудшение качества шва. Устройства отличаются большим весом и габаритами, новичкам с такого рода техникой справиться сложно;
На выходе трансформатор выдает переменный ток. Недостатки такого метода — разбрызгивание металла, ухудшение качества шва. Устройства отличаются большим весом и габаритами, новичкам с такого рода техникой справиться сложно;Часто новичкам рекомендуют выбирать трансформаторы, как более надежные и простые аппараты, работающие с переменным током. Практика показывает, что проще работать с инвертором.
 Это легкие аппараты, работающие от сети 220 В, тихие и не оказывающие сильной нагрузки на сети.
Это легкие аппараты, работающие от сети 220 В, тихие и не оказывающие сильной нагрузки на сети.Что необходимо для работы со сваркой
Покупка сварочного инвертора — половина дела. Без расходников и приспособлений у новичка вряд ли получится выполнить нужные работы. Но все же начать стоит с выбора качественного, удобного устройства для сварки, которое поможет выполнить нужный объем задач и прослужит не один год.
Выбор сварочного аппарата
Выбор конкретной модели инвертора зависит от будущих планов и задач. Для бытовых нужд (создание мангала своими руками, строительство металлического забора и др.) достаточно показателей 160 А.
Если в планах починка авто или создание конструкций из толстого металла, обратите внимание на модели с показателями 200-250 А. Ну а если есть задумка начать свой бизнес в сфере, где будет востребована сварка металла, рекомендуется приобрести модели с показателем не менее 300 А.
Инструменты для сварки
При покупке обратите внимание на то, что понадобятся кабели для подключения инвертора. Как правило, они идут в комплекте с оборудованием. Но возможны и другие варианты комплектности.
Как правило, они идут в комплекте с оборудованием. Но возможны и другие варианты комплектности.
Важный показатель — длина кабеля. Обычно производители оснащают свою продукцию кабелями, длина которых не превышает 2-3 метра. Для работы на ограниченном пространстве этого достаточно, а вот для монтажа, например, теплицы, лучше предусмотреть вариант в 4-8 метров.
Электроды и их типы
Электроды — расходный материал, без которых невозможно запустить процесс. Если вы новичок, который отправился в магазин, придется окунуться в непростой выбор. На витрине можно увидеть самые разные варианты электродов — по цвету, толщине и длине, составу.
Основной показатель стержня для сварки — диаметр. Чаще всего встречаются изделия с показателями 1.6-8 мм. Для бытовых нужд подходят стержни с диаметром 2.5 мм.
Всю основную информацию об изделии можно найти на упаковке. Реализуются электроды пачками, вес которых в зависимости от индивидуальных характеристик стержней может быть 1-7 кг.
Виды маркировок:
- состав — обозначается буквенно. А — кислое, Ц-целлюлозное, Р — рутиловое, П — иные типы;
- цветовая маркировка предусмотрена для изделий из вольфрама. Это неплавкие стержни определенного цвета, который информирует о процентном содержании в составе оксида того или иного вещества. Например: красный цвет сигнализирует о наличии оксида тория в доле 1.7-2.2 %;
- тип сердечника. На первой позиции маркировки стоит буквенное обозначение сварочного типа проволоки, затем идет число (процент углерода), буква с кодом легирующей добавки, и снова число с процентом легирующих веществ.
Наиболее важна маркировка, предусмотренная ГОСТ. Она состоит из букв и цифр, бывает очень простой и очень сложной.
Например: Э42А. Первая литера буквально означает «электрод», числовой показатель — минимальное время сопротивления разрыву, а вот последняя литера указывает на назначение изделия. В конкретном примере «А» — для пластичного наплавляемого металла повышенной вязкости.
Средства защиты
О средствах защиты говориться много, но использовать ее многие новички не спешат. Многим кажется, что сварить два три шва можно быстро. А тратить средства на надежную защиту просто экономически невыгодно.
Высокая температура и свет от электродуги — опасные соседи. Особенно важно защитить глаза. Мощное ультрафиолетовое излучение способно вызвать ожог роговицы, блефароспазм и другие неприятные заболевания.
Для новичков рекомендуется приобрести маску-хамелеон, позволяющую хорошо видеть место, куда направляется электрод. Кроме того, необходим плотный костюм и толстые краги.
Как научиться правильно варить сваркой
Прежде всего необходимо подготовить рабочее место. Велик риск пострадать не только от высокой температуры, но и от удара электрическим током. Все должно лежать на своих местах, а в зоне работ не должно ничего валяться. Это важно, поскольку при перемещениях можно споткнуться об инструменты.
Обучение нужно начинать с толстого куска металла.
 Не забудьте приготовить молоток и щетку с металлической щетиной для зачистки окалины.
Не забудьте приготовить молоток и щетку с металлической щетиной для зачистки окалины.Подключение электрода
Новичкам рекомендуется выбирать электроды диаметром 3 мм. Как правило, такие изделия стоят чуть дороже, но обучаться на них гораздо проще. Как только появится опыт, можно будет перейти на более тонкий тип стержней.
Как подключить:
- стержень для сварки вставить в держатель;
- прочно зафиксировать. Способ зависит от типа зажима — пружинный или винтовой;
- подключить кабели.
На инверторах предусмотрена два выхода: «+» и «-«. Соответственно есть два кабеля:
- первый оборудован фиксатором зажимного типа для соединения с деталью;
- второй — держателем для электрода.
Выбор рабочей полярности — вопрос индивидуальный. Чаще для инверторов используют схему: «+» на деталь, «-» на электрод. Для рада специфических работ (например, для соединения коррозионно стойких сталей) используют обратную схему.
 Прямая же полярность обеспечивает более равномерный и сильный прогрев. Как итог — более прочное соединение.
Прямая же полярность обеспечивает более равномерный и сильный прогрев. Как итог — более прочное соединение.Поджигание дуги
Теперь пришло время поджигать дугу. При описании технологии мы уже отмечали, что возникновение электрической дуги связано с непосредственным касанием электрода и детали. Сделать это можно двумя способами:
- чирканье — аккуратно провести по поверхности вдоль предполагаемого шва;
- постукивание — несколько раз легко стукнуть кончиком стержня по поверхности элемента.
Проще всего поджиг происходит, если расходник новый. Но если его уже использовали, сделать это будет сложнее. Причина в стенке из защитного слоя. Ее нужно отбить аккуратными движениями непосредственно перед поджигом. Или взять новый.
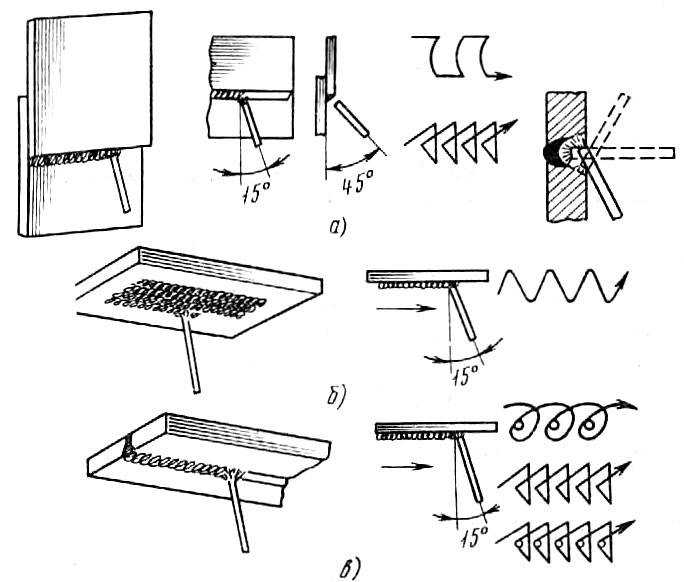
Наклон электрода
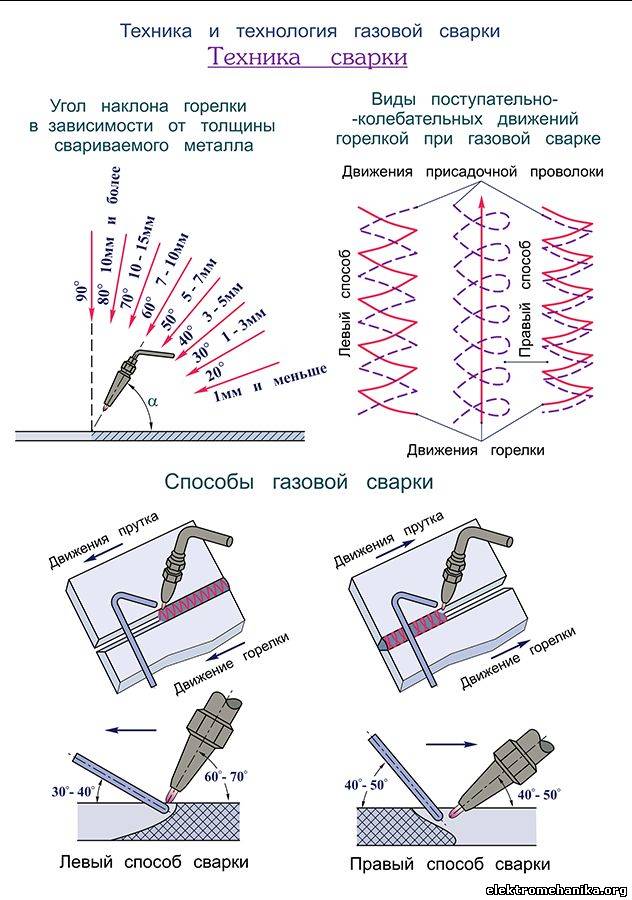
При сварке стержень ведется с небольшим наклоном. Основное положение — к себе при показателях угла 30-60 градусов. Конкретную величину подбирают каждый раз, учитывая показатели тока, нужного шва и состояния ванны.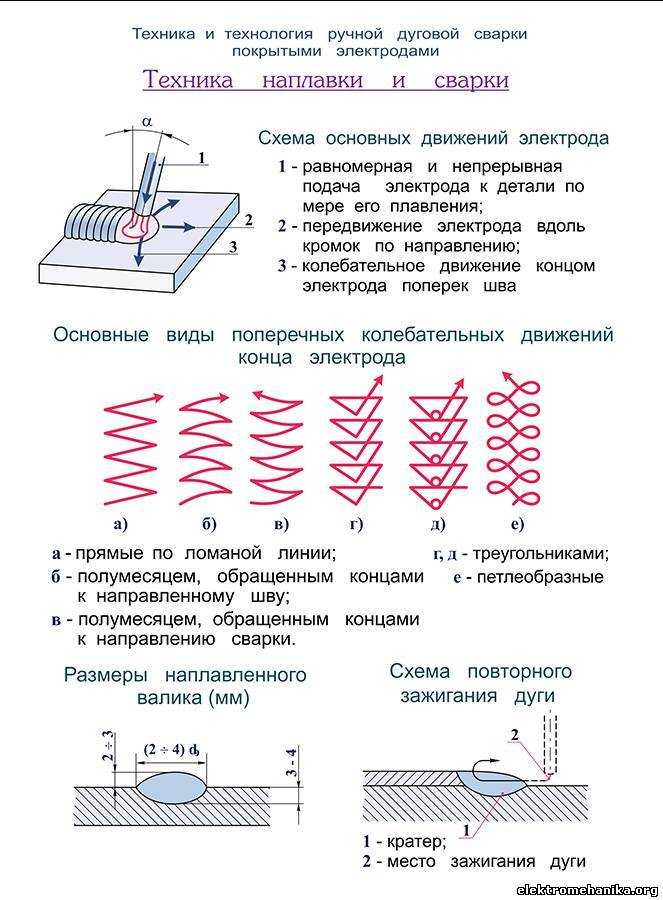
Выделяют два положения стержня при сварке:
- углом назад — шлак будет ложиться за пределами кончика электрода. Важно подобрать определенную скорость и градус наклона, чтобы шлак мог покрыть весь металл для его защиты. Такой способ позволяет прогреть металлическую деталь максимально глубоко;
- углом вперед — противоположная позиция. Применяется в ситуациях, когда глубина прогрева не имеет значения.
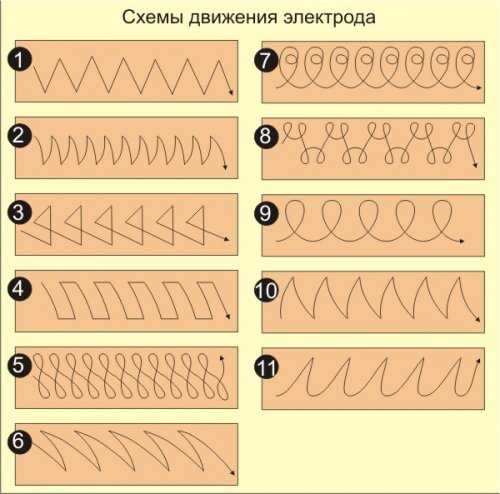
Движения электрода
Основной момент в сварке — контроль за ванной. Это можно сделать, если удерживать электрод в определенном положении: на 2-3 мм от поверхности металлической детали.
Новичкам важно научиться одновременно контролировать несколько моментов:
- двигать стержень в заданном направлении, опуская его по мере того, как сгорает определенная часть. при этом важно сохранить все те же 2-3 мм зазора;
- следить за параметрами сварной ванны, по ходу изменяя скорость.
Для тех, кто всерьез решил освоить правила сварки инвертором, рекомендуется освоить один или несколько вариантов фигурного шва.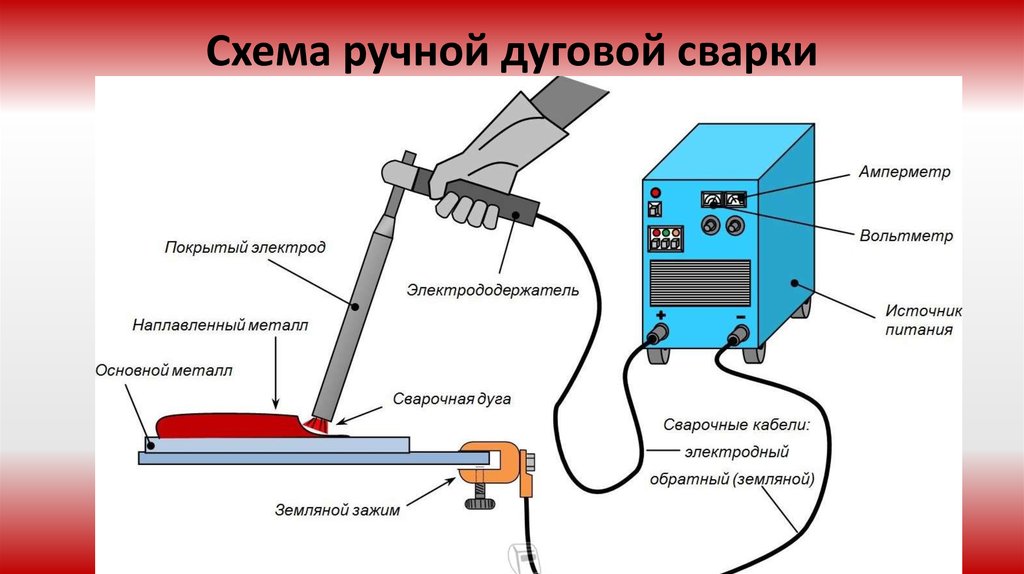 Просто тренируйтесь на толстом металле.
Просто тренируйтесь на толстом металле.
Прочертите мелом на куске металла траекторию и учитесь вести по ней электрод. Тренируйтесь до того момента, пока не получится равномерный валик.
Полярность
На форумах сварщиков одна из самых популярных тем — выбор полярности. Под свое мнение участники подводят самые разные основы, но часто просто запутывают новичков, обратившихся к форуму за информацией. На самом деле все просто:
- обратная полярность выбирается, если нужно соединить тонкие металлы — 1.5-2 мм;
- прямая, когда нужно соединить толстые поверхности — от 2 мм и более.
Объяснение этому простое — обратная полярность дает возможность прогреть металл на большую глубину, чем прямая. Логично, что именно она выбирается для сварки более толстых листов.
Чтобы убедиться в этом на практике, можете попробовать разрезать листы металла с помощью сварочного аппарата. При одинаковых настройках быстрее получится разрезать толстый металл при обратной полярности.
Выбор тока для сварки
Еще один момент, который нужно будет учесть — выставление показателей силы тока. Эти данные не придется высчитывать самостоятельно. Они табличные.
| Толщина металла (мм) | Сварочный ток (А) (показатели нижнего положения сварки) | Диаметр электрода (мм) |
| 1.5 | 35-50 | 2 |
| 2.0 | 45-80 | 2.5 |
| 3.0 | 90-130 | 3.0 |
| 4.0 | 120-160 | 3.0 |
| 5.0 | 130-180 | 4.0 |
| 8.0 | 140-200 | 4.0 |
| 10.0 | 150-220 | 4.0-5.0 |
| 15.0 | 160-250 | 4.0-5.0 |
| 16.0 и более | 180-320 | 4.0-6.0 |
Толстый металл
Сварка толстого металла с помощью инвертора имеет свои особенности. Причина в том, что проварить за один заход толщину более 16 мм не получится.
В этом случае важно подготовить изделие.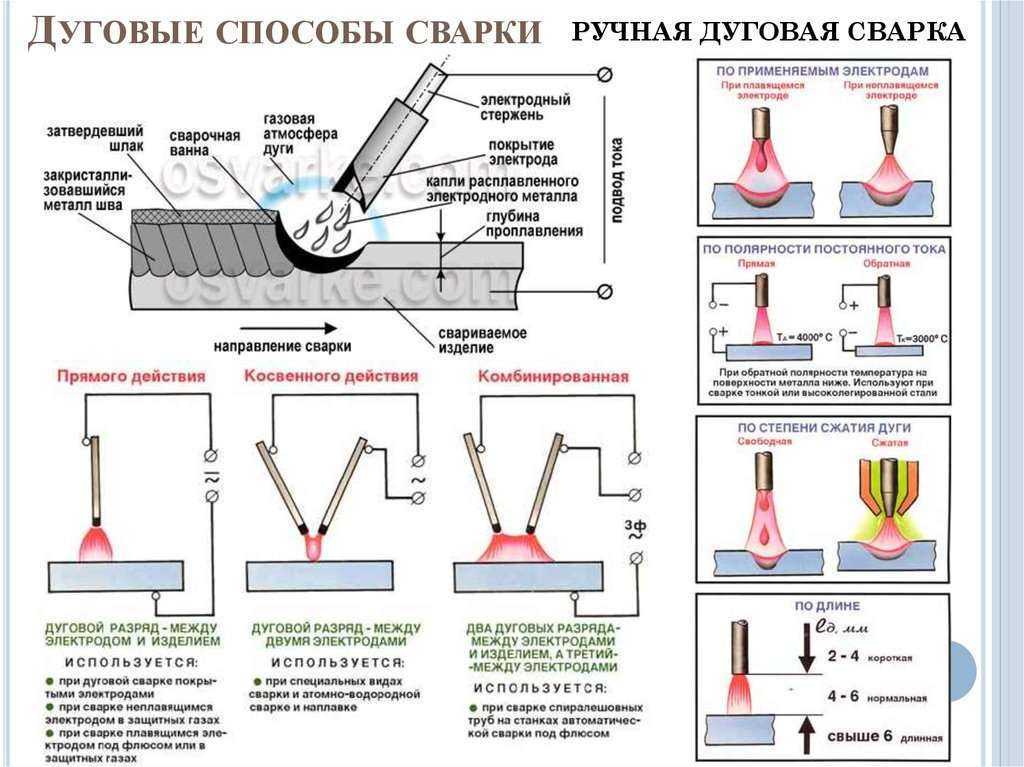 А именно — кромки. Края последних аккуратно стачивают под углом. При складывании двух элементов кромки должны образовать букву “V”. Еще один вариант — одну кромку сточить под углом, вторую — ступенчатым способом.
А именно — кромки. Края последних аккуратно стачивают под углом. При складывании двух элементов кромки должны образовать букву “V”. Еще один вариант — одну кромку сточить под углом, вторую — ступенчатым способом.
Между двумя свариваемыми деталями необходимо оставить зазор. В итоге на верхней части должна образоваться канавка от 10 мм и более.
Если планируете варить элементы с разной толщиной металла, кромку более толстого нужно сточить до показателя сечения тонкого. Основное правило сваривания толстого металла — минимальные временные промежутки между наложением последующих слоев.
Тонкий металл
В бытовых условиях чаще всего возникает необходимость сваривать тонкие металлические изделия. Прежде всего здесь стоит вспомнить информацию о правильной схеме подключения для сварки элементов с небольшой толщиной — подключение детали приводят к минусовому (“-”) полюсу.
При этом многие новички часто делают ошибки, из-за которых портятся элементы. Помимо полярности важно учесть:
Помимо полярности важно учесть:
- табличные показатели силы тока и диаметра электрода;
- начало сварки — минимальные показатели силы тока;
- как варить — шаг углом вперед;
- деталь рекомендуется дополнительно зафиксировать зажимом для получения ровного шва без деформации и смещения.
Некоторые особенности сварки
Сваривание металлов — сложный процесс, имеющий множество нюансов, зависящих от характеристик материала и тех, задач, которые выполняются.
Сварка алюминия электродуговым инвертором
Как правило для соединения алюминиевых деталей применяется аргоновая сварка, но никаких запретов для сваривание инвертором нет. Просто учтите ряд особенностей:
- непосредственно перед началом работ необходимо удалить с поверхности алюминия оксидную пленку;
- варить нужно сразу после удаления пленки;
- постоянно контролируйте состояние сварочной ванны — алюминий очень текучий;
- цвет Al в процессе не меняется — это осложняет контроль над образованием шва.

Для соединения алюминиевых элементов подойдут электроды из материала, сходного с Al. Из отечественных марок стоит выбрать ОЗА, ОЗР, ОЗАНА или их импортные аналоги.
Сварка инвертором и резка металла
Инвертор — аппарат, который может не только прочно соединять металл, но и резать его. Но стоит понимать, что резка инвертором не позволит получить ровный край.
При резке электрод удерживают перпендикулярно поверхности, располагая ее так, чтобы металл мог свободно вытекать из места реза.
Если нужно провести не вертикальную, а поверхностную резку — электрод держат под небольшим уклоном (5-10 градусов). Таким образом можно устранить дефекты, которые были допущены при предыдущем сваривании.
Пошаговая инструкция сварки инвертором
Алгоритм сварки инвертором:
- Поджечь дугу любым способом.
- Наметить направление шва, наклонить стержень под углом 30-60 градусов к плоскости. При этом важно соблюдать дуговой промежуток (2-3 мм) и аккуратно вести его в выбранном направлении с равномерной скоростью. Следите за тем, чтобы шлак успевал покрывать шовный след.
- Убрать шлаковую накипь со шва, постучав его молотком.
Технология ручной дуговой сварки
При соединении конструкций из металла важно уметь выполнить не только обычный поверхностный или вертикальный шов, но и некоторые другие виды соединений.
Нижние стыковые соединения
Стыковая сварка — вариант с примыканием двух элементов торцевыми поверхностями. При этом лежат они в одной плоскости. Это простое и надежное соединение, рекомендуемое для конструкций, которые будут испытывать переменные напряжения.
Две тщательно зачищенные и обезжиренные поверхности располагают в одной плоскости с зазором 2-5 мм. Электродом делают пару точек-прихваток, которые позволят избежать деформации шва и сваривают.
Электродом делают пару точек-прихваток, которые позволят избежать деформации шва и сваривают.
Нижние угловые соединения
В этом случае свариваемые детали располагаются под углом относительно друг друга в разных плоскостях. Прочный и равномерный шов получается, если стержень двигать не равномерно, а колебательными движениями или зигзагом.
Если заготовки имеют толщину менее 12 мм, предварительная разделка кромки не нужна. Детали размещаются с зазором в 2-3 мм. Если толщина больше, кромку обрабатывают и размещают части конструкции под углом (V).
Вертикальные швы
Основная особенность — сила тока должна быть менее на 10 %, чем при равных условиях в нижнем положении. Чтобы удержать расплавленный металл в ване, сокращают длину дуги, используют специальные тугоплавкие стержни.
Способы сварки:
- снизу вверх — наибольший провар при перпендикулярном расположении стержня. Стекание металла предотвращают наклоном вниз на 45-50 градусов;
- сверху вниз — после образования капли жидкого металла, стержень наклоняют так, чтобы дуга была направлена на него. Способ подходит для сварки тонкого (до 5 мм) металла.
 Способ подходит для сварки тонкого (до 5 мм) металла.
Способ подходит для сварки тонкого (до 5 мм) металла.Детали трубопровода
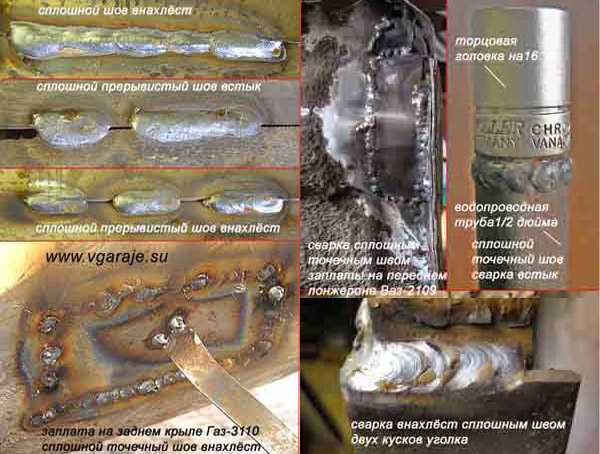
Детали трубопровода соединяют разными способами в зависимости от вида и расположения шва:
- встык — трубные элементы располагают напротив друг друга;
- в тавр — в виде буквы “Т”;
- внахлест — проводится с одновременной развальцовкой одной трубы и надеванием ее на другую;
- угловой — трубы укладываются под углом относительно друг друга (45 или 90 градусов).
Контроль дугового промежутка
Дуговой промежуток — зазор между электродом и поверхностью. Как уже отмечалось, необходимо постоянно контролировать это расстояние. Чем грозит потеря контроля:
- короткая дуга (около 1 мм) — выпуклый шов, дефекты (подрез), уменьшающие прочность;
- длинная (более 3 мм) — невозможно контролировать равномерность, плохой прогрев. Шов недостаточно глубокий.
Формирование сварочного шва
Чтобы образовался соединительный шов, необходимо двигать сварную ванну с помощью электрода. Все, чем отличается новичок в сварке от опытного специалиста — равномерность, выверенность движений руки, правильно подобранный угол наклона и параметры тока. Все это приходит с опытом.
Все, чем отличается новичок в сварке от опытного специалиста — равномерность, выверенность движений руки, правильно подобранный угол наклона и параметры тока. Все это приходит с опытом.
Постепенно металл начинает остывать. На нем формируется шлаковая корка от сгоревших газов. Это защитный кислородонепроницаемый барьер. Когда происходит полное остывание, корку сбивают молотком. Работы проводят с использованием защитных очков и плотной рабочей одежды — куски шлака могут быть горячими и острыми.
Дефекты швов и их исправление
Дефекты швов могут быть внешними и внутренними.
| Дефект | Признаки | Как исправить |
| Кратеры | Неглубокая воронка в конце сварного шва | Исключить резкое обрывание дуги |
| Непровары | Наличие непроваренных отрезков в шве | уменьшить промежуток сварочной дуги; изменить силу тока. |
| Подрезы | Заметная канавка, идущая параллельно шву | уменьшить силу тока; уменьшить длину дуги; варить с равномерной скоростью.  |
| Наплывы | Расплывшиеся участки за пределами шва | провести тщательную зачистку кромок элементов; повысить напряжение дуги; изменить силу тока. |
| Прожоги | Сквозные отверстия в шовном полотне | снизить силу тока; увеличить скорость сварки; зачистить кромки. |
Самый распространенный дефект (как внутренний, так и внешний) — поры. Они образуются, если защита от проникновения кислорода была недостаточной, металл был плохо защищен. Для исправления избегайте сварочных работ на сквозняке или на улице при сильном ветре.
Советы начинающим
Выделим ряд советов, которые помогут быстрее освоить новичкам азы сварки инвертором:
- универсальный рабочий угол наклона электрода 30-60 градусов;
- вертикальные, горизонтальные и круговые швы лучше выполнять способом “угол вперед”;
- угловые соединения — “угол назад”;
- при соединении кромок стержень должен двигаться зигзагом;
- учитывайте длину стыка — в одном направлении можно варить не более 300 мм. если расстояние больше, варить нужно отрезками, чтобы компенсировать напряжение.
 если расстояние больше, варить нужно отрезками, чтобы компенсировать напряжение.
если расстояние больше, варить нужно отрезками, чтобы компенсировать напряжение.Выяснить теорию сварочного процесса инвертором — треть дела. Важнейшую роль играет практика, когда все движения доводятся до автоматизма. Со временем придет и понимание, когда и как нужно опустить или поднять электрод, понимание состояния сварной ванны. И швы раз от раза будут все аккуратнее, без дефектов.
3 лучших сварочных аппарата TIG переменного/постоянного тока для начинающих
Сварка TIG — это популярный метод сварки, который предлагает множество универсальных применений. Следовательно, это немного более требовательно к мастеру. Но как только вы научитесь, это позволит вам выполнять всевозможные сварочные проекты.
TIG требует времени и терпения. Это означает газовую вольфрамовую дуговую сварку или GTAW. TIG использует сварочный аппарат, но не использует сварочную проволоку, проходящую через сварочный аппарат. Вместо этого горелка поджигает дугу теплом, и стержни TIG формируют сварные швы.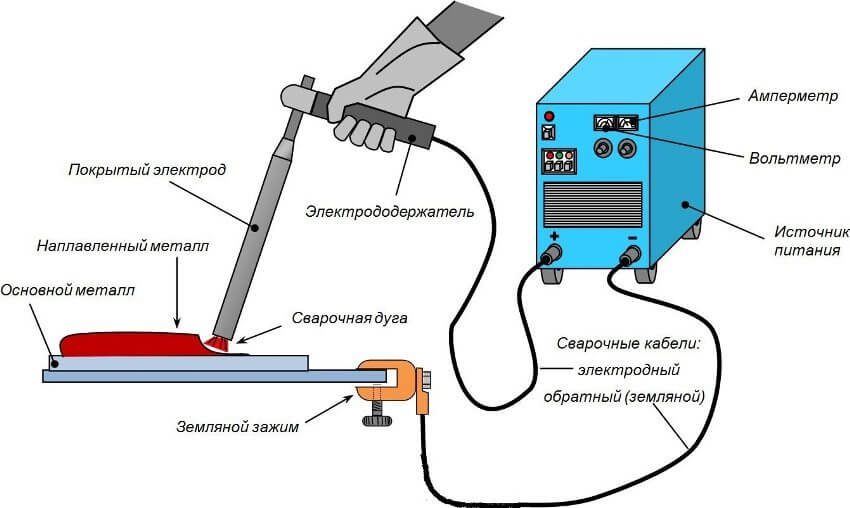
Вы можете получить красивые сварные швы с помощью сварочных аппаратов TIG, но для этого нужна точность, поэтому если вы новичок, то хороший сварщик вкупе с большой практикой справится со своей задачей.
Помня об этом, мы изучили лучшие сварочные аппараты TIG для начинающих и попросили нескольких опытных сварщиков протестировать их для нас.
Нашим лучшим выбором для сварщиков TIG для начинающих оказался цифровой инверторный сварочный аппарат Perfect power AC/DC TIG-200DP. Нам понравились функции и тот факт, что он управляется программным обеспечением и предлагает впечатляющие 200 А по доступной цене. 9№ 0003
Другой убедительной альтернативой является инверторный сварочный аппарат Perfect Power AC/DC TIG IGBT с качественным IGBT и качественной системой охлаждения.
Our Favorite AC/DC TIG Welders for Beginners
Best Overall AC/DC TIG Welder for Beginners
1.) TIG-200DP 110V/220V IGBT Inverter TIG AC DC Welding Machine
- With Интеллектуальное визуальное управление ЖК-дисплеем, TIG-200DP AC/DC — это профессиональное решение для сварки TIG всех типов металлических материалов, таких как сталь, нержавеющая сталь, алюминий, медь, титан и т. д.
- Многофункциональная сварка – TIG переменным током, TIG импульсным переменным током, TIG постоянным током, TIG импульсным постоянным током, MMA и автоматическая сварка
- Интеллектуальные визуальные инструкции по эксплуатации упрощают вашу работу Управление и дополнительный ножной переключатель
- Цифровая технология управления и интеллектуальная панель управления с одной ручкой
- Возможность сварки различных форм, таких как стыковое соединение, угловое соединение, Т-образное соединение, соединение внахлестку и крестообразное соединение。
 д.
д.Этот продукт Perfect Power Welder впечатляет новичков, предлагая большую помощь благодаря сварочному аппарату TIG с инвертором переменного/постоянного тока прямоугольной формы, который управляется программным обеспечением.
Имеется цифровая настройка для начального тока, времени до подачи газа, времени нарастания и спада, конечного уровня тока и времени после подачи газа. Он также имеет функцию триггера 2T или 4T, которая позволяет лучше контролировать процесс сварки независимо от вашего уровня.
Сварщик также сохранит параметры сварки, даже если питание отключено. Вы можете быстро восстановить параметры последней сварки.
Увеличено тепловыделение благодаря оригинальной конструкции воздушного канала. Это также сводит к минимуму любое поглощение пыли, а это означает, что срок службы вашего сварочного аппарата увеличится.
Это сварочный аппарат на 200 А (от 5 до 250 А), который может работать от переменного или постоянного тока. Рабочий цикл составляет 30%. Сварочный аппарат TIG поставляется с силовым кабелем 1,5 м (L) 32,5 мм², 3 м (L) 25 мм² с зажимом заземления (медный кабель), 3 м (L) 25 мм² сварочным кабелем с зажимом (алюминиевая проволока с медным покрытием), 5 м (L) WP. -26 Электрическая горелка с делящимся газом, газовый шланг 3 м (л) (обруч для шланга 2 шт.).
Pros
- 250 A с 60% -ным рабочим циклом
- Перегрев автоматическое выключение
- Электростатическое покрытие, чтобы предотвратить удары
- Автоматоп. параметры
- Доступная цена по сравнению с аналогичными сварочными аппаратами
 параметры
параметрыЛучший бюджетный аппарат для сварки TIG переменным и постоянным током для начинающих
2.) TIG200P Аппарат для сварки TIG переменным и постоянным током
- Многофункциональная сварка – TIG переменным током, импульсная сварка TIG переменным током, сварка TIG постоянным током, импульсная сварка TIG постоянным током, MMA и автоматическая сварка
- Высокочастотная дуга запускается с высокой вероятностью успеха.
- Функция памяти для удобства работы, можно сохранить 10 наборов параметров.
- Регулируемая ширина очистки и объем очистки
- Дополнительный резак с регулировкой силы тока и дополнительным ножным переключателем
- Цифровая технология управления и интеллектуальная панель управления с одной ручкой теплозащита, безопасность и надежность
- Возможность сварки различных форм, таких как стыковое соединение, угловое соединение, Т-образное соединение, соединение внахлестку и крестообразное соединение.

Производитель Perfect Power предлагает многопроцессорный аппарат для сварки вольфрамовым электродом в среде переменного тока и постоянным током. Сварочный аппарат прост в эксплуатации благодаря одной ручке, обеспечивающей хороший контроль напряжения, а также скорости подачи проволоки. Меню машины простое в использовании.
Оптимальный выбор для начинающего сварщика и обеспечивает точную сварку, поэтому его может использовать даже профессионал.
В комплект входят шнур питания 2 м (длина) 3×2,5 мм², держатель электрода 3 м (длина) 16 мм² и зажим заземления, горелка TIG WP-26 4 метра (длина), газовый шланг 3 метра (обруч для шланга*2 шт.).
Входное напряжение 230 В, рабочие циклы: TIG-DC 40 % при 200 A, TIG-AC 40 % при 200 A и MMA 40 % при 180 A.
Pros
- Сварочный аппарат «два в одном»
- Простота в эксплуатации
- Рабочий цикл 60 %
Чистая функция.
- Сварочный аппарат TIG «четыре в одном» на 200 А и аппарат для ручной сварки на 180 А.
- Долговечные и дешевые расходные материалы.
- Функция 2T/4T, регулируемая предварительная подача и постподача.
Perfect Power Tig Welder предлагает этот аппарат для сварки TIG переменным и постоянным током, который также может выполнять сварку электродами MMA.
Это аппарат «четыре в одном»: сварочный аппарат TIG на 200 А (постоянный ток TIG, импульсный TIG), сварочный аппарат на 160 А и функция очистки. Он объединяет качественный IGBT и качественную систему охлаждения.
Простота в эксплуатации: просто включите его, установите желаемую силу тока и сварите с номинальным рабочим циклом 60 %. Также легкий в 5,5 кг, он портативный.
Сварочный аппарат поставляется с горелкой TIG WP-17 4M(L) 10 мм², чистящим пистолетом 4M(L), держателем электрода 2M(L) 16 мм² и зажимом заземления (200A), соплом TIG 5PC, полировальным порошком 1PC и руководство по эксплуатации. Входное напряжение 220В.
Pros
- Lightweight, portable
- Two-in-one welder
- Easy-to-operate
- A duty cycle of 60%
- Easy arc start
- Hot striking arc current is adjustable
«Дуговая сварка вольфрамовым электродом в среде защитного газа» — это то, что касается TIG.
Этот процесс был создан в 1930-х и 40-х годах для сварки магния производителями самолетов. При использовании этого метода сварщик создает дугу.Эта дуга образуется от неплавящегося неплавящегося вольфрамового электрода к основному металлу. В месте, где основной металл и дуга встречаются друг с другом, образуется расплавленная сварочная ванна.
Тонкая проволока из присадочного металла попадает в сварочную ванну и плавится. Во время процедуры инертный защитный газ должен защищать этот электрод TIG и сварочную ванну от загрязнения кислородом.
Флюсы вообще не используются. После завершения ваш сварной шов будет свободен от шлака и будет иметь такую же коррозионную стойкость, как и основной металл, используемый при сварке.Сварка ВИГ может выполняться с большим количеством металлов, чем другие сварочные процессы, и многие отрасли промышленности используют ее для создания своей продукции.
Некоторые из них включают космическую промышленность, производство и ремонт автомобилей и авиационную промышленность.
TIG также используется скульпторами, потому что контроль намного лучше.Сварка ВИГ дает сварщикам лучший контроль нагрева и силы тока, что означает большую точность сварки, особенно для кривых сварки или сложных деталей. Поскольку TIG использует низкую силу тока, это оптимальный выбор для тонких металлов. Это очень чистая процедура сварки.
Это требует терпения, внимания и исключительной координации, потому что между основным металлом и пламенем будет очень мало места. Практика действительно совершенствует эту процедуру.
Tig позволяет сваривать практически любой металл и обеспечивает красивый законченный шов. Во время сварки TIG практически нет брызг, а это означает, что вам не придется много чистить, когда вы закончите. TIG также предлагает впечатляющее проникновение.При использовании сварки TIG ваше оборудование будет включать сварочный аппарат, горелку и стержни TIG, которые вы будете подавать вручную. Одним из выдающихся аспектов сварки TIG является то, что вы можете включать и выключать нагрев в любой момент во время сварки.
Новые поступления Многофункциональные сварочные аппараты160A 110V/220V Сварочный аппарат с двойным напряжением для начинающих – S SIMDER WELDER
перейти к содержаниюПлан вознаграждений на 2023 год запущен. Нажмите на левую боковую панель, чтобы получить скидку до 20%.
Перейти к информации о продукте1 / из 8
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”shop_now”:”Купите сейчас”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday” :”Введите действительную дату рождения”,”warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны подтвердить свой аккаунт первый. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть
{{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.

 Этот процесс был создан в 1930-х и 40-х годах для сварки магния производителями самолетов. При использовании этого метода сварщик создает дугу.
Этот процесс был создан в 1930-х и 40-х годах для сварки магния производителями самолетов. При использовании этого метода сварщик создает дугу. TIG также используется скульпторами, потому что контроль намного лучше.
TIG также используется скульпторами, потому что контроль намного лучше.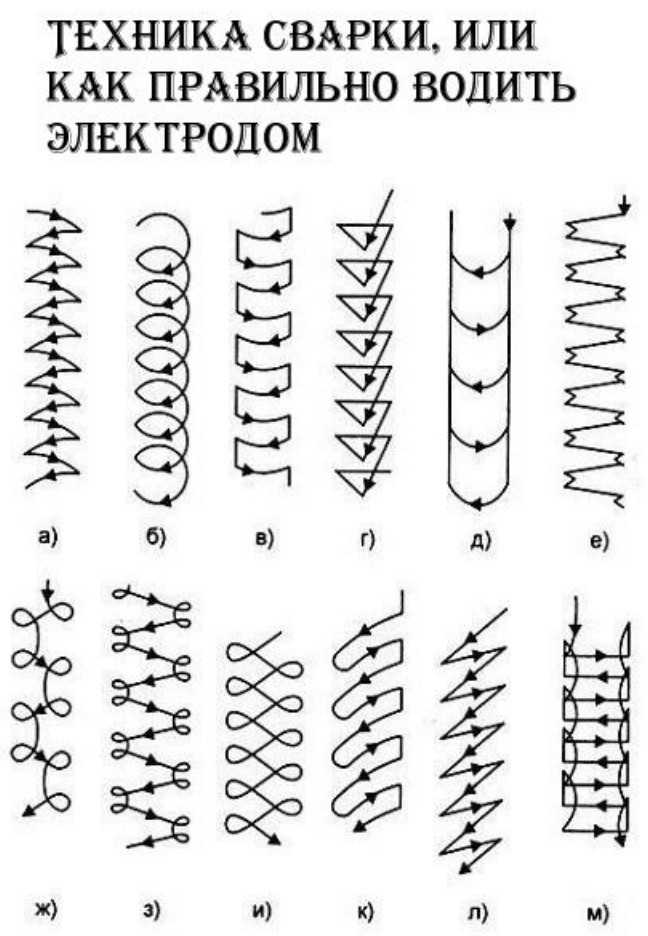
 “,”warning_title_for_reward_requirelogin”:”Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны подтвердить свой аккаунт первый. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть
“,”warning_title_for_reward_requirelogin”:”Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны подтвердить свой аккаунт первый. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть