инстуркции и советы для новичков
Автор perminoviv На чтение 6 мин Просмотров 27 Опубликовано
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла. В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
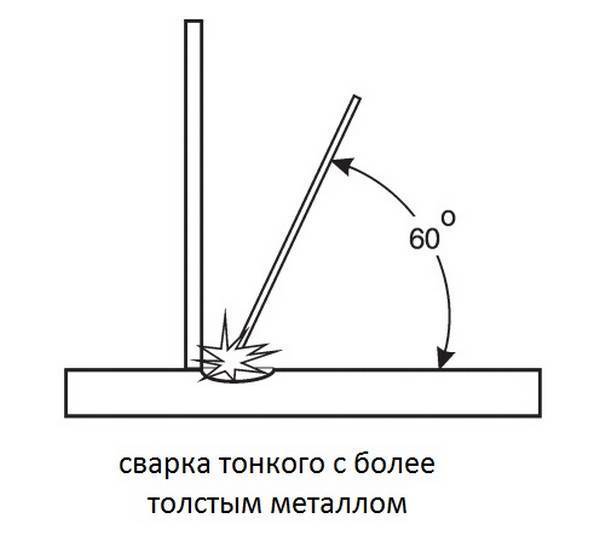
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.

Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие. После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
Положительные и отрицательные моменты в использовании инвертора
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
Как правильно варить инверторным сварочным аппаратом
Сварочный инвертор – оборудование, которое помогает существенно упростить работу мастера и выполнять каждый этап сварочных работ более качественно. Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.
Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.
Основные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу. Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора.
- Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева. Это также позволит избежать поломки проводки.
- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин.
 Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники. - Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги. Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.
 Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом
Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока.
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
- Поместите инвертор на рабочую поверхность на расстоянии более 2 м от стен и других предметов.
- Проверьте заземление (кроме сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который необходимо сварить (в быту обычно используются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр определятся исходя из толщины выбранного электрода и плотности свариваемых деталей. Для новичков на корпусе самих инверторов размещают таблицу соотношения размера электрода с необходимым сварочным током. Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.
- Однако, при его недостаточности для поджигания дуги, ток можно увеличивать, но делать это стоит очень аккуратно, чтоб избежать залипания электрода.
- Подготовьте детали для сваривания (для этого их нужно зажать в тисках или надежно закрепить иным образом.

Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую необходимо обработать
- Зажгите дугу с помощью касания (принцип схож с зажиганием спички). Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Водите зажженной дугой, делая медленные поступательные движения, по заготовке до образования угла в 75 градусов. При этом лучше концентрировать взор не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтоб следить за процессом сварки.
- Во время сваривания главное, что нужно соблюдать – это расстояние между электродом и рабочим металлом (дуговой промежуток). Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
- Лишнюю металлическую стружку, на образованном сварочном шве, после остывания заготовки необходимо убрать молотком, а затем зачистить до блеска щеткой.
 Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.В результате должен получиться красивый и качественный шов.
В помощь новичкам
Успешность и плодотворность работы с современными инверторами новичков обеспечивают встроенные автоматические системы, к ним относятся:
- Система Hot Start позволяет решить наиболее типичную проблему, с которой сталкиваются большинство новичков – сложность первого поджигания дуги.
- Функция Arc Force позволяет предотвратить залипание электрода в случае быстрого приближения последнего к свариваемой детали путем увеличения сварочного тока.
- Если же электрод все-таки залип можно воспользоваться функцией Anti-Stick, которая отключает сварочный ток и способствует предотвращению перегревания сварочного инвертора.

Таким образом, эксплуатация сварочного инвертора позволит существенно облегчить работу, как профессионалам, так и сгладить типичные ошибки новичков, позволяя сделать им более качественные изделия. Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.
Для получения знаний о принципах работы таких агрегатов так же можно посмотреть это видео:
Как правильно варить электродной сваркой (сварочным инвертором)
Сварочные работы – не что иное, как процесс создания неразъемных соединений при помощи установления межатомных связей между материалами, которые подвергают сварке. Соединение происходит за счет местного или общего нагрева, пластической деформации или совместном содействии того и другого. Результат сварочных работ, а именно, неразъемное соединение называется сварным соединением. Как правило, к сварочным работам прибегают при необходимости соединить такие материалы, такие, как пластмасс или керамика. При сварочных работах могут использоваться разнообразные источники энергии:
-
сварочная дуга;
-
электричество;
-
газовый огонь;
-
лазерные лучи;
-
электронное излучение;
-
трение;
-
ультразвук.

Однако, в данной статье пойдет речь о классическом способе осуществления работ электродной сваркой и о том, как правильно использовать сварочный инвертор в различных ситуациях.
Сварочный инвертор – это источник питания, который применяется при электродуговой сварки. Принцип работы данного аппарат построен на двойственном превращении входного напряжения.
Преимуществ у такого приспособления немало, а именно:
-
В первую очередь, инвертор – это компактный аппарат. Такими размерами, как у него, не может похвастаться не один аппарат для аналогичных работ.
-
Инвертор выдает чистый стабильный постоянный ток, применяемый для сварки. Он не зависит от колебаний входного напряжения.
-
Малое количество брызг при сварочных работах, то есть небольшая пульсация тока. В свою очередь, это уменьшает объемы работ по избавлению от шлаковых образований, то есть, уменьшает необходимость в шлифовке сварного соединения и близлежащих, в момент работы, поверхностей.
-
У инверторов регулировка сварочного тока постепенная, причем, нижний предел у него всего несколько ампер. А это означает, что при помощи инвертора можно выполнять даже самые деликатные работы без риска получить плохой результат.

Есть у инверторов и другие преимущества, которые заключаются в его функционале. И так, функции, которые облегчают, и содействуют процессу сварки – это:
-
Функция горячего старта отвечает за моментальный запуск. Также горячий старт предоставляет дополнительный импульс в автоматическом режиме, а это, в свою очередь, способствует быстрой подготовке аппарата к работе.
-
Защита от залипания, предотвращающая залипание электрода. Данная функция автоматически активируется, если есть угроза появления тока короткого замыкания. Данная способность также препятствует прилипанию электрода к материалу, защищает электроды от перегревания и нежелательного ослепления, обеспечивает определенную защиту держателю электрода.
-
Самая важная функция – это защита от короткого замыкания. Работает автоматически после активации защиты от залипания. Она уменьшает сварочный ток, предотвращает залипание электрода и вступает в действие, если инвертор оставили включенным. Таким образом, аппарат защищается от перегрева и сохраняет свои рабочие данные.
-
Сварочный инвертор Эдон – лидеры среди низкого электропотребления, по сравнению с другими средствами. Они экономичны настолько, насколько это было возможно сделать. Функционируют от обычной бытовой сети (220 В).
-
Возможность осуществлять сварочные работы короткой или длинной дугой значительно улучшают результат работы. То есть инвертор более аккуратен в работе, если его правильно использовать.
-
Любой инвертор имеет встроенную защиту от перепадов напряжения, а это важно для аппарата, от которого требуется стабильность и качество в работе.


Техника сварочного процесса
Сварочный процесс посредством инвертора – дело несложное, просто необходимо набить руку и приобрести достаточно опыта, чтобы сварка прошла быстро, а результат был качественным.
1. И так, в первую очередь, следует настроить ток и подобрать, подходящий по случаю, электрод. Как правило, используется электрод диаметром от 2 до 5 мм. Сварочный ток выставляется с учетом толщины обрабатываемого материала. Как правило, на инверторе указана необходимая сила тока. Важно! Если мастер поднесет электрод к материалу слишком быстро – он может залипнуть. Дальше необходимо подключить клему массы к свариваемой поверхности. Если мастер не знает, как это сделать, можно посмотреть в Интернете видео на эту тему.
2. Процесс сварки начинается после поджога дуги. Важно! Электрод к материалу следует подносить под углом. Не надо прижимать надолго электрод к материалу – нужно кратковременно дотрагиваться ним до необходимого места. Эта манипуляция его активирует. Далее следует прижимать электрод к месту сварки, пропуская определенное расстояние между швами. Как правило, это расстояние равно диаметру выбранного электрода. Таким образом, будут получаться швы в виде точек.
Эта манипуляция его активирует. Далее следует прижимать электрод к месту сварки, пропуская определенное расстояние между швами. Как правило, это расстояние равно диаметру выбранного электрода. Таким образом, будут получаться швы в виде точек.
3. По окончании работы, шлаковые элементы, или Окалину, убирают при помощи маленького молотка или любого другого увесистого приспособления.
Безопасность превыше всего
У инвертора есть защитные функции, которые оберегают аппарат от нежелательных последствий работы. Тем не менее, защита необходима и мастеру. Дабы защитить себя от искр, которые могут вызывать ожоги и даже слепоту и других неприятных моментов есть комплект одежды сварщика, который должен быть – это:
-
Грубые перчатки. Важно! Ни в коем случае, не использовать резиновые, латексные перчатки или перчатки из тонкого материала.
-
Защитный шлем. Специальные шлемы в большом количестве выпускают производителями инверторов и имеют, как бытовую, так и профессиональную специализацию.
-
Куртка из грубой ткани. Толстая куртка, с плотно прилегающим отворотом, чтобы искра не попала на кожу через рукава.

Особенности выбора электрода
При инверторной сварке используются электроды плавящегося типа. Производят их из специальной проволоки. Существуют электроды:
-
легированные;
-
углеродистые;
-
высоколегированные.
Все электроды делятся на две категории:
-
Предназначенные для соединения ответственных металлических конструкций;
-
Предназначенные для простого применения.
Для сварки ответственных материалов рекомендуются электроды УОНИ, для обычных сварочных работ – АНО или МР-3. УОНИ – электроды сложные и с ними новички могут просто-напросто не совладать. А вот АНО и МР-3 для «учащихся» подойдут идеально.
На данный момент, особо популярны электроды:
-
УОНИ-13/55 среди специалистов;
-
МР – 3С при высоких требованиях к результату;
-
МР – 3 для универсального применения;
-
АНО универсальны.

Распространенные ошибки
Некоторые ошибки, мы бегло рассмотрели выше – это:
– Залипание электрода при быстром поднесении электрода к материалу;
– Поднесение электрода под прямым углом по отношению к материалу.
– Использование неподходящих перчаток в работе, которые прожигаются и плавятся.
Есть ошибки, которые может допустить мастер во время работе, а это в свою очередь повлечет за собой некачественный результат, например:
– Неравномерное движение электрода;
– Замедление перемещения электрода;
– Слишком быстрый наклон электрода.
Также, некачественной работа может быть в результате:
– Использования устаревшего оборудования;
– Неправильное хранение материала для работы;
– Неверный выбор температуры подогрева и неподходящая температура материала;
– Несоблюдение правил эксплуатации и обслуживания оборудования;
– Некачественные сварочные материалы;
– Неверная подготовка сварочного шва;
– Отсутствие своевременной замены взаимозаменяемых элементов.
Так у нас на сайте Вы сможете найти большой выбор сварочных полуавтоматов или сварочные маски хамелеон.
инструкция, подготовка и советы – Всё для сварки
Встречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
Приведем несколько причин, почему лучше учиться именно на этом сварочном аппарате:
- Достаточно прост в использовании. Для того, чтобы начать с ним работать, достаточно освоить базовые принципы сварки.
- Экономичен при расходе электроэнергии. Имеет КПД в районе 90%.
- Небольшой вес аппарата.
- Возможность работы при пониженном напряжении, что особенно часто встречается в загородных домах и на дачах.
- Легко разжечь и удержать дугу. Это важно для тех, кто только начинает свое знакомство со сваркой.
- При работе с инвертором наблюдается минимум брызг расплавленного металла;

Предварительная подготовка
Обзор оборудования
Сперва рассмотрим, что представляет из себя сварочный инвертор.
На панели управления находятся следующие элементы:
- переключатель, отвечающий за включение и выключение инвертора;
- поворотная ручка для регулирования напряжения и силы тока;
- индикатор, показывающий наличие питания;
- индикатор, информирующий о перегреве аппарата;
- разъемы, обозначенные «+» и «-».
В комплекте имеются кабели:
- Кабель массы. На конце кабеля расположен зажим, похожий на прищепку. Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.
- Кабель с креплением для электрода. На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.
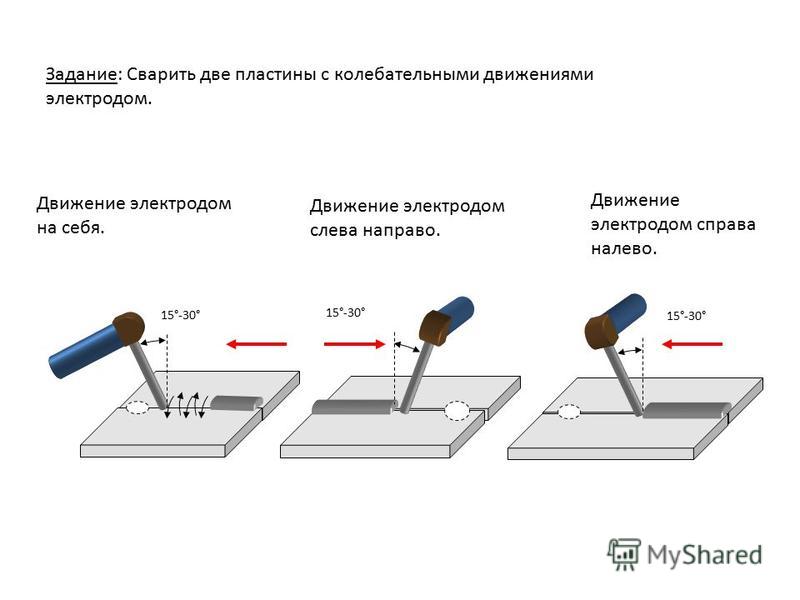
Полярность.
 Как подключать кабели массы и электрода
Как подключать кабели массы и электродаЭлектрическая дуга образуется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения этой разности один кабель из комплекта инвертора должен быть подключен к “+”, второй – к “-”. Какой кабель куда подключать? Есть два способа: прямой и обратный, и использование их зависит от толщины металла.
Прямое подключение или прямая полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы – к «+». Элемент, подключенный к положительному разъему, нагревается сильнее. Подключение по прямой полярности используют при сварке толстых металлов для более сильного нагрева, чтобы обеспечить хороший провар.
Во время обратного подключения (обратной полярности) кабель электрода подключается на “+”, а кабель массы – на “-”, что позволяет сильнее нагреть электрод, а не металл. Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Процесс образования шва
Электрическая дуга образуется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает расплавляться обмазка электрода. Одна часть ее переходит в газ и окутывает зону сварки-сварочную ванну- не давая проникнуть туда кислороду. Другая часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к металлу как во время сварки, так и после во время охлаждения.
Когда металл остынет, часть обмазки, оставшаяся сверху на металле, превращается в шлак. Его можно обнаружить на внешней стороне шва и легко удалить.
Чтобы не гасла дуга и прогрев металла был равномерным, нужно поддерживать все время одинаковую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Во время сварочных работ электрод передвигают не просто вдоль шва, а выполняют им определенные фигуры. Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Экипировка и рабочее место
Самое основное, о чем нужно позаботиться и что нужно приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее место и средства индивидуальной защиты, к которым относятся:
- Перчатки из толстой и грубой ткани-краги. Они ни в коем случае не должны быть резиновыми;
- Сварочная маска. Новичкам в сварочном деле рекомендуем приобрести маску для защиты глаз хамелеон. Установленный в ней защитный фильтр затемняется автоматически в зависимости от интенсивности дуги.
- Защитный костюм: куртка и брюки из плотного материала, а обувь на толстой подошве. Такой костюм не загорится при попадании на него искр.
Затем оборудуем рабочее место. В начале вашей сварочной деятельности можно использовать любой металлический стол. Главное, чтобы на нем было удобно расположиться и закрепить заготовки для сварки, а также, чтобы рабочее место хорошо освещалось. Вокруг рабочего пространства не должно быть легко воспламеняемых веществ и предметов.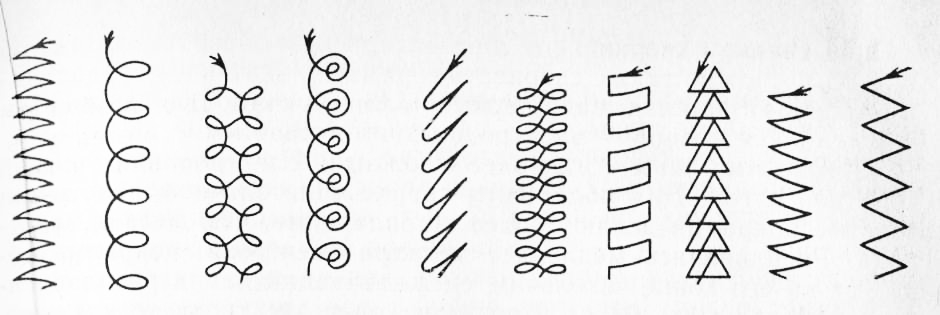 Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током.
Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током.
Перед началом сварки нужно подобрать электрод. Он выпускается под определенную марку металла. Толщина электрода подбирается в зависимости от толщины свариваемых заготовок.
| Диаметр электрода, мм | Толщина металла, мм | Сварной ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Помимо всего прочего надо подготовить ещё и свариваемые заготовки. Для этого:
Для этого:
- зачищаем металл;
- обезжириваем;
- если металл очень толстый, то необходимо будет снять фаски для лучшего провара.
Затем необходимо правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый или торцовый.
Как работать сварочным инвертором
Пошагово распишем действия для первой попытки сварки:
- Включаем инвертор в розетку;
- Выставляем на панели управления величину сварочного тока. На самом инверторе может быть нанесена таблица с этими параметрами. Если нет, то смотрим таблицу, которая была приведена выше.
- Выбираем электрод по той же таблице.
- Подключаем кабели массы и электрода в зависимости от толщины деталей.
- Разжигаем дугу.
Для этого есть два способа:
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- постукивать по поверхности металла.
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- Отводим электрод на некоторое расстояние и начинаем варить.
- Убираем шлак со шва.

Как правильно варить инвертором для получения ровного шва
- угол наклона электрода. Изменение угла наклона позволяет менять расположение сварочной ванны и следить за ней. Угол меняют в диапазоне от 45° до 90°.
- контроль дугового промежутка. Дуговой промежуток – обеспечиваемый сварщиком зазор между металлом и кончиком электрода. Нужно постоянно контролировать эту величину и держать ее постоянной.
Советы начинающим
- Всегда защищайте глаза. Даже недолгий взгляд на сварку может привести к ожогу сетчатки.
- Старайтесь всегда видеть шов во время сварки.
- Практиковаться в сварочном деле начинайте на горизонтальных швах, затем на кольцевых. Когда освоите их, можете переходить к вертикальным.
- Не оставляйте шлак на сварном шве. Это может привести к коррозии.
- Если у вас вдруг начал прилипать электрод, отрегулируйте силу тока на инверторе. Если это не помогло, тогда осмотрите электроды. Возможно они отсырели.
- Электроды храним в сухом месте. Если они отсырели, их можно высушить в термопенале или в печи для сушки и прокалки электродов.
- В инструкции по эксплуатации найдите время работы без перерыва для вашего инвертора.
- Периодически чистить инвертор от металлической пыли.
 Это может привести к коррозии.
Это может привести к коррозии.уроки сварки инвертором для начинающих + видео
В данной статье мы хотели бы раскрыть все нюансы сварки электродом для начинающих. Если вы не собираетесь стать профессионалом в сфере сварки, но научиться работать со сварочным аппаратом хочется, мы проведем пару уроков по сварке для начинающих. Конечно, сразу вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять, как правильно варить сварочным аппаратом и электродами если вы новичок, а также постичь основные приемы работы.
В этом уроке сварки для чайников мы ответим на следующие вопросы: “как правильно варить сваркой начинающим”, “как правильно варить шов сваркой” и обязательно расскажем “как правильно варить инверторной сваркой”.
Рис.1 – Сварочный инвертор FUBAG IR 160
Ручная дуговая сварка покрытыми плавящимися электродами (ручная дуговая сварка MMA) – это один из самых доступных для обучения методов сварки.
Наш первый урок сварки для начинающих
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока. Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Предположим, ваша жена решила стать садоводом и вам предстоит возвести каркас теплицы или Вы строите бокс для гаража.
Материалом для таких работ обычно служит мелкий фасонный прокат (уголок, профильные трубы) и листовая сталь толщиной 2-3 мм. Проводят такие работы как правило электродами на 3 мм при токе 80-130 А.
На примере сварочного инвертора FUBAG IR 160 со сварочным током в диапазоне 10-160 А мы покажем с чего начать.
Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
Hot Start
Функция Hot Start ХОТСТАРТ (Горячий старт) обеспечивает уверенное зажигание дуги. В момент поджига аппарат на доли секунды автоматически увеличивает силу тока дополнительно к заданной сварщиком. Благодаря этому электрод моментально разогревается и легко зажигает дугу . Если в аппарате такой функции нет, то могут возникнуть сложности с розжигом дуги.
Arc – force
Arc – force АРК ФОРС (форсаж дуги) . Если в процессе сварки сварочная дуга по каким-то причинам «рвется» и гаснет, функция аркфорс автоматически даёт дополнительные импульсы тока, что позволяет сварщику работать без случайного обрыва дуги.
Аnti Stick
АNTI STICK (АНТИСТИК) – легкое отделение залипшего электрода без повреждения обмазки.Иногда электрод прилипает к металлу и происходит короткое замыкание. Отделить электрод от заготовки в этот момент практически невозможно. Функция АNTI STICK срабатывает при таком коротком замыкании и сбрасывает значения тока до минимума. Электрод можно легко отделить от заготовки. После этого ток автоматически возвращается к установленным значениям и Вы можете продолжать работу этим же электродом.
– Подбираем электрод
Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т. к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Для начала вы можете пользоваться вот такой таблицей для подбора электродов для сварки ММА:
Рис.3 – Электроды fubag FB46
|
Толщина свариваемого металла |
Диаметр электрода |
|
1-2 мм |
1,6 – 2 |
|
2-5 |
2,5 – 4,0 |
|
5-10 |
3,0- 5,0 |
|
Свыше 10 |
4,0 -5 |
По мере приобретения собственного опыта и предпочтений, Вы сможете подбирать удобные для вас диаметры и виды электродов.
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис.4 – Сварочная маска FUBAG ULTIMA Panoramic 5-13
– Готовим рабочее место и заготовки
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения – ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Рис.5 – Зачистка зоны шва
Аппарат нужно установить в горизонтальном положении. Теперь подключаем сварочные кабели к силовым разъемам аппарата.
Возможны два варианта подключения массы и электрододержателя:
Прямая полярность – когда заготовка подключается к плюсу, а электрод к минусу.
Обратная полярность – электрод к плюсу, заготовка к минусу.
Рис.6 – Подключение сварочных кабелей
На пачке с электродами указывается полярность, на которой рекомендовано ими работать. Например, эти электроды – для работы на обратной полярности, т.е. они подключаются к плюсу.
Мы работаем электродами для сварки как на обратной, так и на прямой полярности.
Рис. 7 – Электроды FB 46 D3.0 мм
7 – Электроды FB 46 D3.0 мм
Более подробно о прямой и обратной полярности – смотрите в ролике «как подобрать электроды для сварки».
– Выставляем силу тока
Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
|
Диаметр электрода |
Толщина металла |
|
|
1,6 |
1-2 |
35-45 |
|
2 |
2-3 |
45-65 |
|
2,5 |
2-3 |
65-90 |
|
3 |
3-4 |
80-140 |
|
4 |
4-6 |
130-170 |
|
5 |
6-8 |
180-220 |
Мы варим сталь 3 мм электродами диаметром 3. Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Рис.8 – Настройка сварочного тока
– Зажигаем сварочную дугу
Потренируемся в зажигании сварочной дуги. Зажечь сварочную дугу можно двумя способами – касанием и чирканьем.
- Чиркая электродом как спичкой на месте начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние.
Рис. 9 – Способ зажигания сварочной дуги – чирканье
- Способ касанием (его еще называют постукиванием) отличается лишь тем, что мы не ведем электрод по поверхности металла, а просто касаемся его краем места начала сварного шва и отводим электрод.

Рис.10 – Способ зажигания сварочной дуги – касание
Попробуйте поработать и тем, и другим способом и выберите, какой Вам подходит больше.
– Пробуем варить
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Рис. 11 – Наплавление валика
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.
Рис.12 – Красивый шов
Когда Вы уверенно научитесь делать такие заготовки, можно переходить к следующему этапу – пробовать варить различными видами швов. А вот какие бывают виды швов, как передвигать электрод чтоб добиться красивого и надежного шва мы расскажем в следующей статье!
Получите 10 самых читаемых статей + подарок!
*
Подписаться
правильно сваривать металл инверторной сваркой самому – учимся по видео для начинающих на www.
 rocta.ru 05Дек
rocta.ru 05ДекСодержание статьи
- Что это за аппарат и как он работает
- Как правильно варить инверторной сваркой – выбор техники
- Как идет процесс приварки, если сваривать инверторной сваркой
- Начинаем с азов электросварки
- Учимся варить инверторной сваркой – пошаговая инструкция
- Грамотное создание сварного шва и разновидности дефектов
- Какие бывают типы полярности
- Обработка тонких материалов
- Пошаговая инструкция по сварке инвертором
- Процедура сварной резки металлических изделий
- Частые ошибки новичков
- Подведем итоги
Если вы не знаете как, но хотите научиться варить сварочным инвертором с нуля, не нужно бояться трудностей. Использование этого устройства позволяет добиться идеального шва. Представленный аппарат достаточно прост в обращении, овладеть им в сжатые сроки сможет каждый. В этой статье мы дадим советы о том, как научиться правильно работать инверторной сваркой новичку.
Что это за прибор и как он работает
Главная особенность описанного продукта в том, что он способен преобразовывать ток 220В в колебания высокой частоты, а после в постоянный. Таким образом удается достичь высокого КПД и не переживать из-за огромных расходов электроэнергии.
Практически все преобразователи функционируют от обычной бытовой сети, причем действовать они могут и при пониженном напряжении, что очень удобно. Он идеален для новичков, так как научиться им пользоваться можно довольно быстро. Как именно это сделать, поговорим далее.
Как правильно варить инверторной сваркой – выбор техники
Прежде чем ответить на этот вопрос, важно понять, действительно ли вам нужен такой агрегат для соединения металлических деталей. Бывают бытовые, полупрофессиональные и профессиональные. Инвертор – машина для использования электродов. Рекомендуем остановиться на устройстве для периодического использования дома, на даче или в гараже. Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Поскольку подобная практика является целой наукой, которой учат в колледжах, не стоит сразу делать крупный проект, такой как верстак или беседка. Лучше опробовать себя на обрезках. А потом попробовать соорудить несложную вещь, к примеру — книжную полку.
Как идет процесс приварки, если сваривать инверторной сваркой
При прямом контакте проводника и металлической поверхности образуется разряд. Он имеет высокую температуру, поэтому сам элемент и предмет обработки начинают плавиться.
По завершении манипуляций и охлаждения обмазка стержня становится шлаком, покрывающим получившийся шов. Сбить эти остатки можно молотком.
Во время работы, электрический проводник плавится. Необходимо выдерживать расстояние между элементом. Это еще называют длиной дуги. Добиться желаемого можно путем подачи проводника в зону сварочной ванны с постоянной скоростью.
Начинаем с азов электросварки
Для начала нужно разобраться в том, чем нам вообще придется пользоваться. Сам аппарат выглядит как небольшой ящик, весом до 7 кг. На панели есть тумблер включения, а также основные индикаторы.
Имеются и два выхода – первый плюс, второй минус. К ним мастер подключает кабели. Один из них заканчивается специальным зажимом, крепящимся к детали. Второй отводится под электрод и снабжен держателем. Такая вот простая конструкция. После остается только разобраться в том, как научиться правильно варить металл инверторной сваркой начинающим. Ничего сложного тут нет.
Если вы только выбираете устройство, проследите чтобы кабели были достаточной длины. Важна и их гибкость, это упростит работу.
Используемое оборудование, экипировка и правила техники безопасности
Подобная деятельность всегда связана с электрическим напряжением, поэтому так важно позаботиться о собственной безопасности. Первое, что нужно проверить – это кабели. Визуально осмотрите их и, после того как убедились, что все в полном порядке, включаем аппарат. Если видим, что вентилятор охлаждения работает ровно и не шумит, то все в норме.
Первое, что нужно проверить – это кабели. Визуально осмотрите их и, после того как убедились, что все в полном порядке, включаем аппарат. Если видим, что вентилятор охлаждения работает ровно и не шумит, то все в норме.
Учитывайте вес и устойчивость металлической конструкции. Нередки случаи, когда сооружения рушились и придавливали своим весом рабочих. Если мы только учимся сваривать металл инвертором, обязательно помните о технике безопасности.
Процесс сварки тесно связан не только с электричеством, но и высокой температурой. Поэтому позаботьтесь об экипировке:
- специальные холщовые или брезентовые рукавицы;
- маска для защиты глаз и лица;
- рабочий костюм;
- в условиях замкнутого пространства нужен респиратор;
- обувь на резиновой подошве.
Сами электроды стоит подбирать в соответствии с типом сплава, который будет подвергаться обработке.
Внешний вид оборудования
Вот перечень всех датчиков и индикаторов, которые выведены на панель:
- тумблер для включения и выключения устройства;
- ручки для определения требуемой величины напряжения;
- индикаторы, позволяющие понять, когда прибор перегрелся, а также дающие информацию о подаче питания;
- два выхода — плюс и минус.

Подключить технику можно через специальный разъем, расположенный в задней части аппарата.
Учимся варить инверторной сваркой – пошаговая инструкция
Подготовительный этап начинается с приобретения защитной экипировки. Одного только сварочного аппарата мало. Чтобы позаботиться о своей безопасности, нужно подготовить место для работы:
- уберите все лишнее, что может помешать;
- установите качественное освещение;
- процесс должен осуществляться на настиле из древесины, это защитит вас от поражения электричеством.
Далее можно приступать. Электроды подбираем в диаметре от 2 до 5 мм. На корпусе указывается, какой должна быть сила тока в соответствии с выбранными материалами. Данный этап можно пропустить, если используются только что купленные элементы, качество которых еще не проверено. Понять, как научиться правильно сваривать металл инвертором может каждый, достаточно углубиться в тему и почитать нужные статьи.
Подсоединяем зажим массы к фрагменту, который будет подвергаться сварке. При этом сам материал нужно должным образом обработать:
- тщательно убрать всю ржавчину при помощи напильника или угловой шлифовальной машинки;
- кромки очистить бензином, чтобы полностью устранить загрязнения.
Основы мы разобрали, теперь детально поговорим о том, как именно варить, соблюдая все необходимые меры.
Контроль дугового промежутка
Длина дуги представляет собой зазор, который формируется во время касания электродом металлической поверхности. Выделяют несколько вариантов данного состояния.
При коротком разряде, не превышающем 1 мм, шов образуется выпуклый, так как слой прогревается на малую зону. Когда же формируется, наоборот, длинный, добиться стабильности очень сложно — соединение получается недостаточно глубоким.
Идеальный вариант — постоянный зазор в 2-3 мм, приводит к тому, что достигается отличный провар. Разбираясь в том, как правильно работать сварочным аппаратом инверторной сварки, нужно углубляться в любые нюансы данного процесса.
Разбираясь в том, как правильно работать сварочным аппаратом инверторной сварки, нужно углубляться в любые нюансы данного процесса.
Грамотное создание сварного шва и разновидности дефектов
Если передвигать электрод быстро, будет формироваться дефектная спай. Он должен быть на уровне металла. Все зависит от умений сварщика, он же выбирает тип движений, которые позволяют достичь требуемой глубины.
Если соблюдать европейские стандарты, то при работе со сталью до 4 мм толщиной, лучше не использовать поперечные движения.
Какие бывают типы полярности
Плавление происходит под активным воздействием тепла, исходящего от дуги. Процесс может проводиться в двух вариантах, различающихся по типу подключения.
Прямая полярность означает, что электрический проводник подводится к минусу, поверхность для обработки к плюсу. Это позволяет добиться снижения уровня теплоотдачи. Есть и обратная полярность, тут соответственно подключение полностью меняется. Наша статья поможет тем, кто хочет разобраться в вопросе, как самому научиться правильно варить шов инверторной сваркой.
Наша статья поможет тем, кто хочет разобраться в вопросе, как самому научиться правильно варить шов инверторной сваркой.
Как влияет скорость подачи проводника
Для протекания работы в нормальном режиме, важно поступление нужного количества плавленого металла в сварочную ванну. Если его будет слишком мало, происходит подрез.
Если передвигать электрод очень быстро, дуга не сможет выдать достаточно мощности, чтобы прогреть сплав. Это приводит к тому, что образуется неглубокая спайка. Если же двигать стержень очень медленно, будет перегрев, возрастает риск прожигания поверхности.
Как влияет сила тока
Темп передвижения и установленная сила тока воздействуют на сварной шов одновременно. Чем выше напряжение, тем больше глубина проплавления. Соответственно в таком случае можно повысить скорость движения электродного элемента по материалу. Если совместить оптимальную скорость проводки и силу тока, получается ровное соединение требуемой глубины провара.
Мы поможем каждому понять, как правильно пользоваться инверторной сваркой. От вас требуется только внимательно изучить полученную информацию и закрепить все на практике.
Обработка тонких материалов
При работе в домашних условиях предпочтение отдается небольшим деталям. В таком случае нельзя допускать даже незначительные ошибки, так как они моментально приведут к прожогу поверхности. Чтобы добиться идеально ровного шва, сначала нужно потренироваться на более толстом металле.
- Сварочные действия следует проводить с установленной величиной силы тока близкой к минимальной.
- Шов создавайте углом вперед.
- Одной из главных проблем при соединении тонких деталей является их деформация. Следите, чтобы полотно не перегревалось.
Пошаговая инструкция по сварке инвертором
Рабочий процесс начинается с розжига дуги. Сделать это можно двумя способами:
- Чирканье – чем-то данный метод напоминает поджигание спички. Создавая касательные движения, провоцируется запуск. Принцип в том, чтобы прикоснуться стержнем к сплаву, плавно провести по поверхности и поднять на небольшое расстояние.
- Постукивание – тут принцип схож, но разница в том, что элемент не ведется по плоскости, а только касается материала и отводится на исходную позицию.
Как варить инверторной сваркой — видео для начинающих
Процедура сварной резки металлических изделий
Чтобы сформировать отверстие, выставьте ток в 140А, в случае, если используется электрод в 2.5 мм. После того как начался процесс возгорания, как бы вдавите проводник в металл. Следует дождаться, пока сталь проплавится и далее остается двигать стержень по нужному контуру.
При резке пластина должна быть установлена в вертикальном положении, иначе сплав будет течь вниз.
Частые ошибки новичков
Всегда следите за тем, чтобы расходники были полностью просушены, а если возможно, то и прокалены. Дело в том, что неопытному человеку будет крайне сложно разжечь дугу с использованием не прокаленных электрических проводников. Для начала подробно почитайте о том, как правильно варить сварочным инвертором — для начинающих рекомендуется пользоваться инверторной сваркой типа Ресанта. Сначала теория, потом практика.
Еще одна частая ошибка – это выбор агрегата, с которым не так просто обращаться. Существуют такие приборы, система управления которых требует углубленных знаний. Начинающему мастеру стоит начинать с самых простых моделей.
Новичку следует пользоваться только масками, в которых светофильтр регулируется в автоматическом режиме. Проблема в том, что изделия без данной функции необходимо каждый раз настраивать заново, а без должного опыта можно допустить ошибки и получить ожог глаз.
Подведем итоги
Преобразователь представляет собой довольно простой по своему устройству аппарат для сварки, использоваться может и дома. Это оптимальный вариант. Разобраться в том, как правильно сваривать металл инвертором, даже для новичков не составит проблем.
Добиться желаемого результата можно в сжатые сроки. Не забудьте подготовить рабочую зону, почитать о технике безопасность и немного попрактиковаться, следуя описанным в статье методикам.
Как научиться варить сварочным инвертором
Чтобы понять, как научиться варить сварочным инвертором, нужно обязательно пройти этап подготовки, купить необходимое оборудование и потренироваться.
Что нужно для качественной работы?
Для получения высокого качества получившегося шва, необходимо выбрать правильные электроды. Самые распространенные электроды, которые используются в быту, имеют размеры от 2 до 6 миллиметров.
Также обязательно необходимо приобрести средства защиты, такие как перчатки, куртку и, конечно же, затемненную маску, защищающую глаза от искр сварки и вредного света, возникающего при работе.
Узнать, как научиться варить сварочным инвертором можно, прочитав основные важные моменты, описанные в этой статье.
Уровень тока
Второй важный параметр, влияющий на качество сварки, это правильно выставленный на приборе уровень тока. Приборы, которые продаются для домашнего применения, имеют инструкцию. Чаще всего таблица токов расположена прямо на стенке прибора, что существенно облегчает задачу начинающему сварщику. Там указывается диаметр электрода и ток, который нужно подать, чтобы максимально использовать электрод.
Когда все предварительные закупки закончены, и вы готовы приступить к сварке, обязательно позаботьтесь о расчистке поверхности, на которой вы будете работать. Делали, которые необходимо сварить, должны быть чистыми.
Выставив на аппарате необходимое напряжение, зажав электрод, надев маску и перчатки, можно приступать к работе. Если вы — новичок в сварке, то прежде чем приступить к основным сварочным работам, стоит потренироваться на деталях, которые не жалко выбросить.
С первого раза получить ровный шов практически невозможно, поэтому запаситесь терпением и тренируйтесь.
Процесс сварки
Самая первая трудность, с которой сталкиваются начинающие сварщики, которые хотят узнать, как научиться варить сварочным инвертором, — это первый поджиг дуги. К счастью, бытовые инверторные сварочные аппараты снабжены функциями, которые предотвращают перегревание и выход из строя прибора из-за неопытности сварщика. Например, функция «горячий пуск», которая, повышая автоматически показатели тока, дает возможность подключить дугу достаточно быстро.
Если слишком надолго прижать электрод к металлу, то он может намертво к нему прилипнуть и прожечь дыру, в этой беде поможет функция антипригорания. Опять-таки, это происходит автоматически, при случайном залипании, прибор сам понижает уровень подаваемого тока, а когда сварщику удалось оторвать электрод, ток автоматически поднимается. Если же электрод залип окончательно и безвозвратно, специальные предохранители отключат подачу тока, что помогает избежать перегрева прибора.
При поджиге дуги необходимо поднести электрод немного под углом к свариваемой поверхности. При появлении дуги нужно оторвать электрод от детали и удерживать его в нескольких миллиметрах от поверхности. Обычно это расстояние равно диаметру вашего электрода.
Существуют два способа поджига. Первый метод, это когда вы не сильно, но резко ударяете электродом о поверхность и ловите дугу. Есть еще способ, когда можно легко чиркнуть о поверхность электродом под углом, как будто вы поджигаете спичку. Профессионалы не очень хорошо относятся ко второму варианту, так как в процессе можно повредить электрод.
В процессе работы дуги металл вокруг плавится. Задача сварщика — как бы «залить» расстояние между свариваемыми деталями этим расплавленным металлом.
Если свариваются тонкие части, то шов делается движениями возвратно-поступательными, вдоль будущего шва. Если же детали, которые необходимо сварить, тяжелые или толстые, то движения должны быть зигзагообразными, захватывающими часть поверхности свариваемых деталей.
Тогда шов получается намного толще и прочнее. Наклон электрода необходимо выдерживать примерно в 45 градусов.
Если вести электрод углом назад, то уровень проплавления будет глубже, если углом веред, то проплавление будет не такое глубокое, а сам шов шире.
Получается сварной шов, на котором образуется окалина, убрать ее можно, аккуратно постучав молотком или пройдясь железной щеткой. Делать это нужно уже после того, как сварной шов остыл. При откалывании окалины не снимайте маску или воспользуйтесь очками, чтобы крошки металла не попали в глаза.
Если шов — недостаточно прочный, то при снятии окалины он может попросту развалиться, и детали распадутся. На вопрос: «Как научится варить сварочным инвертором?» все профессионалы в один голос ответят, что успех в этом деле — это результат опыта. Так что если не получилось сразу — не расстраивайтесь и снова беритесь за дело.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как научиться готовить с помощью инвертора:
Все детали правильной сварки:
Как правильно приготовить сваркой: теория, практический опыт, советы и рекомендации профессионалов и опытных любителей.
Если набрать в поисковике фразу «Как правильно сварить сварку штучными электродами» или «Научиться готовить», то найдется несколько десятков статей, показывающих, как сварить металл самостоятельно инвертором.
Форма дома обобщила материал.Он выбрал самые полезные советы и расскажет новичкам, как за несколько дней освоить инверторную электросварку.
Содержание:
- Теория для новичка
- Что нужно использовать для начала работы с инвертором
- Видео, о преимуществах сварочной маски «Хамелеон». .
- основные типы и типы марок электродов
- Как выбрать и применить правильную полярность
- Как выбрать диаметр электрода
- Два основных способа зажигания электродов
- Как правильно направлять электрод и под каким углом его держать
- Сварочный практикум для начинающих
- Руководство для начинающих по сварке, какие аксессуары необходимы
- Теория сварочных работ
Начинающий сварщик думает, какой сварочный инвертор купить, и какие аппараты нужны для сварки металла электродами.Если вы отказываетесь от профессионального использования сварки, покупайте сварочный инвертор, а не трансформатор или сварочный полуавтомат .
Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Преимущества инверторного сварочного аппарата по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Проста в использовании для новичков.
- Позволяет быстро освоить сварочное дело.
Рассказывать о преимуществах инверторов можно бесконечно, но лучше один раз увидеть, чтобы понять, какими преимуществами обладает этот вид сварочного оборудования.
Сейчас мы расскажем, что происходит при сварке металла и как оценить результат. Есть две металлические заготовки разного размера. Постоянное напряжение сварочного инвертора подается на металл через электрод и массу.
Для создания электрической дуги нужны два токопроводящих элемента с плюсом и минусом.Когда к металлу прикасается электрод с разной полярностью, возникает электрическая дуга с выделением высокой температуры.
Металл начинает плавиться и одновременно при движении металлический стержень электрода со специальным покрытием – покрытие плавится.
При горении покрытие создает газовую защиту стыка, защищая его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который затем отбивается специальным молотком сварщика.
После окончания сварки деталей металл остывает, кристаллизуется и образует прочный сварной шов.
Что нужно купить, чтобы начать сварку
На этот вопрос отвечает статья-Инструменты и принадлежности для ручной дуговой сварки : базовый набор. Короче надо будет начать сварку инвертором дома:
Электроды.
- Маска сварщика.
- Набедренники или защитные перчатки.
- Защитный спусковой крючок, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео. Лучший выбор для начинающего сварщика – маска со светофильтром типа хамелеон.
Его неоценимое преимущество по сравнению с обычным защитным экраном с затемненным стеклом – сварщик видит свариваемые детали.
Ему не нужно поднимать и опускать маску, потому что «хамелеон» автоматически темнеет при появлении сварочной дуги и надежно защищает глаза.
Когда процесс сварки прекращается, стекло автоматически подсвечивается. Это упрощает работу. Новичок в сварке не уловит так называемых «зайчиков» от яркой вспышки дуги, если вовремя не опустить маску обычным стеклом.
Какие бывают электроды по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть ассортимент, то глаза просто разбегаются от предложений разных типов электродов.Что купить?
При выборе электродов для сварки обращайте внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу.
Электроды бывают следующих типов. Для сварки:
- Углеродистая и легированная сталь
- Для сварки нержавеющей стали и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, фасонные части, швеллеры, двутавры, водопроводные трубы и т. Д.
Также обратите внимание на покрытие электродов. Есть четыре типа покрытий – основное, рутиловое, кислотное и целлюлозное.
Мы не будем рассматривать в данной статье кислотное и целлюлозное покрытие электродов. Для домашних работ сварщику необходимы только электроды с рутиловым покрытием (марки МР-3 и ОК 63) и с основным покрытием (марка УОНИ 13/55).
Преимущества электродов с основным покрытием:
Подходит для сварки ответственных конструкций с высокими требованиями к качеству шва.Шов пластиковый, ударопрочный.
Отсутствие электродов с основным покрытием:
Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
Начинающим сварщикам сложнее повторно поджечь электрод.
Преимущества электродов с бесполезным покрытием:
- Меньше брызг металла.
- Легкое повторное зажигание электрода.
- Стабильность дуги во всех пространственных положениях.
Как выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки вырабатывает постоянный ток. Если вы посмотрите на переднюю панель аппарата, вы увидите, что есть два разъема для подключения сварочного кабеля с метками + и -.
Прямая полярность: к плюсу прибора подключается «прищепка», а к минусу – держатель.
Обратная полярность: электрододержатель подключается к плюсовой стороне прибора, а зажим «прищепка» – к минусовой.
Какую полярность выбрать? По этой проблеме сломано довольно много копий. Если открыть учебные материалы по сварке и спросить в Интернете, часто можно услышать мнение, что «прямая полярность» свариваемого металла лучше прогреть и оплавить.
Практика это опровергает.
При сварке при контакте с плюсом выделяется больше тепла, поэтому при обратной полярности держатель подключается к плюсу, сварка всегда глубже.
В результате металл с толстыми стенками лучше сваривать на обратной полярности.Это профильная труба, плиты, уголок толщиной 4-5 мм. И наоборот, тонкий металл толщиной не более 1,5-2 мм следует сваривать по прямой полярности во избежание оплавления стенок и появления дырок.
Вы можете убедиться, что это утверждение верно на практике. Берем сварочный инвертор, выставляем сварочный ток 100 А.
Подключите к портам на держателе электрода машины и заземлите и разрежьте металлическую пластину толщиной 4-5 мм, сначала под прямым углом, а затем с обратной полярностью, не изменяя силу тока и диаметр электрода 3 мм.Вы увидите, что резка металла происходит быстрее при обратной полярности.
Как выбрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла.
Металл толщиной менее 1 мм обычно обрабатывается полуавтоматической сваркой или аргонодуговой сваркой , а не электродами.
Для каждого диаметра электродов устанавливается разный ток.
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно около 30 А тока. То есть для электрода «тройка» выставить ток около 90-100 А.
На практике каждый сварщик выбирает диаметр электрода и ток на инверторе индивидуально.
Как зажечь электрод:
Есть два пути:
Вариант первый: зажечь электрод встык (прикоснуться).
Вариант второй: , когда вы проводите пальцем по экрану. Способы понятны из фото ниже.
Второй метод похож на зажигание спички на спичечном коробке. Первый способ иногда заменяют легким постукиванием по заготовке. Когда электрод новый и металл стержня виден на кончике, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появиться наплыв покрытия. Защитное покрытие электрода не проводит электрический ток.
Следовательно, его необходимо отталкивать, несколько раз постукивая кончиком электрода по свариваемой детали. Легкое зажигание электрода достигается умением, доведенным до автоматизма.
| asdf | asdfasdf | asdfasdf |
| asdfasdf | asdfasdf | |
| asdfasd | asdfasdf | asdfasdf |
Как направлять электрод и правильный угол электрода
После зажигания дуги проверьте сварочную ванну.Держите электрод на расстоянии 2-3 мм от поверхности свариваемых деталей. Вы должны увидеть сварочную ванну и отделить ее от шлака.
Сварочная ванна – это яркое белое пятно горячего металла:
Держите электрод под углом от 30 ° до 60 °, сохраняя оптимальное расстояние, поскольку стержень плавится. Следите за его положением и состоянием сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода выбирается сварщиком в зависимости от пространственного положения, сварного шва и силы тока.
Чем быстрее вы водите электрод, тем меньше нагрев металла и степень проплавления. Если вести электрод медленно, можно перегреть металл и прожечь в изделии дыру.
Для самостоятельной тренировки новичку сначала нужно использовать толстый лист металла. Задача: научиться зажигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получить качественный шов.
После этого можно начинать сварку в других пространственных положениях. Хорошим подспорьем для новичков станет видео Сварка для «чайников» от FORUM HOUSE, в котором технический специалист Денис Замыслов расскажет об основах сварочного мастерства и выборе инверторного устройства.
Сделайте забор из профлиста. Хочу приварить уголки к стойкам. Раньше я никогда не занимался сваркой. Нет опыта. Посоветуйте, с чего начать, чтобы он был надежным, и как правильно приготовить сварочный инвертор?
Для сварки возьмите обычный бытовой сварочный инвертор.
Оптимальный диаметр электрода 2,5 мм, «тройке» требуется больший ток.
Поджечь электрод. Для этого ударьте им по плоской металлической поверхности.
Направьте сварочный шов восьмерками.Начиная снизу вверх с шагом не более 1 мм.
Не готовьте продукт сразу от начала до конца. Сделайте пару прихваток, чтобы металл не вывел из-за нагрева разных сторон.
Если после сварки и сколов шлака остались пустоты, снова прокипятите эти места.
Отбейте шлак. Береги глаза! Надевайте защитные очки или делайте это в маске сварщика-хамелеона.
Самый популярный в быту электрод – «тройка».Стандартные инверторы тянут «четверку», и вам больше не нужно. Вы можете изменять и выбирать силу тока в процессе сварки, выбирая оптимальный режим. Слишком сильно обнажишь – дырку прожигешь, слишком мало – электрод прилипнет.
В копилке знаний:
- Сварные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для начинающих – горизонтальный.
Качественный вертикальный шов сделать особенно сложно из-за неудобных условий работы.
Задача сварщика – «слепить» две кромки свариваемого металла и сварить расплавленный металл со стержня электрода поверх шва.
Чтобы приварить стальной уголок к металлической стойке, лучше использовать струбцины или магнитные угольники. Если попросить друга помочь удержать заготовку, то он может подобрать «зайчиков» и обжечься от брызг расплавленного металла.
Как точно определить оптимальный сварочный ток?
Возьмите металлическую заготовку.Увеличьте силу тока и готовьте. Если вы прожигаете металл, уменьшите силу тока.
Найдите силу тока, при которой вам будет комфортно готовить, не сжигая металл. Опыт приобретается практикой. Тренируйтесь на ржавых кусках металла, набейте руку.
После того, как несколько электродов пригорят на прихватках на предмет ржавчины, тогда на хорошем металле дела пойдут быстрее.
Мой совет: тщательно очистить сварные детали и стыки от ржавчины и покрасить металл.
Еще можно научиться готовить красивые швы по вертикали.После выполнения такой тренировки горизонтальный шов становится идеальным.
Выводы:
Задача начального обучения выполнена. Мы рассказали об основных основах и технологиях сварки инвертором для домашних мастеров.
Опять же, у каждого есть возможность сделать красивые, ровные и качественные швы. Их получают только при регулярной практике и сжигают несколько кг электродов.
Советы начинающим сварщикам:
Перед сваркой не забудьте использовать средства защиты.Очень важный! Не стоит готовить без маски, крага и специальной одежды – сварочного костюма, материал которого не обожжет искры и брызги горячего металла, иначе можно повредить глаза или получить ожоги открытых участков тела.
Храните электроды в сухом месте. Не готовьте с влажными электродами или электродами со сколами. Сушить электроды можно в электрической духовке или в бытовой духовке.
Чем больше вы тренируете и используете металл и электроды, тем лучше будут сварные швы.Начав со сварки забора из профнастила, со временем вы перейдете к более сложным работам.
Сварка арок, теплиц, откатных и распашных ворот, ворот, навесов над домом, самодельные инструменты и приспособления, которые используются в домашней мастерской.
Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются профили труб, арматура, уголок, швеллер и т. Д.
Подробнее о правильной сварке с помощью инвертора можно узнать в теме «Обучение работе со сварочным аппаратом».
Рекомендуем артикулов:
Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как сращивать сварочные кабели и выбирать оптимальную длину для выполнения различных задач.
Делаем зеркало steam punk: как приготовить раму электросваркой для зеркала, как работать с металлом, полезные инструменты для мастерской.
Как выполнять сварку TIG с помощью инверторного сварочного аппарата – Welding Mastermind
Там Есть много преимуществ использования сварки TIG для определенных сварочных работ. Так как этот тип сварного шва позволяет значительно глубже проплавить присадочный материал, делает его подходящим типом сварного шва для сосудов высокого давления и других металлических швов / стыков. которые нужно просвечивать, чтобы кодировать. Многие сварщики не знают, что вы во многих случаях может выполнять сварку TIG инверторным сварочным аппаратом.
Итак, как можно выполнять сварку TIG с помощью инверторного сварочного аппарата? При сварке TIG с помощью инверторного сварочного аппарата заостренный вольфрамовый стержень используется для запуска дуги TIG, а присадочный стержень находится в прямом защитном газе аргоне, который используется со скоростью примерно 8–10 литров в минуту для предотвращения загрязнения.
Сварка TIG на инверторном сварочном аппарате может показаться сложной, но с несколькими подготовительными этапами это не так. Любой, кто выполнил базовую кислородно-топливную сварку, может разобраться в сварке TIG. Прочтите, чтобы узнать больше о том, как использовать инверторный сварочный аппарат для его снятия.
Что такое Сварка TIG?
Для тех которые не знакомы с этим термином, сварка TIG – это сокращение от слова “вольфрам”. сварка в инертном газе, метод сварки, при котором возникает электрическая дуга. неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления и загрязнение.Этот защитный газ обычно представляет собой чистый аргон, но иногда используется смесь гелия и аргона.
TIG Сварка медленнее и сложнее, чем у его конкурента, MIG (металлический инертный газ) сварка, но обеспечивает более точное соединение.
Его также можно использовать при более низких силах тока, чем сварка MIG, что означает, что его можно использовать на экзотических металлах, которые не могут выдерживать более высокие значения силы тока, а также на более тонких металлах без прожигания и нарушения структурной целостности материалов.
Инверторные сварочные аппараты получают питание от переменного тока (который проходит через большинство жилых домов) в полезный постоянный ток.Мощность постоянного тока влияет на качество сварного шва двумя способами:
- Положительно Постоянный ток: Повышенное проникновение в стальную основу сварного шва
- Отрицательно Постоянный ток: Более высокий уровень присадки для сварки тонколистового металла
Что Проекты Следует ли использовать сварку TIG? Кому следует выполнять сварку TIG?
Сварка TIG с помощью инверторного сварочного аппарата – отличный выбор для более тонких материалов, поскольку сварка TIG требует, чтобы детали соединяемого металла были достаточно горячими, чтобы образовались атомные связи в местах их пересечения.Напротив, сварка MIG использует присадочную проволоку для соединения двух частей металла швом.
Использование сварки TIG на более толстом материале по-прежнему может обеспечить выполнение работы, но может привести к растрескиванию под действием теплового напряжения и другим косметическим или структурным проблемам.
Сварка TIG известна тем, что она немного сложнее и труднее в освоении, чем сварка MIG, и сварка MIG обычно рекомендуется для начинающих сварщиков, которые не имеют опыта, поскольку она не так прощает ошибки новичков, как другие методы сварки.
TIG сварка требует очень четкого понимания следующих переменных в середине шва:
- Время
- Давление
- Электрический текущий
Нет надлежащий мониторинг или управление любой из этих переменных оператора во время сварка может привести к выходу сварного шва из строя (в лучшем случае) или сварщику травмирован (худший сценарий).
Для по этой причине сварку TIG с помощью инверторного сварочного аппарата следует выполнять только кто-то комфортно и хорошо разбирается в электрических и металлургических концепциях занимается сваркой.
Сварка TIG – хороший вариант для стали или нержавеющей стали, но ее не следует использовать с алюминием, для которого требуется переменный ток. Некоторые аппараты TIG имеют опцию для переменного тока, но поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный ток, многие из них не имеют этой опции.
Принадлежности Требуется для сварки TIG с помощью инверторного сварочного аппарата
Для выполнения Сварка TIG с помощью инверторного сварочного аппарата, есть несколько основных сварочных материалов. нужный.
Это лучше собрать все эти материалы перед началом сварки, так как сварка это точная поделка, и вам не захочется карабкаться по середине шва, пытаясь чтобы найти что-то, что вы забыли найти рядом со своим рабочим столом.
Здесь Вот некоторые из материалов, которые вам понадобятся для сварки TIG с помощью инверторного сварочного аппарата:
- Вольфрамовый электрод
- Инверторный сварочный аппарат с высокочастотным блоком
- Горелка (электрододержатель)
- Защитный газ (аргон или гелий)
- Защитный стержень с наполнителем
- Сварочная маска
- Сварочные перчатки
- Защитная куртка или фартук для сварщиков
Некоторые защитного снаряжения, необходимого для сварки TIG, может показаться ненужным, специально для опытных сварщиков.Тем не менее, сварка требует работы с расплавленным металлом. металл и дуги такие яркие, что могут обжечь глаза. В хобби или профессии вроде сварка, защитное оборудование имеет решающее значение.
Марка перед началом соревнований убедитесь, что вы одеты в защитное снаряжение. сваривайте и держите все инструменты под рукой, чтобы не вставать. Как указано ранее сварка TIG требует точного контроля задействованных элементов, поэтому вы не хочу отвлекаться.
Как выполнять сварку TIG с помощью инверторного сварочного аппарата
Like другие виды сварки штучной сваркой, сварка TIG инверторным сварочным аппаратом имеет серию шагов, которые необходимо выполнить, чтобы сварка прошла гладко.Первая вещь вам нужно сделать, это высунуть свою палку.
Что «Выбег» и как его запустить
дюйма Сварка TIG, электрический вылет определяется как расстояние между контактный наконечник и нерасплавленный конец вольфрамового электрода. Это расстояние также называется количеством провода в сопротивлении. Электрический торможение влияет на множество факторов в сварном шве, включая следующие:
- Скорость плавления: Скорость плавления – это вес или длина электрода / проволоки / прутка / порошка, расплавленного за заданную единицу времени
- Проникновение: Проникновение – это глубина, на которую линия сплавления в сварном шве проникает в основной металл; чем глубже проплавление в сварном шве, тем прочнее сварное соединение
- Форма сварного шва: Форма сварного шва важна для хорошего сплавления в сварном шве, и, следовательно, от этого зависит структура полученного сварного соединения
Сварка TIG, вылет должен составлять примерно половину диаметра внутреннего диаметра защитной чашки в стандартной установке .Конкретная длина будет варьироваться от сварочной установки до настройки, но это практическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно проинформируют сварщика об оптимальном вылете для поддержания хорошего сварного шва.
Одним из способов увеличения длины вылета, который можно использовать без ущерба для качества сварки, является установка линзы из стекла TIG.
Эти линзы помогают удерживать вольфрам устойчиво и обеспечивают надлежащую электрическую передачу, одновременно улучшая экранирование и доступность свариваемого соединения.
Использование Заостренный вольфрам при сварке TIG на инверторном сварочном аппарате
Сварку TIG можно выполнять на инверторном сварочном аппарате как с присадочной проволокой, так и без нее, но при использовании заостренной вольфрамовой проволоки следует быть осторожным, чтобы вольфрам не прилипал. Если это так, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Случайно Загрязнение вольфрамового электрода при сварке TIG может произойти в нескольких различных способами:
- Погружение вольфрамового электрода в расплавленную сварочную ванну
- Прикосновение вольфрамового электрода к присадочному стержню
Загрязнение вольфрама во время сварки TIG – одна из наиболее распространенных ошибок, которые вы можете совершить.К счастью, все, что вам нужно сделать, это заново заточить вольфрам на шлифовальном станке, и вы снова окажетесь в седле. Чтобы затачить или повторно затачить вольфрам для сварки TIG, выполните следующие действия:
- Измельчите вольфрам в настольном шлифовальном станке, предназначенном для вольфрама (не используйте настольный шлифовальный станок, используемый для шлифования стали, иначе вы попадете в загрязнение вольфрам)
- Отшлифуйте вольфрам по длине, следя за тем, чтобы кончик вольфрама оставался примерно в два раза больше диаметра электрода.
- Отрежьте кончик вольфрамового конуса, чтобы он не отсоединился и не испортил следующий сварной шов.
В вольфрам, необходимый для сварки TIG на постоянном токе, – это не просто вольфрам, либо.
Вам понадобится торированный вольфрам, который может быть довольно токсичным и с ним следует обращаться осторожно. Торированный вольфрам обрабатывают торием, который является радиоактивным соединением. Эта радиоактивность инертна и защищена во время регулярной сварки, но может выделяться и вдыхаться во время измельчения вольфрама.
Царапина или запуск дуги метчиком
Это основное отличие сварки TIG от сварки MIG. При использовании сварочного аппарата TIG горелка становится под напряжением, как только вы включаете сварочный аппарат. Кнопки для запуска дуги нет, поэтому для этого вам нужно либо нажать кнопку «Старт», либо начать дугу с нуля.
Кран Зажигание дуги для сварки TIG с помощью инверторного сварочного аппарата
One Способ зажигания дуги при сварке TIG заключается в запуске дуги легким нажатием. Это делается резкое постукивание стержнем по металлу, над которым вы работаете, удалит любой дополнительный поток от конца вольфрамового стержня, а также создаст электрические контакт необходим, чтобы начать дугу.
Это движение должно выполняться решительно и резко, касаясь только момент перед вытягиванием стержня назад. Это действие также необходимо выполнить в светлый путь. Если вы нажимаете слишком медленно или слишком сильно нажимаете, это может вызвать прилипание вольфрама.
Если Ваши вольфрамовые палочки, поздравляю, вы испортили сварной шов TIG. Вернитесь назад к предыдущему разделу этого практического руководства, повторно заточите вольфрам и попробуйте очередной раз. Одним из преимуществ сварки TIG на инверторном сварочном аппарате является то, что если ваш стержень прилипает, инверторный сварочный аппарат должен автоматически понижать напряжение.
Если вы достаточно новичок в сварке TIG, будет разумным попрактиковаться в начале сварки на металлоломе, пока у вас не появится уверенность в этом, прежде чем приступить к серьезной сварке.
Царапина Зажигание дуги для сварки TIG с помощью инверторного сварочного аппарата
Другой способ зажигания дуги для сварки TIG, кроме запуска с метчика, – это начать сварку с нуля. Здесь вы перемещаете стержень по металлу, чтобы удалить лишний магнитный поток и инициировать электрический контакт. При появлении царапины, зажигающей дугу, стержень следует оторвать от металла, как только на нем начнется искрение.
При возникновении дуги с нуля перемещайте стержень вперед и назад небольшими царапающими движениями, чтобы удалить покрытие из флюса. Старайтесь не царапать продолжительными движениями, так как это может привести к возникновению сварочной дуги дальше от желаемой начальной точки, чем необходимо.
Во избежание прилипания стержня его следует вытаскивать при появлении искры, а затем возвращать к нормальной длине сварочной дуги. Избегайте чрезмерного давления, так как это способствует прилипанию.
Царапина, запускающая дугу, аналогична запуску дуги легким прикосновением, но может залипать, если сварщик недостаточно быстр или не имеет опыта зажигания дуги таким способом.Однако старт с нуля может быть хорошим выбором для удилищ, которые сложнее заводить.
Газ Экранирование сварных швов TIG с использованием инверторных сварочных аппаратов
Другое Основная проблема, с которой сталкиваются люди, пытающиеся выполнить сварку TIG с помощью инверторного сварочного аппарата, – это недостаточная защита инертным газом, что приводит к загрязнению материалов. Для Сварка TIG, вы должны использовать чистый аргон или аргон-гелий. смешивание.
При сварке TIG с использованием аргоно-углекислого газа вы сразу же испортите шов и испортите его. По этой причине очень важно иметь соответствующую газовую защиту во время сварки TIG.Чтобы обеспечить надлежащую газовую защиту для сварки TIG, соблюдайте следующую процедуру:
- Установите скорость потока газа. Правильный расход газа для сварки TIG с использованием инверторного сварочного аппарата должен составлять 8-10 литров в минуту. Так же важно не устанавливать слишком высокий расход, как и устанавливать достаточно высокий расход – высокие скорости потока защитного газа могут вызвать турбулентность, которая привносит загрязняющие вещества, переносимые по воздуху.
- Проверить фитинги и шланги на предмет утечек. Если вы наблюдаете загрязненный сварной шов и считаете, что ваш экран должен быть подходящим, проверьте свою установку на предмет утечек. Чтобы проверить герметичность, промойте шланги и фитинги мыльной водой. Если есть протечка, вы должны увидеть пузыри на протекающем шве.
Другое Общие проблемы при сварке TIG инверторным сварочным аппаратом
В то время как Сварку TIG может легко освоить любой человек, имеющий некоторый базовый опыт в методы и концепции сварки, есть несколько проблем, с которыми сталкиваются сварщики TIG Это может поразить любого сварщика, как новичка, так и эксперта.
Здесь Вот некоторые из распространенных проблем, с которыми вы сталкиваетесь во время сварки TIG с инверторный сварочный аппарат:
- TIG-сварка алюминия на постоянном токе: Постоянный ток не идеален для сварки алюминия, и вместо него следует использовать переменный ток. Сварка алюминия TIG постоянным током приводит к загрязнению.
При сварке алюминия методом TIG убедитесь, что все оксидные соединения выгорели, а точка сварного шва идеально блестящая, прежде чем вводить присадочную проволоку для предотвращения загрязнения.Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
В TIG Сварка на инверторном сварочном аппарате, название игры – Arc Control
При сварке TIG на инверторном сварочном аппарате одним из наиболее важных навыков, которым вы можете научиться, чтобы стать лучше сварщиком TIG, является управление дугой – это означает, что с момента нажатия или поцарапайте дугу до момента выключения переключателя.
Наряду с обучением правильной газовой защите, это очень важно для успешной, прочной и эстетичной сварки TIG.
Кому правильно контролировать дугу при сварке TIG, вам нужно, чтобы дуга была как можно короче. возможный. Хотя может показаться более естественным удлинить дугу, поскольку это позволяет чтобы лучше было видно контакт и сварочную лужу, лучше повернуть голову или перемещайте свое тело, а не факел.
Любая регулировка длины дуги в середине сварного шва ухудшит однородный вид сварного шва, а также может вызвать структурные проблемы в более серьезных случаях. При первом обучении сварке TIG может оказаться полезным попрактиковаться в сварке многих сварных швов. различные положения на металлоломе перед серьезной сваркой проект.
TIG Сварка для каждого сварщика
Любой, кто знаком со сваркой MIG, может запрыгнуть на сварочный поезд TIG, и для этого не нужно покупать промышленный источник тока для сварки TIG. Это может сделать любой, у кого есть инверторный сварочный аппарат, горелка TIG, баллон с аргоном и регулятор.
с инверторный сварочный аппарат и подходящие инструменты, легко выполнить высокое качество, прочная и точная сварка TIG тонких и экзотических металлов, не выходя из цех.
Сварка МИГ: установка правильных параметров
Основные советы по началу работы со сваркой MIG, включая информацию о новом оборудовании и настройках.
Оптимальная производительность с вашим сварочным аппаратом MIG
Если вы не зарабатываете сваркой на жизнь, часто бывает трудно понять, настроен ли ваш сварочный аппарат MIG для оптимальной работы. Если вы задаетесь вопросами, например: «Правильно ли я использую напряжение?» или «у меня слишком много или слишком мало провода?» Тогда эта статья для вас! Мы коснемся основ правильной настройки сварочного аппарата, а затем посмотрим, что говорит вам сварной шов.
Оборудование
Хорошее оборудование облегчает сварку MIG, в то время как плохое оборудование может дорого обойтись в результате разочарования и качества сварки.Сварочные аппараты MIG, такие как Millermatic® 211 и Millermatic 141, идеально подходят для случайного сварщика. Если вам нужен аппарат с несколькими сварочными функциями, мы рекомендуем многопроцессорные сварочные аппараты, такие как Multimatic® 215 и Multimatic 220 AC / DC.
Некоторые сварочные аппараты включают усовершенствованные технологии, такие как технология Auto-Set ™, которая автоматически устанавливает оптимальные параметры в зависимости от толщины материала и диаметра проволоки. Это позволяет сосредоточиться на правильной технике.
Чтобы определить, какой сварочный аппарат лучше всего соответствует вашим потребностям, посмотрите, какой сварочный аппарат подходит для вашего дома или магазина, или загрузите это руководство.
Максимально эффективное использование машиныНезависимо от выбора машины прочтите руководство пользователя. Он содержит важную информацию о правильной эксплуатации и правилах безопасности. Большинство компаний предлагают свои руководства в Интернете.
Следующие основные рекомендации относятся к сварке стали методом MIG сплошной проволокой. Совместная конструкция, положение и другие факторы влияют на результаты и настройки. Когда будут достигнуты хорошие результаты, запишите параметры.
1. Толщина материала определяет силу тока .Ориентировочно для каждого 0,001 дюйма толщины материала требуется 1 ампер на выходе: 0,125 дюйма = 125 ампер.
2. Выберите правильный размер провода в соответствии с силой тока . Поскольку вы не хотите менять проволоку, выберите одну из наиболее часто используемых толщин.
- 30-130 ампер: 0,023 дюйма
- 40-145 ампер: 0,030 дюйма
- 50-180 ампер: 0,035 дюйма
- 75-250 ампер: 0,045 дюйма
3. Установите напряжение .Напряжение определяет высоту и ширину борта. Если нет таблицы, руководства или технических характеристик для установки правильного напряжения, вы можете попробовать следующее: пока один человек сваривает металлолом, помощник снижает напряжение до тех пор, пока дуга не начнет врезаться в заготовку. Затем снова начните сварку и попросите помощника увеличить напряжение до тех пор, пока дуга не станет нестабильной и неровной. Напряжение посередине между этими двумя точками является хорошей отправной точкой.
Существует зависимость между напряжением дуги и длиной дуги.Короткая дуга снижает напряжение и образует узкую вязкую полоску. Более длинная дуга (большее напряжение) дает более плоский и широкий валик. Слишком большая длина дуги приводит к очень плоскому валику и возможности подрезания.
4. Установите скорость подачи проволоки . Скорость подачи проволоки контролирует силу тока, а также степень проплавления сварного шва. Слишком высокая скорость может привести к прогоранию. Если руководство или лист технических характеристик сварного шва недоступен, используйте множители в следующей таблице, чтобы найти хорошую отправную точку для скорости подачи проволоки.Например, для проволоки 0,030 дюйма умножьте ее на 2 дюйма на ампер, чтобы найти скорость подачи проволоки в дюймах в минуту (ipm).
Для проволоки размером | Умножить на | Пр. с использованием 1/8 дюйма (125 ампер) |
.023 дюйма | 3.5 дюймов на усилитель | 3,5 x 125 = 437,5 изобр. / Мин |
0,030 дюйма | 2 дюйма на усилитель | 2 x 125 = 250 изображений в минуту |
0,035 дюйма | 1.6 дюймов на усилитель | 1,6 x 125 = 200 изображений в минуту |
0,045 дюйма | 1 дюйм на усилитель | 1 x 125 = 125 изображений в минуту |
Осмотр бисера
Один из способов проверить параметры – это проверить сварной шов.Его внешний вид указывает на то, что нужно настроить.
Хороший сварной шов: Обратите внимание на хорошее проникновение в основной материал, плоский профиль валика, соответствующую ширину валика и хорошее соединение на носках сварного шва (кромки, где металл сварного шва встречается с основным металлом).
Слишком высокое напряжение: Слишком высокое напряжение характеризуется плохим контролем дуги, непостоянным проваром и турбулентной сварочной ванной, которая не может постоянно проникать в основной материал.
Слишком низкое напряжение: Слишком низкое напряжение приводит к плохому зажиганию дуги, контролю и проплавлению дуги.Это также приводит к чрезмерному разбрызгиванию, выпуклому профилю валика и плохому закреплению на концах сварного шва.
Слишком высокая скорость перемещения: Узкий выпуклый валик с недостаточным закреплением на носках сварного шва, недостаточный проплав и непоследовательный валик сварного шва вызваны слишком быстрым перемещением.
Слишком низкая скорость перемещения: Слишком медленное перемещение приводит к слишком большому нагреву сварного шва, что приводит к чрезмерно широкому сварному шву и плохому проплавлению.На более тонком материале это также может вызвать прожог.
Слишком высокая скорость подачи проволоки / сила тока: Установка слишком высокой скорости подачи проволоки или силы тока (в зависимости от типа используемого вами аппарата) может вызвать плохое зажигание дуги и привести к слишком широкому сварному шву и прожогу , чрезмерное разбрызгивание и плохое проникновение.
Слишком низкая скорость подачи проволоки / сила тока: Узкий, часто выпуклый валик с плохой закрепкой на носках сварного шва указывает на недостаточную силу тока.
Отсутствие защитного газа: Отсутствие или недостаточное количество защитного газа легко определить по пористости и порывам на поверхности и внутри сварного шва.
9 Общие проблемы при сварке и способы их устранения
Сварка – важная часть процесса изготовления металла. Однако сварка может вызвать множество различных проблем. Без надлежащей техники может возникнуть множество различных проблем. Вот некоторые из наиболее распространенных проблем, возникающих при сварке, и способы их устранения.
1. Брызги
Брызги возникают, когда вблизи сварочной дуги образуются капли расплавленного материала. Эта проблема обычно возникает во время газовой дуговой сварки (GMAW). Эта проблема обычно возникает из-за слишком высоких токов, неправильной полярности или недостаточной газовой защиты. Сварщики могут помочь избежать разбрызгивания несколькими способами. Уменьшение сварочного тока и длины дуги может помочь избежать разбрызгивания, а также увеличить угол между горелкой и пластиной.Вам также следует дважды проверить правильность полярности, типа защитного газа и расхода. Очистка газового сопла также может помочь избежать разбрызгивания.
2. Пористость
Пористость возникает из-за поглощения азота, кислорода и водорода в расплавленной сварочной ванне, которые затем выделяются при затвердевании и остаются в металле сварного шва. Пористость сварного шва может быть вызвана наличием влаги, ржавчины, жира или краски на краях пластины. Это также может быть вызвано недостаточной защитой газа и сваркой небольших зазоров с воздухом между ними.Существует несколько способов избежать образования пористости в сварном шве, например повторный обжиг, использование свежих сварочных материалов и наличие сухих и чистых кромок листа. Вы также должны проверить сварочную горелку на герметичность и убедиться, что угол между горелкой и пластиной имеет правильный размер. Очистка газового сопла сварочного аппарата также поможет избежать этой проблемы.
3. Выточка
Поднутрение может возникнуть, если напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, слишком большого для толщины пластины.Использование слишком высокой скорости движения также может привести к поднутрению. Чтобы избежать этой проблемы, следите за скоростью сварки, следите за количеством переплетений и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, поскольку может возникнуть подрез, если количество расплавленного металла станет слишком большим.
4. Деформация
Деформация может возникать при сжатии свариваемых металлов при охлаждении и закалке.Это может произойти, если последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков или недостаточный зажим перед сваркой. Чтобы избежать деформации, приваривайте с обеих сторон стыка и обязательно выполняйте сварку от центра к краям в противоположных направлениях. Используйте большой электрод и надежно зажмите. Измените последовательность сварных швов и расположение стыка, если начинает происходить деформация. Меньшее количество проходов во время сварки также может помочь избежать деформации.
5. Трещины
Трещины возникают при сварке, так как со временем они могут увеличиваться.Устранить трещину не так просто, как заполнить щель материалом. Необходимо зашлифовать трещины и выполнить новый сварной шов, чтобы исправить ошибку. По этой причине предотвратить трещины проще, чем исправить их. Чтобы предотвратить появление трещин, вы должны потратить необходимое количество времени на шлифовку, очистку, опиливание и удаление заусенцев с краев пластин, чтобы они легко стыковались друг с другом. Вы должны повторно нагреть обе стороны шва, убедившись, что температура правильная. Вы также должны убедиться, что у вас есть необходимое количество тепла перед сваркой, проверив настройки вашего аппарата.
6. Неполное проникновение и слияние
Неполное оплавление корня происходит, когда сварной шов не расплавляется на одной стороне стыка в корне. Неполное проникновение корней происходит, когда стыки с обеих сторон кровли не соединены. Эти проблемы, как правило, возникают во время процессов с использованием расходуемых электродов, когда сварной шов автоматически осаждается, когда дуга поглощает электродную проволоку или стержень. Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решение этих проблем включает использование более широкого корневого зазора и использование электродов, диаметр которых примерно равен ширине зазора между корнем.При сварке следует использовать меньшую скорость движения и переплетение кромок пластин.
7. Включения шлака
Включения шлака возникают, когда мелкие частицы флюса застревают внутри металла шва, что препятствует полному проплавлению шва. Лучший способ предотвратить эту проблему – иметь в хорошем состоянии расходные детали с флюсовым покрытием. Также важно убедиться, что ток, напряжение и дуга правильные.
8. Неправильная доставка телеграммы
Эта проблема обычно приводит к дребезжанию кабеля пистолета.Это часто вызвано неправильной настройкой оборудования, неправильным обслуживанием или использованием сварщиками наконечников, слишком больших для применения. Чтобы предотвратить неправильную подачу проволоки, проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не требуют замены, а также убедитесь, что ведущие ролики и направляющие трубки находятся в непосредственной близости друг от друга.
9. Хрупкие сварные швы
Другой распространенной проблемой при сварке является создание хрупких сварных швов, которые не выдерживают нагрузки. Оголенные электроды или электроды неправильного размера могут привести к хрупкости сварных швов.Для получения пластичных сварных швов обязательно используйте экранированные дуговые электроды, избегайте использования чрезмерного тока и проходите через сварной шов несколько раз.
CAMM Metals | CT Сварочные услуги
Для обеспечения минимальных искажений при сварке обращайтесь к профессионалам! Как подрядчик по КТ-сварке, мы специализируемся на сварке MIG и TIG стали, нержавеющей стали и алюминия и используем аппараты для импульсной сварки, чтобы контролировать нагрев детали, минимизировать деформацию и улучшать качество производимых нами деталей.
После завершения сварки мы предлагаем множество собственных услуг. Эти услуги включают в себя проверку сварных швов с применением красителя, кислотную очистку и полировку сварных швов из нержавеющей стали. Кроме того, мы также можем сваривать и тестировать водонепроницаемые корпуса. Для тех клиентов, которым требуются сертифицированные сварные швы, мы можем сертифицировать наши сварные швы по AWS D1.1 и AWS D1.6.
Советы по устранению неисправностей сварочного аппарата
Сварочный аппарат – сложное и сложное устройство.Даже если что-то пойдет не так, это серьезно скажется на сварочном аппарате, а также на сварочных работах. Если что-то не так, сварочный аппарат может не работать должным образом или даже не запуститься. Не всегда требуется замена всего устройства, есть некоторые проблемы, которые могут быть обнаружены и устранены самим пользователем, или можно получить помощь от другого опытного пользователя. Знание некоторых советов по поиску и устранению неисправностей будет большим подспорьем для пользователя, так как это сэкономит много времени и предотвратит ненужную трату денег на ремонт в мастерских.Вот некоторые из проблем, с которыми обычно сталкивается сварочный аппарат, а также их причины и решения.
Неисправности сварочного аппарата
Прежде всего важно знать различные проблемы, с которыми сталкивается сварочный аппарат; можно проверить различные части агрегата и устранить проблему;
Нет товаров.
Машина не запускается
Причина : Иногда сварочный аппарат не запускается. Это может быть вызвано такими причинами, как перегоревший предохранитель линии питания, обрыв цепи питания, перегрузка или неправильное входное напряжение.
Решение : Если сварочный аппарат не запускается, в первую очередь необходимо проверить, включен ли выключатель аппарата, а затем тщательно выяснить причину проблемы; если предохранитель перегорел, его необходимо заменить. Если проблема в цепи, необходимо проверить и исправить входное напряжение. Если причиной является перегрузка, лучше дать сварочному устройству остыть в течение некоторого времени. Входное напряжение должно быть проверено, и вход всегда должен соответствовать данным в руководстве.
Стартер сварочного аппарата работает, но сгорел предохранитель
Причина : Иногда сварочный аппарат запускается и готов к работе, но внезапно перегорает предохранитель. Это может быть вызвано одной из двух причин: одна – слишком маленький предохранитель, а другая – короткое замыкание в соединениях.
Решение : Необходимо выяснить точную причину проблемы. Если причина в предохранителе, то размер предохранителя должен быть изменен и увеличен, но если причина в коротком замыкании, тогда соединения должны быть проверены и исправлены, а также необходима изоляция проводов.
Сварочный аппарат внезапно останавливается
Причина : Сварочный аппарат часто внезапно останавливается во время сварки. Эта проблема может быть связана с препятствием для вентиляции, неисправностью внутреннего охлаждающего вентилятора или перегрузкой.
Решение : Следует проверить, все ли вентиляционные кожухи свободны и чисты. Если они нечисты, их необходимо тщательно очистить, чтобы не было препятствий для вентиляции. Если внутренний охлаждающий вентилятор не работает, необходимо отремонтировать или заменить соединения и главный провод, чтобы охлаждающий вентилятор снова заработал.Никогда не следует перегружать машину и выполнять работу только в соответствии с предписанным рабочим циклом.
Неисправность переключателя полярности
Причина : Переключатель полярности иногда не работает либо из-за изношенного соединения, либо из-за грубого и неправильного использования переключателя, когда сварочный аппарат все еще находится под нагрузкой.
Решение : Никогда не следует использовать переключатель полярности, когда сварочный аппарат находится под нагрузкой, так как это может нарушить работу переключателя полярности.В случае износа переключателя его необходимо заменить.
Электрододержатель нагревается
Причина : Держатель электрода во многих случаях нагревается. Причиной этого может быть неплотное соединение или несоответствующий рабочий цикл электрододержателя.
Решение : необходимо правильно определить причину проблемы. Если соединение слабое, его необходимо подтянуть. Если электрододержатель не соответствует рабочему циклу, его необходимо заменить на держатель правильного размера.
Изолированный электрододержатель STINGER Stv002- В надежно удерживает электрод, эргономичная и удобная резиновая ручка
- Сила тока: 0 – 350, емкость электрода: 5 мил / 3/16 дюйма, емкость кабеля: 1/0 га.
- Устраняет ожоги дуги из-за “выскакивания” стержня
Поражение электрическим током при прикосновении к сварщику
Причина : В некоторых случаях пользователь может столкнуться с небольшим электрическим током при прикосновении к сварочному аппарату, это может происходить не постоянно, но это может быть опасно.Эта проблема возникает, если рама сварочного аппарата не заземлена должным образом.
Решение : Для этой проблемы необходимо правильно прочитать руководство пользователя и изучить процедуру заземления рамы сварочного аппарата и заземлить крышку надлежащим образом, чтобы при прикосновении к сварочному аппарату пользователь не столкнулся с ударами. очередной раз.
Сварочный кабель нагревается
Причина : Иногда сварочный кабель очень быстро нагревается. Это происходит, когда кабель, используемый в сварочном аппарате, имеет неподходящий размер и рабочий цикл.
Решение : кабель необходимо заменить на кабель подходящего размера, как указано в руководстве пользователя. Кабель с правильным размером рабочего цикла очень важен для сварочного аппарата.
Плохой зажим заземления
Причина : Зажим заземления сварочного аппарата может покрыться оксидами, которые могут повредить зажим, из-за чего электроны не могут легко переноситься, и это создает высокое сопротивление на аппарате, которое изменяет поток тока.
Решение : Зажим заземления необходимо регулярно проверять и периодически очищать, чтобы избежать образования окислов и ненужного сопротивления сварочного аппарата.
Кабель поврежден
Причина : После длительного использования кабель может быть поврежден, а участки могут быть изношены и изношены.
Решение : Следует как можно скорее заменить кабель сварочного аппарата, так как поврежденный кабель потенциально может вызвать множество проблем для аппарата, а также может сильно повлиять на сварочные работы.Время от времени необходимо проверять провода на предмет повреждений.
Сварочный аппарат не выключается
Причина : Может возникнуть проблема, заключающаяся в том, что аппарат не выключается даже при нажатии переключателя до тех пор, пока не будет отключен источник питания. Это происходит, когда линейный выключатель изношен или вышел из строя механически.
Решение : Если линейный выключатель сварочного аппарата изношен, выключатель и соединение необходимо отремонтировать или заменить.
Сварочные дефекты
Помимо проблем со сварочным аппаратом, обычно также возникают некоторые сварочные дефекты, которые пользователь может исправить, просто отрегулировав и отремонтировав определенные части самого сварочного аппарата. Вот некоторые из дефектов сварки, с которыми можно столкнуться;
Неправильная подача проволоки
Причина : Если подача проволоки неправильная, причиной этого может быть изношенный приводной ролик. Изношенный ведущий ролик приводит к нарушению подачи проволоки, которая также может проскальзывать.
Решение : Если кто-то сталкивается с этой проблемой, необходимо проверить, нет ли грязи или мусора на футеровке сварочного аппарата. Следует тщательно очистить машину, чтобы приводной ролик снова работал нормально при правильной подаче проволоки.
Низкая сварка
Причина : Когда наконечник, расположенный внутри сварочного пистолета, изношен, мощность, производимая сварочным аппаратом, не передается должным образом, что может создать дополнительную работу для сварщика, поскольку сварка не выполняется должным образом.
Решение : Если возникла эта проблема, необходимо как можно скорее заменить наконечник внутри сварочного пистолета, так как это может создать больше проблем, таких как плохая проволока. Во избежание неприятностей в дальнейшем насадку нужно менять немедленно.
Пористость
Причина : На поверхности валика может образоваться пористость из-за плохой проводки или недостаточного потока газа.
Решение : Необходимо проверить и отрегулировать соединения проводов.Газовую линию следует проверить должным образом, и если есть какие-либо препятствия в газовой линии, ее необходимо очистить. Газовое сопло должно быть вставлено правильно, чтобы избежать утечки газа.
Усадочные трещины на сварном шве
Причина : На сварном шве могут быть усадочные трещины, которые могут возникнуть, если проволока грязная и ржавая, или если валик слишком маленький и вогнутый.
Решение : Чтобы избежать этой проблемы, необходимо тщательно очистить проволоку, которую нужно сваривать, и не оставлять грязи или ржавчины на участках, где должна проводиться сварка.Бусинки должны быть подходящего размера.
Боковые трещины на сварном шве
Причина : Некоторые боковые трещины могут возникнуть на сварном шве из-за слишком высокой скорости сварки или иногда из-за очень низкого тока и высокого напряжения дуги.
Решение : Во избежание бокового растрескивания следует поддерживать постоянную скорость сварки и не выполнять сварку слишком быстро, так как это может привести к боковому растрескиванию. Напряжение дуги и ток должны быть одинаковыми и постоянными.
Избыточное разбрызгивание
Причина : В большинстве случаев на сварном шве может происходить чрезмерное разбрызгивание, которое может быть вызвано слишком высоким напряжением или избыточным CO2 и несоответствующим импедансом.
Решение : Чтобы избежать чрезмерного разбрызгивания, необходимо скорректировать напряжение внутри сварочного аппарата и подать соответствующее напряжение. Для нагрева CO2 можно использовать газовый обогреватель, чтобы свести к минимуму разбрызгивание.
Средство для удаления брызг при сварке Walter 53F253 E-Weld 3 [Упаковка из 12] …- Раствор для защиты от брызг: очищающий раствор предотвращает прилипание сварочных брызг к деталям машины.Это также помогает …
- Эффективность: этот очиститель брызг обладает адгезионными свойствами для краски, что исключает необходимость специальной очистки после …
- Функции: жидкость для удаления брызг может использоваться во время процедур плазменной резки, сварки очистка или обезжиривание ….
Заключение
Наряду со всеми ухищрениями по установке и ремонту, обслуживание сварочного аппарата очень важно. Всегда нужно иметь в виду следующее;
- Сварочный аппарат необходимо содержать в чистоте.Следует периодически очищать различные части машины, чтобы избежать ржавчины или окисления.
- Время от времени проверяйте детали машины на предмет повреждений. Даже малейшие повреждения или износ должны быть рассмотрены серьезно.
- Кабели и другое дополнительное оборудование, которое будет использоваться со сварочным аппаратом, должны иметь правильный размер рабочего цикла, совместимый с аппаратом в соответствии с руководством по эксплуатации.
- Никогда не перегружайте аппарат и не превышайте предел глубины сварки.
- Сварочный аппарат всегда следует хранить в прохладном и сухом месте.
Хотя сварочный аппарат – очень сложное устройство, но при хорошем обслуживании он прослужит очень долго и всегда будет давать желаемый результат безупречно.
Последнее обновление 2021-07-21 в 15:00 / Партнерские ссылки / Изображения из Amazon Product Advertising API
100 основных правил, которые можно и нельзя делать в сварке
Умение работать с металлом – захватывающий и вдохновляющий опыт.Как сварщик, вы сможете превратить некоторые из самых прочных материалов в мире в продукт, который будет полезен другим. Этот навык используется в автомобилестроении, дорожном строительстве, строительстве и производстве систем вооружения и транспортных средств. Вот список из 100 правил, которые можно и чего нельзя делать в отношении любого сварочного аппарата MIG, сварочного аппарата TIG и аппарата плазменной резки.
Что нужно делать в сварочных машинах
- Проверьте и дважды проверьте свою рабочую зону на наличие легковоспламеняющихся материалов.Убедитесь, что в полу нет отверстий или треснувших окон, через которые могут пройти искры.
- Удалите горючие жидкости и газы из этой зоны. Все, что нужно, – это небольшая искра, чтобы вызвать огромный взрыв.
- Уберите все горючие материалы на безопасное расстояние. Все горючие материалы должны находиться на расстоянии не ближе 20 футов от вашего проекта.
- Вымойте пол перед тем, как начать. Пыль и мусор на полу могут стать источником искр, которые попадают туда.
- Закройте все горючие материалы, которые нельзя сдвинуть. Если вы не можете переместить их все с рабочего места, накройте их негорючими материалами, такими как металлическая пленка или асбестовая занавеска.
- Накройте и намочите горючий пол. Если напольный материал сам по себе горючий, накройте его металлической пленкой или асбестовыми материалами.
- соблюдайте все надлежащие процедуры при работе с материалами, содержащими или содержащими легковоспламеняющиеся жидкости. Это включает в себя изоляцию, гашение, продувку и инвертирование.Непосредственно перед сваркой MIG проверьте материалы, чтобы убедиться в отсутствии горючих паров. Подумайте о том, чтобы заполнить привариваемый контейнер / резервуар водой на расстоянии нескольких дюймов от рабочей зоны в качестве дополнительной меры предосторожности.
- Защитить шланги. Держите шланги на безопасном расстоянии от любого оборудования.
- Зафиксировать все цилиндры. Транспортируйте их только с установленными крышками.
- Убедитесь, что все электрическое оборудование установлено правильно. Соблюдайте все рекомендуемые пределы нагрузки цепи с рекомендуемой защитой цепи.
- Перед использованием размотайте все шланги. Шланги вашего оборудования должны быть размотаны и расположены на безопасном расстоянии от технологического процесса.
- Защитите сварочные провода. Накройте или подвесьте провода, чтобы предотвратить повреждение.
- Храните кислород и ацетилен в разных местах. Разделите газы на расстоянии не менее 20 футов или пятифутовым брандмауэром, рассчитанным на полчаса.
- При необходимости установить пожарную охрану. Если сомневаетесь, всегда проявляйте осторожность.
- Убедитесь, что огнетушитель легко доступен.Последнее, что вам нужно делать в случае пожара, – это копаться в поисках чего-нибудь, чтобы его потушить.
- Убедитесь, что между вами и другими сварщиками достаточно места. Вы не хотите оказаться на пути искр от другого оператора.
- Еще раз проверьте все соединения на вашей установке. Перед началом работы все муфты и фитинги должны быть плотно прижаты.
- Проверяйте все свое оборудование перед каждым использованием. Этот шаг очень важен, чтобы гарантировать, что вы не закончите работу с неправильно настроенной буровой установкой.
- Храните все газовые баллоны в вертикальном положении. Конец клапана должен быть направлен вверх, а не в сторону или к полу.
- Пользоваться защитными очками. Травмы глаз составляют примерно 25% всех травм, связанных со сваркой и плазменной резкой, и фактически являются наиболее распространенными среди сварщиков. Особому риску подвержены те, кто производит промышленное / торговое оборудование, компьютерные материалы и металлические изделия. Надевайте защитные очки или защитные очки с боковым щитком, соответствующим ANSI Z87.1 всегда под шлемом.
- Найдите лучший заземляющий зажим, который вы можете найти. Хороший заземляющий зажим будет иметь медные контактные точки на губках, а также шунт.
- Используйте хороший спрей для защиты от брызг. Если вы работаете в месте с соблюдением правил, вам, вероятно, потребуется приобрести утвержденный спрей для защиты от брызг. Однако, если вы работаете сварщиком-любителем или работаете у независимого подрядчика со своим собственным бизнесом, вы можете обойтись кулинарным спреем PAM, который менее опасен для здоровья и дешевле.
- Держите запасной вкладыш под рукой. Замените лайнер до того, как он достигнет точки, в которой проволока не сможет пройти должным образом.
- Используйте правильные цепи тока и предохранители в том месте, где вы подключаете свою установку. Убедитесь, что проводка достаточна для безопасного отвода тока.
- Используйте достаточный расход защитного газа. Средняя скорость потока составляет около 20 кубических футов в час. Однако, поскольку калибровка всех расходомеров будет отличаться, вам может потребоваться больше или меньше.
- Убедитесь, что у вас есть правильная вентиляция. Несоблюдение этого правила может убить вас.
- Носить длинные рукава. Короткие рукава не рекомендуются.
- Надеть респиратор. Ношение одного не делает вас слабаком. Респираторы защитят вас от вредных газов, которые используются в процессе сварки TIG.
- Практикуйтесь часто. Проведите тесты на металлоломе, чтобы убедиться, что ваши настройки и техника дадут желаемые результаты.
- Обратный шов для предотвращения деформации тонкого листового металла.Приварите несколько дюймов в начале, середине и конце и повторяйте, пока не будет сварен весь шов. Этот метод может помочь предотвратить чрезмерное коробление при попытке сварить непрерывный длинный шов.
- Убедитесь, что ваша установка издает правильные звуки. При плазменной резке на короткое замыкание говорится «услышать жареный бекон». По возможности стремитесь к более плавному звучанию. При сварке алюминия методом MIG вы захотите услышать гудящий звук, а не треск и треск.
- Убедитесь, что ваши сварные поверхности чистые.Грязь, ржавчина, масло и жир повлияют на качество сварного шва.
- Следите за перчатками. Они могут быть дорогими, поэтому, когда они станут жесткими и неподатливыми, обращайтесь с ними, как с парой охотничьих ботинок, со смазкой для ботинок и феном.
- Используйте тонкую перчатку на руке, на которой подается наполнитель. Некоторые сварщики рекомендуют использовать перчатки для механиков или перчатки для сварки TIG из козьей кожи.
- Используйте вольфрам наименьшего размера для выполнения поставленной задачи. Использование слишком большого электрода может привести к возникновению нестабильной дуги и загрязнению сварного шва.В худшем случае возникнет дуга внутри чашки и наружу сбоку от вольфрама, что приведет к разрушению тонких краев и потенциальной потере дорогостоящих деталей.
- При работе с алюминием в качестве сварочного аппарата TIG используйте умеренное количество горелочного газа. В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете его поддерживать.
- Рассмотрите возможность использования для защиты газов, отличных от аргона. Хотя аргон на сегодняшний день является наиболее распространенным и универсальным защитным газом, используемым при сварке TIG, вы получите лучшие результаты при использовании смеси гелия / аргона в определенных обстоятельствах.
- Использование Смесь гелия и аргона пятьдесят на пятьдесят для толстого алюминия и магния позволяет.
- Для толстых алюминиевых отливок используйте гелий и аргон в соотношении 3: 1. Соотношение гелия и аргона 3: 1 быстро образует лужи и обеспечивает более чистый сварной шов, чем 100-процентный аргон.
- Убедитесь, что в любом проекте есть вентиляционное отверстие, которое в конечном итоге будет герметичным. Если вы этого не сделаете, воздух внутри нагреется и унесет защитный газ. В некоторых случаях он может взорваться в конце сварного шва и испортить вашу работу.
- Перед началом убедитесь в надежном заземлении. Поражение электрическим током может привести к серьезным травмам или смерти.
- Не держите в каждой руке по два оголенных провода. Электрический ток может пройти через провода и оператора, что может привести к смертельному поражению электрическим током.
- Не прикасайтесь руками к электроду и металлическим частям электрода кожей или одеждой.
- Изолируйте себя от рабочей зоны и земли.
- Всегда надевайте сухие перчатки в хорошем состоянии.
- Сохраняйте сухую изоляцию между вашим телом, объектом и землей.
- Используйте промышленную систему вентиляции при использовании сварочного аппарата в закрытых помещениях в коммерческих целях. Для любителей позаботьтесь о достаточной вентиляции с открытыми окнами и вентиляторами.
- По возможности используйте вытяжной колпак. Вытяжные колпаки удаляют газы, выходящие из рабочей зоны, для ограничения воздействия.
- Носите соответствующие СИЗ (средства индивидуальной защиты). Это убережет от ожогов и воздействия дуговых лучей.
- Избегайте свернутых рукавов или манжет брюк при работе сварщиком TIG. Искры или горячий металл могут попасть в складки и прожечь кожу насквозь.
- Используйте надежные средства защиты слуха. Это поможет сохранить ваш слух при работе в шумной обстановке и предотвратит попадание мусора в слуховой проход.
Что нельзя делать в сварочном аппарате
- Не допускайте перегрузки электрической цепи при использовании сварочного аппарата MIG. Это может создать опасность пожара.
- Не работайте в закрытом помещении. Вы можете убить себя от вдыхания опасных газов.
- Не работайте на сварочном аппарате без достаточной защиты глаз. Хотя большинство травм глаз временные, вы можете навсегда ослепнуть.
- Не используйте дешевые зажимы заземления, если это возможно. Использование дешевых зажимов увеличит время пуска и не обеспечит хорошее заземление.
- Не используйте в коммерческих целях ничего, кроме одобренного спрея для защиты от брызг.
- Не эксплуатируйте буровую установку с забитым хвостовиком. Работа с засоренным лайнером может привести к плохой подаче проволоки, возникновению гнезд птиц и ожогам спины.
- При сварке запрещается носить одежду с короткими рукавами или одежду с манжетами. Вы можете получить ожоги от искр или горячего металла.
- Не допускайте контакта рук с острыми краями при открытии банок с электродами.
- Не работайте в зоне с горючими материалами.
- Не работайте в местах, где искры могут выходить из трещин в стенах или окнах и контактировать с горючими материалами снаружи.
- Не работайте с легковоспламеняющимися жидкостями или газами в этом районе. Одна искра может вызвать огромный взрыв.
- Не начинайте проект, если пол грязный. Пыль и мусор – отличное средство для разжигания огня.
- Запрещается сваривать контейнер, который содержал или в настоящее время содержит легковоспламеняющиеся материалы, без соблюдения надлежащих процедур очистки.
- Не обращайте внимания на расположение шлангов. Держите их на безопасном расстоянии от любого оборудования и источников тепла.
- Не работайте со спиральными шлангами. Засорение может привести к разрыву шлангов и травмам.
- Не перевозите баллоны без установленных крышек.
- Не храните баллоны боком или вверх ногами. Клапаны с крышками всегда должны быть обращены вертикально.
- Не превышайте предельные нагрузки для электрических цепей. Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.
- Не допускайте контакта проводов со сварочной поверхностью.Держите их закрытыми или подвешенными, чтобы не повредить.
- Не храните баллоны с кислородом и ацетиленом в одном месте. Разнесите их на расстоянии не менее 20 футов.
- Не начинайте работу без огнетушителя. Ваш успех в предотвращении возгорания зависит от того, как быстро вы сможете его потушить.
- Не пользуйтесь ярлыками. Ярлыки приводят к долгим (и, возможно, опасным) задержкам.
- Не работайте в непосредственной близости от других сварщиков.Между вами и другими должно быть достаточно места, чтобы избежать травм.
- Не начинайте работу, пока не перепроверете все свои соединения и муфты. Перед началом работы следует позаботиться о любых ослабленных соединениях.
- Не используйте аппарат для сварки TIG, не убедившись, что все правильно настроено.
- Не используйте оборудование, рассчитанное на более высокий ток, чем рассчитаны на схему и предохранитель.
- Не экономьте на деталях для сварщика.Покупайте качественные запчасти и аксессуары у проверенного продавца.
- Не используйте сварочный аппарат без респиратора. Вдыхание газов, образующихся в процессе сварки, может нанести вред вашему здоровью.
- Не пытайтесь использовать сварщика без соответствующей подготовки. Если вы не знаете, что делаете, вы можете травмировать себя и других.
- Не продолжайте работу со своей установкой, если она звучит неправильно. Как MIG, так и TIG методы сварки подавляют определенные звуки при работе с разными металлами.
- Не используйте рваные или жесткие сварочные перчатки. Сделайте их эластичными с помощью смазки для ботинок.
- Не надевайте перчатки механика на руки, которые подают наполнитель. Их может быть трудно снять, если они станут слишком горячими для ношения.
- Не используйте вольфрам большего размера, чем необходимо для выполнения работы. Использование слишком больших электродов приведет к загрязнению сварного шва и может привести к возникновению нестабильной дуги.
- Не используйте слишком много защитного газа. Каждый тип металла имеет свой собственный расход газа для горелки.
- Не используйте не рекомендованные газовые смеси. Это могло вызвать серьезные проблемы.
- Не приваривайте проект, который будет герметичным на конце, не оставив небольшого вентиляционного отверстия. В противном случае это может закончиться потерей защитного газа или выдуванием сварного шва.
- Не эксплуатируйте буровую установку без надежного заземления. Поражение электрическим током может привести к травмам или смерти.
- Не держите две оголенные проволоки в каждой руке при использовании сварочного аппарата TIG. Это может привести к тому, что ваше тело станет проводником тока между проводами.
- Не допускайте контакта электрода с кожей или одеждой, чтобы избежать ожогов.
- Не надевайте мокрые перчатки или перчатки, которые изнашиваются или рвутся.
- Запрещается использовать сварочный аппарат на влажной изоляции.
- Не выполняйте сварку без достаточных средств защиты органов слуха. Это поможет предотвратить повреждение из-за шума окружающей среды, а также предотвратить попадание мусора в слуховой проход.
- Не выполняйте сварку без использования одобренных средств индивидуальной защиты. Это подвергает вас повышенному риску ожогов и травм.
- Не используйте 100-процентный аргон для сварки толстых алюминиевых отливок. Если вы это сделаете, ваш сварной шов может иметь дефекты.
- Не работайте на сварочном аппарате без рекомендованных защитных газов. Всегда следуйте рекомендациям производителя.
- Не сваривайте, если в чем-то не уверены. Вы же не хотите укоренять в уме вредные привычки.
- Не сваривайте весь длинный шов на тонком листе металла. Это может привести к искажению изделия.
- Не используйте расход защитного газа выше или ниже того, что требуется для безопасности вашего проекта.
- Не сваривайте контейнер, в котором раньше находились легковоспламеняющиеся жидкости, не заполнив его водой на несколько дюймов ниже места проекта.
Что делать, если сварочный аппарат не зажигает искру? >> Быстрые и простые действия
Возникновение искры является ключевым показателем образования электрической дуги, и вы можете успешно соединить два металлических куска вместе. В процессе дуговой сварки возникают искры, когда элементы обжигаются на электроде или сварочной ванне при очень высоких температурах, создавая соединенный шов.Если эти искры не возникнут, вы не сможете получить чистые или стабильные сварные швы.
Что делать, если у сварщика не зажигается искра:
| № причины. | что делать, если у сварочного аппарата нет искры |
| 1 | чистые металлические контактные площадки |
| 2 | проверить зажим рабочего кабеля |
| 3 | отрегулировать подключение проводки | 4 | проверьте полярность |
- Убедитесь, что металлические контактные поверхности чистые
- Проверьте положение зажима рабочего кабеля
- Отрегулируйте подключение проводки к сварочному аппарату и в нем положительная конфигурация проволоки)
Существует несколько причин, по которым ваш сварщик не искроет искру, как с подключением к заготовке, так и с самим сварщиком.Мы поможем вам определить, почему ваш сварочный аппарат может не создавать искры, и какие настройки вы можете внести, чтобы вернуть сварочную машину в рабочее (и искрообразующее) состояние.
Почему у сварщика нет искры и что делать
Если у сварщика нет искры, сначала нужно посмотреть на условия сварки и среду, чтобы найти самые простые способы устранения. Если у сварочного аппарата по-прежнему нет искры, возможно, проблема связана с самим сварочным аппаратом.
Вот 5 наиболее распространенных причин, по которым ваш сварочный аппарат не искроет:
- Зоны металлических соединений нечеткие или чистые
- Зажим рабочего кабеля не подсоединен должным образом
- Неисправен провод или ржавый
- Требуется регулировка натяжения роликов сварочного привода
- Необходимо проверить соединения полярности
Существует множество причин, по которым ваш сварщик может не искрить, но, к счастью, большинство из них легко исправить.Мы начнем с верхней части списка, так как они самые простые и будут работать над внутренними проблемами сварщика, которые могут привести к отсутствию искры.
1. Области соединений требуют очистки
Одна из наиболее частых причин, по которой у сварщика не возникает искра, заключается в том, что точки соединения между сварщиком и металлическими деталями не чистые и не прозрачные. Это означает, что и заготовка, на которой вы хотите образовать дугу, и точка соединения для зажима рабочего кабеля должны быть из чистого металла.
Существует множество покрытий, которые могут мешать этому голому металлическому соединению и которые необходимо удалить, чтобы предотвратить возникновение дуги и сварочной искры:
- Грязь и мусор : Удалите всю грязь с металлических частей перед использованием, чтобы убедиться в правильном соединении между заготовкой и областью зажима.
- Ржавчина и коррозия: Ржавчина может быть невероятно профилактической при образовании искры на металлической детали. Вы можете попробовать удалить ржавчину наждачной бумагой или угловой шлифовальной машиной.Если это не помогает, рассмотрите возможность абразивно-струйной обработки, а затем протрите ацетоном или аналогичными растворами. Отслаивание также может быть связано с ржавчиной, и его следует удалить. Вы можете использовать металлическую щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
- Краски и эмали: Эти покрытия особенно часто используются при работе с автомобильными деталями. Вы захотите удалить это покрытие как с обрабатываемой детали, так и с зажимных соединений, чтобы обеспечить надежную электрическую цепь. Для зачистки металла можно использовать наждачную бумагу и угловые шлифовальные машины.Также можно использовать средства для снятия тепла и краски, включая ацетон, но их необходимо очистить и высушить перед сваркой.
Покрытия на металле не только потенциально предотвратят искру, но и если вы сможете создать дугу и сварить, это может привести к более слабым или непривлекательным результатам сварки. Для достижения наилучших результатов рекомендуется предварительно очистить и подготовить металл как при сварке MIG, так и особенно при сварке TIG.
2. Зажим рабочего кабеля не подсоединен должным образом
Убедившись, что поверхность зажима рабочего провода очищена от мусора, ржавчины или покрытия, также необходимо проверить надежность соединения.Зажим является важным элементом безопасности, обеспечивающим полную электрическую цепь, которая проходит через детали и сварочный аппарат, не подвергая оператора току.
Цепь должна быть «заземлена», чтобы электричество искра и образовало дугу на заготовке . Заземление означает защиту операторов и оборудования, находящегося поблизости, от поражения электрическим током и опасности. Кабель электрода соединяет машину с электрододержателем для операции сварки, а зажим рабочего кабеля подсоединяется к заготовке для обеспечения безопасного контура.Изображение предоставлено: Weldclass
Вам необходимо убедиться, что вы подсоединяете рабочий кабель к голой металлической поверхности на заготовке, обычно с помощью зажима рабочего кабеля для наиболее надежного соединения. Мало того, что зажим должен быть прочно и надежно размещен на металле, но и соединение зажима со сварочным аппаратом должно иметь плотно прикрепленные и сконфигурированные провода.
3. Сварочная проволока неисправна или заржавела
Сварочная проволока, как и рабочая поверхность, должна быть чистой и в хорошем состоянии.Если он ржавый или неисправный, вы не сможете зажечь искру. Чтобы устранить эту проблему, вам нужно будет проверить сам провод. Если он кажется грязным или заржавевшим, протрите его или используйте новый провод, если он выглядит поврежденным и не подлежит ремонту.
Если поверхность провода заржавела, ее трудно восстановить. Сварочная проволока продается в рулонах, и ее можно легко заменить, не тратя много материала. Вы можете попробовать сохранить старую сварочную проволоку для других целей, но качество важно для обеспечения надлежащего сварного шва и искры.
Подумайте о том, чтобы хранить сварочный аппарат и проволоку в пакете, чтобы не допустить попадания влаги, которая может вызвать ржавление. Вы также можете держать рядом источник тепла (например, лампочку), чтобы не допускать попадания влаги на провода.
4. Требуется регулировка натяжения сварочного приводного ролика
При сварке MIG необходимо обеспечить равномерную подачу проволоки через горелку. Эти движения контролируются ведущими роликами с различной скоростью. Если искры не получается, возможно, что эти приводные ролики внутри сварочного аппарата не натянуты.Вы можете столкнуться с проблемами, если натяжение будет слишком сильным и слишком слабым.
- Если натяжение приводных роликов слишком сильное , машина будет подвергаться повышенным нагрузкам и может вызвать повреждение электропроводки и машины.
- Если слишком свободно, ролики могут не подавать проволоку должным образом или не обеспечивать однородность.
Натяжение влияет на скорость подачи проволоки, которая зависит от вашего приложения.Общее правило правильного натяжения заключается в том, что вы можете пропустить его через сварочную горелку, и при изгибе он будет равномерно образовывать кольца.
Вы можете увидеть , как отрегулировать натяжение приводного ролика, на видео ниже. Регулировка натяжения сварочного аппарата осуществляется с помощью пронумерованных ручек.
5.Посмотрите на подключение и конфигурацию полярности
Последняя область, на которую следует обратить внимание, если сварщик не искрит, – это ваша полярность.Полярность – это электрическая цепь, созданная для сварного шва с подключением отрицательного и положительного полюсов. Вы можете выбрать прямую полярность (отрицательный электрод для более быстрых сварных швов) или обратную полярность (положительные соединения электродов для более глубоких сварных швов).
Вы можете переключить эти два соединения, пытаясь создать искру, но наиболее важным элементом является обеспечение плотного соединения проводов для обоих внутри самого сварочного аппарата. Прямая полярность чаще всего используется при сварке TIG, в то время как обратная полярность предназначена для сварки штучным электродом и сварки MIG.
Аппараты с отрицательными электродами постоянного тока используются для сварки TIG, а машины с положительными электродами постоянного тока – для сварки стержневыми электродами и MIG. Машины переменного тока предназначены для работы с алюминием. Вы должны убедиться, что все кабели внутри сварочного аппарата надежно закреплены для передачи энергии от сварочного аппарата к заготовке.
Когда у сварщика не возникает искра
Устранение неисправностей сварщика путем содержания металлических поверхностей в чистоте и обеспечения надежности и правильной регулировки соединений внутри сварочного аппарата и деталей, что позволит поймать эту искру и начать работу над проектами.