кузнечное оборудование и инструмент (горн, молот, наковальня, клещи, тиски стуловые), устройство кузницы, фото, советы, рекомендации
Со словом «кузня» обычно ассоциируется тёмное помещение с наковальнями, горнами, молотами и кузнечными клещами. Однако создание кузни своими руками значительно проще, чем кажется на первый взгляд. Кроме того, кузницу можно сделать довольно компактной, не приспосабливая под нее специальных помещений.
Собственно кузня — это помещение с оборудованием для проведения кузнечных работ. В кузне осуществляется разогрев заготовок металла и обработка их при помощи молотов и других кузнечных инструментов. Реже плавка металлов и сплавов для отливки, каких то элементов.
На самом деле, кузня вовсе не обязательно должна располагаться в помещении. В нашем случае кузница — это открытое пространство (или же пространство под навесом).
В кузне присутствует кузнечный горн — источник открытого огня. Из него часто выдуваются мелкие частички угля.
Основные инструменты, которые понадобятся для устройства кузницы:Наковальня кузнечная
Может быть практически любая, которую удастся найти. Главное чтобы края и рабочая поверхность наковальни были не сбиты (края должны быть ровными). При ударе молотком о настоящую кузнечную наковальню он должен от неё отскакивать, а сама наковальня должна сильно звенеть. Наковальня может быть установлена либо на большой деревянный пень либо на сваренный из уголка каркас. Второй вариант более функционален, кроме того, он позволяет кантовать наковальню и устанавливать её в любое место двора или помещения без особых проблем. Установка на пне, как правило, закрепляет наковальню на одном месте «навечно».
Высота установки наковальни обуславливается уровнем разгибания руки кузнеца: чтобы при ударе молотом — его поверхность была примерно параллельна земле.
Кузнечный горн
Горн может быть сварен из листового металла с вложением вовнутрь огнеупорного кирпича. Чтобы не варить кузнечный горн можно использовать для этого разрезанный старый баллон. Кузнечный горн, как и наковальня, также устанавливается на сваренный из арматуры каркас на высоте примерно пояса кузнеца. Каркас горна менее массивный, чем у наковальни, из 12-14 арматуры.
На дно горна можно также сварить колосник (решетка, на которой располагается горящий уголь или дрова) из арматуры. Но промежутки между прутами колосника должны быть как можно тоньше (не более 1-2 мм), так как пламенный кузнечный уголь при горении распадается на очень мелкие частички и будет весь просыпаться через большие отверстия. Струя воздуха должна подаваться сбоку, немного под углом вниз, а не снизу как у печей. Это обусловлено тем, что струя сильная и при подаче снизу будет выдувать мелкие частички угля из горна, которые будут разлетаться довольно далеко.
Старый пылесос
Необходим для поддува воздуха в кузнечный горн при работе «на выдув».
Молот
Это обычный молоток. Но не такой как слесарный, у которого один конец тоньше. Молот — это молоток, у которого оба конца одинаково плоские. В отличие от кувалды молот имеет меньший вес (от 800 грамм до 2 кг) и короткую ручку для работы одной рукой. Молот следует выбирать, исходя из собственных физических возможностей, чтобы работать им долго и не уставать. Очень важно, чтобы молот был сделан из хорошей стали, лучше использовать старый советский. Китайские молоты могут расколоться после нескольких ударов, а у некоторых в процессе эксплуатации появляются бороздки на рабочей поверхности, что свидетельствует о низком качестве металла.
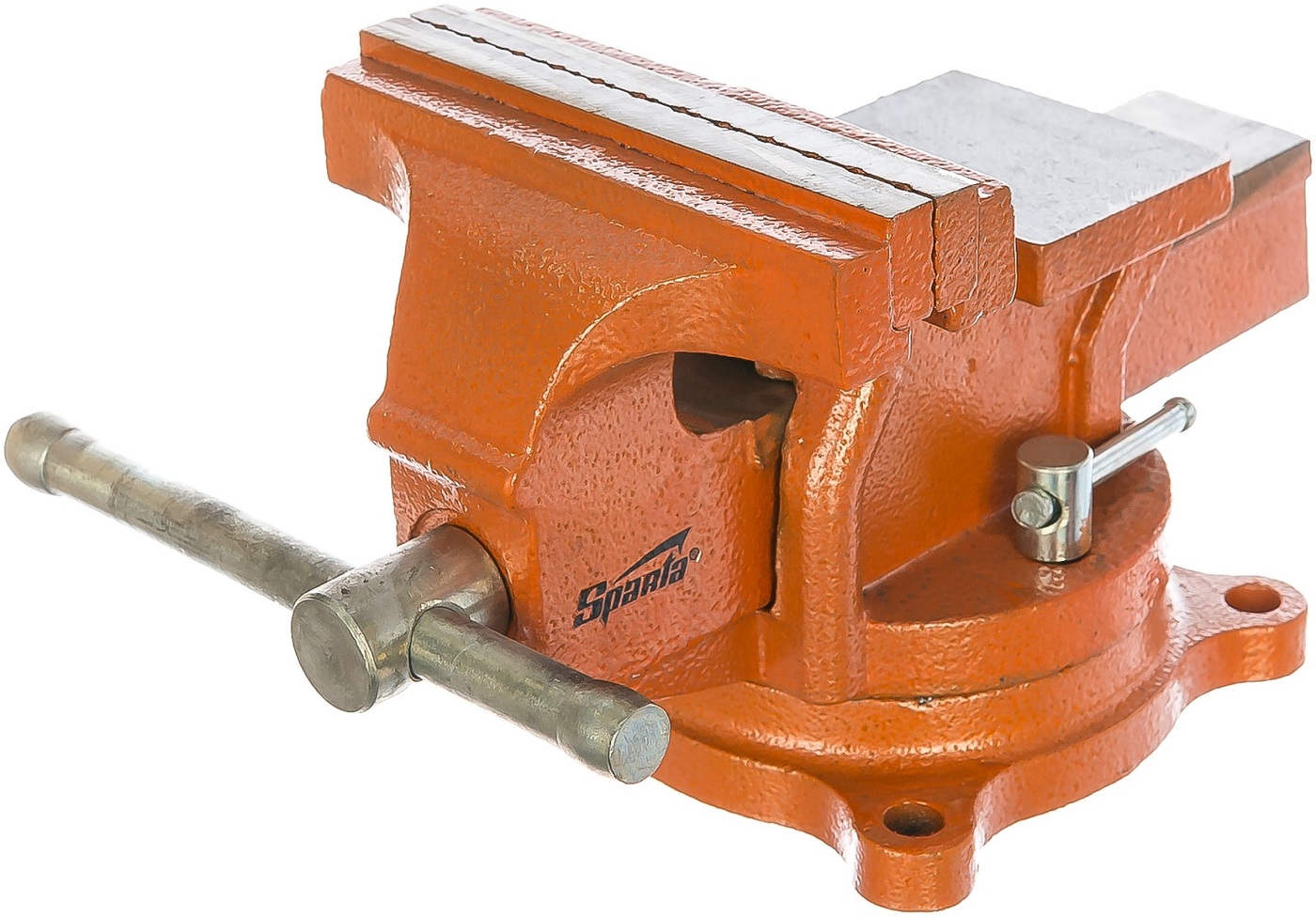
Стуловые кузнечные тиски
Основным отличием кузнечных тисков от слесарных является металл, из которого они изготовлены. Кузнечные тиски изготовлены из инструментальной стали, по ним можно бить, не опасаясь расколоть тиски.
Кузнечные клещи с длинными ручками
Длинные ручки необходимы для работы с мелкими заготовками. Плюсом будет фиксирующее кольцо, которое скрепляет ручки «в замок», что позволяет не сжимать их с силой при работе с заготовкой.
Плюсом будет фиксирующее кольцо, которое скрепляет ручки «в замок», что позволяет не сжимать их с силой при работе с заготовкой.
Другие инструменты являются неспециальными или обычными слесарными.
Рекомендации по устройству кузницы
Это оборудование для полноценной кузни может разместиться в углу, на площади менее 1 квадратного метра, так как наковальню и горн можно двигать. Если планируется работать в закрытом помещении, то в месте установки горна следует также дополнительно изготовить вытяжку. Если кузня разместиться во дворе или под навесом, то вытяжка не нужна, при активном горении кузнечный горн выделяет мало дыма.
Уголь для ковки нужен «пламенный». Отличить его можно по весу. Куски этого угля даже очень большие — очень лёгкие. Он сильно разгорается, быстро сгорает и даёт большую температуру необходимую для нагрева заготовок до температуры ковки. Выбирать следует большие и средние куски. Маленькие быстро прогорают и не дают нужной температуры.
Тиски станочные и слесарные – стальные и чугунные, поворотные и неповоротные.
 Наковальни.
Наковальни.ТИСКИ СТАНОЧНЫЕ ЧУГУННЫЕ (БЗСП).
Тиски станочные чугунные неповоротные.
Тиски станочные чугунные с ручным приводом предназначены для закрепления заготовок при механической обработке на металлорежущих станках.
Класс точности тисков Н и П по ГОСТ 16518.
- Корпусные детали тисков изготавливаются из чугуна.
- Установка тисков на столе станка осуществляется с помощью шпонок, крепление – с помощью болтов.
ЦЕНЫ на ТИСКИ станочные ЧУГУННЫЕ неповоротные (БЗСП).
Характеристики неповоротных чугунных станочных тисков:
Модель |
В Ширина губок, мм |
А Расход губок, мм |
B1 Ширина, мм |
L Длина, мм |
Н Высота, мм | h, мм |
b, мм |
b1, мм |
C, мм |
Усилие зажима, Н |
Масса, кг |
| 7200-0209-02 | 125 | 130 | 176 | 349 | 105 | 47 | 14 | 14 | 150 | 20000 | 13 |
| 7200-0214-02 | 160 | 200 | 176 | 424 | 114 | 50 | 14 | 14 | 150 | 25000 | 19 |
| 7200-0219-02 | 200 | 250 | 251 | 546 | 146 | 65 | 18 | 18 | 210 | 35000 | 41 |
| 7200-0219-04 | 200 | 250 | 250 | 521 | 141 | 66 | 18 | 210 | 35000 | 32 | |
| 7200-0224-03 | 250 | 320 | 326 | 644 | 183 | 80 | 18 | 18 | 280 | 45000 | 72 |
| 7200-0224-04 | 250 | 320 | 316 | 641 | 172 | 80 | 18 | 18 | 280 | 45000 | 54 |
| 7200-0227-02 | 320 | 400 | 382 | 780 | 197 | 100 | 22 | 22 | 340 | 55000 | 96 |
Тиски станочные чугунные поворотные.

ЦЕНЫ на тиски станочные ЧУГУННЫЕ поворотные (БЗСП).
7200-0204-13, 7200-0206-13 |
Характеристики поворотных чугунных станочных тисков:
Модель |
В Ширина губок, мм |
А Расход губок, мм |
B1 Ширина, мм |
L Длина, мм |
h2 Высота, мм |
Н, мм |
h, мм |
b, мм |
b1, мм |
n | Усилие зажима, Н |
Масса, кг |
| 7200-0210-02 | 125 | 130 | 198 | 396 | 132 | 105 | 47 | 14 | 14 | 2 | 20000 | 17 |
| 7200-0215-02 | 160 | 200 | 198 | 472 | 141 | 114 | 50 | 14 | 14 | 2 | 25000 | 23 |
| 7200-0220-02 | 200 | 250 | 275 | 598 | 180 | 146 | 66 | 18 | 18 | 2 | 35000 | 51 |
| 7200-0220-04 | 200 | 250 | 270 | 548 | 171 | 136 | 66 | 18 | 18 | 35000 | 38 | |
| 7200-0221-02 | 200 | 250 | 275 | 598 | 180 | 146 | 66 | 18 | 18 | 4 | 35000 | 56 |
| 7200-0225-03 | 250 | 320 | 340 | 709 | 223 | 183 | 80 | 18 | 18 | 2 | 45000 | 92 |
| 7200-0225-04 | 250 | 320 | 336 | 709 | 204 | 168 | 80 | 18 | 18 | 45000 | 65 | |
| 7200-0226-03 | 250 | 320 | 338 | 709 | 223 | 183 | 80 | 22 | 22 | 4 | 45000 | 96 |
| 7200-0229-02 | 320 | 400 | 400 | 780 | 233 | 197 | 100 | 22 | 22 | 4 | 55000 | 116 |
Тиски чугунные пневматические с гидравлическим усилением поворотные.

ЦЕНЫ на тиски станочные ЧУГУННЫЕ пневматические (БЗСП).
Тиски станочные пневматические с гидравлическим усилением предназначены для закрепления деталей при механической обработке металлов резанием на фрезерных, строгальных, сверлильных и других станках.
- Класс точности тисков Н и П по ГОСТ 16518 (DIN 6370).
- Корпусные детали тисков изготавливаются из чугуна.
- Установка тисков на столе станка осуществляется с помощью шпонок, крепление с помощью N пазов b1.
- Зажим заготовки производится посредством пакета тарельчатых пружин, которые предварительно сжаты силовым механизмом. Силовой механизм представляет собой встроенный пневмогидроусилитель.
- Зажим заготовки тарельчатыми пружинами обеспечивает безопасность закрепления деталей при полном падении давления воздуха в сети. Номинальное давление воздуха 0,6 МПа.


Характеристики поворотных чугунных станочных тисков с гидроусилением:
Модель |
В Ширина губок, мм |
А Расход губок, мм |
h, мм |
A1, мм |
L Длина, мм |
B1 Ширина, мм |
Н Высота, мм |
b, мм |
b1, мм |
n | Усилие зажима, Н |
Масса, кг |
| 7201-0009-02 | 160 | 200 | 50 | 4 | 521 | 280 | 176 | 14 | 14 | 2 | 30000 | 52 |
| 7201-0014-02 | 200 | 250 | 65 | 4 | 640 | 325 | 210 | 18 | 18 | 2 | 40000 | 88 |
| 7201-0019-02 | 250 | 320 | 80 | 6 | 720 | 338 | 240 | 18 | 18 | 2 | 50000 | 120 |
| 7201-0020-02 | 250 | 320 | 80 | 6 | 720 | 338 | 240 | 18 | 18 | 4 | 50000 | 120 |
ТИСКИ СТАНОЧНЫЕ СТАЛЬНЫЕ (БЗСП).
Тиски станочные стальные неповоротные.
Тиски станочные стальные неповоротные с ручным приводом предназначены для закрепления заготовок при механической обработке на металлорежущих станках.
Класс точности тисков “П” по ГОСТ16518.
- Корпусные детали тисков неповоротных, изготавливаются из стали с термообработкой направляющих. Установка тисков на столе станка производится с помощью шпонок, крепление – с помощью прихватов.
- Настройка тисков на нужный размер производится фиксацией кронштейна, находящегося внутри ползуна, штырем в отверстия корпуса.
- Высокая твердость рабочих поверхностей обеспечивает долговечность тисков с сохранением точности.
ЦЕНЫ на тиски станочные СТАЛЬНЫЕ неповоротные (БЗСП).
7202-0202-02, 7200-0205-02. |
7202-0209-05, 7200-0214-02, 7202-0219-05. |

Модель |
В Ширина губок, мм |
А Расход губок, мм |
h, мм |
H Высота, мм |
L Длина, мм |
D, мм |
b, мм |
Усилие зажима, Н |
Масса, кг |
| 7200-0203-02 | 80 | 50 | 30 | 65 | 220 | 190 | 12 | 6000 | 5 |
| 7200-0205-02 | 100 | 80 | 35 | 72 | 305 | 272 | 12 | 10000 | 10 |
| 7200-0209-05 | 125 | 125 | 45 | 110 | 407 | 14 | 30000 | 25 | |
| 7200-0214-05 | 160 | 200 | 50 | 120 | 520 | 14 | 50000 | 36 | |
| 7200-0219-05 | 200 | 250 | 65 | 153 | 630 | 18 | 55000 | 67 | |
Тиски станочные стальные поворотные.

ЦЕНЫ на тиски станочные СТАЛЬНЫЕ поворотные (БЗСП).
|
7200-0204-02, 7200-0206-02. |
7200-0210-05, 7200-0215-05, 7200-0220-05. |
Характеристики стальных поворотных станочных тисков:
Модель |
В Ширина губок, мм |
А Расход губок, мм |
h, мм |
В1 Ширина, мм |
Н1 Высота, мм |
L Длина, мм |
D, мм |
b, мм |
H, мм |
Усилие зажима, Н |
Масса, кг |
| 7200-0204-02 | 80 | 50 | 30 | 134 | 90 | 220 | 190 | 12 | 65 | 6000 | 7 |
| 7200-0206-02 | 100 | 80 | 35 | 156 | 97 | 305 | 272 | 12 | 72 | 10000 | 12,5 |
| 7200-0210-05 | 125 | 125 | 45 | 200 | 145 | 465 | 14 | 110 | 20000 | 29 | |
| 7200-0215-05 | 160 | 200 | 50 | 245 | 160 | 524 | 14 | 120 | 25000 | 50 | |
| 7200-0220-05 | 200 | 250 | 65 | 315 | 194 | 635 | 18 | 153 | 35000 | 86 | |
Тиски станочные самоцентрирующие.

ЦЕНЫ на тиски станочные самоцентрирующие (БЗСП).
Тиски самоцентрирующие предназначены для закрепления заготовок при механической обработке на металлорежущих станках.
Характеристики стальных неповоротных самоцентрирующихся станочных тисков:
Модель |
В Ширина губок, мм |
А Расход губок, мм |
h, мм |
H, мм |
C, мм |
L, мм |
Усилие зажима, Н |
Масса, кг |
| 7200-0209-12 | 125 | 125 | 45 | 110 | 418 | 366 | 20000 | 30 |
| 7200-0219-12 | 200 | 210 | 65 | 198 | 613 | 700 | 35000 | 90 |
ТИСКИ СТАНОЧНЫЕ (“Металлист”, г.
 Глазов, Россия).
Глазов, Россия).ТУ396131-03-02962743-94.
Тиски станочные поворотные 7200-32.
Тиски станочные неповоротные 7200-02.
Тиски станочные , производсво Глазов, модели 7200-32, 7200-02 предназначены для закрепления деталей при их механической обработке на фрезерных, сверлильных, шлифовальных и других станках. |
||
Характеристики станочных тисков 7200-32 поворотных:
| 7200-3208 (А=80) |
7200-3210 (А=125) |
7200-3213 (А=200) |
7200-3218 (А=250) |
7200-3223 (А=320) |
7200-3228 (А=400) |
|
| Ширина губок, мм | 100 | 125 | 160 | 200 | 250 | 320 |
| Ход губки, мм ±10 | 80 | 125 | 100 200 |
125 250 |
160 320 |
200 400 |
| Высота зажима, мм | 40 | 40 | 50 | 65 | 80 | 100 |
| Усилие зажима, даН, не менее | 2000 | 2000 | 2500 | 3500 | 4500 | 5500 |
| Глубина шпоночного паза, мм | 4 | 4 | 4 | 6 | 6 | 6 |
| Ширина шпоночного паза, мм | 14 | 14 | 14 | 18 | 18 | 18 |
| Сторона квадрата ходового винта, мм | 14 | 14 | 19 | 19 | 19 | 19 |
| Длина квадрата ходового винта, мм | 40 | 40 | 45 | 45 | 45 | 45 |
| Масса, кг | 16 | 17 | 27 29 |
33 34 |
55 60 |
74 83 |
| Длина, мм, не более | 325 | 370 | 385 475 |
440 555 |
515 655 |
560 765 |
| Ширина, мм, не более | 280 | 280 | 320 | 320 | 400 | 460 |
| Высота, мм, не более | 135 | 135 | 148 | 163 | 190 | 210 |
Характеристики станочных тисков 7200-02 неповоротных:
| 7200-0207 (А=80) |
7200-0209 (А=125) |
7200-0214 (А=200) |
7200-0219 (А=250) |
7200-0224 (А=320) |
7200-0227 (А=400) |
|
| Ширина губок, мм | 100 | 125 | 160 | 200 | 250 | 320 |
| Ход губки, мм ±10 | 80 | 125 | 200 | 250 | 320 | 400 |
| Высота зажима, мм | 40 | 40 | 50 | 65 | 80 | 100 |
| Усилие зажима, даН, не менее | 2000 | 2000 | 2500 | 3500 | 4500 | 5500 |
| Глубина шпоночного паза, мм | 5 | 5 | 10 | 12 | 17 | 17 |
| Ширина шпоночного паза, мм | 14 | 14 | 14 | 18 | 18 | 18 |
| Сторона квадрата ходового винта, мм | 14 | 14 | 19 | 19 | 19 | 19 |
| Длина квадрата ходового винта, мм | 40 | 40 | 45 | 45 | 45 | 45 |
| Масса, кг | 10,5 | 11,5 | 21,5 | 26,5 | 49 | 68 |
| Длина, мм, не более | 325 | 370 | 475 | 555 | 655 | 765 |
| Ширина, мм, не более | 180 | 180 | 210 | 210 | 280 | 340 |
| Высота, мм, не более | 110 | 110 | 115 | 130 | 155 | 185 |
ТИСКИ СТАНОЧНЫЕ (производство Гомельского завода, Белоруссия).

ГОСТ 16518-96.
Тиски станочные поворотные и неповоротные.
ЦЕНЫ на тиски станочные (Гомель).
|
ГМ-7216П (7200-0215), ГМ-7212П, |
ГМ-7220П (7200-0220) |
ГМ-7225П (7200-0225), ГМ-7232П, ГМ-7225Н (7200-0224), ГМ-7232Н. |
1 – корпус, 2 – губка подвижная, 3 – плита поворотная.
| Поворотные: ГМ-7212П, ГМ-7216П, ГМ-7220П, ГМ-7225П, ГМ-7232П. |
Неповоротные: ГМ-7212Н, 7216Н, ГМ-7220Н, ГМ-7225Н, ГМ-7232Н.  |
Характеристики станочных тисков ПОВОРОТНЫХ:
Модель |
Обозначение по ГОСТу |
Ширина губок, мм (B) |
Ход губок, не менее, мм (A) |
Ширина тисков, мм (B1) |
Длина тисков, мм (L) |
Высота тисков, мм (H) |
Высота раб. пространства, мм (h) |
b, мм |
S, мм |
Усилие зажима, кгс |
Масса, кг |
| ГМ-7212П | 7200-0210 | 125 | 150 | 212 | 420 | 117 | 45 | 14 | 14 | 2 500 | 18 |
| ГМ-7216П | 7200-0215 | 160 | 200 | 252 | 515 | 138 | 58 | 19 | 19 | 3 000 | 32 |
| ГМ-7220П | 7200-0220 | 200 | 250 | 314 | 580 | 156 | 63 | 19 | 19 | 4 000 | 43 |
| ГМ-7225П | 7200-0225 | 250 | 300 | 340 | 665 | 181 | 80 | 22 | 22 | 5 000 | 61 |
| ГМ-7232П | 7200-0229 | 320 | 400 | 454 | 850 | 213 | 100 | 22 | 22 | 5 500 | 121 |
Характеристики станочных тисков БЕЗ ПОВОРОТНОЙ ПЛИТЫ:
Модель |
Обозначение по ГОСТу |
Ширина губок, мм (B) |
Ход губок, не менее, мм (A) |
Ширина тисков, мм (B1) |
Длина тисков, мм (L) |
Высота тисков, мм (H) |
Высота раб. пространства, мм (h) |
b, мм |
S, мм |
Усилие зажима, кгс |
Масса, кг |
| ГМ-7212Н | 7200-0209 | 125 | 150 | 190 | 375 | 89 | 45 | 14 | 14 | 2 500 | 14 |
| ГМ-7216Н | 7200-0214 | 160 | 200 | 230 | 470 | 106 | 58 | 19 | 19 | 3 000 | 22 |
| ГМ-7220Н | 7200-0219 | 200 | 250 | 285 | 535 | 120 | 63 | 19 | 19 | 4 000 | 33 |
| ГМ-7225Н | 7200-0224 | 250 | 300 | 316 | 600 | 144 | 80 | 22 | 22 | 5 000 | 50 |
| ГМ-7232Н | 7200-0227 | 320 | 400 | 420 | 790 | 173 | 100 | 22 | 22 | 5 500 | 100 |
ТИСКИ СТАНОЧНЫЕ ПНЕВМАТИЧЕСКИЕ с гидравлическим усилением.

ЦЕНА на тиски станочные пневматические (Гомель).
Характеристики станочных тисков ГМ-7201-0019-02:
| Ширина губок, мм |
Ход губок, мм |
Усилие зажима, кгс |
Масса, кг |
Высота тисков, мм |
|
| ГМ 7201-0019-02 | 250 | 320 | 4 500 | 175 | 230 |
ТИСКИ СЛЕСАРНЫЕ (производства завода “Металлист”, г.
 Глазов).
Глазов).
Тиски слесарные серии ТСС и ТССН.
ТСС ТССН
Тиски слесарные серии ТСС и ТССН предназначены для закрепления заготовок при выполнении слесарных операций, на корпусе имеется наковальня, наличие призм позволяет зажимать круглые заготовки, а конструкция основания позволяет разворачивать тиски от 0° до 120°.
Материал корпусных деталей – сталь 35Л
Характеристики слесарных тисков серии ТСС:
| ТССН-63-С | ТСС-80 | ТСС-100 | ТСС-125 | ТСС-140 | ТСС-160 | ТСС-180 | ТСС-200 | |
| Ширина губок, мм | 63 | 80 | 100 | 125 | 140 | 160 | 180 | 200 |
| Усилие зажима, кгс | 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4200 | 5200 |
| Глубина рабочего пространства, мм | 40 | 50 | 70 | 80 | 95 | 90 | 90 | 90 |
| Длина хода ползуна, мм | 80 | 100 | 140 | 160 | 180 | 160 | 160 | 160 |
| Масса, кг | 3,7 | 4,6 | 11,4 | 13 | 14 | 26,5 | 26,5 | 28,0 |
| Базовая длина, мм, не более | 230 | 255 | 345 | 380 | 415 | 450 | 450 | 450 |
| Базовая ширина, мм, не более | 63 | 135 | 190 | 190 | 190 | 227 | 227 | 227 |
| Базовая высота, мм, не более | 200 | 120 | 160 | 175 | 190 | 210 | 210 | 210 |
Тиски слесарные модернизированные (профессиональные) серии ТСМ.

| Тиски слесарные модернизированные (профессиональные) серии ТСМ предназначены для закрепления заготовок при выполнении слесарных операций. Преимущество нового типа тисков: позволяет зажимать длинные заготовки в вертикальном положении, круглые – в призмах корпуса и ползуна. За счет новой конструкции основания тиски можно разворачивать на любой угол от 0° до 360°. На корпусе тисков имеется увеличенная наковальня, упор6ный подшипник на винте облегчает зажим заготовки. Наличие регулировочных винтов в корпусе позволяет устанавливать необходимый зазор между направляющими ползуна и опорной части винтов по мере износа, первоначальную регулировку производит завод-изготовитель. По заказу изготавливаются неповоротные тиски (без основания) ТСМН. |
Характеристики модернизированных профессиональных слесарных тисков серии ТСМ:
| ТСМ-160 | ТСМН-160 | ТСМ-180 | ТСМН-180 | ТСМ-200 | ТСМН-200 | ТСМ-250 | ТСМН-250 | |
| Ширина губок, мм | 160 | 160 | 180 | 180 | 200 | 200 | 250 | 250 |
| Усилие зажима, (кгс) | 3500 | 3500 | 4200 | 4200 | 5200 | 5200 | 5500 | 5500 |
Развив. момент, <=кгс/м момент, <=кгс/м |
14 | 14 | 20 | 20 | 25 | 25 | 25 | 25 |
| Длина хода губки, мм | 200 | 200 | 240 | 240 | 240 | 240 | 240 | 240 |
| Глубина рабочего пространства, мм | 88 | 88 | 102 | 102 | 111 | 111 | 123 | 123 |
| Масса, не более, кг | 21 | 20 | 28,5 | 26,5 | 37 | 35 | 55 | 52 |
| Базовая длина, мм | 487 | 487 | 555 | 555 | 555 | 555 | 595 | 595 |
| Базовая ширина, мм | 203 | 203 | 230 | 230 | 230 | 230 | 250 | 250 |
| Базовая высота, мм | 210 | 186 | 244 | 215 | 261 | 230 | 281 | 251 |
ЦЕНЫ на тиски слесарные (“Металлист”, Глазов)
Тиски слесарные цилиндрические серии ТСЦ-180.

| Тиски слесарные ТСЦ-180 предназначены для слесарных и сборочных операций. Новая конструкция позволила увеличить жесткость тисков за счет применения центральной гайки и цилиндрической направляющей, что позволяет использовать их при выполнении точных работ. Вынесенная зона зажима обеспечила закрепление длинных деталей в вертикальном положении. Применение нового основания разрешило поворот тисков на 360°. По желанию заказчика тиски комплектуются сменными губками для закрепления деталей из различных материалов. |
Характеристики цилиндрических слесарных тисков ТСЦ-180:
| Ширина губок, мм | 180 |
| Длина хода ползуна, мм | 220 |
| Глубина рабочего пространства, мм | 113 |
| Усилие зажима, кгс | 4200 |
| Масса, кг | 35 |
| Длина, мм | 465 |
| Ширина, мм | 229 |
| Высота, мм | 258 |
ТИСКИ СЛЕСАРНЫЕ (производства завода “ГМЗ”, Гомель).

Сертификат №РОСС BY.ММ03.В02012.
Тиски слесарные поворотные стальные ТСС.
ТСС-125, ТСС-140. ТСС-150, ТСС-160, ТСС-180, ТСС-200.
1 – губка подвижная, 2 – корпус, 3 – плита поворотная, 4 – рукоятка.
Тиски слесарные поворотные стальные ТСС производства завода “ГМЗ” предназначены для закрепления заготовок при выполнении слесарных операций, на корпусе имеется наковальня, наличие призм позволяет зажимать круглые заготовки, а конструкция основания позволяет разворачивать тиски. Материал корпусных деталей – сталь 35Л
Характеристики стальных поворотных слесарных тисков ТСС125, ТСС140, ТСС150, ТСС160, ТСС180, ТСС200:
| ТСС-125 | ТСС-140 | ТСС-150 | ТСС-160 | ТСС-180 | ТСС-200 | |
| Ширина губок B, мм | 125 | 140 | 150 | 160 | 180 | 200 |
| Усилие зажима, кгс | 3000 | 3000 | 5000 | 5000 | 5000 | 5000 |
| Глубина рабочего пространства h, мм | 70 | 70 | 75 | 75 | 75 | 75 |
| Длина хода ползуна А, мм | 120 | 120 | 160 | 160 | 160 | 160 |
| Масса, кг | 13,0 | 13,5 | 18,0 | 18,0 | 18,5 | 19,0 |
| Длина L, мм | 360 | 360 | 390 | 390 | 390 | 390 |
| Ширина B, мм | 180 | 180 | 230 | 230 | 230 | 230 |
| Высота H, мм | 170 | 170 | 180 | 180 | 180 | 180 |
ЦЕНЫ на тиски слесарные стальные (“ГМЗ”, Гомель).
Тиски слесарные поворотные чугунные ТСЧ.
|
ТСЧ-125, ТСЧ-140, ТСЧ-150. ТСЧ-160, ТСЧ-180, ТСЧ-200. |
Тиски слесарные поворотные чугунные ТСЧ предназначены для закрепления заготовок при выполнении слесарных операций, на корпусе имеется наковальня, наличие призм позволяет зажимать круглые заготовки, а конструкция основания позволяет разворачивать тиски. Материал корпусных деталей – чугун СЧ20.
Характеристики чугунных поворотных слесарных тисков ТСЧ125, ТСЧ140, ТСЧ150, ТСЧ160, ТСЧ180, ТСЧ200:
| ТСЧ-125 | ТСЧ-140 | ТСЧ-150 | ТСЧ-160 | ТСЧ-180 | ТСЧ-200 | |
| Ширина губок B, мм | 125 | 140 | 150 | 160 | 180 | 200 |
| Усилие зажима, кгс | 3000 | 3000 | 3000 | 5000 | 5000 | 5000 |
| Глубина рабочего пространства h, мм | 75 | 75 | 75 | 85 | 85 | 85 |
| Длина хода ползуна А, мм | 110 | 110 | 110 | 155 | 155 | 155 |
| Масса, кг | 16,5 | 17,0 | 17,0 | 27,0 | 27,5 | 28,0 |
| Длина L, мм | 385 | 385 | 385 | 460 | 460 | 460 |
| Ширина B, мм | 180 | 180 | 180 | 210 | 210 | 210 |
| Высота H, мм | 200 | 200 | 200 | 210 | 210 | 210 |
ЦЕНЫ на тиски слесарные чугунные (“ГМЗ”, Гомель).
Тиски слесарные чугунные ТСЧ неповоротные.
ТУ РБ 490175790.001-2003.
|
Материал чугун СЧ20. |
|
Характеристики чугунных неповоротных слесарных тисков ТСЧ250Н:
| В Ширина губок, мм |
А Ход губки, мм |
h Высота зажима, мм |
Усилие |
L Длина, мм |
B1 Ширина, мм |
H Высота, мм |
Масса, кг |
|
| ТСЧ-250Н | 250 | 200 | 80 | 6000 | 530 | 150 | 200 | 41 |
ЦЕНА на тиски слесарные чугунные неповоротные (“ГМЗ”, Гомель).
Кузнечные наковальни – виды и назначение. Как выбрать наковальню?
Наковальня – это кузнечный инструмент, который предназначен для холодной и горячей обработки металла и создания изделий из металла. Их изготавливают из высококачественной закаленной стали марки 45Л.
По своей конструкции наковальни бывают следующих видов:
- Безрогие
- Однорогие
- Двурогие
- Однорогие консольные
- Шпераки
Безрогие наковальни ГОСТ 11396-75 – это массивная прямоугольная наковальня массой от 96 до 200 кг.
У однорогих наковален ГОСТ 11397-75 с одной стороны есть уступ конусовидной формы, который называют рогом. Он используется для гибки и разгонки колец, изгибов металлических прутков различного сечения, профиля или металлической полосы. Противоположная сторона с плоской поверхностью используется для гибки под прямым углом. Масса однорогих наковален – от 70 до 210 кг.
Двурогие наковальни ГОСТ 11398-75 – самый распространённый вид, такая форма обладает наибольшей функциональностью и удобством.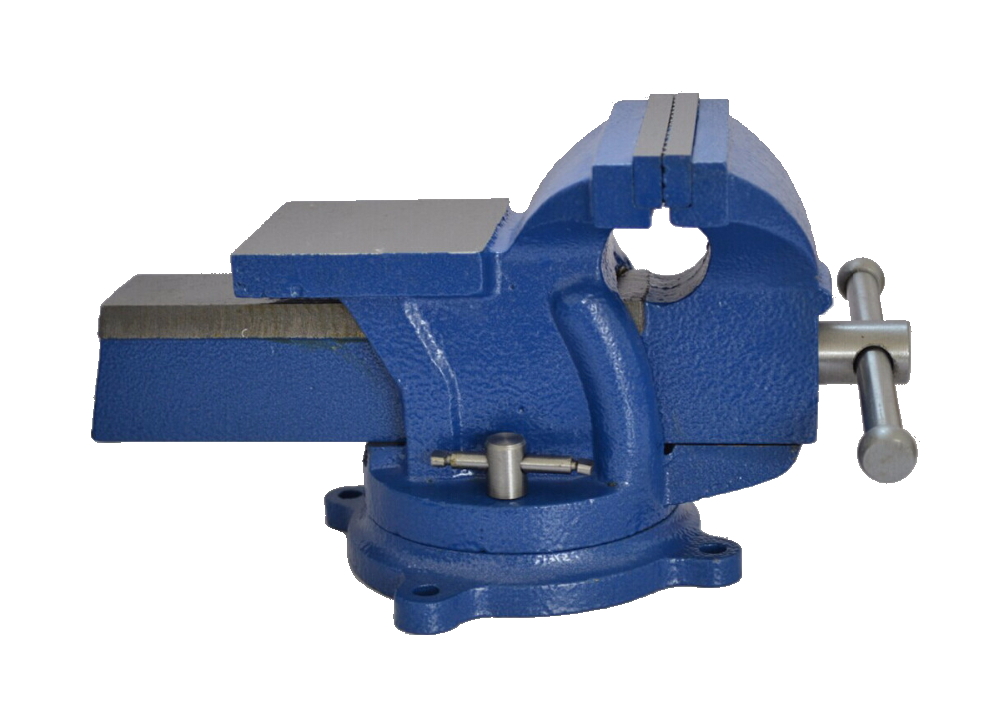 У них 2 уступа конической формы с противоположных сторон, один – рог, другой – более пирамидальной формы, его называют хвостом. С помощью хвоста выпрямляют замкнутые заготовки или осуществляют гибку под прямым углом. Масса двурогих наковален составляет 100-270 кг.
У них 2 уступа конической формы с противоположных сторон, один – рог, другой – более пирамидальной формы, его называют хвостом. С помощью хвоста выпрямляют замкнутые заготовки или осуществляют гибку под прямым углом. Масса двурогих наковален составляет 100-270 кг.
Однорогие консольные наковальни ГОСТ 11399-75 весом до 95 кг.
Шпераки ГОСТ 11400-75 – это мини-наковальни массой до 30 кг. Их используют для выполнения мелких работ по металлу в мастерской.
Верхняя часть наковальни называется наличником или лицом. Для выполнения качественных работ она должна быть расположена строго горизонтально, перпендикулярно к боковинам. Верхняя и боковые поверхности не должны иметь повреждений, сколов, вмятин или трещин, так как это может привести к дефектам на металлических заготовках. Поверхность должна быть отшлифована до полной гладкости.
На лицевой стороне наковальни расположено специальное сквозное отверстие для установки инструмента или наковальни-шпераки. У классического вида есть еще и второе, круглое отверстие, расположенное около рога, его используют для пробивания отверстий на металлических листах или пластинах, фиксации проволоки при ее завивке.
У классического вида есть еще и второе, круглое отверстие, расположенное около рога, его используют для пробивания отверстий на металлических листах или пластинах, фиксации проволоки при ее завивке.
Нижнюю часть наковальни называют основанием или башмаком.
Чтобы заглушить звуки от работы наковальню устанавливают на резиновую прокладку толщиной около 1 см.
Часто для установки используются специальные дубовые или березовые колодки-заготовки, с помощью которых можно отрегулировать удобную для работы высоту. Ее рассчитывают по высоте большого пальца мастера при опущенной руке.
Выбор наковальни зависит от тех работ, которые на ней будут выполнять. Для мелких работ подойдет мини-наковальня, которую можно установить на стол. Для работы с габаритными и массивными заготовками потребуется профессиональная наковальня.
Мы рекомендуем обратить внимание на двурогие наковальни американского производителя Ridgid, которые производятся на старейшем немецком заводе PEDDINGHAUS. Это наковальни из высококачественной кованой стали с идеально отшлифованной верхней поверхностью и индукционной закалкой. При использовании эти наковальни не теряют свою гладкую поверхность максимально продолжительное время.
Это наковальни из высококачественной кованой стали с идеально отшлифованной верхней поверхностью и индукционной закалкой. При использовании эти наковальни не теряют свою гладкую поверхность максимально продолжительное время.
Производитель предлагает выбрать их трех вариантов:
- №5 – вес: 35 кг, размер основания: 170×195 мм
- №9 – вес: 75 кг, размер основания: 235×275 мм
- №12 – вес: 125 кг, размер основания: 270 x 345 мм
Крепление наковальни. Кузнечная наковальня – ее виды и характеристики
Для кузнечных работ необходимо большое число разнообразных инструментов и приспособлений. Основной опорный кузнечный инструмент – наковальня (рис. 8).
Современные наковальни изготовляют из стали 45Л методом литья массой от 10 до 270 кг. Наковальни бывают разных типов: безрогие, однорогие, двурогие . Наиболее удобна и универсальна в работе так называемая двурогая наковальня , приведенная на рис. 8, а (справа). Верхняя горизонтальная шлифованная плоскость у наковальни называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Боковые грани наковальни образуют с лицевой поверхностью угол 90°, ребра наковальни должны быть довольно острыми, без сколов и заминов. На ребрах проводят гибку и раздачу материала, а также некоторые вспомогательные операции.
8, а (справа). Верхняя горизонтальная шлифованная плоскость у наковальни называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Боковые грани наковальни образуют с лицевой поверхностью угол 90°, ребра наковальни должны быть довольно острыми, без сколов и заминов. На ребрах проводят гибку и раздачу материала, а также некоторые вспомогательные операции.
Конический рог наковальни предназначен для радиусной гибки полос и прутков, а также для раскатки и сварки кольцевых заготовок.
С противоположной стороны от рога расположен хвост , используемый для гибки и правки замкнутых прямоугольных изделий. В районе хвоста квадратное отверстие размером 35X35 мм, которое применяется для установки подкладного инструмента – нижняков. Около рога расположено круглое отверстие диаметром 15-25 мм для пробивки отверстий в заготовках.
Снизу у наковальни лапы , необходимые для крепления наковальни (с помощью скоб) к деревянному стулу или металлической подставке.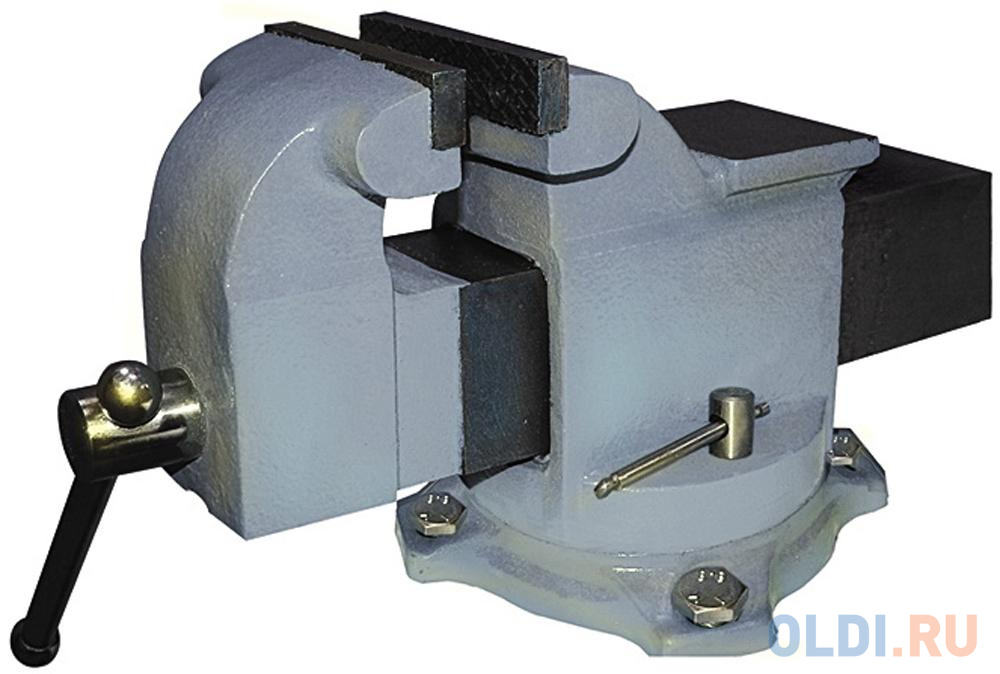 В качестве стула обычно используют массивный чурбан или пень (дубовый, кленовый, березовый) диаметром 500-600 мм. Когда нет возможности подобрать необходимый чурбан, то берут металлическую или деревянную бочку, набивают песком, глиной, землей, хорошо утрамбовывают, сверху кладут толстую деревянную прокладку, на которую и крепят наковальню.
В качестве стула обычно используют массивный чурбан или пень (дубовый, кленовый, березовый) диаметром 500-600 мм. Когда нет возможности подобрать необходимый чурбан, то берут металлическую или деревянную бочку, набивают песком, глиной, землей, хорошо утрамбовывают, сверху кладут толстую деревянную прокладку, на которую и крепят наковальню.
Легкие переносные (походные) наковальни имеют специальные ножки.
Наковальни продаются в хозяйственных магазинах. Если наковальню купить не удалось, то на первое время ее можно заменить куском рельс или массивным прямоугольным металлическим бруском.
Большое внимание следует уделить установке стула, который должен стоять вертикально и не вибрировать. Для этого стул закапывают на глубину не менее 0,5 м, а землю вокруг него хорошо утрамбовывают. Высота стула зависит от роста кузнеца и обычно составляет 600-700 мм. Самая удобная для работы высота, когда кузнец, стоящий рядом с наковальней, не наклоняясь, достает до наличника слегка согнутыми пальцами.
Качественная наковальня издает высокий и чистый звук при легком ударе молотком, а молоток при этом отскакивает со звоном.
Для мелких работ кузнецы применяют наковальни небольших размеров или специальные наковальни – шпераки (рис. 8, б). Одни шпераки устанавливаются своими четырехгранными хвостовиками в квадратное отверстие наковальни, другие, имеющие удлиненную вертикальную стойку, вбиваются заостренным концом в деревянный чурбан или в землю.
К ударному инструменту относят молотки-ручники, боевые молоты и кувалды (рис. 9). Ручник – основной инструмент кузнеца, с помощью которого он кует небольшие изделия или управляет процессом ковки с молотобойцами.
Обычно ручники имеют массу 0,5-2 кг, но часто кузнецы применяют и более тяжелые молотки массой до 4-5 кг. Рукоятки ручников делают из древесины лиственных пород деревьев (граба, клена, кизила, березы, рябины, ясеня). Рукоятки должны быть гладкими, без трещин, удобно лежать в руке, длина их 350-600 мм.
Боевые молоты – это тяжелые молотки массой 10-12 кг, которыми молотобойцы работают двумя руками. Головки боевых молотов бывают с односторонним клиновидным задком, а также с двусторонним задком (продольным или поперечным). Нижняя рабочая поверхность головки (бой) предназначена для основной ковки, а верхний клиновидный задок – для разгона металла вдоль или поперек оси заготовки. Рукоятка молота изготовляется из тех же пород деревьев, что и у ручника; длина рукоятки подбирается в зависимости от массы головки молота, роста молотобойца и достигает 70-95 см.
Тяжелый (до 16 кг) молот с плоскими бойками применяется при тяжелых кузнечных работах, где требуется большая ударная сила.
Все ударные инструменты должны быть максимально надежны, при этом особое внимание уделяется креплению рукоятки с головкой. Форма отверстия в головке молота – всада, куда вставляется рукоятка,- делается эллипсообразной и имеет двусторонний уклон 1:10 от середины к боковым граням. Это облегчает всаживание рукоятки в головку молота и обеспечивает надежное ее закрепление после забивки клина. Практикой установлено, что самыми надежными являются металлические за-ершенные клинья, которые входят на глубину, равную 2 / 3 ширины головки молота, и забиты под углом к продольной оси кувалды (молота).
Практикой установлено, что самыми надежными являются металлические за-ершенные клинья, которые входят на глубину, равную 2 / 3 ширины головки молота, и забиты под углом к продольной оси кувалды (молота).
При работе боевыми молотами используют три вида ударов : легкие (локтевые), средние, или плечевые (удар с плеча), сильные (навесные), когда молот описывает в воздухе полный круг. Навесными ударами работают молотобойцы при проковке заготовок большой массы и при кузнечной сварке массивных деталей (рис. 10).
Для улучшения качества изготовляемых изделий и повышения производительности кузнецы часто применяют различный подкладной инструмент , устанавливаемый под молот или на наковальню. Для работы под молот используются простые и фасонные кузнечные зубила, пробойники, гладилки и раскатки (рис. 11). На наковальню устанавливаются подсечки, конусные оправки, вилки для гибки, гвоздильни, различные скобы и приспособления для специальных видов ковки.
Применяется и парный подкладной инструмент , к которому относятся обжимки, подбойники, гвоздильни с шляпочными молотками, специальные штампы для фигурных изделий.
Рукоятки подкладного инструмента делают из дерева, толстой проволоки или упругого троса. Длина рукояток 500-600 мм. Деревянные рукоятки забивают во всад головки не расклинивая. Это делают для того, чтобы вибрация и удары не передавались через рукоятку. Проволочную рукоятку закручивают вокруг головки в горячем состоянии, а рукоятку из троса заклинивают и запаивают во всаде.
Рассмотрим некоторые особенности подкладного инструмента.
Начнем с подкладного инструмента под молот. Зубила кузнечные подразделяются на зубила для рубки нагретых и холодных заготовок. Зубила для холодной рубки делают более массивными, с углом заточки ножа 60°, ножи у зубил для горячей рубки делаются более тонкими, с углом заточки 30° (рис. 11, а).
Форма ножа у зубил для художественной ковки делается либо прямолинейной, либо с кривизной в одной плоскости (или даже в двух плоскостях).
Зубила с прямым ножом изготовляют как для поперечной рубки, так и для продольной, с односторонней заточкой или двухсторонней. Нож зубила для поперечной рубки расположен параллельно оси рукоятки, а нож зубила для продольной рубки – перпендикулярно ручке. Односторонняя заточка зубила применяется в том случае, когда требуется получить рез с перпендикулярным торцом, а если у изделия допускается наклонный торец или нужна фаска, то необходимы зубила с двухсторонней заточкой. Зубила с притуплённым ножом используют для нанесения различных орнаментов на изделия.
Зубила с кривизной ножа в горизонтальной плоскости служат для вырубки из листового материала различных криволинейных элементов, например цветов, акантовых листьев.
Фасонные зубила с двойной кривизной ножа применяются для вырубки каких-либо элементов из объемных заготовок.
Кузнецы при работе зубилом обязаны иметь в виду следующее: чтобы нож не тупился, под заготовку необходимо подложить прокладку (железный или медный лист). Кстати, прокладка предохранит лицо наковальни от повреждения.
Кстати, прокладка предохранит лицо наковальни от повреждения.
При отрубке от заготовки части следует соблюдать некоторые правила. Так, начальные и завершающие удары по зубилу нужно наносить весьма осторожно: вначале – чтобы зубило правильно врезалось в заготовку, в конце – чтобы отрубаемая часть не улетела и не поранила кого-либо. Место, где производится отрубка, необходимо огородить сеткой.
Пробойники предназначены для пробивки отверстий, различных углублений в сравнительно тонких заготовках и для орнаментации изделий. В зависимости от формы пробиваемых отверстий сечение бородки (рабочей части пробойника) может быть круглым, овальным, квадратным, прямоугольным или фасонным (рис. 11, б).
Для пробивки отверстий в толстых заготовках применяют прошивни и специальные пуансоны, которые отличаются от пробойников тем, что не имеют рукояток и удерживаются клещами (рис. 11, в).
Из кузнечной практики известно, что для облегчения извлекания прошивня из пробиваемого отверстия в предварительно намеченное углубление подсыпают немного мелкого угля (в процессе прошивки газы, образующиеся из угля, способствуют выталкиванию инструмента).
Гладилки служат для выравнивания неровностей на поверхности поковки после обработки ее молотом. Гладилки бывают с плоскими и цилиндрическими рабочими поверхностями различных размеров и формы. Для выравнивания больших плоскостей обычно применяют гладилки с рабочей поверхностью размером 100X100 мм, для выравнивания небольших поверхностей – гладилки размером 50X50 мм. Гладилки с цилиндрической поверхностью необходимы для выравнивания галтелей и радиусных поверхностей (рис. 11, г.).
Раскатки предназначаются для ускорения раздачи (удлинения) металла вдоль и поперек оси заготовок, а также для выбивания цилиндрических пазов на заготовках и для орнаментации изделий (рис. 11, д).
Познакомимся с подкладным инструментом, установленным на наковальню. Такой инструмент снабжается хвостовиком квадратного сечения, который вставляется в соответствующее гнездо в наковальне (рис. 12).
Подсечки применяют для рубки заготовок при помощи ручника. Заготовку накладывают на лезвие подсечки и, ударяя по ней ручником, отрубают необходимую часть. Угол заточки лезвия подсечки 60°. Следует помнить, что рубку заготовки нельзя доводить до конца, чтобы не испортить лезвие подсечки. Вначале проводят глубокую подрубку заготовки, а окончательное отделение части заготовки производят на краю наковальни легким ударом ручника.
Угол заточки лезвия подсечки 60°. Следует помнить, что рубку заготовки нельзя доводить до конца, чтобы не испортить лезвие подсечки. Вначале проводят глубокую подрубку заготовки, а окончательное отделение части заготовки производят на краю наковальни легким ударом ручника.
Конусные оправки служат для расширения отверстий в поковке, раздачи колец и выполнения гибочных операций.
Вилки используют для гибки и завивки заготовок. Кроме того, к подкладным инструментам относятся различные оправки для ковки уклонов, гибки и кузнечной сварки звеньев цепи.
Парный подкладной инструмент включает в себя нижний инструмент (нижняк) , который хвостовиком квадратного сечения вставляется в отверстие наковальни, и верхний инструмент (верхняк) , имеющий рукоятку для держания (рис. 13, а).
К этой группе относят обжимки (для придания предварительно откованной заготовке правильной цилиндрической, прямоугольной или многогранной формы) и подбойки (для продольной или поперечной раздачи металла). Для специальных художественных работ применяются особые штампы с рельефами типа листьев, пик, розеток и т. п.
К подкладному инструменту можно отнести и гвоздильную плиту со специальными сквозными отверстиями разных размеров для высадки головок гвоздей, болтов и закрепок (рис. 13, б).
Для придания головке гвоздя, болта или заклепки необходимой формы (сферы, призмы, квадрата, шестигранника) применяют специальные шляпочные молотки.
Большую помощь при ковке художественных изделий окажет и массивная стальная плита – форма размером в плане примерно 300X400 мм и толщиной 150-200 мм, по четырем боковым граням которой имеются углубления различной конфигурации и размеров: полукруглые, треугольные, прямоугольные и т. д. Плита необходима при ковке различных фасонных элементов и применяется вместо подкладных штампов. На торцовых поверхностях формы имеются сквозные круглые, квадратные, треугольные и фасонные отверстия для пробивки отверстий при помощи специальных пробойников или пуансонов (рис. 14).
14).
Для изготовления крупных художественных изделий типа оград, балконных решеток, козырьков, подъездов понадобится большая и толстая плита, на которой производятся сборка и правка изделий. В плите предусматриваются сквозные отверстия для установки штырей, болтов, упорных угольников и различных приспособлений для фасонной гибки профилей, сборки конструкций и других технологических операций.
Сборку художественных изделий сложной формы (с выпуклой поверхностью) удобно производить на плитах с соответствующей формой поверхности. Для сварки крупных изделий необходимо иметь специальные стеллажи.
Для работы с раскаленным металлом, конечно же, необходимы клещи. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Кузнечные клещи должны быть легкими, с пружинящими рукоятками, для надежного удержания поковок во время работы рукоятки клещей могут стягиваться специальным кольцом – шпандырем (рис. 15, а).
Если клещи плотно не захватывают заготовку, то губки клещей нагревают в горне и, захватив ими заготовку, обжимают ручником.
Для зажима раскаленных заготовок служат стуловые тиски (рис. 15, б) и различные струбцины. Крепятся такие тиски мощными шурупами, болтами или заклепками на основной опоре слесарного верстака или на отдельном стуле – массивном бревне, хорошо закрепленном в полу кузницы. Верхний уровень губок обычно располагают на высоте 900-1000 мм от уровня пола.
Для измерения заготовок и изделий в кузнице применяют стальные линейки длиной 250, 500 и 1000 мм, металлические метры, штангенциркули, угольники и др. Кроме того, кузнецы-художники при выполнении массовой продукции широко используют различные шаблоны и калибры, изготовленные из проволоки и листовых материалов (рис. 16).
Для ухода за горном кузницы понадобятся угольная лопата, кочерга, пика или ломик для пробивки спекшегося угля, метелка для очистки горна от мелкой угольной и шлаковой пыли, брызгало для смачивания угля при спекании купола (шапки) над очагом, щипцы для угля.
Необходимо отметить, что весь необходимый для ковки инструмент должен располагаться на специальном столике в непосредственной близости от рабочего места кузнеца. Высота стола 600-800 мм.
Высота стола 600-800 мм.
Кроме основного и вспомогательного инструмента, в кузнице всегда размещается ящик для сухого песка, стойка для хранения инструмента, емкости для воды, ящик для угля, стеллажи для хранения инструмента и металла, верстак для слесарной обработки изделий и т. д.
Хорошо, когда мастерская кузнеца-художника просторная, светлая, включает в себя несколько комнат для отдельных видов работ: эскизно-графических, слесарно-сборочных и кузнечно-сварочных. Кроме этого, желательно помещение для складирования материала, различных полуфабрикатов и др.
Для эскизно-графических работ понадобятся большие столы, так как некоторые элементы приходится прорисовывать в натуральную величину, кульман для вычерчивания отдельных узлов и деталей, а также различные подставки для планшетов, шкафы для хранения эскизов и рисунков.
Помещение для слесарно-сборочных работ снабжается слесарным верстаком с тисками, сверлильным станком, точилом и другим оборудованием, необходимым для сборки и отделки кованых изделий.
Кузница на одну наковальню показана на рис. 17, а. У стены напротив входа устраивается горн с вентилятором. На расстоянии 1,5-2 м от горна устанавливается наковальня, которую следует располагать так, чтобы ее рог находился слева от кузнеца, когда он стоит спиной к горну. Вокруг наковальни предусматривается достаточно свободного места для работы молотобойца. Рядом с наковальней расположен бачок с водой для охлаждения кузнечного инструмента и закалки изделий. Кузнечный инструмент размещается на металлическом столике с двумя полками. Верхняя полка предназначена для часто используемого инструмента (молотков, зубил, клещей, и т. д.), нижняя – для инструмента, применяемого реже. Для удобства работы кузнец кладет инструмент на столик так, чтобы рукоятки его выступали за край столика.
Запасной и редко используемый инструмент хранят в шкафу. В углу около горна устанавливают ящик для хранения угля . У стенки размещают стуловые кузнечные тиски , на которых производят высадку, гибку, закручивание. Рядом устанавливают слесарный верстак . В удобном месте хранят сухой песок для засыпки мокрых мест на полу участка и тряпичные концы для обтирки инструмента и других целей.
Рядом устанавливают слесарный верстак . В удобном месте хранят сухой песок для засыпки мокрых мест на полу участка и тряпичные концы для обтирки инструмента и других целей.
Расположение основного и вспомогательного оборудования, а также инструмента в более крупной кузнице показано на рис. 17, б. У дальней стенки предусмотрен горн на два огня. Для размещения клещей на горне имеются вешалки – приваренные к столу стальные скобы. Слева и справа от горна ставят бачки с водой емкостью 30-40 л каждый. На расстоянии 1,5-2 м от горна устраивают две наковальни , а между ними – столики , на которые кладут кузнечный инструмент. Расстояние между наковальнями не менее 2,6-3 м. Наждачное точило располагают у стенки на достаточно большом расстоянии от наковальни. Современные кузнечные мастерские обычно снабжаются небольшим пневматическим молотом с массой падающих частей 50, 75 или 100 кг.
Кузнечные участки часто оснащаются передвижными ручными ножницами для резки листового металла, правильной чугунной плитой размером 1500X1000 мм, стуловыми тисками , а в некоторых случаях также слесарным верстаком , настольным сверлильным станком, сборочным столом, стеллажом для заготовок , а иногда и механической ножовкой для отрезки мерных заготовок из проката. Над горном для отвода дыма и газов устанавливают вытяжной зонт. Организация таких кузниц требует довольно длительного времени и больших средств, но организовывать такие кузнечные участки можно просто под открытым небом или под небольшим навесом.
Над горном для отвода дыма и газов устанавливают вытяжной зонт. Организация таких кузниц требует довольно длительного времени и больших средств, но организовывать такие кузнечные участки можно просто под открытым небом или под небольшим навесом.
Кузнецы-любители практически всегда испытывают затруднения в приобретении молотов и прессов. В связи с этим мы хотим показать самодельные конструкции молотов . В этих конструкциях удар молота происходит в результате надавливания ногой на педаль, а подъем – при помощи пружин (рис. 18).
Необходимо отметить, что при работе в одну руку многие кузнецы чувствуют, что им не хватает третьей руки для одновременного держания ручника, заготовки и подкладного инструмента. В этом случае можно посоветовать способ, которым пользовались кузнецы-серповики при зубрении серпов. Нагретая заготовка подсовывается под кольцо из троса, которое под действием ножной педали прижимает ее к наковальне. Или заготовка прижимается цепями с грузами. В результате этого левая рука кузнеца освобождается от клещей, удерживающих заготовку, и может держать необходимый подкладной инструмент (зубила, гладилку и т. п.).
В результате этого левая рука кузнеца освобождается от клещей, удерживающих заготовку, и может держать необходимый подкладной инструмент (зубила, гладилку и т. п.).
Винтовые прессы с ручным приводом применяются для чеканки, гибки, формовки, пробивки фасонных отверстий в листовых заготовках.
Для давильных работ , можно использовать токарный станок (рис. 19), на шпиндель которого закрепляют деревянную (или металлическую) оправку необходимой формы и заготовку-кружок из листового материала.
Круглая металлическая заготовка из листовой меди, латуни, алюминия, низкоуглеродистых сортов стали прижимается к оправке специальным прижимом при помощи задней бабки станка.
Для выдавливания изделия применяются давильники различной конфигурации, которые изготовляют из стали, латуни, бронзы и даже из твердых пород дерева. Длина рукоятки давильника 40-60 см. Рабочий конец оправки имеет шарообразную или скругленную форму.
Давильники при работе опираются на специальные штифты, которые устанавливаются на упоре. Высота упора чуть ниже оси вращения заготовки. Давильник необходимо держать так, чтобы его рукоятка была направлена к подмышке. Перед началом процесса заготовку и инструмент протирают воском или густой смазкой. Выдавливание ведут от центра к краям. Если при формировании изделия на заготовке образуются складки, то ее необходимо отжать, а затем продолжить процесс. После окончания выдавливания края заготовки подрезают резцом, поверхность обрабатывают гладильным давильником, а затем шлифуют и полируют.
Высота упора чуть ниже оси вращения заготовки. Давильник необходимо держать так, чтобы его рукоятка была направлена к подмышке. Перед началом процесса заготовку и инструмент протирают воском или густой смазкой. Выдавливание ведут от центра к краям. Если при формировании изделия на заготовке образуются складки, то ее необходимо отжать, а затем продолжить процесс. После окончания выдавливания края заготовки подрезают резцом, поверхность обрабатывают гладильным давильником, а затем шлифуют и полируют.
Техника безопасности. Все кузнечные работы относятся к работам повышенной опасности, поэтому к одежде кузнецов, а также к инструментам и оборудованию, используемым при ковке, предъявляются особые требования.
Одежда кузнеца делается из плотной ткани, куртка должна закрывать поясную часть, брюки – верхнюю часть ботинок, фартук – грудь (длина фартука немного ниже колен). При работе обязательны рукавицы, головной убор и предохранительный щиток для глаз.
На ударных инструментах и на их рукоятках не допускается наличие трещин, сколов и заусенцев. Пол на рабочем месте обязан быть ровным и сухим, не следует загромождать его заготовками, отходами и изделиями. В бачке для охлаждения инструмента всегда должна быть чистая вода, а в ящике с песком – сухой песок.
Пол на рабочем месте обязан быть ровным и сухим, не следует загромождать его заготовками, отходами и изделиями. В бачке для охлаждения инструмента всегда должна быть чистая вода, а в ящике с песком – сухой песок.
На рабочем месте недопустимо присутствие лиц, не участвующих в работе. При выполнении работы надо быть внимательным, не отвлекаться на посторонние дела или разговоры и не отвлекать от работы других.
Инструмент , нагревшийся во время работы, охлаждают водой, а затем просушивают.
Перед ковкой удаляют окалину с заготовки металлической щеткой, скребком или легкими ударами молотка. Поковку берут клещами так, чтобы губки клещей плотно прилегали к ней. Укладывают заготовку на наковальню всей ее поверхностью.
При работе с молотобойцем следят, чтобы он стоял к кузнецу вполоборота, а не напротив него. Команды подают четко, громким голосом и показывают молотком место удара.
Запрещены удары молотом по клещам, ручкам инструмента, холостые удары кувалдой по наковальне. Окончание ковки производят по команде “стой” , а не выносом поковки с наковальни. Класть какой-либо инструмент на поковку или изменять ее положение разрешается только после предупреждения молотобойца.
Окончание ковки производят по команде “стой” , а не выносом поковки с наковальни. Класть какой-либо инструмент на поковку или изменять ее положение разрешается только после предупреждения молотобойца.
При рубке металла зубило устанавливают строго вертикально. Рубку производят на краю наковальни, первые и последние удары делают слабыми. Отрубаемый конец поковки следует направлять от себя.
Для металлообработки способом горячей и холодной ковки важно наличие многих инструментов и приспособлений. И, если некоторые из них можно заменить или вообще проигнорировать, то кузнечная наковальня практически незаменимый элемент мастера. Ведь на ней выполняется вся основная обработка, особенно горячим способом.
В нашем материале мы рассмотрим типы и особенности такой принадлежности каждого кузнеца.
Устройство наковальни довольно простое, но каждый из отдельных элементов назначен выполнять различные операции по металлообработке.
Сам кузнечный «рабочий стол» состоит из следующих частей.
- Лицо.
- Рога.
- Лапы.
Дополнительно каждая наковальня имеет отверстия круглого и квадратного сечения на поверхности, а также крепежные скобы (в стационарном исполнении).
Материалом для изготовления является легированная сталь марок 35 или 45Л. Изделие производится способом литья и имеет закаленные и незакаленные поверхности.
Лицо
Лицевая часть наковальни – это основная рабочая поверхность, на которую приходится вся нагрузка в процессе металлообработки. Обязательным условием при изготовлении является термообработка лица до твердости с показателем HRC 45–50.
Вся поверхность тщательно шлифуется практически до зеркального блеска. Грани по сторонам от лица наковальни выдерживаются точно под прямым углом. Ребра обязательно заостренные без сколов и вмятин.
На лице наковальни проводят многие кузнечные операции, а на ребрах выполняют гибку заготовок и листового металла.
1)лицо, 2,9)отверстия, 3)хвост, 4)крепежные скобы, 5)стул, 6)лапы, 7)рог, 8) не закаленная площадка.
Рога
Кузнечный «рабочий стол», в зависимости от типа, может иметь один или два рога, их количество определяет и форму изделия.
Если присутствует только один, то он имеет конусовидную округлую конфигурацию. В случае двух рогов – один округлый, а второй может иметь пирамидальную форму (носящий чаще название хвост).
Назначение такого элемента в выполнении функции оправки, на которой выполняют гибку полос или прутков, а также раскатку или сварку. Если есть второй пирамидальный, то на нем проводят изгибание и правку заготовок или куют изделия других сложных форм.
Некоторые типы наковален между лицом и рогом имеют незакаленную часть площадки, на ней проводят рубку металла зубилами.
Возле рога часто присутствует круглое, а в хвосте квадратное отверстия. Сечение в форме круга (15-25 миллиметров в диаметре) применяют для прошивки заготовок (вместо сверления), квадратное – это своеобразная точка установки дополнительных приспособлений (нижняков). Может присутствовать и два круглых отверстия с разными диаметрами (зависит от типа изделия).
Лапы
Это, по сути, ножки рабочего стола, задача которых обеспечить устойчивость при обработке. Если оборудование монтируется стационарно, то лапы прижимаются дополнительно скобами, забитыми в подставку – стул (как правило, толстый деревянный чурбак).
Также, кроме перечисленных элементов, приспособление может быть дополнительно оборудовано слесарными тисками для более удобного выполнения кузнечных операций в одиночку.
Существует несколько типов этого кузнечного приспособления, их различают по наличию или отсутствию некоторых конструктивных элементов, габаритам и массе, а также по рабочему назначению.
Государственным стандартом определяются следующие типы наковален заводского изготовления.
Выбирать наковальню нужно в зависимости от планируемых работ. Для габаритных и тяжелых обрабатываемых заготовок нужно приспособление более тяжелое, а для небольших поковок можно обойтись и относительно нетяжелой однорогой конструкцией. Также выбор будет зависеть от видов работ. Возможно, придется поискать двурогие наковальни с различными отверстиями.
Для ювелирных работ используются небольшие по размеру и массе шпераки, так как изделия довольно маленькие и не требуют тяжелой ударной обработки. Часто ювелирная наковальня изготовляется под заказ по личным потребностям, со своими индивидуальными элементами в конструкции.
Однако, может придется приобрести для мастерской и два типа этого кузнечного оборудования. Одну наковальню для стационарной установки, а вторую, поменьше – переносную.
Качественное кузнечное приспособление при ударе по ней молотком звенит, а сам ударный инструмент отскакивает от лицевой поверхности.
Кроме выбора и приобретения, важно правильно установить такое массивное приспособление, чтобы в дальнейшем не возникло проблем во время рабочего процесса.
Как установить наковальню
Несмотря на то, что наковальня довольно массивное приспособление, она требует серьезного подхода к установке. Неправильный монтаж может спровоцировать проблемы: падения и опрокидывания. Но, самое главное, подставка должна гасить всю энергию удара.
В качестве стула чаще всего используется большой деревянный чурбак диаметром от 500-600 миллиметров. Древесина должна быть из твердых пород: дуб, клен, ясень, береза и других подобных. Если нет подходящего материала, можно использовать бочку из дерева или металла. В нее засыпается земля, глина, песок и очень плотно трамбуются. Сверху закрепляется толстая деревянная прокладка, на которую и монтируют наковальню.
Высота подставки выбирается индивидуально, зависит от роста кузнеца.
Сам стул из деревянного чурбака не должен создавать дополнительных вибраций, поэтому его нужно вкопать в землю на глубину не менее, чем 0,5 метра с песчаной, плотно утрамбованной, подкладкой на дне ямы. Обязательно при этом сверяется уровень установки стула (горизонтальный и вертикальный).
Если нет возможности приобрести наковальню, то ее можно заменить, например, самодельным приспособлением, сделанным из рельса, швеллера или двутавровой балки.
Сделанная из рельса наковальня прослужит длительный срок, хотя и не заменит полноценное заводское изделие.
Как сделать замену промышленному изделию можно посмотреть в видео
Самоделки со швеллера или двутавра могут использоваться лишь временно, так как их полки недостаточно толстые, а сталь не обладает стойкостью к механическому воздействию.
Конечно, лучшим вариантом станет полноценная заводская наковальня, изготовленная литьем и имеющая все необходимые элементы с закаленной поверхностью. Такое изделие прослужит в кузнечной мастерской практически вечно.
А что вы можете добавить к этому материалу? Насколько критично отсутствие в кустарной мастерской заводской наковальни и как можно ее заменить? Поделитесь своим опытом в выборе этого кузнечного приспособления и его использовании. Примите участие в обсуждении материала статьи в блоке комментариев.
Иногда в жизни людей, живущих «на земле», случаются моменты, когда хочется что-то сделать своими руками, не откладывая дело в долгий ящик. Кто-то задумывается о столярке, кто-то занимается изготовлением декоративных изделий, а кто-то буквально загорается ковкой. Причём, настоящей, т.е. – «горячей».
Итак, в этой статье:
- Какой минимальный набор инструмента и оборудования нужен для ковки.
- Как сделать наковальню из старого рельса.
- Из чего можно сконструировать переносной кузнечный горн.
Способ приданию металлу пластичных свойств за счёт нагрева известен человечеству с незапамятных времён. В отличие от т.н. «холодной ковки», при которой металл не подвергается нагреву, при ковке «горячей» (и, как считается, «настоящей») металл разогревают в горне.
Кузнечный горн представляет собой печь открытого типа, в которой металл для последующей ковки разогревают до высоких температур.
За счёт пластичности разогретому металлу можно придать самые разнообразные формы, чем и пользуются мастера художественной ковки.
Помимо опыта, который нарабатывается годами, для ковки требуется соответствующий инструмент. Это могут быть специальные клещи, оправки, шаблоны для гнутья и т.д., но самыми главными «помощниками» кузнеца на протяжении многих веков остаются молот и наковальня.
Любой человек, который задумался о том, чтобы заняться кузнечным делом, сталкивается с необходимостью приобретения соответствующих инструментов. Качественная и тяжелая наковальня весом под 100 кг – удовольствие не из дешёвых.
Винтик Участник FORUMHOUSE
Я свою наковальню купил на вес на вторчермете. По опыту работы могу сказать: что я не смог расплющить на рельсе, удалось на настоящей наковальне.
Olger73 Участник FORUMHOUSE
Вторчермет хоть и «золотое дно», но многое зависит от везения. У нас цена б/у наковальни приближается к стоимости новой. Хотя мне удалось таким образом обзавестись мощными тисками и наковальней весом около 30 кг. «Лицо» у неё, правда, помято, но это поправимо.
Итак, как быть, если ковать хочется, а семейный бюджет не позволяет таких трат? Тем более, если неизвестно, придётся ли дело по душе, или через несколько месяцев все дорогостояще оборудование станет пылиться в гараже.
В этом случае следует воспользоваться опытом участников FORUMHOUSE и обзавестись мини-кузницей, сделанной из материалов, что оказались под рукой. Тем более, что даже на таком – «дачном», варианте можно сделать массу разнообразных вещей, нужных в хозяйстве, и которых не купишь в магазине или на строительном рынке.
Olger73
Хороших кузнецов мало и, как правило, они загружены заказами, а в хозяйстве часто нужны специфичные изделия, например, кованый гвоздь или какая-то «хитрая» заклёпка. Чтобы не ломать голову с поиском мастера и заказом, а также сэкономить, проще всё сделать самому. Ведь такие гвозди, как на фото ниже, просто так не купишь.
Кованые изделия даже начального уровня позволяют домашнему мастеру значительно расширить спектр своих работ. Особенно красиво смотрится с коваными деталями мебель ручной работы или декор «под старину» в загородном доме.
Как сделать наковальню из старого рельсаИнтересен опыт пользователя портала с ником ДИМДИМ. Он рассказывает, чего можно добиться при изготовлении самоделок, если приложить к делу смекалку.
ДИМДИМ Участник FORUMHOUSE
Я решил заняться ковкой. Пересмотрел в сети множество видеороликов и пришел к выводу, что смогу сделать весь инструмент самостоятельно. В первую очередь мне нужна наковальня, горн, а также разнообразные приспособления. Чтобы сэкономить, буду всё делать из того, что есть в «закромах», т.е. из подручных материалов.
Из интернета пользователь узнал, что чаще всего самодельную наковальню делают из железнодорожного рельса.
Т.к. в «закромах» рельса не оказалось, ДИМДИМ для поисков «донора» задействовал всех друзей, родственников и знакомых. Вскоре поиски увенчались успехом, и пользователь стал обладателем старого, но крепкого рельса.
Осталось отсечь от заготовки всё лишнее и придать ей нужную форму. Расчехлив отрезную машинку по металлу, пользователь приступил к работе.
По словам ДИМДИМ, на то, чтобы распилить на две части и отторцевать рельс, сделанный из высокоуглеродистой термообработанной стали, ушло 4 часа с регулярными остановками отрезной машинки, чтобы она успела остыть.
Затем наступил черед изготовления т.н. «рога» будущей наковальни. Т.к. отпиленная часть рельса не поместилась под нужным углом на станине отрезной машинки, пришлось разобрать зажимное устройство и состыковать станину с дополнительным столиком.
Пользователь с трудом обрезал рельс в виде треугольника, затем началась муторная работа по приданию «рогу» наковальни нужной формы.
Работа велась попеременно с использованием углошлифовальной машинки, отрезной машинки и разнообразных крепежей и подкладок.
На эту работу ушло ещё 5 часов.
ДИМДИМ
Сделав заготовки, я приступил к сборке наковальни и попытался соединить все детали вместе. Т.к. рельс попался кривой, детали соединить не удалось. Выручил меня мой друг и пользователь портала Movik.
Участник FORUMHOUSE предложил ДИМДИМ собрать наковальню на станине, в качестве которой приспособили стальной противовес от лифта. Как автор идеи, Movik сварил все детали в единую конструкцию.
Следующий этап – изготовление в «хвосте» наковальни квадратного отверстия, необходимого для закрепления разнообразных приспособлений – оправок, скоб, вилок для гибки и конусов, хвостовик которых имеет такое же сечение как «приёмное» отверстие.
При самостоятельном изготовлении наковальни умельцы делают «квадрат» по-разному. Отверстие прожигают сварочным аппаратом, высверливают и затем дорабатывают напильником. Пользователь упростил себе задачу – взяв «болгарку», он вырезал в рельсе паз, а затем приварил к торцу уголок, сделанный из Т-образной направляющей от лифта.
В собранном виде наковальня приобрела следующий вид.
Также пользователь сделал набор приспособлений для наковальни.
Самодельный переносной кузнечный горнГорн необходим для нагрева металлических заготовок. В качестве топлива чаще всего используется древесный или каменный уголь. Для того чтобы достичь высоких температур, в горн подаётся воздух. Для изготовления простейшего открытого переносного горна необходим «очаг», или, как его ещё называют, «горновое гнездо», а также основание и устройство для принудительной подачи воздуха.
ДИМДИМ
Чтобы понять, как делать кузнечный горн, я снова засел за штудирование интернета. Поиск выдал кучу идей по устройству самодельного горна. Как я понял – в ход идет все. Чаще всего горны делают из автозапчастей от ходовой части, наборов труб, фитингов и электрических вентиляторов.
Кроме этого, кузнечные горны делают из того, что есть «под ногами».
В качестве наддува часто применяются строительные фены (термофены).
Примерно определившись с конструкций горна, пользователь снова полез в «закрома» и откопал там переходник со стальной трубы на чугунную, который использовался, как мангал.
Размеры приспособы:
- диаметр – 35 см;
- высота – 35 см.
Внутри переходник выглядит, как труба с полочкой. Пока ДИМДИМ думал, что вставить в трубу, чтобы получилось настоящее «горновое гнездо», снова пришел Movik и принёс тормозной диск от внедорожника, который идеально подошел к трубе.
Дальше в ход пошли комплектующие, которые используются для монтажа водопровода. Это – тройник «двухдюймовка», муфта и обрезок трубы, выуженный из-за сарая. Все «богатство» состыковали, а Movik сварил.
На этом этапе самодельный кузнечный горн стал походить на законченный предмет.
Осталось только приделать зольник. На эту роль пустили кронштейн от полотенцесушителя, который приварили к трубе в виде клапана.
Еще одним незаменимым элементом кузницы является наковальня. На ней металлу придается необходимая форма, проводится закалка и другие основные операции.
Стационарные наковальни делают из прочной легированной стали, их масса достигает 350 кг. На наковальню приходится большая нагрузка, и поэтому она должна обладать устойчивостью и прочностью. При легком ударе кузнечным молотом хорошая наковальня издает ровный и чистый звук, а если в ней есть трещины или пустоты, звук получается глухим. На рабочей поверхности наковальни при надпиливании остается только едва заметный след.
Наиболее распространены двурогие наковальни (рис. 132), но встречаются и однорогие.
Рис. 132. Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Рогом называется выступ на ее боковой части, который, в зависимости от назначения, имеет разную форму (рис. 132, а). У большинства однорогих наковален он конусообразной формы и предназначен для гибки и раскатки закругленных частей изделий. Второй рог делается в виде усеченного конуса и удобен для загибания на углы меньше 90°.
У основания рога имеется специальная незакаленная площадка для рубки металла зубилом (рис. 132, е).
С противоположной стороны наковальня имеет похожий на рог выступ квадратной формы – хвостовик (рис. 132, б). Он используется для гибки под прямым углом.
У однорогих наковален для этой цели служит край рабочей поверхности.
Плоская поверхность в центре наковальни называется лицом, на ней производится большинство операций плоской ковки (рис. 132, в). Для большей прочности на нее иногда наваривается пластина из прочной стали – наличник.
На рабочей поверхности со стороны рога имеется одно или несколько круглых углублений для пробивания в заготовках отверстий (рис. 132, г). С другой стороны сделано квадратное отверстие 35 х 33 мм для установки подкладного инструмента (рис. 132, д).
Наковальня опирается на массивную ногу, или башмак (рис. 132, ж), который имеет четыре крепежных отверстия и выемку в нижней части основания. В башмак вставляется центральный шип, скрепляющий наковальню с подставкой.
Под наковальню необходимо сделать прочную деревянную или песочную подушку, которая гасила бы импульс от удара по лицевой части. Крепление производится с помощью костылей, вставляющихся в отверстия ноги, или хомутами. Для большей устойчивости основание немного вкапывают в землю.
Лицевая поверхность должна располагаться строго горизонтально. Вокруг наковальни оставляют свободное место, на котором, не мешая друг другу, могут работать кузнец и молотобоец. Для большего удобства ее размещают на расстоянии 1,5 м от горна рогом от него.
Высота, на которой устанавливается наковальня, делается такой, чтобы удар молотом по наличнику приходился горизонтально. При этом работающий не должен тратить дополнительных усилий на подгонку удара – нагибаться или слишком высоко поднимать инструмент вверх.
Поверхности горна и наковальни должны располагаться примерно на одном уровне, что уменьшает усилия при переносе деталей.
Из книги: Коршевер Н. Г. Работы по металлу
Со словом «кузня» обычно ассоциируется тёмное помещение с наковальнями, горнами, молотами и кузнечными клещами. Однако создание кузни своими руками значительно проще, чем кажется на первый взгляд. Кроме того, кузницу можно сделать довольно компактной, не приспосабливая под нее специальных помещений.
Собственно кузня – это помещение с оборудованием для проведения кузнечных работ. В кузне осуществляется разогрев заготовок металла и обработка их при помощи молотов и других кузнечных инструментов. Реже плавка металлов и сплавов для отливки, каких то элементов.
На самом деле, кузня вовсе не обязательно должна располагаться в помещении. В нашем случае кузница – это открытое пространство (или же пространство под навесом).
В кузне присутствует кузнечный горн – источник открытого огня. Из него часто выдуваются мелкие частички угля. Кроме того, металл обрабатывается в горячем состоянии около 800-900ºС. Поэтому пол в кузне должен быть не из горючих материалов и в близи работы горна и наковальни не должно быть электропроводов, так как часто раскалённые заготовки роняются на пол.
Основные инструменты, которые понадобятся для устройства кузницы:
Может быть практически любая, которую удастся найти. Главное чтобы края и рабочая поверхность наковальни были не сбиты (края должны быть ровными). При ударе молотком о настоящую кузнечную наковальню он должен от неё отскакивать, а сама наковальня должна сильно звенеть. Наковальня может быть установлена либо на большой деревянный пень либо на сваренный из уголка каркас. Второй вариант более функционален, кроме того, он позволяет кантовать наковальню и устанавливать её в любое место двора или помещения без особых проблем. Установка на пне, как правило, закрепляет наковальню на одном месте «навечно».
Высота установки наковальни обуславливается уровнем разгибания руки кузнеца: чтобы при ударе молотом – его поверхность была примерно параллельна земле.
Горн может быть сварен из листового металла с вложением вовнутрь огнеупорного кирпича. Чтобы не варить кузнечный горн можно использовать для этого разрезанный старый баллон. Кузнечный горн, как и наковальня, также устанавливается на сваренный из арматуры каркас на высоте примерно пояса кузнеца. Каркас горна менее массивный, чем у наковальни, из 12-14 арматуры.
На дно горна можно также сварить колосник (решетка, на которой располагается горящий уголь или дрова) из арматуры. Но промежутки между прутами колосника должны быть как можно тоньше (не более 1-2 мм), так как пламенный кузнечный уголь при горении распадается на очень мелкие частички и будет весь просыпаться через большие отверстия. Струя воздуха должна подаваться сбоку, немного под углом вниз, а не снизу как у печей. Это обусловлено тем, что струя сильная и при подаче снизу будет выдувать мелкие частички угля из горна, которые будут разлетаться довольно далеко.
Старый пылесос
Необходим для поддува воздуха в кузнечный горн при работе «на выдув».
Молот
Это обычный молоток. Но не такой как слесарный, у которого один конец тоньше. Молот – это молоток, у которого оба конца одинаково плоские. В отличие от кувалды молот имеет меньший вес (от 800 грамм до 2 кг) и короткую ручку для работы одной рукой. Молот следует выбирать, исходя из собственных физических возможностей, чтобы работать им долго и не уставать. Очень важно, чтобы молот был сделан из хорошей стали, лучше использовать старый советский. Китайские молоты могут расколоться после нескольких ударов, а у некоторых в процессе эксплуатации появляются бороздки на рабочей поверхности, что свидетельствует о низком качестве металла.
Основным отличием кузнечных тисков от слесарных является металл, из которого они изготовлены. Кузнечные тиски изготовлены из инструментальной стали, по ним можно бить, не опасаясь расколоть тиски.
Длинные ручки необходимы для работы с мелкими заготовками. Плюсом будет фиксирующее кольцо, которое скрепляет ручки «в замок», что позволяет не сжимать их с силой при работе с заготовкой.
Другие инструменты являются неспециальными или обычными слесарными.
Это оборудование для полноценной кузни может разместиться в углу, на площади менее 1 квадратного метра, так как наковальню и горн можно двигать. Если планируется работать в закрытом помещении, то в месте установки горна следует также дополнительно изготовить вытяжку. Если кузня разместиться во дворе или под навесом, то вытяжка не нужна, при активном горении кузнечный горн выделяет мало дыма.
Уголь для ковки нужен «пламенный». Отличить его можно по весу. Куски этого угля даже очень большие – очень лёгкие. Он сильно разгорается, быстро сгорает и даёт большую температуру необходимую для нагрева заготовок до температуры ковки. Выбирать следует большие и средние куски. Маленькие быстро прогорают и не дают нужной температуры.
Как сделать наковальню – виды конструкций и этапы сборки
Как сделать наковальню без особых усилий и затрат в своей домашней мастерской, какой материал выбрать и что нужно учесть — об этом в нашем материале.
Даже в обычной мастерской нужна поверхность, позволяющая выровнять, изогнуть пруток, расплющить гвоздь или сделать другую подобную операцию. Изготовленная наковальня своими руками или же покупная лучше всего подходит для подобного рода работ, не говоря уже о кузнечном деле.
Как сделать такое приспособление без особых усилий и затрат в своей домашней мастерской, какой материал выбрать и что нужно учесть — об этом в нашем материале.
Конструктивные особенности наковальни
Конечно, можно не изготавливать точную копию такого приспособления и просто делать все работы на ровной металлической плите. Однако, для упрощения многих операций наковальня имеет свои особенности в конструкции. Приспособление состоит из следующих частей.
- Лицо.
- Рог.
- Лапы.
- Обода.
Лицевая часть наковальни — это ее плоская верхняя часть, на которой и производится основная масса всех кузнечных и слесарных работ. Для выполнения операций по прошивке заготовок или их гибки в этой части может иметься глухое отверстие.
Рог — может быть один (с одной стороны), или два (с двух сторон). Это конусообразный выступ с торцевой части наковальни. Назначение рогов — гибка, раскатка или свертка заготовок, по сути, используются как оправки. Если наковальня имеет два рога, то обычно второй имеет форму пирамиды для придания изделиям более сложных конфигураций.
Лапы предназначены для установки приспособления. В случае стационарного монтажа наковальни, в лапах предусмотрены отверстия для жесткой фиксации.
Обода — это зона на лицевой поверхности возле рога, служит для выполнения обжимок листового металла.
Также в некоторых видах наковален могут иметься слесарные тиски с противоположной рогу стороны. Это делается для удобства выполнения многих кузнечных операций.
Устройство и типы наковален
В зависимости от наличия или отсутствия этих элементов, наковальни могут быть разных типов: безрогие, однорогие и двурогие.
Требования к кузнечной наковальне
Если для вашей мастерской требуется изготовить такое приспособление, то нужно учесть некоторые требования.
- Размеры и масса. Для небольших по размеру поковок можно обойтись и относительно маленькими наковальнями, которые можно установить на стол или верстак. Однако, для серьезных кузнечных работ потребуется массивное, надежно закрепленное, приспособление. Заводские приспособления имеет стандартную массу в 5, 10, 30, 50 и 100 кг.
- Соответствия параметров. Простую ковку можно делать даже на обычном куске швеллера. Но, если работы включают такие кузнечные операции, как прошивка, гибка, развертка, нужно соблюдать параметры и размеры. Грани наковальни в таком случае должны быть выдержанными под прямым углом, а отверстия располагаться в удобных точках. Рога должны быть соответственно равномерно скругленными, обод — точным прямоугольником.
В домашних условиях точную копию заводского изделия будет изготовить сложно, однако некоторые условия можно соблюсти. Итак, как и из чего делается самодельная наковальня?
Как изготовить
Изначально нужно подобрать соответствующий материал. В заводских условиях для изготовления такого кузнечного приспособления берут сталь марки 35Л. Это один из легированных сортов металла. Но для домашней мастерской можно использовать кусок железнодорожного рельса.
На временный вариант подойдет и швеллер, однако надолго такого приспособления не хватит, оно неизбежно деформируется.
Как сделать наковальню из рельса своими руками? Весь алгоритм изготовления можно посмотреть в предоставленном видео:
- Для изготовления потребуется кусок рельса длиной 200-300 миллиметров или более, если нужно приспособление большего размера.
- Изначально проводиться разметка заготовки. На поверхности обозначают, где будет рог и обод.
- Используя болгарку, с края по разметке срезают лишний металл, формируя треугольную форму будущего рога. После обрезки его желательно скруглить, для чего опять используется шлифовальная машина.
- Под треугольником рога нужно вырезать выемку.
- С противоположной стороны отмечают расположение обода или пятки. Лишний металл срезается точно под прямым углом.
- Лицевую часть наковальня из рельса должна иметь ровную, поэтому все выступы на верхней части тщательно выравнивают напильником и шлифуют.
- Для надежного закрепления приспособления нужно проделать отверстия в подошве рельса.
- Нерабочие боковые поверхности очищаются от следов коррозии и загрязнения, после чего окрашиваются.
- Самодельная наковальня готова, после чего ее нужно надежно зафиксировать. Как это сделать, можно посмотреть видео:
Однако, изготавливая такую наковальню, в результате можно получить неширокую лицевую часть. Чтобы это исправить, можно применить ту же технологию, но перевернув рельс наоборот, таким образом получив широкую подошву заготовки в качестве рабочей поверхности.
Сделав такое приспособление из рельса своими руками, переходим к его установке, для чего можно использовать дополнительные швеллеры в качестве крепежа.
Наковальня из рельса
Как вариант, для исходного материала наковальни может послужить и кусок мощной двутавровой балки.
Но, имея более тонкий металл на своих полках, она подойдет для небольших поковок и со временем деформируется.
Такие самоделки могут на время заменить полноценное заводское изделие. Однако, со временем для нормальной и удобной работы лучше приобрести настоящее приспособление, которое намного удобней и позволяет обрабатывать металл различными приемами.
Качественная наковальня с закаленной поверхностью при проверке ударом звенит на высоких тонах, а молоток при этом отскакивает.
Если у Вас есть опыт по изготовлению самодельных наковален, поделитесь им в блоке комментариев к этому материалу. Из чего вы изготавливали такое оборудование и как оно себя показывает во время использования.
| Артикул | ||
|---|---|---|
| Ширина губок, мм | 100 | 125 |
| Материал губок | Высокоуглеродистая сталь | Высокоуглеродистая сталь |
| Материал основания | Чугун | Чугун |
| Материал ходового винта | Высокоуглеродистая сталь | Высокоуглеродистая сталь |
| Максимальное расстояние между губками, мм | 100 | 140 |
Тиски поворотные в 2х плосктях 100мм + наковальня (арт.20088)
Слесарные тиски поворотные (цилиндрические) – приспособление, которое применяется для установки и фиксации заготовки из различных материалов, и различных форм, при выполнении различны ремонтных, сборочных и т.д. работ.
Тиски слесарные цилиндрические нашли широкое применение не только в мастерских или на производстве, но и также широко применяются в быту, они позволяют выполнять не только повороты заготовки, но и также наклоны. Также они незаменимы при работе с заготовками круглой формы (труба, пруток, круг и т.д.)
Тиски слесарные поворотные имеют отверстия в подошве (опоре) для закрепления на верстаке или рабочем столе
| Наименование параметра | Значение |
|---|---|
| Ширина рабочих губок, мм (дюйм) | 100 (4″) |
| Ход подвижной губки (зев), мм | 100 |
| Глубина зева, мм | 55 |
| Размер наковальни, мм | 65х48 |
| Масса, кг | 10 |
Тиски слесарные цилиндрические (поворотные в двух плоскостях), их особенностью является возможность наклона (поворота) тисков на заданный угол. Тиски оснащены шкалой.
Особенности поворотных тисков:
– Возможно поворачивать тиски на 360° вокруг 2х осей
– Вторые губки предназначены для фиксации круглых заготовок
– Градуированная шкала для выполнения наклона тисков
– Четыре крепежных отверстия для фиксации на рабочем верстаке (столе)
– Мощная, высококачественная конструкция изготовленная методом чугунного литья
– На верхней части тисков наковальня
Купить слесарные тиски поворотные цилиндрические дешевле, Вы можете оформив заказ в магазине cooltool.prom.ua. У нас Вы всегда можете купить слесарные тиски поворотные цилиндрические, с доставкой по Украине.
Как установить тиски для столба? – Тиски
Привет, ребята, может ли кто-нибудь помочь мне понять, как установить тиски? Я только что закончил чистить тиски, которые получил бесплатно. Это старый индейский вождь с 4 1/2 дюймовой челюстью. Резьба винта в отличном состоянии, не думаю, что предыдущий владелец им часто пользовался. Я использовал процесс, называемый электролизом, который отлично справляется с удалением ржавчины, посмотрите его на YouTube, если вам нужно очистить старый металл. Если вам нужны фотографии тисков, я могу их выложить.Хорошо, спасибо.
Эмпирическое правило или локоть, сформулированное Джорджем, верно. Моя работа выполнялась на 8-дюймовых торцевых железнодорожных тисках.
Убедитесь, что тиски надежно закреплены на стойке, диаметр которой достаточен для удержания тисков, а также веса работы, над которой вы работаете. Мои тиски могли удерживать материал весом в несколько сотен фунтов (колесо телеги). Вы можете купить обработанные отбраковки телефонных столбов. Их специально обработали для того, чтобы их поместили в землю, поэтому они служат долго.
Убедитесь, что размещение не является обязательным для работы, которую вы будете выполнять. Желательно, если вы правая рука, поместите тиски справа и достаточно далеко от любой рабочей зоны или острых углов другого оборудования, чтобы не мешать рычагу. Но, достаточно близко, чтобы горячая работа могла быть зажата, не теряя слишком много тепла. Вам придется копать, и если у вас есть механический шнек, тем лучше, или вам придется копать и копать еще, чтобы разместить столб. В любом месте от 3-4 футов достаточно глубоко. Вы можете пойти дальше, если вам тоже не все равно.
Не используйте бетон или цемент для закрепления тисков в земле. Вы пожалеете об этом, когда вам придется раскопать пост. С возрастом, погодными условиями, влажностью и крутящим моментом, который передается от тисков к стойке, в конечном итоге возникнут слабые места, и столб начнет раскалываться, и вам придется его заменить, что означает … бетон или возьмите обратную лопату, прицепите стойку и выверните ее.
Чтобы закрепить столб в земле, используйте только грязь и глину, с несколькими гальками и небольшими камнями, смешанными во влажных слоях.Вы можете добавить немного песка, который заполнит любые воздушные карманы, когда столб осядет. Утрамбуйте каждый слой твердым слоем с краями 2х4. Используйте уровень, чтобы столбик оставался вертикальным. Вы также можете обернуть стойку обрезком кожи, проволокой (проволока для фортепиано отлично подойдет, если вы можете ее приобрести) или обоими, чтобы предотвратить преждевременное разделение. Особенно, если вы используете винты с затяжкой 1/2 дюйма или больше, крепящие тиски на 4 дюйма или глубже в стойку.
Я использовал этот метод, и мои штифтовые тиски использовались ежедневно более 13 лет, прежде чем штифт пришлось заменить.
Удачи
Harbor Freight 4 в шарнирных тисках с наковальней. Руководство по продукту
Страница. в качестве шаблона для разметки точек сверления.
Установите тиски на верстак так, чтобы
установочные отверстия располагались как нужно. Карандашом отметьте
точек, в которых нужно закрепить тиски на
верстаке.Отложите тиски в сторону.
2. Просверлите отверстия соответствующего размера
(там, где ранее отмечалось карандашом)
через верх верстака.
ВНИМАНИЕ! Перед сверлением отверстий
проверьте наличие скрытых электрических проводов
или шнуров на траектории сверления.
3. Осторожно установите основание с монтажными отверстиями
, соответствующими
отверстиям, предварительно просверленным через
в верхней части рабочего стола.
Примечание. Диаметр монтажного болта должен соответствовать монтажным отверстиям
.Длина монтажного болта
зависит от толщины рабочего стола.
4. Вставьте болты из закаленной стали
(не входят в комплект), подходящего диаметра и длины
, вниз
через основание и верстак.
Закрепите монтажные болты соответствующими шайбами и гайками
.
Инструкции по эксплуатации
1. Ослабьте две ручки основания, чтобы
позволял основанию поворачиваться. Перед работой затяните базовые ручки
.
2. Поверните рукоятку против часовой стрелки
, чтобы открыть губки тисков.
3. Поместите заготовку внутрь губок.
4. Затяните губки против заготовки
, повернув рукоятку по часовой стрелке до тех пор, пока
не будет надежно удерживаться внутри губок.
Техническое обслуживание
1. Поддерживайте смазку движущихся частей.
Сотрите смазку с
рукояток и губок.
2. Содержите губки в чистоте.
3.Для очистки
губки снимаются и заменяются.
Каждый крепится двумя винтами с головкой под ключ.
4. Проверьте и затяните крепежные винты / болты
, чтобы убедиться, что тиски
не ослаблены из крепления.
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ СЛЕДУЮЩИЕ СЛЕДУЮЩИЕ
ПРОИЗВОДИТЕЛЬ И / ИЛИ ДИСТРИБЬЮТОР ПРЕДОСТАВИЛ ПЕРЕЧЕНЬ ДЕТАЛЕЙ И ДИАГРАММУ СБОРКИ
В ЭТОМ ДОКУМЕНТЕ ТОЛЬКО В КАЧЕСТВЕ СПРАВОЧНОГО ИНСТРУМЕНТА. ПРОИЗВОДИТЕЛЬ
ИЛИ ДИСТРИБЬЮТОР НЕ ПРЕДОСТАВЛЯЮТ ПОКУПАТЕЛЮ
КАКИХ-ЛИБО ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ, ЧТО ОН ИЛИ ОНА КВАЛИФИЦИРОВАН ДЛЯ СДЕЛАТЬ ЛЮБОЙ РЕМОНТ ПРОДУКТА, ИЛИ
, ЧТО ОН ИЛИ ОНА ЗАМЕНЯЕТ КАЧЕСТВЕННЫЙ ЗАМЕН .Фактически, ПРОИЗВОДИТЕЛЬ И / ИЛИ ДИСТРИБЬЮТОР
ЯВНО УКАЗЫВАЕТ, ЧТО ВСЕ РЕМОНТЫ И ЗАПЧАСТИ
ДОЛЖНЫ БЫТЬ СДЕЛАНЫ СЕРТИФИЦИРОВАННЫМИ И ЛИЦЕНЗИРОВАННЫМИ ТЕХНИКАМИ,
, А НЕ ПОКУПАТЕЛЕМ. ПОКУПАТЕЛЬ ПРИНИМАЕТ ВСЕ РИСКИ И ОТВЕТСТВЕННОСТЬ, ВОЗНИКАЮЩИЕ В ОТНОШЕНИИ
ЕГО ИЛИ ЕГО РЕМОНТА ОРИГИНАЛЬНОГО ИЗДЕЛИЯ ИЛИ ЗАМЕННЫХ ЧАСТЕЙ,
ИЛИ ПОЛУЧЕНИЯ ЕГО ИЛИ ЕГО УСТАНОВКИ ЗАПАСНЫХ ЧАСТЕЙ.
Руководство для модели 63189 6 дюймов. Поворотные тиски с наковальней
3491 Mission Oaks Blvd.• Почтовый ящик 6009 • Камарилло, Калифорния 93011 • 1-888-866-5797
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ СЛЕДУЮЩИЕ
ПРОИЗВОДИТЕЛЬ И / ИЛИ ДИСТРИБЬЮТОР ПРЕДОСТАВИЛ ПЕРЕЧЕНЬ ДЕТАЛЕЙ И СХЕМА СБОРКИ В ДАННОМ СХЕМЕ
ТОЛЬКО В ЭТОМ ДАННОМ СООТВЕТСТВИИ . ПРОИЗВОДИТЕЛЬ ИЛИ ДИСТРИБЬЮТОР
НЕ ПРЕДОСТАВЛЯЕТ ПОКУПАТЕЛЮ ЛЮБОЙ ЗАЯВЛЕНИЯ ИЛИ ГАРАНТИИ, ЧТО ОН ИЛИ ОНА
КВАЛИФИЦИРОВАН ДЛЯ СОВЕРШЕНСТВОВАНИЯ ЛЮБОГО РЕМОНТА ПРОДУКТА, ИЛИ ЧТО ОН ИЛИ ОНА СООТВЕТСТВУЕТ ЗАМЕНА ДЕТАЛЯ
ИЗДЕЛИЯ .Фактически, ПРОИЗВОДИТЕЛЬ И / ИЛИ ДИСТРИБЬЮТОР ЯВНОУКАЗЫВАЕТ, ЧТО ВСЕ РЕМОНТЫ И ЗАМЕНА ДЕТАЛЕЙ ДОЛЖНЫ БЫТЬ ВЫПОЛНЕНЫ СЕРТИФИЦИРОВАННЫМИ И
ЛИЦЕНЗИРОВАННЫМИ ТЕХНИКАМИ, А НЕ ПОКУПАТЕЛЕМ. ПОКУПАТЕЛЬ ПРИНИМАЕТ ВСЕ РИСКИ И ОТВЕТСТВЕННОСТЬ
, ВОЗНИКАЮЩИЕ ИЛИ ЕЕ РЕМОНТЫ ОРИГИНАЛЬНОГО ИЗДЕЛИЯ ИЛИ ЗАПАСНЫХ ЧАСТЕЙ
ТАМ, ИЛИ ВОЗНИКАЮЩИЕ ИЗ ЕГО ИЛИ ЕГО УСТАНОВКИ ЗАПАСНЫХ ЧАСТЕЙ.
Ограниченная гарантия на 90 дней
Harbor Freight Tools Co.прилагает все усилия, чтобы гарантировать, что его продукция соответствует высоким стандартам качества и долговечности,
, и гарантирует первоначальному покупателю, что этот продукт не имеет дефектов материалов и изготовления в течение периода
, составляющего 90 дней с даты покупки. Эта гарантия не распространяется на ущерб, прямо или косвенно вызванный
неправильным использованием, злоупотреблением, небрежностью или несчастными случаями, ремонтом или изменениями за пределами наших объектов, преступной деятельностью, неправильной установкой
, нормальным износом или отсутствием обслуживания.Мы ни в коем случае не несем ответственности за смерть, травмы
людям или имуществу, а также за случайные, случайные, специальные или косвенные убытки, возникшие в результате использования
нашего продукта. В некоторых штатах не допускается исключение или ограничение случайных или косвенных убытков, поэтому указанное выше ограничение исключения
может не применяться к вам. ДАННАЯ ГАРАНТИЯ ЯВНО ЗАМЕНЯЕТ ВСЕ ДРУГИЕ ЯВНЫЕ ИЛИ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ
, ВКЛЮЧАЯ ГАРАНТИИ КОММЕРЧЕСКОЙ ЦЕННОСТИ И ПРИГОДНОСТИ.
Чтобы воспользоваться данной гарантией, продукт или его часть должны быть возвращены нам с предоплатой транспортных расходов
. Подтверждение даты покупки и объяснение рекламации должны сопровождать товар.
Если наша проверка подтвердит наличие дефекта, мы либо отремонтируем, либо заменим продукт по нашему выбору, либо
может принять решение о возмещении покупной цены, если мы не можем быстро и быстро предоставить вам замену. Мы вернем отремонтированные продукты
за наш счет, но если мы определим, что дефект отсутствует или что дефект вызван
причинами, не входящими в рамки нашей гарантии, вы должны нести расходы по возврату продукта.
Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые варьируются в зависимости от штата.
елликанс, Bankchroef, сату, imadlło | Винтовые тиски, вероятно, являются самым важным изобретением в мире, но они уходят так далеко в прошлое, что не могут быть приписаны ни одному изобретателю, ни Да Винчи, ни Аристотелю (оба сторонники винтов).Первые винтовые тиски были сделаны полностью из дерева, а винты нарезались в основном вручную или на примитивных токарных станках по нарисованным от руки схемам.
Расширенное использование винтовых тисков последовало за достижениями в токарно-винторезных станках и, вероятно, было одной из основных движущих сил потребности в оборудовании для нарезания винтов.
На протяжении более трех столетий использовались точеные металлические винты с гайками, сделанными из катушек небольшого стержня, припаянных к трубе.
Ценность тисков настолько велика, что они не стали ждать, пока технология производства наверстает упущенное.Только в 1860-х годах гайки (коробки) тисков имели нарезанную резьбу. Винтовые тиски – один из наиболее часто используемых инструментов в любой мастерской. Тиски используются часовщиками, ювелирами, скульпторами, мебельщиками, машинистами, кузнецами и многими другими. В современных механических цехах, где вручную делается очень мало, большинство станков оснащено специальными рабочими зажимами. В токарном станке были разработаны тиски для удержания круглых заготовок, 3-х и 4-х кулачковых патронов. В кузнице часто думают о наковальне как о самом важном инструменте. Но кузнец тратит столько же или больше времени на тиски, пиление, опиливание, шлифование, сварку и долбление. В магазине с одной наковальней можно увидеть три и более тисков. Ручной шлифовальный станок в значительной степени заменил опиловку, но тиски по-прежнему используются для удержания шлифуемой работы. Сегодня, когда большинство производителей настольных тисков перемещаются за границу, где используются низкокачественные отливки и удешевленные методы производства, возродился интерес к старым, хорошо сделанным американским и европейским тискам.Скамейки, которые нельзя было раздать десять лет назад, сейчас продаются почти по новым ценам. Дополнительные материалы для тисков , Стоимость магазина, настройка, вспомогательные инструменты, рекомендации по использованию, техническое обслуживание.
|
Postvises
PostvisesПоследняя редакция: 8 июля 2020 г.
Дом в долине Френч-Крик Вернуться в Кузнечное дело
Гильдия металлургов
Связаться с нами
Введение
Для чего / использования / назначения почтовых тисков?
Хороший вопрос!
В отличие от большинства настольных тисков для механических станков, кузнечные тиски для столба или ножные тиски предназначены для забивания молотком.Длинная нога передает энергию ударов молота от массивной неподвижной челюсти к полу.
Горячее железо закрепляется в тисках, а затем ударами молотка придается ему нужная форма.
Хотя многие тиски для столбов устанавливаются на краю скамейки, идея «столба» заключается в том, что вы можете закопать здоровенный столб. вертикально в пол кузнечной мастерской и прикрепить тиски к столбу. Тогда у вас есть доступ к тискам со всех сторон. В любом случае нога должна быть надежно закреплена на уровне пола, чтобы она могла выдерживать мощные удары молотка.
Когда кто-то видит чертежи плана кузнечного цеха, кузница, столбы и наковальня стратегически расположены так, чтобы образовать треугольник с кузнецом в центре. Таким образом, кузнецу нужно сделать всего один шаг от кузницы, чтобы добраться до любого наковальня или тиски.
Как вы видите ниже, я устанавливаю тиски для столбов на подставки, чтобы они были подвижными, но устойчивыми. Во многих случаях нам нужно согнуть и закрутите заготовку, зажатую в губках тисков.Так что всегда есть компромисс между сопротивлением движению и вращение против абсолютной неподвижности.
Кузнечная часть в моем домашнем магазине довольно маленькая, поэтому мне приходится перемещать вещи в зависимости от проекта. В этом магазине бетонный пол, поэтому идея постоянного крепления в полу в любом случае отсутствует.
Как крепить почтовые тиски:
Выше вы можете увидеть одну из первых тисков для постов, которые я собирал и монтировал за эти годы.Обратите внимание на критерий стоя против тисков для масштабирования.
Я заплатил всего 20 долларов за один и целых 60 долларов.
Вес варьируется от 35 фунтов до 75 фунтов.
За годы я собрал около 8 или 10 почтовых виз. Я знаю, что это не большая коллекция, я видел места
где у ребят их 20 или 30!
Две мои установленные тиски для столба (и 5 других подставок, которые я сделал) смонтированы на основании 215 фунтов New Holland model 66.
маховики пресс-подборщика сена.Есть много небольших тюковых пресс-подборщиков New Holland с аналогичным маховиком: 68, 273,
и, возможно, даже такой же новый, как 326.
Дело в том, что вы хотите искать пресс-подборщики, которые полностью вышли из строя, спрятавшись в “роще” какого-нибудь фермера,
если вы хотите получить их по невысокой цене.
Я получил маховики пресс-подборщика, просто рекламируя их в наших местных газетах для покупателей. (Мы живем в фермерской стране западного Висконсина).
Примерно в 1990 году, когда я начал накапливать эти маховики, я предложил платить по 10 долларов за каждый, если они все еще были на пресс-подборщике, или по 15 долларов.
каждый, если владелец удалил его.Во всех случаях парень выбрал путь за 15 долларов.
Одно из отверстий в маховике как раз подходит для стойки тисков.
Как бы вы ни устанавливали тиски для столба, учтите это:
Известный кузнец Петр Севин продемонстрировал на нашей весенней конференции в 2007 году.
материал, но временное крепление для тисков позволило тискам легко поворачиваться для выполняемой работы.
На это он сказал: «Мне нравится
иметь хотя бы одно место в магазине, где есть неподвижный предмет! »
Я использовал почтовые тиски на многих участках, которые шевелятся, вращаются, имеют верхнюю часть тяжелой и / или не имеют места для размещения инструментов.Вы должны выбрать между переносимостью и стабильностью. Если вы будете использовать большинство «переносных» почтовых тисков на грунтовом полу пол НИКОГДА не будет достаточно ровным, чтобы он не раскачивался, например, при горячем шипении.
Как я уже говорил ранее, мои тиски устанавливаются на маховики пресс-подборщика весом 215 фунтов. Вся сборка разбирается на 3 части; в тиски, вертикальная 3-дюймовая подставка для труб, которая (в будущем) будет иметь квадратный стол 17 дюймов толщиной 3/8 дюйма с 3 сторонами высотой 1 1/2 дюйма, приваренными к верхней части трубы, и круглым монтажным фланцем, приваренным к дно и, наконец, маховик.Я могу справиться со всем сам (возраст 75 лет) с 2 X 6, чтобы использовать, чтобы катить маховик в фургон.
Вот фото столов, которые я сделал несколько лет назад. Их 5 штук установлено на стендах почтовых услуг.
на выставочной площадке Nowthen, Minnesota Threshing.
Друг недавно купил Harbour Frieght “Skyhook” примерно за 50 долларов, который крепится на хвосте его пикапа. грузовой ящик. Он использует это, чтобы поднять на борт свои «портативные» вещи (например, почтовые тиски).
Если мне действительно нужно “выкрутить” деталь в тисках, я сделал стержень, который зацепляется за подставка, которая позволяет мне тянуть работу и штангу вместе, как затягивание болта двумя гаечными ключами. Это работает очень хорошо, когда я помещаю свой ВЧ-трубогиб “mini-hossfeld” в тиски, чтобы использовать его.
Наконец, никто не сказал, что у вас может быть только одна почтовая тиски.
Если есть место, возьмите переносной, который вы можете перемещать, рядом с наковальней, а постоянный – на наковальне.
тяжелая скамья.
Вот несколько изображений различных частей тисков
Обратите внимание, что я уже сжег часть ступицы на маховике, чтобы она легла на пол. Некоторые модели не эта ступица должна выступать достаточно далеко, чтобы ее нужно было отрезать. Обратите внимание, что эти изображения взяты из разных тисков. чем тот, что вверху этой страницы.
Маховик, вид снизу
Маховик, вид сверху
Стенд
Используемые тиски
Milwaukee Tool & Equipment Company
ТИКИ ДЛЯ ДЕРЕВООБРАБОТКИ НЕПРЕРЫВНОГО И БЫСТРОГО ДЕЙСТВИЯ
| Разработан и изготовлен для работы в самых суровых условиях.Резьбовой винт контрфорса и бронзовая гайка тщательно обработаны так, чтобы
Эти тиски имеют непрерывный винт с быстрым движением. Эти
тиски устанавливаются заподлицо на стандартную столешницу 2 1/4 дюйма. Вся деревообработка
челюсти тисков просверлены и нарезаны резьбой для облегчения установки деревянных поверхностей
при желании. В каждом тиске есть встроенная собачка для дополнительной универсальности.
Доступен на ваш выбор с деревянной или алюминиевой ручкой. Отвечает всем федеральным спецификациям: GGG-V-445 тип I, класс II. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ТИКИ RAPID ACTION ДЛЯ ДЕРЕВООБРАБОТКИ
| Разработан и изготовлен для работы в самых суровых условиях.Резьбовой винт контрфорса и бронзовая гайка тщательно обработаны так, чтобы
Эти тиски имеют непрерывный винт с быстрым движением. Эти
тиски устанавливаются заподлицо на стандартную столешницу 2 1/4 дюйма. Вся деревообработка
челюсти тисков просверлены и нарезаны резьбой для облегчения установки деревянных поверхностей
при желании. В каждом тиске есть встроенная собачка для дополнительной универсальности.
Доступен на ваш выбор с деревянной или алюминиевой ручкой. Отвечает всем федеральным спецификациям: GGG-V-445 тип I, класс II. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ТИСУ ДЛЯ ДЕРЕВООБРАБОТКИ С ВИНТОВЫМИ ДРЕВЕСИНАМИ
| Разработан и изготовлен для работы в самых суровых условиях.Стальной винт и гайка тщательно обработаны, поэтому они обеспечивают
безотказный срок службы. Эти тиски подходят к стандартному
Столешница 2 1/4 дюйма. Все кулачки деревообрабатывающих тисков просверлены и нарезаны резьбой.
для легкого монтажа деревянных поверхностей при желании. В каждом тиске есть встроенный
скамейка для собак для дополнительной универсальности. Доступен на ваш выбор из дерева или
алюминиевая ручка. Отвечает всем федеральным спецификациям: GGG-V-445 тип I, класс II. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
MILWAUKEE WORKSHOP WOODWORKING VISE
| Это средние столярные тиски, идеально подходящие для небольших магазин или домашнего использования.Изготовлен из высокопрочного серого чугуна, полностью обработан. Фронт и задние челюсти просверлены для облегчения установки деревянной поверхности и верстака. Эти тиски подходят для стандартной столешницы толщиной 2 1/4 дюйма. |
| ||||||||||||||||||||||
Создание магазина
Создание магазина[На главную] [Покупка Инструменты] [Настройка магазина] [Наковальни] [Щипцы] [Легвизе] [Кузнец Инструменты на продажу] [Воздух Молотки] [Механические Молотки]
Обновлено Среда, 18 сентября 2019 г.Строится
Наковальня Стенд Высота определяется ростом кузнеца, который на нем работает. Подставка сконструирована так, чтобы наковальня только касалась второго сустава сустава. слабо сжатый кулак кузнеца, когда он стоит прямо и высоко. Смотрите фото на верно. Если подставка для опоры сделана из стали или бетона, то необходимо использовать деревянную прокладку. размещать под наковальней вдали от подставки для поглощения сотрясения! Дуб – хорошая древесина для этой цели. Толщина прокладки должна быть не менее 1 дюйма.Отказ от использования прокладки, когда использование наковальни на твердой поверхности приведет к износу нижней части наковальни и талия медленно изгибается со временем.
Высота кузницы – это то, что каждый кузнец должен решить для себя исходя из веса и габаритов работы и роста кузнеца. Это кузнечный очаг высота, которая важна, а не высота стенок кузницы. В Кузнецу необходимо уметь поднимать утюг в огонь и извлекать его из огня. удобное положение и высота, позволяющая держать руки рядом с кузнец бока, поднимая и не протягивая руку перед кузнецом.Если Смит большую часть времени работает с поднятыми вверх руками, чтобы работать с огонь, то у него быстро заболеет спина и плечи. Лучше всего установить высоту очага примерно на уровне суставы среднего пальца руки, когда кузнец стоит прямо со своей руки расслаблены и сжаты в кулак. Где-то близко к этому уровню должно быть удобен для любого кузнеца. Установлен уровень верха кузнечного очага. к этому уровню – стороны или края кузницы не включаются в это измерение.Средняя высота для высота кузнечного очага от пола составляет 31 дюйм или 31-1 / 2 дюйма.
Для измерения роста станьте прямо и прямо, руки по бокам свободно, Измерьте расстояние от пола до суставов второго пальца руки или до точки посередине между суставами второго пальца и суставом кисти. Этот измерение – правильная высота пода для кузницы общего назначения. Если кузнец проектирует кузницу по индивидуальному заказу, см. Мои Страницы Forge Design для получения дополнительной информации Информация.Планирование кузницы включает в себя теории высоты и размера кузницы, как а также стили и причины для них.
Ножковые тиски (пост-тиски) . Тиски крепятся либо к пню, помещенному в пол, либо к деревянному верстак или стальной верстак с деревянной прокладкой между монтажной пластиной тиски и стальной стол. Никогда не устанавливайте тиски на бетонную или стальную скамью. без толстой деревянной прокладки между ними, иначе крепежные болты быстро выйдут из строя. изношены или вырваны из-за сотрясения мозга.Отрегулируйте монтажный кронштейн на задняя челюсть по высоте скамейки или пня.
Поместите тиски в такое место в магазине, которое обеспечивает открытый доступ со всех сторон. тиски минимум на несколько футов. Имейте в виду, что вы можете размещать длинные стержни. в губках этих тисков так, чтобы стержни выступали на большое расстояние вбок из тисков (параллельно губкам). Вам понадобится место вокруг тисков для рабочие и маневренные инструменты. Широко открытый путь от кузницы до этих тисков необходимо, чтобы можно было перемещать длинные стержни из огня в тиски без препятствия.Скамейка или пень должны стоять твердо, не шевелясь во время работы. Покачивание тисков раздражает и может мешать работе. На фото здесь показано эти тиски крепятся к стальной трехногой скамейке с деревянной прокладкой для поглощения сотрясение между тисками и скамьей. Эта скамья уравновешена бочка для воды и большой набор инструментальных стоек (позже заполненных щипцами и молотки и зажимы).
Для получения дополнительной информации о legvises перейдите на Страница Legvise.
Последнее обновление Среда, 18 сентября 2019 г.
Эта страница создана 26 августа 2001 года.
.