Как паять канифолью — Журнал о строительстве и ремонте
Для того чтобы заниматься ремонтом радиоаппаратуры и бытовой техники в большинстве случаев будет не лишним умение паять. Это потребуется как профессиональным специалистам, выполняющим ремонтные работы электроники ежедневно, так и начинающим радиолюбителям. Начинать всё нужно с приобретения паяльника. Обязательно необходима канифоль, без которой никакой пайки не получится. Не обойтись и без припоя, например ПОС-61.
Как паять канифолью правильно знают люди, имеющие практику в этом деле. Для всех, кто будет заниматься этим ответственным и важным делом впервые, мы рассмотрим нехитрые секреты надежной и качественной пайки и основные ее правила.
Новое жало паяльника не сможет смачиваться припоем пока его не облудят. Эта процедура выполняется с помощью канифоли и проволоки ПОС-61. Когда паяльник разогревается, его нужно опустить в канифоль, после чего добавить припоя, продолжая обмакивать его в канифоль.
Для того чтобы выпаять необходимую деталь из платы (транзисторы, резисторы, конденсаторы и т. д.) необходимо макнуть паяльник в канифоль и приложить к её ножке. После разогрева, деталь легко достается. Если контактов несколько, равномерно прогреваем поочередно каждый из них. Чтобы достать необходимую деталь, лучше всего пользоваться пинцетом, поскольку она будет горячей.
Чтобы соединить контакты и припаять нужную радиодеталь, также необходима сосновая канифоль. Без нее ничего не получится. Стоит обратить внимание на то, что паяльник должен быть сильно разогретым. Недостаточная температура не сможет обеспечить надежной и прочной пайки.
Следующим важным правилом является качественная зачистка контактов. Следует хорошо смачивать контакты канифолью. Если этого не сделать, это обычно приводит к сбоям в работе, а через некоторое время к полной потере контакта.
Ошибочно многие пытаются паять только острым концом жала паяльника. Это неправильно, поскольку большая площадь касания сможет сократить время, необходимое на прогрев, за счет увеличения теплообмена. Паять канифолью на самом деле совсем несложно. Подготовленную деталь подносят к емкости с флюсом, опуская ножку в массу, а после сразу же выполняется лужение.
На плату канифоль переносится паяльником, далее снова проводится лужение. После достаточного прогрева кончик жала паяльника обмакивается в канифоль, и сразу же набирается на него припой. Очень важно все делать оперативно, поскольку оставленная надолго канифоль на паяльнике может обгореть. По всей обрабатываемой поверхности нужно добиваться равномерного распределения сплава.
Жидкая канифоль изготавливается методом растворения в спирте или ацетоне. Она применяется в работе, когда необходимо чтобы флюс легче растекался по рабочей поверхности. Если использовать канифоль в жидком виде, то она наносится на хорошо зачищенные поверхности еще до прогрева места пайки.
Если использовать канифоль в жидком виде, то она наносится на хорошо зачищенные поверхности еще до прогрева места пайки.
Чтобы научиться качественно паять не потребуется много времени. Несколько часов тренировки позволят уже через несколько дней качественно работать с паяльником. Для того чтобы усвоить основные правила и получить необходимые навыки, лучшим способом будет тренировка на деталях, которые можно выпаивать и вновь впаивать обратно в любую микросхему.
Как припаять шлейф кнопки включения без паяльника. Как можно припаять без паяльника – принципы холодной пайки и обзор приспособлений для соединения проводов между собой
При необходимости в соединении нескольких деталей между собой пайка – наиболее распространенный вариант решения задачи. Для того чтобы запаять что-либо, в первую очередь, казалось бы, необходим сам паяльник. Однако это не совсем верно, и если дома отсутствует этот инструмент, то знание о том, как припаять без паяльника, очень пригодится в быту.
Лужение без паяльника
Паяльник является удобным и простым в использовании бытовым прибором, который окажет помощь при необходимости соединения металлов, маленьких изделий между собой или спайки плат. Однако в ситуации отсутствия электричества или самого инструмента сразу возникает вопрос о том, как паять без паяльника в домашних условиях.
Для того чтобы качество запаивания, а также электрический контакт, были на должном уровне, необходимо провести лужение: нанести предварительно на поверхность металлов или деталей, которые будут запаяны, небольшой слой припоя.
При выполнении этой процедуры возможно обойтись без паяльника. Для хранения припоя понадобится какая-нибудь металлическая емкость. Вполне подойдет даже крышка из-под банки для кофе. Следует поместить в выбранную емкость канифоль и кусочки олова, но можно воспользоваться и припоем оловянно-свинцовым (ПОС-60).
Если необходимо произвести лужение плоского участка детали:
- Мелко настругать кусочки канифоли и припоя и насыпать их на поверхность участка.

- Поднести источник огня под участок с нанесенными припоем и канифолью для того, чтобы смесь расплавилась.
- Расплавленный припой надо распределить по поверхности при помощи стальной трубки, стержня или чего-то подобного.
- Убрать тряпкой излишек массы.

Если деталь стальная, то при ее лужении не задействуют канифоль. Сам процесс остается таким же, только с учетом использования паяльной кислоты, при помощи которой и обрабатывают участок.
Процесс пайки
Той массы припоя, что окажется в залуженном слое, может оказаться недостаточно для того, чтобы провести надежное соединение крупных проводов. Стоит насыпать тертый припой на верхнюю часть скрученного участка. Далее нагревать, пока припой не оплавится и не заполнит собой прорехи в скрутке.
В случае возникновения необходимости спаять провод с плоской поверхностью как участок поверхности, так и конец провода предварительно проходят лужение. Теперь зажимается конец провода и участок детали, а сверху насыпается тертый припой.
После этого снизу подносится источник огня, детали нагреваются, плавится припой и происходит пайка.
Использование желоба
Провода, имеющие диаметр до трех миллиметров, можно запаять с желобком, который используется вместо паяльника. Желоб производится из тонкой алюминиевой фольги.
Как заделать отверстие
Временами появляется нужда в запаивании маленького отверстия в какой-нибудь емкости (в ведре, тазу или кастрюле). Если дыра не больше семи миллиметров в диаметре, то залатать ее можно без использования паяльника. Понадобится ПОС-60. Производимые действия:
При необходимости заделать емкость из алюминия надо приготовить особый припой заранее. Он может представлять собой одну из следующих смесей: цинк с оловом в соотношении ¼; висмут с оловом 1/30; алюминий с оловом 1/99. Эти сплавы производятся исключительно путем смешивания при высоких температурах.
Паста своими руками
В качестве припоя хорошо подходит собственноручно изготовленная паяльная паста. Для пайки без паяльника такое средство может оказаться незаменимым. Для ее получения производятся следующие манипуляции:
Для пайки без паяльника такое средство может оказаться незаменимым. Для ее получения производятся следующие манипуляции:
Сам процесс пайки с такой пастой не слишком отличается от варианта с обычным припоем. Для начала зачищается участок, который необходимо запаять, потом на него при помощи кисточки мажется паста. Происходит нагрев этого участка до того момента, пока паста не расплавится.
В случаях работы с тончайшими медными проводами или мелкими радиодеталями состав можно использовать несколько иной: свинцовый порошок 7.4г; цинк в виде пыли 73.8г; канифоль 4 г; порошкообразное олово 14.8г. Состояние пасты смеси придается при помощи смешивания всего этого с глицерином или раствором диэтилового эфира 10мл, в которой будет 10 г канифоли.
Иная альтернатива
Общий механизм запаивания двух металлов выглядит примерно так: детали, которые надо соединить, прижимают друг к другу вплотную, потом происходит обработка флюсом и припоем зоны паяния. Зона пайки должна быть разогрета так, чтобы температуры хватило для плавления припоя и попадания его в участок между соединяемыми деталями.
Для запайки обыкновенного провода или простейших деталей в отсутствии паяльника есть возможность заменить его другими бытовыми инструментами, один из которых точно окажется под рукой у мастера:
- плоскогубцы;
- ножницы;
- тонкие пассатижи;
- надфиль;
- напильник.
Понадобится источник огня, в качестве которого хорошо подойдет лампа на спирте или спиртовка.
Кустарный паяльник
В условиях отсутствия электричества имеется возможность изготовить паяльник своими руками. Для его работы электричество не понадобится вовсе. Сначала понадобится десятисантиметровый медный провод или стержень диаметром пять миллиметров. После необходимо найти ручку для будущего паяльника. Для нее подойдет ветка дерева, которой можно придать необходимую закругленную форму. Один конец провода крепится к этой ручке, а другому придается форма отвертки путем стачивания.
Один конец провода крепится к этой ручке, а другому придается форма отвертки путем стачивания.
Сам паяльник уже готов, а нагревается он от любого источника открытого пламени. Процесс паяния таким самодельным инструментом практически ничем не отличается от обычного паяльника, использующего электричество. Важно только найти для него термоустойчивую подставку, в которой будет располагаться прибор во время его нагревания.
Канифоль с припоем должны располагаться в плоской емкости, а процесс паяния деталей или проводов лучше всего проводить в доступной близости к источнику нагревания паяльника.
Неважно, самодельный паяльник или нет. Сам процесс пайки представляет собой соединение расплавленным металлом двух других металлических элементов. Соединяющий металл, который называется припоем, должен расплавиться, схватиться с поверхностью деталей и заполнить собой пространство, разделяющее эти детали.
Обычные припои реализуются в форме смотанной проволоки двухмиллиметрового диаметра. Сплав, который используется в качестве припоя, может иметь разное содержание олова. Чем больше содержится его в сплаве припоя, тем более низкая будет температура плавления. Таким образом, марка припоя ПОС40 означает 40-процентное содержание в ней олова.
Сплав, который используется в качестве припоя, может иметь разное содержание олова. Чем больше содержится его в сплаве припоя, тем более низкая будет температура плавления. Таким образом, марка припоя ПОС40 означает 40-процентное содержание в ней олова.
Плавление ее происходит при температуре в двести тридцать градусов по Цельсию, а марка ПОС60, соответственно, содержит шестьдесят процентов олова от общей массы и плавится при ста восьмидесяти градусах.
Если в сплав свинца и олова добавить висмут, то это еще сильнее уменьшит температуру плавления, что и происходит при применении марки припоя ПОСВ33, которая плавится при ста тридцати градусах. В случае запайки алюминия необходимы особые составы припоя, которые плавятся при температуре свыше четырехсот градусов по Цельсию.
Паяние не получится произвести без очищения от окисной пленки поверхности зоны соединения детали. Дабы произвести очистку, понадобится задействовать флюс (вещество, которое не позволяет окисной пленке образоваться во время процесса паяния). Канифоль, как правило, используется в качестве флюса, если необходимо соединить провода или детали из меди. Очистить поверхности деталей можно, используя паяльную или иные кислоты (к примеру, в случае пайки алюминия подойдет ортофосфорная кислота).
Канифоль, как правило, используется в качестве флюса, если необходимо соединить провода или детали из меди. Очистить поверхности деталей можно, используя паяльную или иные кислоты (к примеру, в случае пайки алюминия подойдет ортофосфорная кислота).
Современные ПОСы в виде проволок содержат канифоль . Это дает возможность производить запайку меди без задействования дополнительного флюса. Канифоль не поможет, если требуется произвести пайку оцинкованных или стальных изделий. В этой ситуации понадобится паяльная кислота. Для соединения друг с другом элементов из стали или нихрома можно воспользоваться аспирином в качестве флюса.
Починка наушников
Далеко не все в наши дни имеют дома паяльник, чего не скажешь о наушниках, а последние имеют свойство часто выходить из строя. Для того чтобы поправить положение, понадобится работающий разъем от других наушников с проводом или AUX-кабель, а также обыкновенные зажигалка, нож и скотч.
Процесс починки наушников завершен.
 После всего следует проверить их на работоспособность. Все это занимает минут пятнадцать, но можно и быстрее, в зависимости от навыка. В этом примере ясно показано, что для соединения двух проводов использовать паяльник вовсе не обязательно.
После всего следует проверить их на работоспособность. Все это занимает минут пятнадцать, но можно и быстрее, в зависимости от навыка. В этом примере ясно показано, что для соединения двух проводов использовать паяльник вовсе не обязательно.Часто возникает ситуация, когда необходимо срочно отремонтировать электроприбор или проводку, а паяльника под рукой не оказалось, либо он неожиданно сломался. Возможно, в этот момент отсутствует электроэнергия.
Часто такая ситуация возникает в туристическом походе, на даче без энергоснабжения, или просто в пути за рулем автомобиля. Паять без паяльника можно, но совсем без специальных приспособлений не обойтись.
Используем пламя
Самый простой способ – локальный нагрев места соединения открытым пламенем, свечкой или зажигалкой. Температура плавления обычного припоя – 200-280 градусов. С этим значением легко справится любой источник горения.
Лучше всего для этих целей подходит так называемые турбо зажигалки, в которых пламя выходит под давлением, создавая мощный локальный участок нагрева. К тому же, такое пламя не закоптит место соединения проводов, и его можно направлять с высокой точностью.
К тому же, такое пламя не закоптит место соединения проводов, и его можно направлять с высокой точностью.
Существуют компактные газовые горелки, которые вообще идеально подходят для таких работ. Если вы отправляетесь в поход, или на дачу – этот инструмент должен быть у вас под рукой.
ВАЖНО! Разумеется, при любом способе нагрева необходимо иметь флюс (или его заменитель) и собственно припой.
Припой для таких случаев лучше применять не тугоплавкий, например — ПОСВ33. Его температура плавления не превышает 150 градусов. Если под рукой не оказалось флюса – можно воспользоваться народным способом. Применить толченый аспирин.
Провод зачищается, обрабатывается флюсом, и разогревается пламенем. Непосредственно в зону нагрева помещается припой, в виде тонкой проволоки. Как только олово начнет плавиться – капля наносится на прогретую скрутку, а дальше пламенем добиваемся проникновения расплава по всему месту спайки.
Пайка без паяльника пламенем от спички или свечи сопровождается копотью, поэтому пользоваться таким способом следует лишь в крайнем случае. Хорошо для этих целей подходит спиртовка или таблетка сухого спирта.
Хорошо для этих целей подходит спиртовка или таблетка сухого спирта.
Самодельный паяльник из свечки
Можно изготовить импровизированный паяльник из деревянного бруска и медной проволоки.
При работе с таким приспособлением копоть выводится из зоны работ. Разумеется, этот способ подойдет лишь для тонких проводов, поскольку КПД устройства низкое, и тепло будет рассеиваться по медной проволоке.
С помощью такого нехитрого устройства, можно без паяльника припаять провод к плате. Непосредственное воздействие открытого огня может вывести из строя остальные детали, или привести к отслоению дорожек платы, поэтому такой способ фактически незаменим при проведении экстремального ремонта.
Учитывая малую мощность импровизированного «свечного паяльника», с его помощью можно производить ремонт тонкой проводки, не опасаясь ее пережечь высокой температурой. Например – починить наушники в дороге.
ВАЖНО! Подобные ремонты «на скорую руку», являются временным выходом из ситуации.
Такие соединения недостаточно надежны. Поэтому, как только вы доберетесь до обычного электропаяльника, следует пропаять заново.
Как спаять без паяльника с помощью экстремальных способов нагрева
Раскаленное железо
На открытом пламени, например – газовой горелке, или просто в костре, нагревается металлический предмет. Подойдет толстая скрепка или гвоздь. Размер выбирается исходя из толщины спаиваемого материала. Импровизированное жало раскаляется докрасна, затем прижимается к подготовленному месту пайки.
Иногда возникает вопрос, как припаять без паяльника, ведь пайка – самый распространенный способ соединения небольших деталей в домашних условиях. Но что делать, когда надо срочно соединить провода, а паяльник сломался.
Паяльник – это удобный и простой инструмент. С ним можно соединять небольшие изделия в домашних условиях.
Паяльник – это простой и удобный инструмент. Как с его помощью соединять металлы, знает, наверное, каждый. А вот как припаять без паяльника, когда нет электричества – это вопрос, который следует рассмотреть подробнее.
Лужение без паяльника
Лужение – это предварительное нанесение тонкого слоя припоя на поверхность соединяемых участков деталей. Оно производится для улучшения электрического контакта и повышения качества пайки.
Лужение можно выполнить без паяльника. Для этого надо подготовить небольшое металлическое корытце. По размерам лучше всего подойдет металлическая крышка банки, например, из-под растворимого кофе. В крышку помещаются небольшие кусочки оловянно-свинцового припоя ПОС60 (еще лучше – чистое олово) и канифоли.
Если нужно спаять провода, то с их концов вначале снимается изоляция на расстоянии примерно 20-30 мм. Емкость с припоем и канифолью разогревается до расплавления припоя. В качестве нагревателя можно использовать электрическую плитку, свечу, костер или любой источник открытого пламени. Оголенный конец провода погружается в расплавленную канифоль так, чтобы флюс покрыл всю поверхность. Затем обработанный участок провода помещается в расплав припоя на 2-3 с. После извлечения провода из расплава быстрым движением руки, с помощью тряпки, удаляется лишний припой. На поверхности провода должен остаться тонкий равномерный слой олова.
После извлечения провода из расплава быстрым движением руки, с помощью тряпки, удаляется лишний припой. На поверхности провода должен остаться тонкий равномерный слой олова.
Если надо залудить участок плоской детали, то на ее поверхность насыпается мелко наструганный припой и небольшой кусочек канифоли. Пламя для разогрева подносится снизу детали, под участком пайки. После расплавления припой растирается по поверхности стальным стержнем. Лишняя масса удаляется тряпкой. При лужении стальной детали канифоль не используется. Участок пайки тщательно обрабатывается паяльной кислотой. Сам процесс лужения аналогичен.
Вернуться к оглавлению
Пайка проводов без использования паяльника
Вопрос, как припаять без паяльника для медных проводов сечением до 0,75 мм², решается просто. Залуженные концы проводов скручиваются между собой. Участок пайки разогревается до подплавления слоя припоя. В качестве нагревателя надо использовать источник узконаправленного пламени: свеча, зажигалка, спички. Припоя, нанесенного на поверхность в процессе лужения, должно хватить для .
Припоя, нанесенного на поверхность в процессе лужения, должно хватить для .
Если надо припаять провод к средине другого провода, то его конец следует обмотать вокруг места соединения (2-3 витка) или обхватить этот участок, согнув провод на 180º. Сама пайка производится аналогично соединению концов проводов.
При пайке более крупных проводов массы олова в залуженном слое может не хватить для надежного соединения. В этом случае следует сверху скрученного участка насыпать мелко натертый припой и нагревать до тех пор, пока он не расплавится и не заполнит зазоры в скрутке. Так можно припаять без паяльника медные провода диаметром до 2 мм.
Иногда необходимо припаять провод к плоской поверхности. Для этого конец провода и участок поверхности детали (корпуса) предварительно лудятся. Провод прижимается к плоскости детали, а сверху на участок пайки насыпается мелко напиленный припой. Нагревая снизу детали, обеспечивают расплавление олова.
Вернуться к оглавлению
Особенности пайки в желобе
Пайку проводов с диаметром до 3 мм можно произвести без паяльника с использованием желобка. Такой желобок делается из алюминиевой фольги толщиной порядка 0,8 мм. Пайка производится в следующем порядке. На концах соединяемых проводов снимается изоляция на длине порядка 30 мм. Оголенные концы скручиваются между собой или укладываются параллельно.
Такой желобок делается из алюминиевой фольги толщиной порядка 0,8 мм. Пайка производится в следующем порядке. На концах соединяемых проводов снимается изоляция на длине порядка 30 мм. Оголенные концы скручиваются между собой или укладываются параллельно.
Фольга отрезается в виде короткой полоски шириной, равной ширине участка соединения, и изгибается в виде желобка, охватывая состыкованные провода. В желобок равномерно насыпаются измельченный припой и канифоль. Одним из концов фольга плотно оборачивается вокруг соединяемого участка так, чтобы припой не высыпался наружу. При работе используются пассатижи с тонкими носиками. Участок, покрытый фольгой, нагревается свечой, зажигалкой и т.п. до расплавления припоя. После затвердения массы фольга снимается.
Если необходимо, то лишний припой удаляется наждачной шкуркой или надфилем.
Вернуться к оглавлению
Пайка посуды или емкостей
Очень часто возникает необходимость запаять небольшое отверстие в кастрюле или ведре.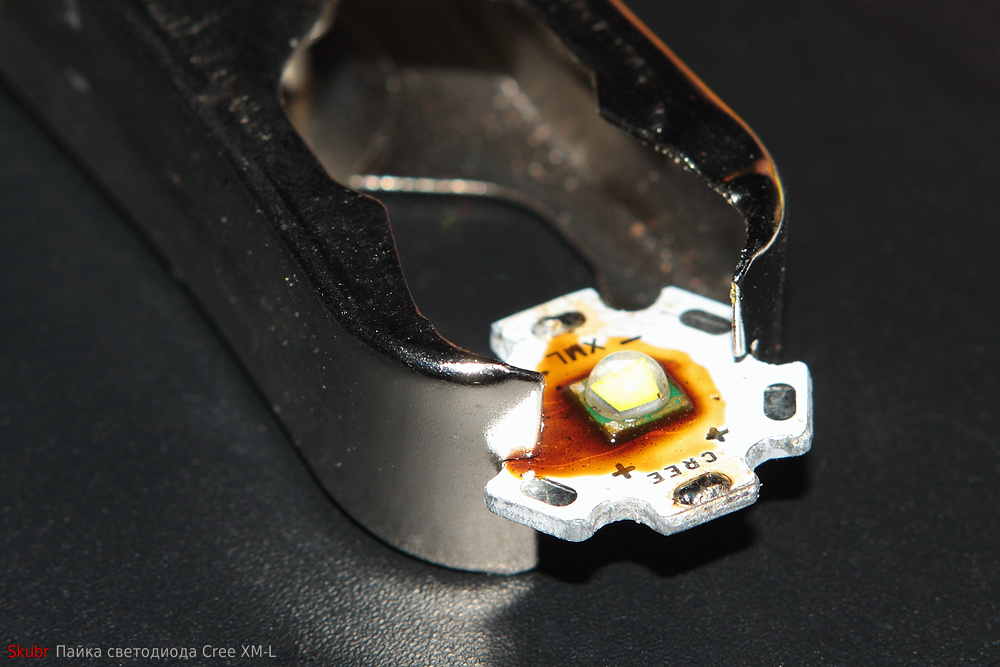 В случае если отверстие составляет не более 6-7 мм, пайку можно произвести без паяльника. Для этого достаточно использовать припой ПОС60. Участок вокруг отверстия необходимо тщательно обработать наждачной шкуркой внутри емкости так, чтобы отверстию придать конусную форму (с расширением внутрь емкости). Затем этот участок обрабатывается соляной или паяльной кислотой. Снизу отверстия помещается небольшая тонкая пластина для предотвращения утечки припоя. Изнутри емкости в отверстие насыпаются измельченный припой и канифоль. Емкость ставится на источник направленного огня. Расплавленный припой запаивает отверстие.
В случае если отверстие составляет не более 6-7 мм, пайку можно произвести без паяльника. Для этого достаточно использовать припой ПОС60. Участок вокруг отверстия необходимо тщательно обработать наждачной шкуркой внутри емкости так, чтобы отверстию придать конусную форму (с расширением внутрь емкости). Затем этот участок обрабатывается соляной или паяльной кислотой. Снизу отверстия помещается небольшая тонкая пластина для предотвращения утечки припоя. Изнутри емкости в отверстие насыпаются измельченный припой и канифоль. Емкость ставится на источник направленного огня. Расплавленный припой запаивает отверстие.
Если надо запаять алюминиевую посуду, то следует заранее подготовить специальный припой. Можно использовать одну из рецептур: олово и цинк в соотношении 4:1; олово и висмут в соотношении 30:1 или олово и алюминий в соотношении 99:1. Такие сплавы можно приготовить только при высокой температуре путем перемешивания расплава.
Вернуться к оглавлению
Пайка с использованием пасты
Необходимые инструменты для паяльника из скрепки: 1 –автогенная зажигалка, 2 – металлическая скрепка, 3 –плоскогубцы, 4 – шлицевая (плоская) отвертка.
Припаять провод или радиодеталь без паяльника можно используя паяльную пасту. Такая паста приготавливается и своими руками. Для получения пасты «тиноль» в эмалированную емкость наливается 32 мл концентрированной соляной кислоты и смешивается с 12 мл воды. В жидкость вносится 8,1 г цинка, а после его растворения – 7,8 г олова. После окончания химической реакции производится выпаривание воды до образования пастообразного состава. Дальнейшие операции следует проводить в фарфоровой посуде. В пасту добавляются в виде порошка 7,4 г свинца и 14,8 г олова, а также 10 мл глицерина,7,5 г сухого нашатыря, 29,6 г цинка в виде пыли и 9,4 г канифоли. Добавляемые вещества предварительно разогреваются и перемешиваются в виде пудры.
Пайка провода или детали производится в следующем порядке:
- Участок пайки зачищается.
- На него намазывается паста с помощью кисточки.
- Участок пайки нагревается на пламени спиртовки или свечи до расплавления пасты.
При пайке мелких радиодеталей или тонкого медного провода можно использовать немного отличающийся состав: 7,4 г свинцового порошка, 738 г – цинковой пыли, 14 мл глицерина, 4 г канифоли, 14,8 г олова в виде порошка. Пастообразное состояние достигается в основном двумя способами: смешиванием с глицерином или с раствором 10 г канифоли в 10 мл диэтилового эфира.
Вернуться к оглавлению
Самодельный паяльник
В местах, где отсутствует электричество, можно использовать самодельный аналог паяльника. Для этого необходимо найти медный стержень (провод) диаметром 4-5 мм и длиной порядка 10 см. Один конец стержня стачивается в виде отвертки, а другой – закрепляется в деревянной ручке. Такую ручку круглой формы легко вырезать из ветки дерева. Нагрев такого элементарного паяльника производится от открытого пламени. Сам процесс пайки мало чем отличается от пайки электрическим паяльником. Надо только приспособить термостойкую подставку, в которую устанавливается устройство при нагревании. Установка должна производиться быстро – одним движением руки. Припой и канифоль должны находиться в плоской емкости. Сама пайка провода или других деталей производится в непосредственной близости от источника нагрева.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Разнообразные методы и способы пайки используются всегда для того, чтобы собрать любую электрическую схему, создать готовую с радиоэлементами, чтобы все детали крепко держались на своих местах. Пайке подвергают не только разные но и лампочки, резисторы, транзисторы, диоды, микросхемы, ключи, кнопки, мостовые схемы и т.д. Далеко не каждый знает, как припаять провод к проводу, хотя такое умение бывает иногда очень необходимо.
Пайка вам сможет пригодиться даже в домашних условиях: если у вас от перепада напряжения в сети случайно перегорел провод в вашем любимом радио, или вы решили собрать своими руками усилитель, чтобы на вашей вечеринке музыка была погромче.
Выбор паяльника и остальных инструментов
Перед тем как приступить непосредственно к пайке, нужно выбрать паяльник и все остальное, что может понадобиться для работы.
В первую очередь выбирается паяльник, они отличаются по мощности. Поэтому следует учитывать, что именно нужно спаять. Если это радиоэлементы, боящиеся сильного перегрева, или микросхемы, то оптимальная мощность паяльника будет 5-20 ватт. Чтобы припаять провод к проводу или клемме, подойдет паяльник с мощностью 40-50 ватт. Для соединения элементов из металла, которые имеют толщину от 3 мм, нужно выбирать паяльник с мощностью от 50 ватт.
Также для работы с паяльником вам нужно приготовить:
Длинный пинцет;
Плоскогубцы;
Канифоль, флюс или паяльную кислоту.
Как подготовиться к пайке
Перед работой жало паяльника очищается от нагара путем его зачистки напильником. Затем паяльник подключают к сети, нагревают и окунают в канифоль.
Если вы ни разу не работали с паяльником и не знаете, как припаять провод к проводу, вам нужно потренироваться.
Для этого возьмите кусок ненужного провода без изоляции и разделите на 12 приблизительно равных частей по 2,5 см каждая. Используя пинцет, паяльник, припой и флюс, постарайтесь собрать из этих кусочков куб. Это будет хорошей тренировкой для обучения пайке. После того как конструкция готова, дайте ей остыть и проверьте, насколько крепко держаться все соединения. Если что-то отвалилось – перепаяйте.
Перед работой все места, где будет произведена пайка, необходимо залудить.
Важные правила пайки
Пайка проводов паяльником требует соблюдения определенных правил, чтобы в результате работа была аккуратна и надежна. Для пайки необходим припой, наиболее часто используемыми будут Последний успешно и наиболее часто применяется на производстве. Чтобы произвести пайку, нужно прогреть то место, куда будет нанесен припой, до той температуры, чтобы припой смог расплавиться, а провода не перегрелись.
Вся работа по спаиванию проводов состоит из последовательных этапов:
Провода подготавливаются к пайке. Окисная пленка должна быть удалена протиранием или канифолью.
Заранее нагретый паяльник подносится к припою, его берется совсем немного, чтобы избежать больших наплывов в местах спаивания.
Прикладывается припаиваемый провод к проводу и к месту их соприкосновения подносится паяльник ровно на то время, которое нужно, чтобы припой остался на месте стыка проводов.
Не нужно паяльник слишком сильно задерживать возле проводов. Достаточно пары секунд, чтобы припой скрепил провода. После того как жало убирается с места пайки, припой застывает. Чтобы место соединения не пришлось перепаивать, и оно получилось аккуратным, провода нужно подержать неподвижно до полного затвердевания припоя. Если в месте пайки оказался переизбыток флюса – его надо удалить. Это нужно, чтобы место пайки со временем не окислилось.
Прежде чем вы сможете попрактиковаться на личном опыте, как припаять провод к проводу, приведем несколько полезных советов, которые вам могут понадобиться.
Во время пайки не нужно использовать много припоя, его достаточно чуть-чуть, чтобы припой мог попасть в микрозазоры материала и скрепить провода. Этого будет достаточно, чтобы силы межмолекулярного взаимодействия начали действовать.
Чтобы удалить излишки припоя, можно использовать экранирующую оплетку, взятую у любого кабеля. А также использовать паяльник, у которого на жале есть ложбинка, в которую попадает лишний припой при касании места спайки.
Слишком большое количество припоя может вызвать замыкание контактов.
Если взять слишком мало припоя на кончик паяльника – вы не сможете ничего спаять.
Если на паяльнике останется много нагара или флюса – пайка получится некачественная. То же самое будет, если паяльник не нагрет до нужной температуры.
Не забывайте, что паять надо при хорошей вытяжке или в хорошо проветриваемом помещении.
Теперь вы знаете, как припаять провод к проводу правильно.
Узнаем как припаять нержавейку к нержавейке? Узнаем как паять паяльником с канифолью и оловом
Как припаять нержавейку к нержавейке с помощью олова и канифоли? Это весьма трудоемкий процесс, для выполнения которого нужно знать все тонкости и хитрости проведения паяльных работ. Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками. Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой. В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Необходимые приспособления
Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
- Простой паяльник (минимальная мощность — 100 Вт) или пропановую горелку.
- Органический растворитель (например, уайт-спирит или ацетон).
- Оловянный припой.
- Канифоль или ортофосфорную кислоту.
- Стальной трос.
- Щетку для чистки металла, напильник или наждачную бумагу.
- Чистую тряпку для протирки.
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Как паять паяльником с канифолью и оловом: технология
Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.
Пайка считается качественной, если в результате получилась равномерная поверхность. Но в любом случае в конце покрытие необходимо зашлифовать наждачной бумагой или напильником.
Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
Пайка газовой горелкой: ремонт чайника
Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.
Преимущества пайки нержавеющей стали оловом
К достоинства этого метода относятся следующие свойства:
- расходные материалы стоят недорого;
- не требуется длительная подготовка детали;
- простое выполнение паяльной работы для малогабаритных изделий;
- оловянный припой понижает текучесть нержавейки при пайке;
- хорошее качество соединения.
Недостатки
Помимо неоспоримых преимуществ, пайка нержавейки с помощью оловянного припоя имеет и некоторые минусы:
- сложность при запаивании швов на наклонных и вертикальных плоскостях, вызванной высокой текучестью олова;
- недостаточная прочность неразъемного соединения для крупных конструкций;
- уменьшение допустимого температурного диапазона запаянных деталей вследствие того, что олово попросту расплавится, если материал будет подвергаться температуре более 231,9 °C.
Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.
Основные ошибки
Если с учетом рекомендаций все равно не получилось сделать качественное соединение, значит, такая неудача может произойти из-за:
- плохой зачистки металла и слабого обезжиривания;
- недостаточного прогрева нержавейки;
- неверно подобранного припоя или флюса;
- того, что спаянная деталь была подвергнута механическому воздействию слишком рано, поскольку изделие не успело застыть.
Заключение
В статье было рассмотрено, как припаять нержавейку к нержавейке. Для выполнения описанных работ нужно приобрести необходимое оборудование и приспособления. В ходе паяльных работ главное — сделать качественные швы, которые обеспечат детали надежным соединением. Кроме того, благодаря информации, приведенной в данной статье, любой сможет самостоятельно отремонтировать небольшие изделия из нержавеющей стали с помощью паяльника, оловянного припоя и флюса.
Как правильно паять паяльником провода, радиоэлементы и детали
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
https://youtube.com/watch?v=Co-4zG_XJBA
Меры предосторожности
Правила техники безопасности, которые необходимо соблюдать при работе с паяльным оборудованием:
- Поскольку при пайке свинцово-алюминиевыми припоями используются металлические детали, разогретые до 250-300°С, то возникает риск термических ожогов. Организация рабочего места и проведение работ без спешки снижают риск получения травм.
- При работе жало паяльника располагается на удалении от кабеля питания, поскольку разогретый элемент разрушит изоляцию. Для удержания инструмента рекомендуется применять специальную подставку.
- Запрещается прилагать физические усилия к паяльнику. Дополнительное давление не способствует ускорению процедуры соединения. Чтобы расплавить каплю припоя, необходимо прогреть точку до требуемой температуры. Жало прикладывается к этому месту, а затем необходимо выждать несколько секунд, пока место стыка не прогреется до температуры плавления припоя. При излишнем давлении возникает риск соскальзывания жала и травмирования кистей рук раскаленным инструментом.
- При работе с кислотными флюсами рекомендуется использовать защитные очки. При соединении деталей в неудобном месте (например, в распаечных коробках в помещении) очки используются и при применении канифоли. Защитные приспособления снижают риск травмирования брызгами припоя.
- Поскольку пары припоя и флюсов ядовиты, то все работы выполняются в проветриваемом помещении или под специальной вытяжкой с электрическим вентилятором.
Пайка радиодеталей
Спайку с радиоэлементом производят скруткой или внахлест, применяя теплоотвод, например, пинцетом. Нагрев многих деталей электросхем не должен превышать 70 ºС при продолжительности более 3 сек.
На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Затем в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Жало должно касаться вывода и дорожки платы одновременно. Излишки припоя легко удаляются медной оплеткой. Работа выполнена качественно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с обратной стороны немного отгибают, чтобы деталь не выпадала.
Паяльник нельзя долгое время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и жало снова придется зачищать и лудить. На конце постоянно должен быть слой расплавленной канифоли, а в длительные промежутки между работой паяльник следует отключать. Также с него периодически удаляется губкой старый припой.
Элементы плат различного оборудования могут выйти из строя под действием статического электричества. Для предотвращения его возникновения корпус паяльника следует заземлить.
Паяльный флюс
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:
Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
- пассивные;
- активные.
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.
Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.
Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Паяльная паста для пайки без паяльника особенности применения
В продаже встречается специальная паста, которая может применяться в качестве припоя. Кроме этого, ее можно изготовить своими руками. Среди особенностей проводимой работы отметим следующие моменты:
- Проводится зачистка обрабатываемого участка. С каждого провода удаляется изоляция. После этого нужно провести обезжиривание, так как на поверхности жил может остаться нагар.
- При помощи кисточки или другого подобного инструмента наносится паста. Стоит учитывать, что она должна быть распространена равномерно по всей поверхности соединения. Кисточка подбирается в зависимости от поперечного сечения провода.
- Участок, на который была нанесена паста, нагревается. Для разогрева припоя в качестве нагревателя может применяться строительный фен или самодельно жало, обычная зажигалка. Нужно следить за тем, чтобы вещество не закипало, так как это может привести к изменению его основных свойств.
Паста для пайки без паяльника
Состав создаваемой пасты своими руками может несколько изменяться в зависимости от области применения. После воздействия высокой температуры паста становится сплошным материалом, устойчивым к механическому и иному воздействию.
Пайка проводов
Разберемся, как правильно паять паяльником провода. Прежде всего их концы, предназначенные для соединения, освобождаются от изоляции
Соединяемые провода важно качественно прогреть. Для этого размеры жала должны соответствовать габаритам деталей
Если паяльник слишком большой, то в процессе работы будут повреждены соседние элементы. При его малых размерах пайка окажется ненадежной, поскольку детали трудно прогреть.
Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножом или кусачками. Многожильный провод следует скрутить, чтобы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльником берется капля припоя и проводится несколько раз по медным жилам. В процессе лужения провод нужно прогревать и поворачивать, чтобы покрытие было со всех сторон. Для подготовки к дальнейшей работе залуженный конец окунают в расплавленную канифоль и производят таким образом «лакировку». Ее излишки можно будет потом легко удалить рукой.
Припой является слабым сплавом и ломается от небольших нагрузок. Соединяемые провода предварительно зачищают и скручивают. Для этого они должны иметь общую ось. Их центры следует совместить, после чего один провод скручивается вдоль длины другого. Аналогичная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а затем — припой. Скрутку следует прогреть 2-3 сек.
Одножильные провода зачищают до блеска и окунают в канифоль. Затем их соединяют, прогревают 3-5 сек. и наносят припой. На оголенный провод надевают термоусадочную трубку большего диаметра, который уменьшается от повышенной температуры, после чего образуется надежная изоляция. Если спайка быстро остывает, для подогрева используют зажигалку. Освоив, как правильно паять провода, можно приступить к более сложным операциям.
Скручивать вместе медный и алюминиевый провода недопустимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию производят через промежуточный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на основе олова подходит также к медному проводу и может быть для них надежным промежуточным слоем.
Подготовка
Перед началом соединения кабелей необходимо провести подготовительные работы:
- Заточить жало паяльника наждачной бумагой для получения гладкой поверхности с металлическим блеском. Передняя кромка жала затачивается под углом 45-60°, в результате инструмент приобретает конфигурацию жала плоской отвертки. На части изделий используется необгораемое жало, которое очищается от окалины специальной губкой. Заточка подобного инструмента запрещается.
- Включить устройство в бытовую сеть и дождаться прогрева. Если оборудование оснащено регулятором температуры, то требуется выставить желаемый параметр.
- Несколько раз окунуть жало в канифоль или флюс, а затем приложить к припою. Манипуляции продолжаются до момента покрытия зачищенного участка медного жала припоем. По мере появления нагара в процессе работы проводится повторное лужение поверхности. Паяльное оборудование с регулятором температуры менее подвержено образованию нагара.
- Очистить основу кабелей от слоя изолятора, а затем выполнить обработку токопроводящих жил. Если производится пайка многожильного провода, то металлические элементы предварительно скручиваются. Затем скрутка прогревается паяльником, наносится слой флюса и припоя. При соединении многожильных кабелей рекомендуется применять жидкий флюс, который проникает в выемки и зазоры между жилами.
Работа с микросхемами
Рассмотрим, как правильно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого применяют паяльник для микросхем с регулированием температуры нагрева.
Одновременный нагрев контактов производят с применением фена с насадками. Участок на плате необходимо очистить. Для этого подходит ацетон или универсальный растворитель лаков. Затем включается фен, и его температура устанавливается на уровне 330-370 ºС. При минимальной скорости обдува чип разогревается и сразу удаляется пинцетом после оплавления контактов. Затем зона спайки смазывается флюсом, а на место неисправной устанавливается новая микросхема. При нагреве феном она немного проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, чтобы удалить остатки флюса. Достаточно мощные контакты можно дополнительно прогреть паяльником.
Когда будет освоена простая пайка паяльником, можно переходить на сложные соединения, например, разнородные металлы с использованием газового, печного или импульсного подогрева.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы
Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:
Подготовка многожильной проводки к пайке.
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:
Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».
Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:
Облуженные провода, готовые к пайке.
Для чего нужны распределительные коробки
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Инструменты
Паяльники, их разновидности
Паяльники различаются по физическому принципу разогрева, мощности, форме рабочего инструмента, питающему напряжению, характеру разогрева и другим факторам.
Чаще всего встречаются электрические паяльники. Они состоят из нагревательного элемента, изолированной по напряжению и по теплу от него ручки и рабочего инструмента, или «жала». Жало острое, но бывает плоско заостренной формы или коническое. На конце жала имеется ямка или канавка для удержания небольшого количества припоя. Припоем этим «мажут» то, что нужно спаивать. Однако не всегда «мажется». Такое происходит, когда припаять пытаются по холодной поверхности металла. Следовательно, металл необходимо слегка разогреть. А вот от массы разогреваемого металла зависит скорость разогрева. Ее можно увеличить, взяв паяльник большей мощности.
Электрический паяльник
Поэтому и существуют паяльники разных мощностей.
Электрический паяльник
Мощность:
- ≥ 100 Вт — мощные. Ими припаиваются провода между собой, металлические трубы и трубки, используемые в антеннах, вентиляции, как оболочки для кабелей и так далее. Ими же можно лудить, запаивать, спаивать металлические изделия — посуду, корпуса приборов, механические конструкции. Или припаивать одни металлические детали к другим. Мощная пайка — это почти как сварка.
Жало
Электрические паяльники еще различаются по питаемому напряжению. В паяльниках на 220 вольт всегда, даже при самых малых мощностях, есть вероятность пробоя. Пробой может поразить человека или испортить схему, с которой он работает. При использовании ценных компонент это существенно. Даже и без пробоя в схеме может быть наводка переменного тока, которая также может пожечь элементы схемы. Поэтому в радиоэлектронике используют паяльники меньшего напряжения (36 В, 12 В) как переменного тока, так и постоянного. Соответственно, для их запитки используются блоки питания.
Бесточный паяльник
Есть и совсем бесточные паяльники, где разогрев происходит от химической реакции горения, чаще всего это газовые паяльники, но встречаются и на жидком топливе. В них нагрев идет от струи сгораемого топлива. Температура ее может достигать величины в 1300 °С, тонкость струи позволяет выполнять ювелирные работы. Они и используются в ювелирном деле, в авиамоделировании и т.д.
Газовый паяльник
Встречаются еще термовоздушные, инфракрасные, индукционные паяльники. Однако, независимо от принципа работы, процедура пайки примерно одинакова везде.
Еще паяльники бывают питаемые извне (как уже рассмотрено) или автономные. Последние — электрические, на батарейках, и газовые — на баллончиках.
Дополнительная техника и приспособления
Паяльник ставят на подставку, которая защищает окружающие предметы от воздействия его высокой температуры. Для пайки используют площадку, которая не боится температуры, расплавленных капель флюса, припоя. И все равно, как спаять два провода, имея только паяльник и припой? Хорошо паять провода паяльником, если они фиксированы и не болтаются перед глазами. Например, в проводке торчат из стены. И то я их беру и скручиваю, только тогда можно выполнить процедуру пайки паяльником. За столом же необходимо спаиваемые предметы фиксировать.
Подставка под паяльник
Используются пассатижи. Ими можно взять деталь (провод) и прижать к месту пайки.
Пассатижи
А предмет, куда делается распайка, удобно фиксировать струбциной.
Струбцина
Предварительная обработка
Перед тем как спаять провода, их зачищают от изоляции. Делается скрутка или пайка многожильного провода. Поверхность зачищается от окисла ножом или напильником.
Зачищение от изоляции
Так как окисление на воздухе происходит постоянно, а когда металл разогревается – более интенсивно, лучше сразу, пока он холодный, провести флюсование канифолью. Канифоль расплавляется греющимся паяльником, и в нее погружается конец провода. Или паяльником наносится слой флюса на провод.
Флюсование канифолью
Еще перед тем как паять провода окончательно, хорошо сделать залуживание. Проволока лудится, пока она еще не припаянная, чтобы, во-первых, заранее увеличить площадь, покрытую припоем, а во-вторых, часть операции пайки, требующая интенсивного разогрева, прошла раньше, чем сама пайка. То есть, чтобы тепло, распространяющееся от точек паек-лужений, успевало рассеяться, не причинив вреда остальным элементам схемы.
Залуживание проводов
Флюс
Флюс — это дополнительная смесь, улучшающая качество пайки. Температура ее плавления должна быть ниже температуры плавления припоя. Флюс плавится до процесса собственно пайки и дополнительно готовит к спайке поверхности, подлежащие соединению. Он обтекает их тонким слоем, очищающим поверхность металлов, способствует лучшему сцеплению припоев с металлом, при этом препятствуя окислению горячих металлов. Некоторые флюсы воздействуют и на припой, уменьшая силу его поверхностного натяжения в расплавленном состоянии. Тогда слой припоя на металле будет более равномерным. Флюсы дополнительно обеспечивают качество пайки.
Флюсы для пайки
Флюсы бывают активные и пассивные. Активные содержат кислоты и вредные летучие вещества, они перед пайкой протравливают металл, удаляя с него жир и окислы. После такого травления необходимо смыть жидкий флюс, потому что его остатки на поверхности и под припоем продолжат свою химическую работу, ничего хорошего этим не принося.
Пассивные флюсы кислот не содержат, действуют на загрязнения как растворители (после своего расплавления). Самым распространенным является канифоль, на основе древесной смолы. Она входит в состав спирто-канифольных флюсов, которые используют в паянии электронных и радиотехнических схем.
Флюс паяльный СКФ
Благодаря флюсам можно паять металлы, которые иначе спаять трудно или невозможно: цинк, сталь, алюминий, окисленное серебро, платина, золото…
Алюминий спаять можно, только нужно иметь в виду два фактора:
- как очень активный металл (следующий по таблице Менделеева за натрием) он окисляется мгновенно, создавая очень прочную пленку своего окисла Al2O3. А это вещество известно в природе как корунд, драгоценный камень, и припаять его раньше этого окисления бывает невозможно большинством припоев;
- пайка алюминиевой проволоки с другим металлом дает ненадежный контакт, так как в паре спаянных металлов алюминий будет всегда (практически) наиболее теплоемким. В дальнейшем при нагревании алюминий будет расширяться сильнее и меди, и припоя, и очень быстро вокруг него образуются полости, ухудшающие контакт. Получается, что такое прекрасное качество «крылатого металла» оказывается не к месту в электротехнике.
Поэтому обычно вместо пайки алюминиевого провода делают винтовой или пружинный зажим (например, Wago). В радиотехнике же он практически не используется.
Пайка многожильных проводов
Многожильные проводники быстро нагреваются от паяльника и легко лудятся. Для пайки проводов понадобится стриппер (щипцы для зачистки проводов), паяльник, жидкая канифоль и припой.
Подготавливаем оба провода.
Нанесите жидкую канифоль на место соединения. Жидкая канифоль проникает внутрь проводков и тем самым повышает качество пайки. И канифоль дешевле любого другого флюса. Дорогих и качественных флюсов для такой пайки не требуется. Тем более, когда надо спаять сотню проводов.Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Наносим припой на паяльник и несколькими ровными движениями проходим по месту пайки. Время пайка не более 3 секунд. За это время канифоль успевает испариться. А без канифоли припой начнет собираться в кучки, и будет плохо паяться.
Если на контакте есть комки припоя и трещины, повторите процедуру заново. Дождитесь остывания контакта, иначе можно повредить кисточку от жидкой канифоли.
Другой способ
Альтернативный вариант — это лужение контактов перед их спаиванием. Такой метод снижает скорость работы, однако он позволяет добиться высокого качества пайки.
Скручиваем два провода в единую жилку отдельно друг от друга и залуживаем их припоем. Далее прислоняем их друг к другу, наносим канифоль и спаиваем.
Качество контакта получается выше, но припоя тратится больше.
Изоляция и термоусадки
Провода надо обязательно изолировать, будь это наушники или блок питания. Для этой цели подойдут термоусадки. Они бывают разных размеров, цветов и материалов.
Отрезаем термоусадку с запасом.
Закрываем контакт.
Если у вас паяльная станция, можно обойтись и 100 °C. Если нет, то можно использовать огонь от зажигалки или спички.
Нагреваем термоусадку с одного конца, плавно переходя на второй.
Термоусадка приклеивается к проводу.
Если нет термоусадки, то можно воспользоваться изолентой. А синяя изолента добавляет психологически +10% к прочности контакта.
Как пользоваться паяльником?
С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином.
Жало очищается от окислов и гари напильником, бруском или наждачной бумагой.
Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет.
Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление.
Остатки канифоли удаляются кисточкой, смоченной спиртом.
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей. Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев. Это умение приходит только вместе с опытом.
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
Можно ли паять без флюса? – AnswersToAll
Можно паять без флюса?
Ничего страшного, если можно, а без флюса паять очень сложно. Флюс разрушает оксидные слои на металлических поверхностях и позволяет припою «смачивать» их. Если он не мочится, значит, соединения не происходит. Обычно при пайке всегда необходимо использовать флюс.
Какие два типа флюса?
Flux – химическое чистящее средство. Ответ: Так называемые водорастворимые флюсы делятся на две категории: органические и неорганические по составу.Органические флюсы более активны, чем канифоль RA, а неорганические – наиболее активны.
Что можно использовать вместо флюса при пайке?
A: Классическими флюсами были растворы канифоли и кислоты для древесины – оба предназначались для защиты даже от травления верхней поверхности, когда она нагревается и может окисляться. Вместо этого вы можете нанести лужицу припоя на одну (горизонтальную) поверхность и поцарапать лезвие ручного ножа металл под каплей.
Канифоль – это то же самое, что флюс?
На самом деле, поток, который мы обычно называем общим термином.Фактически канифоль и паяльная паста – это флюсы. Их использование заключается в повышении надежности пайки между припоем и свариваемым объектом в процессе пайки.
Какие бывают типы флюсов?
Существует три типа канифольного флюса – канифольный (R), канифольный слабоактивированный (RMA) и канифольный активированный (RA) – каждый из которых имеет разный уровень активаторов, агентов, позволяющих флюсу раскислять и очищать. Канифольный флюс используется для очистки уже чистых поверхностей и не оставляет следов.
Что можно использовать для флюса?
Нужен ли мне флюс для пайки проводов?
Припой с сердечником из флюсаимеет флюс в центре припоя. Дополнительный флюс не требуется для большинства приложений, но использование дополнительного флюса все же может облегчить работу с припоем для некоторых задач. При выборе припоя с флюсовым сердечником важно использовать канифольный припой для сердечников в электротехнике.
Почему при пайке используется флюс?
При пайке металлов флюс служит трем целям: он удаляет любой окисленный металл с поверхностей, подлежащих пайке, изолирует воздух, предотвращая дальнейшее окисление, и, облегчая амальгамирование, улучшает характеристики смачивания жидкого припоя.В электронике используется несколько типов флюсов.
Могу ли я использовать флюс для лужения на электронике?
Обратите внимание, что если вы действительно посмотрите на продукт – это на самом деле слабая органическая кислота, но это не что иное, как флюс acod, используемый для сантехники, и полностью безопасен для электроники.
Что можно использовать в качестве припоя?
Стальная проволока, отвертки, гвозди и гаечные ключи – все это потенциальные инструменты для аварийной пайки. Просто нагрейте проволоку или другой стальной инструмент над открытым пламенем в течение 20-30 секунд, а затем приступайте к пайке, как обычно.
Какой флюс используется для печатных плат?
Флюсы на основе органических кислот сильнее флюсов для канифоли и намного быстрее очищают оксиды. Кроме того, водорастворимая природа флюса с органической кислотой позволяет легко очищать печатную плату обычной водой – просто защитите компоненты, которые не должны намокать.
Какой флюс лучше для электроники?
Канифольный флюс все еще используется сегодня, но обычно представляет собой смесь флюсов для оптимизации флюса, его рабочих характеристик и характеристик.В идеале флюс будет течь легко, особенно в горячем состоянии, быстро удаляет оксиды и помогает удалить посторонние частицы с поверхности паяемого металла.
Как использовать флюсовую пасту?
Флюс канифоли используется для предотвращения окисления металла при нагревании, что в противном случае препятствовало бы сцеплению припоя с металлом. Вы наносите флюс обильно на очищенный (обычно медный) металл, подлежащий пайке, и нагреваете его с помощью паяльника, пока он не станет достаточно горячим, чтобы расплавить припой напрямую.
Могу ли я использовать водопроводный флюс для электрики?
Кислотный флюс в водопроводном припое отличается от электрического припоя, который содержит канифольный флюс. Однако этот коррозионно-кислотный флюс быстро ухудшит качество проводки, если водопроводный припой по ошибке будет использован для электроники. Изношенная проводка может привести к сбою соединения. Это может привести к короткому замыканию или даже возгоранию.
Какие бывают типы припоя?
Таким образом, существует три основных типа припоев: свинцовые, бессвинцовые и флюсовые.Припои на основе свинца лучше всего изучены, надежны и предпочтительны в критически важных приложениях, таких как аэрокосмическая или медицинская электроника.
Что такое флюсовая паста?
Паяльная паста представляет собой металлический порошковый припой, взвешенный в густой среде, называемой флюсом. Добавляется флюс, который действует как временный клей, удерживая компоненты до тех пор, пока процесс пайки не расплавит припой и не соединит детали вместе. Паста представляет собой серый, похожий на замазку материал.
Можно ли паять без флюса?
Можно ли паять без флюса?
Да, паять можно без флюса.Хотя это полезно в процессе пайки, поскольку флюс помогает разрушать оксиды на металле, в этом нет необходимости. Кроме того, в настоящее время большинство припоев имеют канифольный сердечник, который выполняет функцию флюса, помогая расщеплять оксиды.
Нужен ли мне флюс?
Да, при пайке печатных плат или других электрических / электронных устройств – необходимо использовать флюс. К счастью, почти все припои для электроники имеют внутреннюю сердцевину из флюса, поэтому обычно добавлять не нужно.
Прилипает ли припой к флюсу?
Если вы оставите припой на железе, флюс быстро выкипит (пары от флюса, а не от свинца).А без флюса пайка становится практически невозможной. Флюс удаляет окисление с металлов, и это очень важно, потому что припой не прилипает к окисленным металлам, а металлы окисляются очень быстро при температурах пайки.
Может ли флюс вызвать короткое замыкание?
Если флюс не счищен с вашего разъема, он может создать токопроводящий путь между контактами, где не должно быть никаких соединений. Флюс – это «негерметичный изолятор», что означает, что он позволяет электрическим токам протекать между контактами, вызывая I.R.отказы при высоковольтном испытании и – в крайних случаях – даже короткое замыкание.
Флюс – это кислота?
Флюс представляет собой кислотную смесь химикатов, используемых для удаления оксида металла во время пайки, обеспечивая хорошие металлургические связи.
Вам нужно очистить канифольный флюс?
Да, канифольный флюс следует удалить с печатной платы (PCB) после завершения пайки. Ниже приведены причины для удаления остатков флюса: Улучшение эстетического вида печатной платы. Если вы являетесь контрактным производителем печатных плат, внешний вид платы отражается на вашей работе.
Что такое порошковый флюс?
В металлургии флюс (от латинского fluxus, означающего «поток») представляет собой химическое чистящее средство, текучее средство или очищающее средство. В качестве чистящих средств флюсы облегчают пайку, пайку и сварку, удаляя окисление с соединяемых металлов.
Как использовать порошковый флюс?
Руководство по применению Порошок флюса следует смешать с водой и несколькими каплями жидкого моющего средства до образования густой пасты. Затем перед сборкой нанесите пасту на стыковые поверхности.Затем следует нанести дополнительный флюс снаружи по обе стороны от рта сустава.
Как смешивать порошковый флюс?
ПорошокFlux следует смешать с водой и несколькими каплями жидкого моющего средства до образования густой пасты. Затем перед сборкой нанесите пасту на стыковые поверхности. Затем следует нанести дополнительный флюс снаружи по обе стороны от рта сустава.
Какой флюс используется для кузнечной сварки?
Простой флюс можно изготовить из буры, иногда с добавлением порошкообразных железных опилок.Самым старым флюсом, используемым для кузнечной сварки, был мелкодисперсный кварцевый песок.
Как использовать флюс для пайки?
Порошковый паяльный флюс Stay-Silv® Флюс можно использовать в порошковой форме, нагревая конец прутка или проволоки и погружая его во флюс. Иногда это называют «хот-роддингом». Флюс прилипнет к нагретому стержню.
Можно ли паять без флюса?
Вы можете соединить медь с медью без флюса, используя припой, специально разработанный для данной работы, например, Handy & Harman’s Sil-Fos или Fos-Flo 7.(Фосфор в этих сплавах действует как флюс для меди.)
Пайка сильнее сварки?
Пайка значительно превосходит сварку при соединении разнородных металлов. Если присадочный материал металлургически совместим как с основными металлами, так и плавится при более низкой температуре, пайка может создавать прочные соединения без каких-либо изменений свойств основных металлов.
Какое оборудование необходимо для пайки?
Тепло для пайки обычно обеспечивается ручной горелкой, печью или системой индукционного нагрева.Другие методы включают пайку погружением и пайку сопротивлением. Пайка горелкой часто используется для небольших сборок и небольших объемов работ.
https://www.youtube.com/watch?v=87DAe5jnp28
Канифольный флюс – Rosin-Factory.com
Флюсы для канифольных пастпредназначены для уменьшения образования комков припоя и образования перемычек. Правильный флюс обеспечивает правильную текучесть припоя и повышенное смачивание желаемых участков.
Канифольные флюсы
Канифоль или канифоль – это натуральный продукт, получаемый из пней или коры сосны.Состав канифоли варьируется от партии к партии, но общая формула – C19h39COOH. Он состоит в основном из абиетиновой кислоты (от 70 до 85 процентов, в зависимости от источника) и от 10 до 15 процентов пимаровой кислоты. Канифоли содержат несколько процентов неомыляемых углеводородов; для удаления канифольного флюса необходимо добавить омылители (форма щелочного химического вещества, делающего воду мыльной).
Канифольный флюс состоит в основном из натуральной смолы, извлеченной из олеорезина сосны и очищенной. Флюсы канифоли неактивны при комнатной температуре, но становятся активными при нагревании до температур пайки.Они естественно кислые (от 165 до 170 мг КОН на 1 г эквивалента). Они растворимы в различных растворителях, но не в воде. Это причина использования растворителей, полуводных растворителей или воды с омылителями для их удаления.
Точка плавления канифоли составляет от 172 ° C до 175 ° C (от 342 ° F до 347 ° F) или чуть ниже точки плавления припоя (183 ° C). Желаемый флюс должен плавиться и становиться активным немного ниже температуры пайки. Однако флюс неэффективен, если он разлагается при температуре пайки.Это означает, что синтетические флюсы можно использовать при более высоких температурах, чем флюсы для канифоли, поскольку первые разлагаются при более высоких температурах. Как правило, канифольные флюсы слабые, и для улучшения их активности (флюсирующего действия) требуется использование галогенидных активаторов.
Общая формула для удаления оксида канифолью:
RCO2H + MX = RCO2M + HX
, где RCO2H – канифоль во флюсе (упомянутый ранее C19h39COOH)
M = Sn, Pb или Cu
X = оксид, гидроксид или карбонат
Как упоминалось ранее, канифольные флюсы также называют канифолью (R), канифолью умеренно активированной (RMA) и канифольной активированной (RA).Различные категории канифольных флюсов отличаются концентрацией активаторов (галогениды, органические кислоты, аминокислоты и т. Д.). Типы R и RMA обычно не вызывают коррозии, а значит, безопасны. В некоторых приложениях флюсы R и RMA даже не очищаются, даже если они не классифицируются как неочищаемые. Однако без очистки надежность сборки может быть снижена, поскольку липкая канифоль может притягивать пыль и вредные загрязнения в полевых условиях во время эксплуатации.
Описанные здесь флюсы требуют очистки.Чтобы уйти от очистки, многие компании перешли на флюс без очистки, который будет в центре внимания моей следующей колонки.
Где купить канифоль?
Наши канифольные продукты доступны для продажи на сайте www.ChemicalStore.com. При крупных заказах звоните заранее и уточняйте наличие, оптовые скидки и варианты доставки. Если вы не можете найти какой-либо продукт в выбранном вами интернет-магазине, воспользуйтесь функцией поиска в магазине или позвоните ( 973) 405-6248 для получения дополнительной помощи.
Все заказы будут отправлены с наших складов в США (США), Канаде или Великобритании. Мы отправляем по всему миру в большинство стран, включая США, Канаду, Австралию, Великобританию, Новую Зеландию, Германию, Францию, Нидерланды и многие другие страны.
Является ли припой канифольного сердечника для электрики?
Некоррозионный, непроводящий канифольный флюс содержится в сердечнике припоя . Канифольные припои с сердечником в основном используются для электрических приложений .Припой с канифолью и сердечником можно использовать для ремонта радиоприемников, телевизоров, электрических приборов , проводки и других более тонких электронных работ. 40/60 и 60/40 РОЗИНОВЫЕ ПРИПОРЫ СОДЕРЖАТ СВИНец.
Щелкните, чтобы увидеть полный ответ
Аналогичным образом спросят, могу ли я использовать канифольный припой для электроники?
Сердечник из флюса из припоя проволоки Flux разработан для улучшения электрического контакта и механической прочности в соединениях припоя .Существует два основных типа сердечников flux . Кислота сердцевина и канифоль сердцевина . Кислотный стержень используется для водопровода, а стержень канифольный используется для электроники .
Далее вопрос, нужен ли вам флюс с канифольным припоем сердечника? Припой с флюсовым сердечником имеет флюс в центре проволоки припоя . Дополнительный флюс не требуется для большинства применений, но использование дополнительного флюса все же может облегчить работу с припоем для некоторых задач.При выборе припоя для флюсового сердечника важно использовать канифольный припой для сердечников в электротехнике.
Также спросили, что такое канифольный припой сердечника?
Ответил 20 октября 2016 г. Канифоль – припой сердечника представляет собой металлический сплав с пекообразными органическими соединениями, которые легко плавятся и хорошо прилипают к меди и другим металлам, создавая прочную связь, проводящую электричество. Канифоль – припой стержня состоит из металлической трубки, которая окружает тонкую сердцевину из канифоли .
Какой припой лучше всего подходит для электрических соединений?
- Паяльная проволока с сердечником из оловянно-свинцовой канифоли Wyctin 60/40 – выбор редакции.
- Alpha Fry AT-31604 Канифольный припой 60-40 с сердечником – лучший выбор для бюджета.
- Alpha Metals # am31605 Свинцовый припой – фаворит клиентов.
- Kester 24-6337-0027 Припой в рулонах – Best 63/37 Solder.
- Kester Solder 32117 24-6040-0027 Припой 60/40 – самое влажное действие.
Электроника (пайка) – болезнь легких
Где опасности?
Серьезные проблемы со здоровьем могут возникнуть в результате вдыхания дыма канифоли (иногда называемой «канифоль») или ее производных, содержащихся в флюсах для припоя.
Без эффективного контроля дым припоя поднимается вертикально и при ручных операциях может попасть в зону дыхания припоя.
Флюсы на основе канифоли могут входить в состав припоя или наноситься отдельно, как в жидких флюсах. Для паяльной проволоки, обычно используемой при ручной пайке, флюс часто содержится в центральном сердечнике и высвобождается при нагревании. В других случаях флюс может находиться в паяльной пасте, наносимой шприцем, трафаретом или трафаретной печатью.Жидкие флюсы можно наносить из бутылки или путем окунания в маленькие баночки или горшки. На автоматизированных линиях флюс можно распылять в виде жидкости или пены перед пайкой волной.
Большое количество людей, включая инженеров связи, специалистов по вентиляции и отоплению, сантехников, а также тех, кто занимается техническими исследованиями и дополнительным образованием, занимается пайкой. Периодическая пайка может привести к сильному кратковременному воздействию, особенно если она выполняется в замкнутом пространстве или под неудобным углом.Люди, обслуживающие и чистящие паяльные установки, оборудование и системы управления, также могут подвергаться риску.
Какие риски?
Дым флюса для припоя на основе канифоли в настоящее время считается одной из самых серьезных причин профессиональной астмы в Великобритании. Когда астматические эффекты полностью развиваются, они становятся постоянными и необратимыми. Продолжительное воздействие даже очень небольшого количества дыма может вызвать приступы астмы, и пострадавший может быть не в состоянии снова паять флюсами на основе канифоли.
Как управлять
Так как пары флюса для припоя на основе канифоли могут быть опасны для здоровья, их использование регулируется Правилами по контролю за веществами, опасными для здоровья (COSHH) 2002 (с поправками). Должна быть проведена соответствующая оценка рисков для здоровья. Там, где это практически осуществимо, облучение следует предотвращать или, в противном случае, надлежащим образом контролировать.
Что следует учитывать:
- Нужно ли использовать флюс, содержащий канифоль? Доступны и другие флюсы
- Никогда не перегревайте паяльник
- Использовать вытяжку
- Держите голову подальше от шлейфа дыма припоя
Как выбрать правильный тип флюса для вашего процесса – EMP 2018 Electronics Manufacturing & Production Handbook – MyKay Tronics
версия для печати
Как выбрать правильный тип флюса для вашего процесса
Справочник по производству и производству электроники EMP 2018 Производство / производственные технологии, оборудование и услугиИнформация от Pillarhouse International.
Флюс, выбранный для процесса селективной пайки, часто упускается из виду, но он оказывает большое влияние на качество паяных соединений, долгосрочную надежность и общие характеристики селективной пайки. В этой статье описаны критические факторы общедоступных флюсов для селективной пайки и их влияние на качество, надежность и производительность оборудования.
Флюсы по существу делятся на три основные категории или типы флюсов:
• Флюсы с низким содержанием твердых частиц / без очистки
• Флюсы канифоли (канифоли полные / с высоким содержанием твердых частиц)
• Водорастворимые флюсы
Обсуждая флюсы для процесса селективной пайки, мы обычно имеем в виду флюсы с низким содержанием твердых частиц / без очистки, и это наиболее часто используемый тип флюсов при селективной пайке.
Если компания использует полную канифоль или водорастворимый флюс в процессе селективной пайки, они обычно получают разрешение от своих клиентов или отрасли на их использование и обычно производят устаревшие продукты с устаревшими стандартами надежности. С точки зрения характеристик флюса оба этих типа флюса паяются очень хорошо, и их мало что можно оценить. Но большинство компаний, использующих селективную пайку, избегают их из-за необходимости устанавливать дорогостоящие процессы очистки. В конце концов, одним из преимуществ селективной пайки является возможность выборочного флюсования, что позволяет исключить очистку.
Если вам необходимо использовать канифоль или водорастворимый флюс в процессе селективной пайки, вам следует проконсультироваться с производителем оборудования, чтобы убедиться, что у вас есть подходящие варианты или материалы для работы с этими типами флюсов.
Флюсы с низким содержанием твердых частиц / без очистки делятся на несколько других категорий:
• Содержит спирт, канифоль или смолу
• На спиртовой основе, без канифоли или смолы
• На водной основе, без канифоли или смолы (без летучих органических соединений) – в редких случаях может содержать канифоль или смолу
В этой категории есть множество производителей и гораздо больше вариантов флюсов.Так как же решить? Даже если ваши клиенты, корпоративное руководство или доступные производственные процессы диктуют, какой флюс вы используете, важно понимать, помогает ли используемый вами флюс или препятствует вашему процессу выборочной пайки.
Флюсы с низким содержанием твердых частиц / без очистки, как правило, имеют менее активный химический состав и их сложнее паять, чем канифоль или водорастворимые разновидности. Некоторые потоки созданы для преодоления определенных проблем – проблем, которых у вас может не быть, – в то время как другие могут быть слабыми в области, которая является проблемой для вас.Часто тип продукции, которую вы производите, может повлиять на флюс, который лучше всего подходит для вашего процесса. Или просто разнообразие продуктов, которые вы производите, может повлиять на ваш выбор флюса – и может даже потребоваться использование разных флюсов для разных продуктов.
Одна из проблем заключается в том, что многие из доступных флюсов, используемых при выборочной пайке, изначально предназначались для пайки волной припоя. Независимо от продукта или области применения, процесс пайки волной пайки был относительно одинаковым во всей отрасли, и его легче было адаптировать для этих различных флюсов.Только недавно производители флюсов начали производить флюсы специально для селективной пайки, осознавая, что это совершенно иной процесс, чем пайка волной.
Однако среди этих различных вариантов флюсов флюсы с низким содержанием твердых частиц / не требующие очистки, содержащие канифоль / смолу, обычно являются лучшим вариантом для процесса селективной пайки. Они хорошо работают с различной обработкой поверхности, имеют относительно широкий диапазон обработки, выдерживают более широкий диапазон времени при высоких температурах, работают с припоями со свинцовыми и бессвинцовыми припоями и хорошо выгорают, обычно оставляя более безопасные остатки.
Общие сведения о типах флюсов
Есть три ключевых атрибута потока, которые определяют категории потоков. Эти атрибуты также определяют, нужно ли чистить платы после пайки. Однако уровень приемлемости не обязательно универсален и зависит от требований к продукту. Этими тремя атрибутами являются: активность, содержание твердых частиц и тип материала. Имея это в виду, три основных типа флюса можно просто разделить таким образом:
Флюсы с низким содержанием твердых частиц / без очистки обычно содержат от 2% до 8% твердых веществ) и могут быть на основе растворителя (с канифолью / смолой или без нее) или на водной основе (без летучих органических соединений) и не содержать канифоли или смолы, за редкими исключениями. .Они проявляют активность от низкой до средней, короткий срок службы (в процессе) и могут потребовать или не потребовать очистки.
Канифольные флюсы представляют собой канифоли с полным / высоким содержанием твердых частиц с содержанием твердых веществ от 15% до 45% и основаны на растворителях. Их активность может быть низкой, но обычно от средней до высокой, они имеют длительный срок службы и, как правило, всегда очищаются.
Водорастворимые флюсы обычно имеют высокое содержание твердых частиц в диапазоне от 11% до 35%, обычно основаны на растворителях, имеют очень длительный срок службы, всегда очень активны и всегда очищаются.
Активность и содержание твердых частиц обычно являются двумя ключевыми атрибутами, которые определяют, потребуется ли очищать продукт от остатков флюса после пайки. А с точки зрения типа материала и содержания твердых веществ флюсы распадаются дальше, как показано на Рисунке 1.
Рисунок 1. Жидкий флюс и классификация.
Таблица 1 разбивает флюсы на флюсы с высоким или низким содержанием твердых веществ, независимо от того, содержат ли они канифоль или нет, а также на основе воды или спирта (растворителя).Четырехзначное обозначение, начинающееся с RO, RE, OR или IN, представляет собой систему, установленную IPC для более четкой классификации или идентификации активности потоков как низкой, средней или высокой на основе тестов, описанных в IPC-J-STD- 004. Все производители флюсов проводят эти испытания и маркируют каждый флюс соответствующим обозначением. Как применяется обозначение, показано в таблице.
Таблица 1. Обозначения флюсов IPC.
Производители флюсов включают это обозначение в технические данные для каждого (недавнего) флюса.Однако только эти обозначения редко обозначают потоки. Большинство флюсов до сих пор называют флюсами с низким содержанием твердых частиц / без очистки, канифольными и водорастворимыми флюсами. Сами по себе позиционные обозначения не могут точно сказать вам, с каким типом флюса вы имеете дело. Например, ROL1 может быть либо полностью канифольным, либо неочищенным с добавлением канифоли. ORM0 может быть без очистки на спиртовой основе, без очистки на водной основе (без летучих органических соединений), стандартным водорастворимым или водорастворимым средством на водной основе.
При этом информация в таблицах данных с обозначением, содержанием твердых частиц и описанием флюса должна дать вам хорошее представление о том, какой у вас флюс.Однако вам, возможно, придется проконсультироваться с производителем или с MSDS, чтобы определить растворитель, обычно спирт или воду. Если флюс содержит канифоль, вы можете быть уверены, что это флюс на спиртовой основе, поскольку канифоль не растворяется в воде естественным образом.
Поскольку флюсы с низким содержанием твердых частиц / без очистки являются более распространенным типом, используемым при выборочной пайке, они показаны коррелированными с обозначениями IPC в таблице 2.
Таблица 2. Корреляция между типами флюсов и обозначениями IPC.
Суть системы обозначений состоит в том, чтобы пользователь мог принять более обоснованное решение о деятельности и пригодности своего флюса и понять, требуется ли очистка после пайки (или, по крайней мере, исследовать).Как полные канифоли, так и водорастворимые флюсы необходимо очищать после пайки из-за большого количества твердых частиц и остатков и / или из-за высокой активности их остатков.
Лучше всего проконсультироваться с производителем флюса, чтобы обсудить его характеристики и поведение. Некоторые флюсы могут иметь тенденцию работать лучше или хуже в определенных аспектах, даже если они кажутся практически одинаковыми на бумаге, о чем будет знать только производитель или представитель.
Будьте осторожны не только с водорастворимыми флюсами, но и с любыми флюсами с низким pH.В ряде случаев значение pH в таблице данных может вводить в заблуждение, поскольку все флюсы предназначены для того, чтобы становиться более активными при воздействии тепла. Но низкий pH при комнатной температуре может нанести вред оборудованию. Кроме того, из-за хитроумной химии некоторые флюсы на самом деле более активны, чем они появляются с классификацией IPC, о которой знает только производитель. Всегда лучше проконсультироваться с производителем о его характеристиках, прежде чем использовать незнакомый флюс.
Плюсы и минусы
Одним из наиболее важных аспектов флюса является его активность и способность образовывать хорошее паяное соединение – быстрое и полное смачивание вывода, отверстия и земли и оставление прочного паяного соединения.Обычно чем больше активности, тем лучше пайка и тем больше / лучше технологическое окно. Канифоль с полным содержанием твердых частиц и, в частности, водорастворимые флюсы, хорошо известны своими превосходными характеристиками пайки, во многом благодаря их активности и обилию химических веществ, которые придают ей большую долговечность на протяжении всего процесса пайки.
Флюсы с низким содержанием твердых частиц, не требующие очистки, не удаляют оксиды также или так же полностью, как водорастворимые и полные канифольные флюсы, и их химический состав не позволяет им сохраняться так долго на протяжении всего процесса пайки.Таким образом, они обычно имеют значительно меньшее окно процесса.
Водорастворимые флюсы отлично подходят для пайки и обеспечивают наилучшую пайку. Они обладают большой активностью, которая легко очищает паяемые металлы и практически никогда не выгорает в процессе пайки. Однако этот химический состав обычно очень агрессивен, вызывает коррозию, стойкий и продолжает реагировать после пайки. Они практически всегда классифицируются как ORH или INH, и их необходимо тщательно очищать от припаянных плат с помощью машинной стирки, за которой необходимо очень внимательно следить.Любое оставшееся ионное загрязнение может легко привести к катастрофическому отказу поля, поэтому процесс очистки должен быть чрезвычайно тщательным.
Обычно платы, выходящие после мойки, периодически проверяются на ионное загрязнение, обычно с использованием какого-либо типа ионографа или омегаметра.
Вредные последствия коррозии могут возникнуть даже на производственном предприятии, если не удалить остатки своевременно.
На рис. 2 представлена фотография коррозии водорастворимого флюса после двухчасового сидения.Другой потенциальный отказ от загрязнения водорастворимыми остатками – это рост дендритов, который представляет собой металлические, похожие на волосы наросты, которые могут образовываться между соседними проводящими путями или сокращать их.
Рис. 2. Коррозия водорастворимым флюсом после двухчасового сидения.
Чтобы было ясно, системы промывки водорастворимых флюсов доказали свою полную эффективность в течение десятилетий, но они дороги в эксплуатации и занимают ценную площадь на полу. Однако агрессивный химический состав водорастворимых флюсов требует коррозионно-стойких флюсов и разрушает оборудование, которое труднее содержать в чистоте (рис. 3).По этим причинам многие не используют, и мы не рекомендуем использовать водорастворимый флюс, когда это возможно.
Рисунок 3. Коррозионное воздействие водорастворимого флюса на оборудование.
Полные канифольные флюсы также обеспечивают отличную пайку с эквивалентной способностью очищать паяемые металлы и служить на протяжении всего процесса, но они не имеют такой же склонности, как водорастворимые флюсы, к коррозии и повреждению продукта. Фактически, вместо этого канифоль действует как защитный барьер во время пайки, а после пайки может улавливать ионные остатки, предотвращая их подвижность и деструктивную реакцию.
Однако канифоль оставляет на плате остатки и может загрязнить производственное оборудование, что служит основным мотиватором для очистки такого рода флюса от печатных плат, в большей степени, чем проблемы надежности водорастворимых флюсов. Хотя с учетом высоких требований, предъявляемых к современной электронике, остатки канифоли также могут приводить к сбоям в суровых условиях окружающей среды.
Процесс очистки канифоли также может быть дорогостоящим процессом, но также обычно требует растворителя, который создает свои собственные сложности.Однако преимуществ канифоли было достаточно, чтобы превратить ее в флюсы с низким содержанием твердых частиц / без очистки.
Как многие понимают, использовались флюсы с низким содержанием твердых частиц / без очистки, чтобы можно было исключить очистку. Как следует из названия, эти флюсы обладают меньшим химическим составом и меньшей активностью и делают пайку с такими же результатами более сложной задачей.
Флюсы канифольные с низким содержанием твердых частиц / без очистки на спиртовой основе
Первоначально флюсы с низким содержанием твердых частиц / без очистки были по сути канифольными флюсами, только в меньшей степени.Сегодня эти флюсы намного сложнее, но принцип заключается в том, что при меньшем количестве химического вещества на плате после процесса пайки не останется или почти не останется активного химического вещества, что устраняет необходимость чистки платы. Таким образом, вместо 35% твердых веществ в полном канифольном флюсе флюсы с низким содержанием твердых веществ варьируются от 1,5% до 8%. С меньшим количеством химии проблема теперь становится иметь достаточно активной химии, чтобы быть эффективным потоком.
Важно отметить, что флюсы с низким содержанием твердых частиц не обязательно подходят для всех или для каждого применения.Один и тот же флюс и остатки при одном применении могут быть совершенно безопасными, в то время как при другом применении они могут быть вредными. Заказчик, разработчики продукта и т. Д. – любой, кто понимает требования среды конечного использования этого продукта, – должен определять, действительно ли флюс с низким содержанием твердых частиц является для них флюсом, не требующим очистки.
Даже в небольших количествах канифоль фактически используется как способ избежать простого добавления активного химического вещества для повышения производительности. Это ключевой ингредиент многих флюсов с низким содержанием твердых частиц, поскольку он помогает защитить очищенный металл и химический состав этих флюсов в процессе пайки.Это позволяет флюсу выдерживать более длительное и горячее воздействие тепла, чем без него. С канифолью во флюсе вы можете увидеть немного больше остатков, но идея снова заключается в том, что любой оставшийся химический состав будет удерживаться канифолью. Даже в этом случае некоторые клиенты находят любые остатки явно нежелательными или потенциально более опасными для хранения на доске. В этих случаях многие заканчивают очистку или их клиенты требуют удалить с плит остатки флюса с низким содержанием твердых частиц.
Эти флюсы не только хороши при длительном воздействии нагрева / предварительного нагрева или более высоких тепловых процессах, они также хорошо работают при низком нагреве или коротких процессах, так как спирт испаряется очень быстро, что позволяет начать пайку практически сразу.
Флюсы на спиртовой основе, без канифоли, с низким содержанием твердых частиц / без очистки
Чтобы частично решить эту проблему, большинство производителей флюсов предлагают флюсы с низким содержанием твердых частиц и вообще без канифоли, что позволяет активному флюсу улетучиваться более полно во время пайки и оставлять наименьшее количество остатков. Однако в результате эти флюсы не сохраняются так долго, потому что они не покрываются канифолью. Для выборочной пайки это может быть проблемой, поскольку время воздействия повышенного или сильного нагрева в некоторых случаях может быть относительно длительным.Эти флюсы потенциально могут быть истощены к тому времени, когда они будут припаяны в процессе выборочной пайки. Немного канифоли во флюсе помогает бороться с проблемой нагрева, а также инкапсулировать оставшиеся ионные остатки. По этой причине большинство флюсов с низким содержанием твердых частиц содержат небольшое количество канифоли или ее синтетического эквивалента.
Эти флюсы работают лучше всего, если у вас достаточно однородный тип продукта и обычно выполняются короткие программы, или если не требуется много предварительного нагрева и требуется минимальное количество остатков.Вы можете задействовать процесс, чтобы получить очень хорошие результаты.
Флюсы без ЛОС, с низким содержанием твердых частиц / без очистки
Флюсы с низким содержанием твердых веществ, не содержащие ЛОС, похожи тем, что в них нет канифоли, но, поскольку они основаны на воде, они выдерживают большее воздействие тепла и могут быть немного более активными. Однако проблема с флюсами может заключаться в том, что они основаны на воде – им требуется больше тепла для испарения воды, и они могут заставить вас перейти на более длительный цикл предварительного нагрева, чем в противном случае, увеличивая общее время цикла.
Если вы в основном используете тяжелые плиты и программы / процессы с высокой температурой, лучше всего подойдут флюсы без летучих органических соединений, так как воде требуется больше времени для испарения, и они могут быть немного более активными.
По этим причинам флюсы с низким содержанием твердых частиц / без очистки с небольшим количеством канифоли или синтетического эквивалента обычно являются лучшим выбором для выборочной пайки. Они имеют более широкое окно процесса и обеспечивают больший успех, когда у вас есть множество продуктов и программ, требующих определенного диапазона нагрева или времени при повышенных температурах.В таблице 3 приведены плюсы и минусы различных типов флюсов.
Таблица 3.