восстановление слесарных тисков своими руками. Как отремонтировать и чем покрасить?
Слесарные тиски — незаменимый помощник для домашних и профессиональных работ. Со временем любой инструмент может выйти из строя. Не стоит спешить покупать новое приспособление. Тиски можно отремонтировать своими руками. В данной статье речь пойдет о причинах и признаках поломки, а также о том, как можно восстановить инструмент.
Признаки и причины поломки
Главной причиной поломки слесарных тисков является приложенное мастером чрезмерного усилие при затягивании заготовок.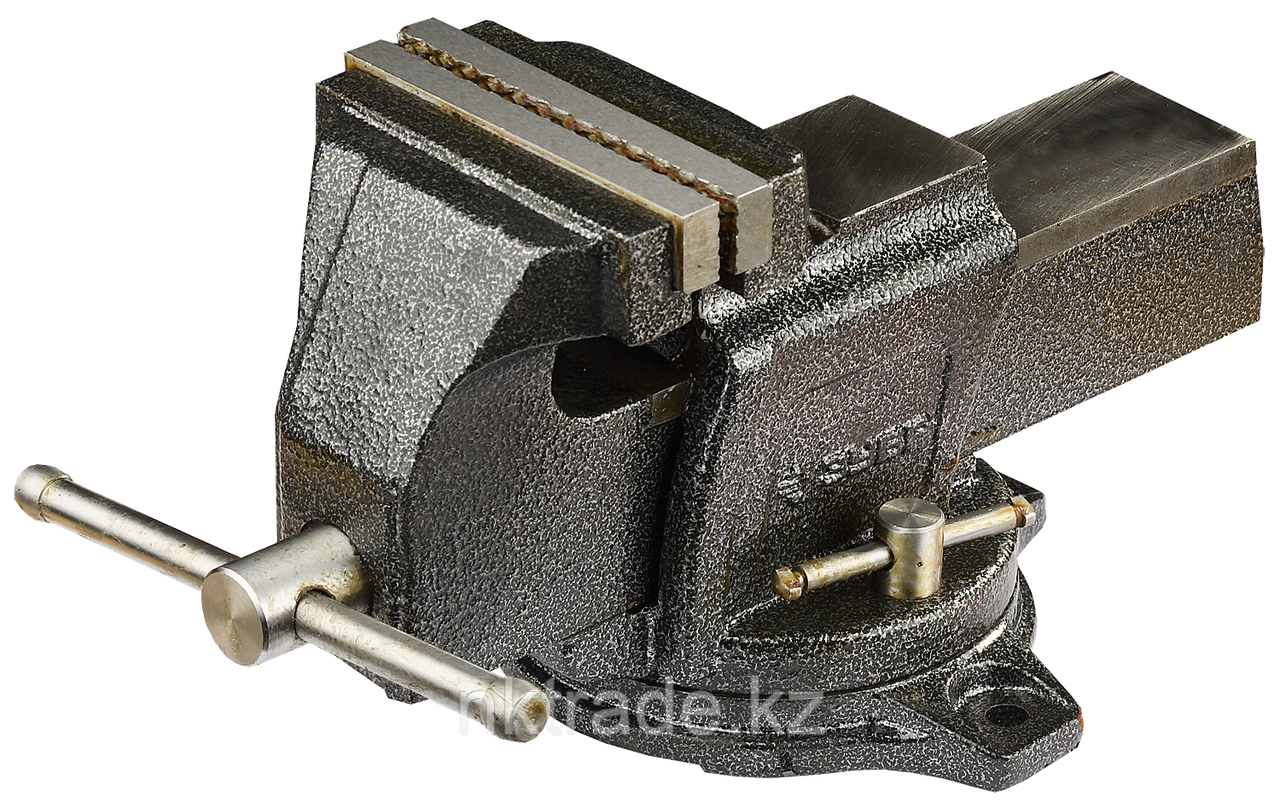
Признаки того, что тиски сломались:
- разрушение подвижных лапок;
- разлом гайки в станочных моделях;
- разрушение наковальни в чугунных приспособлениях;
- кривизна фиксирующих лапок;
- люфт винта;
- выкручивается вал при попытке разжать заготовку;
- невозможность разжать заготовку;
- срезанный штифт;
- плохая фиксация заготовок.
Некоторые дефекты слесарных тисков можно обнаружить сразу. К таким незначительным поломкам относятся трещины, сколы, излом или изгиб отдельных деталей.
После выявления признаков поломки следует произвести ремонт тисков. Сделать это можно в домашних условиях.
Сделать это можно в домашних условиях.
Как отремонтировать?
Перед тем как починить инструмент своими руками, его нужно разобрать и помыть каждую деталь. Если приспособление покрыто налетом ржавчины, её необходимо удалить. Для этого можно использовать как профессиональный преобразователь ржавчины, так и домашние средства. Избавиться от налета поможет уксус или керосин. Изделие следует замочить в жидкости и оставить на некоторое время. Позже следует пройтись по инструменту жесткой щеткой. Полировать тиски следует до появления родного блеска металла.
После процедур очистки и разбора следует приступить к самому процессу ремонта. Если причиной поломки является прокручивание винта в гайке, то необходимо разрезать гайку вдоль на 3 части и обновить резьбу. Для этого потребуется болгарка. Затем нужно восстановить целостность гайки путем приварки отрезанных частей на свои места.
Если причиной поломки является прокручивание винта в гайке, то необходимо разрезать гайку вдоль на 3 части и обновить резьбу. Для этого потребуется болгарка. Затем нужно восстановить целостность гайки путем приварки отрезанных частей на свои места.
Швы зачищают лепестковым кругом. Также сварные швы можно обработать напильником по металлу.
Теперь нужно заново собрать инструмент. Порядок действий при сборе тисков таков:
- главные лапки надвигают на основание;
- лапки продвигают как можно левее, это поможет легко установить планки при следующем шаге;
- сперва крепится одна планка, затем вторая;
- для финишной фиксации планок требуется сдвинуть лапки вправо;
- после этого необходимо вставить гайку и закрепить в ней винт.
Если тиски в запущенном состоянии, то для выкручивания ржавых болтов и деталей рекомендуется использовать керосин. Следует смазать детали и подождать несколько минут. После чего заржавевшие болты начинают постепенно прокручиваться. После ремонта можно отшлифовать приспособление. Вручную этого делать не стоит. К тому же на это уйдет много времени. Для шлифовки берут специальную щетку для болгарки
Следует смазать детали и подождать несколько минут. После чего заржавевшие болты начинают постепенно прокручиваться. После ремонта можно отшлифовать приспособление. Вручную этого делать не стоит. К тому же на это уйдет много времени. Для шлифовки берут специальную щетку для болгарки
Восстановление
После выполненного ремонта тиски нужно отреставрировать. Для того чтобы инструмент принял надлежащий вид, его нужно смазать и покрасить. Перед смазыванием тисков поверхность необходимо обезжирить. Для этого используют ацетон или любой другой растворитель. Для смазки используют обыкновенное смазочное масло. Также можно применить силиконовую смазку или литол с солидолом. Так как приспособление не имеет узлов, работающих при большой нагрузке, то для смазки подойдет практически любое средство.
Перед смазыванием тисков поверхность необходимо обезжирить. Для этого используют ацетон или любой другой растворитель. Для смазки используют обыкновенное смазочное масло. Также можно применить силиконовую смазку или литол с солидолом. Так как приспособление не имеет узлов, работающих при большой нагрузке, то для смазки подойдет практически любое средство.
Для смазки инструмента нужно сделать следующее:
- снять подвижные лапки;
- прокрутить рукоять, выдвинуть лапку и снять её;
- винт и отверстие лапки прочистить щеткой и еще раз обезжирить;
- затем следует нанести смазку на винт в умеренном количестве.
Далее следует собрать тиски и прокрутить ручку. Если механизм идет плавно, то больше ничего делать не нужно.
Также во время реставрации рекомендуется наложить на тиски несколько слоев грунтовки перед покраской. Использование грунтовки скрывает все неровности и лучше держит краску
Чем покрасить?
Средства для покраски слесарных тисков могут быть такими.
- Молотковая эмаль. Данный вид покраски оставляет после себя привлекательный внешний вид инструмента. Но стоит учитывать, что при механическом воздействии краска легко скалывается.
- Эпоксидная краска. Надежный вид покраски. Минусов не имеет. Незначительным недостатком считается малая цветовая палитра представленного ассортимента.
- Краска Sadolin. Автомобильная краска. Перед работой следует хорошо прогрунтовать поверхность.
- Набор для покраски ванн. Для слесарных тисков подойдет белая эпоксидная двухкомпонентная краска.
Те детали, которые не планируется красить, можно заклеить скотчем. 
Как видим, восстановить слесарный инструмент вполне возможно в домашних условиях. Безусловно, не стоит доводить приспособление до плачевного состояния. Но некоторые рекомендации помогут отреставрировать даже те инструменты, которые долго не использовались и покрылись налетом ржавчины.
При явных поломках рекомендуется полностью разобрать изделие и произвести полный ремонт.
Также при выполнении работ необходимо соблюдать технику безопасности. Стоит помнить, что работать с лакокрасочными средствами и шлифовальным инструментом следует в маске и защитных очках.
Реставрация слесарных тисков представлена на видео далее.
 youtube.com/embed/AgvCd6bRFsk?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/AgvCd6bRFsk?modestbranding=1&iv_load_policy=3&rel=0″/>
Как разобрать слесарные тиски – Инженер ПТО
Как разобрать и отремонтировать тиски
На днях наши старые тиски, которые отслужили нам верой и правдой не один десяток лет поломались. А поломка такая: при попытке разжать деталь, деталь остается зажатой, а вот вал тисков выкручивается.
Как оказалось, в тисках срезало штифт, который стопорил винт от выкручивания.
Тиски были разобраны и вымыты. Отверстие под штифт развернули с помощью цилиндрической развертки на новый размер и был выточен новый штифт.
Дальше я предлагаю посмотреть процесс сборки тисков, и соответственно, если просмотреть картинки с конца, то можно просмотреть последовательность разборки тисков.
Все части тисков после разборки были очищены и промыты.
Итак приступаем к сборке. Начинаем с основания:
Вымытое основание тисков
На чистое и вымытое основание тисков надвигаем главные губки:
Второй этап сборки — надвинуть губки
Губки следует продвинуть как можно левее — этим обеспечивается легкая установка планок при следующей операции:
Второй этап сборки — надвинуть губки и сдвинуть их влево
Планки установлены и приступаем с их креплению. Сначала одну планку:
Сначала одну планку:
Третий этап сборки тисков — устанавливаем планки
… а затем крепим и вторую планку:
Третий этап сборки тисков — устанавливаем планки
Для окончательного закрепления планок следует сдвинуть губки. На этот раз губки сдвигаем вправо:
Третий этап сборки тисков — устанавливаем планки и зажимаем их окончательно
Четвертый этап сборки тисков — это установка гайки:
Четвертый этап сборки тисков — ставим гайку
Вставляем гайку и ввинчиваем в гайку винт:
Четвертый этап сборки тисков — ставим гайку
Кстати, вот и поломанный штифт с резьбой на конце. Из-за того, что этот штифт срезало тиски пришлось ремонтировать:
Виновник поломки тисков — срезанный штифт
Продолжение сборки тисков — во второй части.
Привет всем! В эфире наша традиционная программа “Как то раз батя…” И речь сегодня пойдёт о восстановлении старых советских слесарных тисков. Предыдущие части передачи можно посмотреть в моём блоге, а пока приступим!
Предыдущие части передачи можно посмотреть в моём блоге, а пока приступим!
Как то раз батя где то надыбал средние слесарные тиски. Судя по всему жизнь они прожили долгую и трудную где то на сварочном столе на производстве. Все были залиты расплавом от сварки, порезаны болгаркой, обколоты зубилом.
Губки тисков были в отвратительнейшем состоянии! Похоже нещадно варили прямо в них.
Да ещё “для прочности” губки были приварены к самому телу тисков…
Батя всё порывался найти им замену, купить новые не столь ушатанные, потому что восстановить ЭТО было весьма трудно… Хотя винт всё ещё работал и зажимало весьма хорошо!
Но тут случилось счастье! Я наконец то уволился со старой работы, новую пока не нашёл и меня обуяла жажда деятельности)
Ну что ж, приступим!
Первый делом разбираем. Мдя… Откручивалось всё с огромным трудом!
Направляющие подвижной части оказались в очень приличном состоянии, использовали тиски достаточно мало. На направляющих даже сохранилась заводская хонинговка.
На направляющих даже сохранилась заводская хонинговка.
Винт и гайка так же в очень приличном состоянии! Ремонт не требуется, просто нужно почистить от старой смазки.
И тут же вылез первый прикол. Шпонка фиксирующая шайбу, которая фиксирует болт в подвижной части тисков была обломана. И какой то удак приварил шайбу прям к валу… Доооолго я зубилом сварку вырубал!
Пришлось ехать к токарю протачивать вал. Заодно шлифанули зажимную рукоять.
Подходящей шайбы с внутренним диаметром 28мм не нашлось ни в хозяйстве, ни в магазине. Купил 3 шайбы ф25мм. Блин, а они из нержавейки! Целый день убил на то, что бы расточить напильником до 28мм…
Несущий болт примеряем на место, ставлю шайбу. Под неё сверлю новое отверстие ф5, нарезаю резьбу М6. Вкручиваю фиксирующий болт, обрезаю шляпку, нарезаю шлицы под отвёртку (для будущего демонтажа)
Снял подвижную часть, почистил болгаркой с обдирочным кругом, затем кордщёткой. После этого обварил все рытвины и сколы.
Варил дуговой сваркой. Электроды тройка. Ток около 80а. На электрод намотал медную проволочку с шагом примерно 1,5 см между витками. На место навара сыпал порошок буры. Иначе к чугуну не липнет.
Теперь переходим к станине.
Ушатана точно так же сурово. УШМ-обдирочный круг-кордщётка-сварка.
Кстати здесь видно почему ушатана передняя подвижная часть тисков. На наковаленке был огрех литья. Поэтому на ней затруднительно было что то отбивать. И поэтому пользовались подвижной частью(
Наковаленку выровнил УШМ, выгладил шлифмашинкой и стало очень даже ничего)) Теперь на ней можно работать.
Открутил намертво закисшее поворотное основание.
Странно что вообще смог разъединить без кувалды! Всего то килограммовым молотком бить пришлось.
Переходим к губкам.
Мдяяяя… Губки сидели на посадочных с большим зазором. Туда натёк расплав со сварки. Да ещё и сами губки к тискам прихватили! Целый день аккуратно всё отпиливал.
Теперь стало понятно что новые губки ровно не лягут на старые посадочные. Подсобираю тиски в кучу и еду к фрезеровщику. Выровняли углы и площадки на посадочных. Заодно орлиным взором приметил под станком два сломанных проходных резца от токарного станка. Мне их безвозмездно подарили, пойдут на губки.
Ещё сутки на изготовление губок, сверление. А потом опять поехал к фрезеровщику, где всего за пузырь меня пустили на горизонтальный фрезер и сам нарезал риски на губках))
Про губки чуть подробнее:
У токаря взял сломанные резцы для токарного станка. Линейкой померил что б подошли с запасом. Просверлил отверстия под болты. на половину глубины отверстия расширил под головки болта. Затем поехал на фрезер. Хотя и без фрезера можно сделать риски. Прорезать канавки болгаркой с тонким диском, затем треугольным напильником вывести форму. А вот теперь тонкость. Только после всех этих операций нужно прикрутить губки к тискам и обрезать по ширине. Я ступил, отверстия просверлены в губках не ровно, поэтому губки “разъехались” в разные стороны. Пришлось обрезать их заподлицо с поверхностью тисков, но в идеале нужно что бы выступали 2-3 мм по краям.
После того как губки готовы наступает время термообработки. Бензиновой паяльной лампой нагрел губки до красна и закалил в воде (предварительно почитал в инете про термообработку стали марки 45, из которых сделаны резцы). Губки закалены, но слишком хрупкие, будут колоться и риски при прижиме обламываться. Как говорил один мой знакомый кузнец- “если любишь металл- отпусти его!)” 🙂 После закалки губки засунул в духовку на 200 градусов на один час. Через час духовку выключил и прямо в ней дал губкам остыть (делал вечером, остывали ночь). Затем шлифовка для придания блеска и монтаж на тиски))
Теперь губки достаточно прочные, но в отличии от чугунных колоться не будут.
Теперь всё идёт на покраску. 2 слоя аэрозольного грунта, 3 слоя аэрозольной краски. Краска нашлась самого правильного станочного цвета- синего)) Это я покупал краску для суппортов на ниву. Хотел задние барабаны в цвет машины покрасить, когда поставил бы стальные. Но не успел. А краска вот на тиски пригодилась))
Прежде чем собирать, нужно изготовить новые болты поворотной части. Из куска полосы вырезал квадраты 23х23мм, просверлил, вставил болт, обварил, лишнее обрезал.
Давно уже собирался слегка облагородить эти старые тиски, которым уже более 30-ти лет и соответственно выглядят они несколько неказисто с этой сморщенной эмалью, которой их обильно полили давным-давно (фото ниже). В последнее время частенько стал использовать смывку KUDO, чтобы избавляться от краски на моделях. Собственно эти остатки смывки и подтолкнули меня на перекрас этих тисков, так как хотелось испытать эту смывку на старой советской краске. Тем более, обжигать тиски мне не где, а скрябать их наждачками, щётками, скребками что-то лень.
Кроме перекраски, ещё нужно будет заменить губки на тисках, ибо их время не пощадило больше всего. Сточить чугунный упор в основании опорной плиты, чтобы тиски ровно стояли на столе. Ну и разобраться со стопором червячного вала или же ходового винта, тут кому что ближе, так как из-за его болтанки, образуется огромный люфт у рукоятки.
Ниже на фото виден этот лепесток в форме вилки, которым стопорится винт. Проблема в том, что крепёжные винты этого стопора расположены у одного края, из-за этого пластина плотно не поджимается и при вращении ручки, её постоянно мотыляет из стороны в сторону. В итоге, вся эта болтанка сказывается на холостом ходе рукоятки (люфте), то есть при вращении рукоятки, тиски не сразу приходят в движение. Этот люфт достигает почти целого оборота рукоятки (360 градусов).
Разбираем тиски и избавляемся от грязи и старой смазки, чтобы этот толстый слой солидола не мешал смывке разъедать краску.
Под губки приспособил квадраты разных размеров, ибо одинаковых не получилось найти поблизости. Одну прикрутил как и положено, а вот вторую решил застопорить винтами вертикально (фото ниже), чтобы губки по возможности были гладкими, без винтов и фасок. По науке, губки вроде должны быть калёными, но так как тиски в основном использую для моделизма, то надеюсь что с этой сыромятиной ещё долго ничего ужасного не случится.
Чтобы закрепить стопорный лепесток чуть крепче, решил добавить пару винтиков, благо место позволяет пристроить их по углам. Для этого пришлось просверлить отверстия, а затем нарезать резьбу.
Упор на плите, был сточен на наждаке, после чего, на поверхности обнажились раковины в чугуне (фото ниже).
После того как прикрутил стопорную пластину четырьмя винтами, большая часть люфта рукоятки исчезла и составляет теперь примерно 90 градусов. Как оказалось, некоторый люфт есть ещё и у ползунка, в который собственно и вкручивается резьбовой винт рукоятки. Сам по себе этот ползунок стоит не подвижно в отверстие опорной плиты, а винт вкручиваясь в него, тем самым открывает или закрывает тиски. Но так как этот ползунок в отверстие плиты тоже немного болтается, пришлось колхозить втулку из жести (фото ниже).
Насколько это возможно, люфты устранил и на данный момент свободный ход рукоятки составляет примерно 45 градусов. Теперь немного раздражает несимметричная толщина губок у тисков (фото ниже).
Теперь немного раздражает несимметричная толщина губок у тисков (фото ниже).
В общем решил спилить толстую губку ножовкой по металлу, я чтобы по максимуму сохранить плоскость губки, спиливал её вдоль направляющей, на роль которого, подошёл нож от ручного рубанка. Пришлось пилить дважды, ибо тонким полотном за раз не получилось выбрать лишнее. После чего, губки стали практически одинаковой толщины, да и шляпки винтов заодно срезались, теперь обе губки гладкие.
Напоследок, напильником сточил все случайные пропилы и выбоины которые были на тисках возле губок.
Чтобы смывка действовала более эффективно и не испарялась просто так, после того как нанёс её, тут же укутывал тиски в плёнку. Мариновал тиски около 30 минут, с периодическим подливанием смывки, и в итоге на тиски ушёл практически целый баллон смывки. Большую часть краски с тисков я всё же снял, но кое где пришлось скребсти её разнообразным абразивом, ибо нижний слой краски остался твёрдым и на него смывки уже не хватило.
Последний штрих перед покраской, плоским напильником подравниваю плоскости губок, периодически поджимая напильник тисками.
Окрашивать тиски буду полностью собранными, чтобы при сборке не обдирать краску с них. Поэтому окончательно собираем тиски, предварительно смазывая солидолом все подвижные элементы. Собственно на фото ниже хорошо видна вся эта связка, которая приводит тиски в движение (ходовой винт со стопорной пластиной в проточке и ползунок на противоположной стороне винта).
В начале как обычно грунтовка.
Так как тиски использую в квартире, а не на улице или в гараже, то не стал покупать для них, всякие износостойкие эмали и молотковые краски. Обошёлся остатками обычной аэрозоли в баллончике, вишнёвого цвета. Всего нанёс два слоя, с промежуточной сушкой в один час. В итоге, на выходе получаем вот такие вот гламурные малиновые шта. тиски 🙂
Рукоятка больше всех подвержена износу, поэтому здесь не всякая краска устоит, а чтобы она не была на половину ободранной, её решил на красить а наоборот зачистить до металла.
Чтобы тисками можно было смело елозить по столу, на основание приклеил лист резины.
Написать сообщение автору
Автор: Nikolay Golovin — — — — — — — —
03.02.2017
Привет всем! В эфире наша традиционная программа “Как то раз батя…” И речь сегодня пойдёт о восстановлении старых советских слесарных тисков. Предыдущие части передачи можно посмотреть в моём блоге, а пока приступим!
Как то раз батя где то надыбал средние слесарные тиски. Судя по всему жизнь они прожили долгую и трудную где то на сварочном столе на производстве. Все были залиты расплавом от сварки, порезаны болгаркой, обколоты зубилом.
Губки тисков были в отвратительнейшем состоянии! Похоже нещадно варили прямо в них.
Да ещё “для прочности” губки были приварены к самому телу тисков…
Батя всё порывался найти им замену, купить новые не столь ушатанные, потому что восстановить ЭТО было весьма трудно… Хотя винт всё ещё работал и зажимало весьма хорошо!
Но тут случилось счастье! Я наконец то уволился со старой работы, новую пока не нашёл и меня обуяла жажда деятельности)
Ну что ж, приступим!
Первый делом разбираем. Мдя… Откручивалось всё с огромным трудом!
Мдя… Откручивалось всё с огромным трудом!
Направляющие подвижной части оказались в очень приличном состоянии, использовали тиски достаточно мало. На направляющих даже сохранилась заводская хонинговка.
Винт и гайка так же в очень приличном состоянии! Ремонт не требуется, просто нужно почистить от старой смазки.
И тут же вылез первый прикол. Шпонка фиксирующая шайбу, которая фиксирует болт в подвижной части тисков была обломана. И какой то удак приварил шайбу прям к валу… Доооолго я зубилом сварку вырубал!
Пришлось ехать к токарю протачивать вал. Заодно шлифанули зажимную рукоять.
Подходящей шайбы с внутренним диаметром 28мм не нашлось ни в хозяйстве, ни в магазине. Купил 3 шайбы ф25мм. Блин, а они из нержавейки! Целый день убил на то, что бы расточить напильником до 28мм…
Несущий болт примеряем на место, ставлю шайбу. Под неё сверлю новое отверстие ф5, нарезаю резьбу М6. Вкручиваю фиксирующий болт, обрезаю шляпку, нарезаю шлицы под отвёртку (для будущего демонтажа)
Снял подвижную часть, почистил болгаркой с обдирочным кругом, затем кордщёткой. После этого обварил все рытвины и сколы.
После этого обварил все рытвины и сколы.
Варил дуговой сваркой. Электроды тройка. Ток около 80а. На электрод намотал медную проволочку с шагом примерно 1,5 см между витками. На место навара сыпал порошок буры. Иначе к чугуну не липнет.
Теперь переходим к станине.
Ушатана точно так же сурово. УШМ-обдирочный круг-кордщётка-сварка.
Кстати здесь видно почему ушатана передняя подвижная часть тисков. На наковаленке был огрех литья. Поэтому на ней затруднительно было что то отбивать. И поэтому пользовались подвижной частью(
Наковаленку выровнил УШМ, выгладил шлифмашинкой и стало очень даже ничего)) Теперь на ней можно работать.
Открутил намертво закисшее поворотное основание.
Странно что вообще смог разъединить без кувалды! Всего то килограммовым молотком бить пришлось.
Переходим к губкам.
Мдяяяя… Губки сидели на посадочных с большим зазором. Туда натёк расплав со сварки. Да ещё и сами губки к тискам прихватили! Целый день аккуратно всё отпиливал.
Теперь стало понятно что новые губки ровно не лягут на старые посадочные. Подсобираю тиски в кучу и еду к фрезеровщику. Выровняли углы и площадки на посадочных. Заодно орлиным взором приметил под станком два сломанных проходных резца от токарного станка. Мне их безвозмездно подарили, пойдут на губки.
Ещё сутки на изготовление губок, сверление. А потом опять поехал к фрезеровщику, где всего за пузырь меня пустили на горизонтальный фрезер и сам нарезал риски на губках))
Про губки чуть подробнее:
У токаря взял сломанные резцы для токарного станка. Линейкой померил что б подошли с запасом. Просверлил отверстия под болты. на половину глубины отверстия расширил под головки болта. Затем поехал на фрезер. Хотя и без фрезера можно сделать риски. Прорезать канавки болгаркой с тонким диском, затем треугольным напильником вывести форму. А вот теперь тонкость. Только после всех этих операций нужно прикрутить губки к тискам и обрезать по ширине. Я ступил, отверстия просверлены в губках не ровно, поэтому губки “разъехались” в разные стороны. Пришлось обрезать их заподлицо с поверхностью тисков, но в идеале нужно что бы выступали 2-3 мм по краям.
Пришлось обрезать их заподлицо с поверхностью тисков, но в идеале нужно что бы выступали 2-3 мм по краям.
После того как губки готовы наступает время термообработки. Бензиновой паяльной лампой нагрел губки до красна и закалил в воде (предварительно почитал в инете про термообработку стали марки 45, из которых сделаны резцы). Губки закалены, но слишком хрупкие, будут колоться и риски при прижиме обламываться. Как говорил один мой знакомый кузнец- “если любишь металл- отпусти его!)” 🙂 После закалки губки засунул в духовку на 200 градусов на один час. Через час духовку выключил и прямо в ней дал губкам остыть (делал вечером, остывали ночь). Затем шлифовка для придания блеска и монтаж на тиски))
Теперь губки достаточно прочные, но в отличии от чугунных колоться не будут.
Теперь всё идёт на покраску. 2 слоя аэрозольного грунта, 3 слоя аэрозольной краски. Краска нашлась самого правильного станочного цвета- синего)) Это я покупал краску для суппортов на ниву. Хотел задние барабаны в цвет машины покрасить, когда поставил бы стальные. Но не успел. А краска вот на тиски пригодилась))
Но не успел. А краска вот на тиски пригодилась))
Прежде чем собирать, нужно изготовить новые болты поворотной части. Из куска полосы вырезал квадраты 23х23мм, просверлил, вставил болт, обварил, лишнее обрезал.
Как разобрать и отремонтировать тиски
На днях наши старые тиски, которые отслужили нам верой и правдой не один десяток лет поломались. А поломка такая: при попытке разжать деталь, деталь остается зажатой, а вот вал тисков выкручивается.
Как оказалось, в тисках срезало штифт, который стопорил винт от выкручивания.
Тиски были разобраны и вымыты. Отверстие под штифт развернули с помощью цилиндрической развертки на новый размер и был выточен новый штифт.
Дальше я предлагаю посмотреть процесс сборки тисков, и соответственно, если просмотреть картинки с конца, то можно просмотреть последовательность разборки тисков.
Все части тисков после разборки были очищены и промыты.
Итак приступаем к сборке. Начинаем с основания:
Вымытое основание тисков
На чистое и вымытое основание тисков надвигаем главные губки:
Второй этап сборки — надвинуть губки
Губки следует продвинуть как можно левее — этим обеспечивается легкая установка планок при следующей операции:
Второй этап сборки — надвинуть губки и сдвинуть их влево
Планки установлены и приступаем с их креплению. Сначала одну планку:
Сначала одну планку:
Третий этап сборки тисков — устанавливаем планки
… а затем крепим и вторую планку:
Третий этап сборки тисков — устанавливаем планки
Для окончательного закрепления планок следует сдвинуть губки. На этот раз губки сдвигаем вправо:
Третий этап сборки тисков — устанавливаем планки и зажимаем их окончательно
Четвертый этап сборки тисков — это установка гайки:
Четвертый этап сборки тисков — ставим гайку
Вставляем гайку и ввинчиваем в гайку винт:
Четвертый этап сборки тисков — ставим гайку
Кстати, вот и поломанный штифт с резьбой на конце. Из-за того, что этот штифт срезало тиски пришлось ремонтировать:
Виновник поломки тисков — срезанный штифт
Продолжение сборки тисков — во второй части.
Доброго времени суток, уважаемые пользователи проекта МоделистЪ — Путь к Мастерству.
С вами снова на связи Дмитрий Игнатычев — ваш проводник мире масштабного моделирования!
Каждый кто решил всерьез и надолго прийти в мир масштабного моделирования стремиться постоянно совершенствовать свои навыки и мастерство. Иначе работа ступорится, перестает приносить удовольствие. Никто из нас не желает отставать от своих коллег по цеху, и выдавать плохие результаты.
Иначе работа ступорится, перестает приносить удовольствие. Никто из нас не желает отставать от своих коллег по цеху, и выдавать плохие результаты.
Когда у тебя за плечами есть достаточный опыт моделирования — находить новые решения и повышать свою эффективность в достижении цели (постройке высоко качественной модели) достаточно просто. Это уже наработанная тенденция, движущаяся по заданной траектории, и обладающая взращенной инерцией.
Совсем другое дело, если ты новичок — масштабник . Опыта никакого или он еще мал. Друзей, с которыми можно посоветоваться тоже немного. А крутых специалистов найти сложно, да и подойти к ним боязно.
Но повышать свое мастерство требовательно. Мы это уже понимаем. Так как пересобирали кучу моделей в простом базовом «изкоробочном» варианте. Брали модель, клеили её по инструкции, красили тем что есть. Т.е. кисточкой. Да красками от Звезды, что доступны в подарочных наборах этой фирмы.
Зажимные тиски — их виды, назначение, выбор и способы ремонта – Мои инструменты
Безоговорочным помощником в гараже являются тиски. Они представляют собой механический инструмент, для надежной фиксации различных заготовок. После закрепления заготовки, можно прибегать к ее обточке, отрезанию, шлифованию, нарезанию резьбы и выполнению прочих манипуляций. Многие имеют в гараже тиски, но мало кто знает о том, что этот вид механического инструмента классифицируется на виды по разным факторам.
Они представляют собой механический инструмент, для надежной фиксации различных заготовок. После закрепления заготовки, можно прибегать к ее обточке, отрезанию, шлифованию, нарезанию резьбы и выполнению прочих манипуляций. Многие имеют в гараже тиски, но мало кто знает о том, что этот вид механического инструмента классифицируется на виды по разным факторам.
Как устроены тиски и их основные конструктивные элементы
Ознакомиться с устройством тисков можно, если посетить станцию технического обслуживания. В автосервисе должны присутствовать несколько разновидностей этих инструментов, посредством которых удается выполнять различные действия. Составными элементами рассматриваемых устройств являются следующие детали:
- Опорная плита или станина — основание, которым инструмент располагается на столе или верстаке. В конструкции станины присутствуют отверстия, которыми весь инструмент монтируется к верстаку болтовыми соединениями
- Губки — инструмент оснащен двумя губками, одна из которых является подвижной, а вторая неподвижная.
 Подвижная губка движется при вращении рукоятки
Подвижная губка движется при вращении рукоятки - Ходовой винт с рукояткой — деталь, посредством которой происходит движение подвижной губки инструмента. Ходовой винт соединен с рукояткой, при перемещении которой происходит сжатие или разжимание заготовки
 Подвижная губка движется при вращении рукоятки
Подвижная губка движется при вращении рукояткиВизуальная конструкция инструмента представлено на фото ниже.
Ходовой винт производится из высокопрочной стали. Резьба трапециевидной формы на винте большого размера обеспечивает перемещение подвижной губки. Подвижная губка тисков расположена дальше от рукоятки. Для увеличения функционала зажимного инструмента, в его конструкции присутствует наковальня.
При перемещении рукоятки в направлении по часовой стрелки происходит сближение губок друг с другом, а при ее движении в обратном направлении, губки разжимаются. Для увеличения качества зажима заготовок, губки тисков оснащаются съемными накладками с рифлёной поверхностью. Эти накладки именуются щечками, обеспечивающие качественное сцепление с заготовкой. В итоге заготовка при обработке не перемещается, что повышает удобство и качество выполнения работ.
В итоге заготовка при обработке не перемещается, что повышает удобство и качество выполнения работ.
Это интересно! Выше представлена конструкция классических тисков механического типа. Аналогичное устройство имеют многие виды рассматриваемых устройств, о которых подробно узнаем в материале.
Какие материалы используются для изготовления
Зажимное свойство инструмента обеспечивается не только за счет конструктивных особенностей, но и материала, из которого изготавливается инструмент. Из пластика тиски не изготавливаются, так как это не целесообразно. Для изготовления рассматриваемого инструмента используются следующие разновидности материалов:
- Чугун — это самые популярные разновидности тисков, которые выпускались в СССР. Представляют собой массивные и тяжелые устройства больших размеров, отличающиеся высокими прочностными параметрами
- Сталь — сегодня многие производители изготавливают инструменты именно из этого материала. Дорогие модели делают из высокопрочной стали, а дешевые — из низкоуглеродистой стали
- Алюминий и дюралюминий — это два вида материалов, из которых изготавливаются инструменты, отличающиеся невысокими прочностными свойствами. Именно поэтому из алюминия и дюрали изготавливаются тиски малых размеров для применения в узкоспециализированных сферах, например, ремонт электроники, ювелирные мастерские и т.п.
- Дерево — деревянные устройства встречаются редко, и зачастую только в столярных мастерских, где с их помощью осуществляется фиксация заготовок и изделий из дерева. Устройства из дерева имеют существенное преимущество — они не деформируют деревянные заготовки, исключая их порчу. Практически все составные детали изготавливаются из дерева, кроме прижимного винта
 Дорогие модели делают из высокопрочной стали, а дешевые — из низкоуглеродистой стали
Дорогие модели делают из высокопрочной стали, а дешевые — из низкоуглеродистой сталиЩечки на металлических тисках изготавливаются зачастую из других видов материалов. Как правило, это цветные металлы, а также дерево или резина. Применение таких материалов для изготовления щечек исключает негативное воздействие на зажимаемые заготовки.
Это интересно! Щечки на тисках съемные, что позволяет их заменять по причине износа или в случае необходимости зажима заготовок из материалов разной прочности.
Какими по размеру и весу бывают тиски и где они применяются
Выпуск тисков продолжается по сегодняшний день, и одним из главных критериев выбора этих инструментов является их размер. От размера используемых инструментов зависит возможность фиксации соответствующих деталей. К примеру, зажать болт на «22» в маленьких устройствах попросту не получится, так как это не позволит сделать маленький ход губок. Аналогичная ситуация при использовании тисков большого размера. В таковых устройствах зафиксировать мелкую деталь возможно, но при малейшем усиленном воздействии, ее можно раздавить.
Именно поэтому сегодня производители выпускают стационарные зажимные устройства следующих размеров:
- Маленькие — их вес достигает 8 кг. Размеры также не выходят за пределы таких значений: высота — 140 мм, ход губок — 80 мм, длина — 290 мм
- Средние — масса таковых устройств варьируется в пределах от 8 до 14 кг. Инструменты для фиксации заготовок не выходят за пределы габаритов: высота — 180 мм, ход губок — 125 мм, и длина — 372 мм
- Большие — это специальные агрегаты, вес которых достигает 30 кг. Однако есть еще больше тиски, которые весят до 60 кг, но они применяются исключительно в промышленных условиях. Размеры больших инструментов находятся в пределах: длина — 458 мм, высота — 220 мм и ход губок — 160 мм
 Инструменты для фиксации заготовок не выходят за пределы габаритов: высота — 180 мм, ход губок — 125 мм, и длина — 372 мм
Инструменты для фиксации заготовок не выходят за пределы габаритов: высота — 180 мм, ход губок — 125 мм, и длина — 372 ммОдним из главных параметров рассматриваемых устройств является ход губок, от которого зависит возможность фиксации деталей разных размеров. Для домашнего гаража выбираются варианты из категории маленьких и средних устройств, что позволяет фиксировать заготовки разных размеров для последующей их обработки.
Это интересно! Тиски бывают поворотные и не поворотные. Поворотные модели оснащены двойной опорной пластиной, которая имеет свойство изменения угла расположения инструмента. Такие модели устройств позволяют закреплять к губкам заготовки разной длины.
Зажимная сила тисков и на что она влияет
Усилие зажима — это величина, которая отображает эффективность инструмента. Чем больше размер тисков, тем больше величина зажимного усилия. Измеряется это значение в Ньютонах, и чем выше сила сжатия, тем большее усилие понадобится приложить к заготовке, чтобы сдвинуть ее с места.
Зажимное усилие на инструменте для неподвижной фиксации заготовок — это важнейший технический параметр. От этого показателя зависит не просто качество выполнения работ, но еще эффективность и безопасность. Если усилие зажима будет недостаточным, то в процессе обработки заготовка будет перемещаться и вибрировать, что обязательно отразится на качестве обработки. Кроме того, если в процессе работы с заготовкой она изменит свое положение или вовсе вылетит из зажима губок тисков, то может нанести травму мастеру.
Чтобы исключить такие случаи, мастеру необходимо знать следующее:
- Усилие зажима тисков должно соответствовать размеру заготовки
- Чем больше габариты и вес инструмента, тем выше значение прижимного усилия губок
- Работы с заготовками, зажатыми в тисках, следует выполнять исключительно в защитном обмундировании, соблюдая технику безопасности
Оптимальное усилие зажима слесарных моделей среднего размера составляет от 15 до 30 кH.
Это интересно! Величина усилия зажима тисков является прямо пропорциональной значению размера губок.
Виды устройств по типу приводного механизма
Хотя самыми востребованными вариантами тисков являются модели ручного типа или механические, но при этом производители выпускают другие разновидности зажимных устройств. В ручных тисках прижимное усилие возлагается на человека, что является не всегда комфортным. Для облегчения участи человека, производители выпускают инструменты со следующими типами привода:
- Пневматические — основная работа возлагается на давление сжатого воздуха, за счет которого выполняется фиксация детали в губках инструмента. Принцип работы таковых тисков заключается в том, что рукояткой необходимо зажать заготовку в губках, а после для обеспечения ее неподвижности, следует воспользоваться механизмом, работающим от сжатого воздуха. Для подачи сжатого воздуха в специальную камеру инструмента применяется компрессор. Усилие прижима у таких инструментов намного выше, чем у моделей механического типа (даже при одинаковом размере губок)
- Гидравлические — работают по идентичному принципу с пневматическими, только вместо сжатого воздуха используется масло. Причем гидравлические модели бывают двух типов — со встроенной системой гидроусиления или подключаемые к масляным насосам. Первый вариант стоит дороже, но при этом они не требуют подключения к дополнительным агрегатам. Тиски гидравлического типа применяются преимущественно на производстве, где очень важна точность и высокая сила зажима заготовки. Гидравлический привод не только усиливает прижим заготовки, но еще и облегчает участь человека
 Причем гидравлические модели бывают двух типов — со встроенной системой гидроусиления или подключаемые к масляным насосам. Первый вариант стоит дороже, но при этом они не требуют подключения к дополнительным агрегатам. Тиски гидравлического типа применяются преимущественно на производстве, где очень важна точность и высокая сила зажима заготовки. Гидравлический привод не только усиливает прижим заготовки, но еще и облегчает участь человека
Причем гидравлические модели бывают двух типов — со встроенной системой гидроусиления или подключаемые к масляным насосам. Первый вариант стоит дороже, но при этом они не требуют подключения к дополнительным агрегатам. Тиски гидравлического типа применяются преимущественно на производстве, где очень важна точность и высокая сила зажима заготовки. Гидравлический привод не только усиливает прижим заготовки, но еще и облегчает участь человекаСамые простые, но при этом очень популярные — это механические устройства. Для дома и не только, таких инструментов хватает сполна, если только они выбраны правильно.
Виды механических тисков по способу зажатия заготовок
Многие домашние мастера не подозревают о том, что такой инструмент, как тиски, делится на разные виды. Причем на виды он делится не только по размерам, но еще и по такому критерию, как способ фиксации заготовки. Рассмотрим, какие бывают устройства по способу фиксации заготовок в губках.
- Винтовые — это классический вариант устройства, в основании которых лежит ходовой винт, оснащенный трапециевидной резьбой. Этот винт проходит через весь инструмент, и соединяется с частью, которая является подвижной губкой. При перемещении рукоятки, в действие приводится винт, который в зависимости от направления вращения, способствует приближению губок друг с другом или отдалению
- Быстрозажимные — от винтовых внешне они ничем не отличаются. Отличие находится внутри в самом механизме. Главная характеристика их в том, что для прижима заготовок разных размеров не требуется долго вращать рукоятку, пока губки сведутся до нужного расстояния. Принцип их работы заключается в том, что они позволяют зафиксировать заготовку любого размера быстрым способом. Для этого заготовку располагаем между губками, а затем вручную осуществляем сдвигание губок. После этого дожимает зафиксированную заготовку в губках при помощи рукоятки
 youtube.com/embed/tAHHYWREoiA?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/tAHHYWREoiA?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>- Быстроразъемные — еще один вид инструментов, которые имеют аналогичное устройство с быстрозажимными устройствами. Только быстроразъемные тиски кроме возможности быстрого зажима, имеют функцию оперативного извлечения обрабатываемой заготовки
- Эксцентриковые — их также смело можно называть быстрозажимными и быстроразъемными, так как они позволяют совершать эти манипуляции. Отличительная их черта в том, что фиксация и зажим заготовки выполняется не за счет винта с трапециевидной резьбой, а рукоятки с эксцентриком. Рукоятка делает пол оборота, при которых осуществляется блокирование подвижности губок
По стоимости самыми недорогими являются модели винтового типа и эксцентриковые, так как они имеют простую конструкцию. Какой вариант тисков выбрать, следует решать в каждом индивидуальном случае.
Виды тисков по форме исполнения
Еще рассматриваемые устройства классифицируются на виды по такому немаловажному признаку, как форма исполнения или внешний вид. Самые простые и популярные варианты — слесарные тиски. Опорная платформа может быть подвижной или неподвижной, но забегая наперед, надо отметить, что лучше выбирать первый вариант. Подвижность платформы на инструменте существенно расширяет его функционал. Дополнительно слесарные модели оснащаются специальной площадкой за подвижной губой, которая называется наковальней. Используется она для того, чтобы расположить деталь для последующей ее деформации.
Кроме слесарных тисков, которые присутствуют практически в каждом гараже, рассматриваемые устройства также бывают:
- Настольными — это маленькие тиски, которые крепятся к столу за счет специального механизма в виде струбцины, а служат они для проведения ремонтных работ различной аппаратуры и мелких деталей. Механизм для фиксации оснастки позволяет быстро переставлять его с одного места на другое. В устройстве настольных губок щечки не снимаются, что связано с их прямым назначением. Они не предназначены для фиксации стальных большеразмерных деталей, поэтому деформация щечек исключена
- Станочными — такие устройства предназначены для применения совместно с различными вариантами станков. Это могут быть фрезерные, сверлильные и прочие варианты станков, на которых немаловажную роль играют фиксирующие инструменты. От эффективности закрепления детали на станке зависит качество ее обработки. Для изготовления станочных тисков применяется сталь
- Ручными — это отдельный класс инструментов, которые имеют простую конструкцию, и отличаются от предыдущих моделей своей мобильностью. Конструктивно ручные тиски напоминают щипцы, только имеют гораздо большие размеры. Отличаются такие устройства от пассатижей тем, что в их конструкции имеется специальный механизм, за счет которого происходит блокирование зажимных губок. Инструменты ручного типа предназначены для эффективной фиксации заготовок и последующей их обработки на весу. Очень эффективный инструмент, когда необходимо выкрутить винты или болты со слизанными гранями
- Столярными — нужны для работы с деревянными заготовками. За счет того, что для фиксации деревянных деталей не требуется большая величина усилия прижима, столярные тиски имеют простейшую и облегченную конструкцию. Причем для их создания применяется не только металл, но и древесина. Среди мастеров можно встретить такое название, как плотницкие тиски, что означает столярные. Губки столярных стальных устройств имеют гладкую поверхность, а при необходимости фиксации заготовки, необходимо подложить накладки из дерева, исключив повреждение и деформацию детали, подвергающейся обработке. Плотницкие тиски могут также состоять из одной подвижной губки, а в качестве второй неподвижной выступает край стола
- Стуловыми — сегодня такие модели тисков можно встретить в кузнях или увидеть только на фото. Они уже давно не выпускаются, но еще применяются среди мастеров узкоспециализированных направлений. Свое название стуловые инструменты получили за счет сходство со стульями. Конструктивно их губки имеют форму щипцов, что позволяет фиксировать заготовки разной формы и размеров
 В устройстве настольных губок щечки не снимаются, что связано с их прямым назначением. Они не предназначены для фиксации стальных большеразмерных деталей, поэтому деформация щечек исключена
В устройстве настольных губок щечки не снимаются, что связано с их прямым назначением. Они не предназначены для фиксации стальных большеразмерных деталей, поэтому деформация щечек исключена Очень эффективный инструмент, когда необходимо выкрутить винты или болты со слизанными гранями
Очень эффективный инструмент, когда необходимо выкрутить винты или болты со слизанными гранями Свое название стуловые инструменты получили за счет сходство со стульями. Конструктивно их губки имеют форму щипцов, что позволяет фиксировать заготовки разной формы и размеров
Свое название стуловые инструменты получили за счет сходство со стульями. Конструктивно их губки имеют форму щипцов, что позволяет фиксировать заготовки разной формы и размеровУ каждого мастера к верстаку должно крепиться несколько видов моделей тисков. Причем они должны быть представлены не только разных размеров, но и по конфигурации.
Это интересно! Тиски для станков, которые предназначены для выполнения точных работ, выпускаются по ГОСТу 20746-84. Такие устройства имеют следующие наименования — 7200-0301, 02, 03 и 04. Наличие буквенного обозначения указывает на класс точности (Н — нормальный, П — повышенный, В — высокий).
Какие еще бывают тиски и где они применяются
Для выполнения разных работ с максимальной точностью, производители выпускают разные виды инструментов, которые не ограничиваются различиями по типу привода, формой и способом зажатия заготовок. Отдельная категория тисков — это инструменты, которые позволяют зажать заготовку, и перемещать ее в таком виде в разных направлениях.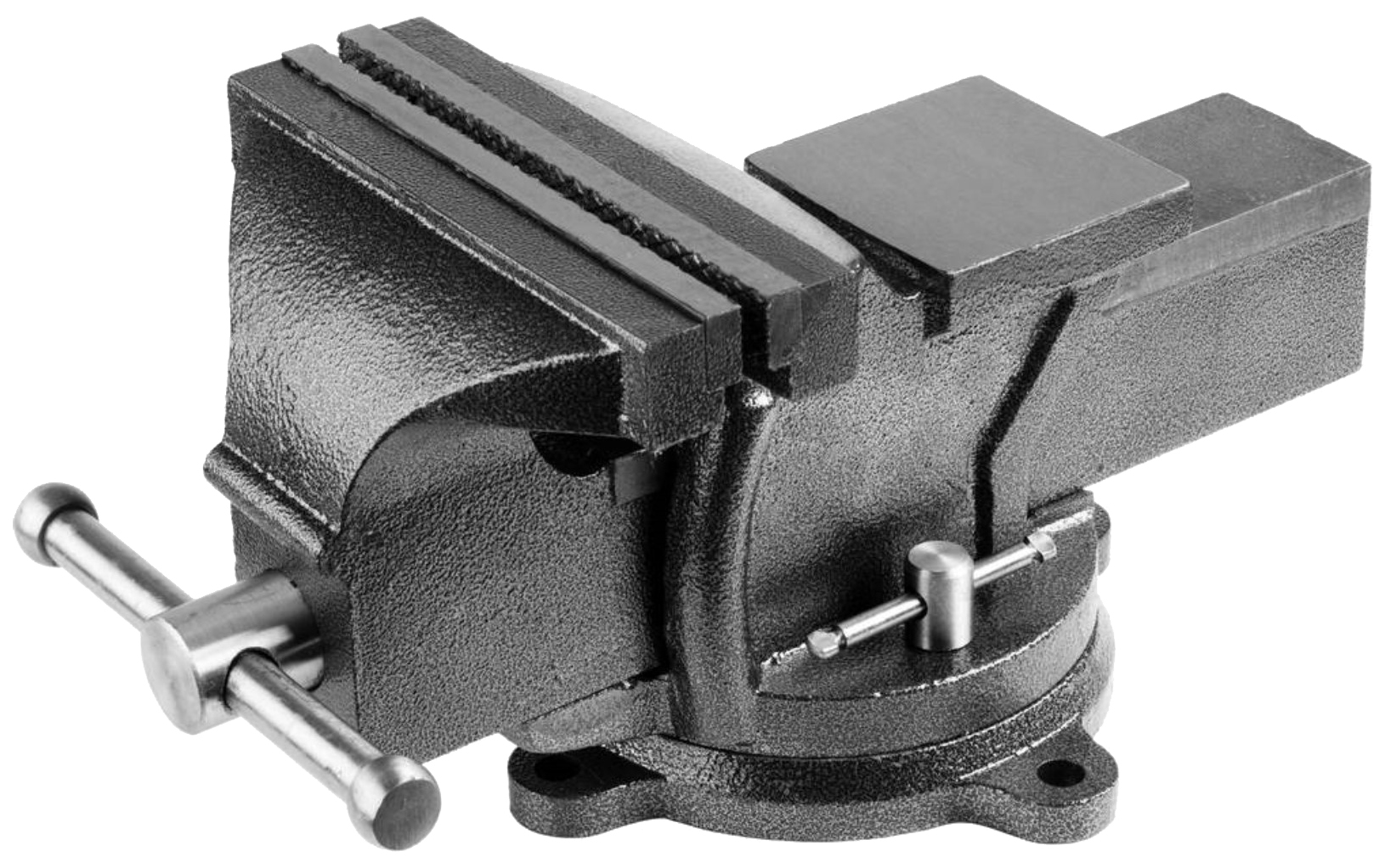 К таковым инструментам относятся следующие разновидности:
К таковым инструментам относятся следующие разновидности:
- Наклонные — приборы имеют шарнирное соединение, за счет которого происходит смена угла расположения заготовки, зафиксированной в губках инструмента
- Шаровые — подвижная и неподвижная губки соединены с основанием через шар, посредством которого обеспечивается вращательная способность. Отличие шаровых и шарнирных тисков заключается в конструктивных особенностях вращательного механизма
- Глобусные — это более модернизированные варианты устройств, на которых доступна опция изменения угла расположения зафиксированной заготовки в двух направлениях — по горизонтали и вертикали. Есть даже трехосевые модели, которые имеют способность к изменению наклона в двух вертикальных плоскостях и поворотом в горизонтальном направлении
- Крестовые — обеспечивают подвижность закрепленной заготовки в двух направлениях — по вертикали и горизонтали. Главная особенность таковых устройств в том, что перемещение по вертикали и горизонтали осуществляется под прямым углом 90 градусов
Тиски с поворотными свойствами обычно применяются там, где важна высокая точность и внимательность. Именно поэтому такие устройства выпускаются маленьких размеров.
Именно поэтому такие устройства выпускаются маленьких размеров.
Особое внимание следует уделить вариантам тисков, которые предназначены для выполнения определенных задач.
- Сверлильные — предназначены исключительно для работы со сверлильными станками. Они имеют регулируемые крепежные отверстия для установки на станке. Раздвижные губки позволяют закреплять заготовки для последующего сверления в них отверстий
- Фрезерные — в отличие от сверлильных инструментов, такие модели обладают способностью к вращению и изменению угла наклона. В конструкции таковых устройств имеются метрические шкалы для выполнения более точных видов работ
- Лекальные — это универсальные модели инструментов, которые можно использовать для проведения фрезеровальных, шлифовальных и измерительных манипуляций. Для изготовления таких устройств применяется легированная сталь
- Токарные — предназначены исключительно для размещения на токарном оборудовании
- Синусные — с их помощью осуществляется обработка деталей под разным углом. Для этого устройства оснащены специальным механизмом, позволяющим изменять положение рабочей части инструмента
- Призматические — служат для обработки деталей, которые имеют цилиндрическую форму. Губки таких устройств имеют V-образную форму, за счет чего увеличивается площадь соприкосновения с цилиндрическими заготовками. Такие виды еще называются трубными, так как с их помощью можно осуществлять обработку труб
- Прецизионные — предназначены для обеспечения высокой точности позиционирования
 Для этого устройства оснащены специальным механизмом, позволяющим изменять положение рабочей части инструмента
Для этого устройства оснащены специальным механизмом, позволяющим изменять положение рабочей части инструментаВсе виды тисков имеют характерные особенности, и поэтому при их выборе нужно точно понимать, для каких целей планируется их использование.
Стандартные тиски по праву можно назвать универсальными, так как они подходят для надежной фиксации самых разных видов заготовок. Однако для удобства и высокой точности выполнения некоторых работ, рекомендуется пользоваться инструментами специального предназначения. К таковым инструментам относятся следующие разновидности:
- Трубные — когда необходимо зафиксировать трубу с целью ее последующей обработки. Сделать это в губках обычных тисков невозможно, так как при сильном сжатии произойдет деформация заготовки. Если сжать губки не сильно, тогда труба будет скользить и перемещаться в разных направлениях, не давая возможности просверлить отверстие или произвести другие виды работ. Для таких целей выпускаются специальные трубные тиски, которые похожи внешне на гильотину, но вместо режущего лезвия, инструмент оснащен V-образными губками со ступенями для повышенной надежности
- Рыболовные — для вязания мушек. Мастера по ловле рыбы знают о том, что для их сферы деятельности также выпускаются тиски. С их помощью осуществляется фиксация крючка в неподвижном виде
- Гравировальные — это специальные виды устройств, которые служат для того, чтобы наносить гравировку на поверхности ювелирных изделий. Крепление этих устройств обычно осуществляется при помощи присоски
- С трубогибом — применяются для того, чтобы осуществлять изгибание труб на необходимый угол наклона
- Ювелирные — используются в ювелирных мастерских для изготовления и ремонта ювелирных изделий из золота и серебра. Станки ювелирного типа оснащены шаром, посредством которого зафиксированная заготовка может принять удобное положение с целью последующей ее обработки
- Угловые — применяются с целью фиксации двух деталей под прямым углом
- Тиски в виде подставки — это переносные устройства, которые имеют большие размеры. Внешне они напоминают конструкцию строительного козла с ножками, однако в их основании лежат губки для фиксации изделий широкого размера — это могут быть двери, листовые материалы и т. п.
- Самоцентрирующиеся — такие модели тисков служат для проведения однотипных манипуляций с заготовками разных размеров
- Модульные — они имеют плоское основание, что позволяет менять виды щечек. Предназначены для работы в паре со станочным оборудованием
- Усиленные тиски — обладают повышенной прочностью, что достигается за счет применения специальных высокопрочных материалов
- Цепные — при работе со стальными трубами часто не хватает третьей руки, которую полноценно способны заменить устройства. Специальная конструкция тисков позволяет соединить две трубы друг с другом для последующего их соединения сварочным способом. Цепными такие инструменты называют по причине того, что в качестве зажимных элементов используются цепи. После обвязки труб цепью, они фиксируются посредством эксцентрикового механизма
 Мастера по ловле рыбы знают о том, что для их сферы деятельности также выпускаются тиски. С их помощью осуществляется фиксация крючка в неподвижном виде
Мастера по ловле рыбы знают о том, что для их сферы деятельности также выпускаются тиски. С их помощью осуществляется фиксация крючка в неподвижном виде п.
п.Расширив свой кругозор о видах и разновидностях тисков, можно сделать краткий вывод о том, что для более качественного выполнения соответствующих работ следует использовать инструменты, которые предназначены для этих манипуляций.
Смазываем тиски для увеличения эксплуатационного ресурса
В процессе эксплуатации устройств можно столкнуться с такой проблемой, когда подвижная губка перемещается с необходимостью прикладывания больших усилий. Причины таковых последствий известны без специалистов — отсутствие смазочных веществ. В смазке нуждается ходовой винт со специальной резьбой. Когда смазка на поверхности винта имеется, то величина трения низкая, поэтому подвижная губка движется быстро и без прикладывания значительных усилий. При отсутствии смазки в тисках развиваются следующие процессы:
- Увеличивается трение металлических частей, что влечет за собой ускоренный их износ
- При трении выделяется тепловая энергия, которая также негативно влияет на ресурс инструмента
- Появляется стружка, которая в итоге может привести к скалыванию трапециевидной резьбы ходового винта
Продолжать пользоваться тисками с таким дефектом не рекомендуется. Поэтому необходимо как можно быстрее осуществить внесение смазочных материалов на подвижные части. Для этого все виды тисков имеют способность разборки для внесения смазки. Чтобы смазать тиски, их первоначально следует разобрать. Делается это следующим образом:
Для этого все виды тисков имеют способность разборки для внесения смазки. Чтобы смазать тиски, их первоначально следует разобрать. Делается это следующим образом:
- Для начала необходимо развести губки на максимальное расстояние друг от друга, добившись того, чтобы подвижная часть отсоединилась от винта
- Отсоединять тиски от верстака или стола при этом не нужно, если только в конструкции инструмента не предусмотрен ограничительный элемент. Этот элемент препятствует полному схождению подвижной части с винта. Такие ограничительные элементы присутствуют преимущественно на моделях тисков среднего и большого размера. Чтобы снять подвижную часть на таких устройствах, их понадобится отсоединить от верстака, после чего перевернуть, и выкрутить крепежный винт
- Далее необходимо очистить поверхность винта от старой смазки и мелкой металлической пыли. Рекомендуется воспользоваться растворителем или бензином, чтобы очистить поверхность детали
- Осмотреть винт на отсутствие признаков деформации
- Аналогичная процедура проводится с резьбой на подвижной части. И только после этого можно вносить смазку
- Равномерно распределив смазывающий материал по поверхности винта, необходимо установить подвижную часть на свое место, и прокрутить несколько раз до сжатия и разжимания губок
- Можно еще раз снять подвижный элемент тисков, чтобы повторно нанести смазку на винт
 И только после этого можно вносить смазку
И только после этого можно вносить смазкуВ качестве смазывающего вещества можно использовать солидол, литол или обычное бытовое смазочное масло. После этого процедура по очистке и смазке тисков считается успешно завершенной, и можно почувствовать, насколько легче теперь перемещается рукоятка инструмента.
Как отремонтировать тиски — разные виды поломок инструмента
Часто при эксплуатации инструмента возникают различные его неисправности, устранить которые в большинстве случаев можно самостоятельно. Если в процессе эксплуатации инструмента возникла их неисправность, то не стоит торопиться их утилизировать. Для начала следует попытаться отремонтировать тиски. Для этого рассмотрим несколько разновидностей поломок с особенностями их устранения.
- Неисправность упорной гайки — от высоких нагрузок на чугунных тисках может деформироваться гайка. Случается это не часто, но в случае возникновения неисправности никакой сварочный аппарат не поможет. На фото представлен пример неисправности тисков по причине повреждения упорной гайки. При такой неисправности не остается другого выхода, как выточить новую деталь с соответствующей резьбой. Для этого понадобится помощь хорошего фрезеровщика или токаря. Однако это в любом случае будет дешевле, чем покупка новых тисков. В качестве материала для изготовления новой упорной гайки, рекомендуется использовать бронзу. Дополнительно деталь можно оснастить тавотницей для того, чтобы в последующем не понадобилось разбирать инструмент с целью внесения смазочного материала
- Повреждение губки тисков — в этом случае понадобится сварочный аппарат. Однако важно понимать, что чугун не подлежит свариванию. Способ восстановления тисков при помощи сварочных работ является не эффективным, так как в месте сварочного шва при сжатии заготовки может возникнуть повторная деформация. В таком случае рекомендуется найти новую деталь, и заменить ее на инструменте. Это самый надежный способ, как отремонтировать тиски своими руками
- Износ винта — в этом случае также понадобится заменить винт, так как в случае его деформации инструмент уже не будет функционировать нормально.
 Дополнительно деталь можно оснастить тавотницей для того, чтобы в последующем не понадобилось разбирать инструмент с целью внесения смазочного материала
Дополнительно деталь можно оснастить тавотницей для того, чтобы в последующем не понадобилось разбирать инструмент с целью внесения смазочного материалаНайти новые запчасти для тисков будет проблематично, а вот купить поддержанный инструмент не составит больших трудностей.
Ниже на видео детальная инструкция о том, как можно отремонтировать и восстановить старые тиски, которая будет полезна всем, кто приобрел или хочет приобрести старые советские чугунные модели.
На что обратить внимание при выборе тисков для гаража
Выбирая инструмент для работы, немаловажно принять во внимание ряд важных факторов. К таковым факторам относятся:
- Размеры губок — надо определиться, какие виды заготовок планируется зажимать в тиски. Лучше покупать инструмент с запасом, чтобы в случае необходимости его применения не понадобилось покупать тиски на размер больше
- Ход подвижной губки или расстояние между зажимами — чем больше эта величина, тем шире возможности инструмента
- Рукоятка — она должна соответствовать размеру инструмента. Если устройства большого размера, а рукоятка на них маленькая, то это вызовет некоторые неудобства при их эксплуатации
 Если устройства большого размера, а рукоятка на них маленькая, то это вызовет некоторые неудобства при их эксплуатации
Если устройства большого размера, а рукоятка на них маленькая, то это вызовет некоторые неудобства при их эксплуатацииПри покупке учитывайте стоимость и производителя тисков. Чем более популярен бренд, тем соответственно выше стоимость инструмента. При этом важно понимать, что известные производители не выпускают подделки, поэтому вы смело можете приобретать такие устройства, и пользоваться ими неограниченный промежуток времени.
В завершении следует отметить, что срок службы инструмента зависит от особенностей его эксплуатации и ухода. После покупки обратите внимание на величину усилия зажима, которая не должна превышаться, иначе это повлечет за собой выведение из строя деталей и механизмов.
После покупки обратите внимание на величину усилия зажима, которая не должна превышаться, иначе это повлечет за собой выведение из строя деталей и механизмов.
Публикации по теме
восстановление слесарных тисков своими руками. Как отремонтировать и чем покрасить?
Чем покрасить?
Средства для покраски слесарных тисков могут быть такими.
- Молотковая эмаль. Данный вид покраски оставляет после себя привлекательный внешний вид инструмента. Но стоит учитывать, что при механическом воздействии краска легко скалывается.
- Эпоксидная краска. Надежный вид покраски. Минусов не имеет. Незначительным недостатком считается малая цветовая палитра представленного ассортимента.
- Краска Sadolin. Автомобильная краска. Перед работой следует хорошо прогрунтовать поверхность.
- Набор для покраски ванн. Для слесарных тисков подойдет белая эпоксидная двухкомпонентная краска.
Те детали, которые не планируется красить, можно заклеить скотчем. Некоторые мастера советуют использовать намыленную газету. Она тоже отлично приклеивается к поверхности. Не нужно красить резьбу и те места, где какие-то детали двигаются или вставляются. При дальнейшем использовании прокручивать рукоятку будет достаточно проблематично.
Некоторые мастера советуют использовать намыленную газету. Она тоже отлично приклеивается к поверхности. Не нужно красить резьбу и те места, где какие-то детали двигаются или вставляются. При дальнейшем использовании прокручивать рукоятку будет достаточно проблематично.
Как видим, восстановить слесарный инструмент вполне возможно в домашних условиях. Безусловно, не стоит доводить приспособление до плачевного состояния. Но некоторые рекомендации помогут отреставрировать даже те инструменты, которые долго не использовались и покрылись налетом ржавчины.
Также при выполнении работ необходимо соблюдать технику безопасности. Стоит помнить, что работать с лакокрасочными средствами и шлифовальным инструментом следует в маске и защитных очках.
Реставрация слесарных тисков представлена на видео далее.
 youtube.com/embed/AgvCd6bRFsk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/AgvCd6bRFsk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Приступаем к работе
Первым делом мастер вырезает из листового металла пластину.
Сверлим одно отверстие по центру (для ходового винта), и еще парочку — по краям (для направляющих).
Металлическую пластину надеваем на ходовой винт, в роли которого выступает резьбовая шпилька.
К концу ходового винта приваривается водопроводный тройник. Сама пластина фиксируется гайкой.
Затем устанавливаем направляющие.
На конец шпильки накручиваем две гайки, а к ним привариваем полосу металла.
Получившуюся деталь необходимо отшлифовать и покрасить. Её нужно будет прикрутить к дощечке из фанеры.
На направляющие надеваем по две втулки. Дополнительно автор фиксирует втулки прижимами из фанеры.
 youtube.com/embed/ZoDQ72uBI2c?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/ZoDQ72uBI2c?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Тиски для верстака
Эти тиски еще называют тисками Моксона или верстачными, они довольно удачно справляются с зажимом крупногабаритных досок, фанеры, различных панелей. Достоинством этого типа является то, что они не занимают небольшую площадь в мастерской, а изготавливаются они из дерева.
Размеры необходимо подбирать самостоятельно, столярные тиски для верстака своими руками можно изготовить используя минимум инструмента и материала.
Конструкция выглядит следующим образом:
Для изготовления понадобятся две шпильки, четыре гайки, три доски. После того как доски подготовлены и вырезаны по размеру, необходимо в неподвижной и подвижной части просверлить по два отверстия. Затем в неподвижной части в просверленные отверстия вставить гайки, предварительно смазав их клеем с двух сторон. Небольшой нюанс: отверстия в неподвижной части должны быть немного меньшего диаметра, чем сами гайки, во избежание прокручивания гайки в отверстии. Вначале шпильки необходимо приварить вороток для удобства или сделать деревянную ручку. Станину для неподвижной части можно сделать в форме ступеньки. Готовую конструкцию прикрутить к верстаку саморезами или болтами.
Небольшой нюанс: отверстия в неподвижной части должны быть немного меньшего диаметра, чем сами гайки, во избежание прокручивания гайки в отверстии. Вначале шпильки необходимо приварить вороток для удобства или сделать деревянную ручку. Станину для неподвижной части можно сделать в форме ступеньки. Готовую конструкцию прикрутить к верстаку саморезами или болтами.
Какие тиски бывают?
Существует множество разновидностей тисков для домашней мастерской. Каждые из них используются для выполнения определенных задач.
Каждые из них используются для выполнения определенных задач.
Например, классические слесарные тиски нужны для работы с металлом.
При использовании накладных «мягких» губок слесарные тиски можно адаптировать для работы с деревом.
В данном обзоре мы будем делать столярные тиски, основное назначение которых — работа с деревянными деталями или заготовками.
Существуют также трубные тиски (для работы с круглыми трубами) и тисы с поворотными губками, которые существенно облегчают работу в некоторых ситуациях.
Слесарные тиса
Если приходится часто работать с металлом, то для этих задач нужны крепкие металлические тиски, которые можно изготовить собственноручно.
Для того чтобы собрать слесарные тиски своими руками, необходимы следующие инструменты:
- Сварочный аппарат.
- Электродрель.
- Болгарка с зачистным кругом.
- Угольник для соблюдения необходимых углов.
- Сверла различного диаметра.

Помимо инструмента, вам понадобятся:
- Стальной швеллер диаметром 6 мм.
- Листовой металл толщиной 5−6 мм, можно больше.
- Уголок 70 на 70 или 50 на 50.
- Двадцать болтов с гайками.
Если есть шпилька диаметром 16 мм, то можно будет использовать ее в качестве прижимного винта, который будет двигать подвижную часть. Две гайки, в которые будет вкручиваться винт, самому изготовить довольно сложно и к тому же остальные детали довольно нестандартные и найти их довольно сложно, поэтому имеет смысл обратиться к токарю.
Затем приварить гайку к швеллеру, это нужно сделать соосно.
Торцы швеллера необходимо закрыть с помощью куска листового металла и прорезать в планке отверстие для винта.
Болгаркой вырезать два уголка и пластину. Уголки прислонить к швеллеру с обеих сторон и накрыть сверху куском листового металла. Получится своеобразная П-образная конструкция.
Станину можно вырезать из металла 7−10 мм и просверлить по четыре отверстия на каждой стороне, а также 6 отверстий в П-образке.
К станине приварить одну гайку, а по бокам гайки приварить два стопора из металла.
Затем приварить вторую заготовку на подвижную часть. На сами губки нужно сделать своеобразные набойки из толстого металла. Их можно приварить или прикрутить болтами.
При желании можно усилить губки с обеих сторон угловыми косынками из толстого металла.
Эти тиски ни чем не хуже покупных, а материальных затрат потребуется минимум. По такому принципу можно изготовить еще один вариант тисов из ручного домкрата. Готовое изделие можно покрасить, для придания эстетического вида.
Как правильно подобрать тиски для художественной обработки металла
Небольшой обзор по тискам в целом, с учетом их применимости именно для художественной обработки металла в в домашних или около того условиях, а напоследок немного советов по выбору тисков и их проверке перед покупкой.
Слесарные общего назначения — крепкие, можно прикладывать большие усилия, лишь бы верстак не опрокинуть, иногда поворот по вертикальной оси. Самые распространенные в продаже, различаются шириной губок и весом. Наиболее универсальны экземпляры с шириной губок около 100 мм и весом 5-8 кг (1 на рисунке).
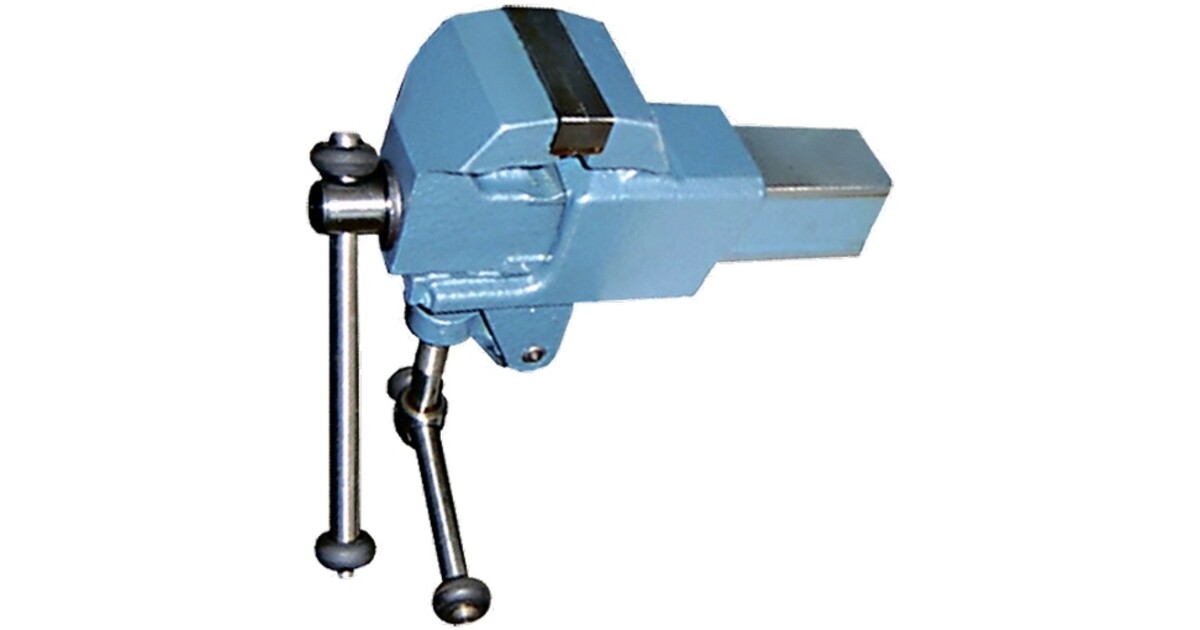
Слесарные лекальные — одна ось вращения вертикальна, в поворотной части может вращаться цилиндрическая сборка из губок — не такие крепкие, но вот недостаток — положение детали при повороте по вертикальной оси на 90 градусов различаются в пространстве на треть метра. Для опиловки напильником или бормашиной стоя терпимо, но сидя за верстаком это крайне неудобно — переставлять стул или тянуться, для ювелирки просто непригодны — нужен ну очень большой ход штатива микроскопа (2 на рисунке).
Стуловые тиски, вопреки названию, крепятся не к стульям, а к ножке стола или отдельной деревянной колоде, вделанной в пол. Отличие их в том, что губки соединены шарниром в нижней части, и поэтому сходятся они не параллельно, а по радиусу. Стуловые тиски сейчас довольно редки, в прошлом они применялись в передвижных автомастерских и ремонтных летучках, так как их можно было вынести из машины, привернуть к любому пню и приступить к ремонту детали комбайна, трактора или танка. Но в наше время они встречаются все реже и реже, и применяются почти только кузнецами (3 на рисунке).
Инструментальные тиски обитают только на заводах около шлифовальных станков. У них две особенности: высокая параллельность плоскостей и перепендикулярность сторон, что требуется для точного располежения детали на станке, их нижняя плоскость не имеет никаких крепежных отверстий, так как крепят их примагничиванием к плите станка. А для зажима детали подвижную губку переставляют в нужное отверстие и дожимают деталь, завинчивая болт ключом.
Синусные тиски предназначены для точной установки детали под заданным углом, что требуется для фрезерования или сверления отверстий. Между нижней опорой и цилиндрической втулкой на подвижной части работающий кладет набор плиток или проставку, высота которой рассчитывается рабочим или берется из технологической карты, из-за использования в расчете синуса угла и пошло название, и оперев подвижную часть на стопку плиток, получает нужный угол верхней части тисков.
Станочные или машинные предназначены для крепления деталей при обработке на станках, у них плоское основание с двумя пазами для болтов по бокам. В принципе, их можно не только класть на стол станка, но и пришурупить к верстаку, если ничего другого нету (4 на рисунке).
Ручные тиски состоят из двух губок, перемычки с винтом и рукоятки. При ввинчивании рукоятки конус раздвигает задние части губок и передние сходятся. Винты их как правило метрические, но тут это не страшно — усилия к ручным тискам прилагаются относительно небольшие. При покупке стоит проверить параллельность губок, схождение их без зазора, и отсутствие люфта рукоятки по винту, ну и внешний вид во общем. Применяются они для обработки «на весу» небольших деталей напильником или бормашинкой, а иногда и как «гаечный ключ» для резьбовых шпилек или как вороток для метчиков М1-М3, вращение которых воротком чревато поломкой метчика (5 на рисунке).
Но, кроме этих типов тисков, есть и еще несколько приспособлений, которые применяются только в одной профессии.
Трубные — пригодны только для зажима труб и трубопроводной арматуры бытовых диаметров (до двух-трех дюймов). Крайне специализированное приспособление, малопригодное для зажима чего-либо, кроме труб и стержней. Их станина имеет вид вертикальной рамки, по которой вверх-вниз перемещается подвижная губка, зажимной винт расположен вертикально. Они хорошо противостоят вращению трубы при навинчивании или развинчивании соединений, но вот противостоять изгибу не могут, отчего они мало пригодны для создания садовых скульптур и опор для растений.
Столярные — отличаются тем, чтоих механизм спрятан под верстак, а для прижима заготовок к краю стола служит деревяннная губка. В подвижной губке закреплены направляющие стержни и сквозь нее проходит упорный винт. Часто они объединены металлической деталью, но иногда и монтируются отдельно. Такая компоновка нужна для того, чтобы при задевании губки тисков столярным инструментом портился дешевый и относительно легкосменный деревянный брусок, а не сложно ремонтируемые режущие инструменты. Кроме столярного дела, пригодны и для резьбы по дереву, создания деревянных скульптур.
Шрабкугель (он же шарногель) — самые распространенные в ювелирном деле и гравировке. Удобное вращение заготовки по оси, любые наклоны, шар на подставке для того и нужен. Но при работе под микроскопом и шар проявляет недостатки — если не удалось зажать работу так чтобы обрабатываемая область была по центру, то при вращении шара эта область все равно описывает круг, либо предмет наклоняется чуть разными сторонами. Это иногда хорошо ( при закрепке лучше видны крапаны), а иногда плохо — блики и искажение видимой геометрии при гравировке или резьбе. Устойчивость шрабкугеля к сильным ударам ниже, молоточными резцами не поработаешь, давчиком со всех сил не прижмешь — провернется. Более того, сила проворачивания шара может уменьшится — попадают опилки на дерево в месте контакта — сцепление падает. Или совсем анекдотично — отшлифовал шар чтобы убрать возникшие при изготовлении царапины — и он не держится, проворачивается легко, так как сцепления с подставкой почти нет.
Это иногда хорошо ( при закрепке лучше видны крапаны), а иногда плохо — блики и искажение видимой геометрии при гравировке или резьбе. Устойчивость шрабкугеля к сильным ударам ниже, молоточными резцами не поработаешь, давчиком со всех сил не прижмешь — провернется. Более того, сила проворачивания шара может уменьшится — попадают опилки на дерево в месте контакта — сцепление падает. Или совсем анекдотично — отшлифовал шар чтобы убрать возникшие при изготовлении царапины — и он не держится, проворачивается легко, так как сцепления с подставкой почти нет.
Все эти проблемы были известны мастеру-ножеделу из Новокузнецка, известному в Гильдии мастеров-оружейников как «Мастер Виля». И он взялся за инструмент, чтобы создать тиски, не имеющие всех вышеперечисленных недостатков. С легкой руки Геннадия Соколова, основателя ГИМО, эти тиски получили прозвище «гравицапа».
Первая особенность его приспособления — жесткость, как у слесарных тисков. Наклоны решены с помошью двух клиньев — если они расположены встречно, то верхняя часть горизонтальна, если в одну сторону — то максимальный наклон, ну и промежуточные положения. Причем клинья можно поворачивать как угодно, то есть наклонять верх в любую сторону и на любой угол, как шрабкугель. Над клиньями находится поворотный круг, позволяющий вращать то что на нем вокруг вертикальной оси. Вышерасположенная маятниковая часть связана с поворотным кругом осью и секторной прорезью, что позволяет передвигать ее по дуге. Это позволяет поместить на центр вращения круга любую точку обрабатываемой детали, то есть комфортно работать под микроскопом. И наконец сами кулачки — они стянуты ходовым винтом, но двигать можно оба, после чего закрепить в качающейся части боковыми винтами.
Причем клинья можно поворачивать как угодно, то есть наклонять верх в любую сторону и на любой угол, как шрабкугель. Над клиньями находится поворотный круг, позволяющий вращать то что на нем вокруг вертикальной оси. Вышерасположенная маятниковая часть связана с поворотным кругом осью и секторной прорезью, что позволяет передвигать ее по дуге. Это позволяет поместить на центр вращения круга любую точку обрабатываемой детали, то есть комфортно работать под микроскопом. И наконец сами кулачки — они стянуты ходовым винтом, но двигать можно оба, после чего закрепить в качающейся части боковыми винтами.
Фиксация этих всех подвижек тоже была весьма хорошо продумана:
Клинья притяниваются к основанию, и стопорятся боковой рукояткой на нем.
Поворотный круг имеет собственный стопор, либо прижимается той же рукояткой что и клинья (на моем варианте).
Маятниковая часть — стопор на оси вращения и зажимной винт в секторной прорези.
Ну и боковые винты кулачков.
В результате эти тиски мертво держат то что зажато в кулачках или установлено на них. Совершенно верно — при помощи резьбовых отверстий в кулачках к ним крепятся всевозможные присопособления, от простых деревянных накладок для бережного зажима ювелирных изделий, до «лапок» для захвата крупных деревянных предметов, стойки с конусами для рукояток ножей, площадка с винтами вверх для резбы скульптур из дерева, и много что еще. К примеру, приспособления для травления клинков собранных (готовых) ножей. Для их крепления в паз шириной 60 мм и высотой 10 вставляется пластина, а к ней приделывается что угодно, вплоть до приваренной стойки для сборки абажуров в технике Тиффани — и тут возможность вращать, наклонять и фиксировать в нужном положении придется впору.
Совершенно верно — при помощи резьбовых отверстий в кулачках к ним крепятся всевозможные присопособления, от простых деревянных накладок для бережного зажима ювелирных изделий, до «лапок» для захвата крупных деревянных предметов, стойки с конусами для рукояток ножей, площадка с винтами вверх для резбы скульптур из дерева, и много что еще. К примеру, приспособления для травления клинков собранных (готовых) ножей. Для их крепления в паз шириной 60 мм и высотой 10 вставляется пластина, а к ней приделывается что угодно, вплоть до приваренной стойки для сборки абажуров в технике Тиффани — и тут возможность вращать, наклонять и фиксировать в нужном положении придется впору.
Главный недостаток тисков мастера Вили — это то что их почти невозможно купить, так как он по причинам личного характера он перестал их делать, да и цена около 30 тыс руб не всякому доступна. А еще они весят 30 кг.
Советы по выбору тисков
Выбор слесарных тисков достаточно прост. Сначала решите, какое максимальное разведение губок (толщина детали) вам нужно, от этого зависит и ширина губок. Затем решите, будут тиски раз и навсегда привинчены к верстаку болтами или их придется убирать на хранение, а потом прикручивать струбцинами. Второй вариант хуже, но в большинстве квартир слесарные тиски на столе смотрятся как-то странно, а отдельная комната под мастерскую есть мало у кого. От этого зависит вес тисков, для постоянно прикрученных он чем больше, тем лучше. А выбор «съемных» зависит от вашего телосложения и объема места для хранения.
Затем решите, будут тиски раз и навсегда привинчены к верстаку болтами или их придется убирать на хранение, а потом прикручивать струбцинами. Второй вариант хуже, но в большинстве квартир слесарные тиски на столе смотрятся как-то странно, а отдельная комната под мастерскую есть мало у кого. От этого зависит вес тисков, для постоянно прикрученных он чем больше, тем лучше. А выбор «съемных» зависит от вашего телосложения и объема места для хранения.
Прийдя в магазин или на рынок, нужно проверить тиски перед покупкой, чтобы убедиться в их качестве: при разведении губок тисков они должны двигаться плавно без заеданий. Желательно наличие предохранительной гайки, шайбы или чеки на конце ходового винта, чтобы он не вынимался просто так. Уширения (гайки, шляпки) на концах воротка не должны проходить в отверстие ходового винта, или быть близкого к нему диаметра, чтобы не застревать в нем. После смыкания губок должно быть точное совпадение смежных плоскостей. Допускается расхождение до 0,5 мм. Зажав на краю губок тонкий и прочный стержень (хвостовик сверла), нужно измерить расстояние между губками на другом их краю, оно должно быть возможно близко к диаметру стержня. Допускается разница до 0,5 мм.
Зажав на краю губок тонкий и прочный стержень (хвостовик сверла), нужно измерить расстояние между губками на другом их краю, оно должно быть возможно близко к диаметру стержня. Допускается разница до 0,5 мм.
После снятия накладок губок и установки их наоборот, смежные плоскости должны совпадать. Губки должны быть параллельны, подвижная губка не должна болтаться из стороны в сторону. Простукиванием и осмотром надо проверить, нет ли трещин в станине.
Ходовой винт — чем толще, тем прочнее, блеск свидетельствует о хорошем качестве обработки поверхности. Проведите пальцем ходовому винту — если есть заусенцы, тиски либо низкого качества, либо бывшие в употреблении и покрашеные. Но если винт мощный, а подвижная губка не люфтит — решение за вами. Затем надо ослабить боковые винты и проверить, вращается ли поворотная часть.
После покупки перевернуть тиски и разобрать их — иногда можно встретить и остатки формовой земли на нижней части и поверхностях сопряжения основания со станиной, и просто ржавчину. Недостатки удалить металлической щеткой, шабером или напильником, но ни в коем случае не абразивными материалами — их микрочастицы могут попасть на винт или гайку и за счет эффекта шаржирования впитатся в поверхность металла, отчего износ винта тисков ускорится.
Недостатки удалить металлической щеткой, шабером или напильником, но ни в коем случае не абразивными материалами — их микрочастицы могут попасть на винт или гайку и за счет эффекта шаржирования впитатся в поверхность металла, отчего износ винта тисков ускорится.
Любители мастерить часто приклеивают на основание тисков снизу лист резины или привинчивают тиски через него, чтобы уменьшить шум при работе. Конечно, в заводском цеху это не обязательно, но дома или на даче весьма полезно.
Как отремонтировать?
Перед тем как починить инструмент своими руками, его нужно разобрать и помыть каждую деталь. Если приспособление покрыто налетом ржавчины, её необходимо удалить. Для этого можно использовать как профессиональный преобразователь ржавчины, так и домашние средства. Избавиться от налета поможет уксус или керосин. Изделие следует замочить в жидкости и оставить на некоторое время. Позже следует пройтись по инструменту жесткой щеткой. Полировать тиски следует до появления родного блеска металла.
После процедур очистки и разбора следует приступить к самому процессу ремонта. Если причиной поломки является прокручивание винта в гайке, то необходимо разрезать гайку вдоль на 3 части и обновить резьбу. Для этого потребуется болгарка. Затем нужно восстановить целостность гайки путем приварки отрезанных частей на свои места.
Теперь нужно заново собрать инструмент. Порядок действий при сборе тисков таков:
- главные лапки надвигают на основание;
- лапки продвигают как можно левее, это поможет легко установить планки при следующем шаге;
- сперва крепится одна планка, затем вторая;
- для финишной фиксации планок требуется сдвинуть лапки вправо;
- после этого необходимо вставить гайку и закрепить в ней винт.
Если тиски в запущенном состоянии, то для выкручивания ржавых болтов и деталей рекомендуется использовать керосин. Следует смазать детали и подождать несколько минут. После чего заржавевшие болты начинают постепенно прокручиваться. После ремонта можно отшлифовать приспособление. Вручную этого делать не стоит. К тому же на это уйдет много времени. Для шлифовки берут специальную щетку для болгарки. Во время работы необходимо использовать защитные очки. Для устранения незначительных дефектов (царапины, неглубокие трещины) поверхность изделия требуется зачистить или запаять.
После ремонта можно отшлифовать приспособление. Вручную этого делать не стоит. К тому же на это уйдет много времени. Для шлифовки берут специальную щетку для болгарки. Во время работы необходимо использовать защитные очки. Для устранения незначительных дефектов (царапины, неглубокие трещины) поверхность изделия требуется зачистить или запаять.
Как разобрать и отремонтировать тиски
На днях наши старые тиски, которые отслужили нам верой и правдой не один десяток лет поломались. А поломка такая: при попытке разжать деталь, деталь остается зажатой, а вот вал тисков выкручивается.
Как оказалось, в тисках срезало штифт, который стопорил винт от выкручивания.
Тиски были разобраны и вымыты. Отверстие под штифт развернули с помощью цилиндрической развертки на новый размер и был выточен новый штифт.
Дальше я предлагаю посмотреть процесс сборки тисков, и соответственно, если просмотреть картинки с конца, то можно просмотреть последовательность разборки тисков.
Все части тисков после разборки были очищены и промыты.
Итак приступаем к сборке. Начинаем с основания:
Вымытое основание тисков
На чистое и вымытое основание тисков надвигаем главные губки:
Второй этап сборки — надвинуть губки
Губки следует продвинуть как можно левее — этим обеспечивается легкая установка планок при следующей операции:
Второй этап сборки — надвинуть губки и сдвинуть их влево
Планки установлены и приступаем с их креплению. Сначала одну планку:
Третий этап сборки тисков — устанавливаем планки
… а затем крепим и вторую планку:
Третий этап сборки тисков — устанавливаем планки
Для окончательного закрепления планок следует сдвинуть губки. На этот раз губки сдвигаем вправо:
Третий этап сборки тисков — устанавливаем планки и зажимаем их окончательно
Четвертый этап сборки тисков — это установка гайки:
Четвертый этап сборки тисков — ставим гайку
Вставляем гайку и ввинчиваем в гайку винт:
Четвертый этап сборки тисков — ставим гайку
Кстати, вот и поломанный штифт с резьбой на конце. Из-за того, что этот штифт срезало тиски пришлось ремонтировать:
Из-за того, что этот штифт срезало тиски пришлось ремонтировать:
Виновник поломки тисков — срезанный штифт
Продолжение сборки тисков — во второй части.
Привет всем! В эфире наша традиционная программа «Как то раз батя…» И речь сегодня пойдёт о восстановлении старых советских слесарных тисков. Предыдущие части передачи можно посмотреть в моём блоге, а пока приступим!
Как то раз батя где то надыбал средние слесарные тиски. Судя по всему жизнь они прожили долгую и трудную где то на сварочном столе на производстве. Все были залиты расплавом от сварки, порезаны болгаркой, обколоты зубилом.
Губки тисков были в отвратительнейшем состоянии! Похоже нещадно варили прямо в них.
Да ещё «для прочности» губки были приварены к самому телу тисков…
Батя всё порывался найти им замену, купить новые не столь ушатанные, потому что восстановить ЭТО было весьма трудно… Хотя винт всё ещё работал и зажимало весьма хорошо!
Но тут случилось счастье! Я наконец то уволился со старой работы, новую пока не нашёл и меня обуяла жажда деятельности)
Ну что ж, приступим!
Первый делом разбираем. Мдя… Откручивалось всё с огромным трудом!
Мдя… Откручивалось всё с огромным трудом!
Направляющие подвижной части оказались в очень приличном состоянии, использовали тиски достаточно мало. На направляющих даже сохранилась заводская хонинговка. Винт и гайка так же в очень приличном состоянии! Ремонт не требуется, просто нужно почистить от старой смазки. И тут же вылез первый прикол. Шпонка фиксирующая шайбу, которая фиксирует болт в подвижной части тисков была обломана. И какой то удак приварил шайбу прям к валу… Доооолго я зубилом сварку вырубал! Пришлось ехать к токарю протачивать вал. Заодно шлифанули зажимную рукоять.
Подходящей шайбы с внутренним диаметром 28мм не нашлось ни в хозяйстве, ни в магазине. Купил 3 шайбы ф25мм. Блин, а они из нержавейки! Целый день убил на то, что бы расточить напильником до 28мм…
Несущий болт примеряем на место, ставлю шайбу. Под неё сверлю новое отверстие ф5, нарезаю резьбу М6. Вкручиваю фиксирующий болт, обрезаю шляпку, нарезаю шлицы под отвёртку (для будущего демонтажа)
Снял подвижную часть, почистил болгаркой с обдирочным кругом, затем кордщёткой. После этого обварил все рытвины и сколы. Варил дуговой сваркой. Электроды тройка. Ток около 80а. На электрод намотал медную проволочку с шагом примерно 1,5 см между витками. На место навара сыпал порошок буры. Иначе к чугуну не липнет.
После этого обварил все рытвины и сколы. Варил дуговой сваркой. Электроды тройка. Ток около 80а. На электрод намотал медную проволочку с шагом примерно 1,5 см между витками. На место навара сыпал порошок буры. Иначе к чугуну не липнет.
Теперь переходим к станине.
Ушатана точно так же сурово. УШМ-обдирочный круг-кордщётка-сварка. Кстати здесь видно почему ушатана передняя подвижная часть тисков. На наковаленке был огрех литья. Поэтому на ней затруднительно было что то отбивать. И поэтому пользовались подвижной частью( Наковаленку выровнил УШМ, выгладил шлифмашинкой и стало очень даже ничего)) Теперь на ней можно работать.
Открутил намертво закисшее поворотное основание.
Странно что вообще смог разъединить без кувалды! Всего то килограммовым молотком бить пришлось.
Переходим к губкам. Мдяяяя… Губки сидели на посадочных с большим зазором. Туда натёк расплав со сварки. Да ещё и сами губки к тискам прихватили! Целый день аккуратно всё отпиливал.
Теперь стало понятно что новые губки ровно не лягут на старые посадочные. Подсобираю тиски в кучу и еду к фрезеровщику. Выровняли углы и площадки на посадочных. Заодно орлиным взором приметил под станком два сломанных проходных резца от токарного станка. Мне их безвозмездно подарили, пойдут на губки.
Подсобираю тиски в кучу и еду к фрезеровщику. Выровняли углы и площадки на посадочных. Заодно орлиным взором приметил под станком два сломанных проходных резца от токарного станка. Мне их безвозмездно подарили, пойдут на губки.
Ещё сутки на изготовление губок, сверление. А потом опять поехал к фрезеровщику, где всего за пузырь меня пустили на горизонтальный фрезер и сам нарезал риски на губках)) Про губки чуть подробнее: У токаря взял сломанные резцы для токарного станка. Линейкой померил что б подошли с запасом. Просверлил отверстия под болты. на половину глубины отверстия расширил под головки болта. Затем поехал на фрезер. Хотя и без фрезера можно сделать риски. Прорезать канавки болгаркой с тонким диском, затем треугольным напильником вывести форму. А вот теперь тонкость. Только после всех этих операций нужно прикрутить губки к тискам и обрезать по ширине. Я ступил, отверстия просверлены в губках не ровно, поэтому губки «разъехались» в разные стороны. Пришлось обрезать их заподлицо с поверхностью тисков, но в идеале нужно что бы выступали 2-3 мм по краям. После того как губки готовы наступает время термообработки. Бензиновой паяльной лампой нагрел губки до красна и закалил в воде (предварительно почитал в инете про термообработку стали марки 45, из которых сделаны резцы). Губки закалены, но слишком хрупкие, будут колоться и риски при прижиме обламываться. Как говорил один мой знакомый кузнец- «если любишь металл- отпусти его!)»
После того как губки готовы наступает время термообработки. Бензиновой паяльной лампой нагрел губки до красна и закалил в воде (предварительно почитал в инете про термообработку стали марки 45, из которых сделаны резцы). Губки закалены, но слишком хрупкие, будут колоться и риски при прижиме обламываться. Как говорил один мой знакомый кузнец- «если любишь металл- отпусти его!)»
Как отремонтировать тиски слесарные своими руками: резьба на тисках
Иногда бывает так, что ручка тисков крутится, а подвижная губка стоит на месте. Понятное дело, что работать таким инструментом не получится.
Впрочем, это изъян можно исправить. В данном обзоре мастер показывает, как отремонтировать слесарные тиски своими руками.
Первым делом тиски нужно будет разобрать. Конкретно в данном случае нас интересует винт и гайка.
Винт прокручивается в гайке, и поэтому подвижная губка остается на месте при вращении ручки.
Теперь, когда неисправность выявлена, можно приступать к ее устранению. И для этого нужно будет сначала разрезать гайку вдоль на три части.
И для этого нужно будет сначала разрезать гайку вдоль на три части.
Рекомендуем также прочитать статью: доработка плоскогубцев с целью повышения их функционала.
Основные этапы работ
На следующем этапе при помощи болгарки с отрезным диском необходимо «обновить» резьбу.
После этого целостность гайки нужно будет восстановить. Для этого просто привариваем вырезанные куски на свое место.
Сварные швы необходимо будет зачистить лепестковым кругом. Или можно просто окультурить их напильником по металлу.
Собираем тиски, и теперь все работает нормально. Вот так просто и быстро можно самостоятельно решить подобную проблему.
Подробно о том, как отремонтировать слесарные тиски своими руками, можно посмотреть в видеоролике на нашем сайте.
Тиски — приспособление на редкость универсальное, способное удержать заготовки из любых материалов. Конечно, универсальность имеет и оборотную сторону — затупленные о сталь столярные инструменты, вывернувшиеся трубы, раздавленные хрупкие предметы…
Со временем, по мере совершенствования мастерства появляются и вторые, а то и третьи тиски, уже специализированные под какую-то конкретную задачу — столярные или гравёрные для художественной обработки металла либо просто ручные (фактически пинцет с фиксацией). Появление сверлильного или сверлильно-фрезерного станка сопровождается и машинными тисками для него и т. д. и т. п.
Появление сверлильного или сверлильно-фрезерного станка сопровождается и машинными тисками для него и т. д. и т. п.
Конструкция тисков
Тиски состоят из станины и подвижной губки, соединённых винтом. При этом, на станине обязательно имеются какие-либо элементы крепления к верстаку или станку.
Станина и подвижная губка чаще всего сделаны из чугуна литьём. Реже встречаются кованые стальные, последние обычно закалены примерно до 45 HRC, что даёт необходимый компромисс между твёрдостью и ударной вязкостью (способностью переносить удары без разрушения).
В последнее время, на рынках можно встретить «облегчённые» тиски из дюралюминия и тому подобных лёгких сплавов. Но этот материал, в данном случае, совершенно непригоден — такие тиски могут быть разрушены буквально одним ударом молотка, так что приобретать их не следует.
Ходовой винт любых тисков должен быть стальным и иметь упорную или, хотя бы, трапециевидную резьбу
Метрическая треугольная резьба допустима, только, в ручных тисочках, которые, по сути, скорее являются плоскогубцами с винтовым сжимом. Никогда не удлиняйте вороток ходового винта трубами, газовыми ключами и подобными предметами, чтобы не испортить тиски. Дело в том, что длина воротка не произвольная, а подобрана из соображений прочности винта.
Никогда не удлиняйте вороток ходового винта трубами, газовыми ключами и подобными предметами, чтобы не испортить тиски. Дело в том, что длина воротка не произвольная, а подобрана из соображений прочности винта.
Если усилие зажима недостаточное, следует очистить от опилок ходовой винт и его гайку, а если тиски новые и недорогие, возможным решением может быть шлифовка резьбы пастой для притирки клапанов. Но, несколько раз подумайте, прежде чем браться за неё.
Ещё один важный элемент тисков — губки. Как правило, они сменные, на винтах
Губки могут быть заменены другими, из более мягкого материала (цветной металл, пластики), или просто новыми в случае износа.
Быстрозажимные тиски
Встречаются и «быстрозажимные» тиски. В большинстве случаев, это означает, что ходовой винт проходит через подпружиненную, подвижную в поперечном направлении деталь. В ней нарезана резьба для винта, причём резьба эта наполовину срезана и переходит в паз так, чтобы при нажатии на деталь витки резьбы вышли из зацепления и винт было возможно передвигать без вращения.
Нетрудно догадаться, что прочность наполовину срезанной резьбы меньше, чем цельной, к тому же в этой конструкции неизбежно возникает перекос винта.
На этой фотографии — быстрозажимные тиски из лёгкого сплава, у которых при приложении небольшого усилия рукой разрушилась пластиковая рукоятка ходового винта.
В целом, перед покупкой быстрозажимных тисков стоит решить, что вам важнее — прочность и надёжность или возможность закрепить деталь на пару секунд быстрее? Ведь, применительно к большинству задач сама обработка, всё равно, длится много дольше, чем закрепление детали. В противном случае, нужны совсем уж промышленные тиски с пневмоприводом…
Крепление тисков
Сами тиски могут крепиться к верстаку или столу станка несколькими способами.
Самый прочный — это болты и винты, а для маленьких настольных применяется струбцинка, ювелирный шрабкугель стоит на столе только под своим весом, а некоторые машинные тиски вовсе не имеют креплений, так как их плоское стальное основание примагничивается к плите станка перед обработкой детали.
Слесарные тиски
Слесарные тиски применяются для обработки металла. Накладки на губках сменные, из подкалённой примерно до 45 HRC стали, но для работ с мягкими металлами и пластиками их можно отвинтить и привинтить другие, из мягкого металла. На основании таких тисков обычно есть площадка-наковальня.
Часто, станина состоит из основания и поворотного диска с «ушками» для крепления к верстаку. Они соединены между собой в простейшем случае винтом по центру, а в более надёжном варианте снизу расположен второй диск (или кольцо), скреплённый винтами со станиной. При ослаблении винты отпускают кольцо, и станину становится возможно повернуть. А при затяжке поворотный диск зажимается между кольцом и станиной, и тиски крепко фиксируются от поворота. Такие тиски способны поворачиваться вокруг вертикальной оси — ниже будем называть их поворотными.
Встречаются поворотные слесарные тиски с двумя подвижными губками, т. е. обе губки могут вращаться в станине вокруг горизонтальной оси. Более того, подобные приспособления иногда имеют две пары губок
Более того, подобные приспособления иногда имеют две пары губок
Вторая пара предназначена для захвата круглых предметов, она направлена в противоположную сторону и, чтобы её задействовать, нужно повернуть цилиндр на 180 градусов. Но ничего не мешает зафиксировать губки и деталь в них в неком промежуточном положении для пущего удобства обработки. Тиски с совместным вращением губок вокруг горизонтальной оси будем называть цилиндрическими поворотными, так как ближняя к станине пара губок переходит в цилиндр, который вставлен в отверстие станины.
В принципе, возможна конструкция, при которой губки поворачиваются вокруг горизонтальной оси, но не поворачиваются вокруг вертикальной.
Рассмотрев вышеупомянутые фотографии, легко заметить отличия таких тисков от «просто» поворотных (т. е. поворотных вокруг только вертикальной оси). Тем не менее, в продаже и те и другие могут называться «поворотными», что может ввести в заблуждение при дистанционной покупке — будьте внимательны при заказе в интернет-магазине!
Для слесарных тисков важно большое усилие зажима, и если вы увидели на рынке экземпляр с треугольной метрической резьбой на ходовом винте, его лучше не покупать — он быстро износится, к тому же усилие зажима будет недостаточное.
Тиски привинчивают к краю стола (его теперь можно смело называть верстаком прямо над ножкой, иначе при ударах по ним, пилении или опиловке верстак будет резонировать, а то и подпрыгивать.
Для опиловки оптимальная высота расположения определяется очень просто — нужно встать прямо, согнутую в локте руку держать вертикально, кулак — под подбородком. Тогда направленный вниз локоть должен касаться тисков. Высоту самих тисков изменить невозможно, поэтому нужно менять высоту верстака или ставить под тиски прокладки из твёрдой фанеры. Высота верстака определяется тоже по росту — стоя прямо, работающий должен опираться на поверхность стола ладонью.
Обычно, соблюсти оба правила эргономики не удаётся, и выбирают что-то одно. Для слесаря-сборщика и ремонтника приоритетом будет высота крышки верстака, для слесаря-лекальщика — высота тисков.
Домашнему мастеру тоже, наверное, стоит ориентироваться на высоту крышки верстака.
На неподвижной части (станине) часто бывает плоский выступ в виде наковальни для нетяжёлых работ. Она будет полезна, к тому же разница в цене с тисками без наковальни довольно мала (если есть вообще).
Она будет полезна, к тому же разница в цене с тисками без наковальни довольно мала (если есть вообще).
Самыми важными количественными характеристиками слесарных тисков считаются ширина и максимальное расхождение губок, а также вес приспособления, который косвенно характеризует его размеры и прочность.
(Продолжение следует)
Ремонт отверстий крепления губок слесарных тисков
Приветствую читателей блога «Наш стильный Дом»!
Тиски – инструмент, с помощью которого можно закрепить необходимую деталь перед ее обработкой. Используется как на производстве, так и в гараже — домашним мастером. Для эффективной и безопасной работы нужно знать, как правильно установить тиски на верстаке. Широкое применение тиски имеют в промышленности, а также могут использоваться в ювелирном деле — для зажима мелких деталей.
Как правильно установить тиски на верстаке
Тиски (http://instrumentdp.com/tiski) ) работают вместе с верстаком. Для начала их необходимо надежно закрепить к верстаку. Они должны быть плотно зафиксированы, не шевелиться и не отходить. Люфты — недопустимы.
Для начала их необходимо надежно закрепить к верстаку. Они должны быть плотно зафиксированы, не шевелиться и не отходить. Люфты — недопустимы.
Поверхность стола верстака желательно выбирать из металла чтобы при сварке не было задымления. Сам верстак нужно устанавливать не вплотную, а так чтобы было расстояние от стены, для того чтобы искры попадали на стену.
Ставить тиски нужно на угол стола для быстрого доступа. Это очень важно при обработке больших деталей.
Очень важным параметром является правильная установка высоты. Высота должна быть на уровне согнутой руки под прямым углом (смотрите на рисунок).
В таком случае вам не придётся наклоняться или работать в неудобном для вас положении.
Важно учитывать тот фактор, что инструмент может не переносить ударные нагрузки. Это относится к моделям, которые изготовлены из чугуна. Стальные же тиски, напротив, имеют прочную конструкцию и выдерживают большие нагрузки. Однако, в любом случае, и те, и другие могут сломаться.
Как выбрать инструмент
При выборе инструмента обратите внимание на следующие параметры:
- Люфт
- Вес
- Исполнение отдельных частей
Такие особенности: как закрытый и открытый винт, исполнение поворотного винта можно увидеть снизу инструмента.
Накладки губок должны быть без люфтов. Использовать инструмент со сломанными накладками – не рекомендуется. Поэтому при работе инструментом очень важно смотреть на целостность губок и крепление.
Для зажатия заготовки инструментом достаточно усилия руки. Не стоит надевать на рукоятку инструмента трубу чтобы увеличить рычаг, так как это может привести к поломке. Для моделей с открытым винтом смазку нужно делать пару раз в месяц, при закрытом винте – раз в год будет достаточно.
Ломаются ли тиски
Тиски могут сломаться только в случае неправильной их эксплуатации. Например, если вы будет зажимать большую метровую водопроводную трубу в тиски до 3 кг. или если вы захотите удлинить тиски трубой и будете тянуть, то скорее всего у тисков сломается подвижная часть.
Для того чтобы понять, для чего служат тиски, стоит рассмотреть устройство тисков для слесарных работ. Используют их для прочной и неподвижной фиксации деталей. Без тисков даже хороший мастер будет беспомощен. Этот инструмент стал незаменимым и в домашней мастерской, и на производстве. За долгие годы существования тиски претерпевали множество изменений, но основной принцип остался неизменным — надежное крепление между раздвижными плоскостями.
Слесарные тиски широко используется в домашнем хозяйстве и заводских цехах для надежной фиксации деталей.
Структура данного инструмента
Тиски изготавливаются разнообразных моделей и форм. Используются они также очень широко, от домашних хозяйств до заводских цехов.
Несмотря на разнообразие существующих разновидностей такого инструмента как тиски, все данные типы инструмента включают в себя следующие детали:
- подвижная губка;
- неподвижная губка;
- винтовой зажим;
- пружина;
- ручка винтового зажима;
- втулка;
- механизм крепления к верстаку;
- сменные накладки.

Основные рабочие части тисков.
Слесарные тиски изготавливаются из стали углеродистой или из серого чугуна. Устройство крепится к столу или к специально предназначенной подставки болтами или специальными зажимами. Закрепляется обычно одна из губок инструмента, которая так и называется — неподвижная. В свою очередь, к ней определенным образом приставляется подвижная губка.
Сообщаются они между собой винтом с прямой резьбой. Эта деталь приводится в движение рукояткой. Процесс вращения винта приближает или удаляет подвижную губку по отношению к неподвижной. Благодаря этому появляется возможность удерживать между губками ту или иную заготовку. Обычно на обратной части устройства располагается наковальня для того, чтобы можно было увеличить возможности в обработке деталей.
Определенный вид устройств может быть применен в зависимости от того, каков характер исполняемой.
Основные типы данного инструмента
Рассмотрим самые распространенные из слесарных тисков.
- Стуловые тиски. Обычно данные типы тисков используются, когда нужно выполнить тяжелую работу там, где нужно бить, расклепывать, гнуть и т.д. Называются они так потому, что крепление их выглядит как стул. Первоначально их крепили к деревянному основанию.
Позже их приспособили к установке на металлических верстаках. Конструктивное отличие от остальных зажимных устройств в том, что неподвижную губку крепят в двух местах. К горизонтальной плоскости она крепится с помощью особой планки, называемой лапкой, а нижняя, удлиненная часть, может крепиться к ножке стола или верстака.
Чертеж слесарных тисков.
Такой способ крепежа делает их устойчивыми к сильным боковым ударам. Другая губка подвижная. Завинчивая прижимной винт, тиски удерживают ту или иную деталь обеими губками. Отвинчивание сопровождается тем, что под давлением пружины подвижная губка облегчает действие тисков на обрабатываемую деталь. Чтобы тиски не гнулись и не ломались, их не выливают, а отковывают из специальной углеродистой стали.
Ширина губок может быть изменена и использована в зависимости от того, каковы размеры тисков. Обычно пользуются губками 100 мм, 130 мм, 150 мм, 180 мм. Также стуловые тиски разделяются по другим характеристикам, например, эта классификация зависит от наибольшего размера деталей, которые можно обработать. Различают несколько типов с раскрытием губок на 90 мм, 130 мм, 150 мм и 180 мм.
Рабочими частями тисков являются пластины, расположенные в верхней части губок в специальных выемках.
Пластины выковываются, на одной из поверхностей делаются насечки для крепкого захвата детали. К губкам пластины они или привариваются, или закрепляются с помощью болтов. Для этого в пластинах делаются отверстия с углублениями для головок болтов.
Стуловые тиски имеют как преимущества (простота крепления и надежность), так и недостатки. Такого вида инструмент предназначен для работы с грубыми материалами и совершенно не годится для тонкой работы. Дело в том, что зажимные пластины губок не всегда располагаются параллельно друг к другу и при зажиме врезаются в деталь и портят ее поверхность вмятинами.
Такая конструкция позволяет зажимать тонкие детали только верхними краями накладок, а толстые — только нижними частями. От этого крепость зажима уменьшается. Чтобы этого избежать, винт затягивают сильнее. Этого усилия может не выдержать поверхность обрабатываемой детали.
Бывают так называемые параллельные тиски. Вернее нужно было бы сказать, с параллельными губками. В этой конструкции постарались исправить недостаток стуловых тисков. Этот вид зажимных механизмов стал самым используемым и удобным в работе. Изготавливают их из чугуна и из специальной эластичной углеродистой стали. Перед покупкой или началом работы с тисками желательно разобраться, из чего сделан данный агрегат. Изделия из чугуна более хрупкие и к ним нужно особое отношение. Чугун не любит ударов. Кроме того, на слесарных станках не следует обрабатывать нагретые детали. При остывании размер заготовки изменяется, что может привести к травмированию мастера.
Виды параллельных тисков
Слесарные тиски этого типа делятся на стационарные и поворотные.
Неповоротные тиски крепятся к верстаку, и работать на них можно только в одном положении. Чтобы изменить угол обрабатываемой детали, нужно ослабить винтовой зажим с помощью прижимного винта, поменять положение детали и снова зажать ее губками.
Чтобы избежать постоянного изменения положения детали, изобрели инструмент данного типа с поворотным основанием. Устроены они таким образом: основание тисков жестко крепится к верстаку. С ним присоединяется поворотная часть неподвижной губки с помощью регулировочного винта с рукояткой. При ослаблении этого винта тиски можно поворачивать вокруг вертикальной оси. Разные модели поворачиваются на разный угол — от 60 до 360°.
В неподвижной губке сделано отверстие прямоугольной формы, куда вводится прижимной винт подвижной губки. Двигаясь в этом отверстии с помощью винта, губки приближают и отдаляют прижимные накладки строго параллельно друг к другу. Такой способ зажима позволяет полностью контролировать обрабатываемую деталь.
Так как корпус выполнен из чугуна, для увеличения службы инструмента накладки изготавливают из стали. Их крепят в верхних частях губок с помощью болтов. На рабочей поверхности накладок делают насечки для более плотного зажима обрабатываемой детали. Когда нужно делать финишную обработку, на стальные накладки ставят пластины из мягкого металла. Они предохраняют деталь от вмятин и царапин.
Их крепят в верхних частях губок с помощью болтов. На рабочей поверхности накладок делают насечки для более плотного зажима обрабатываемой детали. Когда нужно делать финишную обработку, на стальные накладки ставят пластины из мягкого металла. Они предохраняют деталь от вмятин и царапин.
Плюсы и минусы данных инструментов
Чаще всего на практике применяются параллельные поворотные и неповоротные инструменты с задней неподвижной губкой и передней неподвижной губкой.
Вместе с указанными преимуществами таких тисков есть существенный недостаток — слабая крепость губок. Вот почему для осуществления трудной работы инструменты данного типа не годятся. Для мелкой и точной работы изготавливают тиски, которые иногда называют ручными, с размером губок 35 мм, 40 мм, 50 мм и 56 мм. Раскрываются они соответственно на 28 мм, 30 мм, 40 мм, 50 мм и 55 мм. Устроены они по тому же принципу, что и стуловые тиски. Крепление детали производится между губами винтом с поворотным барашком, а для разжимания, кроме винта, между губками установлена пружина из углеродистой стали марки У7 или марки 65Г.
Используют ручные тисочки для крепления деталей с удержанием их руками (обеими или одной). Ими пользуются тогда, когда обрабатываемую деталь неудобно или опасно держать в руках. Для того чтобы работа с мелкими деталями двумя руками могла осуществляться более точно, зажимают ручные тисочки в обычные, расположенные параллельно.
Еще одна разновидность слесарных тисков — трубные. Плоские рабочие накладки обычных тисков не в состоянии крепко зажать деталь круглой формы. Площадь соприкосновения накладок с трубой очень мала и обработать ее становится практически невозможно. Такие инструменты специально созданы для этой цели. Вогнутая форма губок позволяет плотно зажать трубу или другую круглую деталь.
При крепеже деталей не рекомендуется увеличивать силу зажима с помощью дополнительных наставок к рукояти винта. Не стоит одевать на рукоять трубу или заменять ее стальным прутом большей длины. Оригинальная рукоять рассчитана именно для зажима руками, поэтому при увеличении нагрузки можно вывести инструмент из строя.
Не стоит одевать на рукоять трубу или заменять ее стальным прутом большей длины. Оригинальная рукоять рассчитана именно для зажима руками, поэтому при увеличении нагрузки можно вывести инструмент из строя.
Как разобрать и отремонтировать тиски
На днях наши старые тиски, которые отслужили нам верой и правдой не один десяток лет поломались. А поломка такая: при попытке разжать деталь, деталь остается зажатой, а вот вал тисков выкручивается.
Как оказалось, в тисках срезало штифт, который стопорил винт от выкручивания.
Тиски были разобраны и вымыты. Отверстие под штифт развернули с помощью цилиндрической развертки на новый размер и был выточен новый штифт.
Дальше я предлагаю посмотреть процесс сборки тисков, и соответственно, если просмотреть картинки с конца, то можно просмотреть последовательность разборки тисков.
Все части тисков после разборки были очищены и промыты.
Итак приступаем к сборке. Начинаем с основания:
Вымытое основание тисков
На чистое и вымытое основание тисков надвигаем главные губки:
Второй этап сборки – надвинуть губки
Губки следует продвинуть как можно левее — этим обеспечивается легкая установка планок при следующей операции:
Второй этап сборки – надвинуть губки и сдвинуть их влево
Планки установлены и приступаем с их креплению. Сначала одну планку:
Сначала одну планку:
Третий этап сборки тисков – устанавливаем планки
… а затем крепим и вторую планку:
Третий этап сборки тисков – устанавливаем планки
Для окончательного закрепления планок следует сдвинуть губки. На этот раз губки сдвигаем вправо:
Третий этап сборки тисков – устанавливаем планки и зажимаем их окончательно
Четвертый этап сборки тисков — это установка гайки:
Четвертый этап сборки тисков – ставим гайку
Вставляем гайку и ввинчиваем в гайку винт:
Четвертый этап сборки тисков – ставим гайку
Кстати, вот и поломанный штифт с резьбой на конце. Из-за того, что этот штифт срезало тиски пришлось ремонтировать:
Виновник поломки тисков – срезанный штифт
Продолжение сборки тисков — во второй части.
Тиски слесарные своими руками: размеры, фото
Подробный фото отчёт по изготовлению слесарных тисков своими руками.

Понадобились слесарные тиски с шириной губок от 120 мм, в магазине на них цены просто космические, поэтому решил сделать тиски своими руками из металла, который у меня имелся в наличии.
Использовал материалы:
- — лист железа для основы тисков толщиной 4 мм;
- — профильная квадратная труба 50 мм с толщиной стенки 4 мм;
- — уголок 60 мм с толщиной стенки 5 мм;
- — уголок 75 мм с толщиной стенки 8 мм;
- — полоса толщиной 10 мм;
- — шпилька резьбовая 20 мм;
- — длинная гайка 20 мм.
Ну и далее, на фото, показан процесс изготовления самодельных слесарных тисков.
Сделал заготовки.
Первым делом, принялся делать основание из двух пластин, в пластине 200 х 160 х 4 мм, равномерно насверлил отверстий диаметром 8 мм и точечными сварками скрепил со второй такой же пластиной. Места сварки зачистил.
По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20 мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10 мм к которой и приварил эту гайку. После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60 мм с толщиной стенки 5 мм и длиной 200 мм.
Поставил их чтобы посмотреть как это будет выглядеть:
В профильной трубе 50 х 50 мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию.
Между этими уголками положил пластину шириной 50 мм и толщиной 10 мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку.
В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб.
Получился своеобразный короб.
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри.
Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:
В качестве основания под губки тисков использовал более толстый уголок 75 мм и толщиной стенки 8 мм. Ширина будущих губок будет 150 мм.
Установив уголки на будущие места крепления я обрезал их немного на скос.
В качестве самих губок будет использоваться отрезок из полосы толщиной 10 мм.
Губки будут иметь размер: 150 х 50 х 10 мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами -«собаками» и просверлил насквозь отверстия 4,2 мм.
Затем в уголках я нарезал резьбу 5 мм, а в губках рассверлил отверстия сверлом 5,1 мм и сделал зенковку заподлицо.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5 мм.
Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку.
Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами.
Это позволит мне в дальнейшем при необходимости разобрать тиски.
Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.
В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4 мм.
Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8 мм (как у уголка губок) и шириной равной общей ширине короба.
Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4 мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Прорезь в профильной трубе вырезал по месту так, чтобы этот вырез не мешал движению трубы относительно приваренной площадки с гайкой. Чтобы ничего не цепляло.
Затем, прогрунтовал и покрасил.
В качестве винта использовалась шпилька 20мм. По длине отрезал ее таким образом чтобы она не выступала спереди, а сзади (сто стороны ворота) выступала на расстояние ширины опорного подшипника и гайки на 20.
Взял отрезок полосы толщиной 10 мм (из которой делал и губки для тисков) и вырезал из нее опорную площадку.
В ней напротив внутренней гайки в которую должна будет вкручиваться шпилька сделал отверстие 20 мм с небольшим. Отверстие сверлил ступенчатым сверлом.
На вкрученную шпильку наложил эту площадку и закрепив ее к тискам зажимами сделал 4 отверстия диаметром 4 мм.
Эти отверстия на тисках рассверлил до диаметра 6,5 мм, а в опорной площадке — 5 мм и нарезал там резьбу 6 мм. К сожалению сразу попался некачественный метчик и он обломался. Пришлось сверлить еще одно отверстие рядом.
Собирал вал тисков таким образом:
— на самый край шпильки накрутил гайку 20 мм и приварил сваркой. С другого края шпильки также сделал отверстие 4 мм для установки шплинта после окончательной сборки тисков
— вторую такую же гайку рассверлил сверлом 21 мм и приварил боком — для ворота.
— надел опорный подшипник 20 мм
— установил опорную площадку
— далее надел шайбу 20 мм
После установки шайбы на шпильке отметил точку которую рассверлил сверлом 4 мм и туда вставил шплинт.
Получившуюся конструкцию вставил в тиски и закрепил опорную площадку болтиками 6 мм.
После этого вкрутил шпильку в длинную гайку приваренную в ответной части тисков.
В качестве ворота использовал отрезок прута диаметром 20мм и длиной 360мм.
В качестве стопоров использовал те же шплинты по краям ворота.
Губки тисков, сделал из отрезков полосы толщиной 10 мм. Сами губки имеют размер 150 х 50 мм.
Их порезал болгаркой наклонными бороздами, а по центру одной из губок сделал треугольный вырез для установки круглых заготовок в вертикальное положение.
В подошве с каждой стороны сделал крепежные отверстия: — 3 отверстия диаметром 10 мм и 2 отверстия диаметром 8 мм.
Общий вылет получился 220 мм. Причем если не ставить стопорный шплинт на конце шпильки, то рабочий вылет будет 250 мм без ущерба зажима губок тисков.
Также прилагается небольшой видео обзор самодельных тисков.
Автор самоделки: Вадим. г. Москва.
г. Москва.
Take Apart, Lube & Mount A Bench Vise
Недавно я построил новый верстак и не собирался устанавливать свои маленькие тиски Craftsman на этом верстаке. Я решил, что мне нужно что-то побольше и определенно более высокого качества.
Я посетил Garage Journal и нашел эту ветку. В нем есть вся необходимая информация о том, что искать в поисках хороших высококачественных тисков.
В теме, о которой я упоминал выше, многие заявили, что обычная ставка на использованные тиски обычно составляет около 1 доллара за фунт.Я обнаружил, что там, где я живу (Чикаго), обычная ставка составляет около 2 долларов за фунт. Кроме того, продавцы просят надбавку за Wiltons. Я закончил тем, что заплатил 75 долларов за этот Morgan 135 после некоторого поиска в C-List. Для меня это также зависело от времени. Был хороший летний вечер пятницы, поэтому я решил покататься на своем 70-футовом Chevelle и забрать эту штуку. Несколько хороших сигар сделали круиз еще лучше.
Тиски Morgan 135
Номер продукта 1113500
Ширина кулачка 3 ½ дюйма
Максимальное отверстие 5 дюймов
Глубина горловины 2 ¾ дюйма
Вес 42 фунта.
Поворотное основание на 360
Для получения дополнительной информации посетите milwtool
Разобрать тиски довольно просто. Начните с полного отвинчивания динамической губки, пока она не выйдет. Затем снимите болты, удерживающие поворотное основание вместе.
Я решил установить эти тиски в углу своего нового верстака. Убедитесь, что статическая челюсть немного нависает над скамейкой, чтобы вы могли зажимать длинные предметы, не задевая столешницу. Поверните тиски на 90 ° и проверьте, не мешает ли рабочая поверхность.Что касается крепежа, я использовал как болты / гайки ½ дюйма, так и шурупы.
Я купил 2 продукта на Amazon для смазки ходового винта и обработанных поверхностей. Используйте противозадирный состав Permatex 80078 на ходовом винте. Небольшое количество имеет большое значение, поэтому используйте его экономно. Это заставит тиски работать одним пальцем! Затем нанесите немного воска Johnson paste на все обработанные / скользящие поверхности, чтобы защитить их от коррозии и добавить немного смазки. Я бы порекомендовал заменять тиски раз в год таким любителям, как я.
Permatex 80078 Противозадирная смазка с бутылкой со щеточной крышкой, 8 унций.
Johnson Wax 16 унций Fine Wood Paste Wax 00203
Я лично люблю находить хорошие бывшие в употреблении предметы, чтобы сэкономить деньги, если это возможно. В некоторых случаях не стоит тратить время или деньги на подержанные предметы, или они просто недоступны в районе, где вы живете. В таком случае подумайте о покупке новых тисков на Amazon. Хорошие тиски нужны в каждом гараже!
Помогло ли вам это видео или сообщение в блоге? Прокомментируйте, пожалуйста, ниже.
Процесс восстановления тисков • MIVise
Здесь я собираюсь задокументировать типичный процесс восстановления тисков, которому я следую. Написание этого займет некоторое время, поэтому я собираюсь проработать его поэтапно, но не хотел откладывать предоставление чего-либо. Картинки будут добавлены после того, как я буду уверен, что разобрался с текстом. Вот рабочий проект:
Написание этого займет некоторое время, поэтому я собираюсь проработать его поэтапно, но не хотел откладывать предоставление чего-либо. Картинки будут добавлены после того, как я буду уверен, что разобрался с текстом. Вот рабочий проект:
Итак, у вас есть тиски, которые вы хотите восстановить, но не знаете, как это сделать.К счастью, в большинстве случаев это не так уж сложно, так что приступим!
Первые два шага в значительной степени происходят одновременно: разборка и оценка. Некоторая оценка обычно происходит до того, как вы начнете, но некоторые вещи вы не узнаете, пока не разберете его и не удалите с него большую часть грязи.
На тисках со съемными губками я обычно сначала снимаю их, потому что иногда приходится довольно сильно опираться на винты / болты, и это легче, когда у вас есть дополнительная масса тисков, чтобы противостоять крутящему моменту.Если они действительно тугие, я использовал зажим, чтобы прикрепить тиски к верстаку, чтобы они не двигались, пока я над ним работаю.
У некоторых тисков есть губки для трубок ниже обычных губок, и они могут удерживаться на месте штифтами сбоку, болтом / винтом спереди, который ввинчивается в опоры губок, или даже пружинным зажимом, который не виден. Вообще говоря, их легко удалить, поэтому вы можете вынимать их, когда захотите, но я стараюсь снимать их сразу после обычных челюстей.
Следующий шаг после снятия губок зависит от марки.У некоторых тисков, таких как у машиниста или торговца Wilton, есть выступающий воротник, который крепит шпиндель к динамической челюсти. В этом случае я снимаю хомут, а затем снимаю шпиндель. После этого я просто вытащу динамическую челюсть из статической и отложу в сторону. Паркер также использовал открытый воротник, который очень очевиден и удерживается на месте только одним или двумя винтами.
Чаще всего тиски имеют внутреннее кольцо с установочным винтом или тяжелый зажим на внутренней стороне ползуна, который необходимо ослабить, прежде чем вы сможете снять шпиндель. В некоторых моделях используется шайба, на которую натягивает пружина, которая удерживается на месте с помощью небольшого штифта. Вам нужно немного сжать пружину, чтобы вынуть штифт, и тогда пружина и шайба оторвутся. На этих типах тисков я обычно снимаю динамическую губку с основного корпуса, полностью откручивая шпиндель. В этот момент я переворачиваю динамическую челюсть вверх дном, чтобы добраться до воротника или того, что удерживает шпиндель в динамической челюсти.
В некоторых моделях используется шайба, на которую натягивает пружина, которая удерживается на месте с помощью небольшого штифта. Вам нужно немного сжать пружину, чтобы вынуть штифт, и тогда пружина и шайба оторвутся. На этих типах тисков я обычно снимаю динамическую губку с основного корпуса, полностью откручивая шпиндель. В этот момент я переворачиваю динамическую челюсть вверх дном, чтобы добраться до воротника или того, что удерживает шпиндель в динамической челюсти.
Как и в большинстве случаев, есть одно заметное исключение – многие тиски Reed.Если у вас есть язычок, посмотрите на динамическую челюсть сбоку, немного отодвинувшись от шпинделя. Вы можете найти две очевидные дыры. Одно – масляное отверстие (и обозначено как таковое), а другое – установочный винт. Установочный винт необходимо удалить, чтобы вынуть шпиндель из динамической губки, потому что он фиксирует разрезное кольцо, удерживающее шпиндель на месте. Удалите установочный винт, затем используйте отвертку или что-нибудь маленькое и острое, чтобы открутить странно выглядящее разрезное кольцо, которое вы сможете увидеть, где шпиндель соединяется с передней частью динамической челюсти. Разъемное кольцо выйдет из двух частей, но не сломано! Вынув разрезное кольцо, вы можете снять шпиндель, открутив его.
Разъемное кольцо выйдет из двух частей, но не сломано! Вынув разрезное кольцо, вы можете снять шпиндель, открутив его.
После снятия динамической губки я начну с основной части тисков. У него есть поворотное основание, я сниму его дальше. С некоторыми моделями все, что вам нужно сделать, это ослабить один или два поворотных замка, пока они не отделятся от болтов внизу, но у некоторых брендов также есть большой центральный болт (болт с буртиком для нас, фанатов терминологии), который необходимо удалить. Некоторым требуется большое гнездо, а некоторые имеют прорезь, в которую вставляется тяга, которая выглядит как огромная отвертка с плоским лезвием.В крайнем случае вы можете приварить кусок плоской стали к старому гнезду, чтобы он работал как тягово-сцепное устройство, а затем с помощью трещотки или ударного пистолета ослабьте болт.
После снятия поворотной базы пора заняться гайкой, которая является резьбовой внутренней частью, через которую проходит шпиндель. На том, что я бы назвал обычными тисками, гайка имеет форму башни / клина с резьбовой частью наверху. Он вставляется в канал, вырезанный в основном корпусе тисков. Обычно они удерживаются на месте штифтом, который вбивается в отверстие в задней части канала.Обычно все, что вам нужно сделать, это использовать выколотку или пробойник и молоток, чтобы ударить по нему снизу и освободить штифт, и гайка выскользнет из задней части корпуса тисков. Единственным распространенным исключением из этого правила являются тиски Wilton с круглым корпусом, такие как серии Machinist, Combination или Tradesmen. Большинство людей называют их все «пулями» в качестве общего термина, но некоторые люди будут утверждать, что только тиски машиниста и комбинированные тиски являются настоящими пулями.
Он вставляется в канал, вырезанный в основном корпусе тисков. Обычно они удерживаются на месте штифтом, который вбивается в отверстие в задней части канала.Обычно все, что вам нужно сделать, это использовать выколотку или пробойник и молоток, чтобы ударить по нему снизу и освободить штифт, и гайка выскользнет из задней части корпуса тисков. Единственным распространенным исключением из этого правила являются тиски Wilton с круглым корпусом, такие как серии Machinist, Combination или Tradesmen. Большинство людей называют их все «пулями» в качестве общего термина, но некоторые люди будут утверждать, что только тиски машиниста и комбинированные тиски являются настоящими пулями.
Если у вас Wilton с круглым корпусом, шаги по снятию гайки немного отличаются.Первое, что вам нужно сделать, это использовать дюбель или стальной стержень, который пройдет через гайку спереди назад, и с его помощью выбить пылезащитный кожух с конца. Я держу под рукой кусок круглой заготовки, который я уже скругл, чтобы он в целом соответствовал контуру пылезащитного чехла. Если вы воспользуетесь чем-то с плоским краем, он будет вмятины на пылезащитном чехле изнутри, что не повредит его работе, но будет видно позже, если вы не сгладите его перед покраской.
Если вы воспользуетесь чем-то с плоским краем, он будет вмятины на пылезащитном чехле изнутри, что не повредит его работе, но будет видно позже, если вы не сгладите его перед покраской.
После снятия пылезащитной крышки вы увидите гайку, которая представляет собой круглую трубку, которая помещается внутри основного корпуса и имеет пару фиксирующих выступов сзади, чтобы она не вращалась при повороте ручки тисков.Гайка также удерживается на месте двумя дюбелями диаметром 1/4 дюйма, которые обычно называют «штифтами», и их можно увидеть сбоку от тисков рядом с задней частью. В зависимости от года изготовления тисков могут быть небольшие различия. У более ранних моделей есть задняя крышка, которая вставляется в основной корпус тисков, которая выходит, когда вы снимаете гайку, а в более поздних моделях только основной корпус и гайка удерживаются штифтами, но разборка аналогична. Штифты не входят в центр гайки, потому что именно там будет шпиндель, когда тиски закрыты.Удаление булавок – это своего рода отдельная тема, и, возможно, вы научитесь использовать «красочный» язык, но это не невозможно.
Перед тем, как начать, необходимо знать несколько вещей об удалении штифтов. Одна из проблем при удалении штифтов заключается в том, что отверстия не всегда совпадают из стороны в сторону. Если они этого не делают, и вы не узнаете наверняка, пока не попробуете, вы закончите с одной булавкой полностью, но не задеваете другую, и нет простого способа удалить ее. Возможно, вам придется использовать горелку или пилу с небольшим лезвием, чтобы разрезать булавку пополам.
Если вам повезет, отверстия для штифтов совпадают с одной стороны на другую. Если это так, вы можете использовать пробойник и молоток, чтобы проткнуть один штифт до точки, в которой он соприкасается со штифтом на другой стороне, и выбивает его. В этот момент вы можете схватить его тисками и освободить. Затем вы меняете стороны и используете керн, чтобы выбить оставшийся штифт, пока не будет обнажено достаточно, чтобы вырваться.
Если отверстия для штифтов не совпадают или вы не уверены, рекомендуется выбрать другой способ извлечения штифтов. Некоторые используют шестигранный ключ, который просто вставляется внутрь гайки. Они следят за тем, чтобы короткий конец попал в отверстие для штифта, а затем ударяют по длинному концу молотком. Ключ немного повернется и вытолкнет штифт. Затем они добавляют прокладку, чтобы сделать короткую ногу длиннее, и повторяют процесс. Иногда требуется третья попытка, добавив вторую прокладку, чтобы штифт выставился достаточно обнаженным, чтобы вытащить его.
Некоторые используют шестигранный ключ, который просто вставляется внутрь гайки. Они следят за тем, чтобы короткий конец попал в отверстие для штифта, а затем ударяют по длинному концу молотком. Ключ немного повернется и вытолкнет штифт. Затем они добавляют прокладку, чтобы сделать короткую ногу длиннее, и повторяют процесс. Иногда требуется третья попытка, добавив вторую прокладку, чтобы штифт выставился достаточно обнаженным, чтобы вытащить его.
Говорят, картинка стоит тысячи слов, а видео еще лучше! Посмотрите видео Брэда, объясняющее его метод удаления этих хитрых булавок из тисков Wilton:
На этом этапе, независимо от того, над каким типом тисков вы работаете, вы должны полностью разбить его и подготовить для лучшей оценки того, с чем вы работаете. Иногда вам нужно немного подмыть, чтобы составить хороший план, но на этом этапе большинство вещей довольно очевидны.
Иногда вам нужно немного подмыть, чтобы составить хороший план, но на этом этапе большинство вещей довольно очевидны.
В общем, я откладываю основной корпус тисков и динамическую губку в сторону, а затем собираю мелкие детали и шпиндель. Я кладу мелкие детали в коробку и устанавливаю на нее шпиндель. Здесь вам нужно принять несколько решений. Я собираюсь действовать так, как будто наши вымышленные тиски – это поворотная базовая модель, поскольку вы всегда можете пропустить эти части для фиксированной базовой модели.Находятся ли челюсти в хорошем состоянии, или они в достаточно хорошем состоянии, вы можете просто немного почистить их шлифовальной машиной / шлифовальной машиной, или их нужно заменить? То же самое можно сказать и о трубных губках, если они есть в тисках. Как ручка? Если он имеет небольшие изгибы, его можно выпрямить с разной степенью успеха, в зависимости от техники и того, насколько плохо это с самого начала. Ручки поворотного замка прямые, изогнутые или отсутствуют? Есть ли другие детали, которые повреждены или отсутствуют?
Если ничего не повреждено или отсутствует, вы можете сразу перейти к снятию / очистке корпуса тисков и динамической челюсти / слайда, но вам также придется принять несколько решений, которые мы рассмотрим в этом разделе. .
.
Если у вас есть поврежденные или отсутствующие детали, это может очень быстро усложниться. Некоторые детали легко доступны, в то время как другие просто недоступны где-либо, кроме как их изготовить или сделать сами. Существует так много вариантов того, что есть, а что нет, я не собираюсь тратить на это много времени, но я укажу на несколько наиболее распространенных ошибок, а также на некоторые вещи, которые не должны вызывать большую озабоченность.
Вообще говоря, ручки и ручки с поворотным замком не являются проблемой для источника.Есть несколько человек, которые делают ручки для тисков на заказ, и это не слишком дорого. За исключением этого, вы можете зайти почти в любой механический цех и посмотреть, сделают ли они его для вас, поскольку это довольно простая часть. Ручки с поворотным замком часто можно изготавливать из круглого ложа, резака и молотка. В крайнем случае гайка подходящего размера будет работать вместо поворотного фиксатора. Он не будет выглядеть элегантно, но со своей работой справится. Я даже видел тиски, у которых к шпинделю была приварена большая гайка, потому что ручка отсутствовала, и владелец использовал гаечный ключ на гайке, чтобы открывать и закрывать тиски.Опять же не элегантно, но функционально.
Я даже видел тиски, у которых к шпинделю была приварена большая гайка, потому что ручка отсутствовала, и владелец использовал гаечный ключ на гайке, чтобы открывать и закрывать тиски.Опять же не элегантно, но функционально.
Запасные губки – это своего рода смешанный набор: одни легко доступны, а другие практически отсутствуют. Если у вас есть пуля Уилтона, в зависимости от возраста, вы можете получить челюсти у Уилтона, у одного из нескольких людей, которые продают их на eBay (ищите пользователя Autopts) или у Кевина на http://www.wiltonviseparts.net. Для некоторых моделей Yost, Morgan, Ridged и Reed вы все равно можете получить их у производителя. Для некоторых из наиболее популярных винтажных брендов / моделей вы можете проверить, есть ли http: // www.Benchvisejaws.com предлагает их. Этот сайт является компаньоном wiltonviseparts.net и также принадлежит Кевину. Почти все остальное потребует их изготовления, а это может быть дорого. Из всех брендов винтажных тисков один представляет большую проблему, чем другие, и это Чарльз Паркер. Челюсти Parker были изготовлены из довольно мягкой стали, поэтому они часто изнашивались, и все они были приспособлены для полуручных средств, поэтому нет возможности купить прямые замены. Единственный человек, которого я знаю, кто возьмется за эту работу, и сделает это должным образом, – это Кевин, упомянутый выше в benchvisejaws.com, и это обычно требует, чтобы вы отправили ему тиски, что может быстро стать дорогим. Я упоминаю о проблеме с губками Parker только для того, чтобы вы знали, что тиски Parker с поврежденными или отсутствующими губками стоят намного меньше, чем с хорошими губками.
Челюсти Parker были изготовлены из довольно мягкой стали, поэтому они часто изнашивались, и все они были приспособлены для полуручных средств, поэтому нет возможности купить прямые замены. Единственный человек, которого я знаю, кто возьмется за эту работу, и сделает это должным образом, – это Кевин, упомянутый выше в benchvisejaws.com, и это обычно требует, чтобы вы отправили ему тиски, что может быстро стать дорогим. Я упоминаю о проблеме с губками Parker только для того, чтобы вы знали, что тиски Parker с поврежденными или отсутствующими губками стоят намного меньше, чем с хорошими губками.
Теперь мы переходим к настоящим проблемным областям. Если вам понадобится новый шпиндель, гайка, узел поворотного основания или центральный болт поворотного основания, вам, скорее всего, понадобится немного удачи. Вы можете найти настоящую деталь на eBay, и есть вероятность, что она будет доступна у производителя, если она одна из немногих, все еще работающих, но это маловероятно.Возможно, вам придется найти донорские тиски, у которых есть какие-то другие повреждения / недостающие части, чтобы вы могли объединить лучшее из двух, чтобы получить рабочие тиски. В механическом цехе можно было бы повернуть для вас новый шпиндель и нарезать резьбу, если бы у вас был сломанный образец для них, но это почти наверняка будет стоить дороже, чем покупка рабочего образца тех же тисков. Точно так же, если вам нужен новый центральный болт шарнирного основания, его можно изготовить, но лучше это будет семейная реликвия или действительно ценные тиски, чтобы это окупилось.Найти замену поворотного основания в сборе для пули Wilton обычно легко, но почти любой другой бренд может быть проблемой. Возможно, вам повезет и вы найдете его на eBay, но, возможно, придется немного подождать. Поворотные основания с отсутствующими / сломанными ножками довольно распространены, и чаще всего повреждение вызывается падением / падением. Если у вас все еще сломана ступня, и вы знаете кого-то, кто умеет паять чугун, он, возможно, сможет восстановить ее, но она все равно будет структурно нарушена и не будет такой прочной, как была изначально.
В механическом цехе можно было бы повернуть для вас новый шпиндель и нарезать резьбу, если бы у вас был сломанный образец для них, но это почти наверняка будет стоить дороже, чем покупка рабочего образца тех же тисков. Точно так же, если вам нужен новый центральный болт шарнирного основания, его можно изготовить, но лучше это будет семейная реликвия или действительно ценные тиски, чтобы это окупилось.Найти замену поворотного основания в сборе для пули Wilton обычно легко, но почти любой другой бренд может быть проблемой. Возможно, вам повезет и вы найдете его на eBay, но, возможно, придется немного подождать. Поворотные основания с отсутствующими / сломанными ножками довольно распространены, и чаще всего повреждение вызывается падением / падением. Если у вас все еще сломана ступня, и вы знаете кого-то, кто умеет паять чугун, он, возможно, сможет восстановить ее, но она все равно будет структурно нарушена и не будет такой прочной, как была изначально.
На этом этапе мы предполагаем, что у вас полностью сломаны тиски, все детали проверены, и у вас либо нет поврежденных деталей, либо они уже были заменены / отремонтированы.
Vise Grip Tool Восстановление
Инструмент : Машинные тиски
Зачем вам нужен инструмент : Тиски удобны для любого ремонта и проектов. Установленный на вашем верстаке, он надежно удерживает металл на месте, пока вы его режете, шлифуете, подпиливаете или нарезаете резьбу в нем или на нем.
Зачем покупать спасатель : старые американские тиски и другие инструменты удивительно высокого качества. Качество изготовления и материалы, которые сегодня считаются выдающимися, были стандартными с 1930-х по 1970-е годы. Затем по всему обществу прокатился шар по сокращению затрат, и с тех пор нам стало только хуже. А самодельное удовлетворение – найти брошенный кусок железа и спасти его.
Наша отправная точка.Рой Берендсон
Как найти подержанный : Во-первых, не переплачивайте. Вы можете получить отличные тиски по цене от 10 до 50 долларов на барахолках и на eBay, в зависимости от размера и возраста. Тиски всегда должны иметь поворотное основание, их ручка должна быть достаточно прямой, и должно быть хорошо видно, что с ними не было злоупотреблений.
Сколотая наковальня, смещенные губки тисков, погнутые ручки и толстый слой ржавчины – все это указывает на то, что это изделие, которое вы должны передать.С другой стороны, есть много хорошего железа, о чем свидетельствуют многочисленные сообщения на eBay.
Я наткнулся на колумбийские тиски однажды вечером на блошином рынке в Нью-Джерси. Он лежал на куче ржавого хлама, который владелец собирался загрузить обратно в свой фургон. Он хотел 10 долларов. Я дал ему 5 долларов. Мне кажется, что это самая старая модель конца 1950-х или начала 60-х годов. Он хорошо поворачивается и имеет захват, как монстр Гила.
Что вам понадобится : Некоторые стандартные ручные инструменты и материалы – это все, что вам нужно для восстановления старых тисков.С точки зрения времени, полная очистка, разборка, покраска и повторная сборка заняли около полутора часов. Если бы я хотел, чтобы он был первозданным, я бы потратил вдвое больше времени.
Инструменты для восстановления тисков
Краска-спрей для грунтовки Rust-Oleum Primer
Ржаво-олеумовый глянец Regal Red
Руст-Олеум amazon.com4,38 доллара США
Hyde Mfg.Проволочная щетка из нержавеющей стали
Магазинные полотенца Kimberly-Clark Scott
Денатурированный спирт Klean-Strip
Клин-Стрип amazon.com6,47 $
Нитриловые перчатки для тяжелых условий эксплуатации, черные
Infi-Touch amazon.com
The Steps
Step 1: Положите тиски на рабочую поверхность и вытрите их щеткой и пропылесосьте, чтобы они были относительно чистыми.Это дает вам отправную точку.
Рой Берендсон
Шаг 2: Снимите тиски с основания и снимите зажимы между собой. С помощью металлической щетки и шлифовальной губки удалите отслаивающуюся краску, ржавчину и налипшую грязь. Удалите пылесосом мусор, образовавшийся при очистке проволочной щеткой. Последний шаг – смочить магазинную ткань денатурированным спиртом и вытереть все начисто. Очищенные детали готовы для малярного скотча.
Шаг 3: Наклейте малярную ленту на все части, которые не нужно грунтовать.
Рой Берендсон
Step 4: Хорошим выбором для покрытия как голых металлических поверхностей, так и поверхностей с остатками краски является самопротравливающаяся грунтовка для автомобилей; мы использовали краску Rust-Oleum (деталь 249322). Положите части тисков на лист картона или тряпку и сделайте длинные подметающие проходы. Нанесите два слоя. Когда деталь будет готова, она должна выглядеть так. Обратите внимание, что участки поднутрения также покрываются равномерно.Краска Rust-Oleum позволяет распылять даже перевернутую баллончик, что помогает в покраске участков поднутрений.
Шаг 5: Когда грунтовка высохнет (в зависимости от температуры и влажности), нанесите два-три слоя эмали верхнего слоя.
Примечание: При выборе краски для грунтовки и верхнего покрытия чрезвычайно важно, чтобы они работали вместе как система. Практически во всех случаях вы хотите, чтобы оба продукта были от одного производителя и имели одинаковый или совместимый химический состав.В этом случае и самопротравливающаяся грунтовка, и верхнее покрытие эмали представляют собой модифицированные алкидные кислоты. Это краски, в которых смолы (клей, который скрепляет частицы пигмента и удерживает их на поверхности) представляют собой форму полиэфирного пластика, изготовленного из спирта и кислот. Алкидные краски (наносимые распылением и кистью) жесткие и химически стойкие. Их легко применять как профессионалам, так и не малярам.
Смажьте винт тисков и все резьбовые части средним машинным маслом или легкой смазкой.Соберите детали. Когда вы закончите, тиски должны выглядеть так:
Готовый продукт.Рой Берендсон
Прикрутите его к верстаку, и все готово.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Рекорд №1 Восстановление тисков! : Tools
Я уже давно планировал модернизировать свой верстак, и я использую его вообще без тисков.Хотел бы иметь один с того дня, как сделал его, но я все время забывал об этом и боролся без него. Итак, я подумал, что, наверное, пора мне его получить.
Ну как оказалось. Старая английская компания под названием Record была выкуплена примерно в 2000 году (плюс-минус, я не знаю точной даты) Irwin tools. К сожалению, Ирвин закрыл Record Plant в Шеффилде, когда они их купили. Тиски Record известны своим высоким качеством, долговечностью и прочностью.
Удачливый! Рекордные тиски теперь винтажные, и их можно купить из вторых рук по очень разумной цене, если вы знаете, что ищете.Даже для очень больших инженерных моделей, с механизмом быстрого освобождения губок. Но не откладывайте. Они очень хорошо сделаны.
Именно тогда я купил эти настольные тиски Record №1 на eBay
http://imgur.com/LchsYEZ
(Ссылка на весь альбом) https://imgur.com/a/441EZ
Я не сделал этого. Не ожидал, что напишу этот пост о восстановлении тисков, но когда начал. В конце концов я решил, что поделюсь им, поэтому, к сожалению, у меня нет фотографий, на которых я разбираю тиски.Это была очень простая процедура. Ударьте по нижнему штифту на нижней стороне тисков, полностью раскрутите ходовой винт, чтобы раскрыть губки настолько, чтобы вытащить шплинт, удерживающий пружину и шайбу. Собирать в обратном порядке. К сожалению, шплинт сломался пополам, что кажется довольно обычным явлением при демонтаже этих тисков Record. Поэтому мне пришлось купить новый на Amazon.
Тиски могут выглядеть так, как будто они в хорошем состоянии, поскольку предыдущий владелец сказал, что он «восстановил их», просто закрасив отслаивающуюся, ржавую синюю краску черной краской низкого качества.Затем нанесли какую-то случайную синюю смазку, не удаляя предварительно старую смазку. Это было чертовски бесить, так как я трачу большую часть двух часов на удаление старой смазки. Первым шагом после разборки было снятие тисков, чтобы соединить металл и нанести слой синей краски Hammarite.
http://imgur.com/pjspWw1
http://imgur.com/QJp04g4
http://imgur.com/PD7ogxN
http://imgur.com/QBauVhX
Вы можете увидеть черная краска тает, а исходная синяя краска обнажается.
http://imgur.com/4z471Bp
Примерно через 3 слоя дешевого средства для удаления краски, которое я получил от Homebase, удалил краску до чистого чугуна. Я был готов приступить к рисованию. Я хотел быстро нанести первый слой краски, так как вы уже можете видеть, как ржавчина образуется после того, как я отшлифовал всю старую ржавчину, а затем протер ее ацетоном.
http://imgur.com/QZ5tZkY
http://imgur.com/wOMXW1k
Всего 2 тонких слоя, затем 1 последний более толстый слой поверх тисков с отверстиями. Я нарисовал надписи и логотипы с помощью дешевая белая акриловая краска, которая у меня была.Думаю, эффект выглядит неплохо.
http://imgur.com/fx6dgJN
http://imgur.com/aVglfTv
http://imgur.com/Oao7Vj6
Теперь он выглядит намного лучше, так как имеет свой исходный цвет, и не на ощупь не липнет.
http://imgur.com/8w0WJi9
http://imgur.com/kSZih2e
http://imgur.com/XopjY1F
Спасибо, что дочитали до конца мой пост! Если вы зашли так далеко … 😊 вот изображение, которое я нашел, которое описывает размеры доступных пороков Механики записи.Надеюсь, некоторые из вас найдут это полезным при покупке собственных тисков!
http://imgur.com/eV3ArqT
Запись тисков № 1 и № 2 Восстановление
Ранее в этом году я купил пару тисков для инженеров-верстальщиков Record в местном доме, который занимается перепродажей садового и другого оборудования и пожертвовал вырученные средства на благотворительность. Я заплатил 20 фунтов за оба.
Тиски относятся к моделям Record № 1 и № 2 и представляют собой инженерные тиски, предназначенные для установки на рабочий стол или другую прочную поверхность.
Уже более 40 лет в нашем сарае / мастерской есть тиски Record №1, которые на протяжении многих лет хорошо использовались и неправильно использовались, а зажимная ручка сильно изогнута и скручена из-за использования удлинителей для увеличения усилия зажима. План с новыми тисками состоит в том, чтобы восстановить их и использовать более крупные тиски № 2, чтобы заменить нашу старую модель № 1.
Тиски Record были изготовлены на заводе Record Tools Factory, Шеффилд в Великобритании, и они производили тиски в период с 1909 по 2000 год. Затем бизнес перешел в собственность Irwin Tools.
Обе тиски были очень грязными и ржавыми, где они некоторое время находились снаружи, а на резьбовых и нижних частях были годы жира и грязи.
Первым шагом к восстановлению обеих тисков было их разборка и очистка всех компонентов.
В более крупных тисках Record № 2 отсутствовали пружина и шайба, открывающая зажимы при отвинчивании зажимного винта, а роликовый штифт, который должен был удерживать пружину и шайбу на месте, был срезан на валу и его нужно было просверлить вне.Для сборки потребуются новая пружина, шайба и штифт.
В меньших тисках Record № 1 пружина и шайба были на месте, но удерживающий штифт заржавел и погнулся. Сначала я вырезал эту плоскость с помощью фрезерного станка с ЧПУ и использовал выколотку, чтобы полностью удалить ее.
Очистка от ржавчины и жира
После того, как обе тиски были разобраны, детали были пропитаны в течение ночи обезжиривающим средством, а остатки жира и грязи были удалены с помощью старой малярной кисти. Обезжириватель смыли горячей мыльной водой, а затем оставили на несколько часов на солнце для просушки.
Винты, удерживающие губки на больших тисках, не могли быть удалены, и я не хотел рисковать, вызывая еще больший ущерб, высверливая их винты, поэтому я решил оставить губки на месте при удалении ржавчины.
У меня не было химического средства для удаления краски, чтобы удалить оригинальную синюю краску, и из-за блокировки из-за Covid 19 ни один из местных магазинов не был открыт, поэтому мы удалили как можно больше краски и отшлифовали все поверхности, чтобы можно было нанести грунтовку. .
Ржавчина была удалена со всех деталей с помощью электроинструмента с вращающимися проволочными щетками, ручными проволочными щетками, наждачной бумагой и металлической мочалкой.
Грунтовка и окраска
Перед тем как загрунтовать и покрасить тиски, необходимо удалить оставшуюся пыль и грязь с помощью изопропилового спирта и чистой тряпки. Области, которые не нужно было красить, были покрыты малярным скотчем, затем обработаны грунтовкой Red Oxide и оставлены на два дня для полного высыхания.
Я нашел бизнес под названием Paragon Enamel Paints, который продает очень широкий ассортимент красок современных и винтажных цветов. Они продают синюю краску, которая совпадает с оригинальной краской для тисков Record под названием «BS381C 110 Roundel Blue – Record Vice Blue» https: // www.paragonpaints.co.uk/BS381C-110-Roundel-Blue-Record-Vice-Blue.html
Два слоя эмалевой краски были нанесены с помощью небольшой кисти, так как у нас нет доступа к оборудованию для распыления, и оставляли для высыхания на 24 часа между каждым слоем. Перед сборкой его оставили на несколько дней для полного застывания. Использование системы распыления дало бы более гладкую общую поверхность, но, поскольку они используются в нашей мастерской, матовая поверхность была достаточно хорошей.
Окончательная сборка
Тиски № 1 были собраны и установлен новый роликовый штифт для удержания открывающей пружины.Сначала мы пытались использовать шплинт, но при повороте ручки тисков возникли проблемы с зазором.
Смазка добавлена в резьбовые части и сопрягаемые поверхности.
Так как нам нужны новая пружина и шайба для больших тисков № 2, мы укоротили старую пружину пневматической винтовки, чтобы она подходила под нее, и нашли подходящую шайбу для наших гаек, болтов и шайб, которые необходимо было модифицировать на токарном станке. В остальном сборка была такая же, как и у тисков №1.
Теперь, когда обе тиски закончены, и в нашем сарае / мастерской установлена более крупная модель № 2, они должны пережить меня и передать будущим поколениям для использования.
Постоянная ссылка
Установка настольных тисков
Обеспечьте рабочему столу ту удерживающую способность, которой он заслуживает.
Посмотрим правде в глаза; верстак без тисков – это, по сути, просто сборочный стол. Тиски обеспечивают надежную фиксацию заготовок для строгания, пиления, фрезерования и других операций с инструментами. Из множества коммерческих моделей почтенные тиски Record выдержали испытание временем, поскольку они просты в установке, удобны в эксплуатации и предназначены для использования в течение многих поколений.Хотя он больше не находится в производстве, доступно несколько клонов, включая тиски Eclipse, которые я показываю в этой статье. Подобные тиски могут отличаться по характеристикам, но насадки аналогичны.
Здесь я покажу вам два варианта монтажа. Первый – это простой подход, идеально подходящий для применения в концевых тисках. Во втором случае задняя челюсть должна быть заподлицо с краем скамейки.
Это лучший подход для торцевых тисков, потому что вся доска, закрепленная для обработки кромок, будет контактировать с краем стола для поддержки и дополнительного зажима, как показано на фото выше.Независимо от типа монтажа, перед началом работы возьмите тиски (тиски) под рукой, чтобы определить размер проставок, губок и крепежа, необходимых для беспроблемной установки.
Расположение и выбор тисков
Расположение тисков на столе определяет их название. Лицевые тиски прикрепляются спереди или на лицевой стороне скамейки; на торце устанавливаются концевые тиски. На лучших скамьях есть и то, и другое, но если вы можете позволить себе только одну, я бы изначально выбрал тиски для лица.
Правши должны установить торцевые тиски в крайнем левом углу переднего края скамейки, а концевые тиски – на край скамейки в переднем правом углу. Левши захотят сделать наоборот. При переоборудовании существующей скамьи убедитесь, что механизм тисков не мешает ножкам скамейки. При необходимости сместите верхнюю часть для размещения тисков.
Поскольку торцевые тиски используются для общих работ, а также для строгания кромок, я рекомендую приобретать тиски большего размера (не менее 10 дюймов).Так как они в основном используются в тандеме со скамейками для фиксации досок для строгания, более тонких концевых тисков будет достаточно. Я предпочитаю небольшую (7 дюймов) модель, потому что ее собачка находится всего в 31⁄2 дюйма от переднего края верстака, что удобно для зажима заготовок для торцевого строгания и других операций.
Emmert vise woes [Архив] – Сообщество деревообработки Sawmill Creek
Просмотр полной версии: Emmert vise woes
Kim Hillard
16.09.2015, 12:23
Здравствуйте, я старый владелец старых тисков Emmert PM.Он был подарен мне 20 лет назад, и теперь, когда я на пенсии, я решил воскресить его. Проблема №1. Ходовой винт настолько сильно заржавел, что не может поворачиваться, сдвигаться или двигаться в любой форме или форме. Я применял проникающее масло (WD40) на несколько недель без особой радости. Мягкое и легкое постукивание по кронштейну ручки … тот же результат.
Теперь я понимаю, что мне нужно будет купить другой ходовой винт и, возможно, резьбовую втулку, в которую он ввинчивается сзади. Вопрос № 1. Если я сниму переднюю губку тисков, смогу ли я вынуть корпус длинного квадратного винта и винт сзади?
Проблема №2.В ступице деревянной ручки есть болт, который не выглядит оригинальным. Я хочу удалить, но он тоже застрял, поэтому я не могу снять его с передней части ходового винта.
Я ищу отзывы немного образованных советников по поводу того, как это разбирается.
Заранее спасибо
С уважением,
Ким
Николас Лингг
16.09.2015, 12:53
Сначала – вам понадобится это http://www.tooltimer.com/emmert.htmДалее на юго-востоке Пенсильвании есть джентльмен, у которого есть детали тисков Эммерта, и если никто больше не назовет его имя, я буду искать его.
Малкольм МакЛеод
16.09.2015, 12:59
Ким,Я не знаком с тисками, но имел дело с некоторыми проблемами ржавчины, поэтому два предложения:
Первый, используйте тяжелое проникающее масло. WD40 может испаряться и не давать вам ожидаемого времени «замачивания».
Два, попробуйте погреться. Оберните ходовой винт влажной тряпкой, а затем нагрейте только ступицу горелкой. Непосредственно перед тем, как дом загорится, ударьте по ступице несколько раз с помощью средства убеждения, а затем попробуйте повернуть винт.(поскольку ступица расширяется, это может нарушить связь ржавчины между деталями.)
Удачи!
Ким Хиллард
16.09.2015, 13:02
Николас, большое спасибо. Я видел статью, на которую вы указали ссылку, но не вижу, чтобы она показывала, как выполняется сборка или разборка. Мне нужно разобрать это, прежде чем я смогу восстановить винт с резьбой, иначе все ставки потеряны. Я свяжусь с парнем из Пенсильвании по вашему предложению.
Ким Хиллард
16.09.2015, 13:08
Малькольм, я в порядке с теплом и другими масляными методами или их комбинацией.Я уверен, что как только я разберусь с этим, эти методы можно использовать. Моя основная задача – это «разобрать». Я ценю ваш вклад.
Джим Риттер
16.09.2015, 13:24
отправлено.
Джим
Ким Хиллард
16.09.2015, 13:30
Джим, еще не видел ваш личный кабинет. Не могли бы вы отправить повторно?
Джефф Бартли
16.09.2015, 13:32
Ким, вы пробовали PB Blaster? Я использовал его в течение многих лет с большим успехом.Есть еще один продукт под названием «kroil», который, по словам механика, заставляет ПБ посрамить, но я никогда им не пользовался.
Ким Хиллард
16.09.2015, 13:45
Джефф, тоже не пробовал, но, возможно, придется попробовать. Спасибо
Райан Муни
16.09.2015, 14:38
Когда все остальное не работает, электролоз обычно ржавеет вместе, части отклеиваются.
Ким Хиллард
16.09.2015, 15:04
Хорошо, я, возможно, не сформулировал это достаточно четко.Меня не столько интересует удаление ржавчины, сколько то, как именно разобрать тиски, чтобы снять ржавые части. Извините за путаницу. Однако я буду использовать все предложения по удалению ржавчины, как только разберу их. Спасибо всем
Mark Herdman
09-16-2015, 17:03
Используйте подходящее проникающее масло, WD40 не так хорош в проникновении ржавчины, как «Plus Gas».
Время и много покачиваний, вы добьетесь цели.
Райан Муни
16.09.2015, 17:08
Хорошо, я, возможно, не сформулировал это достаточно четко.Меня не столько интересует удаление ржавчины, сколько то, как именно разобрать тиски, чтобы снять ржавые части. Извините за путаницу. Однако я буду использовать все предложения по удалению ржавчины, как только разберу их. Спасибо всем, я готов поспорить, что ржавчина в значительной степени мешает разобрать. Если вы удалите ржавчину, она будет легче разлагаться.
Уолтер Пламмер
16.09.2015, 18:35
Ким, не сдавайся. Вот фотографии восстановленных тисков.Мы использовали Deep Creep от Seafoam, но теперь я думаю, что мне больше нравится PB Blaster. Это ослабит положение. Затем мы использовали Evaporust, чтобы очистить их. Вы можете получить Evaporust из грузовой гавани или трактора. Нам так и не удалось вытащить штифт из передней челюсти, чтобы освободить квадратную трубку. 321563321561321562321564
Уолтер Пламмер
16.09.2015, 18:41
Забыл сказать, что у нас оба открутятся даже ржавые. Передняя челюсть и квадратная трубка с винтом откручивают переднюю часть.Затем вы можете снять ступицу с задней челюсти и вытащить внутренности. У тебя черепаха, как у меня?
Джо Роджерс
16.09.2015, 19:14
WD40 хорошо справляется со многими вещами, но только с одним. Вытесните воду. Если вы хотите проникнуть сквозь ржавчину, купите Kroil. Из Kano Labs. ИМХО, ничто другое без рецепта не работает.
Джо
Николас Лингг
16.09.2015, 19:33
Сначала снимите эту деталь, на ней есть 2 винта, которые можно открутить сзади.
Ким Хиллард
16.09.2015, 20:49
Марк, Райан и Уолтер, я уверен, что ржавчина усиливается при разборке, однако мой вопрос остается … если я сниму ступицу ручки и ступица регулировки передней челюсти и сама передняя поверхность (они свободны и легко двигаются, за исключением штифта / болта в ступице ручки) смогу ли я снять ступицу ходового винта и винт с задней стороны? Два винта, которые удерживают ступицу ходового винта, свободны и легко снимаются, когда мы говорим.Уолтер, не моя, это более поздняя серия U. Я безуспешно пытался добавить к этому пару изображений, но изображения имеют слишком высокое разрешение для этого приложения. Я постараюсь как-нибудь их уменьшить. Я использую свой мобильный телефон для всего этого, поэтому мои возможности немного ограничены.
Kim Hillard
16.09.2015, 21:00
321575Walter, мои тиски – серия U6. Я безуспешно пытался прикрепить пару фотографий, но разрешение явно слишком велико для этого приложения. Я скоро найду способ уменьшить разрешение.Спасибо за помощь. Я скоро узнаю все об этом устройстве.Хорошо, вот моя последняя попытка прикрепить фото.
Ким Хиллард
16.09.2015, 21:01
Джо, большое спасибо. Я поищу кое-что.
Дуг Маккей
17.09.2015, 11:33
Ой! Извини, Ким, но этот ходовой винт – тост. Я бы проделал пилу через винт прямо за тройником с ручкой, где он переходил. Затем винт и пластина должны выскользнуть из задней части.
Николас Лингг
09-17-2015, 12:39
Я бы сначала выяснил, какие части доступны, и уничтожил бы только ту часть, которую можно заменить. Думаю, ходовой винт можно было бы спасти.
Мел Фулкс
17.09.2015, 12:46
Да, я согласен с Николасом. Думаю, ты сможешь его спасти. Это настоящая глубокая резьба, поэтому вы можете ее спасти.
Аллан Спирс
17.09.2015, 12:56
Ким,Если возможно, попробуйте построить резервуар для электролиза. Используйте ХОРОШИЙ блок питания (не автомобильное зарядное устройство) и дайте ему приготовиться в течение нескольких дней.
Это ваш лучший шанс на успех, и, кроме того, он может даже сохранить потоки, хотя я бы не возлагал на последнее ваши надежды.
Когда у вас будет хорошая установка для электролиза, вы, вероятно, в конечном итоге будете использовать ее чаще, чем вы когда-либо думали. Он отлично справляется с уничтожением ржавчины в крошечных укромных уголках и трещинах, а также сохраняет тонкий слой металла, который теряется при всех химических методах.
Николас Лингг
17.09.2015, 13:13
Все, что вы хотели знать о тисках Эммерта
http://mprime.com/Emmert/anatomy.htm
Ким Хиллард
09 -21-2015, 8:28 AM
В эти выходные мы добились ОГРОМНОГО прогресса.С большой грубой силой и невежеством. Пытаясь вытащить штифт / болт из рукоятки, я заметил, что ходовой винт будет вращаться на одну восьмую оборота или около того … только в одну сторону. Взад и вперед с мертвым молотком и большим количеством пота он, наконец, полностью вышел из гайки. Ходовой винт в довольно плачевном состоянии из-за ржавчины, но теперь я могу приступить к очистке и повторной полировке других деталей. На задней челюсти отсутствует кусок верхней грани, с которым я мог бы жить, но я могу посмотреть, может ли парень из PA найти замену, а также более лучший ходовой винт.Спасибо всем, что предложили помощь, мнения и ссылки. Я буду делать снимки и держать вас в курсе прогресса.
Вот тот, который показывает все части по отдельности. 321820
Пэт Барри
21.09.2015, 9:35
В эти выходные добился ОГРОМНЫХ успехов. С большой грубой силой и невежеством. Пытаясь вытащить штифт / болт из рукоятки, я заметил, что ходовой винт будет вращаться на одну восьмую оборота или около того … только в одну сторону. Взад и вперед с мертвым молотком и большим количеством пота он, наконец, полностью вышел из гайки.Ходовой винт в довольно плачевном состоянии из-за ржавчины, но теперь я могу приступить к очистке и повторной полировке других деталей. На задней челюсти отсутствует кусок верхней грани, с которым я мог бы жить, но я могу посмотреть, может ли парень из PA найти замену, а также более лучший ходовой винт. Спасибо всем, что предложили помощь, мнения и ссылки. Я буду делать снимки и держать вас в курсе прогресса.Вот тот, который показывает все части отдельно. 321820
Если вы не можете просто очистить его и заставить работать на вас, действительно ли вы готовы потратить $ на его восстановление? Эти вещи не так уж дороги и не так уж трудно достать, не так ли? Я имею в виду, тиски – это тиски для всех намерений и целей.
Джим Кёпке
21.09.2015, 13:22
Если вы не можете просто очистить его и заставить работать на вас, действительно ли вы готовы потратить доллары на его восстановление? Эти вещи не так уж дороги и не так уж трудно достать, не так ли? Я имею в виду, тиски – это тиски для всех намерений и целей.Стоят они недешево.
Они не обычные.
Это больше, чем обычные тиски.
Может быть, когда-нибудь с Dr.Google вы сможете увидеть более широкую картину.
jtk
Pat Barry
21.09.2015, 13:52
Они недешевы.Они не обычные.
Это больше, чем обычные тиски.
Может быть, когда-нибудь с Dr.Google вы сможете увидеть более широкую картину.
jtk
Спасибо за отзыв
Ким Хиллард
11-21-2016, 17:14
347986 Ну, прошел год или лучше, и я только что нанесла краску на последнюю часть своего Emmert U6 Тиски. Я на 80 баксов беднее и намного мудрее. Самыми большими расходами было возвращение задней челюсти из сварочного цеха.Отсутствовал кусок задней челюсти, похоже, его укусила собака. Primer and Paint стоил 15 долларов, а распылитель DeGreaser – пару долларов. Сварку было 60, но по ремонту поработали неплохо. Теперь я собираюсь сесть и подождать, пока краска затвердеет в течение недели, и снова соберу существо.Я повернул красивую ручку из белого дуба со съемной ручкой и сделал небольшую ручку для рычага регулировки конуса. Я сделал его из пурпурного сердца и добавил в ручку латунную вставку с резьбой.Я решил покрасить тиски в темно-серый машинный цвет, так как мне не нравился исходный зеленоватый цвет.
Я определил, что единственное, чего не хватает, – это вставка с наклонной губкой (номер литья K13)
Как только губки и втулка высохнут, я также отправлю их фотографию.
Спасибо всем за совет и руководство.
Райан Муни
21.11.2016, 19:11
Привет! Поздравляю с тем, что вы придерживаетесь этого 🙂
Джим Кёпке
21.11.2016, 21:43
Отличная работа, настойчивость окупается.jtk
Eric Rimel
21.11.2016, 22:10
Красиво выглядящие тиски. У меня один по частям сидит в ящике для молока, и ему нужно немного внимания. Возможно, мне придется отряхнуть свой бумажник и начать искать регулятор переднего угла, чтобы я мог его собрать.
Уолтер Пламмер
21.11.2016, 22:32
Отлично выглядит. Я рад, что у вас все получилось. Это отличные тиски.
Ким Хиллард
22.11.2016, 11:26
Спасибо, Райан
Ким Хиллард
22.11.2016, 11:29
Джим, я думаю, если бы я был настойчивым работы должны были быть завершены 6 месяцев назад.Я устал от деталей, занимающих горизонтальные поверхности моего магазина. Спасибо за комментарий.
Ким Хиллард
22.11.2016, 11:32
Эрик, Спасибо. Моя почти нашла дом навеки 20 лет назад … под моим рабочим столом … Я наконец сказал: «Это будет исправлено, или оно уходит»
Kim Hillard
11-22-2016, 11:37 AM
Уолтер, они действительно замечательные. Я также опубликую пару снимков Jaws and Hub. Спасибо
Ким Хиллард
11-22-2016, 12:07
348012348013348014Так что теперь, когда они достаточно сухие, чтобы обращаться без отпечатков пальцев, я сделал еще несколько снимков в разобранном виде.Я не красил обработанные поверхности и задаюсь вопросом, что бы порекомендовали другие нанести на них, чтобы предотвратить ржавчину. Просто масло, похоже, я бы попросил о проблемах с отделкой, если бы я зажал свои деревянные проекты и смазал тиски.
Мел Фулкс
11-22-2016, 12:17 PM
Однажды я положил кое-что «никогда не схватывай» на свои изнашиваемые поверхности однажды несколько лет назад. По-прежнему тихо и легко настраивается.
Ким Хиллард
11-22-2016, 12:28 PM
Мэл, у меня могут быть некоторые из этих вещей, которые прячутся в моем шкафу для хранения вещей «Убегай из этого шкафчика, если есть пожар».Я учту твой совет и тоже скажу спасибо.
Дэйв Андерсон NH
22.11.2016, 13:38
У меня уже несколько лет есть K-1, и я активно им пользуюсь. Он отлично удерживает предметы неправильной формы и прекрасно подходит, когда вы хотите увеличить рабочую высоту на 6 дюймов, повернув губки в вертикальное положение. Для рабочих поверхностей у меня есть одна губка, покрытая пробкой / резиной толщиной 1/8 дюйма, а другая – с кожей. Оба сделаны из левой и правой частей и удерживаются на месте с помощью гибких магнитных пластин, как те, которые они используют для рекламы холодильников.Я приклеил магнитную пленку к коже и пробке / резине. Прелесть в том, что благодаря этому вкладыши челюстей легко снимаются.
Ким Хиллард
22.11.2016, 18:52
Дэйв, это звучит как отличная идея. Я могу изобразить это на своих тисках. Спасибо за хороший совет.
Джефф Бартли
23.11.2016, 8:46
Отличная работа, Ким! Этот emmert выглядит фантастически.
Не забудьте выложить фотографии после того, как вы его установили!
Ким Хиллард
24.11.2016, 11:41
Джефф, ты слишком добрый.Это действительно лучше выглядит лично. Я потратил время на то, чтобы сделать “порт и полировку” необработанных пятен шлака чернового литья. Области вокруг собачьих нор были особенно неровными, и я из тех, кто собирается что-то делать, делайте это правильно с первого раза. Сначала все покрыто красной грунтовкой и одним или двумя слоями темно-серого машинного цвета. Оригинал был бестолково-зеленоватым. Собранные фотографии выложу позже на следующей неделе. Мой брат приедет в гости в субботу, так что я отложил собирать его до тех пор.Это даст нам «проект», чтобы уберечь нас от жен. (Если вы понимаете, о чем я). Иногда я называю это «кухонным пропуском»
Ким Хиллард
27.11.2016, 9:39
Повторная сборка произошла вчера. Я очень рада, что они снова вместе. Операция проходит гладко, и теперь нужно построить для нее подходящую скамейку. Любые советы по установке тисков. т.е. задняя челюсть находится на одном уровне с передним краем скамейки или петля на одном уровне с передним краем скамьи? Кажется, что последнее было бы немного проще, однако 348337 я действительно вижу преимущество в том, чтобы лицевая сторона задней челюсти была на одном уровне с лицевой стороной скамьи.
george wilson
11-27-2016, 9:49
Задняя челюсть всегда устанавливается утопленной в скамейке из-за ее периферийной толщины (только толщины задней челюсти). Он также всегда устанавливается заподлицо с верхним краем задней челюсти.Может быть, кто-нибудь с тайваньской копией выложит какие-нибудь фотографии крепления тисков. Тайваньские тиски меньше, но я думаю, они крепятся так же.
Много лет назад я нашел одну из этих тисков за 75 долларов у человека.Он был ржавый, но не такой ужасный, как ваш. В конце концов, я забрал его и пожалел! По крайней мере, его надо было обработать пескоструйной очисткой. Но в то время у меня не было доступа к пескоструйной установке. Я мог бы вычистить его и продать, по крайней мере, намного дороже, чем я заплатил! Не знаю, смог бы я когда-нибудь прикрепить его к моей 4-дюймовой столешнице. И я просто не использую этот тип тисков для изготовления гитар. Я не делаю много мебели.
Ваши усилия действительно окупился. Теперь у вас есть король тисков! Удивительно, насколько хорошо металлические предметы можно очищать!
Дэйв Андерсон NH
11-27-2016, 10:14 AM
Мои тиски крепятся сзади челюсть на одном уровне с лицевой стороной скамейки.Это требует хорошей резьбы и подгонки и займет некоторое время на толстой столешнице (у меня 3 дюйма). Если вы пойдете этим путем, я предлагаю разобрать тиски, чтобы облегчить работу. K-1 примерно 75- 80 фунтов, и становится утомительно возить его взад и вперед во время примерки. Вам также необходимо будет сделать резьбу и примерку ПЕРЕД прикреплением верхней части к основанию, так как вам нужно будет перевернуть ее несколько раз во время примерки. установка заподлицо добавляет 3-5 часов к установке тисков.Для меня это того стоило, и это то, что вам нужно сделать только один раз.Преимущество утопленного монтажа состоит в том, что у вас есть свободная поверхность скамьи по всей длине, что помогает зажимать длинные доски. Обратной стороной является как дополнительная работа, так и тот факт, что для поворота губок в вертикальное положение вы должны перевернуть тиски вверх так, чтобы губки были параллельны столешнице. а затем сделайте вращение. Это небольшая PIA, но это займет всего минуту.
В целом, вы будете абсолютно ценить Emmert независимо от того, как вы его устанавливаете, и будете постоянно открывать для себя новые способы его использования.
Дэйв Андерсон NH
27.11.2016, 12:07
Ким,Вот несколько снимков установки на моем стенде. Крышка приподнятой губки представляет собой пробковую резиновую смесь, приклеенную к гибкому материалу из магнита 348340348341348342348343348344.
Ким Хиллард
27.11.2016, 12:57
Джордж, у меня здесь дилемма. В настоящее время я с головой ныряю в создание своей первой акустической гитары со стальными струнами. Этот проект Emmert vise съел время “начать гитарный проект”, и здесь возникает конфликт.Я не хочу отказываться от своей нынешней скамьи, чтобы установить эти тиски, что впоследствии приведет меня к созданию еще одной скамьи только для Emmert ИЛИ продать восстановленные тиски и перейти к работе с гитарой. Сейчас я действительно привязался к тискам, но, как вы упомянули, они мне могут не понадобиться для работы на гитаре. А что делать, что делать.Кроме всего прочего, спасибо за отзывы и комментарии.
Ким
Ким Хиллард
27.11.2016, 13:09
Дэйв, я надеялся увидеть ваши пробковые резиновые магниты.Мне очень нравится эта функция. Я также могу видеть, на что людям приходится тратить огромное количество времени и усилий, чтобы выковырять подходящую полость для тисков. Если я закончу создание специальной новой скамьи только для Emmert, я учту ваш совет и не прикрепляю верх, пока тиски не будут правильно подогнаны.
Спасибо и за фотографии. Ваш выглядит хорошо сидящим и ухоженным.
С уважением,
Ким
Джордж Уилсон
11-28-2016, 10:32
Ким, Когда я был в мастерской по изготовлению музыкальных инструментов, мой рабочий стол располагался так, чтобы хвостовые тиски находились ближе всего к передней части инструмента. магазин.Итак, 16 лет я использовал хвостовые тиски для всего. Для строгания тонкого дерева у меня были тиски с собачьим рядом. Для небольших работ я использовал хвостовые тиски, а затем взял 2 куска дерева размером 4 x 4 x 8 дюймов. Я просверлил отверстие в каждом из них на их сторонах 4 x 8 дюймов и закрепил болтами с помощью длинных шурупов. Затем я мог повернуть их под углом, чтобы удерживать конусы, такие как шейки инструментов, и затянуть винты с растяжкой.Дома я в основном использую тиски, которые продает Стюарт Макдональд.Он устанавливается на верстаке и имеет сменные деревянные губки, которые можно поворачивать, чтобы удерживать конические детали. При необходимости я откручиваю его, чтобы использовать хвостовые тиски и собачки для строгания тонких вершин и спинок.
Тип тисков, о которых я говорю, называется «Универсальные тиски». Ульмия начала делать их как «тиски для запаса оружия». Как я уже сказал, губки тисков вращаются. Они стали очень дорогими, затем их начали производить на Тайване. Тайвань заставил их казаться такими же хорошими, как и немецкие. У меня есть оба. Я купил свой немецкий еще в 60-х за 40 долларов.