Как нельзя варить тонкий металл, толщина которого менее 1 мм
Содержание:
Как нельзя варить тонкий металл, толщина которого менее 1 ммВарить жестянку приходится не только в автомастерских, но и в домашних условиях, так сказать на коленке. И если для сварки толстых заготовок можно использовать всё те же электроды три миллиметра, то вот со сваркой жестянки такой фокус не прокатит.
Кроме того, варить тонкий металл нужно на токе обратной полярности. В таком случае получится снизить градус и не прожечь жестянку. Как нельзя варить тонкий металл? Что нужно учитывать при его сварке? Читайте в этой статье.
Начнём, пожалуй, с электродов. Лучше не использовать завалявшиеся в гараже электроды 3 мм. Для сварки тонкого металла идеальным диаметром электродов будет 1,6-2 мм. Кроме того, не все электроды подходят для того, чтобы использовать их на обратной полярности.
Хорошими в данном случае являются синие электроды МР-3С, которые универсальные. То есть, варить ими можно как на постоянке, так и на переменке. Если сварка происходит на постоянном токе, то, чтобы варить на обратной полярности необходимо подсоединить к электроду плюс, а к жестянке, минус от сварочного аппарата.
Если сварка происходит на постоянном токе, то, чтобы варить на обратной полярности необходимо подсоединить к электроду плюс, а к жестянке, минус от сварочного аппарата.
При сварке тонкого металла нельзя торопиться
Сваривая металл тоньше 1 мм нельзя торопиться, но и задерживать долго электрод над поверхностью металла, также нельзя. В противном случае вы рискуете прожечь свариваемую заготовку и получить так называемые прожоги.
Поэтому вести электрод во время сварки тонкого металла нужно достаточно резво, не задерживая подолгу его на одном месте. То есть, то правило, которое действует при сварке толстых металлов, здесь, увы, не работает. Поэтому необходимо уменьшить время прогрева металла, чтобы не прожечь тонкостенную заготовку.
Никаких длинных швов
Еще одной распространенной проблемой при сварке тонкого металла является его деформация. От сильного нагрева металл ведёт. В результате серьёзно портится внешний вид свариваемой заготовки.
Чтобы этого не допустить, нельзя варить жестянку сплошным швом, без остановок. Сначала лучше прихватить заготовку небольшими точечными прихватками с разных сторон. И только после этого можно её обваривать.
Сначала лучше прихватить заготовку небольшими точечными прихватками с разных сторон. И только после этого можно её обваривать.
Также, чтобы не допустить деформации металла при сварке нельзя варить без остановок. Проварив немного нужно дать шву остыть, чтобы заготовку не повело в сторону. Если следовать этим советом, то никогда проблем со сваркой тонких металлов не возникнет.
Каким током варить тонкий металл
Многие задаются вопросом о том, каким же именно током варить тонкий металл, толщина которого не превышает и одного миллиметра. В данном случае ток для сварки должен быть не более 30-45 Ампер. В противном случае можно получить прожоги.
А вообще сварочный ток зависит от разных показателей, в том числе и от напряжения в электросети. Поэтому нужно руководствоваться простым правилом — на 1 мм электрода нужно 30 Ампер тока.
Ну и, конечно же, уже в процессе сварки необходимо будет регулировать более точно значения сварочного тока в зависимости от сложившихся обстоятельств.
Сварка тонкого металла электродом: технология и методы
Содержание
- Какие сложности бывают при сваривании тонкого металла
- Какую технологию и сварочный аппарат выбрать для работы с тонким металлом
- Как подобрать подходящие электроды и проволоку
- Как настроить инвертор и полуавтомат
- Техника и практические рекомендации для сварки тонких деталей
Сварка тонких листов металла и тонкостенных изделий толщиной 0,5-2,5 мм требует от сварщика практических навыков, аккуратности и правильной настройки аппарата. Конечно, для точных и тонких работ лучше подходят TIG и MIG. С их помощью можно быстро, удобно и качественно сваривать кузовные детали и элементы выхлопной системы, профиль, листовую сталь, трубы из разных сталей и сплавов. Но и располагая только инвертором можно работать с тонколистовым металлом с минимальной доработкой — рихтовкой для выпрямления, зачисткой и шлифовкой.
Рассматриваем, как и какой сваркой сваривать тонкий металл, какие важные моменты учитывать, выбирать аппараты, электроды или проволоку.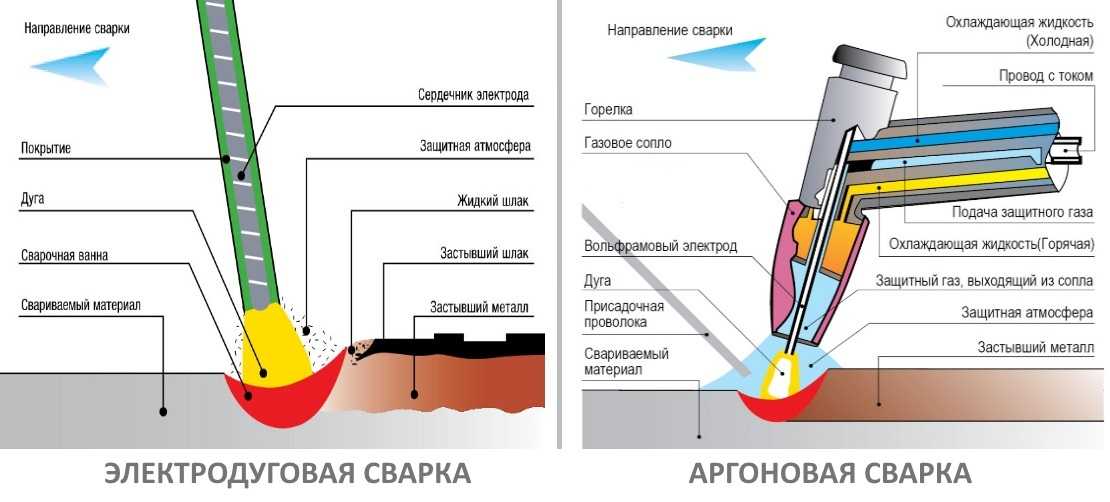
Какие сложности бывают при сваривании тонкого металла
Основные сложности связаны с неправильным выбором силы сварочного тока, скорости ведения электрода и перегревом заготовки.
В результате ошибок и недостатка опыта:
- Металл прожигается. Это частая ситуация при сварке на излишне больших токах и малой скорости. Достаточно чуть задержать электрод на месте, как заготовка прогорает насквозь. Чтобы избежать этого, нужно правильно выбрать ток и «набить руку».
- Деталь деформируется, а шов коробится. Такие проблемы возможны из-за большого тока, перегревания и линейного расширения металла. При медленной работе заготовку ведет, слишком быстрое движение электродом приводит к плохому провару.
- Возникают непровары шва или шов получается выпуклым с плохими механическими свойствами. Эти дефекты характерны при сварке на слишком маленьком токе, быстром ведении электрода, излишней длине дуги. В таких случаях снижается глубина провара.
- Появляются наплывы.
 Они могут быть на внешней стороне шва и на внутренней, как местное превышение проплава. Избыток наплавленного металла образуется из-за низкой скорости и ухудшает работу детали при нагрузках.
Они могут быть на внешней стороне шва и на внутренней, как местное превышение проплава. Избыток наплавленного металла образуется из-за низкой скорости и ухудшает работу детали при нагрузках.
 Они могут быть на внешней стороне шва и на внутренней, как местное превышение проплава. Избыток наплавленного металла образуется из-за низкой скорости и ухудшает работу детали при нагрузках.
Они могут быть на внешней стороне шва и на внутренней, как местное превышение проплава. Избыток наплавленного металла образуется из-за низкой скорости и ухудшает работу детали при нагрузках.Чтобы не допускать таких дефектов необходимо правильно подобрать диаметр электрода или проволоки, выставить сварочный ток и скорость работы. Не забывайте обязательно очищать шлак, если его много из-за толстой обмазки, а шов случайно прервался.
Какую технологию и сварочный аппарат выбрать для работы с тонким металлом
Для тонкого металла используют все технологии: TIG, MIG и ММА. Выбор зависит от требований к качеству и внешнему виду шва, толщины заготовки, экономической целесообразности.
TIG сварка
Нижняя граница использования TIG — 0,3 мм для углеродистой и нержавеющей стали, 0,5 мм для алюминия и алюминиевых сплавов, меди. Сварку выполняют на подложке. Для качественного результата важно хорошо очистить бока кромок и поверхность в области соединения.
MIG сварка
Сварку полуавтоматом тонколистового металла ведут на короткой дуге — нижний предел для стали 0,7-1 мм и для алюминия и алюминиевых сплавов 2 мм. Она выполняется на низких сварочных токах, поэтому тепловложение в заготовку и размер ванны невелики. Однако для этого метода характерен крупнокапельный перенос, вне зависимости от используемой проволоки. Готовое изделие нужно зачищать.
Она выполняется на низких сварочных токах, поэтому тепловложение в заготовку и размер ванны невелики. Однако для этого метода характерен крупнокапельный перенос, вне зависимости от используемой проволоки. Готовое изделие нужно зачищать.
Второй метод — импульсная сварка. Она тоже минимизирует тепловложение, поэтому заготовки не деформируются и коробятся. При этом расплавленный металл переносится мелкими каплями, что позволяет избежать зачистки.
ММА сварка
Сварку тонкого металла инвертором выполняют в условиях, когда переносить газовые баллоны, шланги, катушки проволоки тяжело и нерационально. Используют её и для разовых работ, когда невыгодно приобретать полуавтомат и не важна производительность. Нижняя граница для стали — 1-1,5 мм, но многое зависит от навыков.
Инверторы точно настраиваются, обеспечивают мягкую стабильную дугу на малых токах и умеренное тепловое вложение. Antistick и Arc Force помогают сваривать без залипания и прожигания детали. Для работы можно брать основные и рутиловые электроды, например УОНИИ, АНО-21, ОЗС-12, ОК 46. 00. У каждого типа есть свои нюансы — основные электроды отличаются крупнокапельным переносом, при сварке рутиловыми больше шлака.
00. У каждого типа есть свои нюансы — основные электроды отличаются крупнокапельным переносом, при сварке рутиловыми больше шлака.
Как подобрать электроды и проволоку, подходящие для тонкого металла
Сварку тонколистового металла ведут на малых токах и используют электроды или проволоку небольшого диаметра. Для выбора можно ориентироваться на таблицы.
Для TIG
|
Толщина заготовки, мм |
0,8 |
1 |
1,5-2 |
|---|---|---|---|
|
Диаметр электрода, мм |
1 |
|
1,6 |
|
Диаметр присадочного прутка, мм |
1-1,6 |
1,6 |
2 |
|
Сила тока, А |
10-20 |
40-60 |
80-100 |
Для MIG
|
Толщина стали, мм |
1 |
1,5 |
2 |
|---|---|---|---|
|
Диаметр прутка, мм |
0,6 |
0,8 |
0,8 |
|
Скорость подачи, м/мин |
7 |
6 |
6,8 |
|
Сила тока, А |
60 |
90 |
110 |
Для ММА
|
Толщина заготовки, мм |
0,5-0,8 |
1 |
1,5 |
2 |
2,5 |
|---|---|---|---|---|---|
|
Диаметр электрода, мм |
1 |
1,6-2 |
2 |
2-2,5 |
3 |
|
Сила тока, А |
10-20 |
30-35 |
35-45 |
50-65 |
65-100 |
Как настроить инвертор и полуавтомат
По сути, при сварке тонколистовых заготовок покрытым электродом можно выбирать любую полярность. Надо только учитывать нюансы.
Надо только учитывать нюансы.
Если работать на обратной полярности, при которой «минус» будет на массе, а «плюс» на электрододержателе, кромки металла будут нагреваться меньше. Если работать на прямой полярности, при которой на «минус» будет на электроде, то нужно немного уменьшить силу тока, так металл не будет перегреваться.
Подбирать режимы сварки — скорость ведения электрода, силу тока для ММА, напряжение или длину дуги, скорость подачи проволоки, индуктивность MIG лучше опытным путем. При это надо понимать, как влияет каждый параметр на сварной шов, и уметь их правильно регулировать.
Техника и практические рекомендации для сварки тонких деталей
Для того, чтобы получить требуемое качество и внешний вид шва при сварке тонкого металла нужно не только тренироваться, но и помнить несколько простых правил, о которых поговорим ниже.
Подготовка кромок
Кромки и поверхность металла рядом с зоной сварки хорошо зачищают от окислов, ржавчины, грязи, которые могут стать причиной дефектов шва. Заготовки небольшой толщины можно сваривать без разделки кромок — это справедливо и для ММА, и для MIG.
Заготовки небольшой толщины можно сваривать без разделки кромок — это справедливо и для ММА, и для MIG.
Поджиг
При сварке ММА дуга поджигается контактным способом постукиванием или чирканьем электродом по заготовке. Чтобы не оставлять следов, можно сделать это на черновой детали.
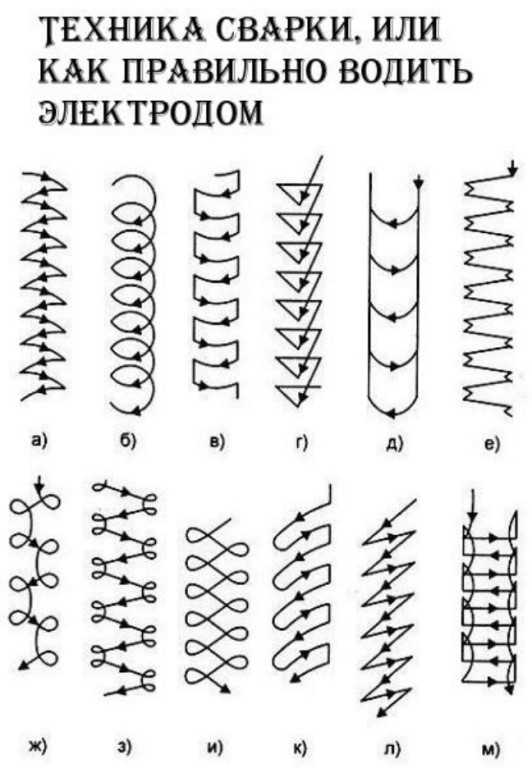
Техника сварки
Для сварки можно применять различные способы: внахлест, встык с отрывом или прихватками, если приходиться работать в сложных положениях, и сплошным швом.
Угол наклона электрода или сварочной горелки — примерно 70-800, подбирают его опытным путем и с учетом положения сварки. Вести электрод и горелку можно разными способами. При сварке тонкостенных изделий чаще работают углом вперед. Это связано с тем, что при сварке углом назад тепловложение в сварочную ванну выше, а глубина проплавления больше. Электрод или горелку ведут углом назад, когда сваривают по вертикали сверху вниз.
При сварке сплошным швом электрод перемещают зигзагом или крутят «восьмерки», следя за сварочной ванной и не останавливаясь на одном месте. Это позволяет прогревать заготовку, но не перекаливать её, избегать прожогов металла и застывания шлака.
Это позволяет прогревать заготовку, но не перекаливать её, избегать прожогов металла и застывания шлака.
При MIG сварке нужно контролировать соотношение между напряжением и скоростью подачи прутка. При слишком высоком напряжении, но маленькой скорости много брызг, а на кромках могут появляться подрезы. При высокой скорости и напряжении повышается и тепловложение, что чревато прожигом тонкого металла. При слишком низком напряжении и большой скорости тепловыделение мало, а глубина проплавления недостаточна.
Отдельно нужно упомянуть индуктивность. При сварке тонких деталей нужно устанавливать низкие значения. Это уменьшает тепловложение, снижая риск прожигания, и увеличивает вязкость сварочной ванны.
После работы с готовой детали сбивают шлак и оценивают качество шва. При необходимости её зачищают от брызг, следов побежалости и аккуратно рихтуют при деформациях.
91110 Обзор инвертора на 80 А и выбор стержня
- Форум
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Форумы производителей продукции
- Портовые грузовые перевозки
- 91110 Обзор инвертора на 80 А и выбор стержня
+ Ответить на тему
23-01-2012 #1
91110 Обзор инвертора на 80 А и выбор стержня
Некоторое время назад я приобрел инверторный сварочный аппарат на 80 ампер, и должен сказать, что мне очень нравится этот маленький сварочный аппарат.
Единственное, что не так уж здорово, это то, что он придирчив к тому, какими удилищами он любит управлять. Однако с правильными стержнями он очень хорошо сваривается, особенно с учетом стоимости.Конечно, ограничением этого аппарата является сила тока 80 ампер, и людям с ограниченным бюджетом часто предлагается Lincoln 225 (или аналогичный) в качестве лучшей альтернативы, когда возникают вопросы об этом сварочном аппарате. И я согласен по большей части. У меня есть AC225, и это гораздо более мощная машина. Мне он достался от деда (он получил его в 1973, я думаю), и он, вероятно, переживет инвертор Harbour Freight. Итак, я не собираюсь говорить, что HF — лучший сварочный аппарат всех времен.
Тем не менее, этот маленький сварочный тостер найдется со мной. Мне нравится делать небольшие проекты для друзей и соседей. Хорошо получается, сваркой занимаюсь, ужином кормят, или продуктами с огорода дают, или что-то в этом роде. Поэтому я собрал портативный комплект для легкой сварки/сборки.
Все помещается в два ящика для инструментов среднего размера, за исключением моего шлема и удлинителя, который представляет собой шнур 50 10 ga. В дополнение к сварочному аппарату у меня есть шлифовальная машина 4,5 с различными дисками, зажимами и зажимами для тисков, отбойным молотком, дрелью, угольником, 5 фунтов каждого из 3/32 6011 и 7018AC, небольшое количество 5/64 6013 и какие-то мелочи, которые я сейчас не вспомню. Это на самом деле довольно способная установка. Большая часть того, что я делаю, это либо ремонт перил, либо заборов из кованого железа, либо мелких деталей, сделанных из уголка или трубы толщиной 1/8 (или меньше), так что маленький сварщик справится с этим без проблем, а резка с помощью шлифовальной машины и зип-дисков обычно не составляет труда. легче, чем таскать за собой пилу, хотя иногда ее и бросают.Итак, о том, что он привередлив в выборе удочек. Он имеет напряжение холостого хода около 55 В, что находится на низком уровне, так что, вероятно, он отвечает за придирчивость.
Вот удочки, которые я пробовал, и результаты.Что не сработало:
-3/32 Хобарт 6011 : По-видимому, у Хобарта есть несколько версий 6011. Этот материал имеет белый флюс и поставляется в 10-фунтовом пластиковом контейнере из магазина фермы и ранчо. Это было паршиво. Зажечь дугу было сложно, и она не могла поддерживать дугу, не удерживая очень близкую дугу.
-3/32 KT Industries 7018AC : Наносил удар хорошо, но иногда плохо удерживал дугу.
-3/32 Lincoln Excalibur 7018 : Трудно ударить, но как только он заработал, он работал очень хорошо, и большую часть времени шлак отслаивался сам по себе. Запустил на 80 ампер.
Что сработало:
-3/32 Forney 6013: Этот материал старый. от 30 до 35 лет. Я унаследовал около 70 фунтов от дедушки. Я не очень большой поклонник 6013, но он работал нормально при 80 амперах.
-5/64 Хобарт 6013 : Легко заводится, работает хорошо. Отлично подходит для тонких трубок, но на самом деле не более того с очень низким проникновением.Мои любимые:
-3/32 Lincoln Fleetweld 180 (6011) : Это специально сделано для сварщиков с низким открытым контуром. Легко заводится и хорошо работает при токе 60-75 ампер.
-3/32 Lincoln 7018AC. Стабилизаторы дуги, благодаря которым он хорошо работает на переменном токе, также облегчают его зажигание и хорошо работают при токе 80 ампер. У меня никогда не получалось отслаивать шлак, но пару легких постукиваний и он чисто отвалился. Этот материал также перезаряжается намного легче, чем другие 7018, которые я использовал. Мой абсолютный фаворит до сих пор.Подводя итог, теперь, когда я нашел хорошо работающие стержни, я очень доволен этим маленьким сварочным аппаратом и определенно рекомендую его как недорогой и легкий аппарат. Он действительно хорошо сваривается и идеально подходит для многих вещей.
Однако, если размер, вес и напряжение питания 220 В не являются проблемой, то, на мой взгляд, лучшим выбором будет жужжащая коробка, такая как Lincoln 225.Ответить Ответить с цитатой
23-01-2012 #2
Re: Обзор инвертора 91110 на 80 А и выбор стержня
Ненавижу это говорить, но ваше заключение об этой машине во многих отношениях вообще не совпадает с тем, что я видел от других с этими машинами.
В действительности эта машина не является хорошим выбором для большинства удилищ более 5/64 дюйма просто из-за ее низкого рабочего цикла и мощности. основы сварки, чего обычно не хватает целевому рынку, который купил бы эту машину. Почти все «хорошие» сварные швы, которые я видел у людей с этими машинами, были холодными. Им либо нужно было опустить хотя бы один размер стержня, или иметь еще хоть 20 ампер + как минимум, а так же реально уметь сваривать.
Единственное, с чем я согласен, это то, что машина на 230 В, такая как Lincoln 225, является лучшим выбором.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить Ответить с цитатой
07.
02.2012
#3Re: Обзор инвертора 91110 на 80 А и выбор стержня
Только что купил один из них и использовал 1/16 # 7014 @ 55 ампер, должен сказать, что он работает так же хорошо, как мой Lincoln AC-DC 225, но вы должны знать свои ограничения!
Ответить Ответить с цитатой
07.02.2012 #4
Re: Обзор инвертора 91110 на 80 А и выбор стержня
У меня есть один, и он мне нравится.
Но с тех пор, как купил жужжащую коробку, особо им не пользовался. Вскоре я хотел бы использовать его для TIG. Кто-нибудь пробовал это?– Алекс
Sears/Craftsman 230A Buzzy Box
Sears/Craftsman 180A Buzzy Box
Инвертор Chicago Electric 80AВСЕ ПРИКРЫВАЕТСЯ… ВСЕ ВРЕМЯ!
Я провел много времени с квадратным штифтом и круглым отверстием.
Ответить Ответить с цитатой
17.02.2012 #5
Re: Обзор инвертора 91110 на 80 А и выбор стержня
Что ж, я давно не заходил сюда, но решил написать краткий ответ.
DSW, вы определенно подняли некоторые хорошие моменты. Итак, некоторые уточнения и одно исправление.
Во-первых, исправление, в моем исходном посте я сказал, что удочка 7018AC была моей любимой удочкой. Это было и остается неверным. Fleetweld 180 (6011) — мой абсолютный фаворит. Я прыгал в своем посте и напечатал это предложение не в том месте. Но в любом случае, для того, что я делаю дома, 3/32-дюймовый 6011 может покрыть, вероятно, 70% моих потребностей, и я много лет использовал его в наушниках. Я думаю, что рекомендуемый ток для 6011 на постоянном токе составляет 40 к. 80 ампер, так что это уместно. Честно говоря, я думаю, что использование маленького 6013 действительно ограничивает этих сварщиков. 6011 просто использует больше (отсутствие) мощности. Кроме того, в любом случае мне он больше нравится для листового металла, чем 6013.
Теперь уточнения. Да, 3/32-дюймовые 6013 и 7018 работают на холодную сторону. Но на тонком металле я могу сделать приличные сварные швы.
Имейте в виду, если сварной шов наполовину критичен, я буду таскать жужжащую коробку или одолжу Bobcat. с работы, если 220 не удобно. Однако калькулятор сварки стержнем Миллера говорит 65-100 А для 3/32 “7018, так что 80 А не супер холод по этим стандартам (хотя это определенно круто, спору нет). Но, например, я недавно починил подставку для цветочного горшка. Я хотел подправить краску после сварки, поэтому я выбрал 7018, а не 6011, из-за более легкого и чистого удаления шлака. Я мог бы использовать 5/64” 6013, но я использовал то немногое, что у меня было, а покупать его на месте довольно дорого. Поэтому я просто решил использовать 7018 (который мне также нравится запускать на гудке), а не платить 10 долларов. за 1/2 фунта чего-то, что я не буду много использовать. Так что для меня, когда беспорядок 6011 – это боль, иногда имеет смысл использовать 7018, имея в виду тот факт, что я не работаю с удилищем. на полном ходуЧто касается рабочего цикла — да, это может быть проблемой.
К счастью, мне никогда не приходилось запускать полный стержень за раз для всего, что я делал с этим сварочным аппаратом. Он будет работать на полном стержне при 80 амперах, но, как я уже говорил, я использую его только для мелких вещей и обычно трачу больше времени на подгонку, чем на сварку. Так что для меня и того, для чего я его использую, это не проблема. Но опять же, у меня есть другие варианты, если они мне нужны.Надо было сказать, что я умею сваривать наполовину прилично. Раньше я был сварщиком (в какой-то момент получил сертификат), затем прошел путь в механический цех, а затем поступил в колледж. Но пункт, касающийся целевого клиента и сварочных способностей, является важным моментом для людей, которые только начинают. Большая машина гораздо более щадящая. Но если вы можете прилично сваривать с его помощью и если вы знаете и соблюдаете ограничения, эта машина может быть полезной.
С уважением,
ES
Ответить Ответить с цитатой
18.
06.2012
#6Re: Обзор инвертора 91110 на 80 А и выбор стержня
ЕШ – Полностью с вами согласен. У меня есть Lincoln Buzz Box, 80-амперный стик Harbour Freight и Miler 211. Должен признаться, что с тех пор, как я пошел в MIG, я редко возвращаюсь к стикам. Но иногда палка очень полезна. Lincoln Buzz находится у нас дома в Аризоне, и он очень полезен для ремонта или сборки горнодобывающего оборудования, ремонта трактора, ремонта Willys и т. д. Но маленький 80-й также отлично справляется с листовым металлом, легким проекты, и я тоже когда-нибудь планирую преобразовать его в машину TIG, так как я действительно не использую его достаточно, чтобы оправдать его бездействие.
Преобразование его в TIG, казалось бы, было бы лучшим использованием для него. На YouTube есть несколько хороших видео о конвертации.Ответить Ответить с цитатой
18.06.2012 #7
Re: Обзор инвертора 91110 на 80 А и выбор стержня
7014 3/32 и 6013 3/32 хорошо работают на этом сварочном аппарате. 7014 я думаю бегал лучше всех. Вы не собираетесь увеличивать рабочий цикл с этим сварщиком.
К тому времени, когда вы наплавите валик, возьмите другой стержень, очистите флюс и смахните весь мусор, у сварщика есть время отдохнуть.Ответить Ответить с цитатой
30-06-2012 #8
Re: Обзор инвертора 91110 на 80 А и выбор стержня
Я знаю, что эта ветка старая, однако я решил добавить это…
Я только что обновил провода и жало на моем маленьком 80-амперном сварочном аппарате, и, черт возьми, дым, это изменило ситуацию.
Я снял оригинальные разъемы DINSE со штатных проводов и прикрепил их к паре 15-футовых секций сварочного кабеля № 4 с помощью 200-амперного tweco stinger, и разница совершенно невероятна. Теперь он будет работать с дешевыми удилищами Hobart 7018 3/32 дюйма довольно хорошо. Все еще немного холодный, но на самом деле он будет работать.Я никогда раньше не нарушал отключение рабочего цикла на этой машине, даже запуская ее на несколько стержней подряд, и я думаю, что это из-за того, что сопротивление дерьмовых проводов настолько велико, что фактически сокращает выход. После смены грузил я нажал на отключение рабочего цикла примерно на 2 дюйма во втором удилище.
Просто пища для размышлений.
Ответить Ответить с цитатой
02.10.2013 #9
Re: Обзор инвертора 91110 на 80 А и выбор стержня
Это старая тема, но я решил поделиться своим ограниченным опытом работы с низкоуглеродистой сталью до 1/8 дюйма (из моего опыта в сентябре 2013 г.
): Lincoln 1/16″ и Hobart 5/64″ 6013 потрясающие. до 1/8-дюймовой стали! А для более тонкой мягкой стали толщиной 18-20 калибра Lincoln 6013 1/16 дюйма действительно справился. в самом ближайшем будущем с публикацией «Сравнение нижних усилителей 1/16-дюймовых стержней E6011 с использованием ВЧ-80-амперного инвертора и сварочных аппаратов Everlast 140ST». Мне любопытно посмотреть, как низко я могу пойти и при этом получить стабильную дугу. с помощью Hobart 1/16″ 6011.) В любом случае, подготовка металла к чистоте является ключевым моментом при использовании тостера HF — я не буду тратить 3/32-дюймовые стержни любого типа на тестирование их с этим маленьким парнем. Мои два цента.Последний раз редактировалось Агапе Гаем; 02.10.2013 в 16:54. Причина: опечатки
Парень с агапе
Everlast Power I-MIG 200 (двойное напряжение)
Пистолет Everlast SM200N (сварка алюминия MIG)
Стержень Everlast PowerArc 200
Harbour Freight Titanium 125 Easy Flux
Аппарат плазменной резки Hypertherm Powermax 30
Слишком много электроинструментовОтветить Ответить с цитатой
 Единственное, что не так уж здорово, это то, что он придирчив к тому, какими удилищами он любит управлять. Однако с правильными стержнями он очень хорошо сваривается, особенно с учетом стоимости.
Единственное, что не так уж здорово, это то, что он придирчив к тому, какими удилищами он любит управлять. Однако с правильными стержнями он очень хорошо сваривается, особенно с учетом стоимости. Все помещается в два ящика для инструментов среднего размера, за исключением моего шлема и удлинителя, который представляет собой шнур 50 10 ga. В дополнение к сварочному аппарату у меня есть шлифовальная машина 4,5 с различными дисками, зажимами и зажимами для тисков, отбойным молотком, дрелью, угольником, 5 фунтов каждого из 3/32 6011 и 7018AC, небольшое количество 5/64 6013 и какие-то мелочи, которые я сейчас не вспомню. Это на самом деле довольно способная установка. Большая часть того, что я делаю, это либо ремонт перил, либо заборов из кованого железа, либо мелких деталей, сделанных из уголка или трубы толщиной 1/8 (или меньше), так что маленький сварщик справится с этим без проблем, а резка с помощью шлифовальной машины и зип-дисков обычно не составляет труда. легче, чем таскать за собой пилу, хотя иногда ее и бросают.
Все помещается в два ящика для инструментов среднего размера, за исключением моего шлема и удлинителя, который представляет собой шнур 50 10 ga. В дополнение к сварочному аппарату у меня есть шлифовальная машина 4,5 с различными дисками, зажимами и зажимами для тисков, отбойным молотком, дрелью, угольником, 5 фунтов каждого из 3/32 6011 и 7018AC, небольшое количество 5/64 6013 и какие-то мелочи, которые я сейчас не вспомню. Это на самом деле довольно способная установка. Большая часть того, что я делаю, это либо ремонт перил, либо заборов из кованого железа, либо мелких деталей, сделанных из уголка или трубы толщиной 1/8 (или меньше), так что маленький сварщик справится с этим без проблем, а резка с помощью шлифовальной машины и зип-дисков обычно не составляет труда. легче, чем таскать за собой пилу, хотя иногда ее и бросают.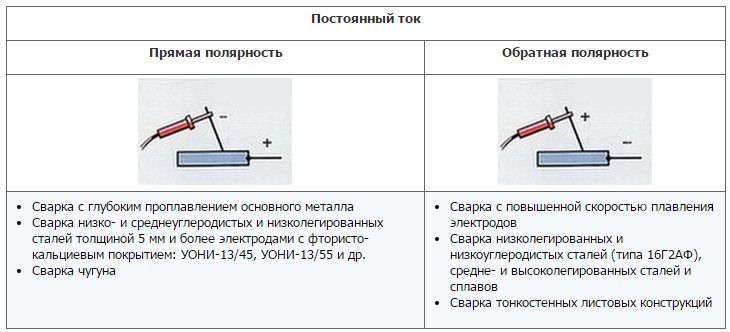 Вот удочки, которые я пробовал, и результаты.
Вот удочки, которые я пробовал, и результаты.
 Однако, если размер, вес и напряжение питания 220 В не являются проблемой, то, на мой взгляд, лучшим выбором будет жужжащая коробка, такая как Lincoln 225.
Однако, если размер, вес и напряжение питания 220 В не являются проблемой, то, на мой взгляд, лучшим выбором будет жужжащая коробка, такая как Lincoln 225.
 02.2012
#3
02.2012
#3 Но с тех пор, как купил жужжащую коробку, особо им не пользовался. Вскоре я хотел бы использовать его для TIG. Кто-нибудь пробовал это?
Но с тех пор, как купил жужжащую коробку, особо им не пользовался. Вскоре я хотел бы использовать его для TIG. Кто-нибудь пробовал это?
 Имейте в виду, если сварной шов наполовину критичен, я буду таскать жужжащую коробку или одолжу Bobcat. с работы, если 220 не удобно. Однако калькулятор сварки стержнем Миллера говорит 65-100 А для 3/32 “7018, так что 80 А не супер холод по этим стандартам (хотя это определенно круто, спору нет). Но, например, я недавно починил подставку для цветочного горшка. Я хотел подправить краску после сварки, поэтому я выбрал 7018, а не 6011, из-за более легкого и чистого удаления шлака. Я мог бы использовать 5/64” 6013, но я использовал то немногое, что у меня было, а покупать его на месте довольно дорого. Поэтому я просто решил использовать 7018 (который мне также нравится запускать на гудке), а не платить 10 долларов. за 1/2 фунта чего-то, что я не буду много использовать. Так что для меня, когда беспорядок 6011 – это боль, иногда имеет смысл использовать 7018, имея в виду тот факт, что я не работаю с удилищем. на полном ходу
Имейте в виду, если сварной шов наполовину критичен, я буду таскать жужжащую коробку или одолжу Bobcat. с работы, если 220 не удобно. Однако калькулятор сварки стержнем Миллера говорит 65-100 А для 3/32 “7018, так что 80 А не супер холод по этим стандартам (хотя это определенно круто, спору нет). Но, например, я недавно починил подставку для цветочного горшка. Я хотел подправить краску после сварки, поэтому я выбрал 7018, а не 6011, из-за более легкого и чистого удаления шлака. Я мог бы использовать 5/64” 6013, но я использовал то немногое, что у меня было, а покупать его на месте довольно дорого. Поэтому я просто решил использовать 7018 (который мне также нравится запускать на гудке), а не платить 10 долларов. за 1/2 фунта чего-то, что я не буду много использовать. Так что для меня, когда беспорядок 6011 – это боль, иногда имеет смысл использовать 7018, имея в виду тот факт, что я не работаю с удилищем. на полном ходу К счастью, мне никогда не приходилось запускать полный стержень за раз для всего, что я делал с этим сварочным аппаратом. Он будет работать на полном стержне при 80 амперах, но, как я уже говорил, я использую его только для мелких вещей и обычно трачу больше времени на подгонку, чем на сварку. Так что для меня и того, для чего я его использую, это не проблема. Но опять же, у меня есть другие варианты, если они мне нужны.
К счастью, мне никогда не приходилось запускать полный стержень за раз для всего, что я делал с этим сварочным аппаратом. Он будет работать на полном стержне при 80 амперах, но, как я уже говорил, я использую его только для мелких вещей и обычно трачу больше времени на подгонку, чем на сварку. Так что для меня и того, для чего я его использую, это не проблема. Но опять же, у меня есть другие варианты, если они мне нужны. 06.2012
#6
06.2012
#6 Преобразование его в TIG, казалось бы, было бы лучшим использованием для него. На YouTube есть несколько хороших видео о конвертации.
Преобразование его в TIG, казалось бы, было бы лучшим использованием для него. На YouTube есть несколько хороших видео о конвертации.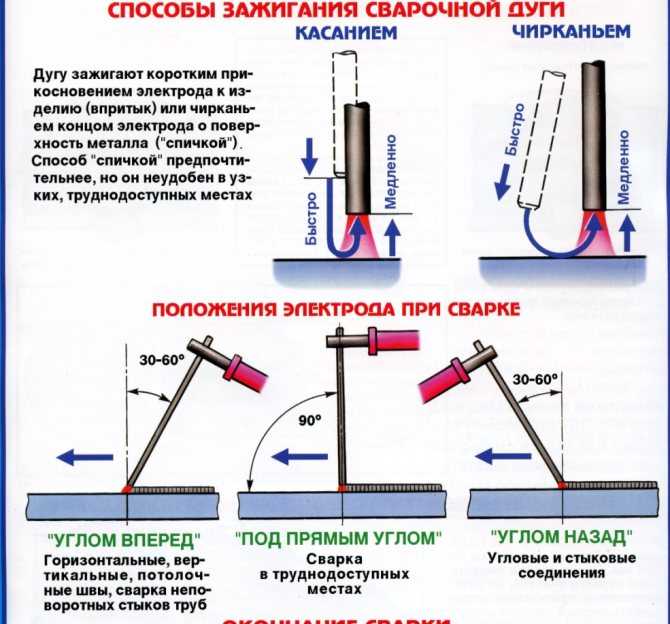 К тому времени, когда вы наплавите валик, возьмите другой стержень, очистите флюс и смахните весь мусор, у сварщика есть время отдохнуть.
К тому времени, когда вы наплавите валик, возьмите другой стержень, очистите флюс и смахните весь мусор, у сварщика есть время отдохнуть. Я снял оригинальные разъемы DINSE со штатных проводов и прикрепил их к паре 15-футовых секций сварочного кабеля № 4 с помощью 200-амперного tweco stinger, и разница совершенно невероятна. Теперь он будет работать с дешевыми удилищами Hobart 7018 3/32 дюйма довольно хорошо. Все еще немного холодный, но на самом деле он будет работать.
Я снял оригинальные разъемы DINSE со штатных проводов и прикрепил их к паре 15-футовых секций сварочного кабеля № 4 с помощью 200-амперного tweco stinger, и разница совершенно невероятна. Теперь он будет работать с дешевыми удилищами Hobart 7018 3/32 дюйма довольно хорошо. Все еще немного холодный, но на самом деле он будет работать. ): Lincoln 1/16″ и Hobart 5/64″ 6013 потрясающие. до 1/8-дюймовой стали! А для более тонкой мягкой стали толщиной 18-20 калибра Lincoln 6013 1/16 дюйма действительно справился. в самом ближайшем будущем с публикацией «Сравнение нижних усилителей 1/16-дюймовых стержней E6011 с использованием ВЧ-80-амперного инвертора и сварочных аппаратов Everlast 140ST». Мне любопытно посмотреть, как низко я могу пойти и при этом получить стабильную дугу. с помощью Hobart 1/16″ 6011.) В любом случае, подготовка металла к чистоте является ключевым моментом при использовании тостера HF — я не буду тратить 3/32-дюймовые стержни любого типа на тестирование их с этим маленьким парнем. Мои два цента.
): Lincoln 1/16″ и Hobart 5/64″ 6013 потрясающие. до 1/8-дюймовой стали! А для более тонкой мягкой стали толщиной 18-20 калибра Lincoln 6013 1/16 дюйма действительно справился. в самом ближайшем будущем с публикацией «Сравнение нижних усилителей 1/16-дюймовых стержней E6011 с использованием ВЧ-80-амперного инвертора и сварочных аппаратов Everlast 140ST». Мне любопытно посмотреть, как низко я могу пойти и при этом получить стабильную дугу. с помощью Hobart 1/16″ 6011.) В любом случае, подготовка металла к чистоте является ключевым моментом при использовании тостера HF — я не буду тратить 3/32-дюймовые стержни любого типа на тестирование их с этим маленьким парнем. Мои два цента.+ Ответить на тему
Сообщение vBulletin
Отменить изменения
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Обзор Titanium Stick 225 – Стоит ли?
Titanium Stick 225 предлагает стандартный опыт сварки электродом по доступной цене. Тем не менее, он не обеспечивает наилучшего соотношения цены и качества, как некоторые конкурирующие модели.
Тем не менее, он не обеспечивает наилучшего соотношения цены и качества, как некоторые конкурирующие модели.
В этой статье вы узнаете о его плюсах и минусах. Кроме того, мы представляем лучшие альтернативы, если вы хотите получить больше функций по той же или более низкой цене.
Обзор титанового стержня 225
Максимальная сила тока 225 А делает этот сварочный аппарат с титановым электродом одним из самых мощных в бюджетной категории. Однако его низкий рабочий цикл не позволяет использовать доступную мощность для более длинных сварных швов.
Stick 225 может работать от сети 110 В или 220 В. К сожалению, он имеет низкую мощность при использовании варианта входа 110 В, и пользователи могут сваривать только тонкий металл без доступа к 220 В. Поскольку розетки на 110 В найти легче, преимущества портативности также становятся менее практичными, когда розетка на 220 В недоступна.
Благодаря инверторной технологии Titanium Stick 225 представляет собой легкий и портативный сварочный аппарат.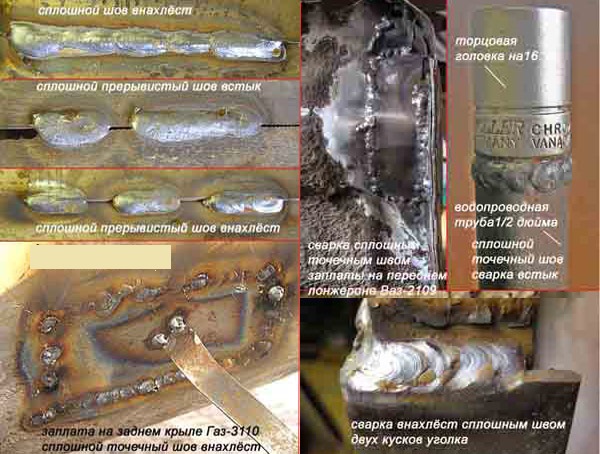 Это делает его хорошим выбором для мобильных сварщиков с генератором 220 В.
Это делает его хорошим выбором для мобильных сварщиков с генератором 220 В.
Хорошо сконструирован для сварщика начального уровня. Но у него есть несколько минусов, которые мы обсудим позже в этой статье — один из наиболее существенных вопросов долговечности связан с гарантийным покрытием, а не со сварщиком.
Что включено
- Титановый стержень 225
- Зажим заземления, 10 футов
- Держатель электрода 200 А, 10 футов
- Шнур питания, 8 футов
- Адаптер питания 120 В
- Руководство по эксплуатации
Содержимое представляет собой простую упаковку, типичную для бюджетного сварочного аппарата. Но поскольку этот сварочный аппарат дороже, чем конкурирующие модели с более расширенной гарантией, хотелось бы, чтобы они включали некоторые дополнительные функции, такие как отбойный молоток или сварочные электроды.
Некоторые конкурирующие, менее дорогие модели включают больше аксессуаров. Хотя это и не является нарушителем условий сделки, отсутствие аксессуаров выделяется, учитывая запрашиваемую цену.
Tech Specs
| Welder Type | Stick welder | ||
| Input Voltage | Dual voltage 120V/240V | ||
| Output Current Type | DC | ||
| Technology | Инвертор | ||
| Сила тока на выходе | 120 В: 15–70 А 240 В: 15–225 А | 10 Режим работы0246 | 120 В: 40% в 70A 240V: 20% при 225A |
| Сварные материалы | Мюковая сталь, из нержавеющей стали, ливат | ||
| Длина кабеля заземления | 10 футов. (3M) | ||
| Толщина мягкой стали (одноэтажный) | До 1/4 в | 907 907070303030303030303030303030303030300 .85V | |
| Weight | 16.5 lb. | ||
| Warranty | 90-days | ||
| Weld Guru Rating | ★★☆☆☆ | ||
| Price | Лучшая цена Harbour Freight |
 03030300 . 0303030300 .
03030300 . 0303030300 . Pros
- Хорошее качество сборки для сварщика начального уровня
- Подходящее качество дуги
- Портативный
- Поддерживает вход с двойным напряжением
Минусы
- Дорогой по сравнению с другими сварочными аппаратами начального уровня
- Низкий рабочий цикл
- Включает базовый электрододержатель
- Без цифрового дисплея
- Ограниченная мощность10 для электрода E60
- Низкая выходная мощность при входном напряжении 110 В
- Не поддерживает автоматическое определение входного напряжения
- Кнопка переключения напряжения может собирать пыль и грязь
- Не имеет встроенной поддержки процесса сварки TIG, как некоторые конкурирующие модели
- Плохая гарантия
Что нужно знать перед покупкой Titanium Stick 225
Несмотря на то, что это хорошо сделанный сварочный аппарат, во многих местах он уступает конкурентам. Эти недостатки не были бы такой большой проблемой, если бы блок Titanium не был дороже, чем конкурирующие модели, предлагающие большую функциональность и более длительную гарантию.
Эти недостатки не были бы такой большой проблемой, если бы блок Titanium не был дороже, чем конкурирующие модели, предлагающие большую функциональность и более длительную гарантию.
Итак, давайте рассмотрим его наиболее существенные недостатки, чтобы помочь вам решить, подходит ли вам этот сварочный аппарат.
Мощность, но нет выносливости
Таблица настроек и рабочий цикл на верхней части сварочного аппаратаTitanium Stick 225 обладает мощной сварочной мощностью 225 ампер. Но, к сожалению, он может поддерживать такую высокую производительность не более двух минут и, возможно, меньше, если вы свариваете в жаркой среде.
Низкий рабочий цикл может не быть решающим фактором, если вы любитель и свариваете только тонколистовой металл. Но постоянное ожидание остывания машины снижает эффективность вашей работы. Ниже в этой статье мы предлагаем альтернативу профессионалам, которые ищут лучшую мобильность, увеличенное время сварки и большую мощность. Большинство профессиональных сварщиков должны идти в ногу со временем, иначе они будут искать другую работу.
Wimpy Мощность там, где это важно
Мощность сварки 225 А достаточна для любителей и профессионалов. Большинство сварочных работ не требуют большего. Однако этот сварочный аппарат не может предложить и половины этого при использовании входа 110 В. Но большинство людей, покупающих бюджетный сварочный аппарат, имеют доступ только к 110 В, что создает проблему.
Если вы сварщик-самоучка или новичок, желающий начать свое дело, вряд ли у вас всегда будет 220 В. Особенно, если вы свариваете в дороге от концерта к концерту. Поэтому удивительно, что Titanium Stick 225 может выдавать максимум 70 А при подключении к розетке 110 В.
Вход 220 В обеспечивает выходной ток 225 А, но с низким рабочим циклом. Поскольку входное напряжение 110 В ограничивает выходной ток всего 70 А, это означает, что подключение к розетке 220 В является оптимальным способом использования этого сварочного аппарата. Но тогда вам нужно поддерживать выходную мощность около 100-160 ампер, что обеспечит вам приличный рабочий цикл. Если у вас нет розетки 220 В, рассмотрите некоторые из конкурирующих моделей, которые мы рассмотрим позже, которые не имеют этих ограничений.
Если у вас нет розетки 220 В, рассмотрите некоторые из конкурирующих моделей, которые мы рассмотрим позже, которые не имеют этих ограничений.
E6010 Борьба за мощность электрода
Мало того, что выходная мощность ограничена входным напряжением 110 В, машина также предназначена для работы со стержневыми электродами E6010 при токе 155 А или ниже. Это ограничение означает, что даже если у вас есть входное напряжение 220 В, вы не сможете сваривать на его максимальной мощности электродами E6010.
Хотя я не ожидаю, что недорогой инверторный сварочный аппарат будет работать с E6010 при высокой выходной мощности, конкурирующие модели не имеют такого ограничения по току для электродов E6010.
E6010 представляет собой целлюлозный стержневой электрод с высоким содержанием натрия во флюсовом покрытии. Этот состав затрудняет работу на инверторных сварочных аппаратах, поскольку требует высокого напряжения холостого хода (OCV). Этот сварочный аппарат имеет высокое OCV 85 В, поэтому я не понимаю, что они ограничивают мощность для стержней E6010.
Читать : Трансформатор против сварочных аппаратов с инвертором
Это может иметь какое-то отношение к индуктору, который резервирует мощность для поддержания установившейся дуги, когда вы манипулируете электродом. Учитывая, что сварочный аппарат может использовать E6010 только с ограниченным током, его индуктор может быть недостаточным для поддержания дуги при повышенном токе на выходе.
Без цифрового дисплея
В Titanium Stick 225 отсутствуют цифровые дисплеи, которые являются стандартными для данного ценового диапазона. Цифровая индикация очень полезна для начинающих. Некоторые бренды, такие как YesWelder, Weldpro, Everlast и другие, предлагают аналогичные модели с цифровыми дисплеями по той же или более низкой цене.
Хотя в аналоговых настройках старой школы нет ничего плохого, цифровой дисплей позволяет точно настроить выходную силу тока. Сварка стержнем — один из самых сложных сварочных процессов, и нет причин, по которым новичок не должен иметь эту полезную функцию.
Нет поддержки TIG
Многие инверторные сварочные аппараты поддерживают сварку TIG, поскольку оба процесса используют источник постоянного тока. Теоретически вы можете сваривать TIG, используя этот титановый аппарат. Но вы будете ограничены запуском с нуля, который является худшим из трех методов запуска дуги TIG.
Почти все конкурирующие модели по этой цене оснащены комбинированным электродом и TIG, в то время как многие инверторные сварочные аппараты, работающие только на электродах, намного дешевле. Итак, если вас не интересует TIG, вы, вероятно, можете рассмотреть что-то менее дорогое.
Гарантия под вопросом
Качество сборки титановой палочки 225 достаточно хорошее для недорогого сварочного аппарата. Тем не менее, его 90-дневная гарантия заставляет думать иначе. Конечно, это бюджетный сварочный аппарат, но даже импортные безымянные бренды дают гарантию не менее 1 года. Итак, я не могу немного расслабиться только потому, что он относится к категории начального уровня. Эта гарантия вызывает подозрения в отношении устройства.
Эта гарантия вызывает подозрения в отношении устройства.
К счастью, Harbour Freight предлагает платное продление гарантии, но это не имеет особого смысла, если вы не предпочитаете этот бренд. Покупка дорогостоящей гарантии увеличивает цену и без того переоцененной машины. Вам лучше купить другую модель в следующем ценовом сегменте с большей гарантией и большим количеством функций.
Обзор основных характеристик
У этого аппарата много недостатков, но он по-прежнему является достойным сварочным аппаратом, если гарантия и ограничения по мощности не являются для вас препятствием. Итак, давайте теперь посмотрим на лучшие качества Titanium Stick 225.
Качество дуги
Сварка электродом не является таким изысканным и красивым процессом, как TIG. Эта черта частично связана с дикой дугой, иногда наблюдаемой с SMAW. Я бы никогда не ожидал идеальной дуги от бюджетного сварочного аппарата, но этот титановый аппарат имеет достойную, стабильную дугу. Соедините это с его 225 А при использовании электродов, отличных от E6010, и вы получите относительно хороший сварочный аппарат начального уровня.
Портативность
При весе всего 16,5 фунтов аппарат Stick 225 считается одним из самых портативных аппаратов для дуговой сварки. Встроенная ручка сверху облегчает транспортировку или перемещение по гаражу. Двойной вход напряжения отлично подходит для сварки на ходу, учитывая, что вам не нужно больше 70 А, когда доступно только 110 В.
Качество сборки
Дешевый зажим для заземленияTitanium Stick 225 выдерживает большинство рабочих условий благодаря превосходному качеству сборки. Корпус из цельного листового металла с прочным пластиком придает ему ощущение прочности.
Однако входящие в комплект зажим заземления и держатель электрода кажутся дешевле самого устройства. К счастью, в нем используются стандартные разъемы DINSE, поэтому при необходимости вы можете легко заменить провода.
Дешевый стингер Не слишком нравится кнопка переключения напряжения на передней панели. Независимо от того, как вы его переключаете (110 В / 220 В), он оставляет большой зазор на противоположной стороне, где могут скапливаться грязь и пыль. Это похоже на недостаток дизайна, но все остальное на передней панели сделано хорошо.
Это похоже на недостаток дизайна, но все остальное на передней панели сделано хорошо.
Настоящая альтернатива
Несмотря на то, что Titanium Stick 225 предлагает большую мощность, достойную дугу и хорошее качество сборки, мы считаем, что у некоторых конкурирующих моделей есть преимущество. Мы выбрали две модели YesWelder для сравнения, потому что они предлагают больше функций по той же или более низкой цене.
YesWelder TIG-205DS предлагает как TIG, так и электродуговую сварку по несколько более низкой цене, чем Titanium Stick 225, в то время как YesWelder Arc 205DS, работающий только с электродами, еще более доступен.
Аппарат дуговой сварки Yeswelder 205A
По сравнению с Titanium Stick 225, YesWelder Arc 205DS сваривает электродами с таким же качеством дуги. Он также предлагает 1-летнюю гарантию и обеспечивает более высокий рабочий цикл.
Это также сварочный аппарат с двойным напряжением, но его выходная мощность почти вдвое превышает мощность Titanium при 110 В, а именно 130 А при рабочем цикле 60%. Вход 220 В обеспечивает выходную мощность 205 А, что немного меньше, чем у машины Titanium, но она может поддерживать эту мощность при рабочем цикле 60%. Тем не менее, было бы лучше, если бы вы не увеличивали рабочий цикл любого недорогого сварочного аппарата. Это касается обоих брендов. Тем не менее, всегда лучше, если машина может подняться выше, чем нет.
Вход 220 В обеспечивает выходную мощность 205 А, что немного меньше, чем у машины Titanium, но она может поддерживать эту мощность при рабочем цикле 60%. Тем не менее, было бы лучше, если бы вы не увеличивали рабочий цикл любого недорогого сварочного аппарата. Это касается обоих брендов. Тем не менее, всегда лучше, если машина может подняться выше, чем нет.
Он также предлагает 10-футовые провода и аналогичные дешевые зажимы заземления и электрододержатели. Однако блок Yeswelder оснащен цифровым дисплеем для точной регулировки силы тока. Это также поможет вам научиться лучше сваривать.
Дисплей и передняя панель защищены прозрачной крышкой, в то время как устройство из титана оставляет органы управления открытыми для искр и расплавленных частиц, типичных для процесса SMAW.
Меньший вес, чем у Titanium, значительно более высокий рабочий цикл, аналогичное качество сборки, гораздо более высокая выходная мощность при входном напряжении 110 В, цифровой дисплей и годовая гарантия — все это за меньшие деньги делает его выгодным приобретением. Arc 205DS не предназначен для профессионалов. Но для любителя «сделай сам» это имеет больше смысла, чем покупка оборудования начального уровня с завышенной ценой.
Arc 205DS не предназначен для профессионалов. Но для любителя «сделай сам» это имеет больше смысла, чем покупка оборудования начального уровня с завышенной ценой.
Если вы тоже хотите попробовать свои силы в сварке TIG, YesWelder TIG-205DS предлагает все возможности модели с одним стержнем. Зато идет в комплекте TIG комплект, а главное высокочастотный пуск.
Модель TIG-205DS стоит меньше, чем модель Titanium, но предлагает высокочастотный пуск, позволяющий выполнять сварку TIG постоянным током без примесей. Он также включает в себя дешевую 2-контактную педаль TIG, но этого достаточно для новичка, который только начинает. Но вы, вероятно, получите еще одну педаль в будущем, когда освоитесь с тем, как она работает.
| Titanium Stick 225 | YesWelder Arc 205DS | ||||
|---|---|---|---|---|---|
| Amperage Output | 120V: 15 – 70A 240V: 15 – 225A | 120V: 20 – 130A 240V: 20 – 205A | |||
| Постоянный цикл | 120 В: 40% при 70A 240 В: 20% при 225A | 120V: 60% при 130A 240V: 60% AT 205A | 9079.8 240V: 60%. ) | До 1/4 дюйма | До 25/64 дюйма. ✅ |
| Digital Display | ❌ | ✅ | |||
| Weight | 16.5 lb. | 11 lb. | |||
| Warranty | 90-Days | 1 год | |||
| Рейтинг Weld Guru | ★★ ☆☆☆ | ★★★ ☆☆ | |||
| Прайса | $ При. гарантия | $$ Лучшая цена Yeswelder Скидка 10%: WELDGURU10 |

Окончательный вердикт
Titanium Stick 225 – достойный аппарат для сварки электродами. Но, на наш взгляд, это не оправдывает завышенный ценник.