Бензобак из алюминия: варить или паять?
ikono
Летающий строитель
- #1
В самолете Ульф-2 довольно сложная форма бензобака. Вариант клеить из стеклотекстолита отпадает из-за присутствия в современном бензине этанола. В описании сборки самолета предлагается сварка бака из АМг3 1,5 мм листа с помошью TIG на аргоне. Поскольку мой аппарат работает только на постоянном токе, а для алюмниня нужен переменный, я взял электродный сварочный на трансформаторе и подключил вместо источника тока в TIG-е. Вроде как-то варит, правда, шов получается нерегулярный, иногда имеются течи, при малейшей невнимательности – фатальный прогар листа.
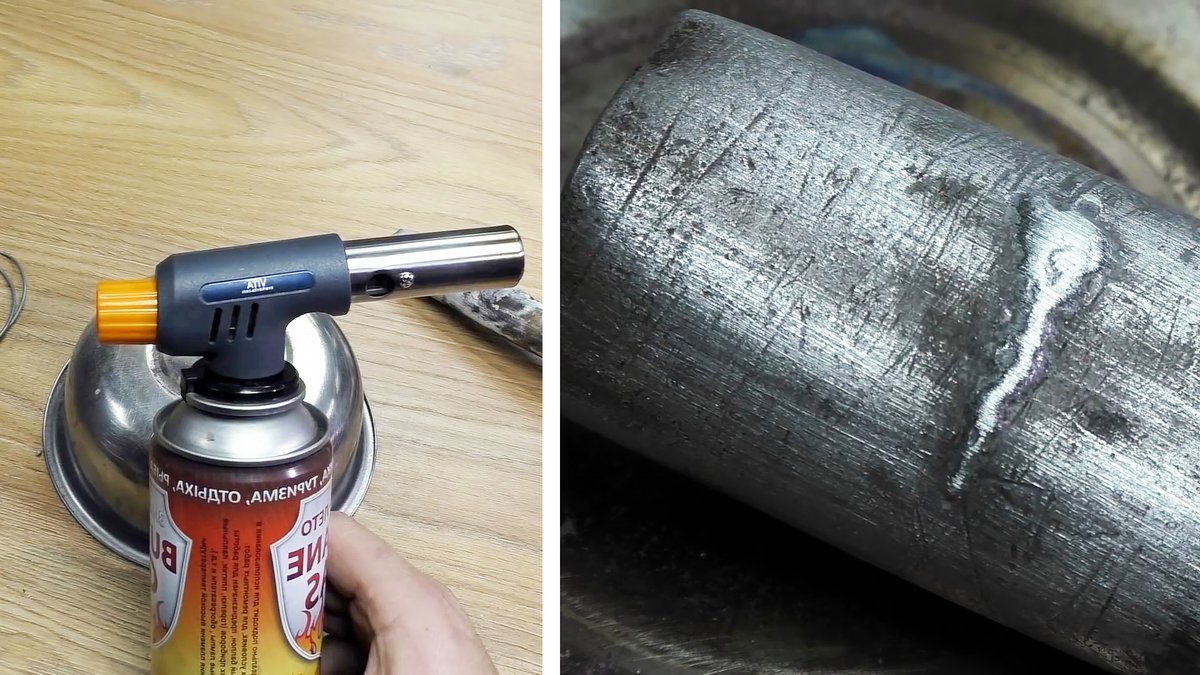
Не понравилось, пошел в ютубе искать альтернативы и нашел вот это:
http://www.youtube.com/watch?v=ReUMFT-k5b0&feature=related
Вроде бы преимущества налицо:
1) не нужно сложное оборудование, при поломке вдали от дома нужен только припой, щетка и горелка
2) Исходная форма алюминиевых деталей остается неизменной, так что ошибки легко исправить
3) После пайки припой можно снова расплавить, так что легко ремонтировать и можно даже снова разобрать конструкцию.
Недостатков вроде не наблюдается, кроме может быть по цене слегка дороже, но аргон тоже неплохо стОит.
Кто-нибудь пробовал паять бак, если нет – почему все варят, а не паяют?
Химик
Я люблю строить дельталеты!
- #2
Не забывайте, что от вибрации паяный бак быстро даст течь !
ikono
Летающий строитель
Это не факт, припой должен быть якобы еще прочнее алюминия, а разупрочнение при сварке – известный факт, в лучшем случае теряется 10-20 % прочности, обычно еще больше.
ikono
Летающий строитель
- #4
Следствие дало пока следующие результаты:
1) эти припои имеют температуру плавления 380 С и содержат цинк.
http://aluminium.matter.org.uk/content/html/ger/default.asp?catid=79&pageid=-297682400
3) в дальнейших частях видео упоминается, что при недогреве припой кашицеобразный, что может соответствовать двухфазной зоне (ZnAl+Zn) на диаграмме в диапазоне 270-380С
ikono
Летающий строитель
- #5
Так.
1) цинк взял от цинкового стаканчика батарейки
2) добавил 1/15 часть по массе сплава АМг3 и расплавил смесь в тигле из нержавейки.
3) расплав перемешал палочкой из нержавейки и отлил в деревянную форму.
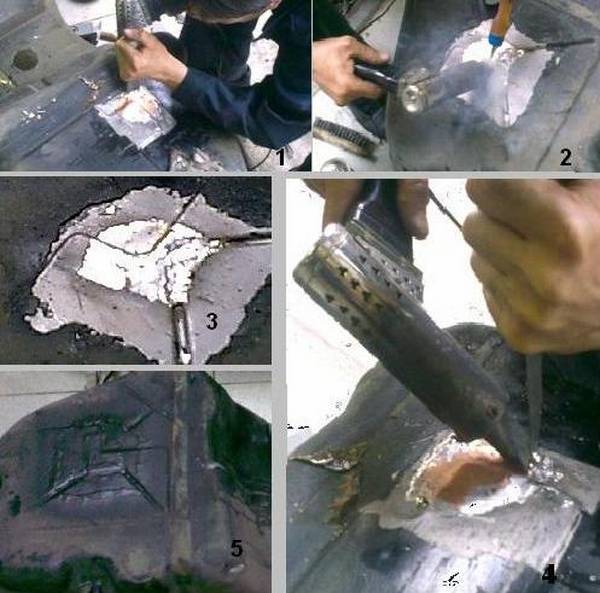
Дальше все делал точно как на видео. Результат пайки эквивалентен увиденному на видео. Припой действительно прочнее алюминия. Спаял встык и после охлаждения гнул. Вот это гнется и наконец ломается алюминий, но не спай!
Прошу любить и жаловать.
100_8022a.jpg
193,9 КБ Просмотры: 156
100_8023a.jpg
176,4 КБ Просмотры: 137
100_8021a.jpg
205,1 КБ Просмотры: 148
Шунин Сергей
Земля, Земля! – я забыл – кто, Я!
- #6
Против аргонной сварки (хорошим сварщиком) – этот метод – отдыхает!
АНДРЮХА_FLY
RRJ-95B
- #7
Паять алюминий это тоже самое, что клеить полиэтилен.
Тем более это бензобак! Сварка однозначно! :IMHO
АНДРЮХА_FLY
RRJ-95B
- #8
На третьем снимке просто металл грязный. По технологии его надо готовить (травить или хотя бы почистить и обезводить спиртом).
ikono
Летающий строитель
- #9
Советую найти батарейку, сделать припой и попробовать припой, а только потом потом писать глупости вроде
A36FLY сказал(а):
Паять алюминий это тоже самое, что клеить полиэтилен.

Нажмите, чтобы раскрыть…

mitja
Высота – залог здоровья
- #10
Паять алюминий это тоже самое, что клеить полиэтилен.
Не пробовал, но мнение имеется, причем категорическое.
Игорь, за исследование зачет. В Киеве такой припой продают по 35 грн за 30 см проволочку. Если есть сомнения, я полагаю, будет верным путем изготовить и испытать давлением. Практика критерий истины.
ikono
Летающий строитель
- #11
A36FLY сказал(а):
На третьем снимке просто металл грязный.
Нажмите, чтобы раскрыть…
 По технологии его надо готовить (травить или хотя бы почистить и обезводить спиртом).
По технологии его надо готовить (травить или хотя бы почистить и обезводить спиртом).Да. На этом месте просто газ в баллоне кончился В других местах при сварке все не так плохо, но все же…
fan444
Авиация это моя жизнь
- #12
Тут на форуме в торговле парни такие шедевры варят, что тема эта просто становится не актуальной.
SMotors
Я люблю общаться с умными людьми!
- #13
Изготавливал топливные рампы для Jaguar XJS методом пайки припоем Harris 52. Использовал Д16АТ, АМГ и АМЦ. Очевидно, что сварить из таких материалов невозможно. Пайка дала превосходный результат. Найдите на даче старый советский алюминиевый чайник и попробуйте оторвать у него носик…. а ведь он припаян
Использовал Д16АТ, АМГ и АМЦ. Очевидно, что сварить из таких материалов невозможно. Пайка дала превосходный результат. Найдите на даче старый советский алюминиевый чайник и попробуйте оторвать у него носик…. а ведь он припаян
ikono
Летающий строитель
- #14
SMotors сказал(а):
Изготавливал топливные рампы для Jaguar XJS методом пайки припоем Harris 52
Нажмите, чтобы раскрыть…
Спасибо, это интересно. Здесь есть описание сплава Harris 52:
http://www. tintinkers.org/files/harris_solder_1.pdf
tintinkers.org/files/harris_solder_1.pdf
Вкратце: припой на основе цинка, используется как присадка при пайке горелкой а также TIG сварке. Теперь понятно, как TIGом варят шедевры
парящий
Больше хорошей погоды !!!
- #15
Варить аргоном можно на постоянном токе с обратной полярностью возмите электрод диаметром больше или подсоедините осцилятор к своему трансу.
ss727
Я люблю строить самолеты!
- #16
Горелку нормальную, осцилятор, ТДМ хотя бы 400 и варить. Или к тому кто варит.
Или к тому кто варит.
ss727
Я люблю строить самолеты!
- #17
1
IMG_0851_001.JPG
24,1 КБ Просмотры: 145
ss727
Я люблю строить самолеты!
- #18
2
IMG_0853_001.
JPG23,8 КБ Просмотры: 125
 JPG
JPGss727
Я люблю строить самолеты!
- #19
Вот так.
IMG_0852.JPG
25,2 КБ Просмотры: 131
казак
Строю трансформер
- #20
@ ikono Очень интересно что вы нарыли. .. Только почему АМГ используете для сплава с цинком? Может АМЦ и для сплава,и для бака логичней использовать? Может даже АМЦм ,он пластичней ?…
.. Только почему АМГ используете для сплава с цинком? Может АМЦ и для сплава,и для бака логичней использовать? Может даже АМЦм ,он пластичней ?…
Холодная сварка для алюминия – применяем правильно
- Холодная сварка деталей из алюминия при помощи специального клея
- Сварка деформацией – особенности технологии
- Стыковой метод
- Точечная технология
- Шовный способ
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.
Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.
Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.
Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.
Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий.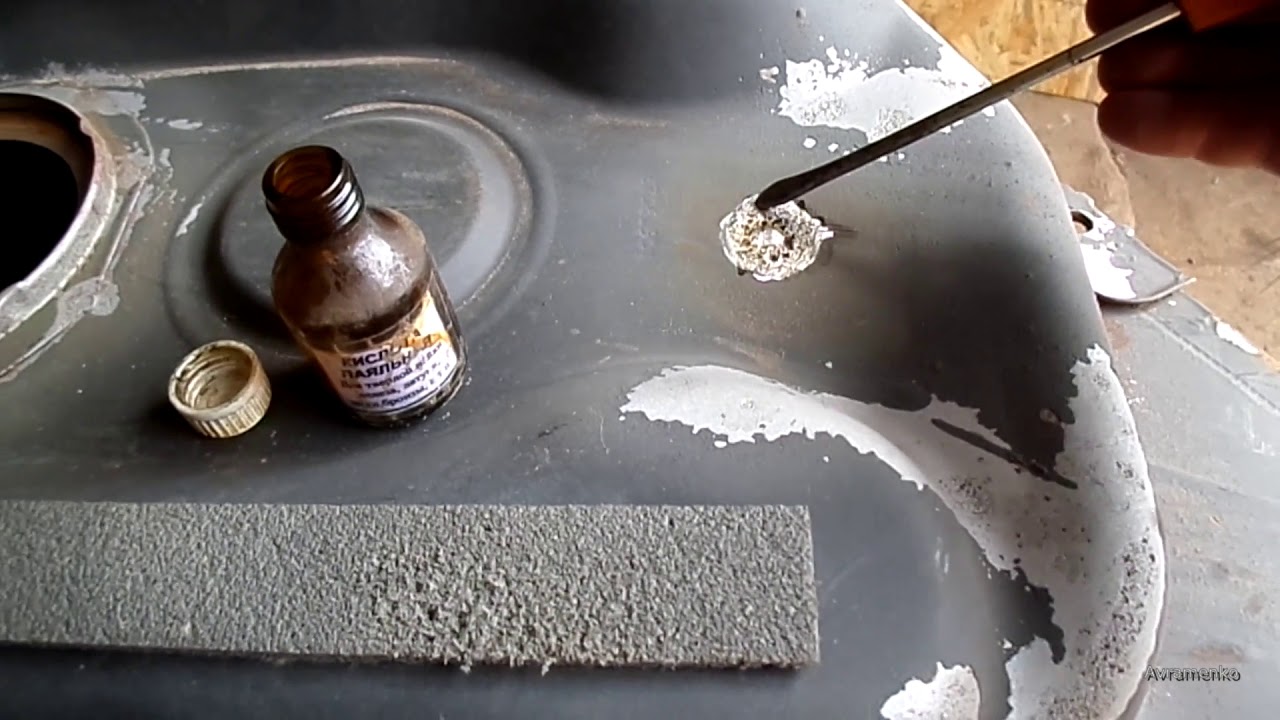 Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.
Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.
Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.

Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
 Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний.
Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний.Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.
Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.
Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.

При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.
Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Можно ли сварить или припаять бак для горячей воды? [Полезное руководство]
Итак, у вас поврежден водонагреватель, но вы не задумывались, можно ли сварить или запаять бак для горячей воды? Вы можете паять и сваривать бак, но вам нужно правильно подобрать расходные материалы и сварщика для работы.
Можно ли сварить или припаять бак для горячей воды? Да, вы можете сварить бак с горячей водой с помощью сварочного аппарата MIG или TIG, но аппарат для сварки электродом не будет хорошо работать с тонким металлом бака. Пайка должна выполняться только на медных трубах, подсоединенных к баку, но не на самом баке.
Резервуары для горячей воды служат от восьми до десяти лет, но из-за неправильных настроек давления или резких перепадов температуры часто происходит протечка пружины. Домовладельцы часто решают купить новые резервуары, а не ремонтировать поврежденный. Однако повреждения, не вызванные коррозией, можно устранить с помощью сварочного аппарата MIG или TIG.
При рассмотрении вариантов ремонта бака для горячей воды необходимо изучить тип металла, из которого сделан бак, и какой защитный газ подходит для ремонта.
Содержание
Как сварить бак с горячей водой?
Если вы попытаетесь найти профессионального сварщика для ремонта поврежденного водонагревателя, у вас могут возникнуть проблемы. В зависимости от того, на каком сварочном процессе специализируется сварщик, большинство сварщиков отказываются от ремонта резервуаров для воды.
В зависимости от того, на каком сварочном процессе специализируется сварщик, большинство сварщиков отказываются от ремонта резервуаров для воды.
Хотя вы можете отремонтировать треснувший бак, никогда не пытайтесь заделать ржавую дыру или трещину, вызванную коррозией . Если поврежденное место покрыто ржавчиной, вполне вероятно, что внутренняя часть бака также повреждена.
Коррозия ослабляет металл резервуара и снижает его способность удерживать горячую воду под давлением. Если ваш бак подвергся коррозии, немедленно замените его и не пытайтесь ремонтировать.
Бак водонагревателя изготовлен из тонкого металла и не подходит для высокотемпературной сварки. Если вы используете дуговую сварку на резервуаре, вы можете получить прожоги или пористость. Температура дуги слишком высока для тонкой поверхности резервуара.
Сварочные аппараты MIG и TIG позволяют сваривать тонкие металлы при более низкой температуре. В отличие от дуговой сварки, MIG и TIG используют защитные газы для защиты сварного шва от загрязнений. Сварщики электродов используют электроды с флюсовым покрытием для защиты сварного шва, но сварной шов требует значительного процесса очистки после его остывания.
Сварщики электродов используют электроды с флюсовым покрытием для защиты сварного шва, но сварной шов требует значительного процесса очистки после его остывания.
При использовании аппаратов для сварки MIG и TIG сварной шов получается однородным, и его очистка не требует особых усилий.
В следующем списке показан процесс сварки бака горячей воды с помощью сварочного аппарата MIG.
| Шаг – №. | Что делать |
| 1 | Приготовление рабочего пространства |
| 2 | Носит протезиционную передачу |
| 3 | 7 Granding Greending.0040 |
| 4 | Use straps to tighten the crack on the tank |
| 5 | Weld the tank |
| 6 | Make two subsequent welds to protect against future leaks |
| 7 | Clean сварной шов |
1.
 Подготовка рабочего места
Подготовка рабочего местаПеред сваркой убедитесь, что вы работаете в проветриваемом помещении. Если вы работаете на улице, вам придется отложить работу, если ветер дует со скоростью более пяти миль в час. Защитный газ для сварщиков MIG и TIG будет сдуваться при слабом ветре и не сможет должным образом защитить сварной шов от загрязнения.
Если в баке есть вода, слейте ее перед использованием сварочного аппарата. Присутствие воды на другой стороне сварного шва будет препятствовать правильному нагреву вашего сварочного аппарата . Бак не может сплавиться с присадочным металлом, если вода охлаждает металл.
Протрите поврежденный резервуар чистым безворсовым полотенцем и удалите с рабочей зоны все легковоспламеняющиеся материалы. Чистота рабочего места необходима для любого сварочного проекта.
2. Наденьте защитное снаряжение
Перед сваркой бака вам необходимо взять каску, перчатки, фартук и респиратор. Если ветер слишком сильный, чтобы ваш защитный газ работал эффективно, вы можете построить ветрозащитную полосу вокруг рабочего места.
Вы можете развесить сварочные одеяла вокруг себя, чтобы защититься от ветра. Одеяла снабжены люверсами, которые позволяют продеть шнур или веревку через одеяло, чтобы повесить его.
Несмотря на то, что вы будете шлифовать металл перед сваркой, некоторые металлические чешуйки с покрытием могут остаться. Эти хлопья могут выделять токсичные пары при сварке. Наденьте респиратор под шлем, чтобы избежать паров.
3. Отшлифуйте зону сварки
Чтобы свести к минимуму воздействие краски или покрытия резервуара для воды, всегда следует шлифовать металл перед сваркой. Отшлифуйте несколько дюймов по обе стороны от трещины. После шлифовки протрите металл, чтобы удалить чешуйки.
4. Пристегните бак ремнями
Трещина на вашем баке может показаться слишком большой, чтобы ее можно было заделать с помощью сварки. Чтобы уменьшить размер трещины, используйте компрессионный ремень, чтобы затянуть бак. Лента сблизит две стороны трещины и сделает валик более прочным и однородным.
5. Сварка резервуара
Перед началом сварки выберите подходящий присадочный металл для резервуара. Проверьте характеристики продукта, чтобы определить, какой металл подходит для стального или алюминиевого резервуара для воды.
Вам также придется выяснить, какой защитный газ использовать для проекта. Для алюминиевых резервуаров лучше всего подходит сочетание аргона и гелия. Если у вас есть резервуар из нержавеющей стали, попробуйте использовать комбинацию азота и гелия.
Прежде чем вы продолжите чтение, вот статья, которую мы написали о сварочном газе: Какие типы газовой сварки обычно используются? | Они популярны?
Приварите один валик вдоль щели и дайте ему остыть. Очистите борт проволочной щеткой и протрите чистой тряпкой.
6. Приварите еще 2 валика
Чтобы гарантировать, что первый сварной шов закроет трещину, выполните сварку с обеих сторон от первого валика. Это приведет к трем общим шарикам и должно предотвратить любые будущие проблемы с растрескиванием или утечкой.
Метод тройного шва не так привлекателен, как сварка одинарным швом, но он необходим для создания прочного соединения.
Если вы хотите посмотреть, как опытный сварщик выполняет эту технику на алюминиевом резервуаре, посмотрите видео ниже.
7. Очистите сварной шов
После того, как вы закончите тройной валик, очистите валики проволочной щеткой. Протрите металл чистым полотенцем, чтобы удалить остатки чешуек.
Как припаять бак для горячей воды?
Если утечка в баке происходит из трубы, а не из бака, вы можете припаять фитинги трубы, чтобы остановить утечку.
В следующих списках описываются правильные действия по пайке труб вашего резервуара .
| Шаг – №. | Requirements |
| 1 | Clean the pipes |
| 2 | Apply flux |
| 3 | Adjust your torch |
| 4 | Solder the pipe |
Пайка бака для горячей воды шаг за шагом >> Посмотрите видео ниже
1. Прочистите трубы
Большинство утечек происходит в месте соединения двух медных труб. Если у вас корродированная или поврежденная труба, треснутая или дырявая, замените всю трубу перед пайкой. Протрите трубы и фитинги сухой тканью и убедитесь, что бак слит и отсоединен.
2.
 Нанесите флюс
Нанесите флюсНанесите тонкий слой флюса на фитинги. Это защитит металл от загрязнения при нагревании.
3. Отрегулируйте горелку
Установите среднюю настройку горелки. Для пайки требуется равномерный, постоянный нагрев, но вы должны поддерживать низкую температуру из-за тонкого металла резервуара.
4. Припаяйте трубу
Поместите пламя горелки на фитинги труб и медленно перемещайте его, чтобы нагреть металл. Прикоснитесь припоем к фитингу через 10–15 секунд нагрева и дайте припою впитаться в фитинг . Процесс капиллярного действия позволяет припою герметизировать смонтированные трубы.
После того, как трубы остынут, протрите их сухой тряпкой и наполните бак водой. Подсоедините бак и восстановите давление, чтобы проверить наличие утечек.
Заключительные замечания
Протекающий бак для воды может привести к огромному беспорядку и потере имущества. Проржавевшие и сильно поврежденные баки необходимо заменить, но небольшие повреждения, включая небольшие трещины или отверстия, можно заварить.
После того, как вы определите, какие материалы подходят для ремонта вашего резервуара из алюминия или нержавеющей стали, возьмите сварочный аппарат, защитное снаряжение и расходные материалы и приступайте к работе.
Рекомендуемая литература
Можно ли сварить теплообменник? – Все, что вам нужно сделать
Обработка поверхности, позволяющая припаивать алюминий при низкой температуре
|

 Поверхностная обработка алюминия включает в себя нанесение иммерсионного золочения никелем химическим методом (ENIG), которое представляет собой обширную влажную химию и является непомерно дорогостоящим для массового внедрения. Проводящие клеи, в том числе анизотропная проводящая паста (ACP), являются еще одной альтернативой компонентам для пайки.
Поверхностная обработка алюминия включает в себя нанесение иммерсионного золочения никелем химическим методом (ENIG), которое представляет собой обширную влажную химию и является непомерно дорогостоящим для массового внедрения. Проводящие клеи, в том числе анизотропная проводящая паста (ACP), являются еще одной альтернативой компонентам для пайки. Это позволяет сформировать настоящую металлическую связь между припоем и алюминием на контактных площадках. Этот процесс прокладывает путь к крупномасштабному и недорогому производству схем Al-PET. Мы также обсудим детали процесса, используемого для изготовления функциональных алюминиевых схем, изучим полученную связь припой-алюминий, результаты сдвига и анализ СЭМ/ЭДС.
Это позволяет сформировать настоящую металлическую связь между припоем и алюминием на контактных площадках. Этот процесс прокладывает путь к крупномасштабному и недорогому производству схем Al-PET. Мы также обсудим детали процесса, используемого для изготовления функциональных алюминиевых схем, изучим полученную связь припой-алюминий, результаты сдвига и анализ СЭМ/ЭДС.