Какой электрод в зависимости от толщины металла выбрать
О чем статья:
Какой электрод в зависимости от толщины металла выбрать
Если вы начинающий сварщик, то вам будет полезно знать, какой электрод в зависимости от толщины металла выбрать. Всё дело в том, что слишком толстые электроды будут прожигать тонкий металл, а слишком тонкие не смогут его достаточно проварить.
Если такое произойдёт, то ни о какой прочности сварного соединения речи идти не может. В свою очередь, правильно определившись с выбором электрода, нужно знать, какой ток на аппарате выставить.
В общем, о данных нюансах и пойдёт речь в статье.
Имея более 350 000 кв. Футов производственных и складских помещений для удовлетворения расширенных потребностей наших клиентов, мы являемся крупнейшим автоматизированным производителем поддонов, производящим более 2,5 миллиона поддонов в год, включая термо обработанные деревянные поддоны ISPM15, евро поддоны, нестандартные ящики. Больше информации здесь
https://grandlesmarket. ru/pilomaterialy/brusok-strogannyy/brusok-strogannyij-30x40x3000.
ru/pilomaterialy/brusok-strogannyy/brusok-strogannyij-30x40x3000.
Среди многих кто умеет варить, бытует стойкое мнение, что для выполнения большинства работ связанных со сваркой подходит электрод «тройка», то есть, диаметром 3 мм. Однако зачем все усложнять, если нужно сваривать тонкий металл? В продаже сегодня несложно найти электроды диаметром 2 или 1,6 мм.
Остановимся более подробно на том, каким же именно электродом нужно варить металл разной толщины:
Электрод 1,6-2 мм — капризные в плане сварки электроды, но именно их и нужно использовать, если следует варить тонкий металл, толщина которого 1-2 мм. Сварочный ток для сварки электродами «двойка» должен быть небольшой, не более 80 Ампер. Единственный недостаток таких тонких электродов заключается в том, что они сгорают как спички, очень быстро.
Электрод 3-3,2 мм — такими электродами уже можно варить более толстый металл, толщиной до 4 мм. Сварочный ток для электрода «тройка» понадобится чуть больше 80 Ампер. Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Электрод 4 мм — подходит для сварки металлов толщиной от 4 до 6 мм. Это достаточно толстый металл, который плохо берет электрод «тройка». Соответственно для сварки электродами, диаметр которых составляет 4 мм, и сварочный ток понадобится больше, около 120-140 Ампер.
Электрод 5 мм и более — «пятёрка» очень редко используется в быту. Варить такими электродами достаточно сложно, да и сварочный аппарат нужен большого ампеража. Поэтому никто из начинающих сварщиков не использует данные электроды в работе.
Электродом 5 мм варят очень толстые металлы, толщина которых составляет более 6 мм. Сварочный ток при этом выставляют на аппарате в пределах от 180 до 250 Ампер.
Формула для расчета силы тока
Также, чтобы легче было рассчитать силу тока в зависимости от диаметра выбранного электрода, предлагаем вам ознакомиться со следующей формулой. Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.
Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.
То есть, если используется электрод «тройка», то умножаем диаметр на 3 и получаем примерное значение в 90 Ампер. Как видно, все очень просто, и такая формула расчета сварочного тока позволяет более тонко подобрать его требуемые значения в зависимости от толщины электродов.
В любом случае, сначала определяем толщину свариваемого металла, затем выбираем подходящий диаметр электрода, и только после этого рассчитываем требуемую силу тока.
Почему электрод прожигает металл?
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак. Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса. Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Содержание
Почему электрод прожигает металл?
Именно со сваркой тонкого металла, чаще всего и возникает данная проблема, когда электрод отводится от поверхности вверх, возникает длинная дуга, напрочь прожигающая дыру в металле. Именно по этой причине для сварки тонкостенных труб необходимо выдерживать дугу как можно короче, чтобы не прожечь металл.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий. Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла.
Каким электродом варить 1 5 мм металл?
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра.
К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра.
Хорошими электродами для работы с листовым железом будут АНО-21 ф 2,5 мм (Premium), относящиеся к типу Э46. У бренда ESAB рекомендуем электроды ESAB МР-3 ф 3,0 мм, если предстоит варить железо сечением 1.0-1.5 мм. Перечисленные электроды обладают рутиловым покрытием, поэтому при затухании дуги не образуется “козырек”. К такому эффекту склонны расходники с основным типом покрытия.
Какой сваркой варить жесть?
Удобнее всего сваривать тонкий металл аргонодуговой сваркой. С помощью инверторов TIG можно создать узкие швы с минимальным тепловложением. Быстро варить тонкий металл получится полуавтоматом MIG.
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Как правильно подключить держак к инвертору?
Держак с электродом подсоединим к плюсу инвертора.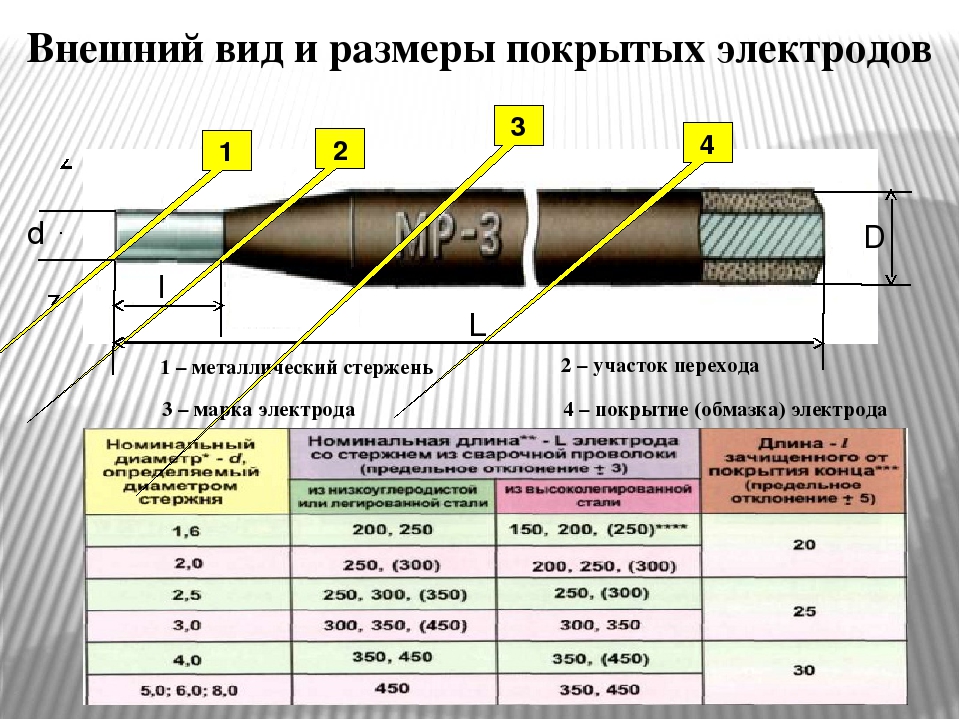 Это будет обратная полярность. Давайте также придумаем весёлую аналогию чтобы легко это запомнить. Обратная дорога домой всегда ближе, значит это хорошо, это плюс.
Это будет обратная полярность. Давайте также придумаем весёлую аналогию чтобы легко это запомнить. Обратная дорога домой всегда ближе, значит это хорошо, это плюс.
Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу. Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Какой полярностью варить металл?
Резюмируем: Для варки и резки стали или чугуна, а также для работы с цветными металлами используется прямая полярность. Для работы с тонкими листами металла или со сплавами применяется обратная полярность.
При сварке постоянным током сварочная дуга может иметь обратную или прямую полярность. В первом случае к электроду подводится плюс от инвертора, а во втором, минус. В результате этого, происходит большее выделение тепла там, где подключён плюс. Если это обратная полярность, то, быстрее всего сгорает электрод, а основной металл прогревается меньше. Если наоборот, плюс подключён к заготовке, то основной металл прогревается лучше.
В результате этого, происходит большее выделение тепла там, где подключён плюс. Если это обратная полярность, то, быстрее всего сгорает электрод, а основной металл прогревается меньше. Если наоборот, плюс подключён к заготовке, то основной металл прогревается лучше.
Что происходит с металлом при сварке?
Окисление металла при сварке.
При нагреве имеющаяся в ржавчине влага испаряется, молекулы воды диссоциируют, а получающийся кислород окисляет металл. Окалина при плавлении металла превращается в оксид железа также с выделением свободного кислорода.
При сварке стали в первую очередь окисляется железо, являющееся основным элементом. Другие элементы окисляются тем быстрее, чем больше химическое сродство данного элемента с кислородом. По степени уменьшения химического сродства с кислородом элементы могут быть поставлены в следующий ряд: алюминий, титан, кремний, марганец, хром, молибден, железо, никель, медь.
Можно ли варить кузов электродами?
Устройство должно подходить для работы с электродом №2, №4, тогда можно будет варить как тонкую сталь кузова, так и металлы с большей толщиной. Класс безопасности прибора. Защита от коротких замыканий, перегрева. Устройство должно автоматически отключаться при возникновении аварийных ситуаций или перегреве.
Класс безопасности прибора. Защита от коротких замыканий, перегрева. Устройство должно автоматически отключаться при возникновении аварийных ситуаций или перегреве.
Чаще всего сварку производят электродами, так как этот вид сварки считается наиболее быстрым и упрощенным. Но использовать такой метод для сварки кузова не рекомендуется, потому что шов будет грубым и автомобиль приобретет неэстетический вид. Аппарат для сварки электродами очень большой, что создаст некоторые неудобства при работе в труднодоступных участках. К тому же подобная работа должна соответствовать правилам техники безопасности.
Что прожигает металл?
Термит обладает чрезвычайно сильным прожигающим действием. Расплавленный термит легко прожигает листы дюраля, стали и железа.
Для большинства металлов подойдёт почти любая концентрированная кислота, а для благородных смесь кислот, например, серной и азотной. Термит без проблем прожжёт. Термитные шашки можно найти. Можно термит сделать – оксид железа, уголь и алюминий.
Что влияет на выбор диаметра электрода?
Выбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения.
На выбор диаметра электрода для сварки влияет толщина свариваемых металлов, положение выполняемых сварочных работ, количество слоёв шовного соединения, а также некоторые другие параметры, включая длину сварочной дуги.
Какая полярность должна быть при сварке алюминия?
Поэтому при TIG сварке используется постоянный ток обратной полярности. Еще одно преимущество такого тока – максимальное проплавление заготовки. Однако, при сварке алюминия, постоянный ток прямой полярности очищает поверхность от оксидов, облегчая процесс сварки.
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»
к другому разъему со знаком «-» через держатель подключают сварочный электрод
Какой полярностью варить профильную трубу?
Зачем нам это знать и как использовать? А просто напросто тонкая профильная труба лучше вариться на прямой полярности.
Обычно варят на прямой полярности, а для более тонких материалов рекомендуют использовать обратную полярность. Это уменьшает вероятность прожега, но при этом растет расход электрода. из-за перегрева.
Какой ток нужен для сварки тонкого металла?
Для сварки тонкого металла необходимо использовать электроды диаметром 3 – 4 миллиметра и ток от 140 до 180 Ампер. Такие параметры электродов должны быть только для металла толщиной 3 миллиметра. Для сварки еще более тонкого металла нужно использовать электроды от 0,5 мм до 2,5.
Для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм. Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Какой металл можно варить электродом 3 мм?
Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Металл разбрызгивается меньше, шлак легко отходит. Еще один плюс — можно варить влажные, плохо очищенные и даже ржавые поверхности. По тем же критериям можно посоветовать электроды ОЗС-12 либо МР-3. Рекомендуемый диаметр — 3-4 миллиметра. Освоив работу этими электродами, можно перейти на ОК 53.70, УОНИ, ЛБ52У, Kessel и Bohler (два последних — производства Австрии и Германии).
Какой сваркой лучше варить тонкий металл?
Удобнее всего сваривать тонкий металл аргонодуговой сваркой. С помощью инверторов TIG можно создать узкие швы с минимальным тепловложением. Быстро варить тонкий металл получится полуавтоматом MIG.
Тонкостенные конструкции лучше всего сваривать тонкими электродами — 1.6-2 мм. Для тонкого металла нужно понижать сварочный ток. Электроды большого диаметра здесь не подойдут — на малом токе они будут гасить дугу. А если на том же электроде диаметром 3 мм прибавить ток до требуемого значения, то тонкостенное металлоизделие сразу же начнёт гореть. Так что лучше применять электроды 1. 6-2 мм в диаметре. Устанавливайте пониженный сварочный ток.
6-2 мм в диаметре. Устанавливайте пониженный сварочный ток.
Какой ток нужен для электрода 3?
Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер. Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А. Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
Каким электродом варить металл 1.5 мм?
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра.
Хорошими электродами для работы с листовым железом будут АНО-21 ⌀ 2,5 мм (Premium), относящиеся к типу Э46. У бренда ESAB рекомендуем электроды ESAB МР-3 ⌀ 3,0 мм, если предстоит варить железо сечением 1.0-1.5 мм. Перечисленные электроды обладают рутиловым покрытием, поэтому при затухании дуги не образуется “козырек”.
Каким электродом варить металл 6 мм?
При катете шва 3-5 мм сварку производить электродом диаметром 3-4 мм, при катете 6-8 мм применять электроды диаметром 4-5 мм. Сварку в вертикальном положении производят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром не более 4 мм.
Если нужно сварить детали толщиной от 6 до 12 мм, предпочтение отдают электродам от 6 до 12 мм. Толстостенные заготовки для рядовых и ответственных конструкций (13 мм и более) варят электродами с диаметром 5–6 мм. Во избежание прожога металла ручная сварка тонколистовых изделий (менее 1,5 мм) не осуществляется.
Какой электрод для какой толщины металла?
если толщина заготовки 1,5-2 мм, то диаметр расходника должен быть 2-2,5 мм; 3 мм металла – 2,5-3 мм электрода; для стенок толщиной 4-5 миллиметров выбирают стержни 3-4 мм; 6-10 мм соответственно 4-5 мм.
Основные рекомендации по выбору диаметра электрода.
Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм
Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм
При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм
Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм
Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм
Какой толщины металл можно варить электродами 4 мм?
Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм. Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм. При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм. Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
Электрод 4 мм — подходит для сварки металлов толщиной от 4 до 6 мм. Это достаточно толстый металл, который плохо берет электрод «тройка». Соответственно для сварки электродами, диаметр которых составляет 4 мм, и сварочный ток понадобится больше, около 120-140 Ампер.
Соответственно для сварки электродами, диаметр которых составляет 4 мм, и сварочный ток понадобится больше, около 120-140 Ампер.
Какой электрод выбрать для сварки?
Рейтинг лучших электродов для сварки
| Категория | Место | Наименование |
|---|---|---|
| Лучшие электроды с рутиловым покрытием | 1 | ESAB-SVEL ОК 46.00 |
| 2 | Lincoln Electric Omnia 46 | |
| 3 | ОЗС-12 (СпецЭлектрод, Москва) | |
| 4 | Ресанта МР-3 |
Распределение по сериям выглядит так:
Для переменного тока — AHO, MP, ОЗС, ESAB ОК (также могут работать на постоянном токе)
Для постоянного тока — УОНИ, ОЗАНА, ЦЛ, ОЗЛ, ЭА, АНЦ/ОЗМ и др
Каким электродом варить профильную трубу 1 5 мм?
Для трубы 1.5 мм берите электроды диаметром 2 мм, труба 2мм-электроды 2.5 мм, труба 3 и более мм-берите электроды диаметром 3 мм. В нашем примере будет профильная труба 60 на 30 мм, толщина стенки 2 мм, соответственно мы будем использовать электроды с рутиловым покрытием, диаметром 2. 5 мм.
5 мм.
Если толщина трубы 1,5-2 мм, то нужны электроды 2,5 мм диаметром, ими нормально варить трубу между собой и к столбам. Совсем недавно как раз варил такой профиль стенка 1.5 мм. Электрод LB-52U 2.5 мм самое то. Хорошо варят на малых токах, шов плотный без шлака. Я себе печку в гараж лосиноостровскими сварил, держится пока что отлично.
Как выбрать полярность при сварке?
Для варки и резки стали или чугуна, а также для работы с цветными металлами используется прямая полярность. Для работы с тонкими листами металла или со сплавами применяется обратная полярность.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак. Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса. Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Можно ли варить тонкий металл инвертором?
Для варки тонкого металла специалисты советуют применять полуавтоматическое сварочное оборудование. В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно. При варке тонкого металла инвертором первой трудностью, с которой вы столкнетесь, будет выбор оптимальной температуры.
Варить тонкий металл рекомендуется только на малых токах сварочного инвертора. Ниже в таблице мы привели нормы касательно диаметра электродов и силы тока. Если используются электроды диаметром в 1,5 мм, то сила тока должна быть не более 45 ампер. Для электродов 2 мм, силу тока следует повысить до 60 ампер. Электроды для сварки тонкого металла. Варить тонкий металл новичкам рекомендуется рутиловыми электродами.
Как правильно варить профильные трубы?
Сварка профильной трубы встык
- нужно сделать прихватки по углам сечения, поправить стыковку и сделать обварку по всему периметру;
- тонкостенные изделия проваривают за один проход, толстостенные — в несколько;
- дугу следует вести так, чтобы металл не проседал, а кромки успевали оплавляться;
Вот основные из них: Варить профильную трубу лучше всего электродом 2 мм; Нужно выставлять небольшой сварочный ток до 60 Ампер; Сваривать профильные трубы рекомендуется за один проход.
Какой сваркой варить забор?
Однако есть всего несколько видов электродов, которыми можно подварить или полностью сварить металлический забор. Точнее, это всего лишь два вида: МР-3 и АНО-21. Однако, зная эти два вида электродов, Вам может быть сложно вделать выбор в пользу того или иного вида.
Все они могут использоваться для полного сваривания забора, либо для его подварки. Чаще всего сварщики покупают для этих целей следующие марки электродов: АНО-6, АНО-21, МР-3, ОЗС-6, ОЗС-12, УОНИ-13/55. Если человек впервые пытается работать со сваркой, ему лучше отдать предпочтение электродам, у которых рутиловое покрытие. Варить рутиловыми электродами проще, чем обычными.
Какие электроды лучше для инверторного сварочного аппарата?
Наши специалисты рекомендуют при сварке инвертором использовать:
- Высоколегированная и нержавеющая сталь (нержавейка) – ОЗЛ-8, ЦЛ-11, НЖ-13, ОЗЛ-6 по ГОСТ 9466-75 и ТУ.

- Используйте электроды для углеродистых и низкоуглеродистых сталей – ОЗС 12, АНО – 21, МР-3, МР-3С по ГОСТ 9466-75 и ТУ.

Так, например:
Для работы с низколегированными и низкоуглеродистыми сталями потребуются углеродные электроды для инвертора
Для сварки легированной стали, предпочтительно использовать электроды марок АНО-21, МР-3, ОЗС-4 и некоторые другие
Сварка чугуна осуществляется специальными электродами марки ОЗЧ-2
Какой толщину металла можно варить электродом 3 мм?
Диаметр электрода и сила тока
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
|---|---|---|
| 3 | 3… 4 | 80… 160 |
| 4 | 4… 6 | 120… 200 |
| 5 | 6… 8 | 180… 250 |
| 5… 6 | 10… 24 | 220… 320 |
При толщине заготовок 2,5–3 мм для ММА сварки можно использовать электроды диаметром 3 мм. При работе с более толстыми заготовками (4–5 мм) сварщики, как правило, применяют стержни толщиной 3 или 4 мм.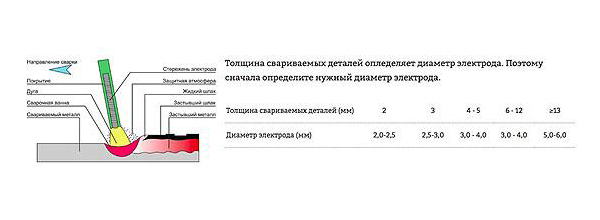 Если нужно сварить детали толщиной от 6 до 12 мм, предпочтение отдают электродам от 6 до 12 мм. Толстостенные заготовки для рядовых и ответственных конструкций (13 мм и более) варят электродами с диаметром 5–6 мм.
Если нужно сварить детали толщиной от 6 до 12 мм, предпочтение отдают электродам от 6 до 12 мм. Толстостенные заготовки для рядовых и ответственных конструкций (13 мм и более) варят электродами с диаметром 5–6 мм.
Какая длина дуги должна быть если диаметр электрода 5 мм?
Таблица 1.
| Диаметр | Длина электрода | Сварочный ток, А |
|---|---|---|
| 3 | 300, 350 | 80-110 |
| 3,25 | 300, 350 | 80-110 |
| 4 | 450 | 140-180 |
| 5 | 450 | – |
Поэтому при подборе данного значения, следует отталкиваться от силы тока и диаметра используемых электродов для сварки:
Для электродов до 2 мм — длина дуги составляет 2-2,5 мм
Для электродов 3 мм — длина дуги составляет 3,5 мм
Для электродов 4 мм — длина дуги составляет 4,5 мм
Для электродов 5 мм — длина дуги выдерживается в пределах 5,5 мм
Чему равен диаметр электрода?
В соответствии с маркой номинальный диаметр электрода равен d4, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Электроды представляют собой металлические стержни, изготовляемые из специальной стальной сварочной проволоки диаметром 1…12 мм и длиной от 200 до 450 мм, на поверхность которых наносят покрытия определенных составов и толщины.
Какая сила тока в сварочном аппарате?
Большинство таких аппаратов имеют реальную рабочую силу тока от 140 до 180 Ампер. А порой, встречаются инверторы с током и в 120 Ампер, на корпусе которых гордо указана цифра – 250.
Необходимый сварочный ток напрямую зависит от толщины металла, с которым придется работать. Под конкретную толщину металла подбирают максимальный диаметр электрода. Если работать с толщиной металла 1–2 мм, максимальная сила тока будет составлять 65–85 А. При сварке металла толщиной 2–5 мм понадобится сила тока 100–120 А. Если металл толщиной 5–10 мм, нужно рассчитывать на максимальную силу тока 210–240 А.
Для чего предназначены электроды Уони 13 55?
УОНИ-13/55 (НАКС, РРР, КСМ) Электроды УОНИ-13/55 с основным покрытием предназначены для ручной электродуговой сварки особо ответственных конструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей, работающих при знакопеременных нагрузках и отрицательных температурах до -50 °С.
Электроды УОНИ-13/55 с основным покрытием предназначены для ручной электродуговой сварки особо ответственных конструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей, работающих при знакопеременных нагрузках и отрицательных температурах до -50 °С. Стержень электрода – проволока марки Св-08А ГОСТ 2246-70.
Какой нужен ток для электрода 2 мм?
Ток сварки для электрода 2 мм
потребуется напряжение от 30 до 80 А. Большой разброс в значениях зависит от металла и выбранного пространственного положения.
При сварке инвертором нужно использовать размеры электродов от 1,5 до 2 мм с высоким коэффициентом расплавления, тогда шов будет качественным. Сила тока устанавливается небольшая: примерно 30-45 ампер для 1,5 мм электрода и 40-60 ампер для 2 мм. Для того, чтобы минимизировать степень нагрева тонкого материала, детали нужно поставить вертикально и варить сверху вниз.
Сила тока устанавливается небольшая: примерно 30-45 ампер для 1,5 мм электрода и 40-60 ампер для 2 мм. Для того, чтобы минимизировать степень нагрева тонкого материала, детали нужно поставить вертикально и варить сверху вниз.
Сварочные стержни, нержавеющая сталь 309L-16, 4 мм, ММА или палка, 1 кг 2 32.23
(включая 38.68)
1 кг 309 л -16 сварочных стержней MMA диаметром 4,0 мм. Никко сталь.
Закажите сейчас с доставкой в четверг.
Заработайте 32 балла при покупке этого предмета.
- Описание
- Спецификация
- Отзывы
4,0 мм NSB-309L-16 Сварочные стержни Nikko Steel – нержавеющая сталь 309L для сварки MMA
Эти стержни, имеющие сертификат CE, соответствуют требованиям AWS A5.4 E309L-16
BS EN 1600, JIS Z 3221, E23 12 L R
Диаметр 4,0 мм, эти стержни идеально подходят для работ по соединению толстой низкоуглеродистой стали с нержавеющей сталью. Рекомендуемая сила тока 120-170 ампер, они продаются упаковками по 1 кг.
Рекомендуемая сила тока 120-170 ампер, они продаются упаковками по 1 кг.
Мы предпочитаем стержни марки Nikko за качество результата сварки, а также за то, насколько хорошо эти стержни работают с точки зрения легкости поджига и меньшего количества брызг по сравнению с другими стержнями на рынке. Они могут стоить немного дороже, чем другие, но для хорошей отделки эти удилища оказываются отличным соотношением цены и качества.
Стержни 309L-16 можно использовать в большинстве положений;
PA — 1G, 1F, 1FR — горизонтальное положение
PB – 2F, 2FR – Горизонтальное вертикальное положение, фиксированная труба и вращение трубы
ПК – 2G – Фиксированная труба
PF — 3G в гору, 3F в гору — Вертикальное верхнее положение
PE — 4G — положение над головой
What Nikko Say:
Описание:
Металлургически усовершенствованный флюс на основе рутила, в состав которого входят сбалансированные добавки химически основных, амфотерных и кислых минералов, а также небольшие легирующие добавки для компенсации потерь в дуге. Флюс концентрически выдавливается на полностью легированную сердечную проволоку и связывается смесью силикатов, что обеспечивает как прочность покрытия, так и устойчивость к последующему поглощению влаги.
Флюс концентрически выдавливается на полностью легированную сердечную проволоку и связывается смесью силикатов, что обеспечивает как прочность покрытия, так и устойчивость к последующему поглощению влаги.
Характеристики стержня:
Этот уникальный состав флюса обеспечивает превосходную стабильность дуги, простоту первоначального и повторного зажигания дуги, минимальное разбрызгивание на переменном токе и практически полное отсутствие на постоянном токе+. Полученные сварные швы получаются гладкими, равномерно волнистыми и без подрезов, а отделяемость шлака превосходна. Извлечение металла составляет около 103% по отношению к массе сердечника.
Сварка:
Применения для электрода можно найти в химической, нефтехимической и криогенной промышленности по обработке и хранению, а также в пищевой, пивоваренной и фармацевтической промышленности. Переходные сварные швы между нержавеющей сталью и ферритной сталью сваривают плакированные пластины или в качестве буферного слоя на ферритной стали перед завершением с более традиционной низкоуглеродистой аустенитной нержавеющей сталью, такой как 304L.
Типичный состав %:
С: 0,02
Мн: 1,4
Si: 0,8
С: 0,01
Р: 0,02
Кр: 24
№: 13
Мо: 0,10
Cu: 0,25
Fe: Баланс
FN: 15
Типичные свойства металла сварного шва
Прочность на растяжение: 570 Н/мм кв
Энергия удара: 50 Дж
Уменьшение площади: 50 RA
Удлинение 4d: 42%
0,2% Доказательство напряжения: 500 Н/мм кв.
H.V 220
Повторный обжиг
Отсыревшие электроды необходимо повторно высушить при 150°С в течение 1 часа.
Написать отзыв
4,0 мм NSB-309L-16 Nikko Steel – Сварочные стержни MMA из нержавеющей стали 309L
В комплекте с сертификатом CE эти стержни соответствуют AWS A5.4 E309L-16
Диаметр 4,0 мм, эти стержни идеально подходят для работ по соединению толстой низкоуглеродистой стали с нержавеющей сталью. Рекомендуемая сила тока 120-170 ампер, они продаются упаковками по 1 кг.
Рекомендуемая сила тока 120-170 ампер, они продаются упаковками по 1 кг.
Мы предпочитаем стержни марки Nikko за качество результата сварки, а также за то, насколько хорошо эти стержни работают с точки зрения легкости поджига и меньшего количества брызг по сравнению с другими стержнями на рынке. Они могут стоить немного дороже, чем другие, но для хорошей отделки эти удилища оказываются отличным соотношением цены и качества.
Стержни 309L-16 можно использовать в большинстве положений;
PA — 1G, 1F, 1FR — горизонтальное положение
PB – 2F, 2FR – Горизонтальное вертикальное положение, фиксированная труба и вращение трубы
ПК – 2G – Фиксированная труба
PE — 4G — положение над головой
What Nikko Say:
Описание:
Металлургически усовершенствованный флюс на основе рутила, в состав которого входят сбалансированные добавки химически основных, амфотерных и кислых минералов, а также небольшие легирующие добавки для компенсации потерь в дуге. Флюс концентрически выдавливается на полностью легированную сердечную проволоку и связывается смесью силикатов, что обеспечивает как прочность покрытия, так и устойчивость к последующему поглощению влаги.
Флюс концентрически выдавливается на полностью легированную сердечную проволоку и связывается смесью силикатов, что обеспечивает как прочность покрытия, так и устойчивость к последующему поглощению влаги.
Характеристики стержня:
Этот уникальный состав флюса обеспечивает превосходную стабильность дуги, простоту первоначального и повторного зажигания дуги, минимальное разбрызгивание на переменном токе и практически полное отсутствие на постоянном токе+. Полученные сварные швы получаются гладкими, равномерно волнистыми и без подрезов, а отделяемость шлака превосходна. Извлечение металла составляет около 103% по отношению к массе сердечника.
Сварка:
Применения для электрода можно найти в химической, нефтехимической и криогенной промышленности по обработке и хранению, а также в пищевой, пивоваренной и фармацевтической промышленности. Переходные сварные швы между нержавеющей сталью и ферритной сталью сваривают плакированные пластины или в качестве буферного слоя на ферритной стали перед завершением с более традиционной низкоуглеродистой аустенитной нержавеющей сталью, такой как 304L.
Типичный состав %:
С: 0,02
Мн: 1,4
Si: 0,8
С: 0,01
Р: 0,02
Кр: 24
№: 13
Мо: 0,10
Cu: 0,25
Fe: Баланс
Типичные свойства металла сварного шва
Прочность на растяжение: 570 Н/мм кв
Энергия удара: 50 Дж
Уменьшение площади: 50 RA
Удлинение 4d: 42%
0,2% Доказательство напряжения: 500 Н/мм кв.
H.V 220
Повторный обжиг
Отсыревшие электроды необходимо повторно высушить при 150°С в течение 1 часа.
Написать отзыв
Отзывы покупателей (0)
Китайский производитель сварочных электродов, сварочный электрод, поставщик E6013
Дом Производители/Поставщики
Еще
Список продуктов
Выбранные поставщики, которые могут вам понравиться
Проволока Incoloy 825/проволока/сварочная проволока (UNS N08825, 2.