Точность станка. Испытания металлорежущих станков на точность
Общие замечания
Испытание станков на точность является одним из основных разделов программы испытаний при приемке серийных станков и опытных образцов новых моделей.
Измерения геометрической точности станков относятся к области метрологических работ.
Под геометрической точностью станка, характеризующей качество его изготовления и установки, понимается:
- степень приближения поверхностей, базирующих заготовку и инструмент, к геометрически правильным поверхностям;
- соответствие перемещений в направляющих опорах основных узлов станка, несущих заготовку и инструмент, расчетным геометрическим перемещениям;
- точность расположения базирующих поверхностей относительно друг друга и относительно направляющих опор, определяющих основные перемещения и обусловливающих формообразование обрабатываемых поверхностей;
- точность установки линейных и угловых размеров и точность кинематических цепей передачи.

В процессе обработки изделий возникают усилия, вызывающие деформацию узлов станка, обрабатываемой заготовки и инструмента, а также выделяется тепло, вызывающее тепловые деформации их.
Геометрическая точность станка является важной его характеристикой, но не может в полном объеме характеризовать точность обрабатываемых на станке изделий.
Геометрическая точность станка определяется рядом проверок с помощью измерительных инструментов и приборов. Измерение обработанных на чистовых режимах образцов является косвенной оценкой этой точности и дополняет указанные проверки.
Установка станков перед испытанием на точность
Перед испытанием на точность станок устанавливается на испытательном стенде или на фундаменте на опоры, предусмотренные конструкцией станка. Это должно быть проделано очень тщательно, так как геометрическая точность станка в ряде случаев зависит от точности его установки. Существуют следующие виды установки станков при испытании:
1. Установка станка на три точки опоры обычно применяется для прецизионных станков небольших размеров с жесткой станиной, работающей без дополнительного повышения ее жесткости фундаментом.
Установка станка на три точки опоры обычно применяется для прецизионных станков небольших размеров с жесткой станиной, работающей без дополнительного повышения ее жесткости фундаментом.
Установка станка в горизонтальное положение производится регулировкой опор. Выверка производится уровнями, устанавливаемыми в продольном и поперечном направлениях.
При установке станка все его перемещающиеся части (столы, каретки, суппорты, бабки и др.) должны занимать средние положения.
Следует учитывать возможность изменения положения станка на опорах во время испытания; для исключения ошибок необходимо контролировать положение станины дополнительным уровнем.
2. Установка станка (при эксплуатации) на число опор более трех является наиболее распространенным способом. Станина станка при этом жестко связывается с фундаментом болтами, чем увеличивается ее жесткость.
При установке такого станка для испытания на стенде или фундаменте выверкой с помощью клиньев или башмаков станина станка, не обладающая достаточной жесткостью, деформируется под действием собственного веса и веса смонтированных на ней узлов.
Поэтому установка станка на многих опорах производится с помощью измерения уровнями деформаций станины в отдельных ее частях. Регулировкой опор станина устанавливается в положение, при котором ее деформации будут наименьшими. В процессе испытания станка на точность может иметь место дополнительная регулировка опор в пределах допустимых деформаций станины с проверкой взаимного расположения отдельных частей станка.
При испытании станков, станины которых обладают достаточной жесткостью и работают без закрепления их фундаментными болтами или на виброизолирующих опорах, не допускается в процессе испытания на точность дополнительная регулировка опор.
Установка станка перед испытанием должна быть произведена согласно установочному чертежу, но без затяжки фундаментных болтов.
Точность установки станка перед испытанием указана в каждом разделе приведенных ниже норм точности.
Определение основных отклонений
Основные понятия отклонений формы и расположения линейчатых поверхностей, применяемых в стандартах на нормы точности в соответствии с общими условиями испытания станков на точность по ГОСТ 8-53:
1.
 Непрямолинейность поверхности (в заданном направлении, рис. 124)
Непрямолинейность поверхности (в заданном направлении, рис. 124)Определение
Наибольшее отклонение от прямой линии (AB) профиля сечения проверяемой поверхности, образованного перпендикулярной к ней плоскостью (I), проведенной в заданном направлении; прямая линия проводится через две выступающие точки (a, b) профиля сечения.
2. Неплоскостность поверхности (рис. 125)
Определение
Наибольшее отклонение проверяемой поверхности от плоскости, проведенной через три выступающие точки поверхности (а, Ь, с).
3. Непараллельность поверхностей (рис. 126)
Определение
Наибольшая разность расстояний между плоскостями, проходящими через три выступающие точки каждой из поверхностей (Н и H1), на заданной длине (L).
4. Неперпендикулярность поверхностей (рис. 127)
Определение
Наибольшее отклонение угла, образованного двумя поверхностями и измеренного в заданной точке линии их пересечения или в двух крайних и средней точке этой линии (углы a, γ.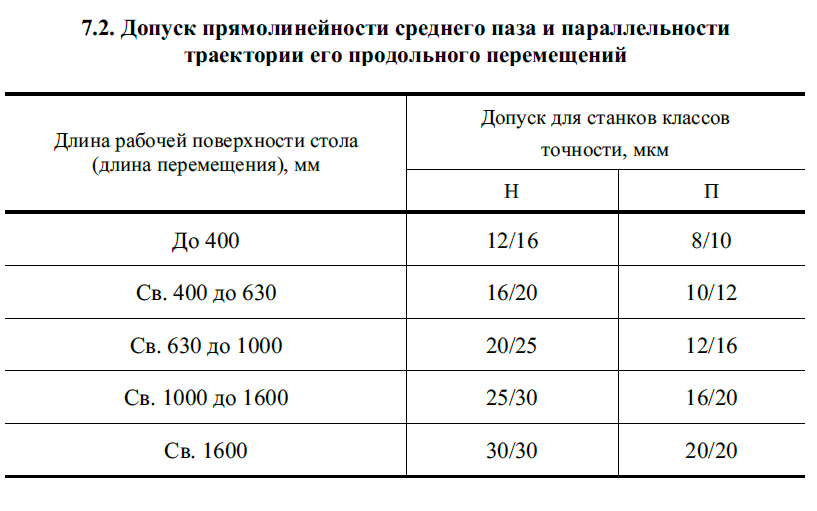 δ), от прямого угла.
δ), от прямого угла.
5. Овальность (рис. 128)
Определение
Наибольшая разность между наибольшим и наименьшим диаметрами в двух крайних и среднем сечениях или в одном обусловленном сечении (D — d; D1—d1).
6. Конусность (рис. 129)
Определение
Отношение наибольшей разности диаметров двух поперечных сечений проверяемой поверхности (D — d) к расстоянию между этими сечениями (L).
7. Огранка (рис. 130)
Определение
Наибольшая разность между диаметром окружности, в которую вписан контур сечения проверяемой поверхности, и расстоянием между двумя параллельными плоскостями, касательными к этой поверхности.
8. Непрямолинейность образующей (рис. 131)
Определение
Наибольшее отклонение профиля осевого сечения проверяемой поверхности от прямой линии (АВ; CD), проведенной через две выступающие точки профиля.
9. Радиальное биение (рис. 132)
Определение
Наибольшая разность расстояний (а) от проверяемой поверхности до оси ее вращения.
10. Торцовое биение (рис. 133)
Определение
Наибольшая разность измеренных параллельно оси проверяемой торцовой поверхности расстояний до плоскости, перпендикулярной к оси вращения (l
11. Осевое биение (рис. 134)
Определение
Наибольшее перемещение (x) проверяемой детали вдоль оси ее вращения в течение полного ее оборота вокруг этой оси.
12. Несовпадение осей (рис. 135)
Определение
Наибольшее расстояние (с) между центрами поперечных сечений проверяемых поверхностей в пределах заданной длины (l)•
Примечание. В ГОСТ 10356—63 приведены определения отклонений формы и расположения поверхностей, несколько отличающиеся от приведенных выше определений, принятых по действующему ГОСТ 8—53.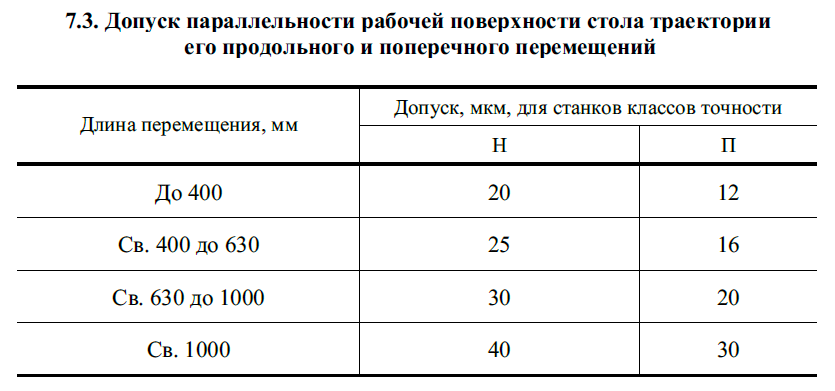
Измерение прямолинейности и плоскостности направляющих поверхностей станков
Прямолинейное движение в металлорежущих станках наряду с круговыми представляет главный и наиболее распространенный вид движения и перестановки подвижных частей станка относительно его базовых деталей (станины, стоек, траверс и т д.) и осуществляется с помощью направляющих поверхностей.
Прямолинейность движения определяет точность формы и взаимное расположение обрабатываемых на станке поверхностей, точность координатных и расчетных перемещений, точность установки переставляемых деталей, узлов и механизмов, взаимодействие механизмов, соединяющих подвижные и неподвижные части станка.
В свою очередь, точность прямолинейного движения определяется точностью изготовления и монтажа направляющих поверхностей базовой детали, т. е. степенью приближения их по форме и взаимному расположению к заданным геометрическим формам.
Измерение прямолинейности системы направляющих включает:
- проверку прямолинейности отдельных направляющих поверхностей или следов их пересечения;
- определение взаимного расположения в одной или параллельных плоскостях двух направляющих поверхностей или следа пересечения двух поверхностей и третьей направляющей.
Реальные направляющие поверхности не представляют геометрически правильных плоскостей из-за погрешностей, вносимых в процесс их формообразования совокупностью технологических и других факторов, и только в большей или меньшей степени приближаются по своей форме к плоскостям.
Измерение прямолинейности направляющей поверхности имеет целью установление ее действительной формы с помощью координат, выраженных в линейных величинах и определяющих отклонения направляющей поверхности от исходной геометрической плоскости или следа пересечения поверхностей от геометрической прямой.
Методы и средства измерения прямолинейности основываются на двух видах измерений:
- измерение линейных величин, определяющих координаты элементарных площадок поверхности направляющей относительно исходной прямой линии;
- измерение угловых величин, определяющих углы наклона отдельных участков направляющей, ограниченных элементарными площадками относительно исходной прямой линии
За исходную прямую линию принимаются: линия горизонта, прямолинейный луч света, проекция горизонтально натянутой струны на горизонтальную плоскость, материализованный эталон прямой — линейки и т. д.
д.
Сущность методов измерения линейных величин (оптическим методом визирования, измерением по струне, гидростатическими методами) заключается в том, что координаты элементарных площадок поверхности направляющей определяются непосредственным измерением. Изменение определяет координату элементарной площадки относительно исходной прямой.
Измерение каждой данной площадки не зависит от измерения координат других площадок, за исключением крайних, по которым устанавливаются относительно друг друга измеряемый объект и исходная прямая.
Сущность методов измерения угловых величин (уровнем, коллимационным и автоколлимационным методами) заключается в том, что положение элементарных площадок не измеряется относительно исходной прямой, а определяется взаимное расположение двух соседних площадок последовательно по всей длине направляющей.
Кроме проверки прямолинейности отдельной направляющей, возникает необходимость проверки идентичности формы двух направляющих, которая осуществляется с помощью уровня.
Сущность метода проверки идентичности формы направляющих (извернутости или винтообразности направляющих) заключается в определении посредством уровня углов поворота мостика, установленного в поперечном направлении на две направляющие и перемещаемого вдоль этих направляющих.
Так как допуски на извернутость направляющих назначаются в угловых величинах (часто в делениях шкалы уровня), то результаты измерения непосредственно отражают идентичность формы направляющих. Извернутость определяется наибольшей разностью показаний уровня.
Измерение точности кинематических цепей металлорежущих станков
При проверке точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков необходимо измерение точности всей винторезной цепи, включая передаточные зубчатые колеса и механизм ходового винта. Отдельные погрешности, определяющие точность этой цепи: осевое биение шпинделя, прямолинейность направляющих, осевое биение ходового винта и т. д. регламентируются рядом самостоятельных проверок.
д. регламентируются рядом самостоятельных проверок.
Измерение точности винторезной цепи производится с помощью эталонного винта, устанавливаемого в центрах испытываемого станка, и измерительного прибора (отсчетного или самопишущего), устанавливаемого на месте режущего инструмента.
Измерение осуществляется на ходу путем непосредственного контакта измерительного стержня прибора витка эталонного винта при настройке станка на шаг этого винта. Таким образом, проверка производится в условиях аналогичных нарезанию резьбы.
При проверке точности кинематических цепей зуборезных станков применяется теодолит с коллиматором или специализированная аппаратура.
Измерение точности абсолютных перемещений по шкалам производится, главным образом, на прецизионных координатно-расточных станках, координатные системы которых перемещаются на заданные размеры с помощью штриховых мер (шкал и масштабных устройств) или по ходовым винтам, снабженным коррекционными устройствами.
Проверка точности абсолютных перемещений производится по образцовым штриховым мерам с помощью отсчетного микроскопа.
Испытания точности координатно-расточных станков должны производиться высококвалифицированным персоналом в особых температурных условиях по аттестованным образцовым штриховым мерам.
Замеренная точность координатных перемещений будет зависеть от места установки образцовой меры в рабочем пространстве станка. При этом следует выбирать наиболее часто встречающиеся зоны обработки в рабочем пространстве.
Необходимо также учитывать отклонения образцовой штриховой меры по ее аттестату с тем, чтобы определить действительные величины координатных перемещений.
Средства измерения точности металлорежущих станков
Приборы и инструмент общего назначения, применяемые для большинства испытаний точности станков (контрольные линейки и угольники, уровни, щупы, концевые меры, контрольные оправки, индикаторы и микрокаторы и т. д.), достаточно просты и не требуют специальных указаний по их применению.
Все средства измерения, применяемые для проверки точности станков, должны быть соответствующим образом проверены и аттестованы, а их погрешности учтены при проведении измерений.
Необходимо иметь в виду, что в ряде случаев погрешности измерительных приборов и инструмента могут быть автоматически исключены из результатов измерений путем известных в измерительной технике приемов, например: перестановки контрольных оправок с поворотом их на 180°, «раскантовки» уровня при проверке горизонтальности, «раскантовки» угольника при проверке перпендикулярности, измерения прямолинейности двумя гранями проверочной линейки с учетом их непараллельности и др.
Такие приемы измерения обеспечивают высокую точность проверок и должны применяться во всех случаях, где это представляется возможным.
Относительно небольшое количество ответственных проверок, характеризующих точность станка, требует применения специальных измерительных приборов.
Применение этих приборов предполагает наличие квалифицированного персонала, владеющего навыками работы с такими приборами.
К числу специальных измерительных приборов относятся:
- оптические приборы для измерения прямолинейности направляющих — коллимационные и автоколлимационные приборы, визирные трубы, применяемые также для проверки соосности и других целей;
- оптические приборы для измерения углов — теодолиты и коллиматоры, делительные диски с отсчетными микроскопами, применяемые для проверки делительных цепей станков, делительных механизмов и др. ;
- эталонные винты и специальные измерительные и самопишущие приборы для проверки точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков;
- прецизионные штриховые меры и отсчетные микроскопы для измерения точности перемещений координатных систем прецизионных координатно-расточных и некоторых других станков;
- приборы для непрерывной проверки делительных цепей зуборезных станков.
 ;
;При проведении измерений специальными приборами и при обработке результатов измерения необходимо руководствоваться инструкциями и наставлениями к этим приборам.
Методы проверки и средства измерения, указанные в стандартах на нормы точности станков являются обязательными; применение других методов и средств измерения допускается при условии, что они полностью обеспечивают определение требуемой стандартами точности станков. При проверке станков на точность (без резания) движения узлов станка производятся от руки, а при отсутствии ручного привода — механически на наименьшей скорости.
Если конструктивные особенности станка не позволяют произвести измерение на длине, к которой отнесен допуск, последний пересчитывается на наибольшую длину, на которой может быть произведено измерение. Для длин, значительно отличающихся от той длины, для которой указан допуск, правило пропорциональности допусков неприменимо.
Классификация металлорежущих станков по точности
По разработанной в СССР классификации станков по точности они подразделяются на пять классов, приведенных в табл. 171.
Таблица 171
| Класс точности станка | Обозначение класса точности | Соотношение основных допусков точности станков |
| Нормальной точности станки | Н | 1 |
| Повышенной точности станки | П | 0,6 |
| Высокой точности станки | В | 0,4 |
| Особо высокой точности станки | А | 0,25 |
| Сверхточные станки | С | 0,15 |
Как видно из табл. 171 соотношение между величинами допусков при переходе от класса к классу для большинства показателей точности принято равным φ = 1,6.
171 соотношение между величинами допусков при переходе от класса к классу для большинства показателей точности принято равным φ = 1,6.
Это соотношение позволяет согласовать требования к точности станка с требованиями к точности обрабатываемых на нем изделий, так как коэффициент 1,6 учитывается в системах допусков параметров, характеризующих точность поверхностей изделий широкого применения. Станки повышенной точности, как правило, изготавливаются на базе станков нормальной точности, отличаясь от них, в основном, более точным изготовлением и подбором отдельных деталей и повышенным качеством монтажа.
Станки высокой и особо высокой точности отличаются от предыдущих специальными конструктивными особенностями отдельных элементов, высокой точностью их изготовления и специальными условиями эксплуатации.
Сверхточные станки предназначены для обработки деталей наивысшей точности — делительных зубчатых колес и дисков, эталонных зубчатых колес, измерительных винтов и т. п.
При приемке станков более высокого класса точности, чем регламентируется приведенными ниже нормами, можно использовать принятое соотношение основных показателей точности при переходе от более низкого к более высокому классу путем умножения допускаемых отклонений на 0,6.
Сравнение норм точности ГОСТ и иностранных стандартов
Сравнивая стандарты СССР (ГОСТ) на нормы точности металлорежущих станков с аналогичными стандартами других стран, следует отметить:
- По количеству и номенклатуре охваченных стандартами на нормы точности станков (около 65 действующих ГОСТ) СССР занимает ведущее место.
- Объем испытаний станков на точность, регламентированных в ГОСТ, в основном соответствует принятому в большинстве иностранных стандартов.
Различие, главным образом, касается проверок отдельных деталей (станин, ходовых винтов, делительных дисков), которые контролируются при их изготовлении и сборке и в ГОСТ, как правило, не включаются. - Величины допускаемых отклонений параметров, приведенные в ГОСТ на нормы точности, также в, основном, соответствуют принятым в большинстве иностранных стандартов.
Возросшие требования промышленности к качеству выпускаемых станков, в особенности к их точности, надежности и долговечности, а также условия поставки станков на экспорт, ставят перед станкостроительной промышленностью Советского Союза задачу обеспечения достаточной продолжительности работы станков с заданной точностью.
В частности, при изготовлении станков, поставляемых на экспорт, разрешается использовать только часть поля допуска на точность станков. Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров.
В ближайшее время будут выпущены новые и пересмотренные ГОСТ с более высокими требованиями по ряду показателей точности станков и добавлением повышенных классов точности в соответствии с разработанной классификацией. - Следует иметь в виду, что в отдельных случаях допуски, указанные в иностранных стандартах, неоправдано завышены и поэтому, при сравнении их с нормами точности ГОСТ нужно проверять целесообразность этого завышения, а также анализировать влияние пониженных требований к точности отдельных параметров на точность работы станка в соответствии с его назначением.
- В приведенных таблицах сравнения норм точности ГОСТ и иностранных стандартов (табл. 172—192) не всегда даются совершенно идентичные проверки как по методике их проведения и применяемой контрольной аппаратуре, так и по длинам, к которым отнесены допуски на точность.
В таких случаях в таблицах приведены соответствующие оговорки. Допуски пересчитываются в зависимости от длин, к которым они отнесены. Нужно, также, учитывать, что в различных стандартах принята своя собственная система взаимосвязи отдельных проверок, и буквальное сравнение точности их без учета этой взаимосвязи не всегда дает возможность судить о действительной точности работы станков.
В этих случаях требуется более глубокий анализ сравниваемых показателей точности, а также проверка точности работы станков в совершенно одинаковых условиях. - При сравнении допускаемых отклонений по ГОСТ и иностранным стандартам следует учитывать, что при изготовлении станков, поставляемых заводами Советского Союза на экспорт, разрешается использовать только часть поля допуска на точность по ГОСТ:
0,6 — от величины допуска — для станков нормальной и повышенной точности;
0,8 — от величины допуска — для станков высокой и особо высокой точности.


- Полторацкий Н.Г. Приемка металлорежущих станков, ВнешТоргИздат, 1968
- Батов В.П. Токарные станки, 1978
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Читайте также: Методика проверки токарно-винторезных станков на точность и жесткость
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Точность станков с ЧПУ | Станки с ЧПУ
Точность станков в ненагруженном состоянии называют геометрической. В зависимости от точностной характеристики станки с ЧПУ подразделяют в порядке возрастания точности на четыре класса: нормальной Н; повышенной П; высокой В; особо высокой А.
Станки повышенной точности отличаются от станков нормальной точности в основном более точным выполнением или подбором деталей, а также отдельными особенностями монтажа и эксплуатации у потребителей. Они обеспечивают точность обработки в среднем в пределах 0,6 отклонений, получаемых на станках нормальной точности. Станки с ЧПУ высокой точности класса В обеспечивают точность обработки в пределах 0,4, а станки класса А – в пределах 0,25 отклонений, получаемых на станках нормальной точности. Станки классов В и А получают в результате специального конструктивного исполнения, их узлов и элементов, а также высокой точности изготовления.
При проверке норм точности станков устанавливают* точность геометрических форм и относительного положения опорных поверхностей, базирующих заготовку и инструмент; точность движений по направляющим рабочих органов станка; точность расположения осей вращения и траекторий перемещений рабочих органов станка, несущих заготовку и инструмент, относительно друг друга и относительно базирующих поверхностей; точность обработанных поверхностей образца; шероховатость обработанных поверхностей образца.
Проверка точности
Точность станков с ЧПУ выявляется дополнительно следующими специфическими проверками: точностью линейного позиционирования рабочих органов; величиной зоны нечувствительности, т. е. отставанием в смещении рабочих органов при смене направления движения; точностью возврата рабочих органов в исходное положение; стабильностью выхода рабочих органов в заданную точку; точностью отработки круга в режиме круговой интерполяции; стабильностью положения инструментов после автоматической смены.
При проверках выявляют как точность, так и стабильность, т. е. многократную повторяемость прихода рабочих органов в одно и то же положение, причем зачастую стабильность важнее для достижения точности обработки на станках с ЧПУ, чем сама точность.
Общая допускаемая ошибка при позиционировании рабочих органов Δр = Δ + δ.
Исходя из допускаемых отклонений, наибольшая погрешность в отработке перемещения, например, длиной в 300 мм по осям X и Y для станка класса П составит 17,2 мкм, а для станка класса В – 8,6 мкм.
Для сохранения станком точности в течение длительного времени эксплуатации нормы геометрической точности почти на все проверки при изготовлении станка, по сравнению с нормативными, ужесточают на 40 %. Тем самым завод-изготовитель резервирует в новом станке запас на износ.
Похожие материалы
Станки отделочно-расточные вертикальные. Нормы точности – РТС-тендер
ГОСТ 594-82
Группа Г81
ОКП 38 1262
Дата введения 1983-07-01
Постановлением Государственного комитета СССР по стандартам от 9 августа 1982 г. N 3129 дата введения установлена 01.07.83
Ограничение срока действия снято по протоколу N 2-92 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
ВЗАМЕН ГОСТ 594-77
ПЕРЕИЗДАНИЕ. Июль 2002 г.
Настоящий стандарт распространяется на одношпиндельные вертикальные отделочно-расточные станки общего назначения классов точности П и В с фланцевым креплением шпиндельного узла.
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям на точность – по ГОСТ 8-82.
1.2. Нормы точности станков классов точности П и В не должны превышать значений, указанных в пп.1.3-1.12.
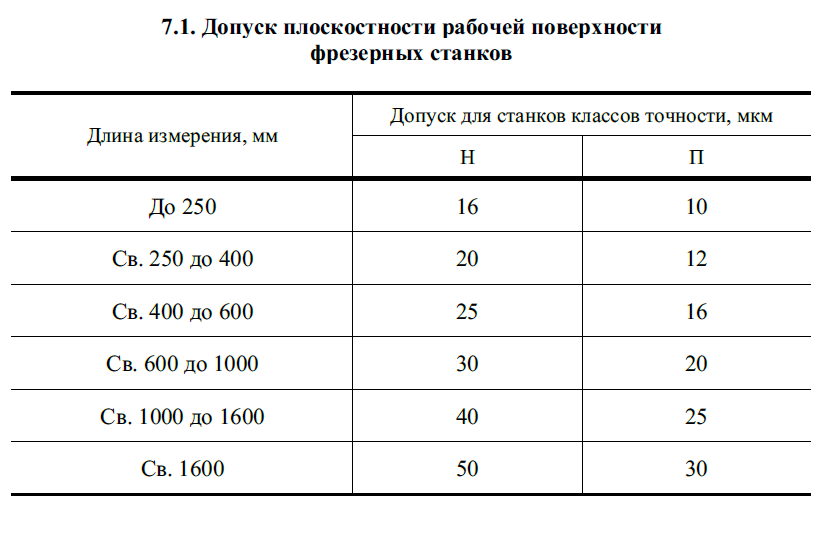
1.3. Плоскостность рабочей поверхности стола (плиты)
Черт.1
Таблица 1
Длина измерения, мм | Допуск, мкм, для станков класса точности | |
П | В | |
До 500 | 16 | 12 |
Св. 500 до 800 | 20 | 16 |
” 800 ” 1250 | 25 | 20 |
” 1250 ” 2000 | 30 | 25 |
Выпуклость не допускается | ||
Измерения – по ГОСТ 22267-76 (разд. 4, метод 3) не менее чем в двух продольных, трех поперечных и двух диагональных сечениях стола (плиты). Крайние сечения должны быть расположены от края стола на расстоянии 0,2 ширины или длины стола (плиты) – см. черт.1.
4, метод 3) не менее чем в двух продольных, трех поперечных и двух диагональных сечениях стола (плиты). Крайние сечения должны быть расположены от края стола на расстоянии 0,2 ширины или длины стола (плиты) – см. черт.1.
1.4. Прямолинейность траектории продольного и поперечного перемещений стола в вертикальной и горизонтальной плоскостях (в поперечном направлении для станков с отсчетным устройством на столе)
Черт.2
Таблица 2
Длина перемещения, мм | Допуск, мкм, для станков класса точности | |
П | В | |
До 320 | 10 | 8 |
Св. | 12 | 10 |
” 500 ” 800 | 16 | 12 |
” 800 ” 1250 | 20 | 16 |
 320 до 500
320 до 500
Измерения – по ГОСТ 22267-76, разд.3, метод 1б.
При измерениях стол перемещают на всю длину хода (черт.2).
1.5. Постоянство положения стола в плоскости, перпендикулярной направлению его перемещения
Черт.3
Допуск, мм/м, для станков класса точности:
Измерения – по ГОСТ 22267-76, разд.13, метод 1.
На рабочей поверхности стола 2, в его средней части, перпендикулярно направлению его перемещения устанавливают уровень 1.
Стол перемещают на всю длину хода (черт.3).
Расстояние между точками измерения не должно превышать 0,2 длины хода стола.
Измерения проводят в трех положениях стола в поперечном направлении.
1.6. Параллельность боковых сторон направляющего паза стола траектории перемещения стола
Черт.4
Таблица 3
Длина перемещения, мм | Допуск, мкм, для станков класса точности | |
П | В | |
До 500 | 16 | 12 |
Св. 500 до 800 | 20 | 16 |
” 800 ” 1250 | 25 | 20 |
На неподвижной части станка укрепляют показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался проверяемой поверхности (черт. 4).
4).
Стол 2 перемещают на всю длину хода, но не более длины паза.
Параллельность измеряют по обеим боковым сторонам направляющего паза стола.
Допускается проводить измерение по контрольной кромке стола.
Отклонение от параллельности траектории перемещения равно наибольшей алгебраической разности показаний показывающего измерительного прибора на всей длине хода.
1.7. Перпендикулярность направления поперечного перемещения стола продольному перемещению (для станков с отсчетным устройством на столе)
Черт.5
Допуск, мкм, для станков класса точности:
Измерения – по ГОСТ 22267-76, разд.8, метод 1.
При измерении стол в продольном направлении устанавливают в среднее положение (черт.5).
1.8. Радиальное биение контрольного пояска шпинделя
Черт. 6
6
Таблица 4
Диаметр фланца шпинделя, мм | Допуск, мкм, для станков класса точности | |
П | В | |
До 200 | 6 | 4 |
Св. 200 до 250 | 8 | 5 |
” 250 ” 320 | 10 | 6 |
Измерения – по ГОСТ 22267-76, разд.15, метод 1 (черт.6).
1.9. Радиальное биение внутреннего конуса шпинделя:
Радиальное биение внутреннего конуса шпинделя:
а) у торца шпинделя;
б) на расстоянии .
Черт.7
Таблица 5
Диаметр фланца шпинделя, мм | Номер пункта | , мм | Допуск, мкм, для станков класса точности | |
П | В | |||
До 200 | 1.7а | – | 6 | 4 |
1. | 200 | 8 | 5 | |
Св. 200 до 250 | 1.7а | – | 8 | 5 |
1.7б | 300 | 10 | 6 | |
Св. 250 до 320 | 1.7а | – | 10 | 6 |
1.7б | 300 | 12 | 8 | |
 7б
7б
Измерения – по ГОСТ 22267-76, разд. 15, метод 2 (черт.7).
15, метод 2 (черт.7).
1.10. Перпендикулярность оси вращения шпинделя рабочей поверхности стола (плиты) в продольном и поперечном направлениях
Черт.8
Таблица 6
Ширина стола, мм | , мм | Допуск, мкм, для станков класса точности | |
П | В | ||
До 500 | 200 | 16 | 10 |
Св. 500 до 800 | 300 | 20 | 12 |
Измерения – по ГОСТ 22267-76, разд. 10, метод 1.
10, метод 1.
Перед измерением подвижный стол закрепляют в среднем положении.
Измерения проводят в двух крайних положениях шпиндельной бабки по высоте (черт.8).
Допускается проводить измерение по поверочной линейке.
1.11. Перпендикулярность траектории перемещения шпиндельной бабки рабочей поверхности стола (плиты) в продольном и поперечном направлениях
Черт.9
Таблица 7
Длина перемещения, мм | Допуск, мкм, для станков класса точности | |
П | В | |
До 320 | 16 | 12 |
Св. | 20 | 16 |
” 500 ” 800 | 25 | 20 |
” 800 ” 1250 | 30 | 25 |
Допускается наклон шпиндельной бабки только к колонне | ||
 320 до 500
320 до 500
Измерения – по ГОСТ 22267-76, разд.9, метод 1б (черт.9).
1.12. Точность установки стола по штриховым мерам (для станка с отсчетным устройством на столе)
Черт.10
Таблица 8
Длина перемещения, мм | Допуск, мкм, для станков класса точности | |
П | В | |
До 320 | 20 | 12 |
Св. | 25 | 16 |
” 500 ” 800 | 30 | 20 |
” 800 ” 1250 | 40 | 25 |
 320 до 500
320 до 500
Измерения – по ГОСТ 22267-76, разд.19, метод 1.
Стол перемещают на длину хода и закрепляют (черт.10).
Измерения проводят с интервалами, равными 0,1 наибольшего перемещения, но не более 100 мм.
2. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
Нормы точности образца-изделия для станков классов точности П и В не должны превышать значений, указанных в табл.9, 10 и 12.
Для измерения используют чугунный образец. Отверстия образца должны быть предварительно обработаны. Основание и грани, используемые в качестве измерительных баз, обработаны окончательно.
2.1. Точность цилиндрической внутренней поверхности образца-изделия (черт.11):
а) цилиндричность;
б) круглость
– наибольший диаметр растачиваемого отверстия на станке.
Черт.11
Таблица 9
Наибольший диаметр растачиваемого отверстия образца, мм | Номер пункта | Допуск, мкм, для станков класса точности | |
П | В | ||
До 65 | 2.1а | 8 | 5 |
2. | 3 | 2 | |
Св. 65 до 125 | 2.1а | 10 | 6 |
2.1б | 4 | 2,5 | |
Св. 125 до 250 | 2.1а | 12 | 8 |
2.1б | 5 | 3 | |
 1б
1б
Круглость измеряют с помощью кругломера и универсальных средств для измерения диаметров отверстий.
Цилиндричность – с помощью специальных средств для проверки цилиндричности.
Отклонение от круглости равно наибольшему расстоянию от точек реального профиля до прилегающей окружности.
Отклонение от цилиндричности равно наибольшему расстоянию от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка.
Допускается вместо цилиндричности проводить измерения постоянства диаметра в любых сечениях.
2.2. Перпендикулярность осей обработанных отверстий образца-изделия измерительной базе основания
Образец – прямоугольный параллелепипед
– наибольший диаметр растачиваемого отверстия на станке
Черт.12
Таблица 10
Длина растачиваемого отверстия образца, мм | Допуск, мкм, для станков класса точности | |
П | В | |
До 200 | 12 | 8 |
Св. | 16 | 10 |
” 320 ” 500 | 20 | 12 |
Для станков с подвижным столом допуск увеличивают в 1,25 раза | ||
 200 до 320
200 до 320
Образец закрепляют на столе станка и производят чистовую расточку отверстия.
Образец устанавливают боковой гранью на контрольную плиту 2 и с помощью показывающего измерительного прибора 1 измеряют расстояние от плиты до нижней образующей отверстия у обоих торцев (черт.12).
Затем образец поворачивают на другую грань, расположенную под углом 90° к первой, и повторяют указанные измерения.
Отклонение от перпендикулярности равно наибольшей алгебраической разности показаний измерительного прибора в каждой плоскости с учетом конусности обработанного отверстия.
2.3. Точность межосевых расстояний отверстий образца-изделия после чистовой обработки (для станков с отсчетным устройством на столе)
Черт.13
Таблица 11
мм
Ширина стола | ||
До 400 | 150 | 100 |
” 500 | 250 | 150 |
” 630 | 350 | 200 |
Таблица 12
Расстояние между осями отверстий, мм | Допуск, мкм, для станков класса точности | |
П | В | |
До 200 | 25 | 16 |
Св. | 30 | 20 |
” 320 ” 500 | 36 | 22 |
” 500 ” 800 | 40 | 25 |
 200 до 320
200 до 320
Измерения проводят с помощью координатно-измерительной машины или оправок, вставляемых в обработанные отверстия (черт.13), и плоскопараллельных концевых мер длины (плиток).
Поле допуска диаметра растачиваемого отверстия образца-изделия не должно превышать Н7 для станков класса точности П и Н6 для станков класса точности В.
Погрешность межосевых расстояний равна разности заданного и фактического расстояний между осями любых двух отверстий.
2.4. Шероховатость обработанной цилиндрической внутренней поверхности образца – см. черт.11.
черт.11.
Параметр шероховатости по ГОСТ 2789-73 для станков класса точности П – 2,5 мкм, класса точности В – 1,25 мкм.
Параметр шероховатости обработанной поверхности измеряют универсальными средствами для контроля шероховатости поверхности.
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2002
Клас точности станков – flash52.ru
Скачать клас точности станков txt
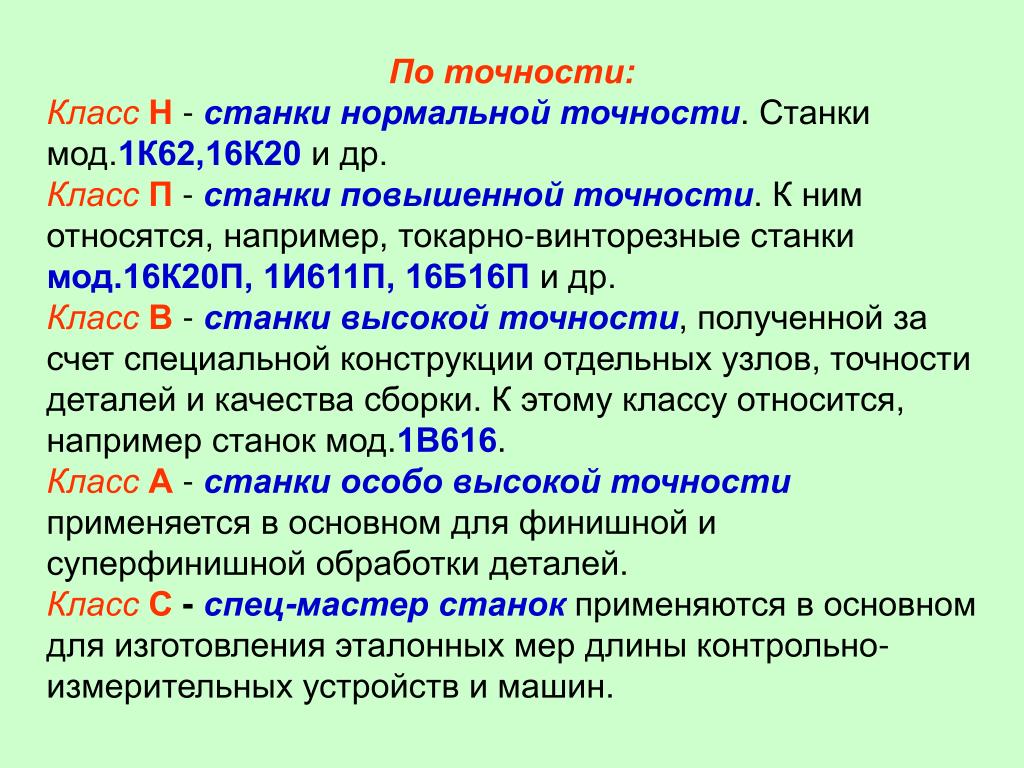
По степени точности различают пять классов станков: класс Н – станки нормальной точности, к нему относится большинство универсальных станков единиц, к качеству сборки и регулировки узлов и станка в целом; класс А – станки особо высокой точности; при их изготовлении предъявляются еще более жесткие требования, чем при изготовлении станков класса В, класс С – станки особо точные.
[12]. Виброизолирующие опоры.| Виброизолирующие коврики [13]. К одному классу точности должны относиться станки, обеспечивающие одинаковую точность обработки соответствующих по форме и размерам поверхностей образцов-изделий. Для отдельных типов станков, предназначенных только для обдирочных работ, классы точности не устанавливаются. (Измененная редакция, Изм. № 1). ГОСТ 8—82 С.
Для отдельных типов станков, предназначенных только для обдирочных работ, классы точности не устанавливаются. (Измененная редакция, Изм. № 1). ГОСТ 8—82 С.
4 уровню не должны превышать 0, 04 мм/м для станков классов точности Н и П и 0, 02 мм/м для станков более высокого класса точности. Класс точности — обобщённая характеристика средств измерений, определяемая пределами допускаемых основных и дополнительных погрешностей, а также рядом других свойств, влияющих на точность осуществляемых с их помощью измерений.
Погрешность может нормироваться, в частности, по отношению к: результату измерения (по относительной погрешности)в этом случае, по ГОСТ Допуск для станков класса точности Н – 20 мкм, для станков класса точности П – 12 мкм.
Измерение следует проводить по ГОСТ (разд, предпочтительно метод 5), в соответствии со схемой, указанной на черт Черт Металлоре́жущий стано́к — агрегатный механизм (станок), предназначен для обработки металлических и неметаллических заготовок. Обычно имеет шпиндель либо планшайбу.
Обычно имеет шпиндель либо планшайбу.
Станок класс точности. Примечание. Для станков класса точности П требования рекомендованные. [c]. Данные таблицы относятся к станкам класса точности В, Станки класса точности А изготовляют по согласованной с потребителем номенклатуре проверок с допусками, равными 0,6 от допусков станков класса точности в соответствующих размеров.
[c]. Наибольший диаметр обрабатываемой детали, мм Допуск (мкм) для станков класса точности Н (П) [c]. Нормальной точностью изготовления на токарных станках обычно считают точность 4—3-го класса. Однако при необходимости и благоприятных условиях можно получить 2 и даже 1-й класс точности, но стоимость обработки будет высокой. Точная обработка на токарном станке возможна только на исправном оборудовании и при высокой квалификации исполнителя.
При изготовлении точных деталей. Классификация промышленных станков по группам. Наиболее распространенные типы производственных установок: фрезерные, токарные, сверлильные, шлифовальные и другие. Различие моделей по типу управления и материалу обработки. Что такое промышленный станок? Какие бывают станки? Токарные ста.
Различие моделей по типу управления и материалу обработки. Что такое промышленный станок? Какие бывают станки? Токарные ста.
Похожее:
Точность станка ЧПУ
Если система состоит из двух последовательно расположенных элементов с коэффициентами жесткости С1 и С2, установленных с предварительным натягом (рис. 3, б), то Спр=С1+С2,
так как приложение силы вызывает одинаковую деформацию обоих упругих элементов, один из которых дополнительно нагружается, а другой разгружается.
При последовательном соединении элементов (рис. 3, в) складываются их податливости.
Статическая жесткость систем, состоящих из нескольких последовательно соединенных деталей, зависит от собственной жесткости этих деталей, контактной жесткости стыков между ними, жесткости масляных слоев, передаваемых нагрузок, сил трения, возникающих при относительном перемещении деталей вследствие нагружения системы. Понятие жесткости системы в некоторой мере условно, так как оно включает также влияние сил трения на способность системы противостоять деформациям под действием нагрузок.
Если при значительных нагрузках, возникающих в станках при черновой обработке, в общем балансе большой удельный вес имеют упругие деформации собственно деталей (определяемые известными формулами из сопротивления материалов) влияющие на точность станка ЧПУ, то при отделочной обработке основными являются контактные сближения.
Контактные сближения δ, мкм, для неподвижных плоских стыков имеют нелинейную зависимость (рис. 4, α)
4, α)
Нелинейная зависимость σ=f(σ) может быть условно разбита на три линейных участка различной жесткости (рис. 4, б): 1 – незатянутый стык в пределах деформации микронеровностей – шероховатости при σ ≤ σ1; 2 – затянутый стык в пределах деформации макронеровностей – волнистости при σ1 < σ < σ2; 3 – плотный стык в пределах деформации макронеровностей – волнистости при σ2 < σ ≤ σ3 (при σ > σз – металл разрушается или течет). Таким образом, для всех трех участков может быть зависимость δi = Kiσi (где i = 1, 2, 3).
Например, в незатянутых и подвижных (направляющие скольжения и др.) стыках, если давление от внешней нагрузки намного меньше начального (участок 1 рис. 4, б), то δ=Kσ,
где К – коэффициент контактной податливости, равный для пары сталь-чугун 1…2.
Клас точности станков – fabrika61.ru
Скачать клас точности станков txt
Классы точности. Точность изготовления характеризуется величиной допускаемых отклонений от заданных размеров и формы. Для разных машин требуются детали с различной точностью обработки. пять из них: 1-й, 2-й, 2а, 3-й, За — требуют наибольшей точности обработки; два других: 4-й и 5-й — меньшей; три остальных: 7-й, 8-й, 9-й — еще меньшей. Применение классов точности в различных областях. 1-й класс точности применяют при изготовлении особо точных изделий.
Для разных машин требуются детали с различной точностью обработки. пять из них: 1-й, 2-й, 2а, 3-й, За — требуют наибольшей точности обработки; два других: 4-й и 5-й — меньшей; три остальных: 7-й, 8-й, 9-й — еще меньшей. Применение классов точности в различных областях. 1-й класс точности применяют при изготовлении особо точных изделий.
Класс точности ШВП – общая характеристика точности инструмента, определяемая пределами допускаемых погрешностей. Несмотря на то, что фрезерный станок предназначен для работы в автоматическом режиме, получение правильной точности является весьма важным фактором.
Если станок режет не точно по заданным характеристикам, ценные материалы и часы работы могут быть легко потеряны из-за неправильной обработки заготовок. Как устроен токарный станок, из чего он состоитСхема токарного станка со всеми основными устройствамиБуква, поставленная в маркировке, характеризует класс точности.
Погрешности геометрической точности станков полностью или частично переносятся на обрабатываемые заготовки в виде систематических погрешностей. — применять подшипники высоких классов точности, вести их доводку; использовать подшипники на гидростатических, пневматических и магнитных подвесах; — обеспечивать выборку зазоров в соединениях деталей и частей станка (например, натяг в соединении винт-гайка).
— применять подшипники высоких классов точности, вести их доводку; использовать подшипники на гидростатических, пневматических и магнитных подвесах; — обеспечивать выборку зазоров в соединениях деталей и частей станка (например, натяг в соединении винт-гайка).
Точность – основная характеристика станка. Зачастую производители станков среднего и хоббийного класса просто указывают некую “точность станка”, не указывая “фактор охвата” – т.е. коэффициент пропорциональности, ведь точность, скажем, мм, измеренная для 3σ и для 1σ – большая разница: в первом варианте позиционирование с погрешностью не более мм произойдет в 97% случаев, а во втором всего лишь в 32%.(если Вам интересно, откуда взяты.
проценты, вам сюда).
Классы точности станков обозначают: Н – нормальной; П – повышенной, точность 0,6 отклонений от Н; В – высокой, точность 0,4 отклонений от Н; А – особо высокой точности, точность 0,25 отклонений от Н; С – особо точные станки, точность 0,16 отклонений от Н. П, В, А, С – прецизионные станки (повышенной точности).
Принята следующая индексация моделей станков с программным управлением 16Д20П – токарно-винторезный станок повышенной точности; 6Р13К Классификация металлорежущих станков по группам, подгруппам и типам, по классу точности, по степени автоматизации и специализации и массе. Точность – основная характеристика станка. Зачастую производители станков среднего и хоббийного класса просто указывают некую “точность станка”, не указывая “фактор охвата” – т.е. коэффициент пропорциональности, ведь точность, скажем, мм, измеренная для 3σ и для 1σ – большая разница: в первом варианте позиционирование с погрешностью не более мм произойдет в 97% случаев, а во втором всего лишь в 32%.(если Вам интересно, откуда взяты.
проценты, вам сюда).
EPUB, txt, txt, txtПохожее:
Электроник – Классификация станков
Металлорежущий станок – это машина, предназначенная для обработки заготовок в целях образования заданных поверхностей путем снятия стружки или путем пластической деформации. Обработка производится преимущественно путем резания лезвийным или абразивным инструментом. Станки применяют также для выглаживания поверхности детали, для обкатывания поверхности роликами. Металлообрабатывающие станки осуществляют резание неметаллических материалов, например, дерева, текстолита, капрона и других пластических масс. Специальные станки обрабатывают также керамику, стекло и другие материалы.Металлообрабатывающие станки классифицируют по различным признакам, в зависимости от вида обработки, применяемого режущего инструмента и компоновки. Все серийно выпускаемые станки разделены на девять групп, в каждой группе предусмотрены девять типов.
Станки одного и того же типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев, передающих движение, конструкцией, системой управления, размерами, точностью обработки и др.
Стандартами установлены основные размеры, характеризующие станки каждого типа. Для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки, для фрезерных станков – длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно-строгальных станков – наибольший ход ползуна с резцом.
Для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки, для фрезерных станков – длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно-строгальных станков – наибольший ход ползуна с резцом.
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого изделия от 80 мм до 12,5 м.
Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью. Каждой модели присваивается свой шифр – номер, состоящий из нескольких цифр и букв. Первая цифра означает группу станка, вторая – его тип, третья цифра или третья и четвертая цифры отражают основной размер станка. Например, модель 16К20 означает: токарно-винторезный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Классификация станков по степени универсальности.Различают следующие станки – универсальные, которые используют для изготовления деталей широкой номенклатуры с большой разницей в размерах. Такие станки приспособлены для различных технологических операций:
- специализированные, которые предназначены для изготовления однотипных деталей, например, корпусных деталей, ступенчатых валов сходных по форме, но различных по размеру;
- специальные, которые предназначены для изготовления одной определенной детали или одной формы с небольшой разницей в размерах.
Классификация станков по степени точности. Станки разделены на 5 классов: Н – станки нормальной точности, П – станки повышенной точности, В – станки высокой точности, А станки повышенной точности, С – особо точные или мастер-станки. В обозначение модели может входить буква, характеризующая точность станка: 16К20П – токарно-винторезный станок повышенной точности.
Классификация станков по степени автоматизации. Выделяют станки-автоматы и полуавтоматы. Автоматом называют станок, в котором после наладки все движения, необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без участия оператора.
Цикл работы полуавтомата выполняется также автоматически, за исключением загрузки-выгрузки, которые производит оператор, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
С целью комплексной автоматизации для крупносерийного и массового производства создают автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного производства – гибкие производственные модули (ГПМ).
Автоматизация мелкосерийного производства деталей достигается созданием станков с программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым буква Ф). Цифра после буквы A обозначает особенность системы управления; Ф1 – станок с цифровой индикацией (с показом чисел, отражающих, например, положение подвижного органа станка) и предварительным набором координат; Ф2 – станок с позиционной или прямоугольной системой; Ф3 – станок с контурной системой; Ф4 – станок с универсальной системой для позиционной и контурной обработки, например, модель 1Б732Ф3 – токарный станок с контурной системой ЧПУ.
Классификация станков по массе. Станки подразделяют на легкие – до 1 т, средние – до 10 т, тяжелые – свыше 10 т. Тяжелые станки делят на крупные – от 16 до 30 т, собственно тяжелые – от 30 до 100 т, особо тяжелые – свыше 100 т.
Классификация металлорежущих станков*| Наимено- вание станков |
Шифр группы |
Шифр типа | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Резервные | 0 | – | |||||||||
| Токарные | 1 | Автоматы и полуавтоматы: | Токарно- Pевольверные |
Сверлильно- отрезные |
Карусельные | Токарные и лобовые |
Многорезцевые и копировальные |
Специализи- рованные |
Разные токарные |
||
| специализи- рованные |
одношпин- дельные |
многошпин- дельные |
|||||||||
| Сверлильные и расточные | 2 | – | Вертикально- сверлильные |
Полуавтоматы | Координатно-расточные | Радиально- сверлильные |
Горизонтально- расточные |
Алмазно- расточные |
Горизонтально- сверлильные |
Разные сверлильные |
|
| одношпин- дельные |
многошпин- дельные |
||||||||||
| Шлифовальные и доводочные | 3 | Круглошли- фовальные |
Внутришли- фовальные |
Обдирочно- шлифовальные |
Специализи- рованные шлифовальные |
– | Заточные | Плоско- шлифовальные | Притирочные, полировальные, хонинговальные, доводочные | Разные образивные | |
| Электро- физические и электро- химические |
4 | – | Светолучевые | – | Электро- химические |
Электро- искровые |
– | Электро- эрозионные, ультрозвуковые прошивочные |
Анодно- механические отрезные |
– | |
| Зубо- и резьбо-обрабатываю- щие |
5 | Резьбо- нарезные |
Зубодолбежные для обработки цилиндри- ческих колес |
Зуборезные для обработки конических колес | Зубофрезер- ные для обработки цилиндрических колес и шлицевых валов |
Для нарезания червячных колес | Для обработки торцов зубьев колес | Резьбофре- зерные |
Зубоотделоч- ные, провероч- ные и обкатные |
Зубо- и резь- бошлифоваль- ные |
Разные зубо- и резьбо- обрабатываю- шие |
| Фрезерные | 6 | – | Вертикально- фрезерные консольные |
Фрезерные не- прерывного действия |
Продольные одностоеч- ные |
Копироваль- ные и грави- ровальные |
Вертикаль- ные безконсольные |
Продольные двухстоеч- ные |
Консольно- фрезерные опе- рационные |
Горизон- тально- фрезерные консольные |
Разные фрезерные |
| Строгальные, долбёжные, протяжные | 7 | Продольные | Поперечно- строгальные |
Долбёжные | Протяжные горизонталь- ные |
Протяжные вертикальные для протягивания | – | Разные строгальные | |||
| одно- стоечные |
двух- стоечные |
внутренного | наружного | ||||||||
| Разрезные | 8 | Отрезные, оснащенные | Правильно- отрезные |
Пилы | – | – | |||||
| токарным резцом | шлифоваль- ным кругом |
гладким или насеченным диском | ленточные | дисковые | Ножовочные | ||||||
| Разные | 9 | Муфто- и трубообра- батывающие |
Пило- насекальные | Правильно- и безцентрово- обдирочные |
Балансировочные | Для испыта- ния инструментов |
Делитель- ные машины |
Балансиро- вочные |
– | – | |
*Классификация моделей металлорежущих станков, выпускаемых в России (на 1990г. )
)
Объяснение точности измерения электроэнергии
Точность измерения электроэнергии имеет решающее значение для обеспечения целостности биллинговой системы.
Аномалии в измерениях могут в течение определенного периода времени приводить к ошибкам в сотни или тысячи долларов. Точность счетчика энергии зависит от множества факторов, таких как нагрузка сети (условия полной нагрузки будут более точными, чем частичная нагрузка), коэффициент мощности системы, точность самого счетчика и других факторов.
Точность
Точность зависит от конструкции и качества сборки входных каналов измерителя – более качественный измеритель обеспечит лучшую точность, но увеличит цену продукта. Некоторые основные параметры, которые влияют на точность измерения счетчика энергии:
- Колебание считываемого значения, выраженное в процентах от фактического значения (показания).
- Фиксированная ошибка (шумы), обычно представляемая в процентах от полной шкалы (FS) как ее постоянное значение.
- Для измерения мощности и энергии фазовый сдвиг между напряжением и током также влияет на точность, поскольку мощность равна напряжению, умноженному на ток, умноженному на косинус фазового угла.
- Точность фазового угла в трансформаторах тока представлена в градусах, что создает дополнительные ошибки для счетчиков энергии / мощности.
Стандарты измерения точности
Поскольку точность зависит от нагрузки системы, IEC / as разработали разные стандарты для определения точности при различных условиях нагрузки.Это известно как «класс точности».
СтандартIEC / AS 62053-11 охватывает классы точности 0,5, 1,0 и 2 для электромеханических счетчиков активной энергии (ватт-часов) – это означает точность в процентах от показаний при полной нагрузке и единичном коэффициенте мощности. Однако точность ухудшается в условиях более низкой нагрузки, когда коэффициент мощности меньше единицы.
Стандарт IEC / AS 62053-21 охватывает классы точности 1. 0 и 2 для статических / электронных счетчиков активной энергии (ватт-часов), что означает точность в процентах от показаний при полной нагрузке и единичном коэффициенте мощности.Однако точность ухудшается в условиях более низкой нагрузки, коэффициента мощности менее единицы и наличия гармоник.
0 и 2 для статических / электронных счетчиков активной энергии (ватт-часов), что означает точность в процентах от показаний при полной нагрузке и единичном коэффициенте мощности.Однако точность ухудшается в условиях более низкой нагрузки, коэффициента мощности менее единицы и наличия гармоник.
IEC / AS 62053-22 охватывает более высокий стандарт точности 0,2S и 0,5S для статической / электронной энергии для активной энергии (ватт-часов), обеспечивая более высокий стандарт точности при полной нагрузке и единичном коэффициенте мощности в дополнение к лучшей точности показания при значительно меньших токах нагрузки, условиях коэффициента мощности меньше единицы и наличии гармоник.
Точность системы и точность счетчика
Точность любой системы измерения энергии – это сумма ее компонентов, например, счетчик энергии плюс трансформатор тока (ТТ). За исключением случаев, когда используется счетчик с прямым подключением.
Стандарт IEC / AS 60044-1 определяет классы точности для трансформаторов тока.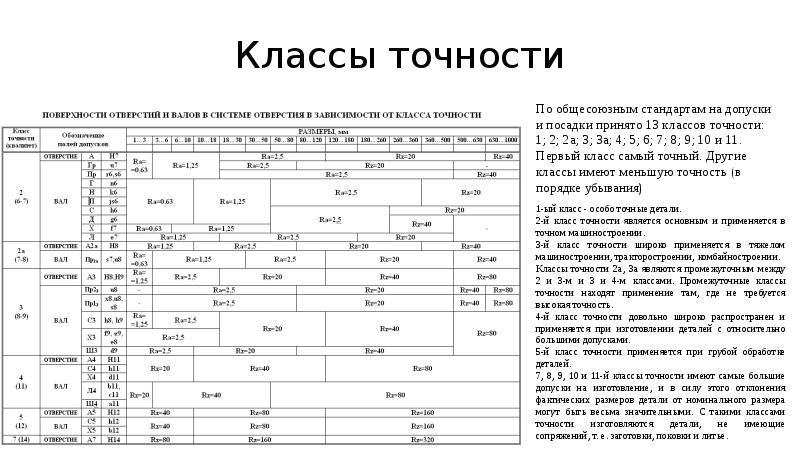 В зависимости от нагрузки ТТ, будут возникать отклонения точности от указанного класса точности, такие как ошибки из-за фазовых ошибок, основанные на заданном импедансе нагрузки. Точность трансформаторов тока определена в соответствии с IEC 60044-1, класс 0.1, 0,2, 0,5, 1 и 3. Кроме того, стандарты класса точности 0,2S и 0,5S для трансформаторов тока обеспечивают более высокую точность работы. Обозначение класса является мерой точности ТТ. Погрешность отношения (первичного к вторичному току) ТТ класса 1 составляет 1% при номинальном токе; погрешность соотношения ТТ класса 0,5 составляет 0,5% при номинальном токе. Установка счетчика энергии с классом точности 0,5S в качестве минимального требования может помочь в обеспечении высокой степени точности приложения для мониторинга энергии с учетом характеристик точности задействованных трансформаторов тока.
В зависимости от нагрузки ТТ, будут возникать отклонения точности от указанного класса точности, такие как ошибки из-за фазовых ошибок, основанные на заданном импедансе нагрузки. Точность трансформаторов тока определена в соответствии с IEC 60044-1, класс 0.1, 0,2, 0,5, 1 и 3. Кроме того, стандарты класса точности 0,2S и 0,5S для трансформаторов тока обеспечивают более высокую точность работы. Обозначение класса является мерой точности ТТ. Погрешность отношения (первичного к вторичному току) ТТ класса 1 составляет 1% при номинальном токе; погрешность соотношения ТТ класса 0,5 составляет 0,5% при номинальном токе. Установка счетчика энергии с классом точности 0,5S в качестве минимального требования может помочь в обеспечении высокой степени точности приложения для мониторинга энергии с учетом характеристик точности задействованных трансформаторов тока.
Когда профилированный рельс не говорит всего о классе точности
Вы выбрали профилированный рельс и подшипник для высокоточного применения – например, для обработки, резки или метрологии. Подшипник (также известный как каретка или каретка) обладает хорошей грузоподъемностью и жесткостью, поэтому он должен обеспечивать долгий срок службы и низкий прогиб.
Подшипник (также известный как каретка или каретка) обладает хорошей грузоподъемностью и жесткостью, поэтому он должен обеспечивать долгий срок службы и низкий прогиб.
Но когда вы интегрируете сборку в свое приложение, вы замечаете, что система работает не так гладко, как вы ожидали. Вместо плавного и точного движения в перемещении наблюдаются отклонения или импульсы, затрудняющие достижение необходимой чистоты поверхности или точности измерения.Вы указали класс точности «точности» и для рельса, и для каретки, и что из этого?
После некоторого исследования вы обнаруживаете, что классы точности профилированных рельсов определяют допустимые отклонения линейных , такие как высота и ширина, между кареткой и рельсом, но не учитывают вращательных перемещений каретки. Эти вращательные движения – крен, тангаж и рыскание – могут значительно снизить точность в приложениях, где движение каретки при ее движении по рельсу является критическим.
Традиционные классы точности профилированных рельсов определяют пять характеристик: допуски по высоте и ширине рельса и каретки в сборе; допустимые различия в высоте и ширине нескольких вагонов на одном рельсе; и параллельность опорных поверхностей рельса и каретки.
Изображение предоставлено: Thomson Linear
Но когда каретка движется по рельсу, она также испытывает отклонения от вращения в виде крена (вращения вокруг оси X), крена (вращения вокруг оси Y) и рыскания (вращения). вокруг оси Z).Эти отклонения вращения не входят в стандартные классы точности профильных рельсов, но производители начинают их устранять.
Традиционные классы точности не учитывают вращательные движения блока, включая крен, тангаж и рыскание.Изображение предоставлено: Bosch Rexroth Corp. Улучшенные характеристики рециркуляции уменьшают пульсацию шариков при их переходе в зону нагрузки и из нее.
Изображение предоставлено: Schneeberger Group
В рециркуляционном линейном подшипнике, когда шарики (или ролики) переходят в зону нагрузки и выходят из нее, они переходят от разгруженного к нагруженному (или наоборот) не плавно, линейно, а импульсами. Это воздействие на несущие шарики вызывает выраженные вращательные движения каретки.
Это воздействие на несущие шарики вызывает выраженные вращательные движения каретки.
Чтобы уменьшить эти динамические движения, производители приложили значительные усилия для оптимизации рециркуляции шариков (или роликов). Двумя распространенными методами являются использование гибкой стальной вставки для перевода шариков из ненагруженного в нагруженное состояние и смягчения сил, возникающих во время перехода, или более длинная зона входа для более постепенного перехода из ненагруженного состояния. в нагруженное состояние.
Независимо от используемого метода сглаживание движения шариков (или роликов) через зоны входа и выхода каретки снижает пульсации, вызывающие вращательные движения. Улучшение пульсирующего характера перехода шара также снижает силы трения в каретке и, что более важно, колебания сил трения, которые могут привести к перерегулированию или недолету системы в высокочувствительных приложениях.
Сопротивление трения профилированных железнодорожных вагонов с оптимизированной рециркуляцией (вверху) по сравнению с традиционными версиями (внизу). Изображение предоставлено: Bosch Rexroth Corp.
Когда профилированные рельсовые направляющие были впервые представлены в 1970-х годах, они стали предпочтительным выбором для станков, часто заменяя традиционные прямоугольные направляющие или направляющие типа ласточкин хвост, благодаря более низкому трению из-за качения (скорее, чем скользящий) контакт. Было также установлено, что они являются хорошим выбором для приложений, требующих высокой грузоподъемности и высокой жесткости для хода длиннее одного метра – длины, при которой перекрестные роликовые суппорты становятся непрактичными.
Однако эти преимущества достигаются за счет плавности хода, поэтому для высокочувствительной обработки, резки и измерений направляющие системы по-прежнему предпочтительны для направляющих с перекрестными роликами, салазок с рамой или ласточкин хвост, или даже с воздушными подшипниками. Но с улучшенными методами рециркуляции профилированные рельсовые направляющие теперь могут соперничать с плавностью и стабильностью хода, которые когда-то были достижимы только с помощью скользящих или гидростатических технологий.
Точность | Ускоренный курс машинного обучения
Расчетное время: 6 минутТочность – один из показателей оценки моделей классификации.Неофициально точность – это часть прогнозов, которые наша модель сделала правильно. Формально, точность имеет следующее определение:
$$ \ text {Точность} = \ frac {\ text {Количество правильных прогнозов}} {\ text {Общее количество прогнозов}} $$
Для двоичной классификации точность также может быть рассчитана с точки зрения положительных и отрицательных значений. следующим образом:
$$ \ text {Точность} = \ frac {TP + TN} {TP + TN + FP + FN} $$
Где TP = истинно положительные, TN = истинно отрицательные, FP = ложные положительные, и FN = ложноотрицательные.
Попробуем вычислить точность для следующей модели, которая классифицировала 100 опухолей как злокачественные (положительный класс) или доброкачественный (отрицательный класс):
Истинно положительный (TP):
| Ложноположительный (FP):
|
Ложноотрицательный (FN):
| Истинно отрицательный (TN):
|
$$ \ text {Точность} = \ frac {TP + TN} {TP + TN + FP + FN} = \ frac {1 + 90} {1 + 90 + 1 + 8} = 0. 91 $$
91 $$
Точность составляет 0,91, или 91% (91 правильный прогноз из 100 возможных). Примеры). Это означает, что наш классификатор опухолей отлично справляется. выявления злокачественных новообразований, верно?
На самом деле, давайте сделаем более подробный анализ плюсов и минусов, чтобы получить больше понимания производительности нашей модели.
Из 100 примеров опухолей 91 являются доброкачественными (90 TN и 1 FP) и 9 злокачественных (1 ТП и 8 ФН).
Из 91 доброкачественной опухоли модель правильно определяет 90 как доброкачественный.Это хорошо. Однако из 9 злокачественных опухолей модель только правильно определяет 1 как злокачественный – ужасный исход, так как 8 из 9 злокачественных новообразований остаются невыявленными!
Хотя на первый взгляд точность 91% может показаться хорошей,
еще одна модель классификатора опухолей, которая всегда предсказывает доброкачественные
достигнет такой же точности (91/100 правильных прогнозов)
на наших примерах. Другими словами, наша модель не лучше той, что
имеет нулевую прогностическую способность различать злокачественные опухоли
от доброкачественных опухолей.
Другими словами, наша модель не лучше той, что
имеет нулевую прогностическую способность различать злокачественные опухоли
от доброкачественных опухолей.
Сама по себе точность не дает полной картины, когда вы работаете с несбалансированным набором данных , как этот, где есть существенное несоответствие между количество положительных и отрицательных меток.
В следующем разделе мы рассмотрим два лучших показателя. для оценки проблем с несбалансированными классами: точность и отзыв.
Ключевые терминыИзмерение просто Точность недостаточна в машинном обучении. Требуется более совершенная техника.. | Аакаш Биндал | Techspace
Давайте рассмотрим эту ситуацию,
Это матрица путаницы для теста на ракЕсли мы вычислим здесь точность, мы получим 90% точность по формуле:
Здесь
TP является истинно положительным : Это означает, что прогнозируемый класс и фактический класс совпадают и положительны (1 или True). Если прогнозируемый класс положительный, тогда фактический класс также будет положительным.
Если прогнозируемый класс положительный, тогда фактический класс также будет положительным.
TN – True Negative : Это означает, что прогнозируемый класс и фактический класс совпадают, но отрицательны (0 или False).Если прогнозируемый класс отрицательный, то фактический класс также будет отрицательным.
FP является ложноположительным: Это означает, что предсказанный класс положительный (1 или True), но фактический класс отрицательный (0 или False). Если прогнозируемый класс положительный, тогда фактический класс будет отрицательным.
FN имеет значение False Negative: Это означает, что предсказанный класс отрицательный (0 или False), но фактический класс положительный (1 или True). Если прогнозируемый класс отрицательный, тогда фактический класс будет положительным.
В этом отношении точность кажется хорошей техникой. Но подождите минутку !! ..
Ни один из прогнозов не дает правильной классификации рака, более того, он не предсказывает ни одного случая рака.
.jpg)
Проблема в том, что он ничего не узнал во время тренировок, потому что независимо от того, какой тестовый пример мы ему подбросим, он всегда будет давать отрицательный результат на рак. Но тогда вы можете спросить:
Почему точность не 50%?
Это потому, что у нас меньше случаев, когда рак является положительным, по сравнению с количеством случаев, когда рак отрицательный.Таким образом, вероятность того, что наша модель будет ложноотрицательным, очень мала. Вот почему он ведет себя так хорошо (с точностью 90%). Эта классификация называется проблемой несбалансированной классификации .
В несбалансированной классификации данных 1 класса очень много (например, в этом случае онкологически отрицательный), а для другого класса очень мало данных (положительный результат на рак).
Теперь легко понять, почему нам нужен метод лучше, чем точность, для оценки нашей модели машинного обучения.
Представьте, что вы создали модель, которая всегда предсказывает рак отрицательно, независимо от того, какой пример вы ей подадите. Это опасный сценарий, потому что у больного раком пациента всегда предсказывают отсутствие рака с точностью до 90%.
Итак, как решить эту проблему?
Но, прежде чем мы начнем понимать, что такое F1-Score, сначала нам нужно понять отзыв и точность .
Отзыв
Отзыв – это соотношение истинных положительных результатов и суммы истинных положительных и ложно отрицательных результатов. Он говорит о том, насколько наша модель правильно классифицирует положительные случаи из всех реальных положительных случаев . В нашем случае наша модель не предсказала ни одного положительного результата на рак, поэтому отзыв будет равен 0.
Precision
Precision – это соотношение истинно положительных результатов и суммы истинных положительных и ложно отрицательных результатов. Он говорит о том, насколько модель правильно предсказывает положительные случаи из случаев, которые модель предсказывает положительно.
Он говорит о том, насколько модель правильно предсказывает положительные случаи из случаев, которые модель предсказывает положительно.
В нашем случае точность будет неопределенная , поскольку модель не предсказывает ни одного случая рака.
Точность очень полезна при большом количестве ложных срабатываний. Как и в случае обнаружения спама, ложное срабатывание будет иметь место, когда электронное письмо не является спамом, но модель предсказывает его как спам.
Представьте, что у вас есть модель, которая предсказывает спам в электронной почте, когда это действительно важно. Это было бы катастрофой.
Итак, мы поняли все предпосылки. Теперь мы можем погрузиться в
F1-Score – это гармоническое среднее значение точности и отзывчивости.Особенностью F1-Score является то, что он учитывает как ложные срабатывания (из-за точности), так и ложноотрицательные (из-за отзыва).
F1-Score – это баланс между точностью и отзывчивостью, особенно когда мы имеем дело с проблемами несбалансированной классификации.
F1-Score всегда находится между точностью и отзывчивостью и, следовательно, дает нам лучшую и стабильную оценку модели.
Термины и определения весов: Scales.net
Весы
Устройство для определения веса.Весы можно разделить на два основных типа: пружинные весы и весы. Весы с пружиной измеряют вес, используя принцип пружины (закон Гука), который деформируется пропорционально весу, приходящемуся на конец, принимающий нагрузку. В большинстве цифровых весов используется специальный тип пружины, называемый тензодатчиком, который измеряет деформацию или напряжение, создаваемое электрическим током. Весы являются самым старым типом весовых устройств и измеряют вес с помощью рычага. Неизвестный груз помещается на один конец рычага и уравновешивается известным грузом на другом конце.Современные электронные весы используют электромагнит для балансировки луча и определения массы. Это называется восстановлением / компенсацией электромагнитной силы.
Это называется восстановлением / компенсацией электромагнитной силы.
Точность
Степень, в которой измерение соотносится с его фактическим (истинным) значением. Точность весового устройства зависит от нескольких факторов, включая читаемость, калибровку и окружающую среду. В общем, при правильной калибровке большинство весов должны иметь точность в пределах ± 2 деления (или цифры).Точность измерительного прибора – это не то же самое, что его точность, которую еще называют повторяемостью.
Повторяемость
Это способность весов показывать стабильные результаты в одних и тех же условиях (одно и то же устройство, тот же оператор, та же среда). Чтобы определить повторяемость весов, на весы помещают контрольную гирю, а затем несколько раз снимают ее, записывая каждый результат взвешивания. Воспроизводимость измеряет, насколько разброс значений вокруг среднего или среднего значения.
Воспроизводимость
Это способность весов показывать стабильные результаты в разных условиях эксплуатации (разные пользователи, разные лаборатории).
Регулировка
Набор операций, выполняемых в измерительной системе таким образом, чтобы она обеспечивала предписанные показания, соответствующие заданным значениям измеряемой величины. Весы подвержены постоянному износу, что со временем может снизить точность. Регулировка корректирует точность шкалы, чтобы она находилась в пределах допуска, установленного для устройства.
Калибровка
Набор операций, которые устанавливают, при определенных условиях, взаимосвязь между значениями величин, показываемых измерительным прибором, и соответствующими значениями, определяемыми эталонами. По сути, калибровка – это процесс взвешивания известного веса на весах и выявления расхождений на дисплее. После калибровки иногда выполняется корректировка чувствительности весов.
Максимальная вместимость
Это максимальный вес, который можно измерить с помощью определенных весов.При выборе весов самый тяжелый предмет, который вы планируете взвесить, должен находиться в пределах максимальной грузоподъемности весов. Во избежание перегрузки рекомендуется выбрать весы с чуть большей емкостью, чем вам нужно. Однако, чем выше емкость шкалы, тем ниже обычно будет читаемость. Поэтому вам следует избегать выбора весов с грузоподъемностью, намного превышающей самый тяжелый предмет, который вы собираетесь взвесить.
Во избежание перегрузки рекомендуется выбрать весы с чуть большей емкостью, чем вам нужно. Однако, чем выше емкость шкалы, тем ниже обычно будет читаемость. Поэтому вам следует избегать выбора весов с грузоподъемностью, намного превышающей самый тяжелый предмет, который вы собираетесь взвесить.
Читаемость
На электронных и цифровых весах это наименьшее изменение массы, которое соответствует изменению отображаемого значения.Другими словами, это наименьший шаг, на который будет увеличиваться шкала при добавлении или удалении веса. На аналоговых (механических) весах это наименьшее деление шкалы шкалы или луча для аналоговой индикации.
Интервал поверочной шкалы
Это наименьший интервал или шаг шкалы, который можно использовать для определения цены на основе веса в коммерческих сделках для конкретных весов. Значение интервала поверочной шкалы (е) определяется производителем весов при отправке устройства на утверждение типа через такую программу, как NTEP (или CE для стран ЕС).
Погрешность измерения
Это параметр, который используется для определения качества измерения. Поскольку ни один измерительный прибор не дает 100% точности, при записи данных измерения используется неопределенность измерения, чтобы указать диапазон, в котором, вероятно, будет лежать истинное значение. Он рассчитывается с учетом всех возможных ошибок (вариаций), возникающих в результате измерения, таких как повторяемость, линейность и т. Д.
Класс точности
Весы, предназначенные для использования в торговле, сгруппированы по классам точности в соответствии с количеством делений шкалы (n) и значением деления шкалы (d или e).Эти классы точности предназначены для определения предполагаемой области использования конкретной шкалы, а также для определения допусков, применяемых к устройству во время тестирования.
Класс | Значение интервала поверочной шкалы (е) в единицах СИ | Количество делений шкалы (n) | Предполагаемое приложение | |
Минимум | Максимум | |||
Я | ≥1 мг | 50 000 | Прецизионные лабораторные весы | |
II | от 1 до 50 мг включительно | 100 | 100 000 | Лабораторное взвешивание, взвешивание драгоценных металлов и драгоценных камней, весы для анализа зерна, медицинский каннабис |
≥100 мг | 5 000 | 100 000 | ||
III | 0. | 100 | 10 000 | Все коммерческие весы, если не указано иное, весы для проверки зерна, розничные взвешивание драгоценных металлов и полудрагоценных камней, весы для животных, почтовые весы, бортовые системы взвешивания транспортных средств с грузоподъемностью не более 30 000 фунтов и весы, используемые для определения расходы на стирку |
≥5 г | 500 | 10 000 | ||
ИИИЛ | ≥2 кг | 2 000 | 10 000 | Автомобильные весы, автомобильные бортовые системы взвешивания грузоподъемностью более 30 000 фунтов, весы для осевой нагрузки |
IIII | ≥5 г | 100 | 1,200 | Весы для взвешивания колес и переносные весы для осевой нагрузки, используемые для контроля веса на шоссе |
 От 1 до 2 г включительно
От 1 до 2 г включительноСертификат NTEP
NTEP – это программа, администрируемая NCWM, для оценки устройств взвешивания на их соответствие Справочнику 44 NIST. Весы, прошедшие сертификацию NTEP, считаются «законными для торговли» и могут использоваться в коммерческих сделках в зависимости от веса. Когда устройство отправляется в NTEP, проводится обширное тестирование, чтобы убедиться, что оно проходит тесты на точность и соответствует спецификациям, указанным производителем. Сертификат соответствия выдается производителю весов после успешного завершения испытаний. Вы можете выполнить поиск по всей базе данных выданных сертификатов соответствия, перейдя по этой ссылке: http: //www.ncwm.нетто / сертификаты
Весы, прошедшие сертификацию NTEP, считаются «законными для торговли» и могут использоваться в коммерческих сделках в зависимости от веса. Когда устройство отправляется в NTEP, проводится обширное тестирование, чтобы убедиться, что оно проходит тесты на точность и соответствует спецификациям, указанным производителем. Сертификат соответствия выдается производителю весов после успешного завершения испытаний. Вы можете выполнить поиск по всей базе данных выданных сертификатов соответствия, перейдя по этой ссылке: http: //www.ncwm.нетто / сертификаты
Знак допуска
Этикетка, бирка, штампованный или вытравленный оттиск или аналогичный предмет, указывающий на официальное одобрение устройства. Это помещается в законные для торговых весов в полевых условиях после того, как они были проверены и показали, что работают в пределах допустимых допусков для их класса точности. Местный инспектор из Департамента мер и весов будет периодически проводить проверки весов, используемых в коммерческих сделках, аналогично тому, как они проверяют и опечатывают газовые насосы, используемые в коммерческих сделках на вашей местной заправочной станции. Вот почему для предприятий, использующих весы в коммерческих сделках, важно приобрести весы, одобренные NTEP, и периодически проходить их профессиональную калибровку. Если местный продавец полагает, что ваш бизнес может использовать весы для предоставления товаров или услуг, он может провести выборочную проверку. Если используются весы, не одобренные NTEP, они могут наложить большие штрафы и потребовать, чтобы владелец приобрел весы, одобренные NTEP, прежде чем они смогут вести дела. Если будет обнаружено, что весы, утвержденные NTEP, не калиброваны, устройство может быть помечено как «вышедшее из строя» герметиком до тех пор, пока калибровка не будет должным образом отрегулирована.
Вот почему для предприятий, использующих весы в коммерческих сделках, важно приобрести весы, одобренные NTEP, и периодически проходить их профессиональную калибровку. Если местный продавец полагает, что ваш бизнес может использовать весы для предоставления товаров или услуг, он может провести выборочную проверку. Если используются весы, не одобренные NTEP, они могут наложить большие штрафы и потребовать, чтобы владелец приобрел весы, одобренные NTEP, прежде чем они смогут вести дела. Если будет обнаружено, что весы, утвержденные NTEP, не калиброваны, устройство может быть помечено как «вышедшее из строя» герметиком до тех пор, пока калибровка не будет должным образом отрегулирована.
Сертификат калибровки
Сертификат калибровки – это документ, предоставленный и подписанный специалистом по калибровке, который документирует завершение успешной калибровки. В сертификате обычно указывается стандарт, который использовался для калибровки устройства, и обеспечивается прослеживаемость к международно определенному стандарту. Сертификаты калибровки для весов могут быть выданы только после тестирования устройства на месте, где оно будет использоваться. Это происходит из-за изменения местной силы тяжести, которая может варьироваться до 0.5% в разных местах по всему миру. Сертификат калибровки больше недействителен, если устройство отправлено в другое место.
Сертификаты калибровки для весов могут быть выданы только после тестирования устройства на месте, где оно будет использоваться. Это происходит из-за изменения местной силы тяжести, которая может варьироваться до 0.5% в разных местах по всему миру. Сертификат калибровки больше недействителен, если устройство отправлено в другое место.
Нагрузочный элемент
Элемент весов, предназначенный для приема взвешиваемого груза; например, платформа, палуба, поручень, бункер, тарелка, тарелка, совок. При выборе весов следует учитывать размеры грузоприемного элемента или платформы. Часто можно использовать весы с платформой, немного меньшей, чем взвешиваемые объекты, при условии, что груз устойчив и не опирается ни на что, кроме принимающего нагрузку элемента, и находится ниже максимальной грузоподъемности весов.Вы также можете использовать расширительный лоток или контейнер, чтобы эффективно увеличить размер платформы для взвешивания или грузоприемного элемента в меньших и компактных масштабах.
Восстановление электромагнитной силы
Традиционные равноплечные весы работают по принципу оси и рычага. Неизвестная масса помещается на чашу на одном конце рычага, в то время как набор известных масс или тестовых гирь помещается на чашу на другом конце для создания баланса. Весы для восстановления электромагнитной силы также используют систему рычагов, но магнитное поле используется для создания силы на противоположном конце рычага и уравновешивания неизвестной массы.Ток, используемый для возбуждения магнитной катушки, пропорционален массе объекта, помещенного на платформу. Большинство аналитических и лабораторных весов относятся к типу EMFR. Весы EMFR отличаются высокой точностью, повторяемостью и сложностью по сравнению с другими датчиками взвешивания.
Тензодатчик
Весоизмерительный датчик – это тип преобразователя, который преобразует силу в электрический сигнал. Тензодатчики на основе тензодатчиков являются наиболее распространенным типом. Они состоят (в большинстве случаев) из четырех тензодатчиков, прикрепленных к балке или другой конструкции.При добавлении веса к принимающей нагрузке балка или конструкция деформируются. Когда только появились датчики веса, они в основном использовались в промышленных приложениях, где подходили разрешающие способности. Однако сегодня современные достижения в технологии взвешивания сделали датчики веса способными работать с гораздо более высоким разрешением. Весоизмерительные ячейки отличаются высокой прочностью, надежностью и невысокой стоимостью.
Они состоят (в большинстве случаев) из четырех тензодатчиков, прикрепленных к балке или другой конструкции.При добавлении веса к принимающей нагрузке балка или конструкция деформируются. Когда только появились датчики веса, они в основном использовались в промышленных приложениях, где подходили разрешающие способности. Однако сегодня современные достижения в технологии взвешивания сделали датчики веса способными работать с гораздо более высоким разрешением. Весоизмерительные ячейки отличаются высокой прочностью, надежностью и невысокой стоимостью.
Масса
Сила, возникающая в результате действия силы тяжести на материю.
Масса
Мера количества вещества в теле.
Масса к массе
В повседневных ситуациях, чтобы упростить задачу, мы делаем вид, что сила гравитации одинакова везде на Земле, а масса и вес взаимозаменяемы. Но это ложь. На самом деле местная гравитация немного меняется в зависимости от вашей широты, долготы, высоты и других геологических особенностей. Одна и та же масса может иметь разный вес в зависимости от того, где вы ее взвешиваете. Другими словами, масса в 500 г на Земле будет весить намного больше, чем масса в 500 г на Луне из-за гораздо более слабой гравитации.Хотя весы измеряют вес объекта, они откалиброваны для отображения в единицах массы. Когда весы калибруются на месте использования, на весы помещается стандартная масса и измеряется ее вес. Затем шкала настраивается таким образом, чтобы ее показания отображали правильную массу, а любые различия в силе тяжести между ее новым местоположением и последним местоположением, в котором она была настроена, компенсируются. Вот почему сертификаты калибровки для прецизионных весов должны выдаваться по месту их использования и недействительны, если весы отправляются в другое место.
Одна и та же масса может иметь разный вес в зависимости от того, где вы ее взвешиваете. Другими словами, масса в 500 г на Земле будет весить намного больше, чем масса в 500 г на Луне из-за гораздо более слабой гравитации.Хотя весы измеряют вес объекта, они откалиброваны для отображения в единицах массы. Когда весы калибруются на месте использования, на весы помещается стандартная масса и измеряется ее вес. Затем шкала настраивается таким образом, чтобы ее показания отображали правильную массу, а любые различия в силе тяжести между ее новым местоположением и последним местоположением, в котором она была настроена, компенсируются. Вот почему сертификаты калибровки для прецизионных весов должны выдаваться по месту их использования и недействительны, если весы отправляются в другое место.
Килограмм
Базовая единица массы в Международной системе единиц (единицы СИ). Он равен массе Международного килограмма прототипа (IPK).
Значения значений в граммах
Международный прототип килограмма, IPK
Килограмм изначально был массой кубического дециметра воды.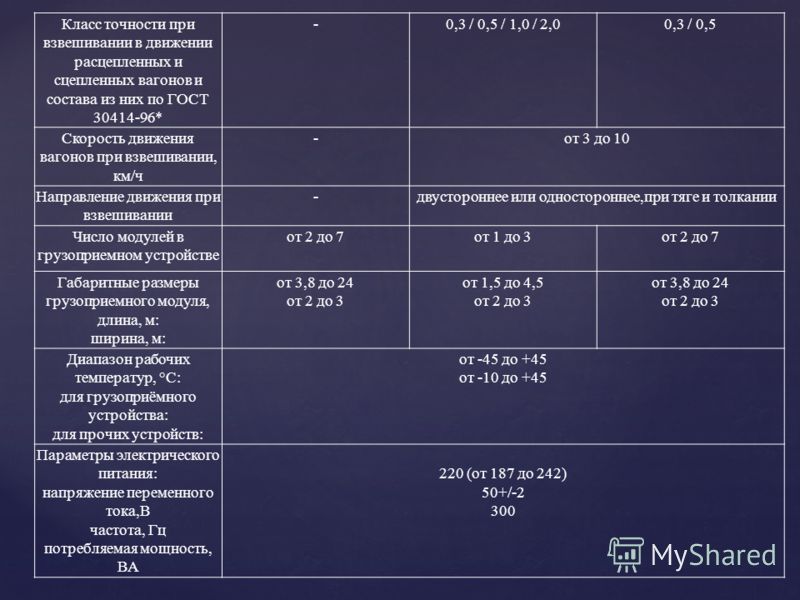 В 1889 году 1-й CGPM одобрил международный прототип килограмма, сделанный из платино-иридия, и заявил: «Этот прототип впредь будет считаться единицей массы».Международный прототип килограмма хранится и хранится в Международном бюро мер и весов (французское сокращение: BIPM) вместе с его шестью официальными копиями. Килограмм – единственная единица СИ, все еще определяемая физическим артефактом. Тем не менее, предпринимаются усилия по созданию будущего, более стабильного стандарта килограмма, который можно было бы воспроизвести в лаборатории с использованием письменных спецификаций. В одном из таких проектов для определения килограмма используется сфера из определенного количества атомов кремния. Эксперименты в рамках этого проекта позволили получить некоторые из наиболее почти совершенных сфер, созданных человеком на сегодняшний день.В других проектах используется электронный подход, например, ваттный баланс NIST, который измеряет электрическую мощность, необходимую для противодействия весу килограммового теста под действием земной силы тяжести.
В 1889 году 1-й CGPM одобрил международный прототип килограмма, сделанный из платино-иридия, и заявил: «Этот прототип впредь будет считаться единицей массы».Международный прототип килограмма хранится и хранится в Международном бюро мер и весов (французское сокращение: BIPM) вместе с его шестью официальными копиями. Килограмм – единственная единица СИ, все еще определяемая физическим артефактом. Тем не менее, предпринимаются усилия по созданию будущего, более стабильного стандарта килограмма, который можно было бы воспроизвести в лаборатории с использованием письменных спецификаций. В одном из таких проектов для определения килограмма используется сфера из определенного количества атомов кремния. Эксперименты в рамках этого проекта позволили получить некоторые из наиболее почти совершенных сфер, созданных человеком на сегодняшний день.В других проектах используется электронный подход, например, ваттный баланс NIST, который измеряет электрическую мощность, необходимую для противодействия весу килограммового теста под действием земной силы тяжести.
Масса брутто
Общий вес взвешиваемого объекта, включая его транспортное средство, упаковку или контейнер. Вес брутто обычно требуется для расчета стоимости доставки или транспортировки.
Вес нетто
Вес взвешиваемого объекта без учета веса его транспортного средства, упаковки или контейнера.Вес нетто используется для расчета сборов, налогов или платежей, необходимых для товаров.
Масса тары
Вес пустого транспортного средства, упаковки или контейнера. Вес тары иногда указывается на внешней стороне вагонов или транспортных и упаковочных контейнеров для быстрого определения веса нетто во время операций взвешивания.
Типы весов
Аналитические весы – Весы для измерения массы с очень высокой степенью точности.Большинство аналитических весов имеют деление шкалы 0,1 мг или лучше (0,0001 г).
Весы для животных – Весы, предназначенные для взвешивания отдельных голов скота.
Весы для контрольных взвешиваний – используются для проверки заданного веса в заданных пределах. Эти весы обычно используются при взвешивании, когда оператор должен наполнить и взвесить продукт, чтобы обеспечить равномерный вес. Некоторые чеквейеры активируют дистанционные переключатели или издают звуковой сигнал при достижении заданного веса.
Счетные весы – используются для взвешивания нескольких предметов одинакового веса и отображения общего количества штук.
Вычислительные весы – Весы, показывающие денежную стоимость взвешиваемых количеств товара по заранее установленным ценам за единицу во всем или части диапазона взвешивания весов.
Крановые весы – Весы с номинальной грузоподъемностью 5000 фунтов или более, предназначенные для взвешивания грузов, когда они свободно подвешиваются на мостовом кране на гусеничном ходу.
Ювелирные весы – приспособлены для взвешивания драгоценных камней и металлов.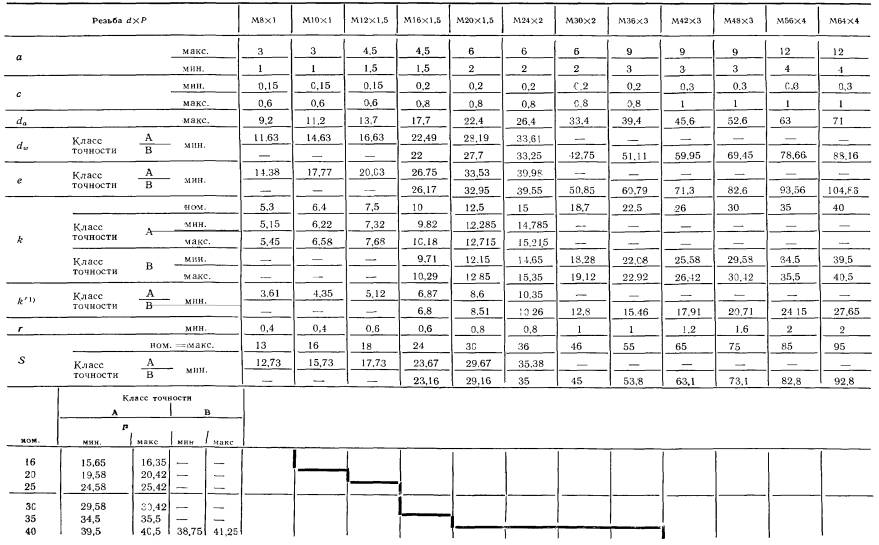 Микровесы – специальные весы с точностью считывания 1 микрограмм (1 мкг) или лучше. Микрограмм – это одна миллионная грамма (0,000001 г). Эти устройства требуют особого внимания, чтобы свести к минимуму ошибки взвешивания, связанные с величинами взвешивания.
Микровесы – специальные весы с точностью считывания 1 микрограмм (1 мкг) или лучше. Микрограмм – это одна миллионная грамма (0,000001 г). Эти устройства требуют особого внимания, чтобы свести к минимуму ошибки взвешивания, связанные с величинами взвешивания.
Многодиапазонные весы (также многодиапазонные, двухдиапазонные) – Весы, имеющие один диапазон взвешивания, который разделен на частичные диапазоны взвешивания (сегменты), каждый с различными интервалами шкалы, причем каждый частичный диапазон взвешивания (сегмент) определяется автоматически в зависимости от приложенной нагрузки, как при увеличении, так и при уменьшении нагрузки.
Почтовые весы – Весы (обычно вычислительные весы), предназначенные для использования для определения веса доставки или стоимости доставки писем или посылок, доставляемых Почтовой службой США или частными транспортными компаниями. В качестве почтовых весов можно использовать весовой классификатор.
Весы для точек продаж – весы, используемые для совершения прямых продаж.
Весы по рецепту – Весы или весы, адаптированные для взвешивания ингредиентов лекарственных и других формул, предписанных врачами и другими лицами, которые используются или предназначены для использования в обычной торговле фармацевтами.
Автомобильные весы – Весы, адаптированные для взвешивания транспортных средств на шоссе, фермах или других крупных промышленных транспортных средств (кроме грузовых железнодорожных вагонов), загруженных или разгруженных.
Весовой классификатор – цифровые весы имеют внутреннее значение, округленное для получения окончательного результата на дисплее. На большинстве шкал «точка останова» округления находится посередине между интервалами шкалы. Вес, который находится между интервалами шкалы, может округляться в большую или меньшую сторону до ближайшего интервала шкалы. Поскольку весовые классификаторы предназначены для использования в почтовых и транспортных приложениях, точка останова для отображаемого веса находится на интервале шкалы, а не между ними. Любая частичная единица внутреннего разрешения, превышающая заданный вес, округляется до следующего интервала шкалы для окончательного результата. Пример: Инструмент с нормальным округлением с e = d = 0,1 покажет: 1,0, если нагрузка составляет от 0,96 до 1,04, и 1,1, если нагрузка составляет от 1,06 до 1,14. Весовые классификаторы почтовых или транспортных средств с e = d = 0,1 покажут: 1,0, если нагрузка составляет от 0,91 до 1,00, и 1,1, если нагрузка составляет от 1,01 до 1,10.
Любая частичная единица внутреннего разрешения, превышающая заданный вес, округляется до следующего интервала шкалы для окончательного результата. Пример: Инструмент с нормальным округлением с e = d = 0,1 покажет: 1,0, если нагрузка составляет от 0,96 до 1,04, и 1,1, если нагрузка составляет от 1,06 до 1,14. Весовые классификаторы почтовых или транспортных средств с e = d = 0,1 покажут: 1,0, если нагрузка составляет от 0,91 до 1,00, и 1,1, если нагрузка составляет от 1,01 до 1,10.
Весы для взвешивания колес – Компактные, автономные переносные весовые элементы, специально адаптированные для определения колесных или осевых нагрузок транспортных средств на автомагистралях только для обеспечения соблюдения законов о весе на шоссе.
Источники погрешностей в весах
Факторы окружающей среды – Точность весов во многом зависит от среды, в которой они установлены. Несколько факторов окружающей среды могут повлиять на измерение весов, в том числе:
- Воздушные потоки / сквозняки – они составляют большинство больших случайных ошибок. Обязательно используйте устройство для взвешивания в месте, где нет сквозняков или воздушных потоков, которые могут повлиять на показания веса. На высокоточных аналитических весах (0.1 мг или лучше), необходимы стеклянные защитные экраны. Также следует соблюдать осторожность при взвешивании горячих или холодных предметов внутри вытяжной камеры. Воздействие конвекционных потоков может сделать холодные предметы более тяжелыми, а горячие – более легкими.
- Плавучесть воздуха – Сила, направленная вверх, вызванная атмосферным давлением. Чистая восходящая выталкивающая сила равна величине веса воздуха, вытесняемого объектом. Плавучесть воздуха в основном вызывает беспокойство при взвешивании объектов с относительно низкой плотностью.
- Температура – Пружинные весы и весы для датчиков веса отклоняются с меньшей скоростью и, следовательно, плохо работают в холодных условиях. Большинство пружин и тензодатчиков имеют температурную компенсацию, чтобы в определенной степени противодействовать этому источнику ошибок. Весы всегда следует использовать в пределах рекомендованной производителем рабочей температуры. Для большинства шкал это от 32 ° F до 104 ° F. При перемещении шкалы из одного климата в другой перед выполнением калибровки необходимо дать внутренним компонентам адаптироваться к новой среде.
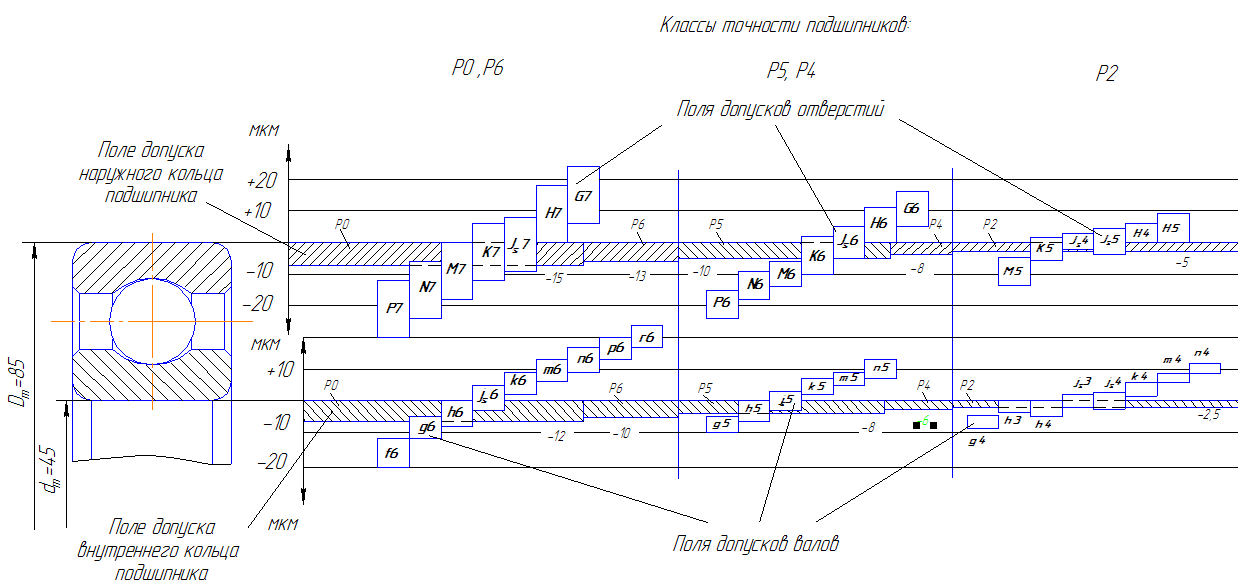 Обязательно используйте устройство для взвешивания в месте, где нет сквозняков или воздушных потоков, которые могут повлиять на показания веса. На высокоточных аналитических весах (0.1 мг или лучше), необходимы стеклянные защитные экраны. Также следует соблюдать осторожность при взвешивании горячих или холодных предметов внутри вытяжной камеры. Воздействие конвекционных потоков может сделать холодные предметы более тяжелыми, а горячие – более легкими.
Обязательно используйте устройство для взвешивания в месте, где нет сквозняков или воздушных потоков, которые могут повлиять на показания веса. На высокоточных аналитических весах (0.1 мг или лучше), необходимы стеклянные защитные экраны. Также следует соблюдать осторожность при взвешивании горячих или холодных предметов внутри вытяжной камеры. Воздействие конвекционных потоков может сделать холодные предметы более тяжелыми, а горячие – более легкими. Весы всегда следует использовать в пределах рекомендованной производителем рабочей температуры. Для большинства шкал это от 32 ° F до 104 ° F. При перемещении шкалы из одного климата в другой перед выполнением калибровки необходимо дать внутренним компонентам адаптироваться к новой среде.
Весы всегда следует использовать в пределах рекомендованной производителем рабочей температуры. Для большинства шкал это от 32 ° F до 104 ° F. При перемещении шкалы из одного климата в другой перед выполнением калибровки необходимо дать внутренним компонентам адаптироваться к новой среде.Ошибка нуля – Возникает, когда кривая взвешивания смещается на постоянную величину. По большей части вы можете избежать этой ошибки, используя функцию повторного обнуления перед выполнением взвешивания.
Ошибка чувствительности – Коэффициент изменения показания измерительной системы и соответствующего изменения значения измеряемой величины. Чувствительность измерительной системы может зависеть от значения измеряемой величины, линейно увеличивающейся с увеличением нагрузки.Ошибки чувствительности могут возникать из-за температурного дрейфа, старения, регулировки с использованием неправильной калибровочной гири или неправильной компенсации ошибки смещенной от центра нагрузки.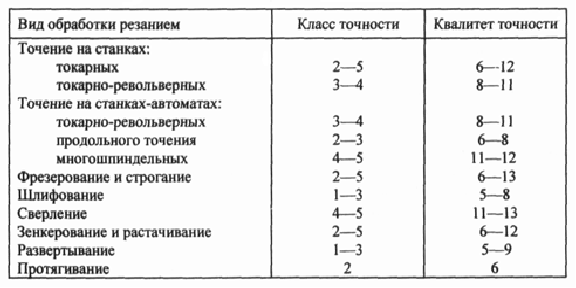
Линейность – это способность характеристической кривой шкалы приближаться к прямой линии. Линейность можно проверить, взвесив несколько тестовых гирь с возрастающим значением до максимальной мощности и нанеся их в виде точек на график. Линейность будет максимальной величиной, на которую точки отклоняются от прямой линии, идущей от нуля до максимальной емкости.
Список литературы
«Спецификации, допуски и другие технические требования к устройствам для взвешивания и измерения», NIST Handbook 44 .; Национальный институт стандартов и технологий: Гейтерсбург, Мэриленд, 2010
«Определения базовой единицы: килограмм». Международная система единиц от NIST. Октябрь 2000. Интернет. 8 января 2010 г.
«Основы весовой техники: термины, методы измерения, погрешности взвешивания». Sartorius AG.1996. Интернет. 8 января 2010 г.
«Точность». Википедия, свободная энциклопедия. Wikimedia Foundation, Inc. 3 января 2010 г. Интернет. 8 января 2010 г.
«Маркировка и приложение допусков для весовых классификаторов». Стивен Кук, NIST, май 2004 г. Интернет. 5 мая. 2011
python – научитесь Scikit, получите оценки точности для каждого класса
Я добавляю свой ответ, поскольку я не нашел ответа на этот точный вопрос в Интернете, и потому, что я думаю, что другие методы расчета, предложенные здесь до меня, неверны.
Помните, что точность определяется как:
точность = (true_positives + true_negatives) / all_samples
Или выразить словами; это соотношение между количеством правильно классифицированных примеров (положительных или отрицательных) и общим количеством примеров в тестовой выборке.
Важно отметить, что как для TN, так и для FN «отрицательный» является агностиком класса, что означает «не прогнозируется как конкретный рассматриваемый класс». Например, рассмотрим следующее:
y_true = ['кошка', 'собака', 'птица', 'птица]
y_pred = ['кошка', 'собака', 'кошка', 'собака']
Здесь и второе «кошачье», и второе «собачье» предсказания являются ложноотрицательными просто потому, что они не являются «птицами».
На ваш вопрос:
Насколько мне известно, в настоящее время нет пакета, который предоставляет метод, который делает то, что вы ищете, но, исходя из определения точности, мы можем использовать метод матрицы путаницы из sklearn, чтобы вычислить его самостоятельно.
из sklearn.metrics import confusion_matrix
импортировать numpy как np
# Получим матрицу путаницы
cm = confusion_matrix (y_true, y_pred)
# Мы сохраним результаты в словаре для быстрого доступа позже
per_class_accuracies = {}
# Рассчитываем точность для каждого из наших классов
для idx, cls в перечислении (классы):
# Истинно отрицательные - это все образцы, которые не являются нашим текущим классом GT (не текущей строкой)
# и не были предсказаны как текущий класс (не текущий столбец)
true_negatives = нп.sum (np.delete (np.delete (cm, idx, axis = 0), idx, axis = 1))
# Истинно положительные результаты - это все образцы нашего текущего класса GT, которые были предсказаны как таковые
true_positives = см [idx, idx]
# Точность для текущего класса - это отношение правильных прогнозов ко всем прогнозам
per_class_accuracies [cls] = (true_positives + true_negatives) / np.sum (см)
Исходный вопрос был опубликован некоторое время назад, но он может помочь любому, кто приходит сюда через Google, например мне.
Что такое матрица неточностей в машинном обучении
Последнее обновление 15 августа 2020 г.
Сделайте матрицу путаницы менее запутанной.
Матрица неточностей – это метод суммирования производительности алгоритма классификации.
Сама по себе точность классификации может ввести в заблуждение, если у вас неравное количество наблюдений в каждом классе или если в вашем наборе данных более двух классов.
Расчет матрицы неточностей может дать вам лучшее представление о том, что делает ваша модель классификации правильной и какие типы ошибок она допускает.
В этом посте вы откроете для себя матрицу путаницы для использования в машинном обучении.
Прочитав этот пост, вы узнаете:
- Что такое матрица неточностей и зачем ее использовать.
- Как с нуля рассчитать матрицу неточностей для задачи классификации 2 классов.
- Как создать матрицу путаницы в Weka, Python и R.
Начните свой проект с моей новой книги «Алгоритмы машинного обучения с нуля», включающей пошаговых руководств и файлов исходного кода Python для всех примеров.
Приступим.
- Обновление, октябрь 2017 г. : исправлена небольшая ошибка в отработанном примере (спасибо Рактиму).
- Обновление декабрь 2017 г. : исправлена небольшая ошибка в расчете точности (спасибо Робсон, пастор Александр)
Что такое матрица неточностей в машинном обучении
Фото Максимилиано Колуса, некоторые права защищены
Точность классификации и ее ограничения
Точность классификации – это отношение правильных прогнозов к общему количеству сделанных прогнозов.
точность классификации = правильные прогнозы / общие прогнозы
точность классификации = правильные прогнозы / общие прогнозы |
Часто выражается в процентах путем умножения результата на 100.
точность классификации = правильные прогнозы / общие прогнозы * 100
точность классификации = правильные прогнозы / общие прогнозы * 100 |
Точность классификации также можно легко превратить в частоту ошибочной классификации или частоту ошибок, инвертируя значение, например:
коэффициент ошибок = (1 – (правильные прогнозы / общие прогнозы)) * 100
коэффициент ошибок = (1 – (правильные прогнозы / общие прогнозы)) * 100 |
Точность классификации – это отличное место для начала, но на практике часто возникают проблемы.
Основная проблема с точностью классификации заключается в том, что она скрывает детали, необходимые для лучшего понимания производительности вашей модели классификации. Есть два примера, в которых вы, скорее всего, столкнетесь с этой проблемой:
- Когда ваши данные имеют более 2 классов. С 3 или более классами вы можете получить точность классификации 80%, но вы не знаете, связано ли это с тем, что все классы предсказываются одинаково хорошо или один или два класса игнорируются моделью.
- Когда ваши данные не имеют четного числа классов. Вы можете достичь точности 90% или более, но это не очень хорошая оценка, если 90 записей на каждые 100 принадлежат одному классу, и вы можете достичь этого результата, всегда прогнозируя наиболее распространенное значение класса.
Точность классификации может скрыть детали, необходимые для диагностики производительности вашей модели. Но, к счастью, мы можем разделить эту деталь, используя матрицу путаницы.
Что такое матрица неточностей?
Матрица неточностей – это сводка результатов прогноза по задаче классификации.
Количество правильных и неправильных прогнозов суммируется со значениями подсчета и разбивается по каждому классу. Это ключ к матрице путаницы.
Матрица неточностей показывает, каким образом ваша классификационная модель
ошибается при прогнозировании.
Это дает вам представление не только об ошибках, которые делает ваш классификатор, но, что более важно, о типах ошибок, которые допускаются.
Именно эта разбивка позволяет преодолеть ограничение использования одной только точности классификации.
Как рассчитать матрицу неточностей
Ниже приведен процесс вычисления матрицы неточностей.
- Вам нужен тестовый набор данных или набор данных проверки с ожидаемыми значениями результатов.
- Сделайте прогноз для каждой строки в тестовом наборе данных.
- Из ожидаемых результатов и прогнозов подсчитываем:
- Количество правильных прогнозов для каждого класса.
- Число неверных прогнозов для каждого класса, организованное по классу, который был предсказан.
Эти числа затем организуются в таблицу или матрицу следующим образом:
- Ожидается вниз : Каждая строка матрицы соответствует прогнозируемому классу.
- Прогноз по верхнему краю : Каждый столбец матрицы соответствует фактическому классу.
Счетчики правильной и неправильной классификации заносятся в таблицу.
Общее количество правильных прогнозов для класса входит в ожидаемую строку для этого значения класса и прогнозируемый столбец для этого значения класса.
Таким же образом общее количество неверных прогнозов для класса входит в ожидаемую строку для этого значения класса и прогнозируемый столбец для этого значения класса.
На практике такой двоичный классификатор, как этот, может делать два типа ошибок: он может неправильно назначить человека, который по умолчанию не использует категорию по умолчанию, или он может неправильно назначить человека, который не по умолчанию, в категорию по умолчанию. Часто бывает интересно определить, какой из этих двух типов ошибок делается.Матрица неточностей […] – удобный способ отображения этой информации.
– стр. 145, Введение в статистическое обучение: с приложениями в R, 2014 г.
Эту матрицу можно использовать для задач с 2 классами, где ее очень легко понять, но можно легко применить к задачам с 3 или более значениями классов, добавив больше строк и столбцов в матрицу неточностей.
Давайте конкретизируем это объяснение создания матрицы путаницы на примере.
Пример использования матрицы путаницы 2 класса
Давайте представим, что у нас есть двухклассная задача классификации, заключающаяся в том, чтобы предсказать, содержит ли фотография мужчину или женщину.
У нас есть тестовый набор данных из 10 записей с ожидаемыми результатами и набором прогнозов нашего алгоритма классификации.
Ожидаемый, прогнозируемый мужчина и женщина мужчина, мужчина женщина, женщина мужчина, мужчина Женщина мужчина женщина, женщина женщина, женщина мужчина, мужчина мужчина и женщина женщина, женщина
Ожидаемый, прогнозируемый мужчина, женщина мужчина, мужчина женщина, женщина мужчина, мужчина женщина, мужчина женщина, женщина женщина, женщина мужчина, мужчина мужчина, женщина женщина, женщина |
Давайте начнем и посчитаем точность классификации для этого набора прогнозов.
Алгоритм сделал 7 из 10 прогнозов верными с точностью 70%.
точность = общее количество правильных прогнозов / общее количество сделанных прогнозов * 100 точность = 7/10 * 100
точность = общее количество правильных прогнозов / общее количество сделанных прогнозов * 100 точность = 7/10 * 100 |
Но какие ошибки были сделаны?
Давайте превратим наши результаты в матрицу путаницы.
Во-первых, мы должны рассчитать количество правильных прогнозов для каждого класса.
мужчин классифицированы как мужчины: 3 женщин, классифицируемых как женщины: 4
мужчин, отнесенных к мужчинам: 3 женщин, отнесенных к женщинам: 4 |
Теперь мы можем подсчитать количество неверных прогнозов для каждого класса, упорядоченного по прогнозируемому значению.
мужчин, относящихся к женщинам: 2 женщина классифицируется как мужчина: 1
мужчин, отнесенных к женщинам: 2 женщин, отнесенных к мужчинам: 1 |
Теперь мы можем упорядочить эти значения в матрицу путаницы с двумя классами:
Мужчины Женщины мужчины 3 1 женщины 2 4
мужчины женщины мужчины 3 1 женщины 2 4 |
Мы можем многому научиться из этой таблицы.
- Общее количество фактических мужчин в наборе данных представляет собой сумму значений в столбце мужчин (3 + 2)
- Общее количество фактических женщин в наборе данных представляет собой сумму значений в столбце женщин (1 + 4).
- Правильные значения выстроены по диагональной линии от верхнего левого угла до нижнего правого угла матрицы (3 + 4).
- Больше ошибок было сделано при прогнозировании мужчин как женщин, чем при прогнозировании женщин как мужчин.
Двухклассные проблемы – особые
В двухклассной задаче мы часто стремимся отличить наблюдения с конкретным результатом от обычных наблюдений.
Например, болезненное состояние или событие, вызванное отсутствием болезненного состояния или отсутствием события.
Таким образом, мы можем присвоить строке событий значение « положительный », а строке отсутствия события – « отрицательное значение ». Затем мы можем присвоить столбцу событий прогнозов « true », а отсутствию событий – « false ».
Это дает нам:
- « истинно положительный » для правильно спрогнозированных значений события.
- « ложное срабатывание » для неверно предсказанных значений события.
- « истинно отрицательный » для правильно предсказанных значений отсутствия событий.
- « ложноотрицательный » для неверно предсказанных значений отсутствия событий.
Мы можем резюмировать это в матрице неточностей следующим образом:
событие не событие событие истинно положительное ложное положительное нет событий ложноотрицательный истинно отрицательный
событие отсутствие события событие истинно положительное ложное положительное отсутствие события ложно отрицательное истинно отрицательное |
Это может помочь в вычислении более сложных показателей классификации, таких как точность, отзыв, специфичность и чувствительность нашего классификатора.
Например, точность классификации рассчитывается как истинно положительные + истинно отрицательные.
Рассмотрим случай, когда есть два класса. […] Верхняя строка таблицы соответствует выборкам, предположительно являющимся событиями. Некоторые из них предсказаны правильно (истинные положительные результаты или TP), в то время как другие классифицируются неточно (ложные срабатывания или FP). Точно так же вторая строка содержит предсказанные отрицания с истинными отрицаниями (TN) и ложными отрицаниями (FN).
– стр. 256, Прикладное прогнозное моделирование, 2013
Теперь, когда мы проработали простой пример двухклассной матрицы неточностей, давайте посмотрим, как мы можем вычислить матрицу неточностей в современных инструментах машинного обучения.
Примеры кода матрицы неточностей
В этом разделе приводится несколько примеров матриц путаницы с использованием лучших платформ машинного обучения.
Эти примеры дадут вам контекст того, что вы узнали о матрице неточностей, когда вы используете их на практике с реальными данными и инструментами.
Пример матрицы неточностей в Weka
Инструментальные средства машинного обучения Weka автоматически отображают матрицу неточностей при оценке навыков модели в интерфейсе проводника.
Ниже приведен снимок экрана из интерфейса Weka Explorer после обучения алгоритма k-ближайшего соседа в наборе данных диабета индейцев пима.
Матрица неточностей указана внизу, и вы можете видеть, что также представлено множество статистических данных по классификации.
Матрица путаницы назначает буквы a и b значениям класса и предоставляет ожидаемые значения класса в строках и прогнозируемые значения класса («классифицированы как») для каждого столбца.
Матрица неточностей Weka и статистика классификации
Подробнее о Weka Machine Learning Workbench можно узнать здесь.
Пример матрицы путаницы в Python с помощью scikit-learn
Библиотека scikit-learn для машинного обучения на Python может вычислять матрицу неточностей.
Учитывая массив или список ожидаемых значений и список прогнозов из вашей модели машинного обучения, функция confusion_matrix () вычислит матрицу путаницы и вернет результат в виде массива. Затем вы можете распечатать этот массив и интерпретировать результаты.
# Пример матрицы путаницы в Python из склеарна.показатели импорта confusion_matrix ожидаемый = [1, 1, 0, 1, 0, 0, 1, 0, 0, 0] предсказано = [1, 0, 0, 1, 0, 0, 1, 1, 1, 0] results = confusion_matrix (ожидаемый, прогнозируемый) печать (результаты)
# Пример матрицы неточностей в Python из sklearn.metrics import confusion_matrix expected = [1, 1, 0, 1, 0, 0, 1, 0, 0, 0] predicted = [ 1, 0, 0, 1, 0, 0, 1, 1, 1, 0] результатов = confusion_matrix (ожидаемый, прогнозируемый) печать (результаты) |
При выполнении этого примера печатается матричный массив ошибок, суммирующий результаты для надуманной задачи 2 классов.
Узнайте больше о функции confusion_matrix () в документации по API scikit-learn.
Пример матрицы путаницы в R с вставкой
Библиотека каретки для машинного обучения в R может вычислять матрицу путаницы.
Учитывая список ожидаемых значений и список прогнозов из вашей модели машинного обучения, функция confusionMatrix () вычислит матрицу неточностей и вернет результат в виде подробного отчета. Затем вы можете распечатать этот отчет и интерпретировать результаты.
# пример матрицы путаницы в R библиотека (каретка) ожидаемый <- factor (c (1, 1, 0, 1, 0, 0, 1, 0, 0, 0)) предсказанный <- фактор (c (1, 0, 0, 1, 0, 0, 1, 1, 1, 0)) результаты <- confusionMatrix (данные = прогнозируемые, справочные = ожидаемые) печать (результаты)
# пример матрицы путаницы в библиотеке R (каретка) ожидаемый <- factor (c (1, 1, 0, 1, 0, 0, 1, 0, 0, 0)) предсказанный <- фактор (c (1, 0, 0, 1, 0, 0, 1, 1, 1, 0)) результатов <- confusionMatrix (данные = прогнозируемые, эталонные = ожидаемые) печать (результаты) |
При выполнении этого примера вычисляется отчет с матрицей неточностей и связанная статистика, а результаты распечатываются.
Матрица неточностей и статистика Ссылка Прогноз 0 1 0 4 1 1 2 3 Точность: 0,7 95% ДИ: (0,3475, 0,9333) Нет информации Скорость: 0,6 P-значение [Acc> NIR]: 0,3823 Каппа: 0,4 Значение P теста Макнемара: 1.0000 Чувствительность: 0,6667 Специфичность: 0,7500 Pos Pred Value: 0.8000 Отрицательное прогнозное значение: 0,6000 Распространенность: 0,6000 Скорость обнаружения: 0,4000 Распространенность обнаружения: 0,5000 Сбалансированная точность: 0,7083 «Положительный» класс: 0
1 2 3 4 5 6 7 8 9 10 11 12 13 140002 14 18 19 20 21 22 23 24 25 | Матрица неточностей и статистика Ссылка Прогноз 0 1 0 4 1 1 2 3 Точность: 0.7 95% ДИ: (0,3475, 0,9333) Нет информации Скорость: 0,6 Значение P [Acc> NIR]: 0,3823 Каппа: 0,4 Значение P теста Макнемара: 1,0000 Чувствительность: 0,6667 Специфичность: 0,7500 Pos Pred Value: 0,8000 Neg Pred Value: 0,6000 Распространенность: 0,6000 Скорость обнаружения: 0.4000 Распространенность обнаружения: 0,5000 Точность балансировки: 0,7083 «Положительный» класс: 0 |
В этом отчете содержится много информации, не в последнюю очередь о самой матрице неточностей.
Дополнительные сведения о функции confusionMatrix () см. В документации API каретки [PDF].
Дополнительная литература
О матрице неточностей написано не так много, но в этом разделе перечислены некоторые дополнительные ресурсы, которые могут быть вам интересны.
Резюме
В этом посте вы обнаружили матрицу путаницы для машинного обучения.
В частности, вы узнали о:
- Ограничения точности классификации и когда можно скрыть важные детали.
- Матрица неточностей и способы ее вычисления с нуля и интерпретации результатов.
- Как вычислить матрицу путаницы с библиотеками Weka, Python scikit-learn и R.
Есть вопросы?
Задайте свой вопрос в комментариях ниже, и я постараюсь на них ответить.
Узнайте, как кодировать алгоритмы с нуля!
Никаких библиотек, только код Python.
… с пошаговыми инструкциями по реальным наборам данных
Узнайте, как это сделать в моей новой электронной книге:
Алгоритмы машинного обучения с нуля
Он охватывает 18 руководств со всем кодом для 12 лучших алгоритмов , например:
Линейная регрессия, k-ближайшие соседи, стохастический градиентный спуск и многое другое …
Наконец, отдерните занавес на
Алгоритмы машинного обучения
Пропустить академики.