Виды сварочных электродов – Статьи о сварке – «СВАРБИ»
Качество сварочного шва на металлическом изделии во многом зависит от того, насколько правильно были подобраны электроды, которые представляют собой небольшие отрезки специальной сварочной проволоки, покрытой специальным защитным слоем. Сама проволока и покрытие могут изготавливаться из различных материалов, которые лучше будут подходить для сварки тех или иных видов металлов. Некогда применялись металлические непокрытые электроды, которые сегодня превратились в сварочную проволоку, которая используется в полуавтоматах при сварке в защитных газах. Существует также и другой вид электродов, состоящих из неметаллических элементов. За основу их изготовления берется аморфный уголь (электротехнический). Для того чтобы правильно подобрать электрод для сварки или резки металла, необходимо разобраться в их видах.Основная классификация сварочных электродов
В зависимости от того, какие элементы входят в состав стержней, они делятся на две больших группы:- Неметаллические
- Металлические
 Они прекрасно подходят для сварки, резки, наплавки металла, так как обладают хорошей проводимостью тока и высокой температурой плавления. Они являются неплавящимися и используются для сварки с применением присадочного материала. Он может подаваться на дугу непосредственно в процессе сварки, а может укладываться на свариваемую область заранее. Их преимущества заключаются в следующем:
Они прекрасно подходят для сварки, резки, наплавки металла, так как обладают хорошей проводимостью тока и высокой температурой плавления. Они являются неплавящимися и используются для сварки с применением присадочного материала. Он может подаваться на дугу непосредственно в процессе сварки, а может укладываться на свариваемую область заранее. Их преимущества заключаются в следующем:- Возможность многократного использования
- Не возникает прилипания электрода к поверхности металла
 В зависимости от того, из какого металла изготавливается электрод, определяется и область его применения.
В зависимости от того, из какого металла изготавливается электрод, определяется и область его применения.Неплавящиеся и плавящиеся металлические электроды
Неплавящиеся стержни для сварочных аппаратов имеют высокую температуру плавления и используются обычно в среде защитных газов. К ним относятся вольфрамовые электроды с добавлением тория, церия, лантана, иттрия, что улучшает свойства сварки и качество результата. Что касается плавящихся электродов, то их стержни могут изготавливаться из таких металлов, как чугун, медь, алюминий, сталь, бронза, а также сплавы этих металлов в определенных соотношениях.Критерии выбора электродов
Для настоящего профессионала выбор электрода будет складываться из таких критериев, как коэффициент шлакообразования, необходимая эксплуатационная прочность шва, соответствие электрода роду тока, применяемого для сварки, возможность сварки конкретным электродом в различных положениях, а также некоторые дополнительные параметры, такие как обеспечение для швов антикоррозионных свойств.
ПО НАЗНАЧЕНИЮ | ОБОЗНАЧЕНИЕ | |
Сварка углеродистых и низколегированных сталей конструкционных с временным сопротивлением разрыву до 600 МПа | 9 типов Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60 | У |
Сварка легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа | 5 типов Э70, Э85, Э100, Э125, Э150 | Л |
Сварка легированных теплоустойчивых сталей | 9 типов Э09М, Э09МХ и др. | Т |
Сварка высоколегированных сталей с особыми свойствами | 49 типов Э12Х13,Э06Х13М, Э10Х17Т и др. | В |
Наплавка поверхностных слоев с особыми свойствами | 44 типа Э10Г2, Э11ГЗ, Э16Г2ХМ и др. | Н |
ПО ВИДУ ПОКРЫТИЯ | ОБОЗНАЧЕНИЕ | |
Сварка во всех пространственных положениях постоянным и переменным током. Не рекомендуется для сталей с повышенным содержанием серы и углерода. Недостаток: возможны трещины в швах, сильное разбрызгивание | Кислые | А |
Сварка во всех пространственных положениях постоянным и переменным током | Рутиловые | Р |
Сварка постоянным током обратной полярности во всех пространственных положениях металла большой толщины | Основные | Б |
Сварка во всех пространственных положениях постоянным и переменным током. | Целлюлозные | Ц |
Сварка конструкций и трубопроводов во всех положениях шва, кроме потолочного, при низком расходе на 1 кг наплавленного металла | Смешанного типа | РЦЖ* |
*С железным порошком | ||
 Целесообразны на монтаже. Не допускают перегрева. Большие потери на разбрызгивание
Целесообразны на монтаже. Не допускают перегрева. Большие потери на разбрызгиваниеГОСТ Р ИСО 3580-2009 «Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация»
Федеральное АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |
Материалы сварочные
ЭЛЕКТРОДЫ
ПОКРЫТЫЕ ДЛЯ РУЧНОЙ
ДУГОВОЙ СВАРКИ ЖАРОПРОЧНЫХ СТАЛЕЙ
Классификация
ISO 3580:2004
Welding consumables – Covered electrodes for manual metal arc welding
of creep-resisting steels – Classification
(IDT)
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской
Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом
регулировании», а правила применения национальных стандартов Российской
Федерации – ГОСТ Р
1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
№ 184-ФЗ «О техническом
регулировании», а правила применения национальных стандартов Российской
Федерации – ГОСТ Р
1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ «НУЦСК» при МГТУ им. Н.Э. Баумана), Национальным Агентством Контроля и Сварки (НАКС) и Санкт-Петербургским государственным политехническим университетом (СПбГТУ) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
4 Настоящий
стандарт идентичен международному стандарту ИСО 3580:2004 «Материалы сварочные.
Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация» (ISO 3580:2004 «Welding
consumables – Covered electrodes for manual metal arc welding of
creep-resisting steels – Classification»).
Классификация» (ISO 3580:2004 «Welding
consumables – Covered electrodes for manual metal arc welding of
creep-resisting steels – Classification»).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок – в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
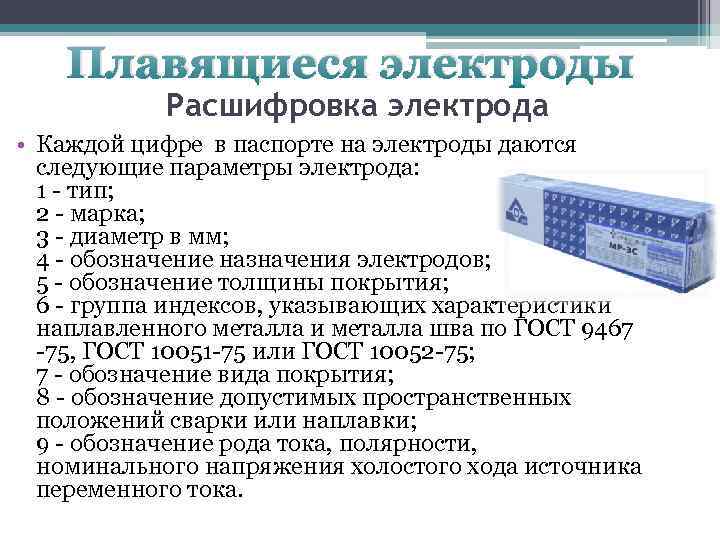
Расшифровка классификации электродов.
 Как выбрать подходящий?
Как выбрать подходящий?Для дуговой и точечной электросварки применяются электроды. Они изготавливаются из металла или минералов, могут иметь или не иметь покрытие, разделяются на одноразовые, и долговременного использования.
При всех различиях – задачи у электродов общие:
- Подать электрический ток к месту сварки, зажечь дугу или разогреть контактную точку;
- Обеспечить равномерный прогрев или стабильное горение дуги;
- За счет присадок, защитить расплав при сварке, и сформировать прочный шов с заданными характеристиками.
Какие бывают электроды по области применения и исполнению
Сфера применения различных видов сварки крайне велика. Ее активно используют во всех видах промышленной деятельности. От того, насколько верно подобран электрод зависит качество и надежность сварного соединения, а это, прежде всего, наша с вами безопасность.
Для точечной или контактной сварки
Предназначены для создания локального расплава свариваемых поверхностей в точке нагрева. Исполнение электродов должно обеспечивать плотный контакт и доступ к рабочей части деталей, при различной конфигурации свариваемых элементов.
Исполнение электродов должно обеспечивать плотный контакт и доступ к рабочей части деталей, при различной конфигурации свариваемых элементов.
Материал должен быть достаточно прочным, и обеспечивать минимальные потери тока при работе.
Наиболее простыми в применении и изготовлении являются прямые стержни, однако при сварке заготовок сложной геометрической формы, необходимы наконечники соответствующей конфигурации.
Изготавливают контактные электроды из меди и ее сплавов. Чистая медь имеет отличные показатели электропроводности, однако, она не жаропрочная. Необходимо применять легирующие добавки.
Сплавы с хромом, кадмием, алюминием, цинком и магнием повышают твердость стержня в нагретом состоянии. При этом электропроводность практически не ухудшается. Также можно добавлять никель, кремний и железо. Подобные сплавы отличаются хорошей износоустойчивостью.
Для работы с особенно сложными металлами применяются составные электроды.
На сердечник из меди надевается сменная насадка из прочного тугоплавкого сплава.
Для отдельных видов точечной сварки могут использоваться омедненные угольные электроды.
Сертификат качества на такие расходники жесткий, поэтому технология изготовления дорогостоящая. Это сказывается на конечной стоимости.
Для дуговой сварки
При классической электросварке применяются электроды, которые формируют сварочный шов.
Они подразделяются на две подгруппы:
Неплавящиеся
К ним относятся расходники из любого материала, температура плавления которого значительно превышает температуру сварки. Стержни этого типа не участвуют в формировании шва, а только плавят металл.
В качестве образующего компонента используется присадочный стержень, который подбирается к свариваемому материалу.
Металлические электроды изготавливают из вольфрама. Расшифровка маркировочного индекса начинается с буквы W.
Для удобства применяются цветовые обозначения:
- Чистый вольфрам (WP) имеет зеленый наконечник и применяется при сварке алюминиевых и магниевых сплавов.
 Ток переменный. Эти же металлы варят электродами с белым наконечником, маркировка (WZ-8). Рассчитаны на большую величину тока.
Ток переменный. Эти же металлы варят электродами с белым наконечником, маркировка (WZ-8). Рассчитаны на большую величину тока. - Присадка диоксид тория (WT-20) с красной маркировкой, позволяет варить постоянным током нержавейку, низколегированные стали с высоким содержанием углерода.
- Добавка в виде диоксида иттрия (WY-20) синяя маркировка, подходит для сварки меди и титана.
- Серый цвет (WC-20) означает диоксид церия. Подходит для любой стали.
- Нержавейка варится электродами золотистого цвета (WL-15). Присадка – диоксид лантана.
 Ток переменный. Эти же металлы варят электродами с белым наконечником, маркировка (WZ-8). Рассчитаны на большую величину тока.
Ток переменный. Эти же металлы варят электродами с белым наконечником, маркировка (WZ-8). Рассчитаны на большую величину тока.Также к неплавящимся стержням относятся все неметаллические: угольные и графитовые. Хранение расходников такого типа не предусматривает особых условий. Срок годности не ограничен.
Несмотря на схожий внешний вид – электроды не универсальны.
Плавящиеся
К этому типу относятся расходники, которые формируют шов за счет собственной массы. В зависимости от назначения – к металлическому стержню добавляется присадка в виде покрытия или трубка заполняется порошком.
Ассортимент этих наконечников заслуживает отдельной главы.
Классификация сварочных электродов плавящегося типа для дуговой сварки
- Электроды непрерывной подачи, или сварная проволока. Выпускается без покрытия. Возможно наличие специального компонентного порошка внутри трубчатого сечения.
- Штучные электроды. На них остановимся подробнее. Как они выглядят – знают все. Отрезок стержня диаметром 2-5 мм, покрытый как бенгальский огонь слоем обмазки.
Работа обмазки и стержня показана на иллюстрации:
Если материал проволоки относительно однообразен, то обмазка бывает нескольких видов:
Кислое покрытие. Обозначение (А)
В состав входит железная и марганцевая руда. Точнее – окислы этих элементов. За счет высвобождения кислорода, дуга получается горячее, увеличивая скорость сварки.
Рутиловое покрытие. Обозначение (Р)
Состоит из концентрата рутила природного происхождения. Дает плавный, качественный шов. Волнистость мелкая, переход к основному материалу малозаметный. Характерно легкое отделение шлака после остывания.
Дает плавный, качественный шов. Волнистость мелкая, переход к основному материалу малозаметный. Характерно легкое отделение шлака после остывания.
К одному из преимуществ относится проводимость обмазки, что позволяет повторно зажигать дугу без касания основным стержнем.
Основное покрытие (Б)
Основу смеси составляют карбонаты. Доломит, магнезит, мрамор. Связующая добавка – плавиковый шпат. Шов получается крупным, но пластичным. Это упрощает послесварочную обработку. Прочность сварки такими электродами позволяет работать с ответственными и морозоустойчивыми конструкциями.
Целлюлозное (Ц)
Состоит из органики. При работе образует очень мало шлака. Защитные газы, напротив, в избытке. Поэтому расплав в ванне защищен от коррозии. Электродами хорошо варить вертикальные швы.
Железный порошок (Ж)
Добавляется в любое из покрытий. Предназначен для ускорения сварочного процесса. Позволяет многократно повысить производительность труда, но требует опыта. Побочный положительный эффект – легкое повторное зажигание дуги.
Побочный положительный эффект – легкое повторное зажигание дуги.
ВАЖНО! При покупке таких расходников есть смысл требовать паспорт на электроды. В нем должны быть подробно изложены: назначение, род тока, тип обмазки и условия хранения.
Разумеется – сертификат соответствия на электроды должен быть заверен государственным стандартом.
About sposport
View all posts by sposport
Загрузка…Обозначение сварочных электродов по AWS
В большинстве стран разработаны системы обозначения электродов, которые позволяют произвести идентификацию каждой марки. Что стоит за этими обозначениями.
В связи с присутствием на рынке Республики Беларусь большого количества сварочных электродов импортного производства все чаще нам задают вопрос об обозначении сварочных электродов в соответствии с международными стандартами.
Один из этих стандартов: Американское общество сварки — AWS (American Welding Society) — основное профессиональное/техническое общество в области сварки, соединений деталей, пайки твёрдым и мягким припоем, резки и термического напыления.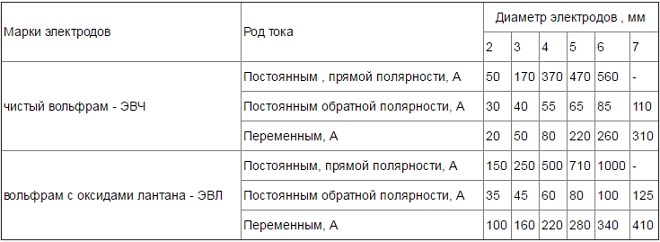
Классификация сварочных импортных электродов производится по многочисленным признакам: типу покрытия, положениям в пространстве при сварочном процессе, госту, маркам, качеству и другим показателям.
Система обозначений AWS состоит в следующем:Первая буква “Е” обозначает электрод для дуговой сварки.
Первые две цифры 4-значного числа или первые три цифры 5-значного числа указывают минимальную прочность на разрыв в фунтах на квадратный дюйм, деленную на 1000.
Предпоследняя цифра обозначает положение электрода в пространстве: “1” – все положения, “2” – только для горизонтального положения; “4” – для горизонтальной, вертикальной сверху вниз сварки и потолочных швов.
Последняя цифра указывает на тип покрытия электродов и полярность тока.
Мы приведем наиболее распространенные обозначения и требования к типам электродов по AWS.
1. Тип электродов для сварки углеродистых сталей
- Е6013-6015 (AWS 5. 1) – для сварки конструкций из углеродистых и низколегированных сталей, с повышенными требованиями к пластичности и ударной вязкости при нормальных температурах. Аналог МР-3 ОК 46.00, ОЗС-12, УОНИ 13/45 предел прочности до 520 МПа, удлинение 28-30%.
- Е7014-7015 (AWS 5.1) – для сварки ответственных конструкций из углеродистых и низколегированных сталей, в том числе работающие при знакопеременных нагрузках и отрицательных температурах до -60°С. Сварка корневых швов трубопроводов. Аналог УОНИ 13/55, ОК 48.00, ЦУ-5, ТМУ-21 предел прочности до 550 МПа, удлинение 26-30%.
- Е7016 (AWS 5.1) – для сварки односторонних труб и конструкций общего назначения, низкое содержание водорода, высокая степень проплавления для работы при отрицательных температурах до – 50°С. Сварка корневых швов трубопроводов. Аналог ОК 53.70, предел прочности до 540 МПа, удлинение 26-28%.
- Е7018 (AWS 5. 1) – высокотехнологические электроды, дающие качественный шов с высокой ударной вязкостью. Сварка тяжело нагруженных конструкций, судовых сталей. Аналог Э55, Э55А, предел прочности до 520 МПа, удлинение 28-30%.
- Е8016-8018 (AWS 5.5) – для сварки низколегированных и высокопрочных сталей, а так же для сталей работающих при низких температурах до -60oС. Применяется в основном для сварки сталей с пределом прочности до 680 МПа, удлинение до 27%, аналог Э60, Э60А.
- Е9016-9018 (AWS 5.5) – для сварки высокопрочных и теплоустойчивых сталей, с высоким сопротивлением ползучести типа Х2М, устойчивы к растрескиванию. Температура работы сварных соединений от -40 до 625°С. Аналог Э70, Э-09Х2М. Предел прочности до 680 МПа, удлинение до 24%.
 1) – для сварки конструкций из углеродистых и низколегированных сталей, с повышенными требованиями к пластичности и ударной вязкости при нормальных температурах. Аналог МР-3 ОК 46.00, ОЗС-12, УОНИ 13/45 предел прочности до 520 МПа, удлинение 28-30%.
1) – для сварки конструкций из углеродистых и низколегированных сталей, с повышенными требованиями к пластичности и ударной вязкости при нормальных температурах. Аналог МР-3 ОК 46.00, ОЗС-12, УОНИ 13/45 предел прочности до 520 МПа, удлинение 28-30%. 1) – высокотехнологические электроды, дающие качественный шов с высокой ударной вязкостью. Сварка тяжело нагруженных конструкций, судовых сталей. Аналог Э55, Э55А, предел прочности до 520 МПа, удлинение 28-30%.
1) – высокотехнологические электроды, дающие качественный шов с высокой ударной вязкостью. Сварка тяжело нагруженных конструкций, судовых сталей. Аналог Э55, Э55А, предел прочности до 520 МПа, удлинение 28-30%.2. Тип электродов для сварки нержавейки
- E 308 L (AWS A-5.4) – для сварки и наплавки сталей типа Э-02Х20Н10Г2 и Э-04Х20Н9. Соответствует отечественным электродам ОЗЛ-8, ОЗЛ-22, ОЗЛ-36 с требованием стойкости к МКК от минус 196 до 450°С;
- E 316 L (AWS A-5.4) – для сварки и наплавки стали типа 03Х17Н14М3. Соответствует отечественным сварочным электродам НИАТ–1, ЭА-400/10У, ОЗЛ-20, с требованием стойкости к МКК до 350°С. Сварка при отрицательных температурах до – 120°С. Предел прочности до 580 МПа, удлинение 35-40%.
- E 309 L (AWS A-5.4) – для сварки переходного слоя двухслойных сталей и разнородных соединений (углеродистых и низколегированных сталей с аустенитными) без требования стойкости к МКК. Аналог сварочных электродов ОЗЛ-6, ОЗЛ-19, ЦЛ-25,ЦЛ-9. Сварные соединения двухслойных сталей эксплуатируются при температурах от минус 70 до 600°С, а разнородных сталей – от минус 40 до 400°С.
- E 347 L (AWS A-5.4) – для сварки сталей типа 08Х18Н10Т, 12Х18Н10Т Соответствует отечественным электродам ЦЛ-11, ЦТ-15, ОЗЛ-7. Стабилизированные ниобием или титаном, требованием стойкости к МКК от минус 110 до 350°С в состоянии после сварки, а после стабилизирующего отжига до 650°С. Предел прочности до 680 МПа, длинение 35%.
 Соответствует отечественным электродам ОЗЛ-8, ОЗЛ-22, ОЗЛ-36 с требованием стойкости к МКК от минус 196 до 450°С;
Соответствует отечественным электродам ОЗЛ-8, ОЗЛ-22, ОЗЛ-36 с требованием стойкости к МКК от минус 196 до 450°С;Источник: promsvarka.by
Электроды | Презентация к уроку на тему:
Слайд 1
ЭЛЕКТРОДЫ СПб ПОУ « Обуховское училище № 4» Политов Александр СергеевичСлайд 2
Классификация сварочных электродов Электроды , делят на две основные группы: плавящиеся и неплавящиеся Плавящиеся изготавливаются из проволоки со специальным наружным покрытием, обеспечивающим стабильную сварочную дугу. Способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов. Не плавящиеся электроды рекомендуется использовать для аргоновой сварки.
Слайд 3
проведение ремонта или наплавки; сварка углеродистой или низколегированной стали; сварка меди или любых медных сплавов; сварка чугуна и чугунных сплавов; сварка алюминия и алюминиевых сплавов; работа с металлами трудно поддающихся сварке; сварка высоколегированной стали; сварка сплавов с теплоустойчивыми свойствами. Классификация сварочных электродов
Классификация сварочных электродов
Слайд 4
Классификация электродов по типам и назначению
Слайд 5
тип покрытия стержневой проволоки электрода : • основные электроды. Этот вид представлен наиболее популярной моделью УОНИ 13/155. Достоинства: высококачественные сварные швы, прочность и устойчивость к образованию кристаллизационных трещин. подходят для создания ответственных швов в суровых условиях эксплуатации. Недостатки : неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. Работать с ними можно только на постоянном обратном токе.
Слайд 6
тип покрытия стержневой проволоки электрода : • электроды с рутиловым покрытием. Наиболее популярный вид электрода этой группы МР-3. Они предназначены для сварки малоуглеродистого метала. Достоинства: устойчивая сварочная дуга не только на постоянном, но и на переменном токе. Шов качественный с практически полным отсутствием брызг. Допускается варить ржавый или испачканный металл.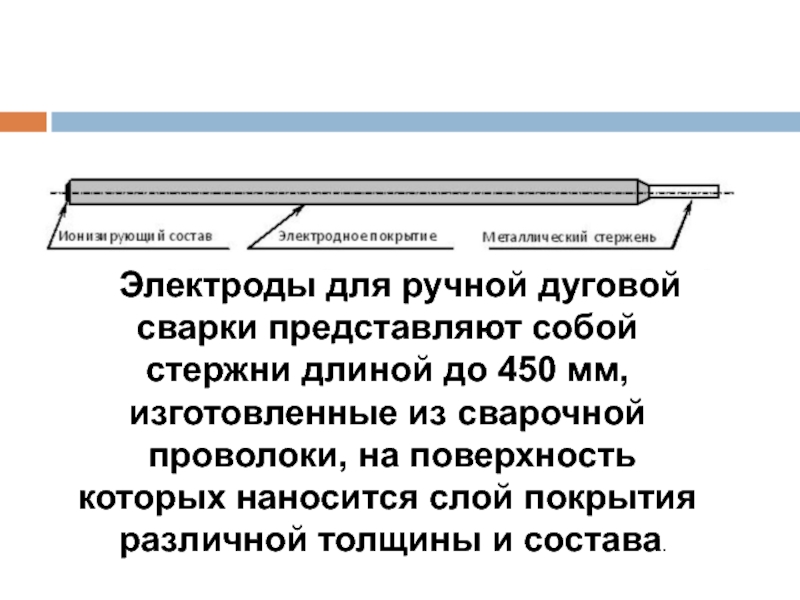
Слайд 7
Диаметры сварочных электродов Р азличные диаметры электродов оказывают наибольшее влияние на процесс сварки .
Слайд 8
Диаметры сварочных электродов При большем диаметре электрода, удастся сварить большую толщину металла, но при этом и потребуется добавить больше тока. Самый часто используемый размер – это 2,5 мм, этого вполне хватит для домашних работ, так как позволяет варить металл толщиной до 4 мм. Существует огромный выбор диаметров, но в широкой продаже, как правило, представлены только самые востребованные – от 1,5 мм до 6,0 мм. Шаг между размерами 0,5 или 1 мм.
Слайд 9
выбор сварочных электродов с учетом режима работы и особенности металла В первую очередь выбор зависит от вида тока, которым будет производиться работа. В большинстве случаев инверторы создают постоянный ток, а при варке им электрод получится подключить двумя способами: при прямой полярности электрод присоединяют к «минусу», а свариваемый металл к «плюсу», при обратной полярности подключение меняют на противоположное.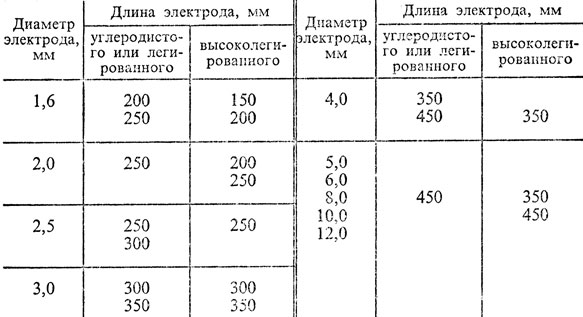
Слайд 10
выбор сварочных электродов с учетом режима работы и особенности металла если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели: электрод диаметром 2 мм потребует силу тока 50-60 А; для электрода размером 2,5 мм этот показатель составит 60-90 А; изделие размером 3 мм варят током 80 -140 А; если диаметр электрода 4 мм , то ток должен находиться в пределах 130-160 А; при диаметре 5 мм потребуется уже профессиональный источник питания, который выдает ток 200 А; электрод 6 мм варят током не менее 220-240 А.
Слайд 11
Марки импортных сварочных электродов Зарубежные электроды довольно широко представлены на российском рынке. Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры . Ниже расшифруем, какие электроды выбрать: ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3. Создаст шов с высокими характеристиками на переменном или постоянном токе. Подходит сварки углеродистых и низколегированных металлов. ОК 48.00. Способен работать исключительно на постоянном токе, при этом создает надежные швы. Что делает его популярным при работе с ответственными конструкциями. ОК 53.70. Идеален для варки труб, данные электроды относят к разновидностям специализированных. ОК 61.30 и ОК 63.20. Ими варят нержавейку. ОК 68.81. Рекомендуются для варки трудно свариваемых металлов; ОК 92.60. Предназначены для чугунных сплавов или при соединении чугуна с другим металлом; ОК 96.20. Потребуются для работы с алюминием.
Ниже расшифруем, какие электроды выбрать: ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3. Создаст шов с высокими характеристиками на переменном или постоянном токе. Подходит сварки углеродистых и низколегированных металлов. ОК 48.00. Способен работать исключительно на постоянном токе, при этом создает надежные швы. Что делает его популярным при работе с ответственными конструкциями. ОК 53.70. Идеален для варки труб, данные электроды относят к разновидностям специализированных. ОК 61.30 и ОК 63.20. Ими варят нержавейку. ОК 68.81. Рекомендуются для варки трудно свариваемых металлов; ОК 92.60. Предназначены для чугунных сплавов или при соединении чугуна с другим металлом; ОК 96.20. Потребуются для работы с алюминием.
Классификации AWS
Система нумерации Американского общества сварки (AWS) может многое рассказать сварщику о конкретном стержневом электроде, в том числе о том, в каком приложении он лучше всего работает и как его следует использовать для достижения максимальной производительности. Имея это в виду, давайте посмотрим на систему и на то, как она работает.
Имея это в виду, давайте посмотрим на систему и на то, как она работает.
Префикс «E» обозначает электрод для дуговой сварки. Первые две цифры четырехзначного числа и первые три цифры пятизначного числа указывают минимальную прочность на разрыв.Например, E6010 – это электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм, а E10018 – электрод с пределом прочности на разрыв 100 000 фунтов на квадратный дюйм.
E | 60 | 1 | 10 |
Электрод | Предел прочности | Позиция | Тип покрытия и ток |
Следующая цифра указывает положение. «1» обозначает электрод во всех положениях, «2» – только для плоского и горизонтального положений; в то время как «4» обозначает электрод, который можно использовать для плоских, горизонтальных, вертикальных вниз и над головой. Две последние цифры, взятые вместе, указывают тип покрытия и правильную полярность или ток, который следует использовать. См. Таблицу ниже:
«1» обозначает электрод во всех положениях, «2» – только для плоского и горизонтального положений; в то время как «4» обозначает электрод, который можно использовать для плоских, горизонтальных, вертикальных вниз и над головой. Две последние цифры, взятые вместе, указывают тип покрытия и правильную полярность или ток, который следует использовать. См. Таблицу ниже:
| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натрийцеллюлоза с высоким содержанием целлюлозы | ДЦ + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | переменного тока, постоянного тока – |
| 3 | Калий с высоким содержанием диоксида титана | AC, DC + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | округ Колумбия + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, железный порошок | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Как сварщик, есть определенные электроды, которые вы, скорее всего, будете видеть и использовать снова и снова в повседневной работе. Аппарат постоянного тока дает более плавную дугу. Электроды, рассчитанные на постоянный ток, подходят только для сварочного аппарата постоянного тока. Электроды, рассчитанные на сварку на переменном токе, более щадящие и также могут использоваться с аппаратом постоянного тока. Вот некоторые из наиболее распространенных электродов и способы их использования:
Аппарат постоянного тока дает более плавную дугу. Электроды, рассчитанные на постоянный ток, подходят только для сварочного аппарата постоянного тока. Электроды, рассчитанные на сварку на переменном токе, более щадящие и также могут использоваться с аппаратом постоянного тока. Вот некоторые из наиболее распространенных электродов и способы их использования:
E6010
Только для постоянного тока и предназначена для нанесения корневого валика на внутреннюю часть куска трубы, это самая проникающая дуга из всех. Это вершины, чтобы прокапывать ржавчину, масло, краску или грязь. Это универсальный электрод, который начинающим сварщикам обычно бывает крайне затруднен, но его любят сварщики трубопроводов во всем мире.Lincoln Fleetweld® 5P + устанавливает стандарт в этой категории.
E6011
Этот электрод используется для сварки на переменном токе во всех положениях или для сварки ржавого, грязного, не совсем нового металла. Он имеет глубокую проникающую дугу и часто является первым выбором при ремонте или техническом обслуживании, когда постоянный ток недоступен. Самый распространенный продукт Lincoln – Fleetweld® 180 для хобби и начинающих пользователей. Промышленные пользователи обычно предпочитают Fleetweld® 35.
Самый распространенный продукт Lincoln – Fleetweld® 180 для хобби и начинающих пользователей. Промышленные пользователи обычно предпочитают Fleetweld® 35.
E6013
Этот универсальный электрод переменного тока используется для сварки чистого нового листового металла.Его мягкая дуга с минимальным разбрызгиванием, умеренным проваром и легко очищаемым шлаком. Lincoln Fleetweld® 37 наиболее распространен из этого типа.
E7018
Всепозиционный электрод с низким содержанием водорода, обычно постоянного тока, используемый, когда качество является проблемой или для трудно свариваемых металлов. Он способен производить более однородный металл шва, который имеет лучшие ударные свойства при температурах ниже нуля. Продукция Lincoln обычно – это Jetweld® LH-78 или наш новый Excalibur® 7018.
E7024
Обычно используется для выполнения большого сварного шва снизу с переменным током в листе толщиной не менее дюйма, но чаще используется для листов толщиной ½ дюйма и выше. Lincoln предлагает несколько электродов этой категории, которые называются Jetweld® 1 или 2.
Lincoln предлагает несколько электродов этой категории, которые называются Jetweld® 1 или 2.
Другие электроды
Хотя это не так часто, электрод может иметь дополнительные номера после него, например E8018-B2h5R. В этом случае “B2” указывает химический состав наплавленного металла шва. «H5» – это обозначение диффундирующего водорода, которое указывает максимальный уровень диффундирующего водорода, полученный с продуктом. А «R» обозначает обозначение влагостойкости, указывающее на способность электрода соответствовать определенным пределам поглощения влаги при контролируемых испытаниях на увлажнение.
Общие сведения о классификациях AWS | Промышленное производство и металлообработка
На главную / Общие сведения о классификациях AWS Как и в любой части сварочной операции, более глубокие знания могут привести к повышению эффективности сварки. Независимо от того, какой присадочный металл используется для работы – стержневой электрод, сплошная проволока или порошковая проволока – понимание классификации AWS может помочь операторам сварки узнать, какие характеристики они получат от данного продукта и как его лучше всего использовать.
Классификации AWS для присадочных металлов предоставляют операторам сварки ценную информацию об их удобстве использования, в том числе о том, для каких материалов они лучше всего подходят и как использовать эти продукты для достижения максимальной производительности. Они также позволяют получить представление о механических свойствах присадочного металла.
Рисунок 1
Рисунок 2
Рисунок 3
Достижение качественных результатов в любой сварочной операции зависит от наличия подходящего оборудования и присадочного металла, а также соответствующего уровня квалификации сварщика для эффективного и точного выполнения работы.Производительность и экономия средств важны в отрасли, где конкуренция может быть жесткой. Помимо правильной техники сварки, операторам сварки также полезно иметь четкое представление о процедурах сварки, необходимых для данной области применения, и знать классификацию используемых присадочных металлов. Классификации присадочных металлов Американского общества сварки (AWS; Майами, Флорида) предоставляют ценную информацию об их применимости, в том числе о том, для каких материалов они лучше всего подходят и как использовать эти продукты для достижения максимальной производительности. Они также позволяют получить представление о механических свойствах присадочного металла.
Они также позволяют получить представление о механических свойствах присадочного металла.
Другими словами, классификации AWS устанавливают стандарт для присадочных металлов, поэтому существует общее понимание или осведомленность о том, какие результаты даст конкретный электрод или проволока. Затем эти стандарты используются производителями присадочных металлов для составов своих продуктов и обеспечивают большую согласованность между различными производителями с точки зрения сварки, химии и механических свойств.Если у поставщика первичного присадочного металла заканчивается заданный присадочный металл или возникает проблема с его приобретением, вторичный производитель, вероятно, предложит продукт с той же классификацией AWS, чтобы обеспечить те же химические и механические свойства, даже если присадочный металл имеет нюансы. отличия в процессе сварки. Например, действие смачивания или зажигание дуги может отличаться для продуктов разных производителей, имеющих одинаковую классификацию, но общее удобство использования и возможности одинаковы.
Знание классификаций AWS помогает операторам сварки, когда они не знакомы с продуктом и не обязательно знают, что он будет делать по торговому наименованию. Вооруженные этой информацией, они могут взглянуть на классификацию и понять ее свойства: например, как с ней работать и доставляет ли она водород с низкой способностью к диффузии. Самая важная информация, предоставляемая классификациями AWS, – это обозначения, обозначающие:
- Является ли продукт стержневым электродом, сплошной проволокой или трубчатой проволокой.
- Положение, в котором его следует использовать.
- Классификация прочности.
- Его химия / состав.
Примеры этих критических классификаций приведены ниже вместе с соответствующими таблицами для трех общих спецификаций AWS для присадочных металлов из углеродистой стали. Эти диаграммы и пояснения помогают продемонстрировать ключевые различия между классификациями и дают представление о других необязательных указателях, которые могут быть не менее важны для понимания. Имейте в виду, что классификации AWS различаются по номенклатуре между стержневыми электродами, сплошными проволоками и порошковыми проволоками, которые обсуждаются здесь. Однако продукты в следующих примерах спецификаций – AWS A5.1 (электроды из углеродистой стали для дуговой сварки защищенных металлов), A5.18 (электроды и стержни из углеродистой стали для дуговой сварки в среде защитных газов) и A5.20 (электроды из углеродистой стали для дуговой сварки под флюсом) – это все присадочные металлы, которые можно использовать для различных областей применения с низкоуглеродистой сталью.К ним относятся общее производство, изготовление железнодорожных вагонов, судостроение, производство тяжелого оборудования и многое другое.
Имейте в виду, что классификации AWS различаются по номенклатуре между стержневыми электродами, сплошными проволоками и порошковыми проволоками, которые обсуждаются здесь. Однако продукты в следующих примерах спецификаций – AWS A5.1 (электроды из углеродистой стали для дуговой сварки защищенных металлов), A5.18 (электроды и стержни из углеродистой стали для дуговой сварки в среде защитных газов) и A5.20 (электроды из углеродистой стали для дуговой сварки под флюсом) – это все присадочные металлы, которые можно использовать для различных областей применения с низкоуглеродистой сталью.К ним относятся общее производство, изготовление железнодорожных вагонов, судостроение, производство тяжелого оборудования и многое другое.
A5.1 (ЭЛЕКТРОДЫ ИЗ УГЛЕРОДНОЙ СТАЛИ ДЛЯ ДУГОВОЙ СВАРКИ ЭКРАНИРОВАННОГО МЕТАЛЛА)
В данной спецификации AWS, помимо других присадочных металлов, предусмотрена стандартная классификация стержневых электродов: E7018. Как и другие стержневые электроды, продукты E7018 имеют четыре ключевых обозначения в своей классификации (см. , рисунок 1, ). Сварочный электрод определяется AWS A3.0 Стандартные термины и определения для сварки «как компонент сварочной цепи, через которую проходит ток и которая заканчивается у дуги, расплавленного проводящего шлака или основного металла». Для обозначения E7018: «E» указывает, что присадочный металл является электродом, «70» указывает предел прочности на разрыв в тысячах фунтов на квадратный дюйм, «1» указывает положение сварки, которое в данном случае является всепозиционным, а «8» указывает покрытие. на продукт.
, рисунок 1, ). Сварочный электрод определяется AWS A3.0 Стандартные термины и определения для сварки «как компонент сварочной цепи, через которую проходит ток и которая заканчивается у дуги, расплавленного проводящего шлака или основного металла». Для обозначения E7018: «E» указывает, что присадочный металл является электродом, «70» указывает предел прочности на разрыв в тысячах фунтов на квадратный дюйм, «1» указывает положение сварки, которое в данном случае является всепозиционным, а «8» указывает покрытие. на продукт.
могут также иметь дополнительные обозначения, как в приведенном выше примере:
- 1 – обозначает, что электрод соответствует требованиям по повышенной прочности и пластичности.
- H – обозначает, что электрод соответствует требованиям испытаний на диффузионный водород.
- R – обозначает, что электрод соответствует требованиям испытания на поглощенную влагу / дополнительной добавки для электродов с низким содержанием водорода.
Некоторые стержневые электроды также имеют букву «M», которая означает, что электрод предназначен для удовлетворения большинства военных требований.
A5.18 (ЭЛЕКТРОДЫ И ШТАНГИ ИЗ УГЛЕРОДНОЙ СТАЛИ ДЛЯ ДУГОВОЙ СВАРКИ В ГАЗОЗАЩИТНОЙ СВАРКЕ)
AWS Сплошная проволока ER70S-3 является обычным присадочным металлом в A5.18 спецификация. Как и в приведенном выше примере стержневого электрода, сплошные проволоки имеют обозначение, начинающееся с «E» (электрод), но также сопровождаемое «R» (стержень). Сварочный пруток в стандарте AWS A3.0 «Стандартные термины и определения для сварки» определяется как «вид сварочного присадочного металла, обычно упакованный прямыми отрезками и не пропускающий сварочный ток». Это означает, что продукт можно использовать в форме электрода или стержня (обычно отрезанные отрезки сплошного стержня для процесса GTAW). Буква «S» далее в классификации означает, что это изделие из сплошной проволоки.См. Рис. 2 для объяснения других элементов, указанных в классификации AWS для сплошной проволоки, включая химический состав.
На некоторых стержневых электродах также есть буква «M», обозначающая, что электрод предназначен для удовлетворения большинства военных требований.
A5.20 (ЭЛЕКТРОДЫ ИЗ УГЛЕРОДНОЙ СТАЛИ ДЛЯ ДУГОВОЙ СВАРКИ)
Наконец, в качестве примера классификации AWS для порошковой проволоки в газовой среде рассмотрим изделие E70T-1X на рис. 3 ниже .Эта классификация иллюстрирует использование дополнительных обозначений, таких как «C / M», обозначающее, что провод может использоваться либо со 100-процентным CO2, либо со смесью CO2 и аргона. И снова «H» обозначает уровни диффундирующего водорода. Дополнительное обозначение «J» здесь показывает, что электрод соответствует требованиям по повышенной ударной вязкости и наплавит металл сварного шва со свойствами CVN не менее 20 фут-фунтов при -40 ° F.
Существуют также обозначения «D» или «Q», которые могут появляться в классификации AWS для порошковых проволок.Они показывают, что металл сварного шва будет соответствовать дополнительным требованиям к механическим свойствам при сварке, выполняемой с использованием низких тепловложений, процедур с высокой скоростью охлаждения и с использованием процедур с высокой подводимой теплотой и низкой скоростью охлаждения.
Как и в любой части сварочной операции, более глубокие знания могут привести к повышению эффективности сварки. Независимо от того, какой присадочный металл используется для работы – стержневой электрод, сплошная проволока или порошковая проволока – понимание классификации AWS может помочь операторам сварки узнать, какие характеристики они получат от данного продукта и как его лучше всего использовать.
A Справочник по сварочным стержням 6010, 6011, 6013 и 7018
При выборе сварочного стержня необходимо учитывать различные условия; сварочный пруток должен соответствовать механическим свойствам и химическому составу основного металла, геометрия соединения, положение сварки, стоимость и условия эксплуатации также принимаются во внимание в процессе выбора. Несмотря на то, что существуют тысячи электродов для дуговой сварки защищенным металлом (SMAW), чаще всего используются электроды E6010, E6011, E6012, E6013, E7018 и E7024.
Объяснение классификации сварочных стержнейСтандарты AWS классифицируют электроды из углеродистой стали и электроды из низколегированной стали для дуговой сварки в экранированном металле следующим образом:
Классификация основана на префиксе «E» и четырех или пяти цифрах; каждая цифра в обозначении электрода используется для обозначения определенного свойства электрода. Ниже приводится подробное описание цифр и того, что обозначает каждая цифра для наших общих электродов ( E6010, E6011, E6012, E6013, E7018 и E7024):
E – Электрод
Первые две или три цифры указывают предел прочности на разрыв X 1000 фунтов на квадратный дюйм
- E60xx – Предел прочности при растяжении 60 000 фунтов на кв. Дюйм
- E70xx – Предел прочности при растяжении 70 000 фунтов на кв. Дюйм
Следующая цифра относится к положениям при сварке
- Exx1x Плоский, горизонтальный, вертикальный (вверх), потолочный.
- Exx2x Плоский, горизонтальный.
- Exx3x Плоский.
- Exx4x Плоский, горизонтальный, потолочный, вертикальный (вниз).
Последняя цифра указывает на пригодность электрода (покрытие электрода, ток и проникновение)
- Exxx0 – Целлюлоза, натрий – DC + (глубокое проникновение)
- Exxx1 – Целлюлоза, калий – AC / DC + (глубокое проникновение)
- Exxx2 – Рутил, натрий – AC / DC- (средняя проницаемость)
- Exxx3 – Рутил, калий – AC / DC + / DC- (легкое проникновение)
- Exxx4 – Рутил, железный порошок – AC / DC + / DC- (средняя проницаемость)
- Exxx5 – Низкое содержание водорода, натрий – DC + (Среднее проникновение)
- Exxx6 – Низкое содержание водорода, калий – AC / DC + (средняя проницаемость)
- Exxx7 – Железный порошок, оксид железа – AC / DC- (средняя проницаемость)
- Exxx8 – с низким содержанием водорода, железный порошок – AC / DC + (средняя проницаемость)
- Exxx9 – Оксид железа, рутил, калий – AC / DC + / DC- (средняя проницаемость)
Подробнее: Что нужно знать о сварочных электродах.
E 6010 Сварочный электрод Сварочный прутокE 6010 осаждает расплавленный металл, который быстро затвердевает; поэтому электрод классифицируется как электрод быстрого замораживания . Поскольку сварные швы имеют тенденцию к быстрому затвердеванию, электрод требует квалифицированного сварщика для создания качественного шва.
Электрод E 6010 – универсальный электрод, который выполняет сварку во всех положениях, эффективно как в вертикальном, так и в верхнем положении; однако скорость осаждения электродов невысока.Электродная дуга легко регулируется и дает плоский сварной шов с легким образованием шлака.
E 6010 используется с постоянным током , преимущества электрода E 6010 в том, что он обеспечивает сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и нечистых поверхностях.
E 6011 Сварочный электрод ЭлектродE 6011 также классифицируется как электрод для быстрого замораживания . Электрод E 6011 – это универсальный электрод, который выполняет сварку во всех положениях, эффективно как в вертикальном, так и в верхнем положении; он используется в основном для сварки листового металла и для нанесения с низким содержанием кремния.Электродная дуга легко регулируется и дает плоский сварной шов с легким образованием шлака.
E 6011 можно использовать как с переменным, так и с постоянным током . Электрод обеспечивает сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и загрязненных поверхностях.
E 6012 Сварка Электрод Сварочный прутокE 6012 обеспечивает быстрое застывание и быстрое заполнение; поэтому электрод классифицируется как электрод для заполнения-замораживания .
ЭлектродE 6012 – это универсальный электрод, который выполняет сварку во всех положениях со средней скоростью наплавки и средней проплавкой. Электрод обеспечивает более сильную дугу, чем электрод E 6013.
Электрод E6012 – это , используемый для сварки листового металла и других слаботочных приложений .
E 6013 Сварка ЭлектродЭлектрод
E 6013, как и E 6012, относится к категории заполняющий-замораживающий электрод .Электрод в точности как E 6012; однако его проще использовать, и обеспечивает лучший внешний вид сварных швов с минимальным разбрызгиванием. .
E 7018 Сварка Электрод
E 7018 – электрод с низким содержанием водорода ; электрод используется с металлом, который имеет тенденцию к растрескиванию, и толстыми участками . Электрод обеспечивает сварку с превосходной вязкостью и высокой пластичностью и снижает риск водородного растрескивания при сварке толстых секций.
E 7018 обеспечивает превосходное качество сварных швов со сталью, требующей прочности 70 000 фунтов на квадратный дюйм и выше; электрод может использоваться со среднеуглеродистой, высокоуглеродистой и низколегированной сталью.
Одним из важных моментов, которые следует учитывать для E 7018, является процедура хранения и сушки; электрод должен оставаться в среде с низкой влажностью, чтобы свести к минимуму влажность покрытия электрода, чтобы снизить уровень водорода и избежать водородного растрескивания.
E 7024 Сварка Электрод
Сварочный пруток
E 7024 быстро откладывает металл; поэтому электрод классифицируется как электрод быстрого заполнения.Электрод используется для высокоскоростной сварки на плоской или горизонтальной поверхности . Проникновение дуги электрода E 7024 неглубокое; сварной шов слегка выпуклый и гладкий, с обильным шлакообразованием. Электрод содержит железный порошок, увеличивающий скорость наплавки.
E 6010 в сравнении с 6011 ЭлектродыЭлектроды E 6010 и E 6011 представляют собой электроды общего назначения, используемые при сварке вертикально вверх и над головой; оба электрода обеспечивают сварку с глубоким проплавлением и могут использоваться на окрашенных, оцинкованных и загрязненных поверхностях.
Единственное отличие в том, что стержень E 6010 используется с постоянным током, а стержень E 6011 может использоваться как с переменным, так и с постоянным током.
E 6011 в сравнении с электродом 6013 s
Электрод E 6010 можно использовать на окрашенных, оцинкованных и нечистых поверхностях, а E 6013 – на чистом или новом листе. Таким образом, E 6010 чаще всего используется при техническом обслуживании и ремонте, а E 6013 – при новом строительстве и производстве.
E 6013 – обычный электрод, используемый для сварки листового металла; E 6010 и E 6011 заменяют E 6013, когда электрод недоступен или когда сварщик предпочитает более быстрое затвердевание .
E 6010 в сравнении с электродом 7018 sОба электрода имеют разную прочность на разрыв; E 6010 имеет значение прочности на разрыв 60 000 фунтов на квадратный дюйм, а E 7018 – 70 000 фунтов на квадратный дюйм.
Электрод E 6010 можно использовать на окрашенных, оцинкованных и нечистых поверхностях, а E 7018 – на чистом или новом листе .
E6010 используется для сварки с глубоким проплавлением, а E 7018 используется для сварки металла, склонного к растрескиванию, для получения качественных сварных швов с превосходной вязкостью и высокой пластичностью.
Обычно оба электрода используются вместе в различных промышленных применениях (сварка трубопроводов, резервуары для хранения и т. Д.). E 6010 используется для сварки корневого прохода стыка для надлежащего проплавления, а E 7018 используется для горячего прохода, заполнения и заглушки.
Как выбрать сварочный электрод?
Сила на первом месте; При выборе правильного электрода механические свойства и химический состав электрода должны соответствовать основному металлу.
Конструкция соединения и положение соединения имеют важное значение при выборе электрода. Доступность источника питания – еще один фактор, который следует учитывать; некоторые электроды можно использовать с переменным или постоянным током, в то время как другие могут использоваться с переменным или постоянным током.
Если для корневого прохода требуется глубокое проплавление, для обеспечения сварки с достаточным проваром подойдет E 6010 или E 6011. Однако, если соединение представляет собой широкие корневые отверстия или тонкий материал, вариант будет E 6013.
Для сварки толстых секций или для применений, где требуется вязкость и высокая пластичность соединения или где возникает проблема растрескивания из-за охрупчивания, обычно правильный выбор E 7018.
Если рассматривать производительность плоских или горизонтальных швов, E7024 – это вариант, который обеспечивает более высокую производительность наплавки.
Статья по теме: Руководство для внутреннего пользователя по дуговой сварке экранированных металлов (SMAW / MMA).
Артикул:
Освоение нержавеющих электродов SMAW
Усовершенствования в области покрытия позволяют использовать электрод -16 для сварки в положении 2G.
Использование электродов SMAW из нержавеющей стали имеет важное значение при сварке и ремонте в таких областях, как электроэнергетика (коммунальные предприятия, промышленные объекты и корабли), резервуары и резервуары, нефтехимия, целлюлозно-бумажная промышленность, пищевая промышленность и производство напитков и многих других отраслях промышленности. Поскольку большая часть работы выполняется в полевых условиях и требует результатов с качеством кода, процесс SMAW остается разумным выбором, равно как и отслеживание новейших разработок электродов.
Типы покрытий из нержавеющей стали
Электроды из нержавеющей стали SMAW классифицируются в соответствии с AWS A5.4 / A5.4M: 2012 – Технические условия на электроды из нержавеющей стали для дуговой сварки экранированных металлов. Согласно определению, электроды классифицируются по составу металла сварного шва и типу сварочного тока. Например, обозначение AWS E308L-15 означает электрод (E), сталь AISI 308 (20% хрома, 10% никель), максимальное содержание углерода 0,04% (L) и положительную полярность электрода постоянного тока (-15). Если бы классификационная ссылка была E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
Две цифры в конце названия электрода SMAW (-15, -16 или -17) называются «обозначениями удобства использования». Они являются результатом различных составов покрытия, которые влияют на полярность, положение (положения) сварки, профиль валика и механические свойства. Короче говоря, выбор правильного электрода SMAW требует сначала выбора правильного сплава (тема для другой статьи), а затем желаемых эксплуатационных характеристик в зависимости от покрытия, что является основной темой этой статьи.
Навыки составления рецептур
Производители электродов разрабатывают составы покрытий SMAW для оптимизации множества эксплуатационных характеристик:
- «Скорость замерзания», которая представляет собой комбинацию вязкости шлака, поверхностного натяжения и температуры плавления.
- Контроль сварочной ванны.
- Легкость зажигания дуги и повторного зажигания.
- Выпуск шлака. Некоторые шлаки высвобождаются самостоятельно, в то время как другие требуют тщательной очистки отбойным молотком.
- Проникновение (глубокое, среднее или мелкое).
- Стабильность дуги и степень разбрызгивания.
- Профиль сварного шва (выпуклый, плоский или вогнутый).
- Внешний вид сварного шва (гладкий или волнистый).
- Физико-механические свойства наплавленного металла.
Электродные покрытия включают элементы для легирования, деокисления, связывания, газообразования, стабильности дуги, пластификации (для придания формуемости во время экструзии) и образования шлака. Общие элементы включают хром, никель, марганец, ферросилиций, ферро-хром, ферромарганец, силикаты, кальций, магний, диоксид титана, калий, плавиковый шпат, тальк, слюду и другие.
Подобно разнице между дешевым самогоном и бурбоном высшего качества, разница в характеристиках электродов является результатом внимания к качеству ингредиентов (закупка у поставщиков, которые строго контролируют химический состав, чистоту и консистенцию) и мастерства мастера-дистиллятора ( понимание того, как правильно выбирать, комбинировать и обрабатывать ингредиенты).
Обозначения
Покрытия A -15 содержат значительное количество известняка и плавикового шпата и могут называться покрытием типа «известняковая основа». Покрытия -16 и -17 содержат рутил в качестве основного компонента, который также известен как оксид титана или оксид титана, с некоторым количеством известняка. Тип покрытия иногда называют рутиловым.
ПокрытиеA -15 образует тонкий, быстро застывающий шлак, который облегчает сварку в нерабочем положении электродами размером 5/32 дюйма.и меньше. Борт умеренно волнистый и слегка выпуклый, что может обеспечить необходимый запас прочности в сильно нагруженных соединениях. Их часто выбирают для работы на стройплощадке и критических применений, таких как сварка материалов с супераустенитным или очень высоким содержанием никеля в криогенных применениях, таких как резервуары для СПГ и системы сжатого газа.
К сожалению, электроды на основе извести имеют худшую свариваемость, потому что то, как металл проходит через дугу, затрудняет управление лужей.Электроды с известковой основной добавкой также обеспечивают самое сложное удаление шлака и всегда требуют скалывания и удаления шлака, чтобы предотвратить образование включений.
Электроды -16 считаются «удобными для сварщиков». Поскольку они содержат элементы, которые легко ионизируются, такие как калий, электроды -16 легче запускаются и повторно зажигаются и имеют стабильную гладкую дугу с тонким переносом металла сварного шва напылением. Однако, поскольку шлак замерзает медленно, исторически они ограничивались плоскими (1F, 1G) и горизонтальными (2F, 2G) положениями.Возможна вертикальная сварка и сварка над головой, но поскольку лужа более текучая, чем -15, это требует большего мастерства оператора. Бусина от выпуклой до плоской, с мелкой рябью и хорошим сплавлением боковых стенок. Шлак легко и полностью удаляется без вторичной пленки, что сокращает время очистки, шлифовки и полировки. Они работают от переменного или постоянного тока (предпочтительно DCEP).
Покрытия -17 содержат более высокую долю диоксида кремния для создания сварочной ванны с отличным смачивающим действием и очень мелкой волнистостью, чтобы минимизировать щелевую коррозию и постсварочное шлифование.Шлак замерзает медленнее, чем -16, но допускает сварку в нестандартном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Среди других применений электроды -17 были разработаны для оборудования для молочной и пищевой промышленности, а также для емкостей с химическими веществами, где радиус сварного шва должен быть гладким и вогнутым, чтобы предотвратить захват частиц. При сварке в плоском и горизонтальном положениях скругления вогнутая поверхность и отсутствие неровностей поверхности делают его идеальным для применений, где важными факторами являются косметический внешний вид, скорость и окончательная обработка.
Улучшение свариваемости
Большинство ведущих производителей электродов постоянно совершенствуют свои составы на основе отзывов клиентов и возможностей улучшения (например, новых поставщиков, смещения производственных площадок или найма новых разработчиков электродов, инженеров и химиков).
Так обстоит дело с составами покрытий для некоторых наиболее часто используемых аустенитных марок нержавеющей стали, включая 308L, 309L и 316L. Эти покрытия соответствуют всем требованиям предыдущих поколений, но теперь имеют более легкое зажигание и повторное зажигание дуги, помогая операторам удерживать зажигание дуги внутри стыка (для многих кодов любая отметка за пределами стыка приведет к отклонению сварного шва).
Новые электроды -15 обеспечивают лучшую свариваемость, чем те, которые были произведены много лет назад, поскольку были улучшены стабильность дуги и перенос металла. Некоторые из имеющихся в настоящее время электродов -16 предлагают шлаковые системы, которые поддерживают сварку в положениях 2G и 3G только с умеренными навыками. Шлак образует полку для поддержки лужи, но позволяет избежать проблемы скопления луж (нежелательная ситуация, которая возникает, когда шлак пытается догнать лужу, что может захватить шлак или погасить дугу).Эти электроды соответствуют требованиям к обозначению -16 и имеют такой же профиль валика от плоского до слегка выпуклого, что и -16, но по существу обеспечивают позиционные характеристики и саморазлагающийся шлак, как у -17 электрода.
Консультации по сварке
Перед сваркой примите во внимание все правила OSHA, касающиеся воздействия шестивалентного хрома, что может потребовать использования системы удаления дыма или каски с PAPR.
При использовании источника сварочного тока с регулируемыми функциями зажигания дуги установите регулируемое усилие дуги, чтобы немного отдать предпочтение «более мягкой, маслянистой» стороне характеристик дуги.Если в аппарате есть установка для рутиловых электродов, выберите ее. При выборе между настройкой основного (EXX18) или целлюлозного электрода выберите базовый. С регулируемой функцией горячего старта добавьте примерно на 25% больше пускового тока, чем сварочный, в течение от половины до одной секунды. Обратите внимание, что электроды из нержавеющей стали требуют меньшего тока, чем электроды из мягкой стали того же диаметра, поэтому следуйте рекомендациям производителя.
По сравнению с низкоуглеродистой сталью электроды из нержавеющей стали имеют медленную сварочную ванну, которая быстрее замерзает.Операторам требуется больше манипуляций с электродами, чтобы направить лужу, поэтому углы электродов могут быть увеличены по сравнению с электродами из мягкой стали.
Для системы быстро замерзающего шлака электрода -15 добавление небольшого количества электродной штыря (возможно, 1/8 дюйма шага вперед и паузы) поможет образовать лужу. Для систем с более медленным замерзанием шлака электродов -16 и -17 используйте технику переплетения, чтобы сплющить коронку. Чем медленнее застывает шлак, тем шире переплетение. Чтобы избежать высокой короны, протяните электрод посередине и сделайте паузу на краях (что также помогает закрепить пальцы шва).
Для сварки вертикально вверх, протолкните электрод вверх, как в случае с E7018, но используйте плетение вместо прямого стрингера. Некоторые операторы используют J-технику, при которой шаг электрода вперед происходит на одном носке шва; другие просто перемещают электрод вверх на 1/16 – 1/8 дюйма, когда они протыкают середину.
Хотя методы так же индивидуальны, как и оператор, каждый опытный оператор разделяет один и тот же совет по сварке SMAW с нержавеющим электродом: проводите нулевое время в центре валика, делайте паузы на краях, доверяйте своевременности техники и никогда используйте внешний вид шлака, чтобы предвидеть профиль валика.Распространенный совет: «этот жезл будет врать тебе» и «не волнуйся; шлак не соответствует профилю валика ». Учитывая, что на рынке представлены более новые электроды серии 300, операторы обязаны получить несколько пакетов образцов и на себе ощутить разницу в характеристиках покрытия.
Джефф Липко – инженер по сварке и разработке, а Натан Лотт – инженер по приложениям в ESAB, 2800 Airport Rd., Denton, Texas, 76207, 800-372-2123, [email protected], nlott @ esab.com, www.esabna.com.
SDS – Продажа сварочных материалов
Были приложены все усилия, чтобы обеспечить актуальные и обновленные паспорта безопасности для поставляемых нами сплавов. Паспорта безопасности, приведенные ниже, получены непосредственно от основных партнеров по сбыту сварочных материалов. По мере того, как сварочная отрасль получает полное представление о новых правилах, паспорта безопасности могут время от времени обновляться. Почаще проверяйте наличие самой последней версии SDS, которая вам нужна. Если у вас есть какие-либо вопросы или вы не можете найти нужный паспорт безопасности, позвоните нам по телефону 888-905-6737, поскольку мы постоянно добавляем сплавы.
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ С УГЛЕРОДИСТЫМ СТАЛЬНЫМ ПОКРЫТИЕМ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 101 | A5.1 E6010 | |
| 101 | A5.1 E6011 | |
| 101 | А5.1 E6012 | |
| 101 | A5.1 E6013 | |
| 101 | A5.1 E6022 | |
| 101 | A5.1 E7014 | |
| 101 | A5.1 E7018-1 | |
| 101 | А5.1 E7018AC | |
| 101 | A5.1 E7024 |
УГЛЕРОДНЫЕ И НИЗКОСПЛАВНЫЕ ГАЗОВЫЕ ПРУТКИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 201 | А5.2 R45 | |
| 201 | А5.2 R60 |
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 301 | А5.3 E4043 |
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1501 | A5.4 E308 / 308L-16 | |
| 1501 | А5.4 E309 / 309L-16 | |
| 1501 | A5.4 E310-16 | |
| 1501 | A5.4 E312-16 | |
| 1501 | A5.4 E316 / 316L-16 | |
| 1501 | A5.4 E317L-16 | |
| 1501 | А5.4 E320LR-16 | |
| 1501 | A5.4 E330-16 | |
| 1501 | A5.4 E347-16 | |
| 1501 | A5.4 E410-16 | |
| 1501 | A5.4 E410NiMo-16 | |
| 1501 | А5.4 E2209-16 | |
| 1501 | A5.4 E2553-16 |
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ С НИЗКОСПЛАВНЫМ СТАЛЬНЫМ ПОКРЫТИЕМ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 500 | А5.5 E8018-B2 | |
| 500 | A5.5 E9018-B3 | |
| 500 | A5.5 E8018-C1 | |
| 500 | A5.5 E8018-C2 | |
| 500 | A5.5 E8018-C3 | |
| 500 | А5.5 E10018-D2 | |
| 500 | A5.5 E9018M | |
| 500 | A5.5 E11018M | |
| 500 | A5.5 E12018M | |
| 500 | A5.5 E7010-P1 | |
| 500 | А5.5 E8010-P1 |
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ, ПОКРЫТЫЕ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 600 | A5.6 ECu (медный электрод) | |
| 600 | А5.6 ECuMnNiAl (никель-марганец-квасцы-бронза) | |
| 600 | A5.6 ECuSn-C (фосфорная бронза C) | |
| 600 | A5.6 ЭКЮНи (187) | |
| 600 | A5.6 ECuAl-A2 (алюминиевая бронза) |
ШТАНГИ И ЭЛЕКТРОДЫ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 600 | А5.7 ERCu (Деокс Медь) | |
| 600 | A5.7 ERCuSi-A (силиконовая бронза) | |
| 600 | A5.7 ERCuSn-A (Phos Bronze A) | |
| 600 | A5.7 ERCuAl-A1 (алюминиевая бронза A1) | |
| 600 | А5.7 ERCuAl-A2 (алюминиевая бронза A2) |
МЕТАЛЛЫ НАПОЛНИТЕЛЬНЫЕ ПРЕПАРАТЫ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 600 | А5.8 РБКуЗн-А (Морская бронза) | |
| 600 | А5.8 РБКуЗн-Б (никелевая бронза) | |
| 600 | A5.8 RBCuZn-C (Низкопылящая бронза, покрытая флюсом) | |
| 600 | A5.8 RBCuZn-D (Нейзильбер) | |
| 602 | A5.8 BCuP-2 (0% серебра) | |
| 603 | А5.8 BCuP-3 (5% серебра) | |
| 604 | A5.4 BCuP-4 (6% серебра) | |
| 605 | A5.8 BCuP-5 (15% серебра) | |
| 606 | A5.8 BCuP-6 (2% серебра) | |
ЭЛЕКТРОДЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ, С сердечником и проволокой
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 901 | А5.9 ER308 / 308L | |
| 901 | A5.9 ER308LSI | |
| 901 | A5.9 ER309 / 309L | |
| 901 | A5.9 ER309LSI | |
| 901 | A5.9 ER310 | |
| 901 | А5.9 ER312 | |
| 901 | A5.9 ER316 / 316L | |
| 901 | A5.9 ER316LSI | |
| 901 | A5.9 ER317L | |
| 901 | A5.9 ER320LR | |
| 901 | А5.9 ER330 | |
| 901 | A5.9 ER347 | |
| 901 | A5.9 ER409Nb | |
| 901 | A5.9 ER410 | |
| 901 | A5.9 ER410NiMo | |
| 901 | А5.9 ER630 | |
| 901 | A5.9 ER2209 | |
| 901 | A5.9 ER2553 |
ЭЛЕКТРОДЫ И ШТАНГИ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1001 | А5.10 ER1100 | |
| 1001 | A5.10 ER4043 | |
| 1001 | A5.10 ER4047 | |
| 1001 | A5.10 ER5356 | |
| 1001 | A5.10 ER5554 | |
| 1001 | А5.10 ER5556 | |
| 1002 | A5.10 ER4145 |
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ НИКЕЛЯ И НИКЕЛЕВЫХ СПЛАВОВ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1101 | А5.11 ENICrFe-2 (сплав А) | |
| 1101 | A5.11 ENiCrFe-3 (сплав 182) | |
| 1101 | A5.11 ENICrMo-3 (сплав 112) | |
| 1101 | A5.11 ENiCrMo-4 (сплав C276 | |
| 1101 | А5.11 ENiCrMo-10 (сплав C22) |
Вольфрамовые электроды для дуговой сварки
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1201 | A5.12 EWG (Мульти-микс) | |
| 1201 | А5.12 EWP (чистый) | |
| 1201 | A5.12 EWCe-2 (2% сертифицированный) | |
| 1201 | A5.12 EWLa-1 (1,5% лантанированный) | |
| 1201 | A5.12 EWTh-2 (2% торированный) | |
| 1201 | А5.12 EWZr-.03 (0,03% циркония) | |
| 1201 | A5.12 EWG (Редкоземельный элемент) | |
| 1201 | A5.12 EWG (True Flex) |
ЭЛЕКТРОДЫ ДЛЯ ПОВЕРХНОСТНОЙ ПОВЕРХНОСТИ И СВАРОЧНЫЕ ШТАНГИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1301 | А5.13 ECoCr-A (кобальт 6) | |
| 1301 | A5.13 ECoCr-B (кобальт 12) |
ЭЛЕКТРОДЫ И СВАРОЧНЫЕ ШТАНГИ ИЗ НИКЕЛЯ И НИКЕЛЕВЫХ СПЛАВОВ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1401 | А5.14 ЭРНИКр-3 (Сплав 82) | |
| 1401 | A5.14 ERNiCRrMo-3 (сплав 625) | |
| 1401 | A5.14 ERNiCrMo-4 (сплав C276) | |
| 1401 | A5.14 ERNiCrMo-10 (сплав C22) | |
| 1401 | А5.14 ERNICU-7 (Сплав 60) |
ЧУГУННЫЕ СВАРОЧНЫЕ ЭЛЕКТРОДЫ И ПРУТКИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1501 | A5.15 ENi-Cl (никель 99) | |
| 1501 | А5.15 ERNi-Cl (никель 99) | |
| 1501 | A5.15 ENiFe-Cl (никель 55) | |
| 1504 | A5.15 ENi55-FCG (порошковая проволока с никелем 55) | |
| 1501 | A5.15 Est (Castarc) |
ТИТАН И ТИТАНОВЫЕ СПЛАВЫ СВАРОЧНЫЕ ШТАНГИ И ЭЛЕКТРОДЫ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1601 | А5.16 ERTi-2 (технически чистый) | |
| 1601 | А5.16 ЭРТи-5 | |
| 1601 | A5.16 ERTi-23 (ранее ERTi-5ELI) |
УГЛЕРОДИСТЫЕ СТАЛЬНЫЕ ЗАПОЛНИТЕЛИ ДЛЯ ДУГОВОЙ СВАРКИ В ГАЗОЗАЩИТНОЙ СВАРКЕ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 500 | А5.18 ЭР70С-2 | |
| 500 | А5.18 ЭР70С-3 | |
| 500 | А5.18 ЭР70С-6 | |
| 500 | А5.18 ЭР70С-7 | |
| 500 | A5.18 E70C-6M | |
| 500 | А5.18 ER70S6-CF (без меди) |
ЭЛЕКТРОДЫ И СВАРОЧНЫЕ ШТАНГИ ИЗ МАГНИЕВОГО СПЛАВА
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1901 | А5.19 ЭРАЗ61А | |
| 1901 | А5.19 ERAZ92A |
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРОЧНОЙ СВАРКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 505 | A5.20 E71T-1C / 1M-PLUS | |
| 505 | А5.20 E71T-1 / 1M-ULTRA | |
| 505 | A5.20 E70T-4 | |
| 505 | A5.20 E71T-11 | |
| 505 | A5.20 E71T-GS |
КОБАЛЬТОВЫЕ ЭЛЕКТРОДЫ И ШТАНГИ ДЛЯ ПОВЕРХНОСТИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 1301 | А5.21 ERCOCR-A | |
| 1301 | A5.21 ERCOCR-E |
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРОЧНОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ И ШТАНГИ ДЛЯ ДУГОВОЙ СВАРКИ ДЛЯ GTAW
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 2201 | А5.22 E308LT1-1 / -4 | |
| 2201 | A5.22 E309LT1-1 / -4 | |
| 2201 | A5.22 E316LT1-1 / -4 | |
| 2204 | A5.22 E308LFC-O | |
| 2204 | А5.22 E309LFC-O | |
| 2204 | A5.22 E312FC-O | |
| 2204 | A5.22 E316LFC-O |
ЦИРКОНИЕВЫЕ И ЦИРКОНИЕВЫЕ СПЛАВЫ СВАРОЧНЫЕ ЭЛЕКТРОДЫ И ШТАНГИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 2401 | А5.24 ЭРЗр-2 |
МЕТАЛЛЫ-ЗАПОЛНИТЕЛИ С НИЗКОЛЛЕГИРОВАННЫМИ СТАЛАМИ ДЛЯ ГАЗООБРАБОТАННОЙ ДУГОВОЙ СВАРКИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 6000 | A5.28 ER80S-B2 | |
| 6000 | А5.28 ER90S-B3 | |
| 6000 | A5.28 ER80S-B6 | |
| 6000 | A5.28 ER80S-B8 | |
| 6000 | A5.28 ER90S-B9 | |
| 6000 | A5.28 ER80S-D2 | |
| 6000 | А5.28 ЭР100С-1 | |
| 6000 | А5.28 ЭР110С-1 | |
| 6000 | А5.28 ЭР120С-1 | |
| 6003 | A5.28 ER120S-G |
ЭЛЕКТРОДЫ ЗАПРЕЩЕННЫЙ, ГОЛЫЙ И С ПОКРЫТИЕМ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 2901 | 55FC-O | |
| 2901 | 58FC-G | |
| 2901 | КРЫШКА 400 | |
| 2901 | КРЫШКА 410 | |
| 2901 | КРЫШКА 420 | |
| 2901 | ЖЕСТКОЕ 430 | |
| 2901 | КРЫШКА 440 | |
| 2908 | НАКЛАДКА 450 | |
| 2908 | КРЫШКА 460 | |
| 2908 | HARDCOVER 470 | |
| 2908 | НАКЛАДКА 480 | |
| 2902 | БД920 | |
| 2902 | БДМ7 |
СТАЛЬНЫЕ ИНСТРУМЕНТЫ НАПОЛНИТЕЛИ МЕТАЛЛЫ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 6000 | А-2 | |
| 6000 | М-2 | |
| 6000 | С-7 | |
| 6000 | Н-12 | |
| 6000 | Н-13 | |
| 6000 | П-20 |
СПЕЦИАЛЬНЫЕ ЭЛЕКТРОДЫ ДЛЯ ЗАПЛАВЛЕНИЯ И СТРОЖКИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 101 | 1000 | |
| 1501 | 3000 | |
| 901 | 4000 | |
| 901 | 5000 | |
| 301 | 6000 | |
| 4006 | 7000 | |
| 2908 | 8000 | |
| 4008 | ЭЛЕКТРОДЫ УГЛЕРОДНОЙ СТРОЧКИ ВОЗДУХА | |
| 4009 | УГЛЕРОД ДЛЯ СТРОЖКИ | |
| 901 | 3000 т | |
| 6001 | 6000 т | |
| 6003 | БД140 |
РАЗНОЕ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 183 | Салфетки Blue Demon Ace-Wipes | |
| 5001 | ПРОТИВ БРЫЗГОВ НА ОСНОВЕ РАСТВОРИТЕЛЯ | |
| 5002 | НА ВОДНОЙ ОСНОВЕ ПРОТИВ БРЫЗГОВ | |
| 5003 | NOZZEL GEL | |
| 5006 | MIG MIST | |
| 5005 | 5000 т | |
| 5004 | ШАПКА ОХЛАЖДАЮЩАЯ, DORAG, ПОЛОТЕНЦЕ | |
| 5007 | МАСЛО BB |
НЕТ КЛАССА AWS
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 6000 | ER4130 | |
| 6001 | БД3ИН1 | |
| 6002 | ТРОЙНАЯ ИГРА |
ПРИНАДЛЕЖНОСТИ
| SDS № | КЛАССИФИКАЦИЯ AWS | СОЕДИНЕНИЕ SDS |
|---|---|---|
| 7000-2 | Промышленные маркеры для краски |
Таблица и классификация сварочных стержней
Сварка – это процесс сплавления двух металлических частей (также называемых заготовкой) вместе.Это достигается путем пропускания электрического тока от сварочного электрода к заготовке, которая создает электрическую дугу. Электрическая дуга нагревает и плавит два металла вместе, что, в свою очередь, сплавляет два металла вместе, что приводит к более прочной связи. Сварочный аппарат подает электрический ток в форме переменного (AC) или постоянного (DC) тока.
Что такое сварочный стержень?Сварочный электрод, широко известный как «сварочный стержень», представляет собой кусок металлической проволоки с флюсовым покрытием, который также действует как наполнитель при использовании в процессе сварки, известном как « дуговая сварка защищенным металлом » или SMAW.В процессе SMAW, также обычно называемом сваркой «палкой», сварочный стержень (также известный как «стержневые» электроды) плавится вместе с заготовкой, действуя как наполнитель. Из-за этого сварочный стержень обычно относят к типу плавящихся электродов.
Сварочный пруток в основном состоит из металлической проволоки или прутка и внешнего покрытия из флюса. Этот металлический стержень плавится при возникновении электрической дуги и становится частью сварного шва. Этот металлический стержень обычно должен быть из материала, аналогичного заготовке.Однако бывают случаи, когда сварочный стержень и заготовка изготавливаются из разнородных материалов.
Покрытие из флюса – это материал, который в процессе сварки разлагается на защитный газ. Газовая защита защищает сварочную ванну – расплавленную сталь – от загрязнения атмосферным газом. Часть этого покрытия из флюса также превращается в своего рода налет, известный как шлак, который защищает сварной шов при его охлаждении.
Что в названии?Американское сварочное общество (AWS) разработало буквенно-цифровую систему именования сварочных стержней.В настоящее время эта система именования, возможно, является наиболее широко используемой системой для идентификации сварочного стержня. Эта буквенно-цифровая система показывает используемые сварочные характеристики и характеристики каждого сварочного стержня.
Если вы новичок в сварочной промышленности, вы можете запутаться, взглянув на классификацию сварочных стержней, поскольку вы легко заметите, что в таблице сварочных стержней есть числовые цифры. Не стоит недоумевать, что эти цифры соответствуют определенным значениям.Если вы возьмете, например, сварочный стержень 7018, вы заметите, что он состоит из четырех цифровых цифр. Первые два числа 7018 соответствуют пределу прочности на разрыв или несущей способности сварного шва. Следовательно, в случае сварочного прутка 7018 сварной шов может выдержать 70 000 фунтов. На квадратный дюйм. По этой причине, чем выше первые два числа, тем выше прочность электрода.
Третья цифра, с другой стороны, указывает на количество положений, в которых можно использовать сварочный стержень.Было бы хорошо помнить, что существует четыре основных положения сварки, а именно: плоское, горизонтальное, вертикальное и потолочное положение. Таким образом, цифра «1» на третьей цифре означает, что ее можно использовать для всех четырех положений сварки.
Последняя цифра, однако, относится к покрытиям, нанесенным на электроды. Электроды обычно покрываются различными химикатами для защиты стыков при сварке. Эти химические покрытия могут определять количество тока, которое может быть приложено во время процесса сварки.Кроме того, источник питания для сварки зависит от силы тока, необходимого для процесса сварки. Источник питания может быть таким же простым, как автомобильный аккумулятор, или сложным, как высокочастотный инвертор, использующий технологию IGBT и управляемый компьютером. Следовательно, последняя цифра вместе с предпоследней цифрой может указывать, какой тип источника питания подходит для процесса сварки – будь то переменный ток, постоянный ток + или постоянный ток.
Различные типы материалов для покрытия флюсом сварочного стержняВ качестве флюсового покрытия используются различные материалы.Эти материалы включают рутил (TiO2-диоксид титана или диоксид титана), фторид кальция (CaF2), порошок железа и целлюлозу. Эти материалы или смесь этих материалов и / или других дополнительных материалов используются для обеспечения возможности использования определенных типов или различных типов тока во время процесса сварки. Например, некоторые электроды используют для сварки обратную полярность или постоянный + ток; другой будет использовать постоянный ток прямой полярности; однако некоторые электроды могут использовать как DC +, так и DC- вместо каждого. Но большинство электродов также могут использовать переменный ток (AC) вместо уже упомянутых типов постоянного тока.Причем сварочные прутки делятся на три группы в соответствии с сварочными характеристиками. Эти группы следующие:
• Сварочные стержни с быстрой заливкой – Сварочные стержни с быстрой заливкой предназначены для плавления, что позволяет быстро увеличить скорость сварки. Эти сварочные стержни подходят только для сварки в плоском горизонтальном положении. «Fast-fill» – это электроды с сильным покрытием, которые оставляют много шлаков на поверхности сварного шва.
• Сварочные стержни «Fast-Freeze» – Сварочные стержни «Fast-Freeze» быстро затвердевают и допускают сварку в любом положении.В процессе сварки сварочная ванна быстро затвердевает, и это быстрое затвердевание предотвращает ее смещение. Быстрое замораживание также обычно связано с обратной полярностью (DC +), но также может работать от сети переменного тока. Сварочные стержни с быстрым замораживанием дают плоские валики и минимальное количество шлака.
• Сварочные стержни «заливка-замораживание» – электроды «заливка-замораживание», также известные как электроды «быстрого следования», представляют собой сварочные стержни общего назначения, которые обеспечивают широкий охват шлаков. «Заполнение-замораживание» широко известно как электроды с прямой полярностью (DC-), но они также могут использовать переменный или переменный ток.
Группа электродов, известная как сварочные стержни с низким содержанием водорода, также признана педагогами-сварщиками четвертой группой сварочных стержней. Эти сварочные стержни с низким содержанием водорода предназначены для сварки высокоуглеродистой или высокосернистой стали. Эти сварочные стержни уменьшают поглощение водорода за счет образования на сварном шве отложений рентгеновского качества.
Общие сведения о сварочных стержнях, которые обычно используются
Существует много типов сварочных стержней, и было бы неплохо узнать, что может предложить каждый из этих сварочных стержней:
1) 6013 Сварочный стержень
Сварочный пруток 6013 способен выдержать 60 000 фунтов.напряжения на квадратный дюйм. Поскольку его третья цифра – 1, это означает, что его можно использовать для всех положений сварки. Хотя сварочный стержень 6013 имеет меньшую прочность на разрыв, чем сварочный пруток 7018, он по-прежнему довольно прочен и может выполнять большинство сварочных работ. Последние две цифры 6013 также указывают на то, что его электрод имеет высокое титано-калиевое покрытие, и по этой причине он совместим практически со всеми типами источников питания и токов. Таким образом, использование сварочного стержня 6013 дает профессиональным сварщикам большую гибкость, поскольку они могут поочередно использовать этот сварочный стержень, используя различные типы токов.
Иногда новичков в процессе сварки сначала знакомят с другими типами сварочных стержней, такими как сварочные стержни 6010 и 7018, и по этой причине они не видят преимуществ, связанных с использованием 6013. Но как только они начинают использовать 6013, они сразу же обнаруживают его преимущества. Они также узнают, что 6013 можно легко соединить с небольшими сварочными аппаратами и аппаратами начального уровня.
Сварочный пруток 6013 хорош тем, что он идеально подходит для небольших сварочных работ, поскольку он обеспечивает проплавление на средних расстояниях на более тонких металлических листах.Обратной стороной использования 6013 является то, что он производит больше брызг, чем 7018. Однако вы можете легко удалить эти шлаки, как только они появятся. Следовательно, конечный результат использования 6013 несомненно чистый и оптически привлекательный.
2) 7018 Сварочный стержень
Как объяснялось выше, модель 7018 способна выдерживать давление 70 000 фунтов на кубический квадратный дюйм. Третья цифра также указывает на то, что это универсальная штанга. Более того, две последние цифры этого сварочного стержня также говорят нам о том, что электрод покрыт железным порошком с низким содержанием водорода.Следовательно, для работы сварочного прутка можно использовать как переменный, так и постоянный + ток.
Сварочный пруток 7018 иногда называют прутком от низкого до высокого. Причина этого в том, что низкое содержание водорода в его электродах обычно обеспечивает гладкие, но очень прочные сварные швы. Однако недостатком использования сварочных стержней 7018 является то, что эти стержни необходимо хранить в защищенном от влаги хранилище, поскольку влага может радикально сократить срок их службы. Кроме того, эти стержни не должны контактировать с водой, так как вода также может сократить срок их службы.По этой причине вам необходимо хранить стержни 7018 в защищенном от влаги хранилище, например, в духовке с температурой около 250 ° F, особенно если вы не собираетесь использовать их в течение нескольких часов. У некоторых профессиональных сварщиков обычно есть специальная печь, предназначенная для хранения сварочных стержней такого типа. Однако, если у вас недостаточно средств для такого типа духовки, вы просто можете создать импровизированную духовку, чтобы ваши стержни 7018 не попадали в воду.
3) 6011 Сварочный стержень
Если вы уже использовали сварочные стержни 6011 и 6010, вы легко заметили бы сходство между этими двумя типами сварочных стержней.Просто взглянув на их названия, вы легко поймете, что оба сварочных стержня могут выдерживать давление 60 000 фунтов. Более того, они применимы для всех типов сварочных позиций. Различительный фактор, который отличает эти два типа сварочных стержней, заключается в учете последних двух цифр этих двух типов сварочных стержней. 6011 имеет очень высокий уровень покрытия из целлюлозы и калия. Следовательно, он может работать от переменного и постоянного + тока. Это также означает, что 6011 можно использовать со сварочными аппаратами любого типа.Вы также можете использовать его, если используете сварочные аппараты большего размера. Кроме того, с помощью этого типа сварочного прутка вы можете добиться глубокого проплавления при сварке, а также легко использовать его с грязными и корродированными металлами из-за его способности к глубокому проплавлению. По этой причине он идеально подходит для ремонтно-сварочных работ.
Обратной стороной использования прутка этого типа является то, что он производит немного шлака, который труднее удалить, чем шлаки, образующиеся при использовании других сварочных прутков.Следовательно, если у вас недостаточно терпения и времени для удаления нежелательного шлака, вам следует вместо этого выбрать другие типы сварочных стержней.
4) 6010 Сварочный стержень
6010 идеально подходит для глубокого проплавления и сварки корродированных и грязных металлов; следовательно, он идеально подходит для лоскутных и ремонтных работ. Модель 6010 также имеет покрытие из натриевой целлюлозы с высоким содержанием натрия. Это означает, что вы можете использовать его только с постоянным током + ток. Следовательно, это бесполезно, если ваш источник питания переменного тока. По сравнению с 6011, 6010 может работать более плавно, чем 6011, и производить шлак, который легче удалить.
Однако, несмотря на то, что сварочный пруток 6010 легко доступен, на самом деле с ним очень трудно обращаться и использовать. Сложность заключается в том, что за электрод нелегко ухватиться, поскольку он дает очень тугую дугу. Следовательно, необходимо научиться сдерживать и контролировать тугую дугу 6010, прежде чем вы сможете овладеть ею.
Сварочные прутки различных типов и размеров
Для чего используется каждый тип сварочного стержня?
Одна из основных проблем, с которой сталкивается большинство начинающих сварщиков, заключается в том, что они не знакомы с тем, для чего используется каждый сварочный стержень.Это может быть одним из разочарований при начале работы в сварке. Тем не менее, я могу сказать вам, что, хотя я работаю в области сварки уже несколько лет, есть определенные вещества, которые вы просто не свариваете достаточно регулярно, чтобы знать, какой пруток использовать. Вот почему я собираю эту статью. По крайней мере, это должно помочь вам начать в правильном направлении. Хотя я не могу перечислить все удилища, представленные на рынке, я сделаю все возможное, чтобы включить в статью самые подходящие.
Перед началом работыПеред тем, как приступить к сварке, вы всегда должны убедиться, что у вас есть все необходимое защитное оборудование.Одним из самых важных предметов оборудования в вашем магазине может быть аптечка. Обязательно убедитесь, что у вас есть хорошая аптечка, особенно если вы собираетесь работать с теплом и электричеством.
Низкоуглеродистая стальКогда дело доходит до сварки низкоуглеродистой стали, вы можете выбрать один из тысяч электродов. Наиболее распространенные электроды подпадают под классификацию 5.1, установленную Американским сварочным обществом (AWS). Электроды, которые я перечисляю в этой статье, являются одними из наиболее распространенных, которые вы найдете на рынке.Многие из них имеют многоцелевое назначение и могут использоваться на разных типах металла. Однако вы всегда должны быть уверены, что какой бы основной металл вы ни использовали, он соответствует исходному материалу. Может быть несколько различных вариантов, и вы можете столкнуться с разными проблемами, например, с недостаточно прочным сварным швом.
Электрододержатель с E7018 в нем
E6010
E7018
E316-16
E308L-16 E6010
Электрод E6010 предназначен для нанесения начального валика на внутреннюю часть трубы.Это один из наиболее проникающих видов сварочного стержня, поскольку он прорезает масло, краску, грязь или ржавчину. Это позволяет добраться до материала, который предполагается сваривать. Поскольку E6010 разработан специально для работы с трубами и тому подобным, начинающий сварщик обычно находит эту рукоять одной из самых сложных в использовании. Сварочные стержни E6010 обычно стоят от 40 до 50 долларов за коробку со стержнями весом 10 фунтов. Цена может варьироваться в зависимости от торговой марки.
E6011Электрод E6011, как правило, является первым выбором ремонтников для ремонтного персонала.Он также прорезает мусор, чтобы добраться до материала, и, как и E6010, имеет глубокую проникающую дугу. Однако, в отличие от E6010, E6011 предназначен для сварки на переменном токе и может использоваться в любом положении. Этот тип сварочного прутка варьируется от 25 до 100 долларов за коробку весом 10 фунтов.
E6012Электрод E6012 используется для сварки тонкого листового металла, такого как оконные рамы, металлическая мебель, автомобили, подвижной состав, грузовые вагоны и корабли. Это электрод из углеродистой стали, который можно использовать в любом положении.Этот тип электрода будет стоить около 16 долларов за стержень для коробки весом 10 фунтов.
E6013Электрод E6013 представляет собой электрод переменного тока, который можно использовать в любом положении, однако он разработан для нового чистого листового металла и имеет более мягкую дугу, минимальное разбрызгивание и умеренное проникновение, что упрощает очистку шлак. Эти сварочные стержни начинались примерно с 23 долларов за коробку на 10 фунтов
E7014Электроды этого типа можно использовать как в постоянном, так и в переменном токе с любой полярностью.Он обеспечивает ровную стабильную дугу и легко удаляет шлак. Коробка с этими сварочными прутьями весом 10 фунтов стоит примерно 27 долларов.
E7024Электрод E7024 предназначен для использования с металлическими покрытиями толщиной более дюйма. Этот электрод предназначен для использования с переменным током, и вы можете выполнять большие ручные сварные швы вниз. Цена на эти электроды будет начинаться примерно с 20 долларов за коробку на 5 фунтов
E7018 Сварочный электрод E7018 предназначен для работы с постоянным током и может использоваться в любом положении.Этот электрод создает дугу с низким содержанием водорода, которая создает более однородный сварной шов. Это важно, особенно если металл будет использоваться в среде с отрицательными температурами. Упаковка этих сварочных электродов весом 10 фунтов начинается примерно с 30 долларов.
Нержавеющая сталь может быть непростой задачей. Каждый раз, когда вы собираетесь сваривать какой-либо металл, вы хотите, чтобы основной металл сварочного стержня был как можно ближе к материалу, который вы свариваете. Таким образом, у вас не возникнет проблем с реакцией дуги на металл.Примеры, которые я привожу в разделе, – не единственные палочки, доступные на рынке. Однако это наиболее распространенные из них, которые можно использовать в нескольких различных приложениях.
Это, в дополнение к тому факту, что нержавеющая сталь имеет сварной шов, который по своей природе является вялым, делает нержавеющую сталь интересным металлом для работы. Рекомендуется не только использовать сварку MIG с нержавеющей сталью, но также рекомендуется использовать смесь из трех газов при настройке защитного газа.Согласно тому, что я обнаружил в своем исследовании, они ищут что-то похожее на 7,5% аргона, 2,5% CO2 и 90% гелия. Используется высокий процент гелия, потому что гелий имеет более высокую теплопроводность, чем другие газы, и это позволяет получить более плоский шарик.
Эта конкретная серия сварочных стержней предназначена для работы с материалами из нержавеющей стали, такими как 301, 302, 304 и 305. Однако они также подходят для некоторых литых сплавов, таких как CF-3 и CF-8, которые предназначены для использования в высокотемпературных средах.Сварочные стержни 308L обычно начинаются от 10,99 долларов за 1 фунт.
309L СерияСерия 309L и все ее подкатегории предназначены для сварки разнородных металлов, включая различные типы нержавеющих сталей. Однако важно, чтобы все металлы имели одинаковые свойства. Например, их можно использовать для сварки материалов 308, но не материалов 316 или 316L. Материалы 316L содержат молибден, а стержень 309L – нет. Сварочные прутки серии 309L начинались примерно с 6 долларов за 1 фунт, в зависимости от того, какой тип вы выберете.
Серия 316LСерия 316L используется для металлов 316 и 316L. К ним относятся CF-3M и CF-8M, которые являются литым эквивалентом 316 и 316L. Эти сварочные стержни начинались примерно с 25 долларов за партию 5 фунтов.
347 Серия Этот тип стержней и его подкатегории используются для основного материала 321 и 347. Они считаются стабилизированными марками, и данный тип сварочного прутка разработан с учетом этого. Литой эквивалент 347 – CF-8C, поэтому этот тип удилища также подходит для этого применения.Сварочный пруток серии 347 начинается примерно с 11 долларов за трубку весом 1 фунт.
Неважно, работаете ли вы над старинным автомобилем или просто пытаетесь сварить чугунный выпускной коллектор, выбор правильного сварочного электрода является важной частью работы. Выбирая электрод для сварки чугуна, убедитесь, что вы принимаете во внимание, требует ли стержень одного или нескольких проходов и поддается ли он механической обработке.
Хотя элементы, которые я перечисляю в этой статье, не единственные сварочные стержни, которые можно использовать для чугуна, они, как правило, являются наиболее распространенными. Перед тем, как приступить к подобному проекту, убедитесь, что вы изучаете возможные варианты и используете подходящий сварочный электрод. Использование неправильного сварочного электрода для чугуна может привести ко многим проблемам, включая слабый сварной шов. Это может привести к трещинам в стыках, которые могут вызвать утечки или слабые места, которые могут вызвать проблемы позже во время использования.
Также важно отметить, что при сварке чугуна он не выдерживает резких перепадов температуры.Сварка чугуна без предварительного нагрева середины, хотя и возможна, – не лучшая идея. Вы всегда должны следить за тем, чтобы металл был предварительно нагрет. Это сделано для того, чтобы разница температур между нормальным режимом и сваркой была не такой большой. Кроме того, убедитесь, что вы правильно подготовили область для сварки. Это включает настройку стыков, которые будут свариваться с правильной шлифовкой.
Электрод серии Tech Rod 99 обычно на 99% состоит из никеля.Состав и тот факт, что сварной шов считается обрабатываемым, делают этот тип стержня желательным. Поскольку у него есть все эти атрибуты, оно считается удилищем премиум-класса. Поскольку никель стоит дорого, его стоимость будет немного выше. Коробка этого типа электрода на 10 фунтов будет стоить около 170 долларов.
Серия Tech-Rod 55Электрод серии Tech Rod 55 обычно на 55% состоит из никеля. Тот факт, что в этом электроде меньше никеля, делает его более экономичным в использовании.Их обычно используют для ремонта поврежденных отливок, если они имеют толстые или тяжелые секции. Поскольку в этом электроде 55% никеля, сварные швы намного прочнее и лучше переносят фосфор, образующийся в процессе литья. Коэффициент расширения также меньше, чем у Tech Rod 99, поэтому вы получите гораздо меньше трещин при сварке плавлением.
Ferroweld Series В этом типе электрода используется стальной сердечник, который оставляет твердый сварной шов, но не поддается механической обработке. Его нельзя обработать болгаркой, чтобы бусинка выглядела лучше.Тот факт, что этот электрон имеет стальной сердечник, означает, что это недорогой электрод, который можно использовать для сварки многих чугунных изделий. Благодаря своей сердцевине он создает довольно удобную дугу, которая эффективна для любого материала, который нельзя полностью очистить. Отложения, образующиеся при использовании сварочного прутка, будут ржаветь, как чугун. Предварительное прессование этих сварочных стержней начинается примерно с 8 долларов за пучок в 1 фунт в зависимости от марки и размера стержня.
Согласно определению, никелевый сплав – это любая комбинация металлов, которая содержит более половины никеля.Эти типы сплавов не затвердевают при закалке, вы должны термически обрабатывать деталь и поддерживать ее при контролируемой температуре в течение определенного времени. Благодаря этому материал после завершения сварки останется пластичным и мягким. Хотя существует несколько способов сварки никелем (сварка электродом, MIG, TIG), я перечислю только наиболее распространенный. Сварку налипанием можно делать, однако, это не самый распространенный метод.
Inconel 625 Wire Это один из наиболее распространенных типов никелевых наполнителей по одной причине.Потому что это работает. Его обычно используют для добавления нескольких слоев коррозионной и жаропрочной стали к стали, которая имеет более низкую коррозионную стойкость. Тот факт, что металл нельзя закалить, означает, что даже если вы соедините два куска закаленной стали, полученный шов все равно будет мягче. Катушка 30 фунтов сварочной проволоки Inconel 625 MIG стоит примерно 1800 долларов.
Возможно, вы уже поняли, что в Интернете много дезинформации о сварке алюминия, потому что сварка алюминия может быть проблемой.Одна из основных вещей, которую вы хотите сделать, – это убедиться, что свариваемый алюминий относится к типу заготовки, которую можно правильно сваривать. В противном случае вы получите грязные сварные швы, которые не расплавились. Из-за этого на них могут быть трещины и воздушные карманы, которые еще больше ослабят сварные швы.
Дуговая сварка алюминия не является предпочтительным методом сварки двух деталей, однако он работает. Обычно вам нужен материал толщиной более 1/8 дюйма. Если вы собираетесь сваривать более тонкий материал, вам придется поиграть с настройками мощности сварочного аппарата, чтобы убедиться, что вы не прожигаете материал.При этом, если вы собираетесь сваривать алюминий, правильный способ сделать это – это сварка TIG смесью гелия и аргона. Это не только самый медленный метод, но также самый чистый и контролируемый метод сварки алюминия.
При сварке алюминия очень важно правильно очистить зону сварки перед началом работы. Это нужно делать латунной или металлической щеткой. Однако наждачная бумага тоже подойдет. Чтобы получить чистый сварной шов, убедитесь, что вы удалили все масла с детали во время процесса очистки.Это обеспечит прилипание сварного шва к металлу после начала сварки. Важно, чтобы сопротивление было как можно меньше.
E4043 СерияСварочные прутки этой серии обычно имеют толщину 1/8 дюйма и покрыты флюсом. Он предназначен для использования с питанием постоянного тока с нормальной полярностью. Две основные проблемы, с которыми вы столкнетесь с этим типом сварочного прутка, – это то, что для сварного шва требуется очень много прутка. Очень короткий сварной шов может быстро съесть половину стержня.Еще одна вещь, с которой сталкивается большинство людей, – это накопление шлака. Может быть трудно сказать, как ложится сварной шов, потому что шлак накапливается над сварным швом в лужах.
Кроме того, после наложения шва необходимо провести большую очистку от шлака. Кажется, что дуговая сварка алюминия работает лучше, если вы предварительно нагреете материал до температуры перед сваркой. Это позволяет сделать сварной шов более прочным и иметь меньше трещин и карманов. Цена на сварочные стержни E4043 начинается примерно с 15 долларов за коробку на 1 фунт.
Медь – еще один из тех металлов, которые необходимо подготовить перед сваркой. Поскольку медь будет рассеивать тепло, ее трудно сваривать, потому что область, которую вы свариваете, быстро остынет. Чтобы вылечить это, вы всегда должны предварительно нагревать медь. Это сделано для того, чтобы он не поглощал столько тепла, которое выделяет сварка. Сварка TIG (вольфрамовым инертным газом) и MIG (металл в инертном газе) являются функциональными способами сварки меди, однако дуговая сварка по-прежнему остается наиболее распространенным методом.Важно найти хороший электрод, который можно использовать с вашим сварщиком.
Если вы все же решите использовать какой-либо другой метод, предпочтительнее будет сварка TIG со 100% -ным гелием. Благодаря своей теплопроводности гелий может усилить эффект сварщика в 1,7 раза. Как вы понимаете, это значительно улучшит любую бусину, с которой вы работаете, особенно с медью. Хотя существует несколько типов сварочных стержней, которые можно использовать для меди, я перечислю лишь некоторые из наиболее распространенных.Если эти стержни не подходят для вашего применения, проведите небольшое исследование и выясните, какой стержень больше подходит для вашего сварщика.
189 Электрод из раскисленной меди Этот тип электрода разработан для использования с раскисленной медью посредством дуговой сварки в защитных оболочках (SMAW). Это позволит получить механически прочное металлургическое соединение. Он не только работает с раскисленной медью, но также эффективен для чугуна и стали. 189 электродов должны работать с обратной полярностью постоянного тока, чтобы обеспечить прочность на разрыв до 35000 фунтов на квадратный дюйм.Цена на этот тип электрода обычно начинается от 50 долларов за электрод.
Хотя очистка деталей чрезвычайно важна для других типов материалов, это необходимо для титана. Перед сваркой титановые детали должны быть очищены даже от отпечатков пальцев. Убедитесь, что вы очистили все детали стальной щеткой, которую не использовали ни для чего, кроме титана. Его нельзя использовать с другими продуктами, иначе он загрязнит изделие.Как только вы это сделаете, протрите все чистящим средством для деталей, чтобы убедиться, что все остаточные масла удалены. При этом надевайте перчатки, чтобы на металл не попали другие масла.
Саму сварку лучше всего проводить в камере, чтобы газ аргон мог течь внутри и вокруг деталей. Если вы позволите электроду выйти в кислород, он может загрязнить деталь. Прежде чем приступить к сварке титана, следует учесть все эти аспекты.Титан – один из самых трудных для плавления металлов, и очень важно соблюдать каждую процедуру.
Титан сваривается с использованием сварки вольфрамовым электродом в среде инертного газа (TIG) с использованием 36-дюймового титанового стержня вместе с электродом. Это создаст связь, которая даст вам прочность на разрыв до 50000 фунтов на квадратный дюйм. Самая большая проблема при сварке титана – это цена самих стержней. Цена на титановый сварочный стержень диаметром 36 дюймов 1/16 дюйма начинается примерно с 153 долларов за фунт.
Давайте посмотрим на последовательность классификации сварочных стержней и посмотрим, что означают различные разделы.Первая цифра указывает, для какого типа сварки следует использовать пруток. Обычно это буква E, обозначающая, что он используется для дуговой сварки. Первые две или три цифры указывают на прочность на разрыв. Это сколько фунтов на квадратный дюйм может выдержать материал, не разрываясь на части. Третья или четвертая цифра обозначают, какое положение следует использовать для сварки. 4-я или 5-я цифра сообщает вам, какой тип покрытия имеет электрод и какой тип источника питания использовать с ним.
В качестве примера давайте разберем классификацию E6010. Буква E говорит нам, что пруток будет использоваться для дуговой сварки. Следующие две цифры указывают, что он имеет предел прочности на разрыв 60 000 фунтов на квадратный дюйм. Единица указывает, что его можно использовать во всех положениях, а ноль указывает, что этот тип стержня следует использовать с машиной DCRP (постоянный ток с обратной полярностью). Хотя разобраться во всем этом может быть непросто. проделав это несколько раз, вы станете в этом ловким мастером.
ЗаключениеПри написании этой статьи я надеюсь, что дал вам немного больше информации о сварочных стержнях и их конкретном использовании. Хотя некоторые стержни можно использовать на нескольких типах металлов, важно отметить, что для более экзотических металлов в этом списке требуются стержни, специально разработанные для этого материала. Однако никогда не предполагайте, что сварочный стержень может быть обычным только из-за того, что вы имеете дело со старой простой сталью. Всегда лучше убедиться, какую сталь вы свариваете.Это позволит вам убедиться, что вы используете удилище, наиболее подходящее для этого типа.