чертежи универсального самодельного станка с размерами. Как сделать его с электроприводом?
Кованые изделия из металла – популярный декоративный элемент, который привлекает красотой и изысканностью. Изготовление таких деталей требует больших финансовых вложений, и далеко не все могут позволить себе подобный вариант. Выход есть – использование холодного вида ковки, которую можно сделать самостоятельно, но нужно собрать станок.
Подготовка
Прежде чем конструировать что-либо своими руками, необходимо тщательно подойти к подготовительному этапу. Особенность кованых изделий, созданных на самодельном оборудовании, заключается в высокой прочности и отличном качестве. Объясняется это невозможностью исправления элементов в дальнейшем.
Для гиба большого объема одинаковых стальных конструкций стоит не только собрать надежный станок, но и запастись чертежами, заранее спроектированными.
Такой подход позволит избежать дефектов изделий и ускорит процесс ковки.
Сборка станка холодной ковки сделает возможным создание:
- различной мебели для сада: от скамеек до крупных оград;
- разнообразных ограждений, которые можно будет установить по периметру территории;
- покрытий для беседок;
- декоративных элементов;
- спортивных снарядов.
С помощью самодельного оборудования удастся выполнить также каркасные постройки, где впоследствии можно будет выращивать культуры. Однако прежде чем приступить к работам, потребуется тщательно подготовиться, закупив необходимые материалы, инструменты и разработав чертеж.
Сборка торсионного станка
Торсионный станок – особый вид оборудования для гибки профильных труб и других стальных изделий, из которых впоследствии получаются спиралевидные элементы. Принцип работы агрегата основан на использовании холодной ковки. Ручная работа на торсионе возможна только в случае качественной сборки конструкции, которая требует применения схемы и чертежей.
В работе потребуются следующие инструменты:
- балки и листы из стали;
- тиски, хомуты, зажимы;
- двигатель;
- цепь;
- редуктор;
- сварочный аппарат;
- болгарка.
Такой вид станков чаще используют для закручивания стальных прутов в спирали.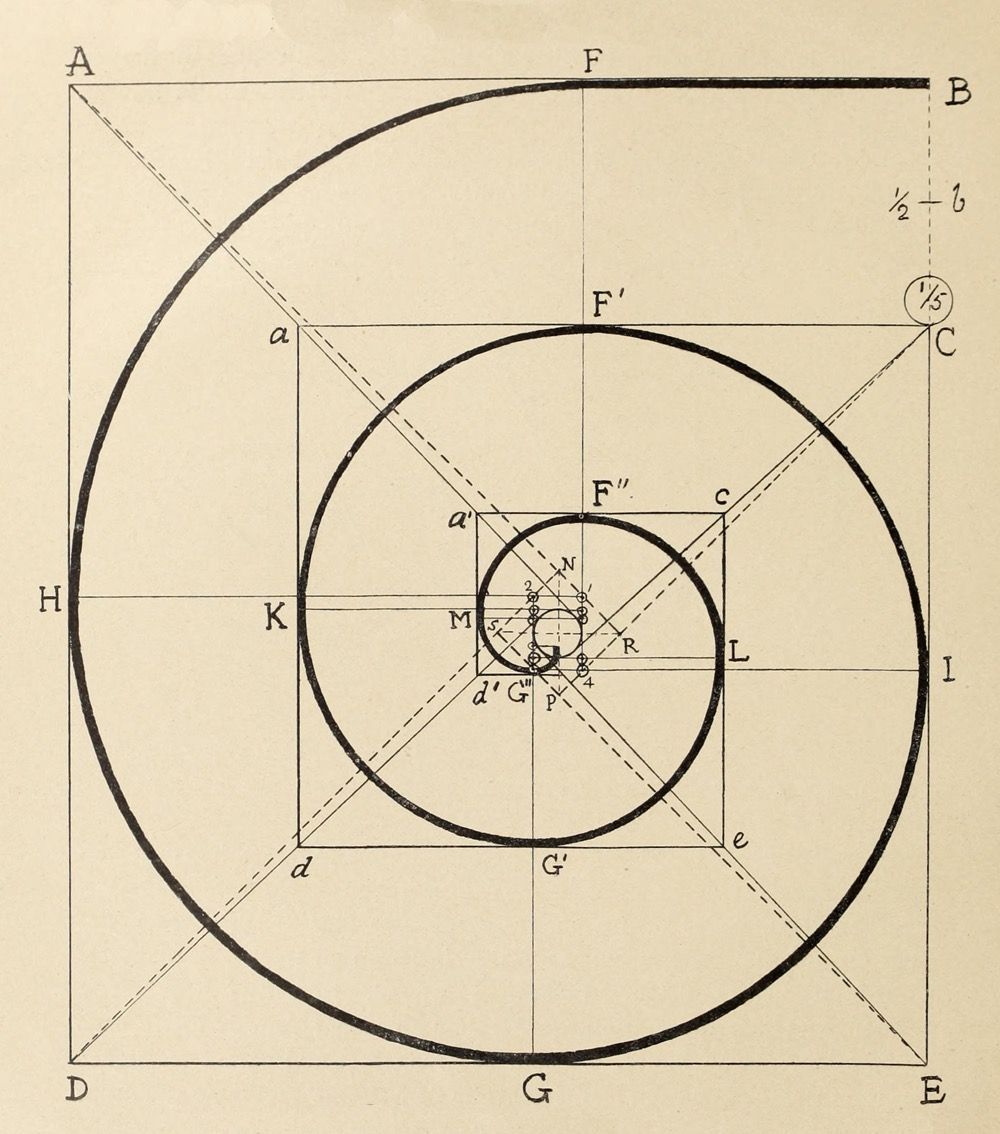 Чтобы добиться нужного результата, потребуется подготовить два блока, предварительно закрепленных на одной плоскости. При этом двигаться должен только один из двух элементов. Несмотря на внушительную конструкцию, собрать торсионный станок не составит труда.
Чтобы добиться нужного результата, потребуется подготовить два блока, предварительно закрепленных на одной плоскости. При этом двигаться должен только один из двух элементов. Несмотря на внушительную конструкцию, собрать торсионный станок не составит труда.
Основные этапы.
- Сборка основы. Для этого берут стандартный профилированный двутавр, с одной стороны которого монтируют тиски. При этом важно устанавливать их таким образом, чтобы они не могли двигаться или вращаться во время работы будущей конструкции. Лучший способ крепления – болты с гайками или сварка. Также часто перед монтажом тисков к двутавру приваривают стальной лист, а затем нужный элемент, чтобы при натяжении не произошло деформирование материала.

- Создание подвижной системы. Ее предусматривают с другой стороны основы, используя для этого платформу на роликах с блокираторами движения. В верхней части устанавливают тиски, оснащенные подвижной центральной частью и чем-то напоминающие колесо. На данном этапе важно сделать так, чтобы оба элемента находились на одном уровне. Любые отклонения приведут к формированию дополнительного напряжения в металле, что вызовет преждевременную поломку конструкции.
Торсионный станок управляется за счет системы рычагов, устанавливаемых на «штурвале». Однако возможен вариант с использованием электропривода. Для этого необходимо выполнить монтаж асинхронного двигателя. Схема сборки многооперационного оборудования в этом случае будет выглядеть следующим образом.
Схема сборки многооперационного оборудования в этом случае будет выглядеть следующим образом.
- Станки оснащают преимущественно двигателями на 2200 кВт и 1000 об/мин. Для организации надежной работы мотора его соединяют с понижающим редуктором напрямую при помощи болтов. Отверстия чаще всего совпадают.
- С обратной стороны детали – обод штурвала – протягивают стальную цепь, которую после закрывают кожухом из прочного металла.
Сделать торсион холодной ковки может любой желающий, если правильно подойдет к процессу разработки чертежей и учтет необходимые этапы сборки конструкции.
Как сделать модель «Гнутик»?
«Гнутик» – простой в эксплуатации станок, предназначенный для художественной гибки кромок. Оборудование позволяет изготавливать не только декоративные элементы, но также детали воздуховода, изделия для проведения авторемонтных работ.
Важный элемент всей работы «Гнутика» — это оснастка для холодной ковки. Грамотно собранная конструкция обеспечит эффективное сгибание металла, где пользователь сможет проконтролировать и отрегулировать угол сгиба.
Инструменты и материалы
Сборка «Гнутика» для гибки профильной трубы не представляет ничего сложного, если подготовить необходимые инструменты и материалы. Основные комплектующие конструкции:
- механизм – собирают из стальных изделий толщиной до 10 мм;
- валики – выполняют из каленого металла;
- крепежи и фиксаторы – преимущественно болты.
Из инструментов потребуется:
- сварочный аппарат;
- болгарка;
- канцелярские принадлежности;
- рулетка или сантиметр.

Также может понадобиться наждачка и краска, если в планах изменить цвет оборудования.
Технология
Основой конструкции будущего станка выступает толстая стальная рама. При этом необходимо учитывать, что агрегат будет фиксироваться на столе. Крепление выполняют с помощью болтового соединения по типу тисков.
Ключевые этапы сборки.
- После фиксации рамы в ее центре устраивают подвижную направляющую, которую будет приводить в действие эксцентриковый механизм. Его тоже крепят на раме-основании.
- Дополнительно устанавливают три упора, формирующие «вилку» конструкции и выступающие в роли рабочих деталей. Изделия в зависимости от профиля сгиба можно будет менять. Установка круглых валиков позволит получить волну, «молотки» сформируют углы.
- Часто на станках устанавливают лимб с делениями, чтобы повысить точность гнутья при изготовлении инструмента для ковки. Элемент монтируют на опорном уголке.

Конструкцию собирают из стальных элементов высокой прочности, которая напрямую влияет на надежность оборудования. Дополнительно в процессе монтажа станка рекомендуется проводить обработку и подгонку изделий, чтобы продлить сроку службы оборудования и предотвратить преждевременный выход системы из строя.
Когда станок будет готов, на нем закрепляют заготовку и начинают постепенно перемещать рычаг до сближения с будущим изделием.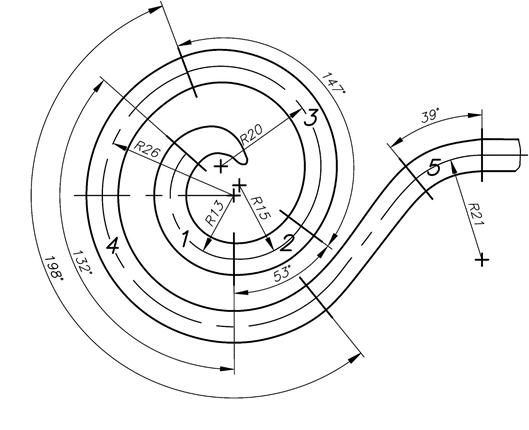 После положение заготовки корректируют между роликами и ползунком, а затем гнут до достижения желаемого угла.
После положение заготовки корректируют между роликами и ползунком, а затем гнут до достижения желаемого угла.
Упростить процесс поможет возвратная пружина, подбор усилия которой требует учета 20-25% усилия гибки. Пружину стоит установить во время сборки конструкции, предварительно выполнив простые расчеты, используя методику приближенной зависимости или показатели динамометра.
Создание «Улитки»
 Однако, независимо от конструкции и исполнения, у них универсальный принцип работы, при котором полосу или пруток металла с определенным усилием прижимают к неподвижному шаблону, придавая таким образом необходимую форму.
Однако, независимо от конструкции и исполнения, у них универсальный принцип работы, при котором полосу или пруток металла с определенным усилием прижимают к неподвижному шаблону, придавая таким образом необходимую форму.Основные виды «Улиток».
- Монолитная неразборная. В этом случае в основе конструкции лежит неподвижный стальной шаблон. Оборудование подходит для «штамповки» одинаковых изделий.
- Съемная. Конструкция предусматривает наличие штифтов, которые устанавливают в отверстия на габаритной плите. Отличный вариант для изготовления уникальных элементов сложной конфигурации.
- Разборная с вращением. Станок сложной конструкции, с помощью которого удастся добиться высокой точности холодной ковки. Такой вариант больше подойдет для профессионального использования.
Перед сборкой станка холодной ковки рекомендуется продумать размеры будущей конструкции и основных деталей. Особое внимание стоит уделить габаритам:
Особое внимание стоит уделить габаритам:
- сердцевины;
- завитка;
- станины.
На последней будет произведено закрепление гибочного кондуктора.
Когда размеры будут подобраны, можно приступать к поиску чертежей, которые упростят и ускорят процесс сборки.
Типовые схемы можно найти на тематических сайтах или форумах. Для этого достаточно вбить соответствующий запрос в поисковую строку браузера и перейти на несколько первых ссылок.
Если подходящий вариант чертежа найти не удалось, можно создать схему своими руками. Инструменты:
- стальной пруток квадратного сечения 10х10 мм;
- лист бумаги международного формата А4;
- угольник;
- канцелярские принадлежности;
- циркуль;
- линейка.
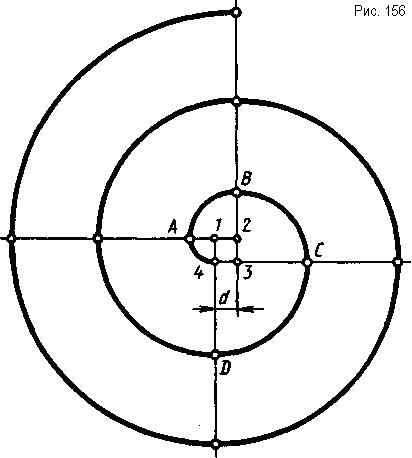
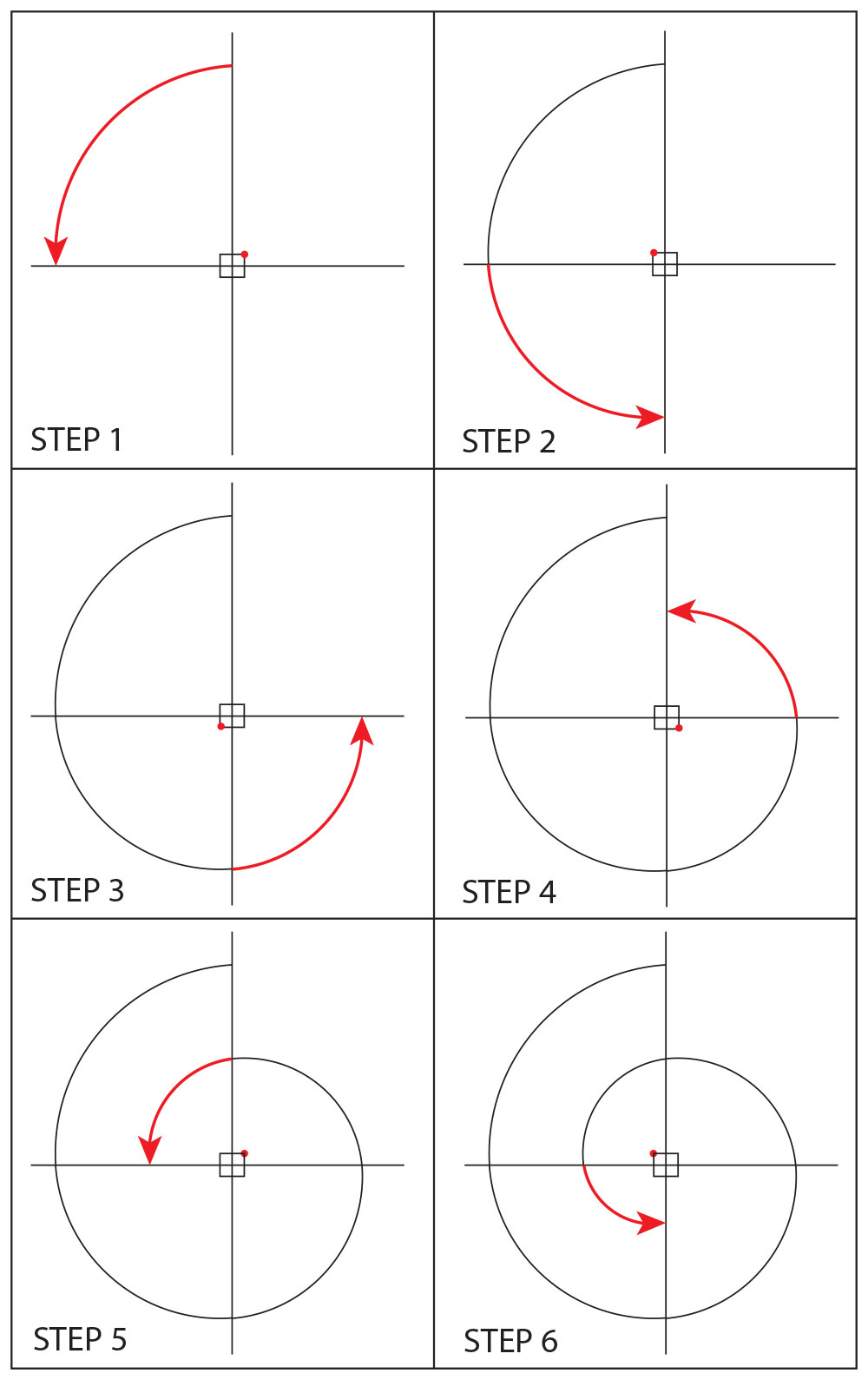
Основные этапы построения схемы будущего станка.
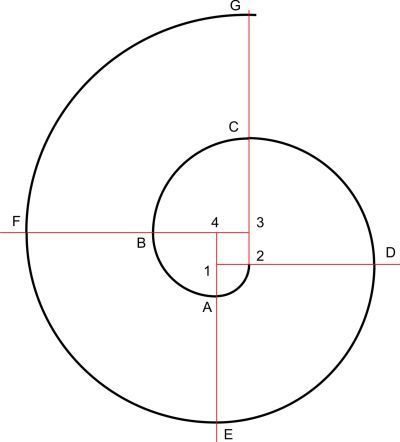
- Сначала квадратный прут выкладывают на середину листа бумаги, вычерчивая с его помощью 2 параллельные линии.
- Далее пруток устанавливают вертикально, фиксируя его угольником, вычерчивая еще 2 линии. Результатом первых двух шагов станет квадрат размером 10х10 мм, от которого в стороны будут разбегаться 4 линии.
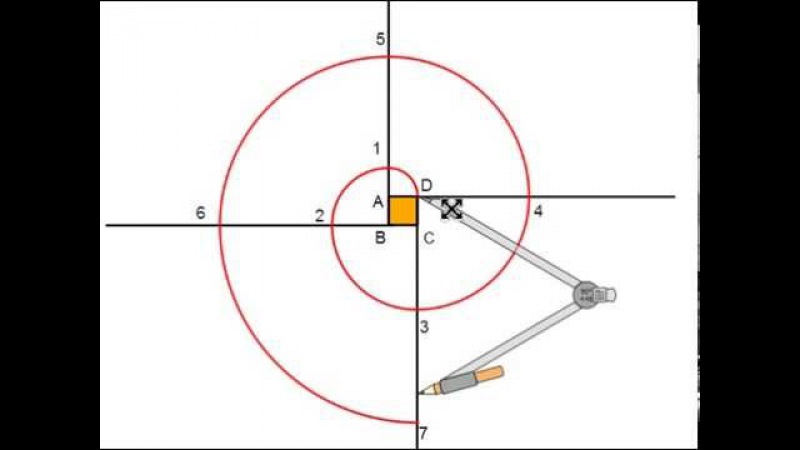
- Третий этап подразумевает вычерчивание полуокружности циркулем, установленным в одном из углов квадрата.
- После циркуль перемещают в другой угол и снова чертят полукруг. То же самое повторяют с оставшимися углами до тех пор, пока не получится завиток нужного размера.
- При достижении желаемого результата циркулем вычерчивают окружность.

Пятый шаг считается завершающим. После необходимо будет подобрать удовлетворяющую требованиям стальную болванку, диаметр которой соответствует вычерченной окружности. От болванки затем нужно будет отрезать кусок длиной в 30 см и вырезать начало завитка.
Следующий этап – сборка конструкции. Инструменты и материалы, которые потребуются для проведения основных работ:
- дрель или сверлильный станок;
- болгарка;
- стальной лист толщиной в 18-20 мм;
- станина;
- крепежные болты.
Схема сборки «Улитки» не вызовет трудностей, если ответственно подойти к выполнению каждого этапа.
Основные шаги.
- Вырезка из стального листа круга большого диаметра. Элемент выступит опорной пластиной и будет воспринимать основную нагрузку от оборудования. Также необходимо будет вырезать 4 дополнительных круга меньшего диаметра, чтобы сформировать центр конструкции.
- Закрепление готовой сердцевины к станине при помощи крепежных болтов, в которых предварительно необходимо просверлить соосные отверстия.
- Расчерчивание профиля. Его впоследствии нужно будет болгаркой вырезать и обработать.
- Сборка станины. Предварительно выбирают, из какого материала будет выполнено основание. Чаще предпочтение отдают стальным уголкам и металлической пластине, которую устанавливают вертикально, а края закругляют. В элементах дополнительно просверливают отверстия, чтобы обеспечить надежное соединение деталей друг с другом.
- Установка вала, в качестве которого используют стальной кругляк. Монтаж осуществляют посредством крепежей и просверленных в стальной пластине отверстий. После дополнительно формируют отверстия под крепежи для корпусных подшипников.
- Изготовление устройства для ковки металла, с помощью которого будут гнуть заготовку. За основу обычно берут квадратный пруток.
- Создание контура «Улитки». Для этого берут два одинаковых по длине завитка и сгибают их на станке, после скрепляют элементы друг с другом с помощью малярного скотча и размечают места для отверстий. Далее формируют отверстия и предусматривают резьбу, куда потом встанут крепежные болты. Готовый контур фиксируют крепежами к станине – стальной опорной пластине.
 Элемент выступит опорной пластиной и будет воспринимать основную нагрузку от оборудования. Также необходимо будет вырезать 4 дополнительных круга меньшего диаметра, чтобы сформировать центр конструкции.
Элемент выступит опорной пластиной и будет воспринимать основную нагрузку от оборудования. Также необходимо будет вырезать 4 дополнительных круга меньшего диаметра, чтобы сформировать центр конструкции.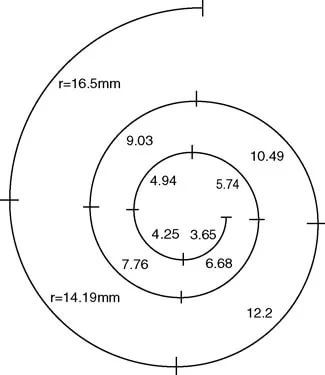
Под конец к опорной пластине прикрепляют центральную часть, а затем монтируют завитки с помощью крепежных болтов. С тыльной стороны пластины устанавливают вал и кондуктор. В конце сверлят отверстие под ручку.
На данном этапе станок холодной ковки считается собранным. При этом конструкция является разборной, что позволяет при необходимости менять шаблоны и упрощает эксплуатацию оборудования, а также обеспечивает удобное хранение устройства, когда оно не используется.
Далее смотрите видео с советами по изготовлению станка для холодной ковки своими руками.
Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование —
- Чертежи станков для изготовления элементов холодной ковки
- Самодельные станки и приспособления для холодной художественной ковки без нагрева: чертежи, инструмент, лекало
- как сделать изделия из металла, изготовление элементов, как посчитать длину заготовок, профильная труба и другие необходимые материалы
- Холодная ковка своими руками: чертежи, станок, изделия, инструкция
- Горячие продажи горячей штамповки металлических деталей холодной ковки согласно чертежам
- 0 Срок службы Более 20 лет Ваш рисунок — наша миссия. Ваше требование — это наша цель. Мы ориентируемся на то, что вы хотите! Выставка литья по выплавляемым моделям Процесс обработки Наш процесс обработки Методы испытаний Наша фабрика показать Даньдун Хенгруи расположен в городе Даньдун, который является самым красивым приграничным городом.Здесь мы находимся недалеко от шоссе Данда, примерно в 5 км от порта Дадунган и в 12 км от аэропорта Даньдун, где наземный, морской и воздушный транспорт очень удобен. Здесь приятный климат и хорошие пейзажи, мы можем увидеть Корейскую Народно-Демократическую Республику за рекой Ялу. Отображение сертификата Отображение нашего сертификата Почему выбирают нас? Преимущества: 1.Опытный поставщик сланцевых изделий » 2. Профессиональная команда дизайнеров и отдел продаж для ваших услуг; 3. 9-летний поставщик золота alibaba, фабрика, признанная CE / ISO9001 и т. Д .; 4. Обслуживание 7 * 24 для вас , Все вопросы будут решены в течение 24 часов. Вы получаете выгоду: 1. Стабильное качество —— Благодаря хорошим материалам и технике 2. Более низкая цена —— Не самая дешевая, но самая низкая при том же качестве 3.Хорошее обслуживание —— Удовлетворительное обслуживание до и после продажи 4. Срок поставки —— 30-45 дней для массового производства
. Горячая штамповка деталей из металла холодной штамповки по чертежам
- G5 Gt55 Карбид вольфрама высшего качества умирает для холодной штамповки пресс-форм
- Горячие продажи горячей штамповки металлических деталей холодной ковки согласно чертежам
 Ваше требование — это наша цель. Мы ориентируемся на то, что вы хотите! Выставка литья по выплавляемым моделям Процесс обработки Наш процесс обработки Методы испытаний Наша фабрика показать Даньдун Хенгруи расположен в городе Даньдун, который является самым красивым приграничным городом.Здесь мы находимся недалеко от шоссе Данда, примерно в 5 км от порта Дадунган и в 12 км от аэропорта Даньдун, где наземный, морской и воздушный транспорт очень удобен. Здесь приятный климат и хорошие пейзажи, мы можем увидеть Корейскую Народно-Демократическую Республику за рекой Ялу. Отображение сертификата Отображение нашего сертификата Почему выбирают нас? Преимущества: 1.Опытный поставщик сланцевых изделий » 2. Профессиональная команда дизайнеров и отдел продаж для ваших услуг; 3. 9-летний поставщик золота alibaba, фабрика, признанная CE / ISO9001 и т. Д .; 4. Обслуживание 7 * 24 для вас , Все вопросы будут решены в течение 24 часов. Вы получаете выгоду: 1. Стабильное качество —— Благодаря хорошим материалам и технике 2.
Ваше требование — это наша цель. Мы ориентируемся на то, что вы хотите! Выставка литья по выплавляемым моделям Процесс обработки Наш процесс обработки Методы испытаний Наша фабрика показать Даньдун Хенгруи расположен в городе Даньдун, который является самым красивым приграничным городом.Здесь мы находимся недалеко от шоссе Данда, примерно в 5 км от порта Дадунган и в 12 км от аэропорта Даньдун, где наземный, морской и воздушный транспорт очень удобен. Здесь приятный климат и хорошие пейзажи, мы можем увидеть Корейскую Народно-Демократическую Республику за рекой Ялу. Отображение сертификата Отображение нашего сертификата Почему выбирают нас? Преимущества: 1.Опытный поставщик сланцевых изделий » 2. Профессиональная команда дизайнеров и отдел продаж для ваших услуг; 3. 9-летний поставщик золота alibaba, фабрика, признанная CE / ISO9001 и т. Д .; 4. Обслуживание 7 * 24 для вас , Все вопросы будут решены в течение 24 часов. Вы получаете выгоду: 1. Стабильное качество —— Благодаря хорошим материалам и технике 2. Более низкая цена —— Не самая дешевая, но самая низкая при том же качестве 3.Хорошее обслуживание —— Удовлетворительное обслуживание до и после продажи 4. Срок поставки —— 30-45 дней для массового производства
. Горячая штамповка деталей из металла холодной штамповки по чертежам
Более низкая цена —— Не самая дешевая, но самая низкая при том же качестве 3.Хорошее обслуживание —— Удовлетворительное обслуживание до и после продажи 4. Срок поставки —— 30-45 дней для массового производства
. Горячая штамповка деталей из металла холодной штамповки по чертежамЧертежи станков для изготовления элементов холодной ковки
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками
Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Компоненты станка и необходимые инструменты. Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
1. гнутик;
2. улитка;
3. волна;
4. глобус;
5. твистер;
6. фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе.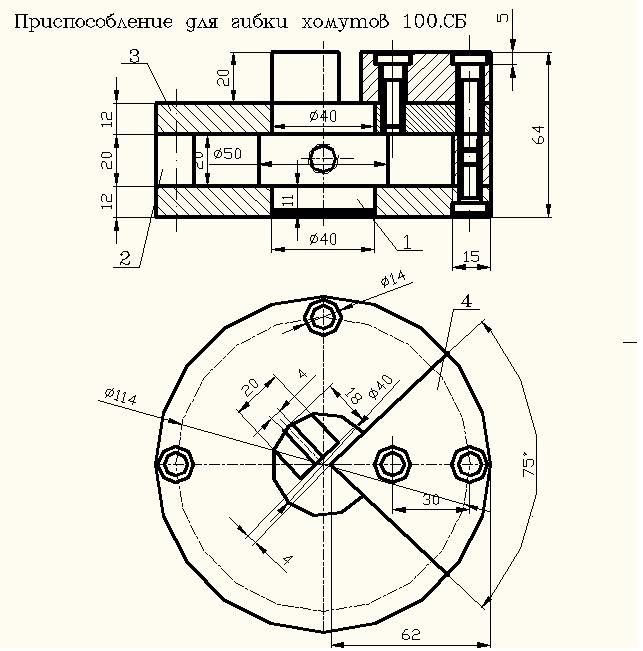 Это облегчает процесс работы.
Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак.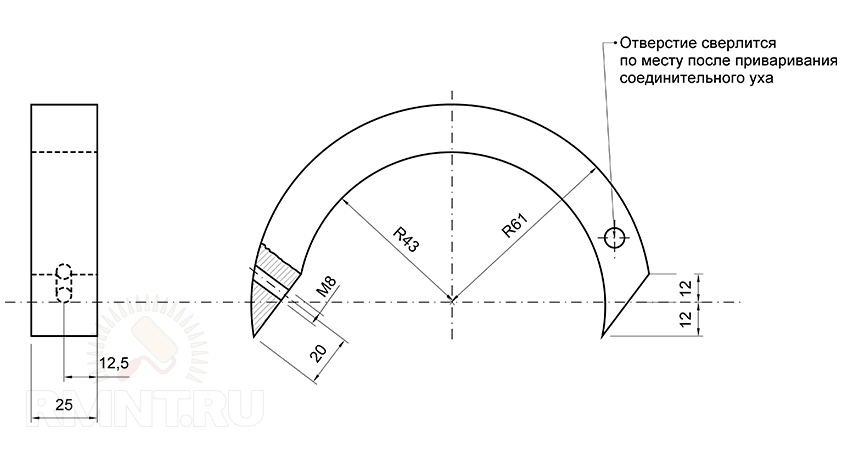 Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
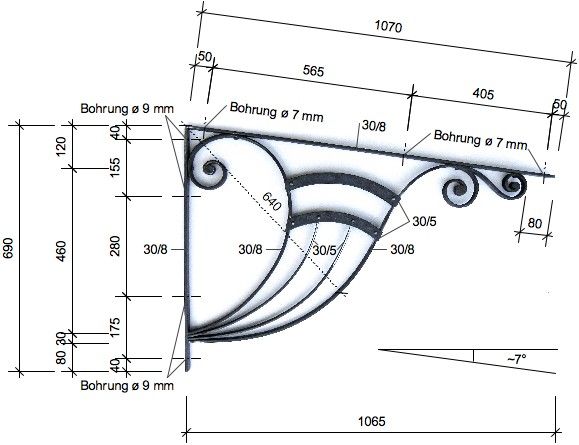
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
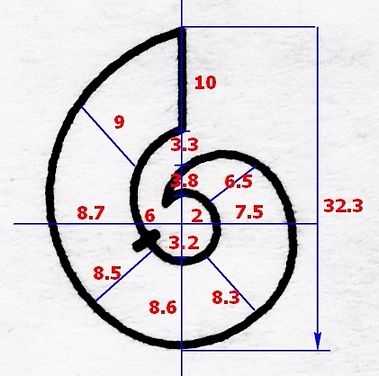
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться. Такой способ ковки очень популярен у новичков кузнечного дела.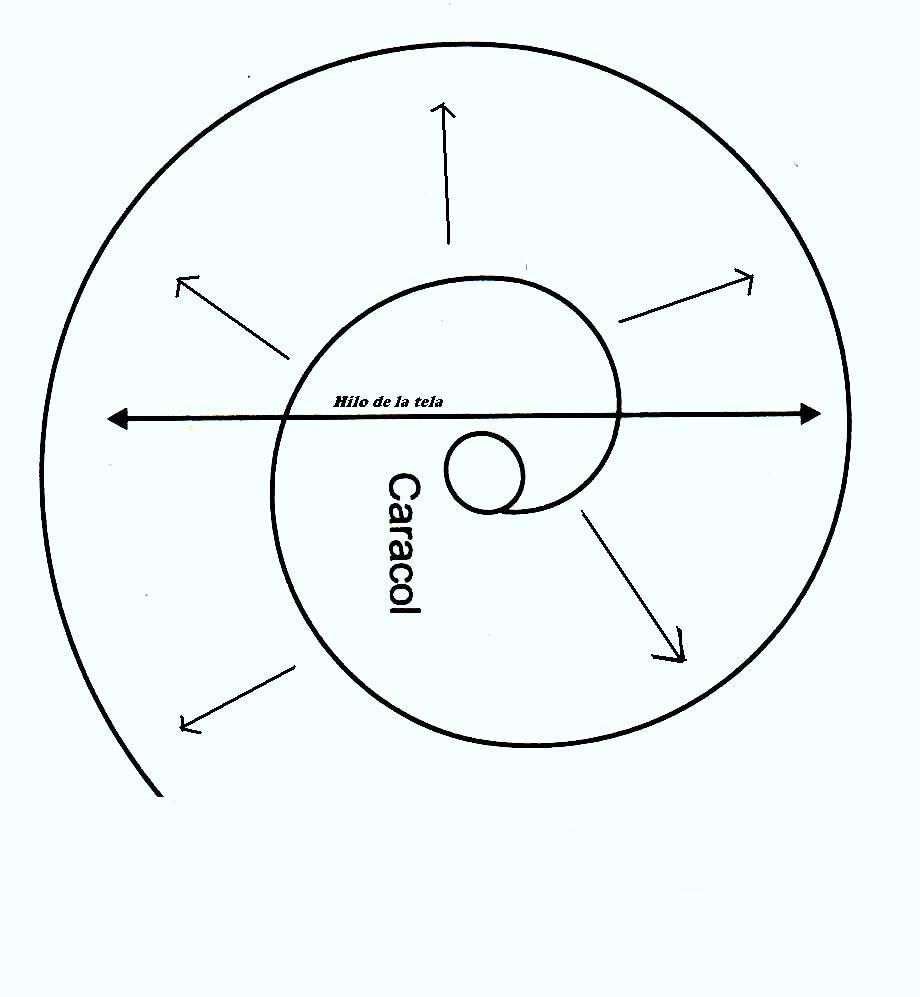
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним
Самодельные станки и приспособления для холодной художественной ковки без нагрева: чертежи, инструмент, лекало
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля.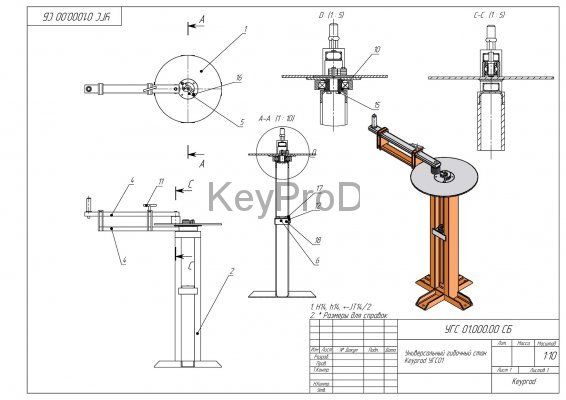 Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой.
 Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
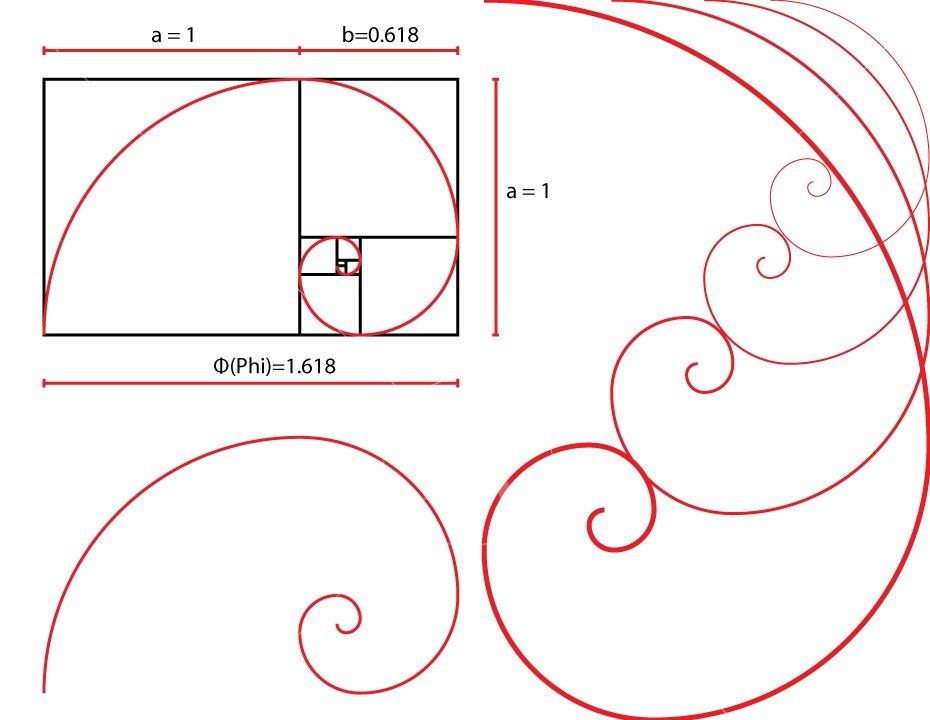
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Originally posted 2018-07-04 07:43:44.
как сделать изделия из металла, изготовление элементов, как посчитать длину заготовок, профильная труба и другие необходимые материалы
На данной странице вы найдете сведения по теме “холодная ковка своими руками”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
В металлообработке, в основном в заготовительном производстве, используется технологическая операция ковка. Формообразование заготовки при выполнении этой операции производится обработкой давлением. Деформация металла становится возможной при нагреве его до определенной температуры.
Однако некоторые технологические операции, например гибка заготовок, возможно выполнить без нагрева. Материалом для таких работ являются пластичные малоуглеродистые стали, медь, латунь, дюралюминий и другие сплавы, обладающие свойством легко деформироваться. Такой вид обработки объединили под названием холодная ковка, хотя в чистом виде она ковкой не является. Применение эта технология нашла в изготовлении художественных изделий своими руками. Особенности холодной ковки разбираются в этой статье.
Оборудование для ковки металла в домашних условиях
Без специального (иногда универсального) оборудования, станков и оснастки получить изделия художественной формы не получится. Гибка, прессование, нанесение рисунка на поверхность изделия производится с помощью ручных или машинных приспособлений. В домашних условиях применяются следующие виды станков для холодной ковки.
- Гнутик. Приспособление предназначено для изгиба проката или полосы на угол произвольной величины. Эксцентриковый привод, гибочный штамп и закаленные ролики смонтированы на прочном основании. При необходимости к этому ручному станку добавляется дополнительная оснастка.
Станок для холодной ковки PROMA Gnutik 0005
- Улитка. Создает из проката изделия в виде спирали, находящейся в одной плоскости. Основным элементом конструкции является кондуктор, который выполняется в форме завитка, напоминающего улитку. Под каждый вид спирали изготавливается свой кондуктор.

Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- Твистер. Приспособление дает возможность закручивать прутки вокруг своей оси. Заготовка фиксируется во вращающейся головке и ползунке и при помощи рукоятки закручивается на нужную величину. При скручивании длина заготовки уменьшается, поэтому ползунок должен иметь возможность передвижения вдоль оси.
Станок для холодной ковки типа Твистер Blacksmith M3-TR
Для получения качественных изделий закручивание прутков вокруг своей оси лучше производить на механизированном оборудовании. Твистер, в составе с электромотором и червячным редуктором, дает равномерную дозированную нагрузку, какую нельзя обеспечить ручной. При этом значительно облегчает усилия, которых требуется достаточно много при закручивании прутков.
- Фонарик. Представляет собой переплетение прутков в форме вытянутых по винтовой поверхности спиралей. По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.
 По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.
По аналогии с твистером, конструкция состоит из вращающейся головки и ползунка. Добавляется вставка в виде вала, на которую ложится пруток при намотке.Станок для ковки PROMA Корзинка Фонарик. Фото ВсеИнструменты.ру
- Волна. Ручное приспособление создает узоры в виде набегающих волн. Между двумя роликами и упором пропускается пруток. Подвижный ролик, обкатываясь по неподвижному, создает на прутке изгиб в виде волны. Длину волны изменяют, увеличивая/уменьшая расстояние между роликами.
Станок для холодной ковки типа Волна
- Глобус. Заготовка изгибается по дуге. Концы также гнутся в зависимости от фантазий автора. Основой для приспособления служит шаблон в виде дуги. На ручке расположен ролик, который при ее движении обкатывает дугу. Заготовка, расположенная между роликом и шаблоном, принимает требуемую форму.
Станок глобус (объемник) для холодной ковки.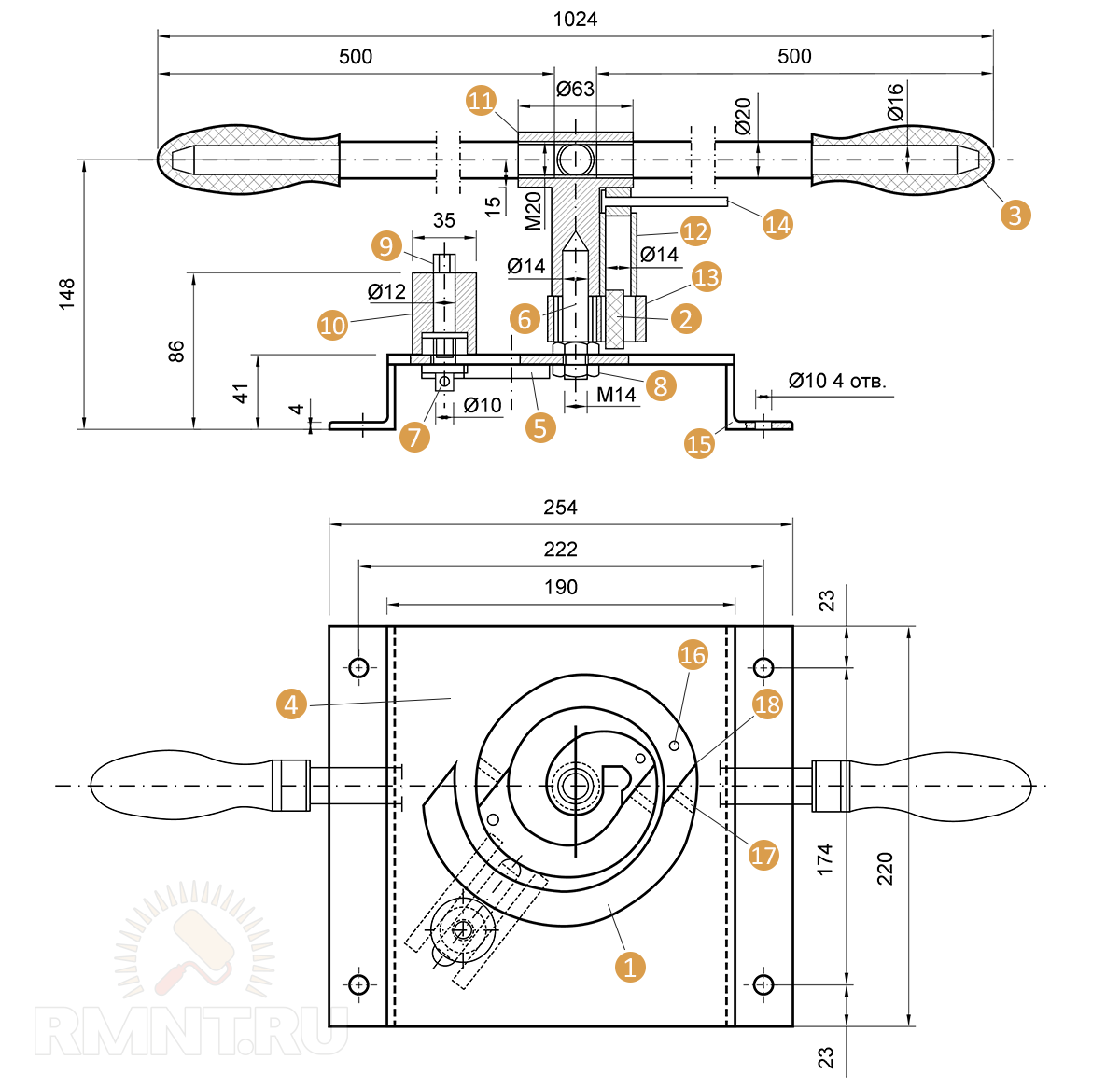 Фото КовкаПРО
Фото КовкаПРО
Своими руками
Сварочный аппарат с зарядным устройством «SSVA-160-2».
Как видно из описания конструкции ручных станков, изготовить их своими руками вполне доступно. Для выполнения работ потребуются следующие материалы и инструменты:
Помимо навыков слесаря надо обладать квалификацией хорошего сварщика. Качественный сварной шов является залогом прочности любого вида станков для холодной ковки: улитка, фонарик, глобус и прочие.
Инструменты и приспособления в большинстве случаев собираются самостоятельно.
Купить
При объемах производства, соизмеримых с масштабами небольшого предприятия, возможно рассмотреть приобретение оборудования, выполняющего все виды работ холодной ковки. В случае стабильной номенклатуры изделий дорогостоящий ручной станок: улитка, гнутик или любой другой – окупится за счет более производительной работы.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Необходимые расходные материалы: профильные трубы, прутки и прочие
Основными материалами, из которых выполняются изделия методом холодной ковки, являются:
- сплошной круглый пруток;
- профильный прокат;
- металлическая лента;
- квадратный пруток (на картинке).

При работе своими руками используют небольшие типоразмеры заготовок, где не требуется применять большие усилия. Так, например, квадратный пруток — 10-12 мм., металлическая лента толщиной около 3 мм. Из этих материалов легко подготовить заготовки для операций холодной ковки: не требуется особых трудозатрат, чтобы отрезать в нужный размер.
Как сделать различные изделия
Технология холодной ковки позволяет изготавливать изогнутые и витые детали разнообразной формы. Дизайнер, обладающий художественным вкусом, способен создать из них оригинальные композиции. Ограды и решетки, навесы и крылечки, столики и скамейки – многие из них выполнены с помощью холодной ковки, привнося в свой дизайн признаки художественного произведения.
Для начинающего приоритетом будет освоить изготовление декоративных завитков. Они являются основой для изготовления большинства изделий холодной ковки. Поэтому в первую очередь надо овладеть производством на станке улитка.
Создание завитка для балясины на самодельном кондукторе
Далее, с целью увеличения разнообразия продукции, изучить и применить на практике станок твистер. Остальные ручные приспособления внедрять по мере роста мастерства и увеличения видов продукции.
Справка. С образцами изделий холодной ковки, выполненными профессионалами, можно ознакомиться на сайтах компаний из раздела «Где купить или заказать».Сделай сам: подставки для цветов
Обзор посвящен самостоятельному изготовлению оконной цветочницы (балкончика) с завитками и патинированием. Подробная инструкция представлена здесь.
Изготовление узоров
Обзор посвящен изготовлению фигурных балясин, служащих узором для лестничных перил. Гибка квадратов выполняется на самодельном кондукторе.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента.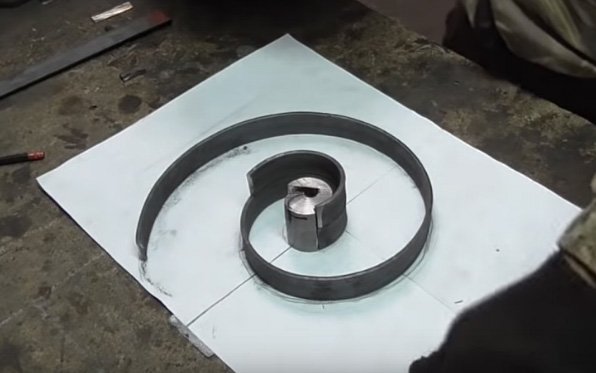 Если это возможно, то выполнить его в натуральную величину.
Если это возможно, то выполнить его в натуральную величину.
Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно.С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Розы
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Фонарики
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.
Холодная ковка своими руками: чертежи, станок, изделия, инструкция
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления.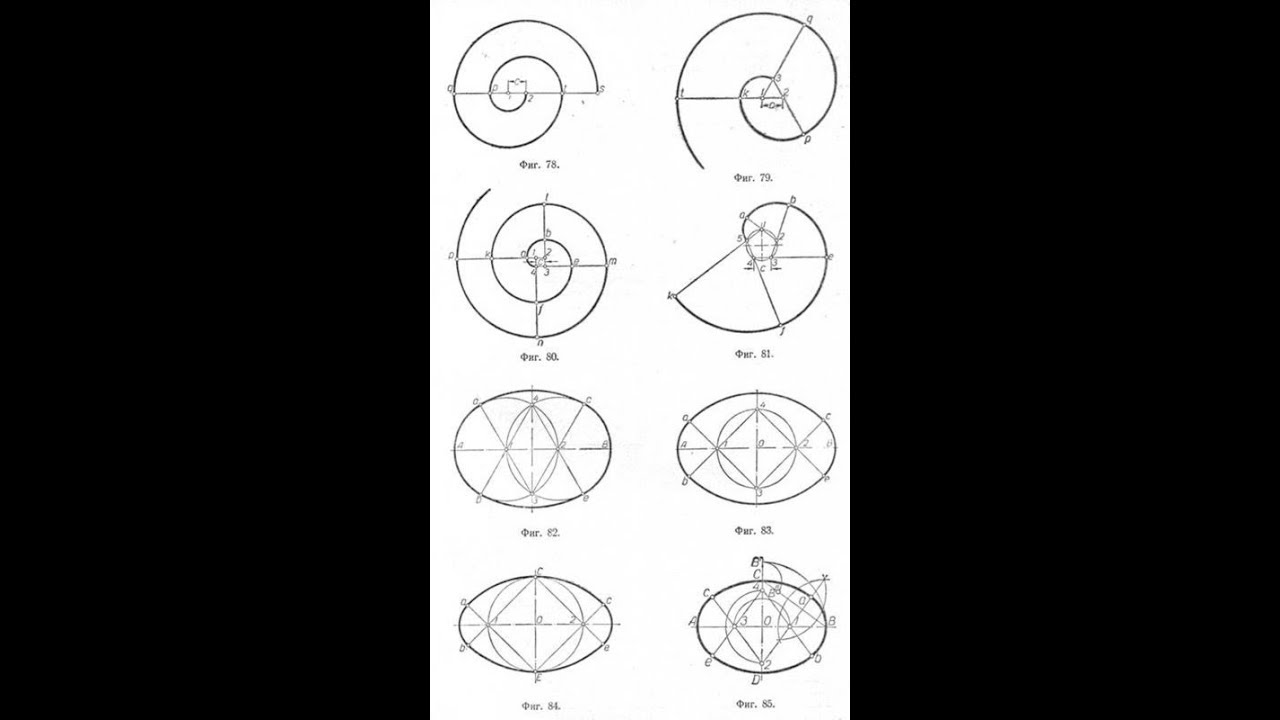 Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Содержание статьи
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
 Она бывает открытой и закрытой.
Она бывает открытой и закрытой.Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
 Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
 Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
 При этом вращающаяся рукоятка позволит произвести скручивание детали.
При этом вращающаяся рукоятка позволит произвести скручивание детали.Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.

Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Похожие статьи
Горячие продажи горячей штамповки металлических деталей холодной ковки согласно чертежам
Горячая продажа Горячая штамповка Металлические детали холодной штамповки согласно чертежам
Наименование продукта | Горячая формовка металла Детали по чертежам | |
Стандарты | По чертежам клиентов | |
Материал | — литая сталь — 9000 — литой алюминий — медный литой — ковкий чугун — серый чугун — поковка | |
Технология | — литье в песчаные формы — смола sa nd литье — точное литье | |
Давление | — механические детали — автомобильные детали — части сельскохозяйственной техники — корпус цилиндра, корпус насоса, корпус клапана — аксессуары для напорных трубопроводов | |
Давление | PN1. | |
Допуск | +/- 0,01 мм | |
Инспекция | Профессиональное качество | Более 20 лет |
 6-PN40
6-PN40 Ваш рисунок — наша миссия.
Ваше требование — это наша цель.
Мы ориентируемся на то, что вы хотите!
Выставка литья по выплавляемым моделям
Процесс обработки
Наш процесс обработки
Методы испытаний
Наша фабрика показать
Даньдун Хенгруи расположен в городе Даньдун, который является самым красивым приграничным городом.Здесь мы находимся недалеко от шоссе Данда, примерно в 5 км от порта Дадунган и в 12 км от аэропорта Даньдун, где наземный, морской и воздушный транспорт очень удобен. Здесь приятный климат и хорошие пейзажи, мы можем увидеть Корейскую Народно-Демократическую Республику за рекой Ялу.
Здесь приятный климат и хорошие пейзажи, мы можем увидеть Корейскую Народно-Демократическую Республику за рекой Ялу.
Отображение сертификата
Отображение нашего сертификата
Почему выбирают нас?
Преимущества:
1.Опытный поставщик сланцевых изделий »
2. Профессиональная команда дизайнеров и отдел продаж для ваших услуг;
3. 9-летний поставщик золота alibaba, фабрика, признанная CE / ISO9001 и т. Д .;
4. Обслуживание 7 * 24 для вас , Все вопросы будут решены в течение 24 часов.
Вы получаете выгоду:
1. Стабильное качество —— Благодаря хорошим материалам и технике
2. Более низкая цена —— Не самая дешевая, но самая низкая при том же качестве
3.Хорошее обслуживание —— Удовлетворительное обслуживание до и после продажи
4. Срок поставки —— 30-45 дней для массового производства
.Горячая штамповка деталей из металла холодной штамповки по чертежам
высокое качество и низкая цена
, пожалуйста, свяжитесь с нами, если у вас возникли проблемы
Название позиции | Горячая штамповка Металлические детали холодной штамповки по чертежам |
Продукция общего назначения Область применения / обслуживания | Металлические детали для транспортных средств, сельскохозяйственных машин, строительных машин, транспортного оборудования, системы клапанов и насосов, металлических деталей сельскохозяйственных машин, кронштейна двигателя, кронштейна шасси грузового автомобиля, коробки передач, корпуса редуктора, крышки шестерни, вала, шлицевого вала, шкива, фланца, соединительная труба, труба, гидравлический клапан, корпус клапана, штуцер, фланец, колесо, маховик, корпус масляного насоса, корпус стартера, корпус насоса охлаждающей жидкости, вал трансмиссии, шестерня передачи, звездочка, цепи и т. |
Основная заготовка Процесс изготовления кованых деталей | Ковка, пресс |
Допуск заготовок | +/- 0,3 ~ +/- 2 мм |
Применимый материал | Углеродистая сталь, низкоуглеродистая сталь, среднеуглеродистая сталь, 40Cr, 20CrMnTi, 20CrNiMo и т. Д. |
Размер / размеры поковки | 142 мм — 300 мм или по требованию заказчика |
Масса заготовок | Диапазон от 0.1кг-1000кг |
Применимый процесс обработки | Обработка с ЧПУ / токарная обработка / фрезерование / токарная обработка / растачивание / сверление / нарезание резьбы / протяжка / развертывание и т. Д. |
Допуск обработки | От 0,005 мм-0,01 мм-0,1 мм |
Качество обработанной поверхности | Ra 0,8-Ra3,2 по требованию заказчика |
Применяемая термообработка | Нормализация, закалка и отпуск, цементирование, азотирование, азотирование углерода, индукционная закалка |
Применимая обработка поверхности | Дробеструйная очистка / пескоструйная обработка, полировка, пассивация поверхности, окраска грунтовкой, порошковое покрытие, ED-покрытие, хромирование, цинкование, покрытие Dacromat, чистовая окраска, |
MOQ | Для кованых деталей: 1 тонна Для обработки: 50 шт. |
Время выполнения | 45 дней с момента получения депозита для ковки |
 д.
д.
Hangzhou Chinabase Machinery Co., Ltd представляет собой группу заводов, предоставляющих клиентам комплексные решения по передаче электроэнергии и промышленной продукции. Мы можем поставлять широкий спектр продукции, включая цепи, звездочки, клиновые и клиновые шкивы, зубчатый ремень и шкивы зубчатого ремня, шестерни, редукторы скорости, двигатели, стойки, муфты и многие другие детали, такие как блокирующий узел, коническая втулка, направляющая цепи, воротник вала, ограничитель крутящего момента, кулачковая муфта, универсальный шарнир, основание двигателя и ползун двигателя, конец штока, вилка, резиновая опора и т. д.Изготовляем специальные детали по чертежам и / или образцам.
.G5 Gt55 Карбид вольфрама высшего качества умирает для холодной штамповки пресс-форм
G5 GT55 Высококачественные штампы для волочения из карбида вольфрама Формы для холодной штамповки формы
Технические характеристики
1. Матрица для ковки из карбида вольфрама YG8 YG 11 YG16C
Матрица для ковки из карбида вольфрама YG8 YG 11 YG16C
2. Высокое качество с точностью и полировкой
3. Различные типы
3. Различные типы 4. 19-летний опыт работы с карбидом вольфрама
Процесс производства карбида вольфрама Штамп
1. Вскоре после подтверждения заказа продукты из карбида вольфрама начнут готовить порошок RTP в соответствии с требованиями заказчика с помощью нашей влажной -шлифовальный станок
2, Перед массовым производством нам необходимо провести пробное прессование и спекание с использованием каждой формы, и мы проверяем внешний вид и размеры образцов штампов из карбида вольфрама с помощью микрометра, проектора и т. д.для обеспечения выполнения требований чертежей перед серийным производством
3, Массовое производство, прессование сырья для придания формы заготовкам, и все заготовки штампов из карбида вольфрама должны пройти полуфабрикатную проверку
4, Затем спекайте заготовки до отделки (HIP) и проверяйте готовую матрицу из карбида вольфрама, у нас есть 10 комплектов вакуумных печей для спекания и 2 комплекта HIP на заводе, что обеспечивает лучшее качество и производственную мощность.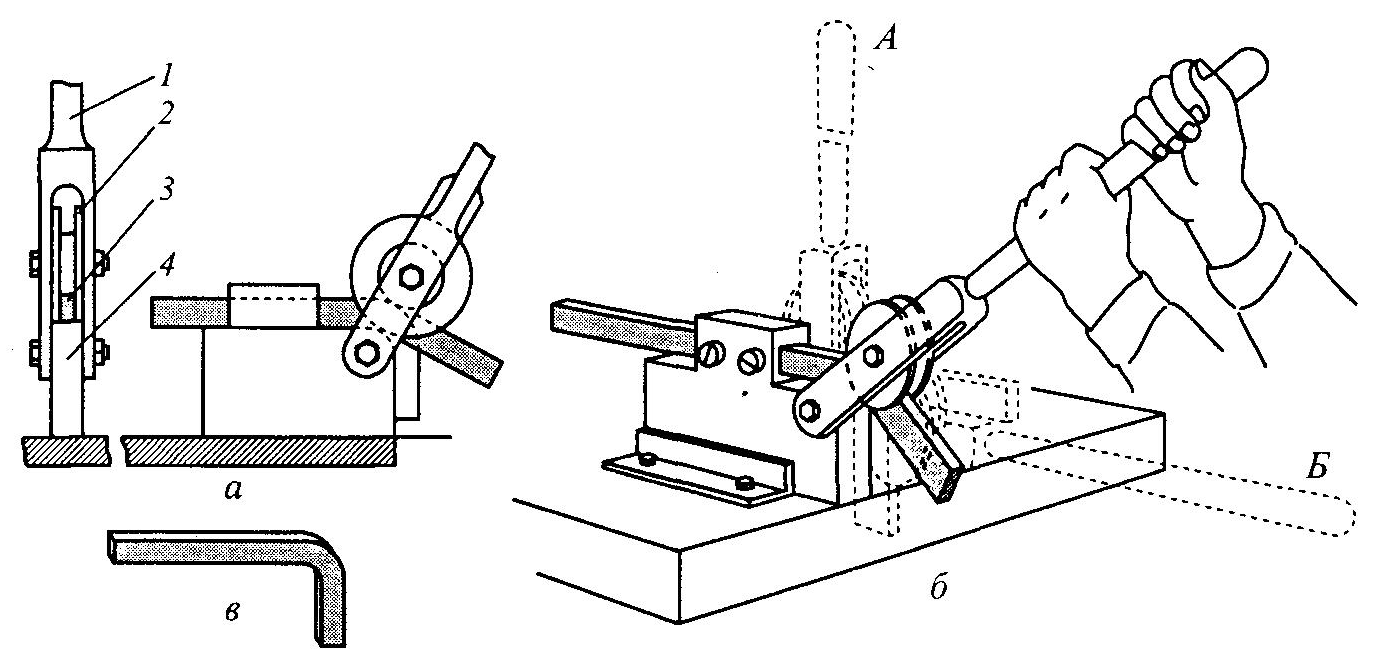
5, 1).Очистка / галтовка предназначена для улучшения внешнего вида матрицы из карбида вольфрама.
2). Матрица из карбида вольфрама может быть отшлифована в соответствии с требованиями к допускам заказчика.
Размер
| ТИП | некоторый размер матрицы крепежа из карбида вольфрама | ||
| d | D | L | |
| BD0101015 | 10 | 1 | 15 |
| BD0171230 | 12 | 1.7 | 30 |
| BD0211015 | 10 | 2,1 | 15 |
| BD0211230 | 12 | 2,1 | 30 |
| BD0241015 | 10 | 2,4 | 15 | 53 | 900 BD0291425 | 14 | 2,9 | 35 |
| BD0291640 | 16 | 2,9 | 40 |
| … | … | … | . . . |
| Класс | Рекомендуемые характеристики и применение | ||||||||||
| Плотность | TRS | Твердость | |||||||||
| г / см3 | МПа | HRA | |||||||||
| A | 13,5 | 3000 | 83,5 | Хорошая износостойкость и высокая прочность на изгиб. Primariy для штампов для формирования гаек и штампов для штамповки с высокой ударопрочностью. | |||||||
| YM11 | 14,4 | 2420 | 88,5 | Формовочные или штамповочные матрицы для металлических порошков и неметаллических порошков. | |||||||
| YM15 | 14,0 | 2500 | 87,5 | Для изготовления штампов для волочения трубок и стержней для окрашивания с высоким коэффициентом сжимаемости; штамповка, штамповка , штамповка инструментов при больших нагрузках. | |||||||
| YM20 | 13,5 | 2800 | 85.5 | Для изготовления штампов для деталей часов, пружинных пластин музыкальных инструментов, банок для теста , стальных малогабаритных шариков, винтов, резьбовых крышек. | |||||||
| ML32 | 13,9 | 2750 | 85,5 | Ударопрочные штампы для ковки | |||||||
| ML35 | 13,7 | 2800 | 84,5 | Поковки ударопрочные, штампы для горячей штамповки и ролики. | |||||||
| ML40 | 13.5 | 2850 | 83,5 | Плашки для прочного или ударопрочного применения. | |||||||
| ML50 | 13,3 | 2900 | 83,0 | Плашки для штамповки гаек и штампы для ковки с высокой ударопрочностью. | |||||||
| ML60 | 13,1 | 2950 | 82,5 | Плашки и ролики сборщика болтов из нержавеющей стали. | |||||||
| ML90 | 13,3 | 3200 | 82,0 | Формовочные штампы с завинчивающейся крышкой с высокой ударопрочностью (ковочные штампы с максимальной ударопрочностью). | |||||||
| Другие марки могут быть предложены по требованию клиентов | |||||||||||

Класс и применение
марка | Равно | / см 3 ) | TRS (Н / мм2) | Ремень | ИСПОЛЬЗУЙТЕ |
YG11C YG11C | 14.35 | 2200 | 87,6 | Формовочные или штамповочные матрицы для металлических и неметаллических порошков. | |
YG15 | K40 | 14,0 | 2300 | 86,5 | Для изготовления штампов для волочения стальных труб и стержней с большой степенью сжатия штамповочный инструмент. . |
YG15C | K40 | 14.0 | 2500 | 85 | |
YG18C | K40 | 13,7 | 2700 | 84,5 900 dies 53 Сопротивление горячему удару ковочные штампы и ролики. | |
YG20 | K40 | 13,5 | 2400 | 4 | Для различных штампов, изготовленных методом холодной штамповки, холодной штамповки и горячей штамповки. |
YG20C | K40 | 13,4 | 2600 | 81-82 | устойчивое к износу или удару |

Сертификаты предприятий
Являясь одним из самых профессиональных производителей карбида вольфрама в Китае, Zhuzhou Ming Ri Cemented Carbide Co., Ltd поставляет широкий спектр высококачественной продукции для клиентов
по всему миру с принципом управления «стабильное качество и надежное сотрудничество».
Мы прошли ISO9001: 2000 в 2003 году и постоянно улучшаем качество. Мы всегда стараемся изо всех сил предоставлять нашим клиентам высокое качество, лучшую цену и удовлетворительные услуги.
Почему выбирают нас?
1. В Чжучжоу Мингри самый богатый ассортимент штампов для холодной штамповки.
2. Более 19 лет стабильных отношений с нашими клиентами.
Более 19 лет стабильных отношений с нашими клиентами.
3. Самая современная инструментальная мастерская.
4. Самая большая производственная мощность и самая быстрая доставка.
5. Самые надежные испытательные машины для всех спецификаций.
6. Лучшее и надежное послепродажное обслуживание.
Здравствуйте, узнайте больше об отправке эффективного запроса по электронной почте
удобно для вас и сэкономит время для всех.
Упаковка | Картон и внутренний пластиковый ящик. |
Доставка | UPS, TNT, EMS, FedEx, DHL или по вашему запросу. |
Введение
Компания Zhuzhou Mingri Tungsten Carbide Co., Ltd. была основана в мае 2001 года с инвестициями в размере 40 миллионов юаней. У нас есть современная производственная линия и много технических специалистов.
У нас есть современная производственная линия и много технических специалистов.
Zhuzhou MingRi Cemented carbide co., Ltd находится в родном городе карбида вольфрама, удобная транспортная развязка, из аэропорта Чанша всего 40 минут, Ухань всего 1,5 часа, из Гуанчжоу всего 2 часа. Благоприятная периферийная среда для производства цементированного карбида является естественным барьером. Удобное движение для завтрашней интернационализации проложило широкую дорогу.
Мы получили отзывы от наших реальных клиентов, спасибо за вашу поддержку и понимание.
Мы специализируемся на различных продуктах из карбида вольфрама. Наша продукция продается в Великобритании, Европе, Японии, Корее, Тайване и Юго-Восточной Азии.
Мы стремимся к долгосрочным деловым отношениям со всеми клиентами и надеемся, что станем вашим лучшим поставщиком карбида.
Основные продукты
.Горячие продажи горячей штамповки металлических деталей холодной ковки согласно чертежам
Горячие продажи горячей штамповки металлических деталей
Описание продукта
мы можем изготовить с чертежом или образцом все, что вы хотите. Высочайшее качество и самая низкая цена
Высочайшее качество и самая низкая цена
* Категория: детали для литья
* техпроцесс: поковка по выплавляемым моделям, литье. Сварка, мехобработка
* Материал: латунь / медь / бронза
* OEM приемлемый
* обработка: обрабатывающий центр с ЧПУ
* проверка: современное испытательное оборудование, включая КИМ, машину для испытания на разрыв, твердомер, спектрометр, тестер паралллета и т. Д.
| Название продукта | Горячие продажи горячих штамповок для холодной штамповки металлических деталей |
| материал | сталь |
| Цена | на основе предоставленного чертежа или образца |
| Оплата | L / C, T / T, Western Union, MoneyGram |
| сертификат | ISO9001 / TS16949 |
| OEM | приемлемо |
| Поцесс | прецизионное литье, ковка, обработка с чпу, сварка |
Упаковка и доставка
Горячие продажи горячей штамповки металлических деталей упаковки
1. Катон упаковка
Катон упаковка
2. деревянный ящик упаковка
3. упаковка на поддонах
4. как требование
Информация о компании
наша мастерская в основном включает: 1. литейный цех
2. кузнечный цех
3. Цех обработки ЧПУ
Сертификаты
гарантия качества
Сертификация: ISO9001 / TS16949
Дизайнер: Технические специалисты берут на себя ответственность за создание чертежей по образцу, предлагаемому клиентами.
Литье: Автоматическая производственная линия, включающая: смешивание, формование и заливку песка.
Обработка: Обрабатывающий центр с ЧПУ.
Требования к испытаниям: Каждая деталь должна быть строго проверена, например. Испытание на динамическое сопротивление, испытание на скачкообразную нагрузку и испытание химического состава тигля и т. Д.
Первичный соревновательный
Передовая международная технология литья
Сложное машинное оборудование
По желанию заказчика необходимо заказать спецификацию
Гарантия стандарта качества OEM
Стандартный материал согласно техническому чертежу
Многолетняя история производства и экспорта
Уровень конкурентоспособной цены
Положительные отзывы клиентов из-за рубежа и внутри страны
контактная информация
Qingdao hengze locomotive equipment co. , ООО
, ООО
адрес: индустриальный парк Нангуань, офис подрайона Санлихэ.
jiaohzou qingdao, провинция Шандун, Китай
контактное лицо: лян
тел: 0086-15066421570
кв: 1092641322
Whatsup 86-15066421570
в чате: lljxdq
.Кондуктор для ковки своими руками чертежи. Станок для холодной ковки своими руками не только сэкономит ваши средства, но и даст возможность заработать. Любое из подобных приспособлений можно изготовить в домашней мастерской
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» – универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» – вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление – универсальное.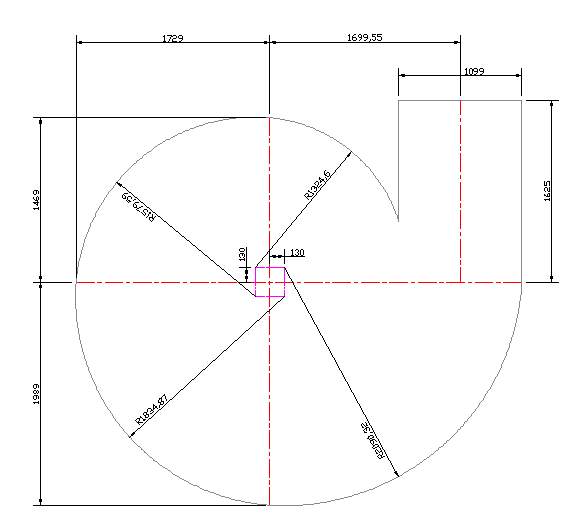 С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» – инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).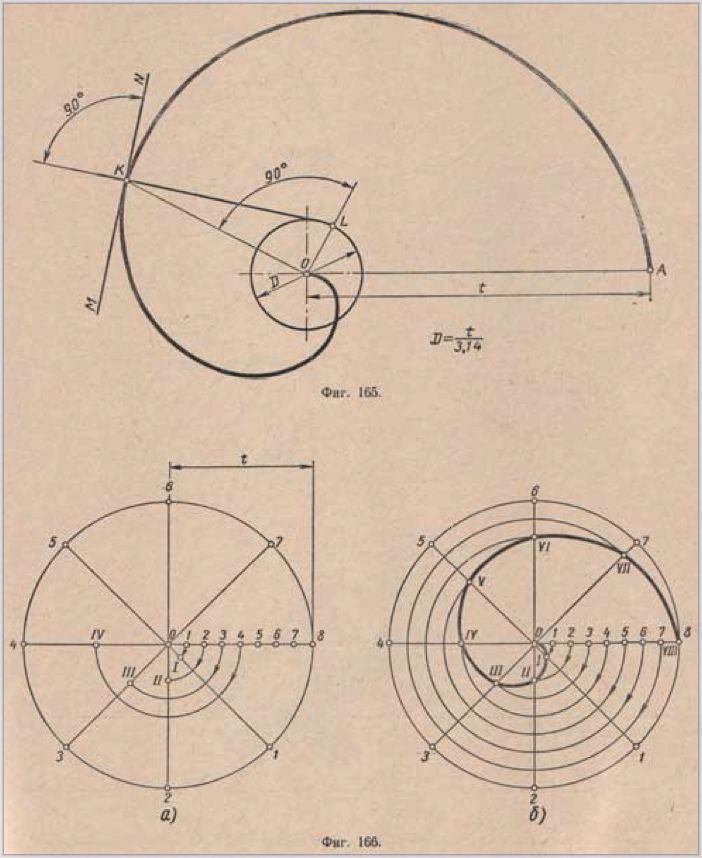
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 – лемех улитки; 2 – основа станка; 3 – прижимной валик; 4 – рычаг для управления прижимным валиком; 5 – крепление основы; 6 – палец для фиксации лемехов; 7 – паз для прижиного валика; 8 – ось рычага управления; 9 – пружина для прижатия валика; 10 – фиксатор для заготовки; 11 – ведущий лемех улитки; 12 – основная ось; 13 – рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 – сегмент улитки; 2 – эксцентрик; 3 – ручка; 4 – основание; 5 – направляющие полозья; 6 – ось; 7 – ползун; 8 – гайка оси; 9 – ось крепления ролика; 10 – ролик; 11 – приводная ось; 12 – направляющая эксцентрика; 13 – центральный сегмент улитки; 14 – барашек эксцентрика; 15 – основная ножка; 16 – соединительный штифт сегментов улитки; 17 – корректирующий винт; 18 – соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» – расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы – запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла – 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин.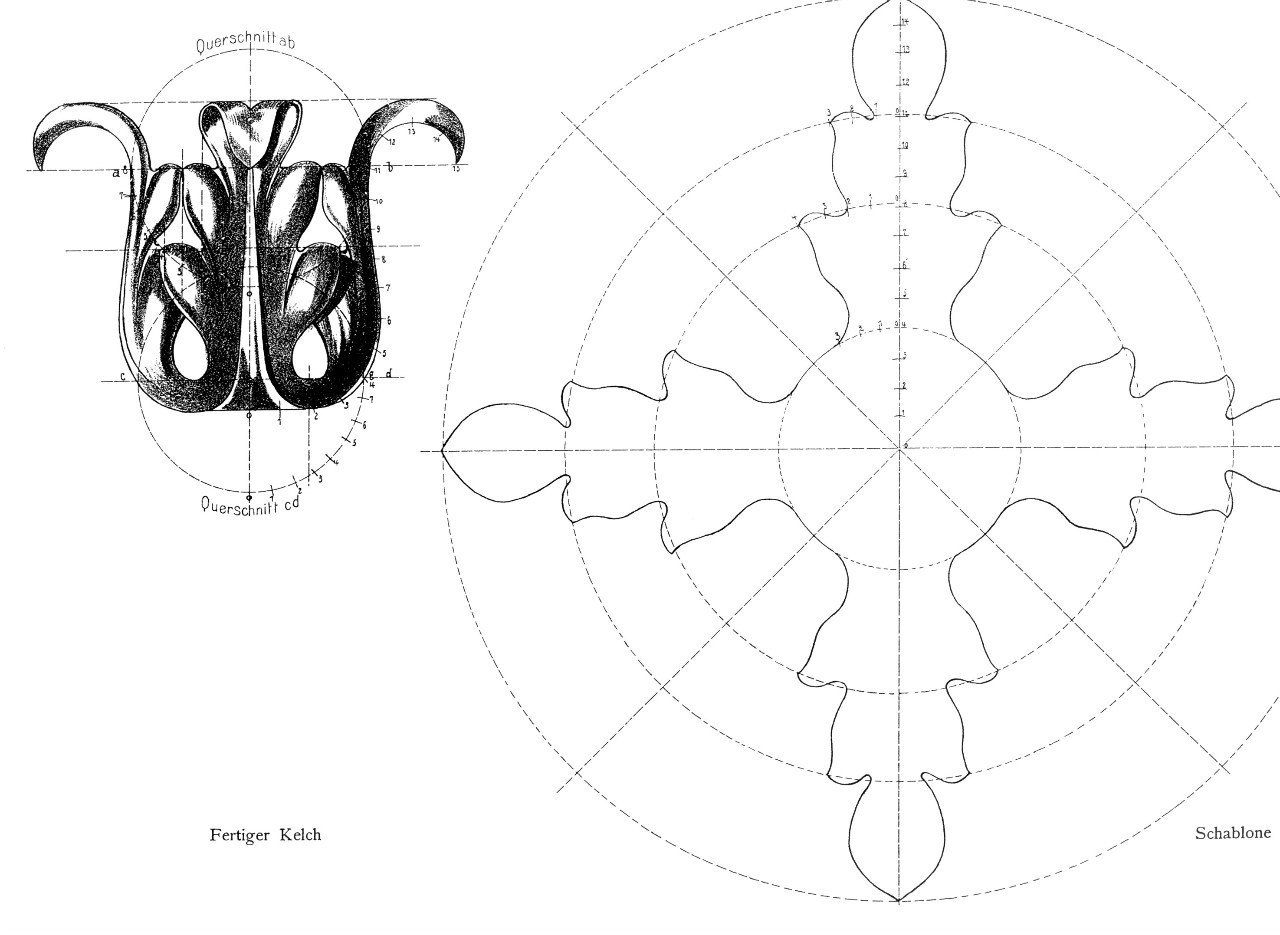 Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм – самый трудоёмкий процесс.
Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм – самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать – механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.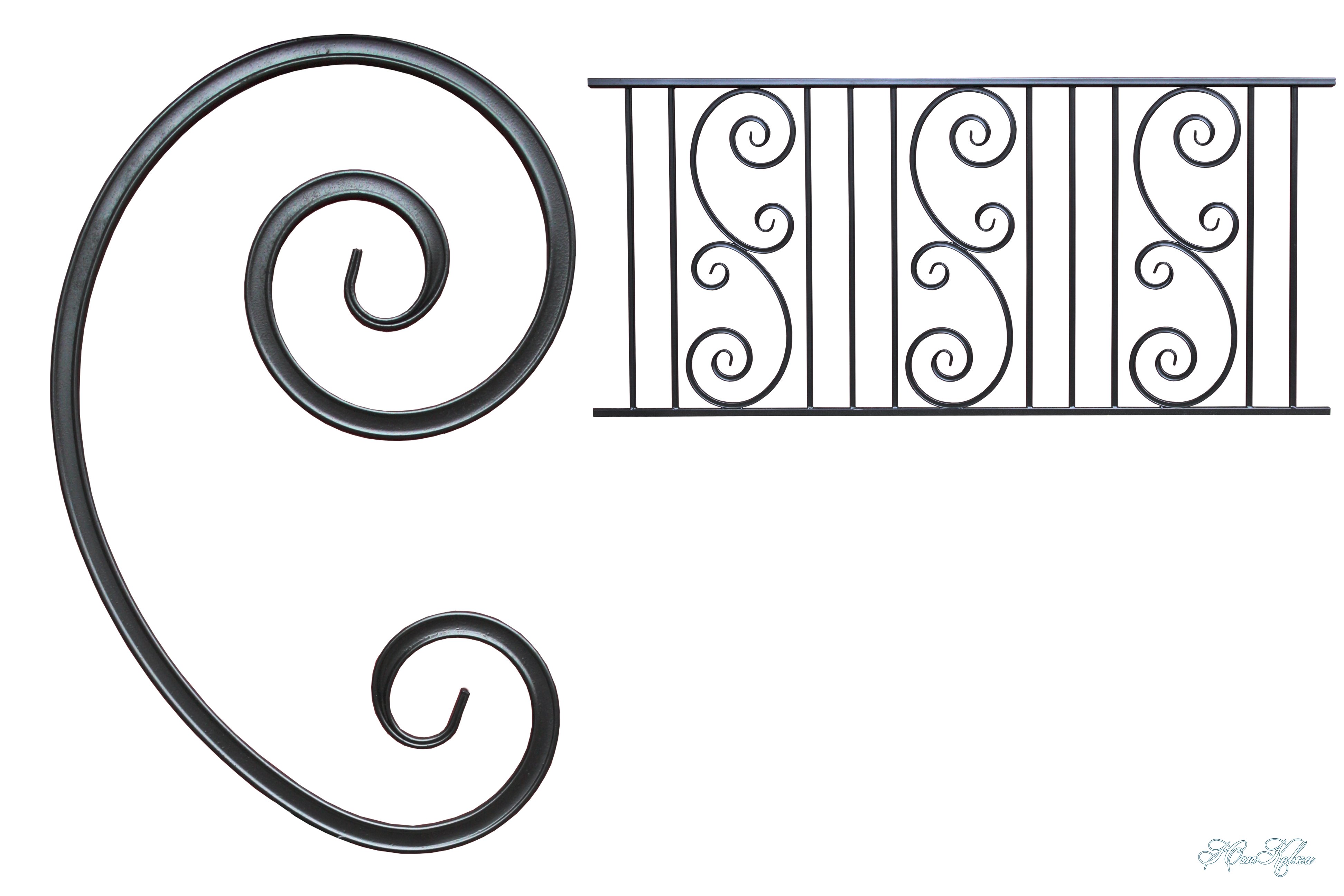
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок – управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок – пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать – валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка – детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты – такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая – изготовлена посредством холодной ковки и обшитая деревом. для соединения элементов использована сварки и хомуты. В изготовлении применялись станки – «улитка», торсионный, пресс.
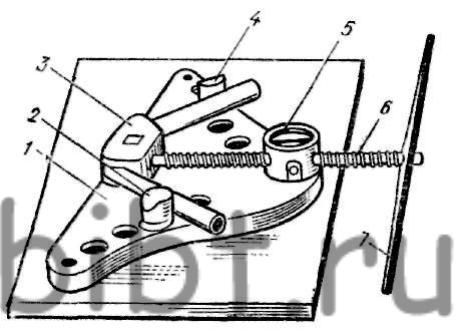 для соединения элементов использована сварки и хомуты. В изготовлении применялись станки – «улитка», торсионный, пресс.
для соединения элементов использована сварки и хомуты. В изготовлении применялись станки – «улитка», торсионный, пресс.- Балконные перила – метод производства – холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве – «волна», «улитка», пресс.
- Лестничные перила – произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки – торсионный, «фонарик», «улитка».
- Козырёк – методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки – «улитка», «волна», пресс.
- Мангал – простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках – торсионный, «улитка».
- Двуспальная кровать – для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки – «улитка», «волна» и пресс.
 Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки – «улитка», «волна» и пресс.
Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки – «улитка», «волна» и пресс.Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом – далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом – далее в нашем материале.
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла – пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта.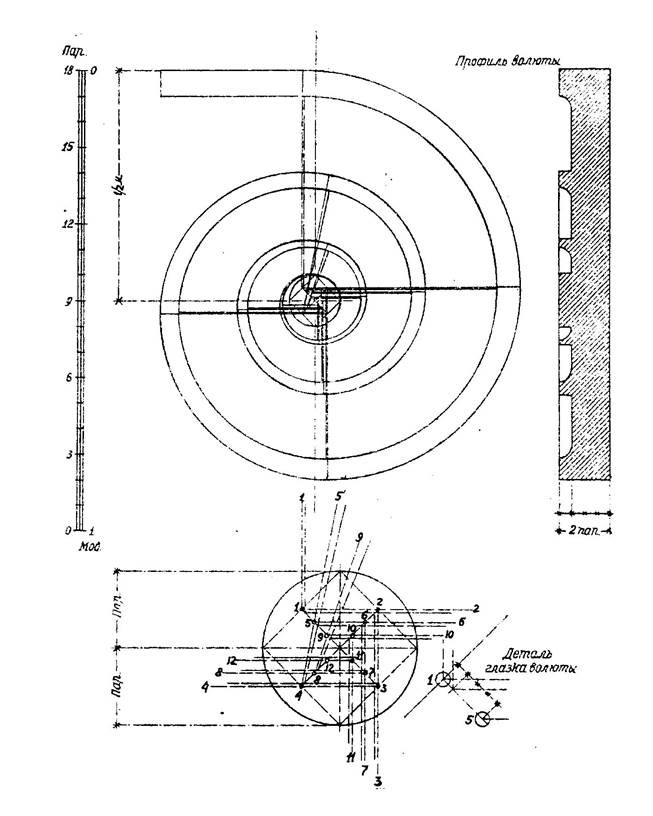 Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
Гибка – практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла – пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика.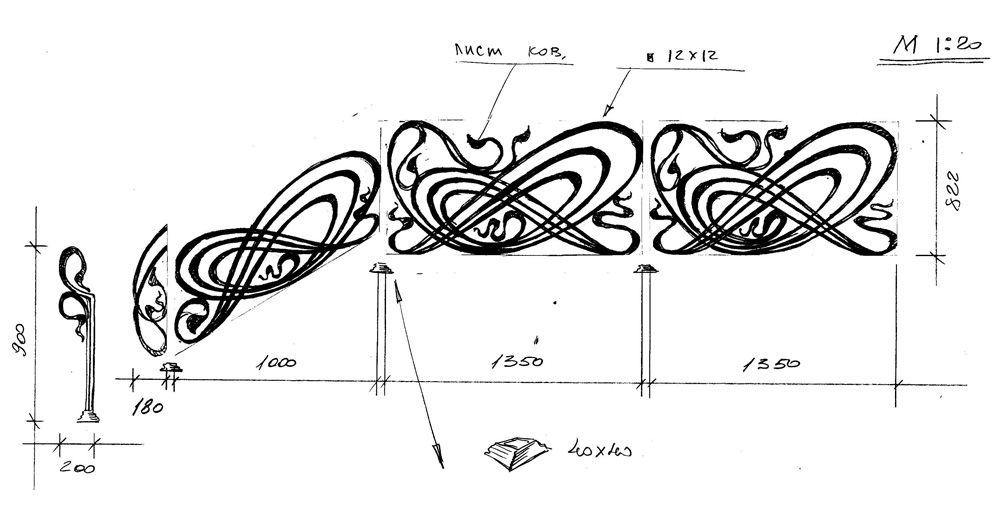 Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие – это электро- или газосварка (последняя используется реже).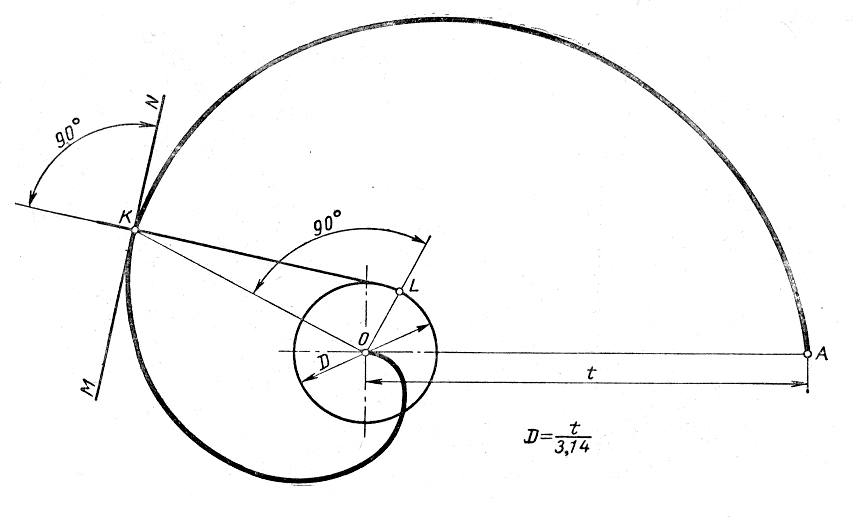
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка – это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
Холодная ковка может быть нескольких видов:
- Осадка – она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка – этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка – этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм – он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик – такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер – механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна – механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс – название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел – этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
 На таком станке принято изготавливать решетки «Боярские» или «Волна».
На таком станке принято изготавливать решетки «Боярские» или «Волна».Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное – это соблюдение технологии.
Остальное – это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
просмотров
Холодная ковка, станки и чертежи своими руками. – Первый строительный
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Станок для холодной ковки.Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.Подробный чертеж станка улитки.
Чертеж станка улитки.Чертеж устройство для гибки “Хомута”.
Чертеж устройств холодной ковки для гибки хомутаЧертеж устройств холодной ковки для гибки хомутаЧертеж приспособления Гнутик.
Так схематически выглядит Гнутик.Чертеж для создания Гнутика.Видео кузнечного оборудования холодной ковки для малого бизнеса.
Just Jigs – Изготовление и использование
Представьте себе: вы застряли на острове посреди большого пустынного озера, кишащего дичью.
Нет моделей купальников, которые составили бы вам компанию. Это только вы и ваш спиннинг. Однако вы можете взять с собой одну небольшую коробку со снастями. Что это будет?
Если ваш ответ – что-то иное, чем горстка головокружительных приспособлений, вас ожидают долгие, изнуряющие дни и диета с большим содержанием растений и личинок.
Приспособления для рыбалки – это то же самое, что Майкл Джордан для баскетбола, Дженнифер Энистон для актерского мастерства или Билл Гейтс для крупного бизнеса.
Правильно представленная приманка мало чего не может сделать. Они могут быть яркими или тонкими, поверхностными или глубокими, активными или реактивными. Их можно ловить большими или маленькими, быстрыми или медленными, одевать или раздевать.
Вы можете поднять джигу, забросить джигу, троллить джигу или перетащить джигу. Вы можете прыгать на джигу, прыгать на джигу, щелкать джигу, плавать на джигу или покачивать джигу. Вы можете эффективно ловить их в ветреную или безветренную погоду, в прозрачной или загрязненной воде, а также при низких или высоких температурах практически для любых видов промысловых рыб.
Как подтвердит большинство рыболовов на джиг, в рыбной ловле есть несколько более захватывающих моментов, чем когда рыба затягивает джиг. Нет и многих презентаций более удовлетворительных, чем те, где рыболовы держат удочку в руках и пытаются привести джиг в движение, которое вызывает удары в определенный день.
Единственный уместный вопрос, который стоит перед нами, как рыболовами, – есть ли у нас под рукой подходящая приманка для работы. У серьезных джиггеров, вероятно, больше стилей, цветов и размеров приманок, чем у всех их других приманок вместе взятых.
К счастью, приспособления для ловли рыбы – это приманка, которую можно заливать и красить в любом хорошо вентилируемом помещении дома, например, в гараже, за меньшую цену, чем можно было бы купить в местном магазине рыболовных снастей. Инвестиции 0 в продукты, производимые Do-It Corporation, настроят вас на всю жизнь изготовления приспособлений. А когда вы сделаете это сами, у вас всегда будет именно та приспособление, которая вам нужна, именно такой, какой вы хотите.
Рыбачить краппи с крошечными трубчатыми приспособлениями в куче кустов? Заливайте их более мягкими золотыми крючками, которые часто выскальзывают из зацепов, и их можно согнуть, чтобы придать форму и заточить.
Ловят малоротого ротика с помощью приспособлений, одетых в тенью туловища или из крупной пластмассы? Заливайте их крючками с более длинными стержнями, чтобы рабочий конец крючка находился в лучшем положении для надежных соединений.
Ловля судака забросом на конструкцию или вертикальной ловлей судака? Заливайте их на крючок, по крайней мере, на один размер больше обычного, потому что судак питается, расширяя свои жабры и создавая вакуум, который засасывает джигу, а более крупные крючки с более широкими промежутками будут зацеплять и удерживать больше рыбы.
Начало работы
Новички в искусстве изготовления приспособлений могут собрать разнообразный арсенал, начав с формы Do-It с круглой головкой, такой как JRS-5-A, которая имеет пять размеров, все с зазубринами .В конце концов, вы можете инвестировать в одну или две пресс-формы серии Pro, которые зависят от размера и облегчают массовое производство определенных размеров.
Вам понадобятся приспособления, которые можно использовать для ловли на живца и пластмассы, а также приспособления, которые можно привязать к хвосту, искусственному меху или другим материалам и ловить с живцом или без него. Формы с шаровой головкой позволяют производить приспособления, предназначенные для завязывания, но это роскошь, которую вы можете добавить позже. А пока просто обрежьте зазубрины на приспособлениях, которые вы собираетесь завязать.
Для использования с живыми приманками цель состоит в том, чтобы представить компактную джиг-приманку, которую рыба будет есть, а не клевать.Используйте крючок с самым коротким стержнем, который подходит к форме, или, что еще лучше, купите форму, предназначенную для размещения специальных крючков с короткой стойкой и дополнительной проушиной для крепления крючка-стингера. Более короткие крючки позволяют зацепить гольяна или краулера на крючок до или чуть выше воротника приспособления, что делает его более реалистичным, придавая ему более горизонтальный и реалистичный вид, чем у гольяна, зацепленного за губы и свисающего с крючка. конец приманки и повышается вероятность того, что рыба съест всю приманку, а не откусит пескаря.
Есть много ситуаций, когда пластмассы превосходны, и существует бесчисленное множество видов пластмасс. Будь то трубчатый хвост, хвост личинки, тельце, ящерица или червь, его можно ловить на круглую голову. Использование крючков с более длинным стержнем имеет смысл для приложений, связанных с более крупными пластиками в диапазоне 4-6 дюймов.
Иногда бывает сложно обыграть прическу, поэтому вам тоже понадобится несколько таких в вашей коробке. Материал корпуса зависит от области применения.
Если вы, например, забрасываете на мелководье или на какое-то строение, имеет смысл использовать приспособление, покрытое плавучим материалом, например мехом, который замедлит его падение через толщу воды в большей степени, чем марабу или бактейл.Если вы играете в кусты или ловите рыбу очень медленно, марабу предлагает пульсирующее, дразнящее действие, которое может вызвать удары. Если вы забрасываете в более глубокую воду, лучше всего подойдут оленьи или поделки из меха.
Количество материала, используемого для завязывания зажимного приспособления, будет определять его профиль и эффективность в различных ситуациях. Если вы хотите, чтобы приманка выглядела большой, а рыба крупной, но падала медленно, выберите меньший размер и укройте ее густым хвостом из волос или меха. Когда рыба говорит вам давать чаевые с живцом, это требует гораздо более тонкой повязки, которая не скроет ту часть, которую рыба хочет больше всего.
Advanced jigging
Так же, как существуют специальные воблеры, предназначенные для конкретных ситуаций, вы можете улучшить свой успех джиггинга, расширив свой ассортимент джигов. Хотя приспособление с круглой головкой можно адаптировать для использования во многих ситуациях, это не всегда лучший выбор.
Рыболовы судака Среднего Запада, например, знают, что одни из лучших рыбных ловлей ведутся в речных системах, таких как реки Миссисипи, Фокс, Вольф, Висконсин и Миссури, и это лишь некоторые из них. С реками приходит течение, и когда уровень воды высок или ворота открываются у шлюзов и плотин, для рыбалки необходимы специальные приспособления.
Судак имеет тенденцию касаться дна и разрывов течений в речных ситуациях. Итак, для рыболовов наиболее важной частью нашей презентации является поддержание контакта с дном при дрейфе или скольжении вниз по течению.
Джиг-головки Aquadynamic могут решить эту проблему. Приспособления Do-It’s Arrowhead, Flat Head и Ultra Minnow рассекают ток лучше, чем круглые головки, облегчают удержание лески под углом от 45 до 90 градусов, чтобы вы могли лучше контролировать и чувствовать свою приманку, а также сбалансированы, чтобы помочь держите их горизонтально в толще воды.Глубина и скорость течения будут определять размер используемой джиг-приманки, но эти стили головы имеют тенденцию к ловле крупной рыбы, а это означает, что меньшие размеры будут соответствовать тем же целям, что и большие размеры в других стилях головы.
По мере того, как вы расширяете и наращиваете свой набор приспособлений, вы можете добавлять другие стили, разработанные для конкретных приложений.
Приспособления для плавания – это мода на окуня, и им также принадлежит свое место в мире ловли судака. То же самое и с червячными головками, которые придают комбинации приспособления и пластикового червяка более реалистичный и интегрированный вид.
Приспособления, изготовленные со встроенной защитой от сорняков, являются отличным инструментом для ловли неприятного укрытия, будь то тысячелистник и кувшинки или кустарник и трава.
Стоячие джиг-головки – это динамит для суетливых судаков, которые крепко держатся за дно в чистой воде, где вид и запах живой наживки преобладают над действием при нанесении ударов. Настоящие стоячие можно перемещать по песчаным отмелям и участкам с твердым дном, и они удерживают приманку, свисающую за джигом, от дна, где рыба может ее найти и съесть с минимальными усилиями.
Приспособления с банановой головкой – это мост между стендапом и стилями, такими как круглые головки и токорезки. Они ловят крупную рыбу для судака, которому нужна крупная еда, они эффективно работают со дном при умеренном течении, их можно ловить в более быстром темпе, чем стоячий, и их конструкция дает им достаточно устойчивых свойств, чтобы поддерживать бизнес в хорошем состоянии. морда рыбы волочится по дну, где в конечном итоге зависает большинство джигов.
Начните с основ и постепенно продвигайтесь вверх. Вам не нужно иметь дюжину форм, если вы уговорите своих приятелей купить несколько из тех, которых у вас нет, чтобы вы могли торговать по мере необходимости.
Прежде всего, подумайте о джигах, которые вы будете использовать в ситуациях, когда вы ловите рыбу. Спросите себя, есть ли у вас подходящие приспособления для текущих условий.
Возможно, вам будет одиноко на этом необитаемом острове, но с горсткой приспособлений вы никогда не проголодаетесь.
Закалочное приспособление
Надеюсь, вам еще не наскучили мои статьи о изготовлении ножей. Дело не в том, что меня не волнуют другие вещи, но создание ножей – это то, чем я сейчас больше всего занимаюсь. А на этой неделе у меня не было сил вообще на что-нибудь еще.
Я начал новую партию лезвий, всего 18 штук – 4 маленьких охотничьих ножа, 4 барсучих ножа, 5 поварских ножей (прототип нового дизайна) и 5 универсальных кухонных ножей. Так что всю неделю я ежедневно сверлил, резал и шлифовал сталь. Я прогрессировал достаточно быстро, несмотря на то, что был медленным. Потому что я просто не могу работать на кофемолке более 6 часов в день нетто, и мне приходится делать существенные паузы каждые два часа. Мои руки чувствуют себя неплохо, и вот уже несколько месяцев у меня нет боли (несмотря на то, что мне никогда не ставили диагноз о том, что было не так в прошлом году), но даже в этом случае вибрации вызывают напряжение в пальцах.И через два часа не только очки начинают запотевать, но и сознание, а значит, возрастает риск получения травм.
© Charly, все права защищены. Щелкните для просмотра в полном размере.
Сегодня был большой финал той напряженной недели, и все ножи пошли на закалку и отпуск. На этот раз я решил использовать закалочную фольгу на всех лезвиях, несмотря на плохой опыт работы с некоторыми лезвиями в прошлый раз. Я решил сделать это, потому что защитное покрытие, которое я придумал, действительно работало хорошо, но также было настоящей головной болью, которую нужно было удалить впоследствии.И это действительно стоило мне много времени, и я уничтожил два ремня, прежде чем понял это. Но я пробовал закалку пластин на этой стали с умеренным успехом), и я очень, очень надеялся, что закалка пластин на только что отшлифованных и прямых заготовках приведет к прямым лезвиям без необходимости соскабливать твердую корку.
И следуя изречению Скруджа Макдака «Работайте умнее, а не усерднее», я сделал все возможное, чтобы закалка тарелок была простой и надежной – я сам построил приспособление.Конструкция очень проста и заняла у меня всего несколько часов. В прошлый раз я использовал фиксирующие клещи и алюминиевые пластины, но я соединил их все в одну деталь, которую можно легко использовать одной рукой. Поэтому вместо одной петли посередине пластин я добавил две петли по бокам. Затем я просверлил отверстия в фиксированной губке плоскогубцев (и немного повторно заточил), чтобы прикрутить к ней одну из пластин двумя винтами M4. Подвижная губка не прикреплена ко второй пластине, но она входит в прорезанную в ней канавку, а также была отшлифована для лучшей посадки под углом, под которым будет захватываться большинство лезвий.
© Charly, все права защищены. Нажмите, чтобы увидеть полный размер
© Charly, все права защищены. Нажмите, чтобы увидеть полный размер
Идея заключалась в том, что я буду держать это приспособление в левой руке, правой рукой я вытаскиваю лезвие из кузницы, вставляю его между пластинами (все еще в фольге), зажимаю плоскогубцы и макаю все это в ведро воды. И это сработало! Ни один из ножей не вышел из закалки с завивкой или имитацией банана, ни один не треснул, по крайней мере, я этого еще не заметил.Все лезвия, кроме одного, закалены должным образом (и это одно, которое я повторно закалил во второй раз), с твердостью выше 55 HRC, а у большинства даже выше 62.
© Charly, все права защищены. Нажмите, чтобы увидеть полный размер
© Charly, все права защищены. Нажмите, чтобы увидеть полный размер
Закалка всех этих лезвий заняла у меня всего 15-16 минут на каждое лезвие, так что даже со всей этой пленкой я был в разумных пределах. Ближе к концу была только одна небольшая проблема – моя новая горелка работала очень хорошо, и я достиг и держал 1.050–1,080 ° C без проблем с четырьмя лезвиями в кузнице, но через несколько часов он начал сопротивляться. Сначала я подумал, что у меня заканчивается пропан, но это было не так. Как оказалось, баллон с пропаном стал слишком холодным (всего на 10 ° C) после этой продолжительной непрерывной декомпрессии, и газ испарялся меньше. Я пока не знаю, как решить эту проблему в будущем.
Теперь лезвия находятся во втором цикле темперирования (каждый цикл по два часа при температуре около 180 ° C), и, похоже, они не изгибаются или изгибаются в печи.Пока все хорошо, будем надеяться, что так и будет, поскольку я собираюсь снова попробовать некоторые новые методы в этом проекте.
Нравится:
Нравится Загрузка …
СвязанныеКузница лося
Ключи
Они только что прибыли из Тайваня, Китай! Я купил их у Глена Столлмайера из GS Tongs. Слева направо, ¼ “драконий стиль, регулировка без заклепок, ½” согнутые колени.
Назначение кузнечных щипцов простое.В то время как железо плохо проводит тепло, оранжевый жар составляет примерно 1800 ° F, как и крематорий! Кузнец должен уметь удерживать нагретый металл, чтобы не обжечься. Щипцы – идеальное решение. Щипцы позволяют кузнецу захватывать, поднимать и вращать раскаленный металл в своей кузнице. Они также позволяют кузнецу глубоко помещать металл в горящие угли, чтобы его можно было быстро и эффективно нагреть. |
Типы
Есть несколько разных типов кузнечных щипцов, каждый из которых используется для чего-то другого:
Шарнирные соединения или проходные щипцы
Ключ для шарнирного соединения просто использует другой метод для соединения двух поводьев вместе, чтобы получить работающие клещи.Обычно щипцы делаются из двух отдельных частей, которые затем скрепляются заклепкой. В клещах с коробчатыми губками один поводок проходит через прорезь в другом узле. Тогда они могут быть заклепаны через шарнир коробки или нет.
Размер
Кузнечные клещи различаются по размеру в зависимости от предполагаемого использования. Клещи меньшего размера для более деликатной работы обычно имеют длину около 8 дюймов и напоминают типичные плоскогубцы современности. Большие щипцы для изготовления мечей и подков обычно имеют размер от 14 до 15 дюймов.Кроме того, ключи меньшего размера удобнее работать с угольными кузницами, тогда как более длинные ключи лучше подходят для газовых кузн. Однако при необходимости кузнец может изготовить щипцы практически любого размера.
Зажимы для ТонгаЗажимы для щипцов (или кольца) используются, чтобы держать поводья щипцов закрытыми, удерживая любой металл, с которым вы работаете в данный момент.
- Это позволяет вам работать с металлом, не слишком заботясь о том, чтобы держаться за него
- Позволяет удерживать металл, чтобы не потерять его в огне
- Он также помогает предотвратить синдром запястного канала, снимая стресс, связанный с использованием руки, чтобы держать поводья закрытыми, а также сгибание запястья и мышц, которое сопровождает это.
Моя коллекция щипцов, зажимов / колец.
Левая и правая «купленные в магазине», а те, что в центре
, сделаны мной. Однажды я видел картинку того, что сверху, и
попытался ее продублировать. В центре – кусок трубы
с долотом посередине. Внизу – моя версия
регулируемого зажима. Изготовление щипцов
Опубликовано в журнале ABANA “Hammer’s Blow” Лето 2001 г. Vol. 9, № 3
под названием «Лук для стрельбы из лука» и с штриховыми рисунками редактора Брайана Гилберта вместо этих фотографий.
Эти щипцы похожи на пару универсальных щипцов, изготовленных Тоби Хикманом. его сняли на видео, когда он был в магазине Джо Пехоски в 1991 году. Это видео доступно в аренду от ABANA. Эти инструкции отличаются от этого видео прежде всего тем, что они предназначены для изготовления с помощью ручного молотка. Их также можно сделать с помощью силовой молоток, как это сделал Тоби Хикман.
Для изготовления этих клещей используются несколько кузнечных процессов: т.е. концептуализация конечного продукта, маркировка запасов, выделение различных детали, вытягивание хвостовика и поводья, осадка сверла, разрезание сверла, гнуть хвостовик, пробить отверстие под заклепку, заклепать и закончить, при желании.
Хорошая сталь для ключей, особенно для начинающих производителей ключей, – это обычная малоуглеродистая сталь. сталь под названием A36, которая обычно содержит максимум 0,29% углерода. Более опытный Производители ключей иногда предпочитают использовать для изготовления ключей среднеуглеродистую сталь, например 1045, 4140, 8640. более сильный язык. Преимущество низкоуглеродистой стали в том, что если на красный кал, а затем охлаждаемые в охлаждающей ванне, они не так подвержены растрескиванию, как могли бы если изготовлен из более углеродистой стали. А36 тоже недорогой и простой в эксплуатации. A36 немного прочнее, чем 1018/1020 (типичный холоднокатаный прокат), который также работа для щипцов.Помните, что чем прочнее сталь, тем легче может быть щипцы и наоборот. С этим типом щипцов, которые удерживают как круглые, так и квадратный инвентарь в очень удовлетворительном состоянии, часто нет необходимости владеть щипцы, которые удерживают только пруток круглого сечения.
Размеры, указанные в этой статье, относятся к ключам из пруткового материала ¼ ” на 3/4 дюйма на 11 дюймов. Этот размер подходит для щипцов, предназначенных для удержания материала 3/8 дюйма. Тот же стержень размером 1/4 на 3/4 дюйма можно использовать для изготовления щипцов, которые выдерживают от 1/4 дюйма и выше. до 1/2 дюйма материала, хотя эти клещи немного легкие, чтобы удерживать 1/2 дюйма железа.Для щипца этого размера немного прибл. 1 дюйм в длину (с отметкой 3/4 дюйма на заготовка перед ковкой) и длина бобышки от 7/8 дюйма до 1 дюйма. поводья и хвостовик (пространство между выступом и битой) будут вытянуты, их окончательная длина будет примерно в 2 раза больше, чем указано в оригинале. расстояние. Хвостовик этих клещей имеет отметку 1 1/2 дюйма и растягивается на растягивая примерно до 3 дюймов. Ознакомившись с этапами этого процесса, размер щипцов можно изменять в зависимости от габаритных размеров. характеристики, которые вы желаете в языке.Клещи большего размера можно изготовить из пруток с таким же примерным соотношением размеров, например 5/16 дюйма на 1 дюйм, 3/8 дюйма на 1 дюйм, 1/2 дюйма на 1 дюйма и т. Д. Ключевой фактор при определении размера запас, который нужно использовать для конкретной пары клещей, заключается в определении подходящего размера для босс. Бобышка не меняется по толщине или ширине в процессе изготовление щипца. Примерное значение для определения длины прутка необходимо просто использовать 1/2 длины желаемого готового продукта.Хранить помните, что чем короче хвостовик, тем больше удерживающая сила, но при за счет универсальности. Размер заклепки не критичен, за исключением того, что обычно чем больше щипцы, тем больше заклепка. Простое руководство – использовать заклепку не менее толщиной с выступ на заготовке ключа.
Обе половины ключа сделаны одинаково. Нет левого и правого половина, кроме случаев, когда пробивается отверстие, как объяснено позже. Кузнецы часто сделайте щипцы для использования в левой или правой руке, в зависимости от того, какой при открытии клещей повод падает на ладонь.Другой иногда обсуждается вопрос о том, прилагается ли при использовании крутящий момент против часовой стрелки или по часовой стрелке. Есть много кузнецов, которые не беспокойтесь о левой или правой руке, и в этой статье тоже нет. Легко решение, если беспокоит правша или левша, а щипцы кажутся неправильной рукой, заключается в том, чтобы гнуть трусцой в каждом поводе рядом с боссом. Сделайте изгиб так, чтобы один повод находится непосредственно над другим, обеспечивая одинаковую посадку как для правой, так и для правой стороны. левая рука.
Чтобы изолировать различные части ключа, сначала отметьте меткой серебряным или другим карандашом для маркировки места стыков сверла, бобышки и поводка, как показано на рисунке. показано.Затем сделайте отступ на этих отметках, вставив холодный стержень в угол наковальни, чтобы сделать небольшое углубление. Этот отступ, если он адекватен по размеру, позволит легко, когда штанга горячая, почувствовать эти отметины на край наковальни для подготовки к следующему процессу. Без отступа Из-за горячего утюга трудно найти и выковать нужное место. Отметьте и сделайте отступ на обеих частях одновременно, чтобы сделав обе половинки ключа одинаковыми.
Изолируйте различные области для обработки. При плавке ковки, надрез
штанга в 3-х местах, ранее отмеченных путем вождения штанги на малый радиус
край наковальни. Держите горячее железо над наковальней в
соответствующий угол. Удерживайте штангу под углом примерно 45 градусов.
Затем забейте пруток по краю наковальни на нужную глубину. Notch не более чем 1 ⁄ 3 ширины перекладины (¼ “) на стыке поводка и выступа, 1 ⁄ 3 из
ширину стержня на стыке выступа и стержня, и 2 ⁄ 3 стержня
ширина (½ дюйма) на стыке сверла и хвостовика.Следует проявлять осторожность, не
сделайте эти выемки слишком глубокими, так как они станут слабыми местами. Кроме того, щипцы
сильнее, если эти выемки имеют закругленный внутренний угол, а не острый
квадратный угол.
- Вытяните поводья при высокой температуре ковки. Поводья может быть вытащен первым, чтобы обеспечить встроенную ручку, устраняющую нужны щипцы для удержания работы. Будьте осторожны, чтобы не поводья слишком тонкий или слишком узкий возле выступа.Держите поводья прямоугольными с ширина шире толщины обеспечивает дополнительную прочность в направлении нужный. Сохраняйте исходную толщину стержня “по крайней мере около выступа. Попробуйте для получения хорошего ровного конуса, широкого на выступе и узкого на конце. Сбейте или закруглите края, чтобы поводья удобно лежали в руке. Это ¼ ” по 3 ⁄ 4 -дюймовый ключ для прутковой заготовки легко вынимается вручную, хотя ручка “- еще один подходящий вариант. Вытягивая этот небольшой приклад рукой молоток – хорошая практика для кузнецов, желающих увеличить свой молот контроль и, с практикой, должен быть относительно простым и быстрым.Сила молоток – мой предпочтительный метод, когда он доступен.
- Вытяните хвостовик (между выступом и битой) на ковка тепла. Ударьте по задней части перекладины через узкий угол или место на наковальня, чтобы удерживать ранее выкованную втулку и кусочек в стороне, избегая повреждение их случайным ударом. При сохранении оригинала ¼ ” толщину, поддерживайте ширину ½ дюйма возле выступа и сужайте хвостовик до шириной ¼ дюйма прямо перед битой.
- При высокой температуре ковки, ковка ширина долота уменьшается до прибл. 9 ⁄ 16 “в процессе подготовки к раскалыванию. Долото удлиняется примерно до 1 дюйма и стать немного толще.
Если случайно в любом месте образовалась холодная заточка, отшлифуйте или отпилите ее, как холодную. затворы – это начало будущей трещины!
- Разрезать долото по длине , при высокой температуре ковки,
ок.1/2 ширины. Позаботьтесь о том, чтобы разрез был ровным и по центру.
длина долота. Это может потребовать некоторой практики с ломом. Удержание
пуховое устройство необходимо при работе в одиночку. Обычно эта центрированная щель
лучше всего работает для меня, стоя перед битой так, чтобы я смотрел вниз
длина щипца. Начните с хвостовика сверла и долбите по направлению к себе.
Вставьте долото в пруток диаметром ¼ дюйма, чтобы сохранить тонкую коронку, но
При более толстом прикладе также можно проделать разрез ножовкой.Создание
расколоть теперь, когда хвостовик прямой, намного легче, чем после того, как хвостовик
согнутый.
Дополнительное примечание: еще один хороший способ разделить бит – это значит, что бит и хвостовик сильно нагреются. потом поместите хвостовик в тиски (с протектором губок тисков, который закругляет край на острые губки тисков), поместите щипец ½ битой вверх и над тисками и согните биту вниз так, чтобы она лежала горизонтально в тисках. трещина на вершине тисков – разделяемой стороной.Затем у нас есть бит, который находится на расстоянии ок. Угол 90 ° к хвостовику и поддерживается трещиной в протекторах челюсти. Затем взять зубилом и сделайте раскол. Для некоторых этот процесс проще, и поскольку бит в конечном итоге все равно погнут, эта система работает хорошо.
- Откройте разрез, при высокой температуре ковки, под правильным углом 90 градусов осторожно ударяя молотком по острому углу или краю наковальни.
- Нагрейте хвостовик от бобышки к биту, затем быстро охладите только биту в воде, чтобы не допускайте деформации сверла молотком при следующих процессах гибки.Затем загните сверло назад примерно на 70 градусов от хвостовика. Изгиб легко выполняется, если нагретый стержень помещается в тиски с фиксатором. кусочек торчит вверх и наружу, а затем забивает холодный кусок. Используйте крышку на губки тисков с соответствующим радиусом на верхнем крае, чтобы удерживать губку от поскрипывание щипца и предотвращение слишком резкого изгиба.
- Нагрейте бобышку и область хвостовика и согните конец бобышки хвостовик прибл.70 градусов (крутой босс, при необходимости беречь от повредив его). Качественный изгиб – это просто, если поставить хвостовик или бобышку. в тисках с крышками губок.
- Согните хвостовик при высокой температуре ковки между коронкой и бобышкой пополам круговая кривая с использованием молотка и рога наковальни, изгиба вил и / или при необходимости еще одна пара щипцов. Попытайтесь совместить прорезь в насадке с воображаемая линия, проходящая через то место, куда пойдет заклепка.
- Пробивка и выколотка (или сверло) в центре выступа для заклепки. Сверло оставляет красивое однородное отверстие, но пуансон оставляет больше материал в патроне. Если используется только пробойник, а не выколотка, заклепочное соединение хуже из-за конического отверстия, сделанного обычным пуансоном, оставляя только небольшая поверхность, касающаяся заклепки. Поэтому пробейте небольшое отверстие в поковке. нагрейте и осторожно установите размер (1/4 дюйма для этих щипцов). валик (дырочка в железке).Установите заклепку на холодную или горячую. Заклепка должен торчать ок. 1,5 – 2 диаметра до забивания. Сделайте приятный куполообразная головка заклепки с помощью небольшого молотка. Сильными ударами молотка и / или горячим заклепки, помогает расширить заклепку внутри клещей, заполняя любые зазоры или пустоты. Обратите внимание, что при вырубке, пробивании и выколотке изнутри клещей в вне щипцов. Пробивка и дрейф толкают металл и поднимают гребень на дальней стороне дрейфующей области и вокруг ямы. Эти возвышенности, если разрешено находиться лицом друг к другу внутри стыка, или если они не подпиливаются или в устранение каким-либо образом приведет к неплотно прилегающему стыку.Выясните, как щипцы соединятся раньше времени и сохранят прилегающие стороны оси сустав плоский и гладкий. Поскольку иногда заклепка может быть повреждена в результате процесс регулировки и центровки, часто безопаснее использовать болт и гайку временно, а затем установите заклепку на последних этапах завершения.
- Нагрейте клещи от выступа к биту до оранжевого тепла, затем грубо отрегулируйте хвостовик и сверло по мере необходимости так, чтобы клещи удерживали в бите обрезок квадратного стержня 3⁄8 дюйма.Отрегулируйте биту вокруг куска лома, сжимая вставьте сверло в тиски и / или обработайте его молотком по наковальне. В то время как в тиски, отрегулируйте или согните поводья , чтобы они были открыты для расстояние, которое при использовании удобно умещается в руке.
- Используя тот же нагрев или, при необходимости, снова нагрейте от выступа к наконечнику. Закалите, чтобы остудить только что установленную коронку, оставив хвостовик, выступ и верхнюю часть вожжи горячими. Затем, удерживая обрывок прутка, который должны удерживать щипцы, поместите поводья в тиски, расположив щипцы вертикально, концом бита вверх.Затем согните хвостовик и т. Д., Где это необходимо, чтобы выровнять все так, чтобы пруток для обрезков оставался плотно удерживаемым, а также совпадал по длине ключа с воображаемой линией, проходящей через центр заклепки и сверла. В процессе регулировки могут пригодиться гибочные вилки, плоскогубцы или другие клещи и легкий молоток. Продолжайте процесс выравнивания и регулировки, пока не будете удовлетворены результатами.
Шаг 8
Если поводья двигаются с трудом из-за плотного заклепочного соединения, нагрейте соединение и откройте и закройте поводья несколько раз, пока они не ослабнут. Отделка с любимым финишем (воск, масло и т. д.).
Удобно вырезать или подпилить V-образную канавку ближе к концу сверла, чтобы щипцы может использоваться для удерживания прутка поперек ключа, а также на одной линии с ключом.
Дополнительное примечание: иметь клещ под рукой поводья свисают прямо вниз и не распускаются, когда щипцы свисают с стойка для щипцов. Для достижения этого эффекта в процессе изготовления щипца согните поводья рядом с бобышкой, чтобы при сборке оставалось пространство превышающей ширину прута, на котором должны висеть клещи.Если правильно, поводья будут свисать вниз и занимать меньше места в магазине. Это изгибание легко сделать, если повод зажать в тисках так, чтобы выступ был рядом с тиски, а затем с молотком перегнуть бобышку при высокой температуре сгибания. Эта концепция является необязательным и не представлен в клещах в этой оригинальной статье.
Автор и фото: Дик Нитфельд, кузница Shady Grove Blacksmith Shop, Гранд-Айленд, Небраска, США – 05.06.2001Другие способы изготовления щипцов
| Плоскогубцы для модификации: Пробежка через эти щипцы для прокрутки в Аппалачском отделении кузнечной конференции (2018 г.) в Мерфрисборо, штат Теннесси.Их сделал Дуг Меркель, один из демонстрантов, из старых линейных плоскогубцев. | Modify Tongs: Ножницы Farrier перекованы в железнодорожные щипцы для шипов |
| Заготовки для ключей: Это приспособление для формования / складывания / гибки любых заготовок для ключей | |
Мама, посмотри, что еще я нашла!
| Мудрость моего отца: «Человеку нужно больше, чтобы уйти от битвы, чем остаться и сражаться.” | |
Reader Story: Создание нестандартной велосипедной рамы дома
Я конструировал свои собственные велосипедные рамы последние пять лет, и больше всего меня спрашивают о процессе. Оказывается, есть много людей, которые всегда хотели попробовать построить фреймворк, но не знают, с чего начать.Итак, когда я собираюсь приступить к другой сборке фрейма, я подумал, что найду время, чтобы задокументировать этот процесс; от дизайна до изготовления.
Раскрытие информации: это действительно не пошаговое руководство, и я ни в коем случае не профессионал. План состоит в том, чтобы просто понять, что нужно для создания собственного каркаса, и, возможно, добавить несколько полезных советов по пути.
Прежде чем мы начнем, вот несколько фотографий оправ, которые я делал в прошлом:
МАТЕРИАЛЫ: Что вам понадобится
Я покупаю все свои трубки у Саймона на сайте www.ceeway.com, но есть и другие варианты (например, Reynolds). Я предпочитаю упростить работу и использовать трубки прямого калибра просто потому, что с ними легче работать, и вы также можете получить более длинные трубы – и это намного более рентабельно. Если вы хотите пофантазировать и немного сбросить вес, вы могли бы пойти с набором трубок с двойным баттингом, но двойное баттинг примерно в два раза дороже, чем прямой калибр.
Трубки Columbus Gara изготовлены из стандартной хромомолибденовой стали 4130 и не самый надежный вариант, но, как уже говорилось, с ними легко работать и они экономичны для такого любителя, как я.У меня вышла из строя только одна рама, и это была верхняя труба, где стыковалась косынка, это могло быть связано с небольшим количеством грязи в сварном шве, неисправной трубкой, самой косынкой или многими другими причинами. При этом потребовалось два года гонок по всей Шотландии, и он заработал несколько подиумов, прежде чем отказался от призрака.
Нижняя труба:
Columbus Gara, прямой калибр 35×0,9 мм 4130 из хромированной стали
Верхняя труба:
Columbus 31,8×1,0 мм, прямой калибр 4130 из хрома
Подседельная труба:
Columbus Gara 35×0.9 мм, прямой калибр 4130, хром
Хомут подседельной трубы:
Обработка на заказ, низкоуглеродистая сталь 100x35x2,0 мм (в идеале нержавеющая, но у меня уже было немного мягкой стали)
Цепные перья:
Columbus Gara Прямые калибры 19×0,9 мм 4130 из хрома
Перья сиденья:
Columbus Gara Прямой калибр 16×0,9 мм 4130 из хромированной стали
Корпус нижнего кронштейна:
Английская резьба 40×73 мм, низкоуглеродистая сталь
Головная труба:
HT44 110 мм x 44 мм ID Головная труба из хромированной стали 4130
Отводы:
Обработанная на заказ нержавеющая сталь
Крепления для кабелей:
3 x 170B – двойной кабель Stop
3 x 170A – Одиночный ограничитель троса
6 x 478INOX – Бобышка для бутылок M5 Нержавеющая сталь
6 x 200 – Направляющая троса с застежкой-молнией
КОНСТРУКЦИЯ: CAD не требуется
Материалы отсортированы, пора приступить к проектированию рамы .Я создаю все свои кадры в формате 2D в Adobe Illustrator (по сути, ручка и бумага). Это не лучшая программа для работы, но, поскольку я использую ее ежедневно (графический дизайнер), я ее очень хорошо знаю. В остальном Bikecad – лучший вариант, в нем есть множество замечательных функций, таких как крепление для велосипеда, и встроенный производитель шаблонов колпачков для труб. Однако, как строитель-любитель, я не могу оправдать такую цену.
Начните с вилки. Эта рама будет 29er и будет оснащена вилкой с ходом 130 мм (2018 Rockshox Recon RL Solo Air со смещением 51 мм).Лично я предпочитаю хардтейл-рамы с вилкой с коротким ходом. Это связано с тем, что чем больше длина хода, тем больше будет изменяться геометрия в течение указанного хода. Я считаю, что это приводит к тому, что ваш вес переносится вперед, вылет эффективно увеличивается, а угол наклона головы увеличивается. Даже с вилкой 130 мм угол наклона головы и вылет могут быть от 63º / 440 мм до 64,5º / 450 мм между статичностью и провисанием.
Чтобы прочитать более подробную статью о хардтейлах, ходе вилки и геометрии, перейдите в блог BTR здесь.
ГЕОМЕТРИЯ: статическая или с прогибом?
Я начинаю с разработки базовой рамы с числами, которые я хочу статичными (без нагрузки), а затем выясняю, какой будет рама с желаемым прогибом, в моем случае 25%. Затем я настраиваю эти числа (округляя в большую или меньшую сторону) и проектирую полный велосипед со всеми включенными деталями. Я считаю, что работа с проседшими числами помогает мне понять, каким будет мотоцикл, когда я на нем буду ездить.
Угол головки: 64,5º
Угол подседельной трубы: 76º
Длина нижнего перья: 428 мм
Падение BB: 70 мм
Вылет: 450 мм
Ось: 148×12 мм Boost
УСТАНОВКА РАМЫ: Купить или построить?
После завершения этапа проектирования рамы мне теперь нужно иметь возможность удерживать трубы под правильным углом.Здесь в игру вступает ваша джиг-приманка. Есть много вариантов для покупки. Инструменты Академии, вероятно, являются одними из самых рентабельных (в конечном итоге я сам получу один). Я решил построить свою собственную из алюминиевого профиля и различных других алюминиевых деталей. Ниже представлен мой дизайн:
Это не самое сложное приспособление, но его можно разбить на более мелкие приспособления для изготовления отдельных частей рамы, например, переднего треугольника. Алюминиевый профиль – это, по сути, большой набор Meccano.Один зажим подходит для крепления каретки к подседельной трубе. Второй крепит нижний кронштейн к рулевой трубе. Я считаю, что использование как можно более коротких секций помогает при выравнивании, так как малая длина помогает уменьшить изгиб экструзии. К сожалению, у меня нет фотографий сборки моей джиг-приманки, поскольку я сделал ее несколько лет назад.
Прежде чем я перейду к сборке, я рисую секции рамы / рамы в каждом приспособлении, так как это помогает как отрезать трубы по длине, так и настраивать приспособление позже как можно точнее.
ИЗГОТОВЛЕНИЕ: меньшие шаги обеспечивают точность
Попытка задокументировать полный процесс изготовления рамы оказалась несколько сложнее, чем я ожидал, но я полагаю, что ее можно разбить на пять шагов; Нарезка труб по длине, колпачок / стыковка труб, прихваточная сварка, проверка соосности и чистовая сварка с последующей проверкой соосности.
Я начинаю с соединения подседельной трубы с каркасом каретки, затем строю передний треугольник, за которым следуют нижние перья и перья сиденья.Как только я доволен всем этим, я делаю такие неудобные детали, как направляющие для кабелей, крепление для диска, подвеска заднего механизма и значок на голове … наверное, первое, что вам нужно будет освоить, если вы планируете делать свою собственную рамку. Есть несколько способов сделать это: опиливать вручную (что на самом деле не так сложно), использовать токарный станок (я предпочитаю) или фрезерный станок или купить специальный инструмент для надрезания труб. Заполнение бумажных шаблонов вручную – это лучший способ начать.Это помогает использовать онлайн-инструмент, такой как – Калькулятор копировальной трубки Metal geek. (способ показан ниже на странице).
Когда вы только начинаете, лучше всего отрезать несколько отрезков трубок, чтобы попрактиковаться в митре. Это также предоставит вам некоторые практические соединения для последующей сварки. Чтобы увидеть отличное видео, показывающее процесс ручной резки под углом с файлами, посмотрите видео Cobra frames здесь.
У меня есть приспособление, которое я сделал для своего токарного станка, используя трубный блок от Rä Bike, старые вертикальные суппорты, сделанные моим отцом много лет назад, и специальную опорную плиту, изготовленную по размеру моего токарного станка.Это позволяет мне быстро и легко настроить пропил с правильным углом и смещением, если это необходимо, но я все еще использую ручные файлы для точной настройки посадки или очистки пропила, если это необходимо.
ПОСТРОЕНИЕ ПЕРЕДНЕГО ТРЕУГОЛЬНИКА: время показа
Построение переднего треугольника – одна из моих любимых частей каркасного строительства. Это довольно просто, и вы можете быстро получить что-то, напоминающее раму велосипеда.
Как упоминалось ранее, я всегда начинаю с соединения подседельной трубы с кареткой.Я считаю, что это самый простой способ убедиться, что подседельная труба правильно выровнена с кареткой. Используя мое приспособление для токарного станка, это простой и довольно быстрый процесс установки угла, выбора фрезы подходящего размера, резки трубы, очистки напильником и загрузки в специальный зажим для bb / подседельной трубы. Отверстие в BB предназначено для того, чтобы вся вода, которая проходит через подседельную трубу, стекала в нижний кронштейн и из рамы, есть также дополнительное преимущество в виде сбривания нескольких граммов.Также есть отверстие под всеми соединениями труб, чтобы рама могла дышать, что помогает с конденсацией и снижает давление во время стадии сварки.
Подседельная труба / нижний кронштейн в сборе – это простая отправная точка: прорезание под углом 90 градусов кольцевой пилой. Две проставки на нижнем правом изображении центрируют подседельную трубу на кожухе каретки.
Когда я доволен настройкой, можно приступить к закреплению трубки на месте с помощью сварочного аппарата. После прихватывания трубки ее можно снять с зажимного приспособления и полностью сварить. Мне нравится сваривать короткими отрезками, чередуя одну сторону трубы с другой, позволяя остыть между ними, это необходимо для сохранения тепла и в качестве В результате минимизируйте ЗТВ (зону термического влияния).
Во время процесса сварки я все время вставляю трубку обратно в зажимное приспособление, чтобы проверить наличие какого-либо движения, если что-то сместилось, вы можете исправить это привариванием на противоположной стороне механизма, чтобы оттянуть его назад, но плотный угол наклона для начала уменьшает риск смещения – если во время сварки есть зазор, он попытается закрыть, что приведет к плохой центровке.
Прихваточные швы позволяют расположить трубы так, чтобы можно было сваривать за пределами зажимного приспособления. Продолжайте проверять соосность и сваривайте небольшими сегментами.
Тот же процесс используется для изготовления нижней и верхней трубы с использованием измерений из моих предыдущих рисунков.Единственная разница заключается в том, что нижняя и верхняя трубы имеют два разреза, которые должны быть параллельны друг другу, это достигается за счет использования двух блоков труб, один для крепления к приспособлению для колпачка трубы на токарном станке, а другой используется как уровень. Поместив цифровой угловой искатель на верхнюю часть второго блока трубки, вы можете снять / повернуть трубку и узнать, находится ли она на уровне.
Чтобы убедиться, что митры на каждом конце выровнены, я зажимаю трубный блок в центре трубки (внизу слева) и проверяю это с помощью уровня перед каждым разрезом.
ХОМУТ СИДЕНЬЯ ТРУБКИ: Вы также можете купить один уже готовый
Мне еще предстоит найти специальную велосипедную трубку для подседельных трубок 30,9 мм, в прошлом я обрабатывал алюминиевые втулки, чтобы они вставлялись в трубки 34,9 мм x 0,9 мм, но они вскоре либо повредился, либо застрял в рамах. В поисках лучших решений я обнаружил, что другие производители рам использовали хомуты подседельной трубы и приваривали их к подседельной трубе. В идеале я хотел бы использовать трубки из нержавеющей стали 316 размером 35 мм x 2 мм, но у меня уже было немного мягкой стали подходящего размера.
Я начинаю обрезать трубу до приблизительного размера, а затем обрабатывать края на токарном станке, пока она не станет длиной 100 мм. Затем половина воротника обрабатывается до размера 33,1 мм, чтобы соответствовать подседельной трубе. Если посадка слишком тугая, я вставляю ее обратно в токарный станок и полирую наждачной бумагой до нужной посадки.
GUSSET: стальные рамы, подобные этим
Даже со специальными приспособлениями для соединения труб всегда будет время, когда понадобится старый добрый метод бумажных шаблонов.Это хороший навык, которому нужно научиться, начиная с каркасного строительства. Некоторое программное обеспечение для дизайна имеет встроенный конструктор шаблонов, но я использую онлайн-инструмент под названием «Калькулятор копировальной трубки Metal Geek». Используя свой исходный рисунок, я ввожу углы и диаметры в калькулятор и позволяю ему делать свое дело, а затем вы выбираете формат, в котором хотите загрузить.
Для косынки я сделал два шаблона, а затем использовал Adobe Illustrator, чтобы объединить их в один (см. Второй рисунок для шаблона). Затем я вырезал его и с помощью клея-спрея приклеил шаблон к трубке.Резка как можно ближе к шаблону с помощью угловой шлифовальной машины, а затем точная подгонка с помощью напильника. При выборе файла вы хотите выбрать тот, радиус которого максимально приближен к радиусу родительской трубы. Если это невозможно, вы можете использовать дуговое движение из стороны в сторону при заполнении трубки. Продолжайте проверять прилегание к раме или основной трубе. Выделите все выступы маркером и продолжайте подпиливать, пока не будете довольны результатом. Это довольно утомительная работа (мне она действительно нравится).но, как упоминалось ранее, при сварке все зависит от плотной посадки под углом.
ВЫДВИЖЕНИЕ: Вы также можете купить их
Прежде чем я смогу надеть перья для цепи / сиденья, мне нужно сделать отсев, самый простой вариант – купить готовый комплект со сменной подвеской для мехов, но как Мне нравится делать из велосипеда как можно больше, я начал обрабатывать некоторые из 25-миллиметровых нержавеющих стержней. Это относительно простой (но затратный по времени) процесс резки на отрезки грубой длины, повернув его лицом к каждой стороне на токарном станке, просверлив 12-миллиметровое отверстие через центр, растачивая остальное до тех пор, пока толщина стенки не достигнет 2 мм, а затем обработать обратную сторону, чтобы сделать защелка для колеса, которая помогает при установке / снятии колеса.Раньше я просто обрабатывал его ровно, но установка колеса в этом случае может оказаться затруднительной.
ЦЕПИ И СИДЕНЬЯ: Почти готово
Отсев завершен, я могу перейти к моей нелюбимой части сборки хардтейла – сиденью / цепным перьям. Я мог бы облегчить жизнь, купив предварительно изогнутые / формованные перья, но мне нравится свобода старта с 19-миллиметровой прямой хромомолибденовой стали и для этой сборки. 16 мм для переноски сиденья. Как и в большинстве других шагов, я начинаю с макбука и рисую нижние перья и перья, чтобы упростить определение углов и длины, а также упростить настройку приспособления.
Теперь, когда измерения были готовы, пришло время настроить приспособление в его полную конфигурацию. Именно в этот момент я вспомнил, что урезал самую большую длину экструзии до 1200 мм, что означало, что мне нужно было немного сообразить, как я устанавливаю приспособление. Итак, снова пришлось вернуться к Macbook, чтобы составить план.
Я считаю, что цепь и перья сиденья делают или ломают раму, поэтому с ними стоит потратить время. Это тот же процесс, что и остальная часть рамы, но с дополнительным усложнением изгиба и формирования трубок.С помощью приспособления для токарного станка я отрезаю каждую стойку немного длиннее, а затем вырезаю оставшуюся часть вручную напильником. Постоянно проверяйте приспособление, пока оно не будет подходящим. Слишком туго или слишком ослаблено, и после сварки перья могут тянуться в разные стороны. В будущем я планирую создать специальный прибор, который поможет улучшить и ускорить этот процесс.
Больше деталей означает, что при сборке заднего треугольника будет еще много ошибок. Хорошая посадка гарантирует правильное выравнивание.
После того, как перья цепи и перья сиденья готовы, пора сварить прихваточным швом всю раму вместе и собрать ее, чтобы проверить соосность, а также убедиться, что все подходит.Затем я полностью свариваю и выполняю окончательное выравнивание.
Довольный тем, как выглядит рама, он возвращается в мастерскую, чтобы полностью сварить всю раму. После полной сварки настало время для последней проверки соосности и холодной установки рамы. В идеале у меня был бы специальный стол для выравнивания, но вместо этого это случай большого количества измерений, а затем скручивания, вытягивания и толкания в разных направлениях с помощью больших рычагов (металлический столб). Без специальной таблицы выравнивания это немного проб и ошибок, пока я не получу то, что мне нравится.Эта рама, заднее колесо немного наклонено в сторону наверху, но вы едва можете заметить это на глаз и не почувствуете, как он едет, так что для меня это достаточно хорошо.
Для крепления тормоза и подвески механизма у меня есть специальные приспособления, чтобы удерживать их в правильном положении, а затем просто приваривать их, опять же, не торопясь, чтобы снизить температуру и проверять выравнивание по ходу движения.
ВРЕМЯ СТРОИТЕЛЬСТВА
С самого начала планировалось сохранить эту сборку как можно более низкой стоимости, поэтому, если у меня еще не было детали, я просмотрел все ведра со скидкой в Интернете в поисках лучших предложений или пошел по маршруту альтернативы без торговой марки от ebay, такой как пост-капельница Satori, который, похоже, представляет собой ребрендированный RSP с небольшими изменениями. Что касается трансмиссии, я решил вернуться в прошлое к девятиступенчатой SRAM в сочетании с кассетой 11-42t. Это потому, что я не использую все десять передач на других своих байках – но в основном это чертовски дешевле.
Комплект колес: Superstar EX23 Boost 75 фунтов стерлингов пара
Шины: Maxxis Ardent / Crossmark 50 фунтов стерлингов
Вилка: Rockshox Recon RL 140 фунтов стерлингов
Шатуны: Sr Suntour Zeron 60 фунтов стерлингов
Трансмиссия: 9 Speed Sram x7 15 фунтов стерлингов
Кассета: Sunshine 11 -42t 9 скоростей 25 фунтов стерлингов
Тормоза: Magura mt2 60 фунтов стерлингов пара
Капельница: Satori 30.9 мм 70 фунтов стерлингов
Рукоятки: Raceface 25 фунтов стерлингов
Педали: Promend 8 фунтов стерлингов
И все! Я закончил, пока. Я собираюсь кататься на велосипеде в течение следующих нескольких недель в необработанном состоянии, пробуя несколько разных положений кабеля (отсюда и изолента), и как только я буду счастлив, мне просто нужно приварить оставшиеся крепления кабеля, добавить скоба между пером и перетяжкой сиденья, чтобы помочь распределить силы от торможения, а затем выбрать цвет (всегда одно из самых трудных решений).
400 [Не удалось загрузить встраивание Instagram] https: // instagr.am / p / Bz3tsdsFtSq & maxwidth = 1000 & hidecaption = 1
Словарь терминов кузнечного дела на JSTOR
АбстрактныйКузнечное дело оставалось вездесущим и важным промыслом на западе только до тех пор, пока кованое железо было основным товаром черных металлов в западном обществе. Внедрение Бессемеровского процесса, начавшееся в конце 1850-х годов, ознаменовало эпоху массового производства стали и современных промышленных производственных технологий, а вместе с ним необратимый упадок и, в конечном итоге, упадок кузнечного дела.Многие навыки и секреты обработки кованого железа, когда-то приобретенные и переданные через давнюю устную традицию, разделяемую кузнецами, как и ее мастера, также исчезли. Этот словарь пытается предоставить многие из устно сохраненных терминов, когда-то использовавшихся среди кузнецов в Северной Америке, которые были обнаружены автором в течение его карьеры изучения и исследования предмета кузнечного дела.
Информация о журналеИсторическая археология – журнал Общества исторической археологии (SHA).Издаваемый ежеквартально с ежегодным содержанием около 544 страниц статей и онлайн-публикацией книжных обзоров и технических обзоров, «Историческая археология» является одной из ведущих научных публикаций в мире о местах и материальной культуре современного мира. С акцентом на формирование глобальной экономики после исследования и колонизации 1400-х годов, «Историческая археология» публикует статьи о культурной самобытности и этнической принадлежности, археологических проявлениях культурных ландшафтов, теоретических приложениях к историческим местам, археологических исследованиях архитектуры, археологии пути общественного питания, технологические и методологические подходы к историческому прошлому, синтетические исследования по различным темам, раскопки крупных памятников, материальная культура и другие темы, как на суше, так и на море.
Информация об издателеSpringer – одна из ведущих международных научных издательских компаний, издающая более 1200 журналов и более 3000 новых книг ежегодно по широкому кругу вопросов, включая биомедицину и науки о жизни, клиническую медицину, физика, инженерия, математика, компьютерные науки и экономика.
Множество факторов заслуживают рассмотрения при проведении чемпионата Redfish Cup.
ПОРТ АРАНЗАС, Техас – Для поклонников Bassmaster, знакомых с пресноводной рыбалкой, чемпионат Yamaha Bassmaster Redfish Cup Championship, представленный Skeeter Nov.12-14 проливают свет на новые цели и тактику. Это событие обещает захватывающий взгляд на мир прибрежных турниров для шести соревнующихся бас-профессионалов, а также для всех, кто смотрит ежедневные репортажи с Bassmaster Redfish LIVE на Bassmaster.com и FS1.
Многие мероприятия B.A.S.S. профессионалы довольно плохо знакомы с прибрежной сценой, но их профессиональные партнеры по окуням хорошо разбираются в преследовании этих зверей с медной чешуей. Хотя осень обычно считается благоприятным сезоном для ловли морского окуня, те, кто прошел по этому пути, признают несколько факторов, требующих внимания.
Weather wisdom
В команде с Bassmaster Элитный ветеран Мэтт Херрен, квалификатор чемпионата Elite Pro Redfish Tour Чад Мэннинг из Аполло-Бич, Флорида, совершает свой первый визит в Порт-Аранзас. Ожидая ветреной погоды, Мэннинг провел воскресенье, изучая местные карты, чтобы определить охраняемые районы с благоприятными для рыбы особенностями.
«Я собираюсь найти подветренные районы, обильно выловить их и надеюсь, что смогу найти и нарисовать какую-нибудь рыбу», – сказал он. «Я мало что знаю об этом районе, но судя по картам, на которые я смотрел, он кажется очень похожим на (мои родные воды) Тампа-Бэй.Здесь много открытой воды и равнин с травой, так что вам придется спастись от ветра.
«Ветерок – это неплохо; Я предпочитаю небольшую рябь на поверхности, но слишком сильный ветер поднимает воду и затрудняет видимость рыбы. Когда это произойдет, они перейдут на более чистую или более глубокую воду ».
Райан Рикард из Брэндона, штат Флорида, который в паре с семикратным квалификационным игроком Bassmaster Classic Крисом Залдайном, ранее ловил рыбу в Порт-Аранзасе, поэтому его устраивает ветреный прогноз на неделю.
«Я думаю, что важно проявить терпение к погоде и не беспокоиться о погодных условиях», – сказал ветеран IFA Redfish Tour, профи. «Я буду пытаться найти подветренные боковые карманы с чистой водой, где скапливается приманка, потому что именно там морской окунь собирается отправиться с (наживкой).
«Это будет зависеть от того, в какую сторону дует ветер, будет ли там стекать вода или выйдет наружу. Это будет огромным фактором. Если вы запрограммировали рыбу перед рыбалкой, и она находится в определенной зоне, но ветер переключается и выдувает воду, или это противоположно тому месту, где вы ловили рыбу заранее, вы должны знать, куда рыба собирается переместиться.”
Таблицы приливов
Родом из Сарджента, штат Техас, профи многовидовых турниров Рики Борт будет соревноваться вместе с элитным рыболовом Марком Менендесом, который одержал три победы в бассмастерах. Борт знает, что лунные циклы имеют решающее значение, благодаря потрясающему сочетанию окуней, крапчатой форели и морского окуня.
Как объяснил Борт, приливный поток (контролируемый луной) перемещает наживку и стимулирует кормление морского окуня. Полнолуние и новолуние оказывают сильнейшее влияние на приливы, но с фазой первой четверти ноября.11 декабря в дни турниров движение воды будет становиться все более слабым, что, по его словам, потребует от рыболовов оставаться мобильными и находить кормящуюся рыбу.
«У нас (неблагоприятный) лунный цикл; фаза четверти луны, которая может задержать наш укус, – сказал Борт. «За исключением ужасного холодного фронта, рыба будет кормиться; вопрос лишь в том, какое время дня будет основным кормлением, и сможете ли вы перекусить в то время, когда они не находятся в это время основного кормления ».
Изменение темпа
Бывший победитель чемпионата FLW Redfish Дуэйн Эшете из озера Джексон, штат Техас, будет партнером Патрика Уолтерса, который является рекордсменом Bassmaster Elite за всю историю по выигрышной разнице в 29 фунтов 10 унций (Lake Fork, 2020).Обладая твердым пониманием условий проведения турниров, Эшете сказал, что правила турниров, запрещающие использование вышек / платформ для рыбной ловли, характерных для охоты на морского окуня, потребуют от него замены в основном визуальной стратегии, которой он обычно следует.
«Это будет гринд просто потому, что все эти красные рыбаки привыкли к рыбалке по прицелу, и это будет (в основном) турнир по слепому кастингу; вы собираетесь делать много забросов и не увидеть много рыбы », – сказал Эшете. «Я действительно думаю, что разработка плана и его выполнение будет ключевым моментом.
«Очень важно оказаться в нужном месте в нужное время, поэтому мы собираемся использовать дни перед рыбалкой, чтобы покрыть большую площадь, чтобы избавиться от большого количества мертвой воды».
Основными критериями Eschete будут чистая вода и концентрация наживки. Поги (залив менхаден) и кефаль являются основными кормами для рыб, а креветки и крабы также входят в рацион красных.
Примечательно, что кефаль – вегетарианец, и, в то время как морской окунь охотится на молодь «кефаль», стаи взрослых особей часто вытесняют рыб и ракообразных, когда они рыщут по мелководью.Как отмечает Эшете, обнаружение косяков кефали часто приводит рыболовов к окуням.
Менее многолюдные воды
Принимая во внимание репутацию Порт-Аранзаса как «рыболовной столицы Техаса», турнирные команды могут предположить, что им придется бороться с чрезмерным трафиком на местном уровне. Всегда предполагается некоторый уровень рекреационной деятельности, но Elite Redfish Trail pro Travis Land делает своевременное наблюдение.
«Одно из сезонных преимуществ, которые мы собираемся получить, заключается в том, что турнир совпадает с первым уик-эндом оленьего сезона в Южном Техасе», – сказал Лэнд, партнер бывшего тайт-энда НФЛ Ники Савойя.«Охотники – это рыбаки, а рыбаки – это охотники, поэтому я думаю, что у нас будет намного меньше нагрузки на наш промысел из-за того, что многие люди будут охотиться.
«При меньшем давлении на рыбалку рыба становится менее пугающей для троллингового мотора или лодки, плавающей рядом с ними. Даже без башен можно было бы все равно получить некоторый уровень зрелищной рыбалки, потому что на рыбу не должно быть такого давления ».
Тем не менее, Мэтт МакКейб из Slidell, штат Луизиана, знает, что чем меньше он видит своих конкурентов, тем лучше.Вместе с профессионалом Bassmaster Opens Trait Zaldain 30-летний ветеран-профессионал надеется, что уединение станет их союзником.
«Я думаю, что ключевым моментом будет поиск рыбы вдали от (остальной части турнирного поля)», – сказал МакКейб. «Я никогда не ловил рыбу в Порт-Аранзасе до этой недели, но все исследования, которые я провел, показывают, что многие люди делают то же самое – они держат эти большие косяки.
«Я думаю, что ключом будет найти некоторую рыбу без давления в глуши, где ты сможешь взять ее себе.
Опираясь на свой опыт в штате Байу, МакКейб сказал, что он знает, что морской окунь, обитающий в траве, обычно больше, чем эти бродячие песчаные равнины, поскольку растительность имеет тенденцию содержать больше пищи. Он планирует придерживаться того, что он знает, и нацеливаться на тех более темных травянистых рыб.
Выбор наживки
Использование верховых ходунков в качестве поисковой приманки – это морской окунь 101, но с субтерминальным ртом рыба часто пропускает поклевку. Ложки без сорняков (золотые, медные, шартрез) также позволяют рыболовам покрывать много воды, чтобы найти рыбу, а их универсальность с полным приводом означает, что рыболовы могут бросать ложки в места, где может зацепиться приманка с открытым крючком.
Рикард планирует бросить ложку на 1/4 унции вместе с мягкими пластиковыми лопастями. Закрепив пластик на крючке с широким зазором в 5/3/16 унций, он выбирает широкий профиль.
«Я не парень с маленькими хвостами, но я и не большой парень с веслохвостами. Я брошу 4-дюймовую приманку», – сказал Рикард. «Я чувствую, что эта большая и тяжелая рыба, на которой мы сосредоточены, любит есть что-то покрупнее.
«Теперь, в зависимости от того, что у нас есть в атмосферном давлении, если у нас есть суперхолодный фронт, и мы получаем много высокого давления и синего неба, вам, возможно, придется немного уменьшить приманку и замедлить презентацию, потому что они могут немного привередлив.Но с годами я обнаружил, что приманка с большим профилем позволяет ловить более тяжелую рыбу ».
Для МакКейба выбор наживки сводится к определению расположения рыбы: «Мне нужно выяснить, гонятся ли эти рыбы за тем, что движется быстро или медленно.
«Думаю, нужно будет найти рыбу, которая будет есть. Ключевым моментом будет определение того, преследуют ли они, чтобы мы могли бросить в них ChatterBaits, спиннербейты и ложки; Или нам придется пойти и посмотреть на них и переключиться на них, или мы будем делать дальние забросы с выскакивающими пробками.
Хотя он никогда не ловил рыбу на побережье Техаса, Микки Гиббс из Дейд-Сити, штат Флорида, сказал, что, по его мнению, его опыт на квартирах на побережье Мексиканского залива во Флориде пригодится ему и его партнеру Джереми Хеймсу. Имея три титула команды года и победу в чемпионате 2019 года в серии Power-Pole Pro Redfish (Флорида), эти рыболовы будут в значительной степени полагаться на приспособления с гребными хвостами Strike First или Slayer Inc. .
«Я устанавливаю эти приманки на утяжеленный басовый крючок с широким зазором, но я использую его немного иначе, чем большинство людей», – сказал Гиббс.«Я покупаю утяжеленный крючок одного размера, а затем использую (различных размеров) гирю для вольфрамового червяка и поплавковый упор, чтобы сделать наживку любого веса, который я хочу».
Эшете любит джигхеды Berkley PowerBait Ripple Shad и Ripple Mullet, но он также будет держать джиг-приманки с 4-дюймовым Berkley Gulp! Креветки пригодятся. Формула сильного запаха последнего помогает окуня найти приманку, а плотная обтекаемая форма облегчает дальние забросы, необходимые для охоты на жуткую рыбу.
«Когда мы ведем дрейфующую рыбалку (мелководье), чем длиннее заброс, тем лучше у вас будет возможность, потому что рыба знает, что вы там; они чувствуют давление в лодке », – сказал Эшете.«Чем длиннее ваш гипс, тем больше у вас шансов получить ответный удар. Когда мы забрасываем вслепую, большинство ударов приходится на первые две рукоятки или сразу после падения ».
Где бы и как бы команды ни охотились за своим окуном, это небольшое мероприятие предоставит широкие возможности для налаживания новых дружеских отношений в разных отраслях. Маккейб сказал, что его предварительные переговоры с Трэйтом и Крисом Залдайном заставили его стремиться к их знакомству.
«Я очень хочу (соревноваться) вместе со своим партнером. Черта; она никогда этого не делала, но дома я являюсь проводником, поэтому я собираюсь направить ее, и мы будем вместе работать над этим, найти рыбу и хорошо провести время », – сказал МакКейб.«Я общался с Трэйтом и Крисом перед мероприятием, и мы стали друзьями.
«Я рада провести неделю с ними, а также со всеми рыболовами и завести хороших друзей. Мы все соревнуемся друг с другом, но мы все стремимся к одному и тому же, поэтому я говорю: «Давай, давай, хорошо проведем время и повеселимся». Я очень рад этой возможности, это точно ».
Время соревнований: с 6:45 до 14:45. CT, с ежедневным взвешиванием на 15:00. на Рыбацкой пристани.Поклонники могут следить за репортажем Bassmaster Redfish LIVE все три дня турнира, поскольку камеры фиксируют все происходящее. Bassmaster.com будет вести прямую трансляцию с 7 утра по центральному времени 12 ноября. FS1 будет вести прямую трансляцию 13 ноября с 7-10 утра и 14 ноября с 7-11 утра, а трансляция будет доступна на Bassmaster.