Микросварка своими руками – делаем портативный аппарат
Микросварка, собранная своими руками из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нужно расчетливому мастеру.
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Делаем мини аппарат точечной сварки
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер.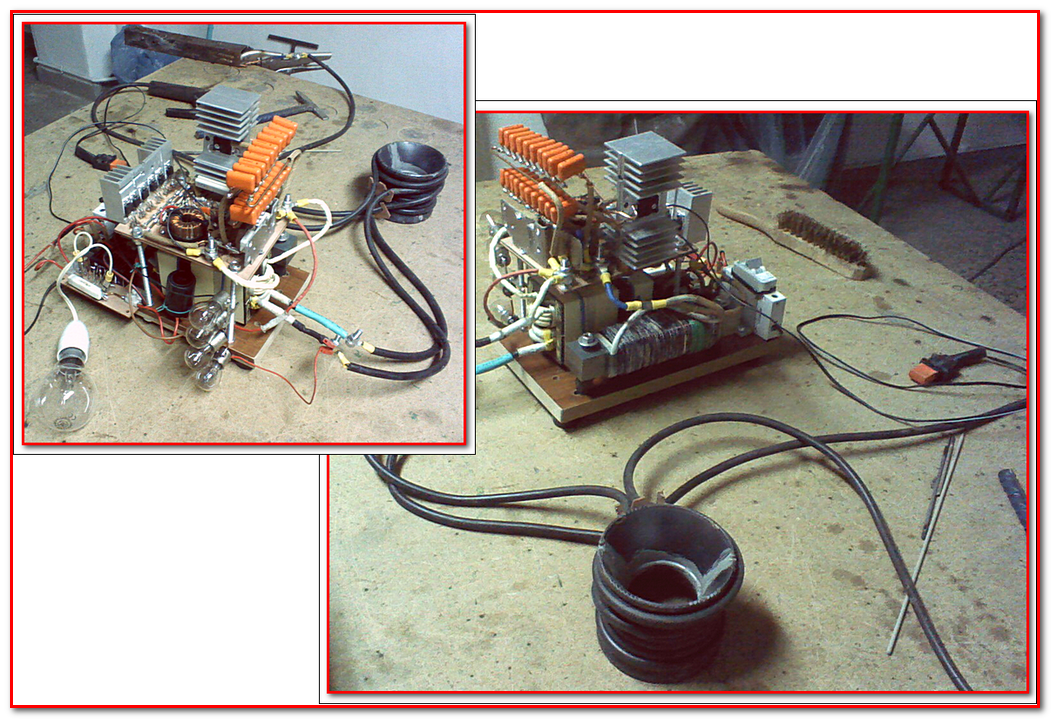 Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора
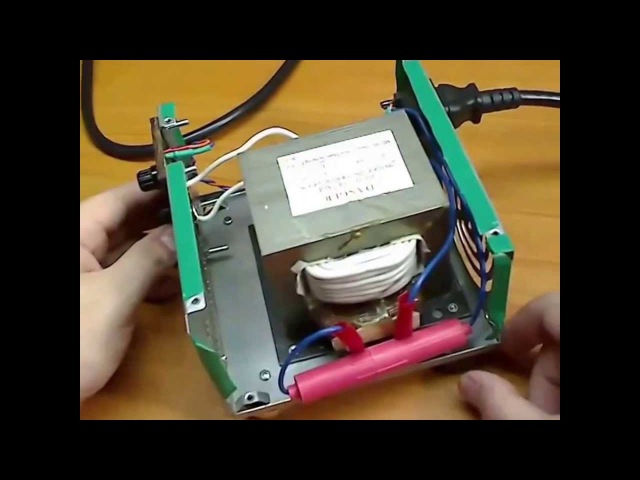
Трансформатор микроволновки
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.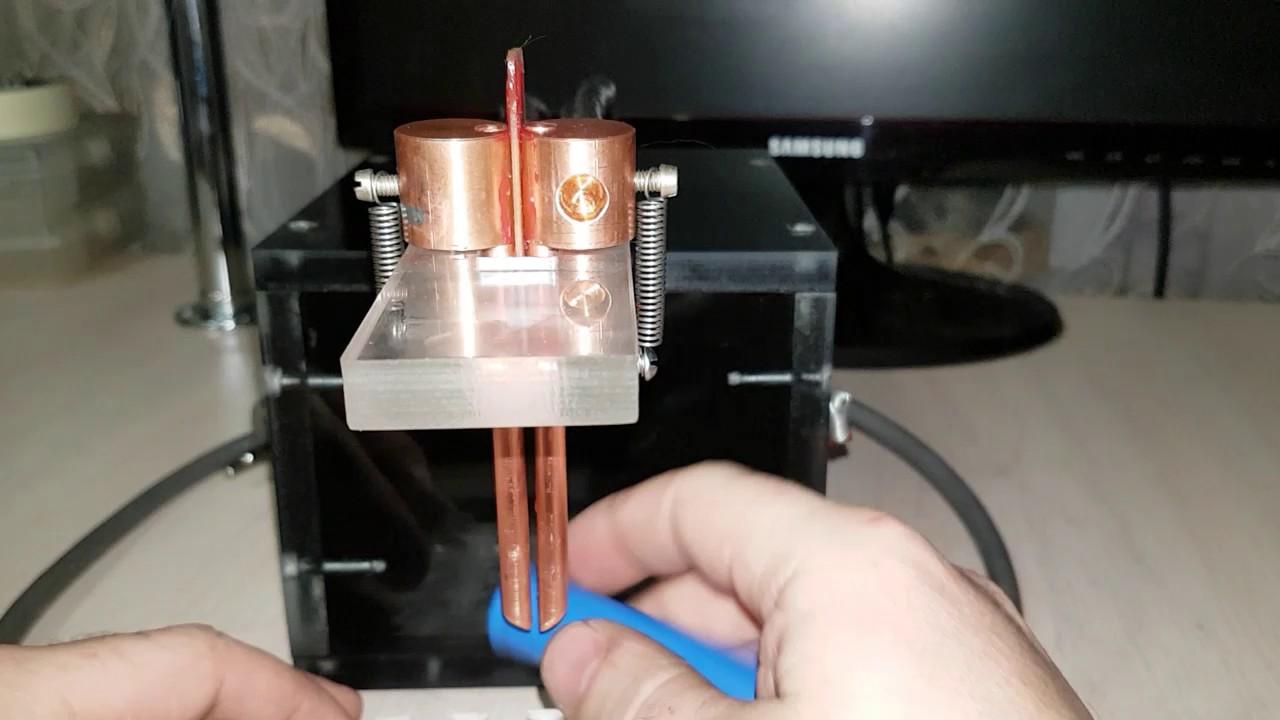
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Корпус из дерева
Теперь делаем корпус.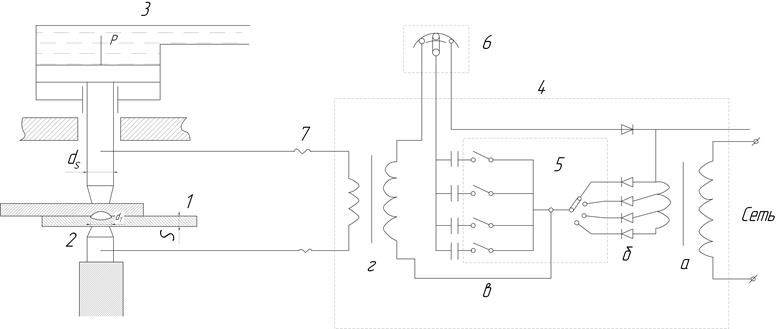 Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.
Сварочные электроды
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
Мини сварочный аппарат 12 В
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.
Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.

Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.
- Обмотка коллектора – 20 витков провода 1 мм.

- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Все обмотки мотаются в одну сторону. Сначала коллекторная обмотка, по верх неё обмотка базы. Затем следует трехслойная изоляция из белой изоленты. Далее наматываем высоковольтную обмотку, 1 слой 125 витков потом изоляция, затем повторяем. Итого должно получиться 4 слоя, что равно 500 виткам. Сверху так же изолируем белой изолентой в несколько слоев.
Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно.
 При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.
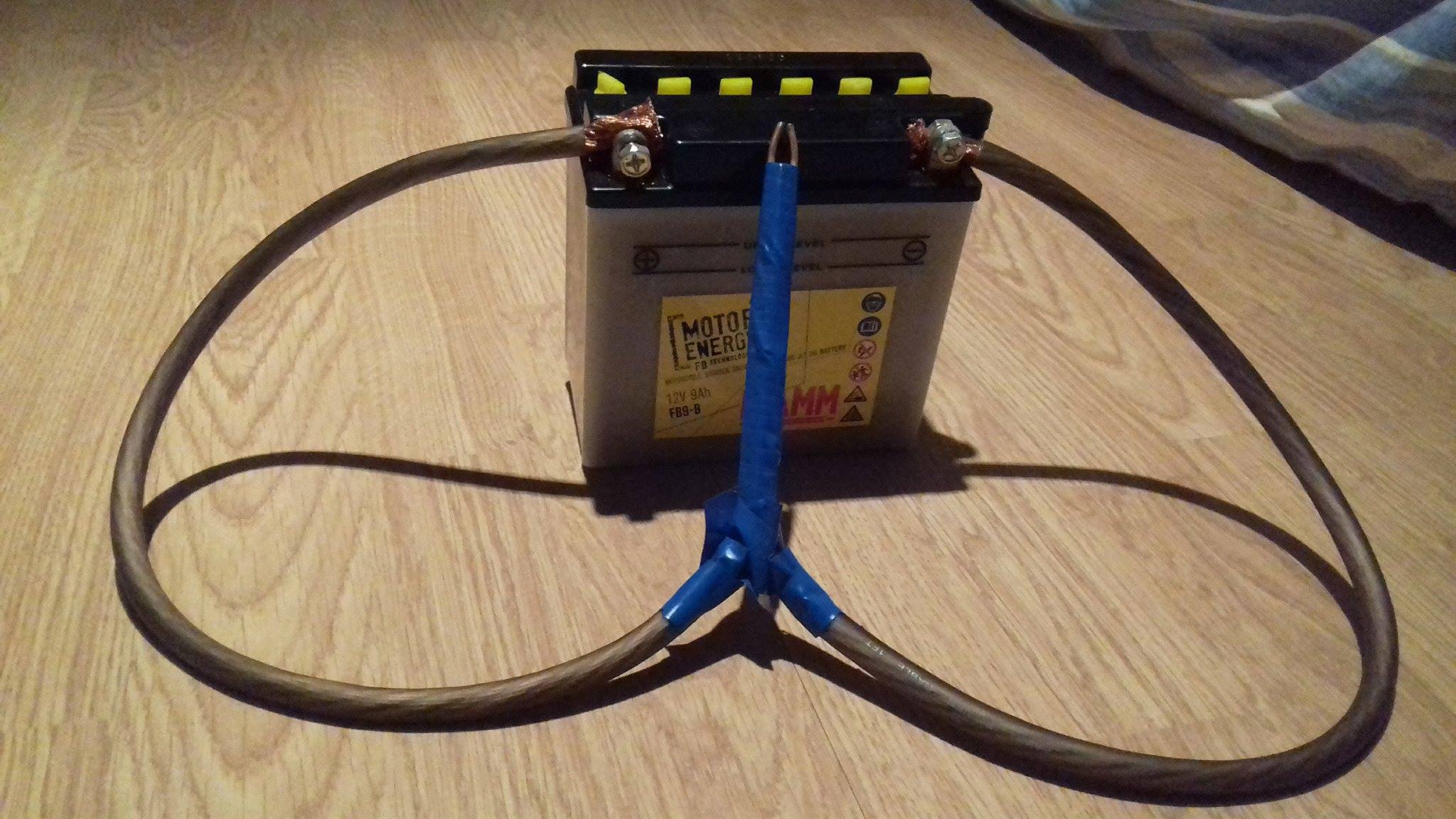
Сплавляем медные провода, толщиной до 1 мм.
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
 youtube.com/embed/AWyThxbkWxg?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/AWyThxbkWxg?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp. ru/transformator-svoimi-rukami.html.
ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А.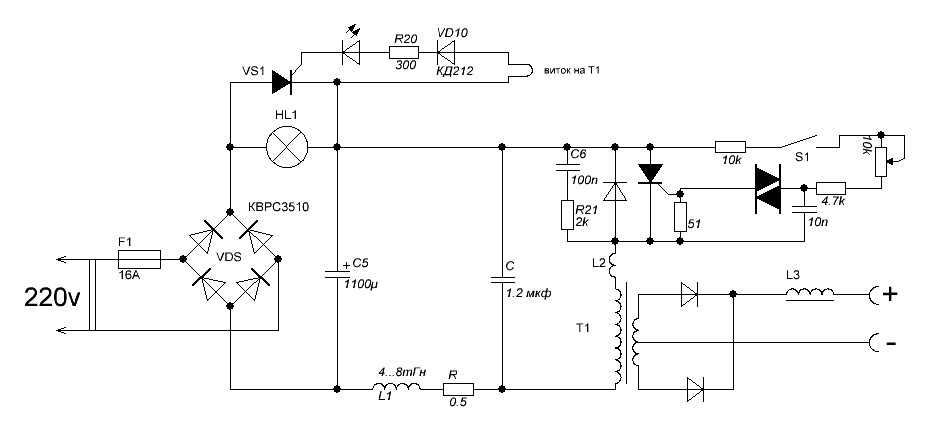 При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатораКак видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимыТолщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.

При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блокаВ работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.

Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
 youtube.com/embed/Cej47CHTNKo?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/Cej47CHTNKo?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Делаем вместе сварочный аппарат своими руками
Принцип работы сварочного аппарата заключается в создании неразъёмного соединения двух и более деталей. Такое соединения образуется благодаря межатомному слитию материала свариваемых частей. Сварочный аппарат воздействует на металл электрическим током, который разогревает его до необходимой температуры. Сварка может быть вызвана местным воздействием, или точечным, общим нагревом деталей, пластической деформацией либо комбинированием представленных эффектов.
Самодельный сварочник
Сварочный аппарат одновременно технически сложное и очень просто устройство.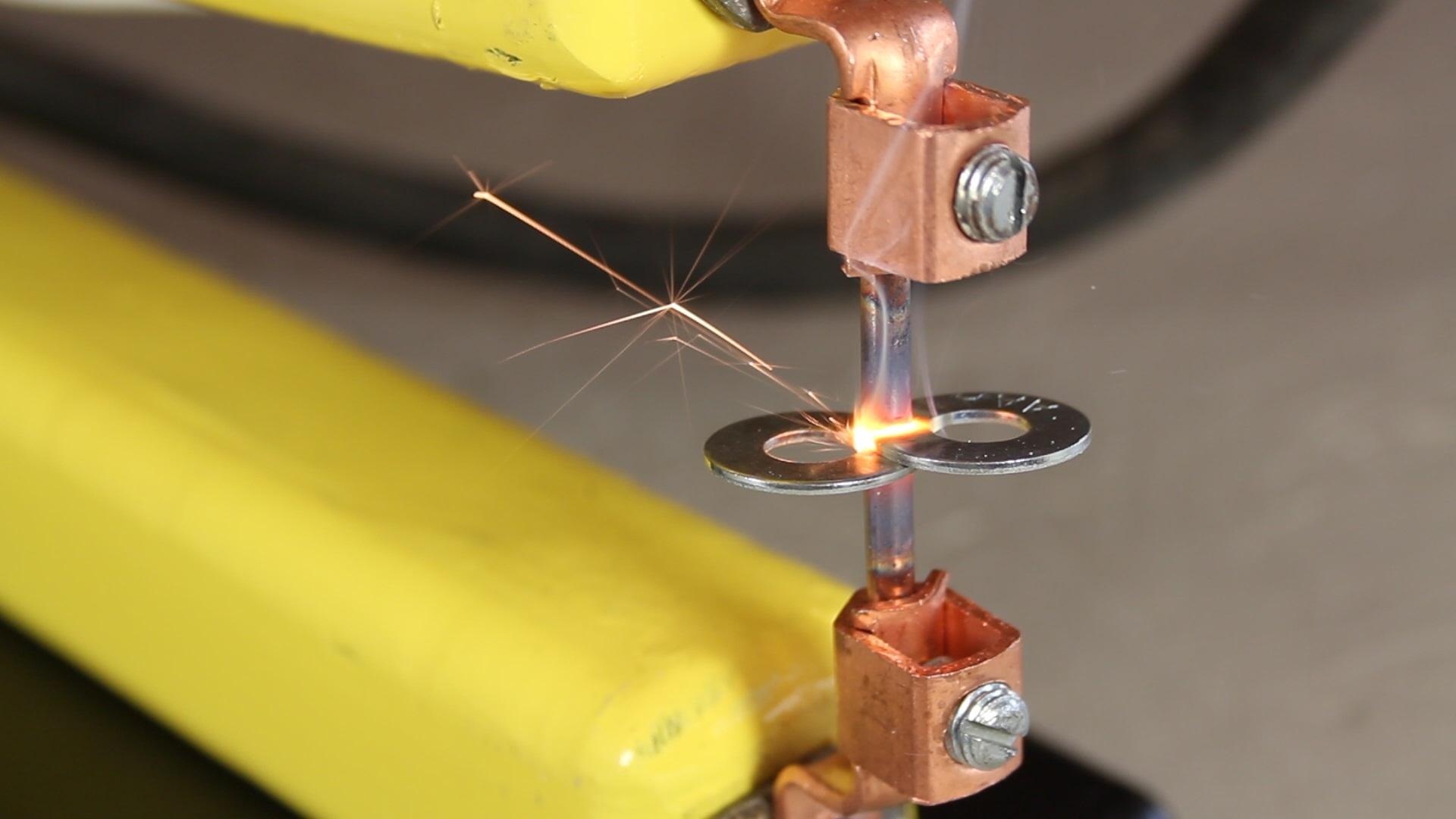 Для его создания необязательно иметь инженерного, и вообще, какого-либо технического образования. Нужно только желание и немного теории, ну и конечно, готовность потрудится и потратить немного денег.
Для его создания необязательно иметь инженерного, и вообще, какого-либо технического образования. Нужно только желание и немного теории, ну и конечно, готовность потрудится и потратить немного денег.
Затраты при создании самодельной сварки будут значительно меньше чем купить готовую в магазине, но и конечно, качество и эстетический вид в большинстве случаев у магазинных товаров будет несколько выше.
В сегодняшней статье мы расскажем вам о том как сделать мини сварочный аппарат своими руками, напишем список необходимых материалов и инструментов, которые вам необходимо будет собрать. Распишем этапы сборки и дадим некоторые советы, которые помогут вам в этой деле. Прочитав статью, вы сможете сделать простую самодельную сварку в домашних условиях, сэкономив неплохие деньги.
Необходимый материал и инструменты
Первое что необходимо сделать, чтобы процесс сборки шёл максимально эффективно и быстро, собрать все составляющие механизма и инструменты, которые потребуются для сборки. Чтобы облегчить вам задачу, и не дать вам насобирать или купить лишних деталей, мы составили список необходимых компонентов. Итак, приступаем к сбору нужных нам деталей и инструментов:
- Для сборки трансформатора, нам будут необходимы листы сердечника, О- , Ш- или П- образной формы. Если такие отсутствуют в наличии, их можно купить в любом магазине электротоваров.
- Провод из меди или алюминия. Мы советуем использовать именно медный, так как он способен проводить более высокое напряжение и выдерживать температуры выше, чем алюминиевый.
- Статор от двигателя, асинхронный.
- Изоляция для обмоток например лако- или стеклоткань.
- Электроды для сварочных работ.
- Детали для радиотехники.
- Самый простенький паяльник.
- Мелкие инструменты: зубило, напильники, пинцет с лупой.
- Припой для паяльника.
Подготовив все необходимые детали, можно начинать собирать сварочный аппарат своими руками.
Разберём необходимую нам схему
Самая простая мини схема сварочного аппарата заключается в том, что входящий ток попадает на сварочный трансформатор. Далее, с помощью стабилизирующих и выпрямляющих составляющих элементов конструкции сварочный ток стаёт контролируемым и пригодным для работы.
Схема блока трансформатора
Конечно, устройство может состоять только из трансформатора, но тогда дуга будет мене стабильная и работоспособная, хотя в умелых руках будет работать довольно хорошо и выполнять поставленные задачи.
Различные схемы сварочников
Источник питания дуги, имеет следующую последовательность прохождения тока:
- Напряжение попадает на сварочный трансформатор.
- Потом попадает на дроссель, катушку сопротивления.
- В катушке тока поддаётся активному сопротивлению, после чего попадает на диодный мост.
- Затем проходит через регулятор тока, с помощью которого устанавливается необходимая сила дуговой сварки.
- Начинается сварочный процесс при соприкосновении электрода с деталью.
Этапы сборочного процесса мини сварки
Собрав все необходимые элементы и ознакомившись с нашей схемой, можно приступать к поэтапной сборке устройства. Работать несложная, но очень кропотливая и однообразная. Приготовьтесь провести много часов за однообразным сидением и выполнением одних и тех же движений руками.
Самой большой популярности приобрели трансформаторы круглой формы, но их самостоятельная сборка несколько сложней, поэтому мы будем использовать в нашей схеме П- образный сердечник. Такая форма трансформатора лидирует среди самодельных образцов, благодаря своей простоте.
Приступим к описанию этапов сборки:
- Первое что нам необходимо сделать, это основание для обмоток. Можно использовать пластиковые платины, деревянные, в общем, всё что является диэлектриком. Очень хорошо подойдут пластины из текстолита. Разобравшись с материалом, приступаем к созданию формы. Она будет состоять из двух крышек, верхней и нижней и центральных перегородок. В каждой крышке проделываются отверстия, диаметр подбирать исходя из размеров пластин, которые будут устанавливаться вовнутрь.
- Необходимо сделать изоляцию каждой детали термостойкой изолентой, в 1-2 слоя. Затем собираем и начинаем укладывать обмотку. Используемый медный провод, лучше брать сразу в стеклянной изоляции, способной выдерживать повышенные температуры. Таким образом, вы обезопасите себя от перегрева устройства, но это обойдётся немного дороже, чем использование обычной обмотки. Каждый слой обмотки необходимо тщательно без пропусков заизолировать, а уже потом приступать к следующему шару. Исходя из того, какая мощность вам необходима, делаете отводы на нужных уровнях обмотки. Закончив последний шар, изолируем его в 2-3 слоя, для большей безопасности.
- Следующим этапом будет сборка магнитопровода для сварочного трансформатора. Используем материал, специально предназначенный для такого вида устройств. Он имеет, необходимы индукционные свойства, которые подобраны специально для сварочных аппаратов. Собрав все платины в цельную конструкцию необходимо проверить каждую обмотку с помощью тестера, на наличие ошибок и прочего.
- Собираем диодный мост и подсоединяем к нашему устройству. Диоды брать с серии В200 либо КВРС5010. Каждый такой диод может выдерживать 50А и эта цифра суммируется. Поэтому для самодельного аппарата мощностью 220А, необходимо установить 5 таких диодов.
- Для диодов необходим радиатор, для отвода температуры. Соединять диоды вместе с дросселем.
- Для улучшения системы охлаждения, в корпусе можно установить кулер, которые будет вытягивать горячий воздух из корпуса.
Инверторный аппарат делается по тому же типу, только вместо трансформатора, необходимо установить высокочастотный сварочный трансформатор. Подача тока будет происходить не напрямую в трансформатор, а через модуль преобразования, которые будет переделывать переменный ток в постоянный с увеличением его частоты.
Также следует добавить автоматические выключатели, которые защитят устройство от чрезмерных скачков напряжения. Такое устройство будет иметь значительно меньший размер и вес, благодаря облегчённой структуре используемого трансформатора.
Стоит ли устройство вашего времени и денег
С точки зрения работоспособности, то самодельная сварка будет ничуть не хуже чем магазинная. Единственное что у вас скорей всего не получится установить, так это дополнительные системы типаантизалипание или быстрый старт. Но при должном умении и их можно добавить. Во всём остальном они смогут выполнить абсолютно аналогичные функции.
Цена на самодельное устройство может быть абсолютно разной, всё зависит от того, покупаете ли вы все детали или собираете из того что есть в вашем гараже. В случае покупки всех составляющих, цена будет примерно раз в 8-10 меньше чем у магазинных моделей. При этом вам необходимо будет потратить 1-2 дня на сборку всей конструкции.
Подведём итог
Сделать самодельный сварочный аппарат в домашних условиях довольно легко, достаточно ознакомиться с теорией и иметь в запасе несколько свободных дней. Процесс довольно муторный и однообразный, большая часть работы, это цикличные движения руками. Но затраченное время стоит того, ведь вы экономите значительную сумму, при этом получаете устройство ничуть не хуже чем в магазине.
покупка и изготовление своими руками
Сварочное оборудование одно из самых используемых в современном промышленном производстве и в домашних условиях среди тех, кто любит и умеет работать руками. Современные аппараты стали довольно компактными. В первую очередь речь идет об инверторных устройствах.
Из-за преобразования переменного тока на высокой частоте трансформатор требуется очень маленький. Благодаря инверторам сварка своими руками стала более доступной, а сами аппараты приобрели мини размеры. Можно также встретить полезные мини аппараты для точечной сварки.
Область применения
В быту компактные сварочные аппараты особенно востребованы. Для домашних условий обычно не требуется длительная работа прибора, иногда достаточно одного электрода, чтобы что-то приварить.
Кроме того, мини сварка прекрасно подходит для работ на высоте, ведь сварочный мини аппарат можно быстро и легко поднять вверх. Здесь полуавтомат не нужен, достаточно ручной дуговой сварки.
Для мелких работ производят легкие инверторные устройства. Они весят в пределах 2,5-6 кг, имеют сварочный ток до 200 А, габариты в пределах 20х20х30 см. Для облегчения переноски и работы в неудобных местах у аппаратов предусмотрены ремни.
Помимо дуговых, существуют и газовые мини сварочные аппараты. Они могут поместиться в чемодан. Комплект обычно включает небольшие по объему кислородные болоны, горелку и шланги.
Преимущества и недостатки
Маленький сварочный аппарат в первую очередь удобен при транспортировке и хранении. Малые габариты и вес, наличие ремня позволяют производить сварочные работы в труднодоступных местах. С ним можно работать практически везде, единственное требование – наличие сети 220 В.
В аппаратах предусмотрена регулировка сварочного тока. Специальные стабилизаторы обеспечивают стабильное горение электрической дуги, что позволяет получать качественный сварной шов.
Для начинающих сварщиков это очень удобные устройства. В сравнении с профессиональным сварочным оборудованием мини аппараты имеет невысокую стоимость.
Недостатки тесно связаны с достоинствами. Малые габариты и вес не позволяют создавать аппараты большой мощности. Как следствие, невозможность работать с электродами больших диаметров.
Невозможно варить толстостенные заготовки, поскольку для этого не хватает силы сварочного тока. На предельных режимах работы возникают проблемы из-за перегрева оборудования. Малые размеры сильно ограничивают функциональные возможности мини сварочного аппарата.
Детали и принцип работы
Мини инверторный сварочный аппарат делают с применением таких деталей:
- мостовой выпрямитель входного сетевого напряжения на мощных диодах;
- реле мягкого пуска;
- датчик сварочного тока;
- генератор высокой частоты;
- трансформатор;
- стабилизатор интегральный;
- фильтр низких частот;
- радиаторы на диоды и транзисторы;
- система охлаждения.
Работа происходит по следующей схеме. Переменный ток 220 В поступает на диодный выпрямитель и становится постоянным. Затем с помощью генератора превращается в ток высокой частоты. Получившийся переменный ток попадает в первичную обмотку трансформатора.
Так как трансформатор понижающий, то на выходе получается низкое напряжение, но достаточное для зажигания дуги. Ток высокой частоты вновь преобразуется на выпрямителе в постоянный ток.
С его помощью и варят металлические изделия. Благодаря наличию интегрального стабилизатора независимо от качества сетевого напряжения на выходе получается требуемое стабильное значение напряжения.
Характеристики некоторых моделей
Понятие мини со временем трансформируется. Совсем недавно все инверторные аппараты можно было отнести к категории мини по сравнению с трансформаторными традиционными сварочными аппаратами.
Теперь инверторные сварочные аппараты стали своего рода стандартом, и только более миниатюрные приборы называют мини аппаратами.
К категории мини относится инверторный аппарат «Спец мини 210». Он весит всего 2,5 кг и отличается компактными габаритами 190х200х290 мм. Максимальный сварочный ток составляет 210 А, потребляемая мощность 6 кВт, напряжение 220 В.
Старшая модель «Спец мини 250» имеет сварочный ток 250 А, мощность потребления 8 кВт, питается от бытовой сети 220 В, а вес составляет 4,2 кг.
Устройство «Радуга 180 мини» имеет сварочный ток 180 А, мощность 5 кВт и массу 6 кг. Все сварочные аппараты могут варить электродами от 1,6 до 4 мм. Одними из лучших в этом классе являются сварочные аппараты финского производителя «Кемппи», например, модель Kemppi Minarc 150VRD.
Этот аппарат способен работать в режиме ручной и аргонодуговой сварки. Он автоматически корректирует параметры дуги, а электроды может использовать любые, особых требований нет.
Устройство может работать в условиях повышенной влажности и пыли, при отрицательных и положительных температурах. Имеет малые габариты и вес около 4 кг.
Сложно сказать, какая модель сварочного аппарата является самой маленькой в мире, поскольку уже многие компании производят такие устройства. Причем ценовая палитра довольно широка. Наиболее доступными считаются китайские модели.
При соблюдении инструкции по эксплуатации мини оборудование прослужит долго. Главное, не превышать предельное время сварки, использовать только рекомендуемые марки и диаметры электродов, постоянно контролировать систему охлаждения.
Изготовление своими руками
Зачастую в домашнем хозяйстве скапливается много старых приборов типа телевизоров, микроволновок и прочего электрического добра. При желании их детали можно использовать для изготовления полезных устройств для сварки.
Точечная сварка
Самый простой вариант – применить точечную сварку. Иногда требуется соединить мелкие, тонкие металлические предметы. Здесь точечная сварка незаменима.
Она необходима для приваривания никелевой пластины к литиевому аккумулятору ноутбука при ремонте. Основные компоненты, которые требуются для изготовления точечной сварки:
- трансформатор малой мощности;
- диодный мост;
- батарея конденсаторов;
- автомат на 20А;
- мощное токовое реле;
- два медных прутка (жала от паяльников).
Чтобы сделать мини сварочный аппарат, из трансформатора нужно удалить вторичную обмотку. Вместо нее наматывают три витка сварочного провода.
Вторичную обмотку подсоединяют к диодному выпрямителю. Его выход подключается к батарее параллельно соединенных конденсаторов. Выходы конденсаторов через реле подключают к медным электродам.
Сварка осуществляется в два этапа. На первом этапе происходит зарядка батареи конденсаторов. На втором, при совмещении свариваемых деталей, прижатию к ним медных электродов и переключении реле, происходит разряд накопленной энергии.
Во время разряда протекает большой ток, расплавляющий металл в точке прижатия электродов. В результате после остывания детали надежно свариваются.
Миниатюрный инвертор
Прежде чем собирать малогабаритный инвертор, необходимо определиться с предельными параметрами работы устройства. Если аппарат должен варить с электродами до 4 мм, то величина сварочного тока должна быть 200 А.
Ток должен регулироваться в большом диапазоне. Аппарат должен работать от бытовой электрической сети 220 В. После этого можно подобрать простую схему прибора наиболее близко подходящего по параметрам.
Большую часть компонентов для мини аппарата можно взять из старых электрических приборов, но некоторые элементы придется приобретать в магазине.
Состав инвертора уже описывался, он практически одинаков для всех видов, различия в комплектующих и дополнительных функциях.
Для начала потребуется ферритовый сердечник Ш8х8. Первичная обмотка наматывается проводом ПЭВ 0,3. Количество витков 100. Вторичную обмотку мотают медным проводом сечением 1 мм2. Здесь витков всего 14-15.
Третья обмотка наматывается проводом ПЭВ 0,2 в количестве 15 витков. Четвертая и пятая обмотки мотаются проводом сечением 0,35 мм2 по 20 витков. В качестве системы охлаждения можно установить компьютерный вентилятор от старого блока питания.
Все элементы собирают на одной плате, транзисторные ключи устанавливают на радиаторы. Если имеется старый корпус от электроприбора, можно использовать и его.
На лицевую панель выводят световую индикацию в виде светодиода, разъемы для сварочного кабеля и ручку регулятора сварочного тока. Выключатель и предохранитель обычно устанавливается на задней стенке прибора.
Все типовые схемы проверены, так что при правильной сборке аппарат должен заработать сразу.
Как самостоятельно собрать импульсный сварочный аппарат
Функциональный и надёжный сварочный аппарат своими руками собрать не слишком сложно. Понадобятся элементарные навыки обращения с паяльником, умение читать электрические схемы. Впрочем, с помощью подробной инструкции даже новичок в состоянии сделать все необходимые действия правильно.
Компактный сварочный аппарат, созданный своими руками
Преимущества и особенности
С помощью сварки можно быстро создавать надёжные соединения металлических деталей, поэтому такая технология часто используется на практике.
Используя соответствующее оборудование, ремонтируют автомобили и садовую технику, восстанавливают целостность повреждённых конструкций и возводят новые сооружения. Наличие дома сварочного аппарата позволит не обращаться к дорогим услугам профессионалов. Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.
Сварочный аппарат фабричного производства
Если сделать сварочный аппарат дома самому, получится не только сэкономить. Личный подбор комплектующих, контроль выполнения рабочих операций, тщательная проверка – всё это обеспечит безупречное качество, ничем не уступающее фабричным аналогам. При возникновении неисправностей будет нетрудно восстановить функциональное состояние сварочного аппарата, без обращения в ремонтную мастерскую. Остаётся только правильно выбрать схему.
По многим параметрам предпочтительнее импульсный сварочный аппарат. Он вполне соответствует категории «мини», из-за компактных размеров.
Если собрать лёгкий и прочный корпус, оснастить его ремнём, то можно будет удерживать сварочный аппарат на плече в процессе сварки. Наиболее совершенные модели в состоянии дать ток 160-180 А, при маленьком весе. Аналогичный сварочный аппарат, собранный по «классической» схеме в несколько раз больше. Он весит от 12 кг и более.
Необходимый результат получают с помощью следующих преобразований:
- Ток из стандартной сети (220 V, 50-60 Гц) выпрямляется.
- Чтобы устранить паразитные пульсации используют фильтр.
- Далее с помощью транзисторов, выполняющих функции коммутаторов, ток преобразуется в переменный.
- Следующий этап, снижение напряжения, позволяет получить на выходе сварочного аппарата сильный ток, достаточный для сварочных процедур.
Чтобы упростить задачу, из состава оборудования исключают специальный механизм, который в автоматическом режиме обеспечивает подачу проволоки.
Следующая принципиальная схема сварочного аппарата нужна для создания в домашних условиях блока питания.
Схема блока питания, применяемая в домашних условиях
Чтобы трансформатор получился компактный и достаточно мощный, его наматывают на Ш-образном ферритовом сердечнике стандартным проводом ПЭВ.
Данные, которые обеспечат стабильность параметров сварочного аппарата
| Обмотка | Количество витков | Диаметр проводника, мм |
|---|---|---|
| Первичная | 100 | 0,3 |
| Вторичная №2 | 15 | 1 |
| Вторичная №3 | 15 | 0,2 |
| Вторичная №4 | 20 | 0,35 |
| Вторичная №5 | 20 | 0,35 |
Блок питания собран из стандартных деталей с применением типовых схемотехнических решений. Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
На рисунке ниже приведена принципиальная схема основного блока.
Импульсный сварочный аппарат – принципиальная схема
Особенности, которые нужно учитывать в процессе сборки основного блока сварочного аппарата дома:
- Если использовать стандартные данные, то выходная частота сварочного аппарата получится около 41-42 кГц. Чтобы повысить её на 8-10 кГц, можно сделать иное количество витков во вторичной обмотке трансформатора.
- Для намотки трансформатора сварочного аппарата используют широкие (40 мм) полоски из меди толщиной 0,3 мм. Их изолируют специальной промасленной бумагой. Такое решение применено с целью блокировки поверхностных токов. При высокой частоте они смещаются из центра проводника, что не позволяет использовать его оптимальным образом.
Дополнительной проблемой является одновременный сильный нагрев сварочного аппарата. Приходится существенно увеличивать слой изоляции, чтобы предотвратить пробой.
- Вторичная обмотка создаётся из медных полос, которые разделяют предварительно слоем плёнки, изготовленной из фторопласта. Этот материал устойчив к нагреву и обладает отличными изоляционными характеристиками.
- Несколько проще сделать вторичную обмотку трансформатора сварочного аппарата из многожильных проводов с диаметром жил от 0,4 до 0,6 мм. Такой вариант хуже. Между проводниками останутся промежутки воздуха, то есть участки с низким коэффициентом теплопередачи. Итоговая площадь обмотки (в сечении) получится гораздо больше.
Параметры изделий сварочного аппарата, которые необходимо собрать
| Изделие | Сердечник | Обмотки |
|---|---|---|
| Основной трансформатор | Ш20 х 28, феррит, 2000 нм | 12 и 4 витка, общая площадь сечений 10 и 30 мм. кв. соответственно |
| Дроссель (L2 на принципиальной схеме) | Ш20 х 28, феррит, 2000 нм | Пять витков, площадь сечения – 24 мм. кв. |
| Трансформатор токовый | Кольца ферритовые (2 шт.) 30 х 18 х 7 | Первичная – провод, проведённый через кольцо. Вторичная обмотка из провода 0,5 мм в диаметре, 86 витков. |
Мини-аппарат
При свободном расположении элементов на платах сварочного аппарата теплоотвод будет достаточным для нормального функционирования большинства деталей.
Хорошие условия для длительного сохранения работоспособности будут получены только при выполнении следующих условий:
- Для сборки силового моста используют два радиатора.
- Диоды сварочного аппарата HFA (25 и 30) можно изолировать типовыми прокладками из слюды.
- IRG4PC50W нагреваются сильнее, поэтому их крепят специальным составом ТС-10 или аналогом. Выполнять эту операцию будет удобнее, если приобрести термопасту в специальном шприце. Это приспособление пригодится для точного дозирования.
- В некоторых ситуациях импульсы тока способны создать резонансные колебания. Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.
- При покупке конденсаторов С15 (16) сварочного аппарата следует тщательно выбрать качественные изделия, созданные ответственными производителями. Затраты не будут чрезмерные. Но такая предусмотрительность снизит вероятность появления паразитных резонансных помех. Эти же конденсаторы, функционирующие полноценно, улучшат показатели производительности транзисторных ключей.
- Чтобы охлаждение сварочного аппарата было эффективным, помимо достаточного количества отверстий в корпусе, пригодится монтаж 2-3 вентиляторов.
Вентилятор, который применяется для охлаждения блока питания компьютера
Настройка и проверка мини-аппарата
Точное соблюдение инструкций поможет без ошибок собрать и настроить импульсный сварочный аппарат («мини») в домашних условиях:
- Начинают с подачи питающего напряжения на широтно-импульсный модулятор.
- Проверяют срабатывание реле сварочного аппарата К1 при полном заряде конденсаторного блока С9- С12. Эта цепь замыкает резистор R11, что снижает амплитуду скачка тока, когда аппарат включается. В нормальном состоянии реле срабатывает в интервале от 1 до 11 с., когда на ШИМ подано 15 V.
- На выходе этой платы проверяют наличие импульсов прямоугольной формы. Здесь понадобится осциллограф. Его можно взять в аренду, если нет планов последующего применения измерительной аппаратуры.
Как выглядит двухканальный осциллограф
- Далее надо посмотреть, какое напряжение на затворах транзисторов сварочного аппарата. Нормальный уровень будет в интервале от 15,9 до 16,1 V. Ниже – возможно. Превышение – недопустимо.
- В режиме холостого хода проверяется работа выпрямительного моста. Нужно, чтобы ток потребления не был больше 95 мА. Для этой операции используют напряжение 14-16 V.
- Чтобы убедиться в том, что фазы импульсов в обмотках соответствуют норме, также понадобится осциллограф. Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать.
- Далее проверяют форму сигналов на выходе ключевых транзисторов сварочного аппарата. Максимальная амплитуда не должна превышать 325-335 V. Осциллограф подключается к эмиттеру и коллектору. На диодный мост подают питание через нагрузку. Её имитируют стандартной лампой накаливания мощностью 200 Вт. Частоту широтно-импульсного модулятора предварительно настраивают на 54 кГц. Это можно сделать с помощью осциллографа.
- Предыдущий пункт – предварительная настройка сварочного аппарата. После получения нужных параметров снижают медленно частоту модулятора до момента, пока на нижней половине импульса не образуется изгиб. Это свидетельство того, что трансформатор перенасыщен. На этом уровне фиксируют частоту. Её делят на два, полученное значение складывают с первичным параметром. Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
- В этом режиме замеряют ток потребления диодного моста сварочного аппарата. Он должен быть в пределах диапазона 140-160 мА. При пробое обмоток ток через нагрузку увеличится, контрольная лампа накаливания будет ярко светить.
- На выходе аппарата создают индуктивную нагрузку. Для этого подсоединяют проводник длиной 2-2,5 м.
- Увеличивают проверочную нагрузку сварочного аппарата с помощью потребителя большой мощности. Подойдёт обычный бытовой электрический чайник с нагревательным элементом более 2 кВт. При замкнутом выходе аппарата проверят напряжение на нижнем ключе диодного моста. Оно должно быть менее 360 V (амплитуда сигнала проверяется с помощью осциллографа).
- В этом же режиме прислушиваются. Если зафиксирован шум, проверяют правильность фазировки датчика тока сварочного аппарата (кольцо на ферритовых сердечниках).
- Источниками помех могут быть: дроссель L2, силовые провода, основной трансформатор. Их компенсировать можно изменением расстояний, или установкой специальных экранов. Чувствительные элементы, воспринимающие электромагнитные колебания, это модулятор и оптроны.
- Далее увеличивают ток, изменяя сопротивление резистором R Контролируют расширение импульса на нижнем транзисторном ключе сварочного аппарата. Когда достигнуто максимальное значение, амплитуда не должна превышать 540 V.
- Предыдущую процедуру повторяют, отключив нагрузку. В том и другом случае контролируется отсутствие шумов.
После завершения перечисленных выше действий приступают к практическим испытаниям сварочного аппарата. Время рабочих операций увеличивают постепенно. Проверяют температуру радиаторов и силового трансформатора.
Видео
Сделать дома сварочный аппарат можно. Для этого необходимо точно воспроизвести технологии, описанные в статье. Нужно внимательно относиться ко всем этапам процесса, тщательно выполнять настройку. Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Оцените статью:Сварочный аппарат своими руками – 90 фото как сделать надежное устройство
В строительных, монтажных и ремонтных работах применяется сварочный аппарат. Обычно конструкция приобретается в готовом виде, но можно сделать её и самому. В этом случае происходит значительная экономия денежных средств. Более того, этот процесс способен увлечь тех, кто любит заниматься изготовлением чего-то нового.
Краткое содержимое статьи:
Соединения, электроды и обмотки
Для того чтобы собрать сварочный аппарат своими руками, необходимо определиться со схемой, на основе которой и будет проведена работа. Еще до начала основных работ стоит продумать, как будет питаться агрегат. Если напряжение большее, то использование аппарата может навредить здоровью человека.
Обычно для питания оборудования используют однофазную сеть в 220 В. В этом случае необходимо использование добавочной обмотки (специального балласта), с помощью которой осуществляется регулирование периодически изменяющегося электрического тока в период сварки.
До сборки сварочного инвертора своими руками необходимо приобретение:
- Трансформаторного магнитопровода.
- Выносных конденсаторных приспособлений.
- Переключателя режимов сварки.
- Нескольких видов обмоток (первичных, вторичных, добавочных).
- Регуляторных приспособлений, которые помогают установить оптимальный сварочный режим.
- Специальных датчиков тепла.
- Приспособления, которое звуками оповещает об оптимальном режиме работы.
Зачем использовать бетон
До того, как сделать инверторный сварочный аппарат своими руками, необходимо изготовить корпус. Он изготавливается из специально приготовленного бетона, отличающегося большой степенью пластичности. Этот материал способен быстро застыть и стать нужной формы.
Из мелкозернистого песка и цемента в определённых пропорциях изготовляется корпус. Следует взять 75 процентов песка, 20 процентов цемента. Помимо этих компонентов, необходимо добавить равное количество клея ПВА и стекловаты. Иногда клей заменяют водорастворимым латексным материалом.
Начинающие мастера считают, что агрегат своими руками достаточно легко собрать, в сравнении с созданием его корпуса. При последовательной работе конструкция собирается довольно быстро.
Корпус должен быть толщиной от 1 см. Проводят очистку сварочного аппарата с последующей его просушкой, после чего начинают изготавливать корпус. Дождавшись застывания бетона, проводят наружную обработку агрегата с помощью органического мономера.
Чтобы справиться с этой задачей, специалисты рекомендуют воспользоваться стиролом или метилметакрилатом. Они помогают выполнить термическую обработку поверхности устройства. В этой ситуации следует применить температуру выше 70 градусов по шкале Цельсия.
В результате мономерной полимеризации на поверхности корпуса агрегата образуется водонепроницаемый слой. Именно он защищает поверхность конструкция от влияния окружающей среды.
Простая конструкция
Для компоновки сварочного аппарата можно использовать неисправную бытовую технику. К примеру, можно воспользоваться вышедшей из строя микроволновой печью. Вместе с ней следует взять электропроводку, хомутики, деревянные детали и наконечники.
Взяв все эти компоненты можно за короткий срок даже при минимальных познаниях в области техники изготовить конструкцию аппарата для проведения точечных сварочных работ.
Детали внутри агрегата закрепляются саморезами, шайбами или скобами соответствующих размеров. Оптимально использование исправного трансформатора сломавшейся микроволновой печи, из которого своими руками изготавливается оборудование.
Процесс сборки
Начинают работу с удаления вторичной обмотки с трансформатора. Эта операция требует аккуратности. Она проводится угловым шлифовальным станком.
Далее проводят удаление с поверхности вторичной обмотки пластинчатого сердечника. После проведения операции на трансформаторе можно обнаружить отрезанные с двух сторон части. С их помощью работа будет более качественной. В идеале необходимо проследить, чтобы изолирующий слой на сердечнике был без каких-то дефектов.
Потом проводится крепление магнитного шунта. При его нормальном функционировании осуществляется работа сварочного аппарата, сделанного своими руками. Затем перематывают трансформатор, применяя толстый провод из медного материала. При повреждении сердечника необходим его ремонт. Если дефект минимальный, то участок изолируют.
На следующем этапе необходимо на деревянный брусок посадить трансформатор, закрепив верх и низ рабочей станции скобами. Если электроды прикреплены качественно, то лучше будет работать агрегат. При наличии дефектов в контактах сварить элементы будет сложно.
Фиксация электродов на верхней и нижней части бруска проводится саморезами. Потом к ним подсоединяют обмоточные провода. Необходимо правильно закрепить медные клеммы, воспользовавшись плоскогубцами, что обычно очень сложно для начинающих мастеров. Конструкция готова. Затем необходимо проверить, можно ли с помощью агрегата сварить что-либо, при этом важно следовать правилам техники безопасности.
Обычно собрать сварочный аппарат не представляет труда даже для тех людей, которые имеют минимальные познания в технике. Для этого можно воспользоваться пошаговой инструкцией с фото на всех этапах, которых существует большое количество на просторах Интернета.
Фото сварочных аппаратов своими руками
Что такое Micro Welding – 5 вещей, которые нужно знать – WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Сварка применяется во всех видах ремонта машин и пресс-форм. Это дешевле и экономит время на сварку, а не на изготовление новой детали или деталей по форме.Однако вас может удивить то, что существуют разные типы сварки в зависимости от ваших потребностей.
Что такое микросварка? Микросварка – это процесс дуговой сварки, выполняемый при очень малом токе с использованием мощного микроскопа. Обычно это делается на более мелких и хрупких компонентах, и технический специалист важен для успешного завершения процесса.
Микросварка – это современный процесс, который также называют прецизионной сваркой. Мы рассмотрим микросварку более подробно и объясним другие виды сварки в следующих абзацах.
кредит openprДля чего используется микросварка?
Микросварка – это что-то меньшее, чем традиционный процесс сварки, даже всего 0,0003 дюйма. Он использует инертный газ вольфрама (TIG) в сварочном оборудовании размером с ручку.
Ads
Это сложная операция, поскольку часто для микросварки требуется, чтобы окружающие области не подвергались воздействию тепла.Техники используют мощные микроскопы, чтобы увидеть крошечную дугу и получить необходимую точность. Это требует крайней концентрации. Механика его следующая:
- Электрический ток пропускается через вольфрамовый электрод к заземленным деталям, создавая тепло
- Газообразный аргон или гелий, используемый для образования дуги и защиты окружающей среды от загрязнений
- Тепло выделяется в точке дугового промежутка
- Создание ванны расплава
- Пруток, введенный в ванну расплава
Микросварку можно использовать практически для чего угодно, в том числе:
Латунь и оцинкованная сталь не подходят для микросварки.Содержание цинка может вызвать проблемы при сварке.
Представьте, что вы работаете в специализированном механическом цехе, а индивидуальный инструмент только что сломался. Отличный способ соединить их обратно – это микросварка. Это реальное преимущество перед переделкой детали и только одно из множества применений микросварки.
Инженеры используют штампы, которые представляют собой специализированные инструменты для резки или придания формы другим материалам. Некоторые из них маленькие и сложные, поэтому при их повреждении микросварка является одним из способов спасти матрицу, предотвращая серьезные простои в любой отрасли.На микросварку и ремонт индивидуального инструмента уходит гораздо меньше времени, чем на изготовление совершенно нового инструмента.
Для аккумуляторов к клеммам можно приварить язычки. В автомобилестроении вы можете сварить язычки печатных плат вместе. Список предметов, которые можно сварить микросваркой, практически бесконечен. В принципе, если это металл (кроме алюминия), его можно сварить микросваркой.
Что такое импульсная сварка TIG?
Микросварка произошла от традиционной сварки TIG, с той разницей, что при микросварке используется чрезвычайно низкий ток, обычно менее 10.Одним из видов сварки TIG является импульсная сварка TIG. Сила тока может достигать 300 ампер, но, как правило, она намного ниже. Длительность импульса обычно составляет до 4 секунд и имеет плазменный разряд. Для импульсной сварки используется источник питания неплавящимся электродом.
Импульсная сварка – это, как правило, сварка кромок. Когда вольфрамовый электрод снимается с поверхности сварного шва, процесс плавления начинается снаружи и проникает внутрь. Импульсная сварка может использоваться для добавления дополнительного материала, такого как проволока-заполнитель, или же вы можете плавить и соединять детали вместе без необходимости в проволоке-заполнителе.
Рекламные ссылки Сварка Micro TIG особенно хороша для этих отраслей:
Импульсная дуговая сварка или микросварка имеет следующие преимущества:
- Процесс без пайки
- Может соединять металлы с высокой температурой плавления или разнородные металлы
Сварка Micro TIG не так давно. Его изобрели немногим более 50 лет назад.
Что такое тонкая точечная сварка сопротивлением?
Контактная сварка соединяет два металла вместе.При приложении силы он генерирует тепло трения и использует это тепло для сварки. При контактной сварке сварочная головка удерживает металл между положительным и отрицательным электродом и оказывает давление. Источник сварочного тока подает электрический ток на свариваемый металл. Ток плавит металл после приложения давления.
Для тонкой точечной сварки не требуются специализированные специалисты. Точечные сварочные аппараты также могут быть относительно недорогими, и вы можете получить набор для самостоятельной работы от нескольких компаний, в том числе от Causin (проверьте его здесь, на Amazon).Конечно, полностью подготовленные комплекты для точечной сварки могут быть намного дороже и стоить более 200 долларов.
Точечная сварка выполняется при очень низком напряжении и очень сильном токе. Синхронизация импульсов имеет решающее значение, а идеальный сварной шов измеряется с точностью до миллисекунды. Это наиболее широко используемый метод контактной сварки. Основная причина точечной сварки – соединение двух или более легких металлических листов внахлест.
Методика контактной точечной сварки следующая:
- Очистите металлические листы, которые вы хотите сварить вместе
- Убедитесь, что электроды также чистые
- Используйте два медных электрода одновременно для зажима металлических листов
- Позвольте ток проходит через электроды в металлические листы
- Генерируемое тепло расплавляет металлические листы в нужном месте
Этот процесс работает так хорошо, потому что медь является отличным проводником тепла, в то время как металл нет.Из-за этого тепло остается в одном месте, где соприкасаются медные электроды, и не распространяется по металлу. Металл плавится в нужном месте, и между листами образуется стык.
Преимущества точечной контактной сварки многочисленны:
- Низкая стоимость
- Не требует высококвалифицированного рабочего
- Исключается деформация деталей (остаются вмятины)
- Может выполняться в автоматическом или полуавтоматическом режиме
- Несколько деталей можно выполнять в быстрой последовательности
Некоторые недостатки этого процесса перечислены ниже:
- Оборудование может быть дорогостоящим, если вы его не сделаете самостоятельно
- Некоторые металлы требуют специальной подготовки поверхности
- Сваривать толстые детали непросто
Точечная сварка может использоваться для крепления скоб или колодки и могут иметь множество других применений.Чаще всего используется в автомобильной и авиационной промышленности.
Что такое термокомпрессионная микросварка?
Термокомпрессионная сварка или склеивание создает диффузию твердого тела между двумя объектами, а не плавление в точках контакта. Для создания металлургической связи между двумя поверхностями требуется большое усилие при очень высокой температуре. Одним из наиболее распространенных способов соединения этого типа является соединение золота с алюминием.
Для термокомпрессионной сварки требуется электрод специальной конструкции, обеспечивающий высокую точность зоны сварки.Это более точный способ сварки, чем любой другой метод микросварки. Электрод соединяется таким образом, что две свариваемые половинки могут оставаться изолированными. Это позволяет точно контролировать сварку и предотвращает повреждение электрически чувствительных компонентов.
В отличие от других типов сварочных процессов, термокомпрессионная сварка не создает жидкой фазы. Вместо этого он полагается на высокие температуры и длительное время склеивания от одного до нескольких часов. Температура процесса склеивания должна быть выше 572 ° F.Склеиваемый материал должен быть чистым и не содержать царапин или частиц, которые могут вызвать образование воздушных зазоров.
Термокомпрессионная сварка чаще всего используется между соединительной проволокой и металлизацией подложки. Необходимое тепло подается либо с помощью нагретого капилляра, либо путем установки подложки на нагретый столик. Большинство процессов используют и то, и другое.
Термокомпрессионная сварка металл к металлу дает ряд преимуществ:
- Обеспечивает герметичное уплотнение
- Обеспечивает механическую опору
- Обеспечивает электрический контакт
- Отсутствие риска структурной деградации
- Отсутствие риска короткого замыкания
- Обеспечивает хорошее соединение, когда пайка или сварка невозможны.
Более высокие температуры и давление могут привести к более высокой прочности связи.Термокомпрессионная сварка – хороший процесс, если вы не используете два очень маленьких материала. Там, где микросварка используется для прецизионных работ, термокомпрессионная сварка больше используется для соединения друг с другом крупных предметов, таких как металлические листы.
Что такое лазерная сварка?
изображение любезно предоставлено researchgate.netВ то время как микросварка использует электрический ток для генерации тепла, лазерная сварка использует световую энергию для быстрого нагрева зоны сварного шва. При лазерной сварке присадочный пруток плавится вместе с прилегающей точкой соединения металла.Интенсивность световой энергии контролируется:
Нет тока в зоне сварки и отсутствуют электрические соединения со сварным швом. При микросварке и контактной сварке тепло выделяется в детали за счет электрического тока. При лазерной сварке просто используется лазерный луч для плавления присадочного стержня и основного материала. В обоих процессах используется микроскопическое увеличение.
Для лазерной сварки требуется прямая линия обзора между лазерным лучом и зоной сварки.Если у вас нет прямой видимости, сварка не будет работать эффективно. Лазерная сварка чаще всего используется в автоматизированных сварочных процессах.
Тепло при лазерной сварке сильно сфокусировано и не влияет на окружающую зону сварного шва. Вы даже можете завершить сварку, держа металл голой рукой. Это означает, что даже термочувствительные участки можно сваривать лазером с небольшой вероятностью повреждения.
Лазерная сварка часто используется в автомобильной промышленности в автоматическом режиме для сварки деталей автомобилей.Однако он также используется в ювелирной и медицинской промышленности для получения металлов на более микроуровне.
Лазеры становятся популярным методом сварки во многих из этих отраслей по следующим причинам:
- Точность – этот метод обеспечивает высокий уровень контроля и точности
- Может создавать сложные соединения – Вы можете сваривать разнородные материалы и труднодоступные участки
- Низкое нагревание – Низкое нагревание минимизирует деформацию компонентов при в результате на детали оказывается меньшая тепловая деформация.
Лазерная сварка имеет относительно низкую стоимость и позволяет создавать прочные и надежные сварные швы, что позволяет предприятиям повысить эффективность при минимальных затратах.
Сравнение сварки Micro TIG и лазерной сварки
И микроимпульсная, и лазерная сварка позволяют получать очень прочные сварные швы. Однако подход к сварным швам совсем другой. В лазерной сварке используется световой луч, а в микросварке – электрический ток и дуга для сплавления металлов. В то время как лазерная сварка может контролировать как размер пятна, так и количество выделяемой энергии, сварка методом микро-TIG может контролировать только количество энергии. Это означает, что при лазерной сварке размер пятна сварного шва уменьшается.
Вот преимущества сварки TIG с помощью микросхемы:
- Позволяет проникать глубже, особенно по серебру. Лазерная сварка не очень хороша для серебра
- Сваривает только токопроводящие материалы – это хорошо, когда другие материалы находятся близко к области сварного шва
- Может контролировать энергию до более низких уровней
Преимущества лазерная сварка:
- Может использоваться для сглаживания и полировки сварных участков
- Не требует заземляющего зажима
- Может контролировать размер сварного пятна
Выбор одного из двух методов сварки зависит от используемых материалов и места сварки.
Различия между пайкой, пайкой и сваркой
Сварка – это искусство соединения двух металлических частей. Так пайка. Так пайка. Но в чем разница между этими тремя процессами и когда следует выбирать один из них?
- Пайка – Пайка предполагает использование присадочного металла для создания соединения. Он не плавит основные металлы для соединения. Это касается температуры выше 800 градусов.
- Пайка – этот метод похож на пайку, но с использованием присадочного металла из сплава олова и свинца.Тает около 390 градусов.
- Сварка – использует газ (часто аргон или аргон / гелий при микросварке) для создания дуги и плавления металла в ванне, создавая сварной шов. В сварной шов добавляется присадочный металл, чтобы облегчить соединение.
Вот когда следует использовать три метода:
- Пайка – Используется для соединения разнородных металлов с помощью присадочного стержня
- Пайка – Используется для соединения электронных деталей
- Сварка Micro TIG – Используется для соединения одинаковых металлов при очень высокой температуре
Пайка и пайка не создают такой прочный сварной шов, как сварка Micro TIG, но они хороши для небольших хрупких деталей.
Сварка наука
До сварки TIG большая часть сварки выполнялась с использованием пламени высокой интенсивности. Это было грязно, и искры могли попасть куда угодно. С появлением сварки TIG электрическая дуга создает тепло.
При сварке TIG вы используете источник питания для обеспечения энергией. Один вывод действует как «земля» и подключается к сварочному материалу. Другой провод присоединяется к ручному пистолету.
Сварочная горелка имеет токопроводящий наконечник Ade из вольфрама.Вы быстро прижимаете вольфрамовый наконечник к основному металлу, а затем немного отводите его, чтобы образовалась дуга. Дуга образуется, когда электроны ионизируются, когда электричество пытается замкнуть цепь.
Эти дуги создают большое количество тепла и света. Чем выше вы установите силу тока или источник питания, тем выше будет температура дуги.
Вы перемещаете дугу круговыми движениями, чтобы создать сварочную ванну из плавящегося металла. Когда две металлические части плавятся, происходит сплавление, позволяющее двум металлам стать одним.После начала плавления наполнитель добавляется отдельно, придавая прочность сварному шву и заполняя зазоры между двумя деталями.
Важно отметить, что два соединяемых металла должны иметь одинаковую температуру плавления. В противном случае один металл расплавится быстрее, чем другой, что может привести к неудачному сварному шву.
Вот легко запоминающееся руководство для сварки Micro TIG:
- Дуга – Создает тепло, которое питает расплав
- Расплав – Необходимо для плавления металлов
- Наполнитель – Металл, используемый для упрочнения соединения
- Щит – Дуга для сварки требуется щит.В сварке TIG используются газы для удержания других газов, загрязняющих сварочную ванну
- Охлаждение – Некоторые люди используют воду для гашения тепла, но рекомендуется дать сварному шву естественным образом остыть
- Очистить – Очистить и сгладить сварной шов не только для внешнего вида, но и для лучшего сцепления покрытия
The Final Word
Кузнецы изобрели сварку с помощью тепла и молотка для сплавления двух металлов вместе.В 1800 году была открыта электрическая дуга, но прошло более 80 лет, прежде чем люди начали использовать ее для соединения металла. Поскольку он был разработан в начале 20-го -го -го века, спрос на этот более быстрый и эффективный метод вырос, что привело к развитию, которое мы наблюдаем в сварке сегодня.
Плюсы дуговой сварки:
- Создает самую прочную связь между двумя одинаковыми металлами
- Дешевле и быстрее, чем болты или клепки
- В некоторых случаях можно автоматизировать
- Сильнее, чем пытаться нагреть и отформовать две формы
- Безопасность благодаря прочной связи
Из-за этого производственная и многие другие отрасли используют сварку Micro TIG для своих производственных линий.Он обеспечивает безопасные и прочные соединения, а микросварка может использоваться для мельчайших деталей и в среде с другими хрупкими компонентами.
Сварочное оборудованиеMicro имеет небольшие размеры, поэтому им легко маневрировать. Превосходный контроль при одновременном контроле нагрева сварного шва дает сварщикам свободу сваривать небольшие детали, которые ранее считались потерянными. Это экономит деньги и время для промышленности. Он также создал новую отрасль в области микросварки: специализированные магазины появляются по всей стране.
Микросварка никуда не денется, по крайней мере, до следующего технологического прорыва.
Sidney Lee Welding Supply, Inc.
Сварочные игрушки, сделанные дома
с недавний всплеск интереса как к сварке, так и к татуировке, это было неизбежно что этот день наступит. Некоторые умники догадались, что вы можете преобразовать лазер ручного пистолета для удаления татуировок в функциональный лазер сварщик.Мы категорически не предлагаем пробовать это дома: оба лазера сварщики и лазерные резаки – это сложное сварочное оборудование. которые требуют плотно экранированных корпусов для лазеров. Мы в Sidney Lee Welding Supply Компания предпочитает – ради вас и нас – чтобы вы покупали продукцию самого высокого качества. сварочное оборудование, такое как сварщики Miller, из наших четырех удобное расположение в Атланте, штат Джорджия.
Сделай сам СВАРОЧНЫЕ МАШИНЫ ВЫПОЛНЯЛИ НЕКОТОРЫЕ РАБОТЫ
Тем не менее, мы были приятно удивлены, увидев работу, которую один сварщик проделал на своей домотканой машине.Естественно, при соблюдении соответствующих мер безопасности он смог сваривать куски металла вместе. Все в масштабе микросварки, которая определенно находит свое промышленное применение. При правильном ноу-хау место домашнего сварщика, сделанное своими руками, действительно может превратиться в недорогую механическую мастерскую. Поскольку мы продаем вам лучшее профессионально разработанное сварочное оборудование, которое вы можете купить, мы не собираемся перечислять в этом блоге шаги, которые вы могли бы предпринять для создания собственного лазерного луча для микросварки.Но это, безусловно, было бы интересно, если бы вы исследовали себя и увидели, какие виды сварных конструкций могут появиться в результате переделки балок, изначально предназначенных для удаления татуировочных чернил с кожи человека. Такая мысль также заставляет задуматься о той серьезной боли, которую кому-то придется пережить, чтобы использовать лазерный луч на своем теле, который в противном случае мог бы функционировать в качестве законного сварочного оборудования в Джорджии.
WE СВАРКА С ЛЮБОВЬЮ DIY
Есть вы когда-либо создавали свое собственное сварочное оборудование в своем Мастерская в Грузии? Возможно, вы применили свои знания в области сварки для расширения свою палитру инструментов по старинке: изобретательность и хитрость.Мы будем рады услышать от вас и поговорить в магазине. Просто посетите наш магазин в городе ближайший к вам в Атланте, штат Джорджия.
Представляем новые сварочные аппараты Forney Easy Weld
13 апреля, 2018 – Форт-Коллинз, Колорадо – Forney Industries представляет четыре новых станка для расширения существующей линии Forney Easy Weld. Эти аппараты для сварки и плазменной резки идеально подходят для домашних мастеров, автолюбителей, художников по металлу и любителей. Расширенная линейка позволяет практически каждому использовать сварочное оборудование в своем гараже со стандартным источником питания на 120 вольт.
«Инженеры Forney работали над этой линией в течение многих лет, изменяя дизайн и качество, чтобы гарантировать, что мы не только предлагаем линию, которая обеспечивает превосходное качество, которого ожидают от нас наши клиенты, но и проста в использовании для тех, кто никогда не сваривали », – сказал Джейсон Махью, директор по инженерно-техническому обслуживанию Forney Industries. «Мы хотим избавиться от страха перед сваркой и показать, что это не страшно и не дорого. Исторически это было предназначено только для тех, кто обладает высокой квалификацией и работает в промышленных условиях.Но для тех, кто просто хочет создавать произведения искусства, ремонтировать что-то дома или делать простой ремонт автомобиля или газонокосилки, теперь у них есть возможность запустить машину Forney Easy Weld и сделать это ».
Сварочные аппараты Forney Easy Weld 140 FC-i, 140 MP, 100 ST и плазменный резак 20 P в настоящее время доступны для покупки в Интернете и в некоторых розничных точках по всей стране. Каждый из них работает от стандартной розетки на 120 вольт и стоит менее 400 долларов. «Наши дилеры просили эту линию в течение многих лет, – сказал Стив Андерсон, президент и генеральный директор Forney Industries.«Современные домашние машины сложны в использовании и требуют значительных навыков. Клиенты просят больше узнать о сварке и задаются вопросом, можно ли с этим легко научиться и делать дома. Мы уверены, что пришли к такому ответу ».
Forney Easy Weld 140 FC-i:
- Порошковая инверторная машина, газ не требуется
- Рекомендуемый диаметр проволоки: 0,030 дюйма
- Диапазон толщины листа: до ¼ ”
Forney Easy Weld 140 MP:
- Возможность сварки MIG, Stick и TIG.Легко изучайте различные процессы.
- Рекомендуемый диаметр проволоки: проволока 0,030 дюйма или электрод 1/8 дюйма
Форни Easy Weld 100 ST:
- Подходит для сварки дуговым электродом на рукояти и подъемной дуге
- Сваривает до 5/16 дюйма и обрабатывает электроды до 1/8 дюйма
Forney Easy Weld 20 P:
- Плазменный резак, который можно прикрепить к воздушному компрессору для блинов или хот-догов (60-90 фунтов на квадратный дюйм)
- Горелочная техника
- Режет низкоуглеродистую сталь до ¼ ”.
Безопасность всегда превыше всего для Forney, и эта линия ничем не отличается.«Мы не хотим, чтобы наши клиенты думали, что они могут зажег дугу и немедленно начать сварку, не приняв мер предосторожности», – добавил Махью. «Мы призываем тех, кто приобретает один из наших аппаратов Forney Easy Weld, также учитывать, что сварочные перчатки, сертифицированные сварочные шлемы и огнестойкая одежда необходимы при сварке в любом месте».
Чтобы начать работу с начинающим сварщиком, Forney Industries предлагает интерактивные инструкции, просмотр которых занимает около часа. Эта информация может помочь начинающему сварщику обрести уверенность в начале сварки.Кроме того, на ForneyInd.com вместе с машинами можно приобрести аксессуары для металлообработки, перчатки и шлемы. По всей стране также есть много профессиональных училищ и общественных колледжей, которые предлагают инструкции по сварке, если требуются дополнительные рекомендации.
Forney Industries – одна из старейших семейных компаний в Америке, производящих продукцию для сварки и металлообработки. Основанная в 1932 году, компания начала с изобретения паяльника мгновенного нагрева и представила первый общедоступный аппарат для дуговой сварки в середине 1930-х годов.Сегодня компания предлагает около 9000 товаров для автомобильной, строительной, сельскохозяйственной, ранчо, промышленной и бытовой техники. Компания Forney Industries со штаб-квартирой в Форт-Коллинзе, штат Колорадо, поставляет продукцию во все 50 штатов через свою обширную сеть обслуживания клиентов. Forney Industries стремится предоставить лучший ассортимент продукции и большинство доступных сегодня услуг персональной поддержки. Для получения дополнительной информации о продукте посетите www.forneyind.com.
Щелкните здесь, чтобы увидеть статью в Contractor Supply.
Как сделать машину для точечной сварки
ВВЕДЕНИЕ:
Форма контактной сварки, точечная сварка – один из старейших методов сварки, при котором два или более металлических листа свариваются вместе без использования каких-либо присадочных материалов. .
Этот процесс сварки включает приложение давления и тепла к области сварки с использованием электродов из сплава меди, которые пропускают электрический ток через сварные детали. Материал заготовки плавится, детали расплавляются, после чего ток отключается, давление медных электродов поддерживается, а расплавленный «самородок» затвердевает, образуя сварное соединение.
Сварочное тепло создается за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Для электродов используется медный материал, так как он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в деталях, а не в медных электродах.
При точечной сварке, благодаря более низкой теплопроводности и более высокому электрическому сопротивлению, стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь наиболее подходит для процесса точечной сварки.Однако стали с высоким содержанием углерода склонны к плохой вязкости разрушения в сварных швах, поскольку они имеют тенденцию к образованию твердых и хрупких микроструктур.
Процесс точечной сварки находит применение в нескольких отраслях, включая автомобилестроение, авиакосмическую промышленность, железную дорогу, металлическую мебель, медицинское строительство и строительные процессы.
Чтобы соединить детали с помощью процесса точечной сварки, они должны быть точно выровнены, так как корректировка после сварки – непростая задача. При точечной сварке для сварки деталей выбираются подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления.Если электроды из медного сплава установлены правильно, включается ток, который течет от одного электрода к другому с очень большим током. Сварочный материал нагревается настолько, что становится жидким, и обе детали соединяются. В этом процессе время, в течение которого электрический ток должен протекать через заготовки, варьируется в зависимости от материала контактной сварки
A, процесс точечной сварки является одним из самых старых методов сварки, при котором свариваются два или более металлических листа. вместе без использования каких-либо наполнителей.
Этот процесс сварки включает приложение давления и тепла к области сварки с использованием электродов из сплава меди, которые пропускают электрический ток через сварные детали. Материал заготовки плавится, детали расплавляются, после чего ток отключается, давление медных электродов поддерживается, а расплавленный «самородок» затвердевает, образуя сварное соединение.
Сварочное тепло создается за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава.Для электродов используется медный материал, так как он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в деталях, а не в медных электродах.
При точечной сварке, благодаря более низкой теплопроводности и более высокому электрическому сопротивлению, стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь наиболее подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к плохой вязкости разрушения в сварных швах, поскольку они имеют тенденцию к образованию твердых и хрупких микроструктур.
Процесс точечной сварки находит применение в нескольких отраслях, включая автомобилестроение, авиакосмическую промышленность, железную дорогу, металлическую мебель, медицинское строительство и строительные процессы.
Чтобы соединить детали с помощью процесса точечной сварки, они должны быть точно выровнены, так как корректировка после сварки – непростая задача. При точечной сварке для сварки деталей выбираются подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава установлены правильно, включается ток, который течет от одного электрода к другому с очень большим током.Сварочный материал нагревается настолько, что становится жидким, и обе детали соединяются. В этом процессе время, в течение которого электрический ток должен проходить через заготовки, варьируется в зависимости от материала заготовки и ее толщины. Если детали плотно соединены, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Заготовка и ее толщина. Если детали плотно соединены, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Используемые детали:
Трансформатор для микроволновой печи
Кусок фанеры 21 дюйм * 4,25 дюйма (18 мм толщиной) для основания
4-дюймовый охлаждающий вентилятор AC 230 В
Медный сварочный кабель 50 квадратных мм (длина 1,5 метра)
Двухпозиционный переключатель
Световой индикатор на панели
Переключатель угловой шлифовальной машины bosch 6-100 модель
Пружина
2 № 5/16 Медные болты (длина 42 мм)
4 Медные гайки № 5/16
2 № медные наконечники
Металлический лист
3 шт.Кусочки фанеры 4 дюйма * 4 дюйма (толщина 18 мм)
Деревянный элемент
Электрический провод 3-жильный (1 квадратный мм)
3 шт. Полукруглый болт с высоким удлинением 6 мм (длина 120 мм)
Металлическая ручка
Зажимы
Винты
Гвозди
6 шт. Буферов из ПВХ
Как сделать:
Первым делом снимите вторичную обмотку с трансформатора микроволновой печи. Я покупаю этот трансформатор в ремонтной мастерской, он подержанный.
Затем пропустите медный сварочный кабель от этого трансформатора, как показано на рисунке. Я использовал толстый медный сварочный кабель длиной 50 мм и 1,5 метра.
Присоедините медные наконечники к обоим концам сварочного кабеля.
Следующим шагом является прикрепление охлаждающего вентилятора к фанерному основанию с помощью алюминиевого L-образного канала и винтов.
Прикрепите кусок фанеры размером 4 дюйма * 4 дюйма к основанию и прикрепите трансформатор микроволновой печи к этой фанере с помощью винтов, как показано на рисунке.
Прикрепите кусок фанеры к основанию, а также прикрепите к нему сварочный кабель с помощью зажимов, как показано на рисунке.
Разрежьте фанеры. Просверлите отверстия диаметром 6 мм. Прикрепите деревянную деталь (ручку) между двумя частями фанеры с помощью 6-миллиметрового болта с половинной резьбой и длиной 120 мм, как показано на рисунке.
Прикрепите фанерный комплект к основанию с помощью винтов.
Сделайте прорезь на деревянной детали, используя направляющую для циркулярной пилы, чтобы прикрепить переключатель модели bosch GWS 6-100 угловой шлифовальной машины к этому пазу.
Прикрепите медные болты 5/16 (длина 42 мм) с 4 медными гайками № 5/16 в оба медных наконечника, как показано на рисунке.
Закрепите пружину с помощью длинного 120-мм болта с половинной резьбой 6 мм.
Последний этап – изготовление крышки для аппарата точечной сварки. Я сделал крышку из металлического листа. Вырежьте из листового металла идеального размера и согните его с помощью гибочного станка, как показано на рисунке.
Просверлите соответствующие отверстия для выпуска воздуха из них.Сделайте прорезь для выключателя.
Просверлите отверстие для светового индикатора.
Прикрепите металлическую ручку к крышке с помощью болтов с внутренним шестигранником.
Присоедините двухпозиционный переключатель и индикаторную лампу.
Принципиальная схема аппарата для точечной сварки, как показано на изображении.
Прикрепите эту крышку из листового металла к сварочному аппарату.
Прикрепите 6 буферов ПВХ под основанием для точечной сварки.
Я покрасил этот аппарат для точечной сварки. Теперь этот аппарат для точечной сварки готов к работе.
Процесс точечной сварки в основном выполняется на переменном токе. Для этого процесса также возможен постоянный ток, но он используется редко.
Для точечной сварки используются так называемые клещи для точечной сварки. В основном они используются на мобильном оборудовании для контактной сварки. Ручная точечная сварка сегодня используется в мастерских по ремонту кузовов автомобилей или в ремесленных предприятиях.
Для лучшего понимания просмотрите видео, представленное ниже.
Распространенные ошибки, которых следует избегать при выборе сварочного аппарата
Сварочные аппараты помогают соединить две части или компоненты конечного продукта, и с их помощью можно выполнять различные аналогичные процессы. Сварочные аппараты используются уже несколько десятилетий; однако со временем они эволюционировали благодаря технологическому прогрессу. Даже сейчас используются базовые сварочные аппараты.Итак, в первую очередь вам необходимо хорошо знать свои требования и бюджет, чтобы иметь возможность выбрать правильный сварочный аппарат для вашего приложения. Но на рынке слишком много разнообразия, и выбор сварочного аппарата, подходящего для ваших задач, может оказаться непростым делом. В этом посте обсуждаются типичные ошибки, которых можно избежать при выборе сварочного аппарата.
Краткий обзор сварочных машин и методовСварочные аппараты могут работать в двух режимах – от электросети или от дизельного двигателя.Кроме того, сварочные аппараты доступны в самой простой форме и в значительной степени полезны для энтузиастов, желающих сделать детали или компоненты своими руками. Некоторые базовые машины включают в себя сварку штучной сваркой, сварку MIG и TIG и т. Д. Производители и другие участники отрасли должны рассмотреть возможность использования некоторых современных сварочных аппаратов в зависимости от требований их применения. К ним относятся высокоэнергетическое сварочное оборудование и методы, обеспечивающие высочайшую точность, например электронно-лучевая и лазерная сварка.
Распространенные ошибки, которых следует избегать при выборе сварочного аппаратаВот несколько советов, которые помогут вам избежать типичных ошибок при покупке сварочного аппарата:
- Хорошо знайте свои требования : Большинство людей не уверены в том, чего именно они хотят.Сбор и анализ требований – ключ к движению в правильном направлении. Таким образом, знание требований к вашему заявлению упростит процесс выбора.
- Запланируйте бюджет : Это ключевой фактор, прежде чем начинать какие-либо новые проекты или покупки. Чрезмерные инвестиции – это вообще не лучшая идея. Обозначьте цифру в соответствии с вашими активами и требованиями; ваш бюджет должен хорошо сбалансировать и то, и другое. Однако большинству людей не удается придерживаться своего бюджета, и именно здесь на сцену выходят неправильные покупки и чрезмерные или недостаточные инвестиции.Несмотря на то, что требуется буфер в несколько сотен долларов плюс-минус, убедитесь, что вы не пересекаете установленные верхний и нижний пределы.
- Учитывайте доступное пространство на объекте : Необходимо учитывать доступное пространство с точки зрения площади и свободного пространства без каких-либо препятствий. Вы можете рассмотреть как внутреннее, так и открытое пространство. Если у вас нет собственного помещения, рассмотрите вариант аренды и последующее увеличение бюджета в виде арендной платы вместе с предполагаемой производительностью с точки зрения доходов.
- Учитывайте скорость и рабочий цикл : Не злоупотребляйте сварочным аппаратом, поскольку он нагревается. Каждый сварочный аппарат имеет установленный срок эксплуатации, за которым следует период охлаждения. Большинство людей не следуют этому правилу. Кроме того, покупая сварочный аппарат, обратите внимание на длительные рабочие циклы и машины, которые быстро остывают. Поэтому убедитесь, что время отдыха вашей машины не превышает ее продуктивного времени.
- Учитывайте типы и толщину металла. : Сварочные аппараты палкой подходят для толстых металлов, а для тонких металлов подходят MIG и TIG.Не используйте TIG для чугуна, хотя вы можете использовать его для сплавов. Сварочные аппараты подойдут, если вы работаете со сталью и алюминиевыми сплавами.
- Учитывайте среду, в которой вы работаете, в : Некоторые сварочные аппараты, такие как флюсовый сердечник, подходят для работы в суровых условиях и при высоких температурах. Если вы работаете во внутреннем блоке с нормальной окружающей средой, вы можете выбрать сварочный аппарат MIG или TIG в зависимости от вашего применения.
Вы производитель листового металла или производитель автомобилей и хотите приобрести сварочный аппарат для своего применения? Если да, убедитесь, что вы получаете его от надежного поставщика.Также с ним понадобится хороший набор инструментов и аксессуаров. Woodward Fab – один из ведущих поставщиков и производителей высококачественных инструментов для обработки листового металла и ручных инструментов, необходимых в промышленности.
Сообщения блога о связанных сварочных инструментах и оборудовании:
- Знать о 5 основных типах сварочных процессов
- 8 важных советов по повышению безопасности при сварке
- Как подготовить металл к сварке?
- 6 Сварочное оборудование, необходимое для начинающих сварщиков
- Сварочные инструменты для начинающих
- 5 основных сварочных инструментов, необходимых для точной и безопасной сварки
- Различия между сваркой и производством листового металла
- Различия между сваркой листового металла и пайкой листового металла?
$ 20 Мини-аппарат для точечной сварки сваривает тонкие стальные полосы на аккумуляторных батареях
Когда я думаю о сварочных аппаратах, я представляю себе довольно большие агрегаты, защитные перчатки и маски, а также искры, возникающие в процессе сварки, когда две металлические части плавятся вместе.
Итак, когда я увидел небольшую «портативную мини-машину для точечной сварки DIY» , которая стоит 25 долларов на Banggood [обновление: или чуть меньше 20 долларов, отправленных на Aliexpress ], я подумал: «Что это такое?»? Оказывается, он предназначен для сварочных работ с тонкими никелированными стальными полосами, такими как те, которые можно найти прикрепленными к батареям 18650 или полным аккумуляторным блокам.
Технические характеристики аппарата для мини-точечной сварки:
- Управляется неназванным MCU
- Дисплей – ЖК-дисплей с параметрами сварки:
- WELD ENERGY – 01-99 регулируется клавишами вверх и вниз
- INPUT – Отображение входного напряжения питания
- WELD WAY – ручной / автоматический режим (регулируется кнопкой «квадратная метка»)
- На основе 5 полевых МОП-транзисторов на 300 А
- 30см 10AWG кабели для сварочных ручек
- 25V 10000uF высокочастотный низкоомный конденсатор для повышения стабильности сварки.
- Разное – Выключатель питания, зуммер
- Источник питания – 12 В через разъем постоянного тока или автомобильные / литиевые батареи через входные кабели 20 см 10AWG
Набор предназначен для сварки полос из никелированной стали толщиной от 0,1 до 0,15 мм и включает в себя контроллер, две сварочные ручки, два кабеля питания и черную вилку. Лучший способ понять, как это работает, – посмотреть демоверсию на YouTube. Ниже показано, как пользователь приваривает металлическую полосу к батарее 18650.
Обратите внимание, что описанный выше рецензент, возможно, не сварил полосу оптимальным образом, как объясняет один из комментаторов:
Две ручки должны быть размещены вертикально, перпендикулярно пластине, на поверхности, потому что тогда они будут передавать самую сильную энергию из-за размера поверхности! Об этом тоже пишет китайский производитель! Привет из Венгрии, точечный сварщик.
Это тоже похоже на опасность поражения электрическим током, но я полагаю, что люди будут осторожны. Он также продается на Amazon, и в некоторых обзорах пользователей указано, что он может быть легко разрушен коротким замыканием:
Получив этот аппарат для точечной сварки, я подключил его и попробовал сделать несколько точечных швов. Устройство работало правильно на уровне 20 и 30. Затем я установил его на уровень 40 и попробовал еще одну сварку. Как только я прикоснулся зондами к металлу, возникла огромная взрывная искра.Вот и все. Похоже, теперь устройство обеспечивает прямое замыкание на аккумулятор. По-видимому, либо произошло короткое замыкание МОП-транзисторов, либо цепь управления застряла в полностью включенном состоянии.
Другой сообщил о подобной проблеме на Banggood,
Обработано 2 точки, третья точка наклеена на расплавленную полосу. Не отключился и закурил, отключил электричество. Был в автоматическом режиме с установленной мощностью 20, питаясь от 12-вольтовой батареи 7 ампер-часов. Теперь он непрерывно качает полный ток, прикоснитесь к 1, склонному к металлической полосе, затем, когда вы коснетесь второго датчика, он испускает огромную искру и плавится / прожигает полосу / пробивает дыру насквозь.В таком состоянии безопасно иметь при себе.
но видимо есть решения:
Проблема в том, что полевые МОП-транзисторы не сбалансированы и питание проходит через один и происходит перегрузка, эта схема требует защиты, некоторые решения на YouTube.
Это похоже на падение напряжения и может быть решено с помощью конденсатора емкостью 470–1000 мкФ 16 В, как описано в видео ниже.
Он также объясняет, что если вы взорвете свой MOSFET, их можно заменить на полевые МОП-транзисторы Infineon IRL40SC228CT (0.5мОм, 1440А в импульсном режиме).
Жан-Люк основал CNX Software в 2010 году, работая неполный рабочий день, прежде чем бросить работу менеджера по разработке программного обеспечения и начать писать ежедневные новости и обзоры на полную ставку позже в 2011 году.
Сварщик для точечной сварки своими руками
Я разработал аппарат для точечной сварки D.I.Y, потому что мне нужен был специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди по всему миру, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки – одно из немногих устройств, где собрать самому дешевле, чем купить. Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток может быть уменьшен для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Правила техники безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно.Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Серийная конфигурация аппарата для точечной сварки
Сварочный аппарат для резистивной точечной сварки с наконечником батареи DIY с корпусом Держатели сплошных электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
Вопросы
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14A
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Настройки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электрода, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Никелированные стальные полосы дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный сварочный аппарат для аккумуляторных батарей
Примечания к точечной сварке
Конфигурация сериидля точечной сварки
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю прикрепляют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый короткий импульс смягчит металл. Второй импульс – это импульс сварки. Во время паузы между двумя импульсами части сближаются и лучше контактируют.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, можно установить поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция аппарата для точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитным вкладышем для батарейки
Трансформатор для микроволновой печи
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Высоковольтный силовой модуль для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электроды
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Электроды суставов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов создается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в середине отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по “Шина заземления терминала”.
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, не ограничиваясь жесткостью кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты можно отпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является столь же важным параметром, как и другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.