Технические характеристики – JET JDP-20FT Вертикально-сверлильный станок
Назначение
металл
Мощность, Вт
850
Потребляемая мощность, кВт
1
Частота вращения шпинделя, об/мин
70 – 1650
32
Max диаметр сверления (чугун), мм
35
Расстояние шпиндель-стол, мм
700
Расстояние шпиндель-основание, мм
1190
Конус шпинделя
МК-4
Ход шпинделя, мм
120
Диаметр стойки, мм
92
Размер рабочего стола, мм
475×425
Размер основания, мм
450×477
Размер Т-образного паза
15. 5
5
Число скоростей
12
Напряжение сети, В
400
Габариты, мм
855x575x1695
Страна производства
Китай
Родина бренда
Швейцария
2 года
Вертикально-сверлильный станок 2Н118: технические характеристики
Содержание статьи:
Начиная с 1947 года Молодечненский станкостроительный завод специализировался на выпуске обрабатывающего оборудования. В число его моделей входит и сверлильный станок 2Н118 с вертикальным расположением компонентов. Он характеризуется простотой конструкции и минимальными эксплуатационными требованиями.
В число его моделей входит и сверлильный станок 2Н118 с вертикальным расположением компонентов. Он характеризуется простотой конструкции и минимальными эксплуатационными требованиями.
Конструктивные особенности
Внешний вид
Станок состоит из вертикально расположенной станины, в основании которой есть плита из чугуна. Она обеспечивает максимальную устойчивость конструкции. На станину установлен рабочий стол, который упирается регулировочными элементами на плиту-основание.
В верхней части находится блок управления оборудованием, шпиндельная головка, коробка передач и механизм переключения скоростей. В совокупности эти компоненты позволяют выбрать оптимальный режим работы. После установки заготовки на рабочем столе можно выполнять ее сверление, зенкования или нарезание резьбы. В последнем случае понадобится выбрать плашки определенного размера.
Перечень конструктивных особенностей и характеристик вертикально-сверлильного станка 2Н118:
- условный диаметр сверления составляет 18 мм;
- механизм для регулировки уровня рабочего стола.
 Эта операция осуществляется вручную с помощью рукояти;
Эта операция осуществляется вручную с помощью рукояти; - открытое расположение силовой установки. Такая компоновка дает возможность оперативно осуществлять ремонтные или профилактические работы.
 Эта операция осуществляется вручную с помощью рукояти;
Эта операция осуществляется вручную с помощью рукояти;Также в конструкции предусмотрена возможность опускания/поднимания шпинделя. После фиксации рабочего стола с деталью эта функция позволяет оперативно и с большой точностью делать сверление или другие типы операций.
Для освещения рабочего места в конструкции станка 2Н118 есть прибор, расположенный в нижней части позади шпиндельной головки. Он может быть настроен на любое удобное положение в зависимости от геометрии обрабатываемой детали.
Технические параметры станка
Компоненты станка
Размеры станка составляют 87*59*208 см при массе 450 кг. Вертикальное расположение компонентов конструкции является причиной минимальной площади для установки оборудования.
Следующей характеристикой являются расстояния от шпиндельной головки до поверхности рабочего стола. Они могут составлять от 0 до 60 см. При этом максимально допустимый вылет шпинделя до направляющих стоек равен 20 см.
Они могут составлять от 0 до 60 см. При этом максимально допустимый вылет шпинделя до направляющих стоек равен 20 см.
На следующем этапе необходимо рассмотреть технические параметры рабочего стола:
- габаритные размеры – 36*32 см;
- количество Т-образных конструктивных пазов для фиксации детали – 3 шт;
- максимально допустимое вертикальное смещение по оси z равно 35 см;
- при одном повороте рукояти стол изменяет вертикальное положение на 2,4 мм.
Шпиндель предназначен для фиксации режущего инструмента. Этот компонент станка характеризуется количеством оборотов, параметрами изменения положения относительно заготовки и количеством скоростей:
- максимально смещение – 30 см;
- перемещение за один оборот рукояти – 4,4 мм;
- ход гильзы – 15 см;
- параметры изменения частоты вращения, об/мин – от 180 до 2800;
- число скоростей – 9;
- допустимый крутящий момент, кг*см – 880.
В кинематической схеме станка предусмотрено 6 ступеней рабочих подач.
 Также присутствует механизм принудительной остановки шпинделя. Мощность электродвигателя, обеспечивающий главное движение, составляет 1,5 кВт. Дополнительно есть электронасос для подачи охлаждающей жидкости.
Также присутствует механизм принудительной остановки шпинделя. Мощность электродвигателя, обеспечивающий главное движение, составляет 1,5 кВт. Дополнительно есть электронасос для подачи охлаждающей жидкости.В видеоматериале показан пример работы станка:
Станок сверлильный основные характеристики – ИнструментРУ
Не в одной, даже самой маленькой, мастерской невозможно проводить работы без сверлильного станка, причем, не важно слесарные или столярные это будут работы.
Существует множество мощных стационарных промышленных сверлильных станков, использующихся на производстве. Однако, в условиях ограниченного пространства мастерской, гаража или даже одной комнаты в квартире нереально разместить такое оборудование. Поэтому широкое распространение получили универсальные портативные сверлильные станки характеристика, которых позволяет с высокой точностью обрабатывать детали и конструкции любых размеров. Несмотря на свою универсальность, данные станки относятся к профессиональным и полупрофессиональным классам инструмента, поскольку имеют множество настроек и предустановок позволяющих более качественно и быстро по сравнению с ручным инструментом выполнять работы с различными материалами (металл, дерево, пластик и пр.).
Поэтому широкое распространение получили универсальные портативные сверлильные станки характеристика, которых позволяет с высокой точностью обрабатывать детали и конструкции любых размеров. Несмотря на свою универсальность, данные станки относятся к профессиональным и полупрофессиональным классам инструмента, поскольку имеют множество настроек и предустановок позволяющих более качественно и быстро по сравнению с ручным инструментом выполнять работы с различными материалами (металл, дерево, пластик и пр.).
Для того чтобы не запутаться в параметрах и конструктивных особенностях станков, разберемся и определим на какие моменты нужно обратить пристальное внимание.
ТИПЫ
Все сверлильные станки делятся на три основные группы по направлению сверления:
- горизонтально-сверлильные станки – используются при сверлении отверстий в длинномерных деталях в продольной плоскости;
- радиально-сверлильные станки – имеют в своей конструкции горизонтальную колонну, что позволяет менять вылет шпинделя, а также угол наклона шпиндельной головки. При такой конструкции можно выполнять сверление нескольких отверстий в одной плоскости и менять угол сверления не перемещая заготовку;
- вертикально-сверлильные станки – наиболее распространенный класс станков среди бытового использования, подходящий также для использования в поточном производстве.
 При такой конструкции можно выполнять сверление нескольких отверстий в одной плоскости и менять угол сверления не перемещая заготовку;
При такой конструкции можно выполнять сверление нескольких отверстий в одной плоскости и менять угол сверления не перемещая заготовку;Определяющим параметром при выборе станка является наибольший диаметр сверловки в металле, он может достигать 60 мм. Как правило, для использования в домашней мастерской достаточно 16мм. Для высокоточной сверловки отверстий диаметром до 6мм используются небольшие прецизионные станки. Помимо максимального диаметра, сверлильный станок имеет характеристику вылет и ход шпинделя. От этого зависит максимальная глубина производимых отверстий.
Основные характеристики, на которые необходимо обратить особое внимание при выборе сверлильного станка:
Мощность
Данный параметр подбирается исходя из предполагаемой загруженности станка, толщины и вида материала, который будет подвергаться сверловки. Например, используя станок в повторно-кратковременном режиме, для выполнения бытовых задач, при сверловке дерева и листовых металлов, достаточным параметром по мощности будет показатель, не превышающий 600 Вт. Если же планируется выполнение столярно-слесарных работ, по несколько часов в день, то вам подойдет сверлильный станок профессионального класса мощностью от 600 Вт, способный высверливать отверстия до 16мм в цельно металлических деталях;
Например, используя станок в повторно-кратковременном режиме, для выполнения бытовых задач, при сверловке дерева и листовых металлов, достаточным параметром по мощности будет показатель, не превышающий 600 Вт. Если же планируется выполнение столярно-слесарных работ, по несколько часов в день, то вам подойдет сверлильный станок профессионального класса мощностью от 600 Вт, способный высверливать отверстия до 16мм в цельно металлических деталях;
Частота вращения шпинделя
Этот показатель варьируется от 200 до 3000 об/мин. Данный параметр подбирается в зависимости от выполняемой задачи и материала, подвергающегося сверлению. Современные станки, как правило, имеют 3-5 ступеней регулировки частоты вращения.
Существует ряд полезных функций, которыми могут оснащаться сверлильные станки, значительно облегчающих и делающих безопасной работу на нем:
- электромагнитный выключатель с кнопкой экстренного выключения;
- прозрачный защитный кожух от стружки;
- возможность установки глубины сверления;
- рабочий стол с регулировками в трех плоскостях;
- зажимы и тиски для жесткой фиксации заготовки;
- лазерный прицел (перекрестие) места сверловки. ,
 ,
,В заключении необходимо сказать, что вес сверлильного станка играет не маловажную роль при перемещении или погрузки, если предполагается его использование не только в стационарных условиях. Купить сверлильный станок можно в этом разделе нашего магазина.
Технические характеристики вертикально-сверлильного станка CDMP2010 с системой числового программного управления
Рисунок 1. Вертикально-сверлильный станок CDMP2010
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК представляет собой перемещающуюся по линейным направляющим портальную конструкцию (CDMP Series) с расположенной на ней скользящей силовой головки (1 Head), а также станины с неподвижным рабочим столом (2000×1000мм) под управлением системы ЧПУ (CNC). Станок предназначен для сверления отверстий в листовом металлопрокате, трубных досках, перегородках по заданной программе, спиральным резцом из высоколегированной стали. Задание программы, а также отображение всего рабочего процесса осуществляется с промышленного компьютера, с установленным на нем специальным программным обеспечением VISTA_CDMP2010, работающим под операционной системой Microsoft Windows ® XP Embedded. Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера (PC) систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и других САПР (файл формата .DXF). Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона.
Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера (PC) систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и других САПР (файл формата .DXF). Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона.
Рисунок 2. Станок CDMP2010 на производстве
Под оборудование устанавливается конвейерная система для удаления стружки, со встроенной в нее емкостью для сбора смазочно-охлаждающей жидкости (СОЖ), что позволяет уменьшить расход охлаждающей жидкости. Станок удобен и прост в управлении, обеспечивает высокое качество обработки, отличается высокой степенью автоматизации, стабильностью работы. При изготовлении данного станка используются импортные оригинальные запчасти, что повышает надежность, безопасность, а также имеет высокую степень взаимозаменяемости узлов и деталей, придает станку удобство в обслуживании и ремонте. Применяемая система числового программного управления, импортный оригинальный промышленный комплекс управления.
Особенности
По структуре: Данный станок состоит из станины, рабочего стола, подвижного портала, скользящей силовой головки, системы числового программного управления, автоматической системы удаления стружки (шнековый конвейер), циркуляционной охлаждающей системы, гидравлической станции и системы электроуправления.
Основная станина и подвижный портал сварной конструкции, прошедшие термообработку для снятия внутренних напряжений, обеспечивают высокую точность и долговечность. На поверхности рабочего стола имеются подпорные ленты с Т-образным пазом для закрепления обрабатываемых заготовок. Ось X: Механизм привода портала состоит из серводвигателя переменного тока, синхронных колес и шарового винта, а также направляющей плиты и рельса. Ось Y: С передней стороны подвижного портала установлены две рейки, по которым скользит силовая головка, управляемая системой числового программного управления. Серводвигатель передвигает силовую головку по оси Y, с высокой точностью позиционирования через шаровую гайку. Ось Z: Вертикальная подача силовой головки осуществляется через серводвигатель, синхронную ленту, синхронное колесо, редуктор и вертикальный шаровой винт. При удаленном расстоянии сверла до обрабатываемой детали подача силовой головки быстрая. При близком расстоянии подача силовой головки переходит на заданную скорость. После сверления отверстия силовая головка переходит в отступление. Когда силовая головка со сверлом отходит от заготовки и достигает начального положения, силовая головка со сверлом автоматически передвигается в следующее место для сверления отверстия. Станок имеет функцию сверления не пробивного отверстия, снятия фаски, автоматического удаления стружки и сбора смазочно-охлаждающей жидкости. Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона. Система электроуправления состоит из следующих узлов: система ЧПУ, серводвигатели переменного тока, программируемый логический контроллер (ПЛК).
Серводвигатель передвигает силовую головку по оси Y, с высокой точностью позиционирования через шаровую гайку. Ось Z: Вертикальная подача силовой головки осуществляется через серводвигатель, синхронную ленту, синхронное колесо, редуктор и вертикальный шаровой винт. При удаленном расстоянии сверла до обрабатываемой детали подача силовой головки быстрая. При близком расстоянии подача силовой головки переходит на заданную скорость. После сверления отверстия силовая головка переходит в отступление. Когда силовая головка со сверлом отходит от заготовки и достигает начального положения, силовая головка со сверлом автоматически передвигается в следующее место для сверления отверстия. Станок имеет функцию сверления не пробивного отверстия, снятия фаски, автоматического удаления стружки и сбора смазочно-охлаждающей жидкости. Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона. Система электроуправления состоит из следующих узлов: система ЧПУ, серводвигатели переменного тока, программируемый логический контроллер (ПЛК). Система электроуправления c ЧПУ управляет осями X,Y и Z (в том числе ось X синхронная с осями Y,Z подвижного портала). Станок комплектуется промышленными редукторами SEW производства Германия.
Система электроуправления c ЧПУ управляет осями X,Y и Z (в том числе ось X синхронная с осями Y,Z подвижного портала). Станок комплектуется промышленными редукторами SEW производства Германия.
По функциональности: Рабочий стол сверлильного станка разбит на четыре независимые зоны A, B, C, D (Рисунок 2), что позволяет выполнять сверление различных программ, а также производить снятие и установку заготовок не останавливая текущий процесс сверления. Управление всем процессом производится с пульта управления системы ЧПУ. Задание программы, а также отображение всего рабочего процесса осуществляется с промышленного компьютера, с установленным на него специальным программным обеспечением VISTA_CDMP2010 (Рисунок 1), работающего под операционной системой Microsoft Windows® XP Embedded. Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и др. (файл формата .DXF). Доступ через локальную сеть и порт USB для загрузки программ обработки заготовок и обновлений. Встроенные справочная система и подсказки по оптимизации сверления по требованию обеспечивают повышение производительности станка и улучшение продуктивности всего процесса. Централизованная система смазки. Галогенная лампа освещения зоны сверления. Автоматическая система удаления стружки: Можно установить определенную глубину сверления на экране системы ЧПУ, при достижении которой сверло поднимается в начальное положение и стружка удалится из отверстия. Можно установить время и цикличность удаления стружки. Станок имеет удобную и наглядную функцию предварительной тренировки и повторной проверки. В оборудовании предусмотрена система сохранения последних рабочих данных при аварийном отключении электроэнергии.
(файл формата .DXF). Доступ через локальную сеть и порт USB для загрузки программ обработки заготовок и обновлений. Встроенные справочная система и подсказки по оптимизации сверления по требованию обеспечивают повышение производительности станка и улучшение продуктивности всего процесса. Централизованная система смазки. Галогенная лампа освещения зоны сверления. Автоматическая система удаления стружки: Можно установить определенную глубину сверления на экране системы ЧПУ, при достижении которой сверло поднимается в начальное положение и стружка удалится из отверстия. Можно установить время и цикличность удаления стружки. Станок имеет удобную и наглядную функцию предварительной тренировки и повторной проверки. В оборудовании предусмотрена система сохранения последних рабочих данных при аварийном отключении электроэнергии.
Рисунки 3, 4, 5. Интерфейс ПО VISTA_CDMP2010.
Рисунок 6. Четыре независимые зоны A, B, C, D рабочего стола.
Рисунки 7, 8. Заготовки после сверления.
Заготовки после сверления.
Основные технические характеристики
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
|
Параметры |
CDMP2010 |
|
|
Максимальный размер обрабатываемой заготовки (Д×Ш), мм. |
Для 1-ой детали |
2000×1000 |
|
Для 2-х деталей |
1000×1000 |
|
|
Для 4-х деталей |
1000×500 |
|
|
Максимальная толщина заготовки, мм. |
80 |
|
|
Минимальный диаметр сверления, мм. |
Ø15 |
|
|
Максимальный диаметр сверления, мм. |
Ø50 |
|
|
Главный шпиндель |
Тип посадочного отверстия сверла |
Конус Морзе №4 |
|
Скорость вращения, об/мин. |
130~560 (регулировка бесступенчатая) Плавное изменение скорости преобразователем частоты |
|
|
Рабочий ход шпинделя, мм. |
180 |
|
|
Способ подачи |
Подача гидравлическая. Скорость подачи изменяется бесступенчато, с помощью клапана, регулирующего скорость |
|
|
Скорость подачи, мм/мин. |
20~200 |
|
|
Мощность сервопривода, кВт. |
5 |
|
|
Точность на позиционирование |
0. |
|
|
повторная 0.05 мм/общая длина |
||
|
Область позиционирования |
Ось Х, мм. |
20~2020 |
|
Ось Y, мм. |
20~1000 |
|
|
Ось Z, мм. |
0~180 |
|
|
Гидравлический зажим заготовки |
Толщина заготовки для зажима, мм. |
15~80 |
|
Количество прижимных цилиндров, шт. |
12 |
|
|
Усилие зажима, кН. |
7.5 |
|
|
Гидравлическая система |
Максимальное давление, МПа. |
6 |
|
Рабочее давление, МПа. |
5 (50 кгс/см2) |
|
|
Емкость бака, л. |
100 |
|
|
Система смазочно-охлаждающей жидкости |
Метод подачи потока |
Автоматический цикл |
|
Емкость бака, л. |
120 |
|
|
Мощность |
Привод шпинделя, кВт. |
4 |
|
Насос гидравлической системы, кВт. |
2.2 |
|
|
Насос системы охлаждения, кВт. |
0.25 |
|
|
Сервопривод по оси Х, кВт. |
1.5 |
|
|
Сервопривод по оси Y, кВт. |
1.0 |
|
|
Привод механизма удаления стружки, кВт. |
0.2 |
|
|
Общая мощность, кВт. |
12 |
|
|
Габаритные размеры, (Д×Ш×В), мм. |
4300×1950×2353 |
|
|
Вес, кг. |
Станина станка |
4800 |
|
Механизм удаления стружки |
200 |
|

 10 мм/общая длина
10 мм/общая длина

Рабочие характеристики станка
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
|
Рабочие характеристики |
Значения параметров |
|
|
№ оси привода |
X,Y и Z (одновременное приведение в действие по осям X и Y) |
|
|
Минимальное перемещение |
оси X и Y: по оси Z 0. |
|
|
Диапазон установки |
ось X |
20мм~2030мм |
|
ось Y |
20мм~980мм |
|
|
ось Z |
Макс. 180мм |
|
|
Макс. скорость перемещения |
8000 мм/мин |
|
 01мм Z: 0.1мм
01мм Z: 0.1ммОсновные элементы и узлы
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
|
№ |
Наименование |
Модель, размеры |
Количество |
Производитель |
|
1 |
Линейная направляющая |
HGW35 |
2 |
HIWIN (Тайвань) |
|
2 |
Линейная направляющая |
HGW45 |
2 |
|
|
3 |
Шарико-винтовая пара |
KGT-D4010 |
1 |
NEFF (Германия) |
|
4 |
Шарико-винтовая пара |
KGT-D4010 |
1 |
|
|
5 |
Насос гидравлической системы |
VCM-SF-30C-20-T |
1 |
CAMEL (Тайвань) |
|
6 |
Двигатель гидравлической системы |
2. |
1 |
SYUNTSEH (Тайвань) |
|
7 |
Электромагнитный клапан |
WDHE-0631/2-P24DC |
3 |
ATOS (Италия) |
|
8 |
Контрольный клапан |
WHR-011 |
3 |
|
|
9 |
Электромагнитный клапан |
DHI-0711-IX24DC |
1 |
|
|
10 |
Клапан регулятора |
DHQ 013/C/I-IX24DC |
1 |
ATOS (Италия) |
|
11 |
Серводвигатель |
P60B13100 |
2 |
SANYO (Япония) |
|
12 |
Серводвигатель |
RSIA03AA (с тормозом) |
2 |
|
|
13 |
Редуктор |
RF77 |
1 |
SEW (Германия) |
|
14 |
Преобразователь |
EV1000-4T0055G |
1 |
EMERSON (Америка) |
|
15 |
Программно-логический контроллер |
FXIN-60MT |
1 |
MITSUBISHI (Япония) |
|
16 |
Сенсорные переключатели |
NI5-Q18-AN6X |
2 |
TURCK (Германия) |
|
17 |
Сенсорные переключатели |
NI5-Q18-RN6X |
4 |
|
|
18 |
Сенсорные переключатели |
NI5-G12-AN6X |
2 |
|
|
19 |
Кнопки |
все |
SCHNEIDER (Франция) |
|
|
20 |
Электрические компоненты (низкого давления) |
RXL2A12B RX2E1M2C |
все |
SCHNEIDER (Франция) |
 2кВт
2кВтРисунок 9.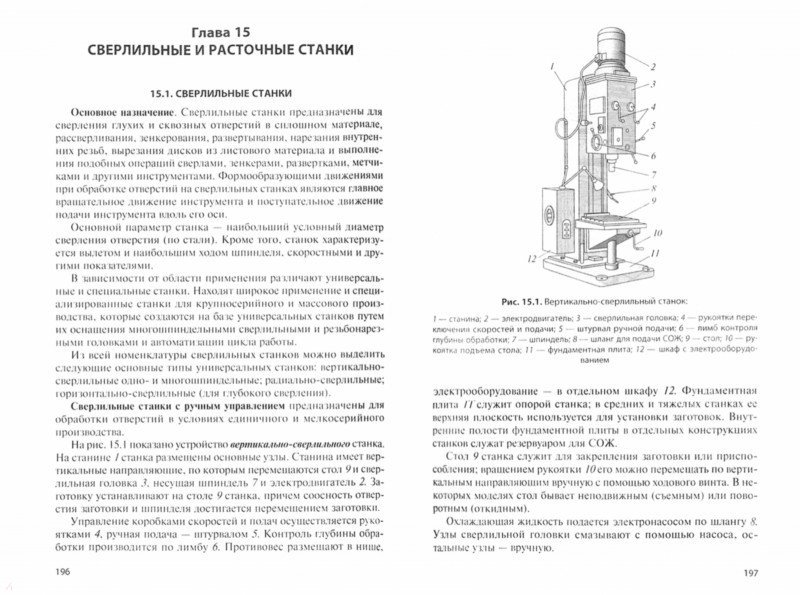 Общий вид сверлильного станка, модель CDMP2010
Общий вид сверлильного станка, модель CDMP2010
Список поставки оборудования
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
|
Перечень |
Наименование |
Количество |
|
|
Список оборудования |
Основное оборудование |
1 комплект |
|
|
Главный шпиндель (Конус Морзе №4) |
1 штука |
||
|
Электрический шкаф управления (включая ЧПУ) |
1 комплект |
||
|
Гидравлическая станция |
1 комплект |
||
|
Автоматический транспортер для удаления стружки (включая короб – тележку) |
1 комплект |
||
|
Запасные части станка (прилагается список) |
1 комплект |
||
|
Техническая документация |
Прилагаемые документы |
Инструкция по эксплуатации станка |
1 копия |
|
Сертификат соответствия |
1 копия |
||
|
Приобретенные части |
Инструкция по эксплуатации редуктора SEW |
1 копия |
|
|
Инструкция по эксплуатации преобразователя EMERSON |
1 копия |
||
|
Инструкция по эксплуатации промышленного компьютера |
1 копия |
||
|
Прикладное программное обеспечение |
Драйверы промышленного компьютера |
1 диск |
|
|
Резервное копирование программного обеспечения блока управления |
1 диск |
||
Стоимость оборудования
В стоимость включен шефмонтаж, наладка, обучение, гарантийное и техническое обслуживание 12 месяцев.
Страна производитель – КНР.
Порядок расчетов
- 50% – авансовый платеж в течение 5 банковских дней с момента подписания Договора.
- 45% – в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-изготовителем и готовности его оправки на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью Поставщика.
- 5% – после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки
45 календарных дней с момента получения авансового платежа.
Технические характеристики станка сверлильного – Энциклопедия по машиностроению XXL
Технические характеристики станков сверлильно-пазовальных и для заделки сучков [c.35]КЛАССИФИКАЦИЯ И ВЫБОР ОСНОВНЫХ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК СТАНКОВ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНОЙ ГРУППЫ
[c. 411]
411]
Технические характеристики вертикально-сверлильных станков [c.76]
Техническая характеристика настольно-сверлильных станков [c.125]
Техническая характеристика вертикально-сверлильных станков приведена в табл. 11. [c.127]
И. Основные технические характеристики вертикально-сверлильных станков [c.172]
Для совмещения оси шпинделя сверла с осью очередного отверстия, подлежащего обработке, необходимо заготовку периодически двигать по столу в различные положения вручную. Это вызывает большие неудобства и потерю времени, особенно при сверлении отверстий в крупногабаритных и тяжелых деталях. На радиально-сверлильном станке деталь остается неподвижной, а перемещается инструмент вместе со шпиндельной бабкой. Техническая характеристика станка [c.74]
Основные технические характеристики радиально-сверлильных станков
[c. 426]
426]
В соответствии с этой классификацией каждому станку присвоен индекс, состоящий из цифр и букв. Первая цифра означает его принадлежность к группе, вторая указывает на тип станка, следующие одна или две цифры условно указывают на основную техническую характеристику станка, позволяющую оценить максимальный размер заготовки, которую можно обрабатывать на данном станке (высоту центров для токарно-винторезного станка, наибольший размер отверстия для сверлильных станков, условный размер стола для фрезерных и строгальных станков и т. д.). [c.424]
Технические характеристики вертикально-сверлильных станков приведены в табл. 9 и 10. [c.29]
Технические характеристики радиально-сверлильных станков при ведены в табл. 11 и 12. [c.33]
В табл. 31 приведены технические характеристики одношпиндельных сверлильных станков. [c.248]
Основная техническая характеристика настольных сверлильных станков приведена в табл. 23.
[c.39]
23.
[c.39]
Б табл. 24 приведена техническая характеристика базовых моделей вертикально-сверлильных станков под специальные наладки, в табл. 25 — техническая характеристика вертикально-сверлильных станков с колокольной головкой. [c.42]
Технические характеристики переносных сверлильных станков с электромагнитным креплением [c.356]
Классификация по комплексу признаков наиболее полно отражается в общегосударственной Единой системе условных обозначений станков (табл.. 6.1). Она построена по десятичной системе все металлорежущие станки разделены на десять групп, группа — на десять типов, а тип — на десять типоразмеров. В группу объединены станки по общности технологического метода обработки или близкие по назначению (например, сверлильные и расточные). Типы станков характеризуют такие признаки, как назначение, степень универсальности, число главных рабочих органов, конструктивные особенности. Внутри типа станки различают по техническим характеристикам. [c.281]
[c.281]
Ультразвуковые генераторы — Технические характеристики 394, 397 Ультразвуковые станки 394, 396 Упорные устройства — Применение при сверлильных работах 843 Упрочнение деталей машин деформированием пластическим 611 [c.464]
Технические характеристики 65 Вертикально-сверлильные станки — Нормы [c.557]
Радиально-сверлильные станки — Технические характеристики 25 Радиус вписанной окружности — Расчетная формула 540 Развертки — Стойкость 238 [c.577]
Резьбонакатные ролики 281 Резьбонакатный инструмент — Профиль резьбы 281, 282 Резьбонарезные головки реверсивные к сверлильным станкам 92 Резьбонарезные патроны к сверлильным станкам 92 Резьбошлифовальные станки — Технические характеристики 44 Резьбы — Диаметр средний — Измерение 347 [c.578]
В табл. 1-30, 1-31 и выводах (см. с. 36—37) приведены назначения и технические характеристики сверлильных и долбежных станков, выпускаемых отечественной станкостроительной промышленностью и применяемых при изготовлении мебели. [c.34]
[c.34]
Настольно-сверлильный станок НС-12А предназначен для сверления в небольших деталях отверстий диаметром не более 12 мм. Его техническая характеристика приведена в табл. 10. [c.125]
Основные технические характеристики наиболее распространенных вертикально-сверлильных станков приведены в табл. 14, а нормы точности и проверка— в табл. 15. [c.171]
РА-321 (фирмы Алкатель) 33 Технические характеристики станков агрегатно-сверлильно-расточных 94, 95 [c.288]
Техническая характеристика зарубочно-сверлильного станка [c.85]
Сверлильные станки вертикальные — Базовые модел 30 — Технические характеристики 29, 31 —— радиальные — Технические характеристики 32 Сверлильные станки-автоматы 276, 277 Световые единицы в акустике 872 Свинец — Механические свойства 791 [c.904]
В соответствии с этой классификацией каждому станку присваивают определенный шифр. Первая цифра шифра определяет группу станков, вторая тип, третья (иногда третья и четвертая) показывает условный размер станка. Буква на втором или третьем месте позволяет различать станки одного типоразмера, но с разными техническими характеристиками. Буква в конце шифра указывает на различные модификации станков одной базовой модели. Например, шифром 2Н135 обозначают вертикально-сверлильный станок (группа 2, тип 1), модернизированный (Н), с наибольшим условным диаметром сверления 35 мм (35).
[c.281]
Первая цифра шифра определяет группу станков, вторая тип, третья (иногда третья и четвертая) показывает условный размер станка. Буква на втором или третьем месте позволяет различать станки одного типоразмера, но с разными техническими характеристиками. Буква в конце шифра указывает на различные модификации станков одной базовой модели. Например, шифром 2Н135 обозначают вертикально-сверлильный станок (группа 2, тип 1), модернизированный (Н), с наибольшим условным диаметром сверления 35 мм (35).
[c.281]
Приводится блок-схема и рассматривается работа дискретной позиционной системы числового программного управления типа СЦ-7М, обеспечивающей автоматическую работу четырехкоординатных сверлильных станков типа КСП, имеющих шестишпиндельную револьверную головку. Приводится техническая характеристика системы. Иллюстраций 4. [c.190]
Основным назначением приборов для предварительной настройки режущего инструмента является размерная настройка инструмента станков с числовым программным управлением токарной (приборы моделей 2010, 2010М, БВ-2011М, БВ-2012М, БВ-2026), сверлильной, расточной, фрезерной групп и типа обрабатывающий центр (приборы моделей 2015 и БВ-2027). Технические характеристики приборов приведены в табл. 11.6.
[c.313]
Технические характеристики приборов приведены в табл. 11.6.
[c.313]
Сверлильные патроны — Размеры и характеристики 83 — 84 Сверлильные станки — Контуры в плане 68 — Нормы жесткости и точности 7, 8 — Технические характеристики 22— 23 — а также см. под названием каждого из них, например Вертикально-свер-. лилъ ше станки, Радиально-сверлильные стангм Сверло — развертка 220 Сверло — зенкер 220 [c.566]
Технические характеристики фрезерных и фрезёрно сверлильно-расточных станков [c.98]
Примечания 1. Сплошной тонкой линией обозйачены контуры фун даментов. 2. ВЦ — высота центров (наибольший радиус обрабатываемой детали). 3. РМЦ — расстояние между центрами (наибольшая длина обрабатываемой детали). 4. Номер модели состоит из цифр и букв. Буквы могут стоять после первой цифры или в конце номера. Первая цифра номера показывает группу станка. Вторая — тип станка в данной группе. Третья или третья и четвертая цифры совместно указывают условный размер станка (высоту центров, наибольший диа метр обрабатываемых прутков, наибольший диаметр сверления, размер стола и т. д.). Буква между первой и второй цифрами показывает конструктивное исполнение одного и того же размера, ио с различной технической характеристикой. Буквы в конце ножера означают выпуск станков различных модификаций одной и той же базовой модели. 5. Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС) установлены следующие группы станков О — резервная 1 — токарная 2 — сверлильно-расточная 3 — шлифоваль ная и доводочная 4 — комбинированная 5 — зубо- и резьбообрабатывающая 6 —> фрезерная 7 — строгальная, долбежная и протяжная 8 — разрезная 9 — разная. Каждая группа подразделяется на 10 типов и каждый тип — на 10 типоразмеров.
[c.463]
д.). Буква между первой и второй цифрами показывает конструктивное исполнение одного и того же размера, ио с различной технической характеристикой. Буквы в конце ножера означают выпуск станков различных модификаций одной и той же базовой модели. 5. Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС) установлены следующие группы станков О — резервная 1 — токарная 2 — сверлильно-расточная 3 — шлифоваль ная и доводочная 4 — комбинированная 5 — зубо- и резьбообрабатывающая 6 —> фрезерная 7 — строгальная, долбежная и протяжная 8 — разрезная 9 — разная. Каждая группа подразделяется на 10 типов и каждый тип — на 10 типоразмеров.
[c.463]
Техническая характеристика сверлильно-присадочного станка СГВП-1 [c.166]
Техническая характеристика комбинированного рельсорезно-сверлильного станка модели МП13Б (изготовляется минским станкостроительным заводом им. С, М Кирова)
[c.417]
С, М Кирова)
[c.417]
| Условный диаметр сверления в чугуне/стали,мм | 32…50 |
| Макс. диаметр сверления в стали 45 ГОСТ 1050-88, мм | 50 |
| Диаметр нарезаемой резьбы, мм | М3…М33 |
| Наибольшая масса инструмента, устанавливаемая на станке (не более), кг | 6 |
| Вылет шпинделя (расстояние от оси шпинделя до направляющей колонны), мм | 370 |
| Размер конуса шпинделя наружный по ГОСТ 9953-82 | Морзе 4 |
| Степень точности конуса | АТ7 |
| Цена деления лимба, мм | 1 |
| Наибольшее перемещение шпинделя, мм | 250 |
| Расстояние от торца шпинделя до рабочей поверхности стола/основания, мм | 920 |
| Наибольший ход подъемного стола, мм | 500 |
| Размеры подьемного стола,мм | 500х600 |
| Размеры рабочей поверхности стола, мм | 500х600 |
| Количество Т-образных пазов стола | 2 |
| Ширина Т-образных пазов стола, мм | 14Н12 |
| Размеры основания, мм | 525х800 |
| Размер рабочей поверхности основания,мм | 430×440 |
| Количество Т-образных пазов основания | 2 |
| Ширина Т-образных пазов основания, мм | 18Н12 |
| Расстояние между Т-образными пазами основания, мм | 200±0. 4 4 |
| Крутящий момент на шпинделе (не более), Hм | 400 |
| Осевое усилие на шпинделе (не более), H | 15000 |
| Пределы частот вращения шпинделя, мин-1: | 52…2050 |
| Пределы рабочих подач шпинделя, мм/об. | 52, 78, 120, 185, 275, 420, 550, 850, 660, 1015, 1350, 2050 |
| Число ступеней рабочих подач | 12 |
| Наибольшая высота заготовки на подьемном столе,мм | 590 |
| Наибольшая масса заготовки на подьемном столе,кг | 600 |
| Напряжение питания, В | 380 |
| Двигатель главного привода | Двухскоростной |
| Мощность электродвигателя, кВт | 3,0 / 4,0 |
| Частота вращения, об/мин. | 960 / 1440 |
| Габаритные размеры (не более), мм | 1110х750х2400 |
Вертикальный сверлильный станок SE2035 CE
Вертикальные сверлильные станки SE2035 CE Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
| Технические характеристики | SE 2035 CE |
|---|---|
| Диаметр сверления в стали, мм. | 35 |
| Конус шпинделя | МК 4 |
| Ход пиноли шпинделя, мм. | 150 |
| Количество скоростей шпинделя | 8 |
| Скорости шпинделя, об/мин | 75-160-265-440-535-890-1490-3010 |
| Размер стола, мм | 500х400 |
| Расстояние от шпинделя до поверхности стола, мм. | 140-1150 |
| Мощность двигателя шпинделя, кВт. | 1,4/2 |
| Масса, кг. | 290 |
Сверлильная бабка станка
Может поворачиваться колонны на 360° и может перемещаться по колонне вверх и вниз.
Коробка передач
Коробка передач сконструирована таким образом, что она обеспечивает передачу максимального крутящего момента, имеет минимальный уровень шума, и практически не требует технического обслуживания.
Механическая подача (M)
При достижении требуемой глубины сверления, пиноль автоматически возвращается в исходное положение. Питание коробки передач снабжено устройством автоматической системой защиты от перегрузок, которая включается, когда усилие на коробку слишком высокое. Питание также может быть выключено вручную.
Автоматическая подача (ELM)
Имеются кнопки старт/стоп, включающие/размыкающие электромагнитную муфту. Автоматический реверсивный блок для нарезания резьбы входит в стандартную комплектацию данного исполнения.
Стол
Стол из высококачественного чугуна с T-образными пазами и каналом отвода СОЖ. Стол вмонтирован в устойчивую поворотную платформу, поворачивающуюся вокруг колонны на 360°. Стол может также двигаться вверх и вниз.
Шпиндель
Шпиндель имеет шариковые и роликовые подшипники, при этом нижний роликовый подшипник размещается как можно ближе к нижней части шпинделя, что обеспечивает высокую точность и стабильность.. Шпиндель уравновешивается натяжением пружины, обратный ход шпинделя можно регулировать в зависимости от веса инструмента. Есть встроенный выталкиватель для быстрой смены инструмента.
Колонна
Колонна выполнена из стали, обеспечивающей жесткость и точность станка.
Основание
Опорная плита имеет обработанную поверхность с T-образными пазами и каналом отвода СОЖ.
Безопасность
Станок оборудован термовыключателем, расцепителем нулевого напряжения и аварийным тормозом.
SE 2035 CE – напольный вертикальный сверлильный станок с поворотным и перемещаемым вверх и вниз столом с ручной подачей.
SE 2035 M СЕ – напольный вертикальный сверлильный станок с поворотным и перемещаемым вверх и вниз столом с механической подачей.
SE 2035 ELM СЕ – напольный вертикальный сверлильный станок с поворотным и перемещаемым вверх и вниз столом с автоматической подачей.
Станки исполнения CE поставляются с защитными кожухами, концевыми выключателями и CE-документацией.
| Код опции | |
|---|---|
| T25095 | Рабочее освещение |
| T35000 | Набор принадлежностей МК 3:
|
| T35001 | Автоматический реверсивный блок для нарезания резьбы |
| T25003 | Система СОЖ с трубками |
| T30006 | Соединительный кабель 5 м, с разъемом 16 A CE |
| T35009 | Ножная педаль включения реверса |
| T35010 | Ножная педаль включения двигателя шпинделя |
| T35013 | Шпиндель с резьбовым концом и гайкой для крепления фрезерного патрона с цангами |
| T35014 | Шпиндель с фланцем для многошпиндельной сверлильной головки |
| T40042 | Фрезерный патрон ER МК4 с 5-ю цангами 6,8,10,12,20 мм |
| T25021 | Фрезерный стол FB 102. Рабочая поверхность 584×242 мм. Продольный ход 415 мм. Поперечный ход 155 ход, включая промежуточную плиту Рабочая поверхность 584×242 мм. Продольный ход 415 мм. Поперечный ход 155 ход, включая промежуточную плиту |
| Т35023 | Прямоугольный стол 600х500 мм вместо стола 500х400 мм |
| T30040 | Сверлильный патрон с оправкой 0 – 13 мм, МК4 |
| T30041 | Сверлильный патрон с оправкой 3 – 16 мм, МК4 |
| TFARG0 | Специальный цвет |
Вертикальный сверлильный станок, Вертикальное сверло, Сверло по металлу, в Сурате, Станки Udhana
Вертикальный сверлильный станок, Вертикальное сверло, Сверло по металлу, в Сурат, Станки Udhana | ID: 10793472712Описание продукта
Наша предполагаемая организация занята поставкой вертикальной сверлильной машины крышки 15 дюймов на 25 мм.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | ||
| Диаметр стали | 25,4 мм | |
| Скорость вращения шпинделя 8 шт. Об / мин | 130-210-330-540-670-1110-1700-2750 | 0 9000 КонусКонус Морзе № 3 |
| От центра шпинделя до колонны | 385 мм | |
| Ход шпинделя | 200 мм | |
| Максимальное расстояние от шпинделя до стола | 425 мм | 835 мм |
| Рабочая поверхность основания Диаметр колонны | 115 | |
| Рабочая поверхность основания | 440 x 300 мм | |
| Рабочая поверхность стола | 400 x 400 мм | |
| Диаметр колонны | 87 мм | |
| Основание машины | 650 x 375 мм | |
| Общий Размеры | 1590 x 410 x 970 мм | |
| Скорость двигателя | 1440 об / мин | |
Двигатель 3 фазы, индукционный, A. C. C. | 0,55 кВт / 1 л. Патрон оправки, переключатель клинового ремня, тиски сверла и приспособление для тонкой подачи. |
Заинтересовал этот товар? Получите последнюю цену от продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1976
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
IndiaMART Участник с января 2010 г.
GST24ACHPM1283C1ZZ
Добро пожаловать на сайт Udhna Machine Tools. Этот сайт разработан таким образом, что вы можете напрямую перейти к нужному вам продукту, и в любом случае, если вы обнаружите какие-либо трудности, не стесняйтесь писать нам по электронной почте [email protected] или [email protected] – мы будем доступны в любое время для решения ваших проблем. Кроме того, если вы хотите узнать какую-либо подробную информацию, которой здесь нет, или у вас есть предложения или отзывы, не стесняйтесь обращаться к нам по электронной почте.
Этот сайт разработан таким образом, что вы можете напрямую перейти к нужному вам продукту, и в любом случае, если вы обнаружите какие-либо трудности, не стесняйтесь писать нам по электронной почте [email protected] или [email protected] – мы будем доступны в любое время для решения ваших проблем. Кроме того, если вы хотите узнать какую-либо подробную информацию, которой здесь нет, или у вас есть предложения или отзывы, не стесняйтесь обращаться к нам по электронной почте. Вернуться к началу 1
Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 5 мм / об.
5 мм / об.  радиус сверления
радиус сверленияСверлильный станок – Производитель радиально-сверлильных станков из Индора
Опираясь на сложную инфраструктуру, мы заняты производством и экспортом Радиально-сверлильного станка . Благодаря последнему технологическому прогрессу, наша машина проста в установке и эксплуатации.Кроме того, наша машина ценится среди наших клиентов по всему миру за ее прочную конструкцию, низкие затраты на техническое обслуживание и высокую эффективность эксплуатации..1.15-1_1961.Tehndoc_ru.jpg.0516d3f4e0f6b2eadb10e8d315b263aa.jpg) Радиально-сверлильный станок разработан с высокой точностью специально для сверления в тяжелых условиях, и все литые детали изготовлены из мелкозернистого серого чугуна, подвергнутого механической обработке с жесткими допусками. Наши клиенты могут воспользоваться этой машиной с точными размерами от нас по конкурентоспособной цене.
Радиально-сверлильный станок разработан с высокой точностью специально для сверления в тяжелых условиях, и все литые детали изготовлены из мелкозернистого серого чугуна, подвергнутого механической обработке с жесткими допусками. Наши клиенты могут воспользоваться этой машиной с точными размерами от нас по конкурентоспособной цене. Технические характеристики:
| Описание | No.40 G мм |
| Диаметр сверления, М. | 40 |
| Производительность сверления в C.I. | 45 |
| Врезка в M.S. | 20 |
| Конус отверстия шпинделя | MT-4 |
| Ход шпинделя | 250 |
| Скорости шпинделя (об / мин x шаг) | 88-1404 x 9 Скорость |
| 78 | |
| Auto feed Rage | Fine Feed |
Макс. Расставить нос шпинделя до основания Расставить нос шпинделя до основания | 850 x 250 |
| Макс. Расст. От центра шпинделя к колонне | 920 x 385 |
| Размер стола с коробкой | 300 x 300 x 385 |
| Диаметр колонны | 170 |
| Мотор-редуктор | 1,5 л.с. 1440 об / мин | 1 л.с., 1440 об / мин |
| Клиновой ремень | B-33 x 2 |
| Вес около | 800 кг. |
Дополнительная информация:
Все редукторные радиально-сверлильные станки Производитель и дилер
HPSM ’производит, экспортирует и поставляет сверхмощный универсальный радиально-сверлильный станок. Эти Радиально-сверлильные станки с редуктором произведены в соответствии с международными стандартами нашими квалифицированными специалистами.Предлагаемый нами радиально-сверлильный станок с редуктором изготовлен с использованием высококачественных компонентов и деталей, которые обеспечивают идеальное сверление как при выполнении больших, так и малых работ. Кроме того, Радиально-сверлильный станок с редуктором можно использовать по доступной цене.
Эти Радиально-сверлильные станки с редуктором произведены в соответствии с международными стандартами нашими квалифицированными специалистами.Предлагаемый нами радиально-сверлильный станок с редуктором изготовлен с использованием высококачественных компонентов и деталей, которые обеспечивают идеальное сверление как при выполнении больших, так и малых работ. Кроме того, Радиально-сверлильный станок с редуктором можно использовать по доступной цене.
Особенности дизайна
- Главный шпиндель из стали EN с 6 пазами, обработанными фрезерованием, и коническое отверстие Морзе с внутренней шлифовкой.
- By Простая регулировка только при помощи клина самореза для установки сверлильной головки на направляющую.Втулка шпинделя правильно направлена в отверстие хонингованной сверлильной головки на 6 шариковых и роликовых подшипниках для плавного и точного хода.
- Главный шпиндель из стали EN с 6 пазами в фрезерном станке, коническое отверстие Морзе имеет внутреннюю шлифовку.
- By Простая регулировка только при помощи клина самореза для установки сверлильной головки на направляющую. Втулка шпинделя правильно направлена в отверстие хонингованной сверлильной головки на 6 шариковых и роликовых подшипниках для плавного и точного хода.
- Этот станок имеет радиус сверления до 820 мм и расстояние от основания до шпинделя до 1040 мм.Благодаря такому оборудованию мы можем обеспечить хорошую рабочую зону по невысокой цене.

Стандартное оборудование
- Шкив мотора
- 2 №
- Выколотка для сверла
- Масленка
Дополнительное оборудование
- Ящик-столик
- Электродвигатели и панель управления
- Ремни клиновые
- Насос охлаждающей жидкости с баком и фитингами
| Технические характеристики | л.с. – 25 |
| ВМЕСТИМОСТЬ | С.I. |
| Производительность бурения | 25 мм |
| СВЕРЛИЛЬНАЯ ГОЛОВКА | |
1. Носик шпинделя Носик шпинделя | MT – 3 |
| 2. Ход шпинделя | 200 мм |
| 3. Число оборотов шпинделя | 8 |
| 4. Диапазон скорости шпинделя | 80-1800 об / мин |
| МОЩНОСТЬ | |
| Двигатель привода шпинделя | 1 л.с. 1440 об / мин |
| Клиновой ремень привода шпинделя | В-45 |
| РАБОЧИЙ СТОЛ | |
| Д x Ш x В | 250 x 200 x 200 мм |
| РАБОЧИЙ ДИАПАЗОН | |
| 1.Максимальный ход буровой головки | 355 мм |
| 2. Расстояние от колонны до шпинделя макс. / Мин. | 655/300 мм |
| 3. Расстояние от основания до шпинделя Макс. / Мин. | 880/175 мм |
| 4. Диаметр колонны. | 130 мм |
| ОСНОВНАЯ ПЛИТА | |
| 1. Д x Ш x В | 1005 x 605 x 125 мм |
2. G.W. / N.W. G.W. / N.W. | |
| 3.Размер деревянного ящика, Д x Ш x В | 1100 x 700 x 1800 мм |
| Технические характеристики | ГЭС-38 |
| ВМЕСТИМОСТЬ | |
| Производительность бурения | 38 мм |
| СВЕРЛИЛЬНАЯ ГОЛОВКА | |
| Конус шпинделя Морзе | MT – 4 |
| Ход шпинделя | 200 мм |
| No.скорости шпинделя | 8 |
| Диапазон скорости шпинделя | 73-1800 об / мин |
| МОЩНОСТЬ | КЛИНОВЫЕ РЕМНИ |
| Приводной двигатель шпинделя (1,5 л.с.) | В-46 |
| Двигатель подъема рычага (0,5 л.с.) | А-23 |
| РАБОЧИЙ СТОЛ | |
| Д x Ш x В | 300 x 260 x 260 мм |
| РАБОЧИЙ ДИАПАЗОН | |
| Радиус сверления Макс./ Мин. | 820/320 мм |
| Расстояние от колонны до шпинделя Макс. / Мин. | 745/250 мм |
| Макс. Ход буровой головки | 495 |
| Расстояние от основания до шпинделя Макс. / Мин. | 1040/250 мм |
| Диаметр колонны | 157 мм |
| ОСНОВНАЯ ПЛИТА (С БАКОМ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ) | |
| Д x Ш x В | 1225 x 675 x 135 мм |
| Рабочая поверхность (Д x Ш) | 740/550 мм |
| No.слотов / Размер | 3/16 мм |
| РАЗМЕР | |
| Общая высота | 2050 |
| Деревянный ящик (Д X Ш X В) | 1300 X 750 X 2050 мм |
Универсальный радиально-сверлильный станок HPS-5 (40 мм)
| Технические характеристики | HPS-5 (40ММ) |
| Описание | Вместимость и размер |
| Вместимость | |
| Производительность сверления в MS | 40 мм |
| Максимальный диаметр сверления в CI | 45 мм |
| Врезка в MS | 25 мм |
| Черновое растачивание в MS | 60 мм |
| Буровая головка | |
| Саморез шпинделя | MT – 4 |
| Ход шпинделя | 170 мм |
| Число оборотов шпинделя | 8 |
| Диапазон скорости шпинделя | от 60 до 100 об / мин |
| Количество силовой подачи | 2 |
| Диапазон подачи мощности | 0.20-0. 10 мм Rev |
| Рабочий диапазон | |
| Радиус сверления макс. / Мин. | – |
| Расстояние от колонны до шпинделя макс. / Мин. | 950 440 мм |
| Расстояние от основания шпинделя Макс. / Мин. | 1150–320 |
| Диаметр колонны | 180 мм |
| Ящик стол LXWXH | 380 х 300 х 300 |
| Опорная плита | |
| Площадь опорной плиты LXWXH | 1350 х 760 х 160 |
| Рабочая поверхность | 870 х 630 |
| Количество размеров Т-образных пазов | 3/16 мм |
| Мощность | |
| Буровой двигатель (двухскоростной) | 2/1400 л.с. / об / мин [50 циклов] |
| 2/2800 л.с. / об / мин [50 циклов] | |
| Электродвигатель подъема для ARM | 0.5 л.с. / 1400 л.с. / об / мин [50 циклов] |
| Размер в упаковке Прибл. ДхШхВ | 1750 х 1000 х 2000 |
Универсальный радиально-сверлильный станок (HPS 45)
| Технические характеристики | HPS-45 (45 мм) |
| Вместимость | |
| Производительность бурения | 45 мм |
| Буровая головка | |
| Носик шпинделя | MT – 4 |
| Ход шпинделя | 200 мм |
| Количество скоростей шпинделя | 8 |
| Диапазон скорости шпинделя | 60 – 1350 об / мин |
| No.силовых каналов | 3 |
| Диапазон подачи мощности | 0,10-0,20-0,30 мм / об |
Универсальный радиально-сверлильный станок HPS 50/1350 (50 мм)
| Технические характеристики | |
| Вместимость | HPS-50/1350 (50 мм) |
| Бурение (M.S.) | 50 мм |
| Бурение (C.I.) | 60 мм |
| Нарезание (M.С.) | 24 мм |
| Нарезание резьбы (C.I.) | 30 мм |
| Расточка (M.S.) | 90 мм |
| Расточка (C.I.) | 100 мм |
| Буровая головка | |
| Нарезчик шпинделя | MT-5 |
| Диаметр шпинделя | 85 |
| Ход шпинделя | 300 |
| Нет скорости | 8 |
| Диапазон скоростей | от 30 до 1300 |
| No.Подачи шпинделя | 6 |
| Диапазон подачи шпинделя | от 0,6 до 0,4 мм / об. |
| Электрооборудование | |
| Блок питания | 3 фазы, 415 В, 50 Гц |
| Мощность сверла | 3 л.с. |
| Мощность двигателя подъема рычага | 1.5 л.с. |
| Мощность двигателя насоса охлаждающей жидкости | 0,15 л.с. |
| Рабочий диапазон | |
| Диаметр колонны | 255 |
| Радиус сверления Макс./ Мин. | 1325/445 |
| Расстояние от колонны до шпинделя макс. / Мин. | 1200/320 |
| Расстояние от основания до шпинделя макс. / Мин. | 1210/400 |
| Макс. Ход буровой головки | 880 |
| Вертикальное перемещение рычага | 880 |
| Рабочая зона опорной плиты (Д x Ш) | 1220 х 770 |
| Ящик Площадь стола (Д x Ш x В) | 600 х 500 х 500 |
| Размеры | |
| Опорная плита (Д x Ш x В) | 1750 х 950 х 220 |
| No.of T – Слот | 4 |
| Общие габариты (Д x Ш x В) | 1800 х 1000 х 2450 |
| Размер деревянного ящика (Д x Ш x В) | |
| Приблизительный вес | 2500 кг. |
Универсальный радиально-сверлильный станок HPS-65B (65 мм)
| Технические характеристики | HPS-65B |
| СВЕРЛИЛЬНАЯ ГОЛОВКА | |
| Диаметр сверления (в стали / чугуне) | 65/75 |
| Глубина бурения | 325 |
| Головка конического шпинделя | MT-5 |
| No.шпинделя | 12 (18-810) |
| Число подач шпинделя | 6 (0,125–1,25) |
| Мощность сверла | 3,7 кВт |
| ВМЕСТИМОСТЬ | |
| Радиус сверления Макс. (A) Мин. (B) | 1700 500 |
| Траверса буровой головки (C) | 1200 |
| Расстояние между опорной пластиной и шпинделем Макс. (P) мин. (М) | 1500 300 |
| Диаметр гильзы колонны (D) | 8 |
| Диапазон скоростей | 355 |
| Рабочая поверхность опорной плиты G * H | 1500 * 1020 |
| РАЗМЕРЫ ОСНОВНОЙ ПЛИТЫ | |
| Длина * ширина * высота (T * U * V) | 2265 * 1040 * 225 |
Все зацепленные прецизионные радиально-сверлильные станки
Эскиз сверла
- Опытные 30 лет инженеры и техники создают машины отличного качества.
- Высокая эффективность, увеличенный срок службы и меньшие расходы.
- Доступен в Extra Heavy Duty 3 модели (1) Ø 40 мм (2) Ø 50 мм (3) Ø 65 мм
- Непрерывный контроль качества для достижения высокой точности в соответствии со стандартом ISI.
- Все детали изготовлены из высокопрочного литья и специального материала.
- Шпиндель работает в комплекте из 3 подшипников высшего качества, которые позволяют работать в тяжелых условиях.
- 9 Количество оборотов шпинделя (от 50 до 80 об / мин)
- Поворотный рычаг радиальный на 360 °
- Автоматическая подача мощности
Стандартные аксессуары
- Электрооборудование Состоит из главного двигателя.
- Электродвигатель подъемника, панель управления.
- Концевой выключатель и проводка.
- Встроенный охлаждающий бак.
Дополнительные аксессуары
- Стол коробчатый для тяжелых условий эксплуатации.
- Насос охлаждающей жидкости с фитингами.
- Машинные тиски.
- Машинная лампа. /Li>
| Технические характеристики в мм | ГЭС-2 | ГЭС-3 | ГЭС-4 |
| ВМЕСТИМОСТЬ | |||
| Макс.Максимальный диаметр сверления в стали (M.S.) | 40 | 50 | 65 |
| Макс. Диаметр сверления в чугуне (C.I.) | 46 | 56 | 70 |
| Нарезание резьбы по стали | 27 | 42 | 50 |
| ШПИНДЕЛЬ | |||
| Ход шпинделя | 150 | 250 | 300 |
| Конус шпинделя | MT-4 | MT-4 | MT-5 |
| No.скорости шпинделя (диапазон) об / мин | 9 (50-805) | 9 (50-805) | 9 (50-805) |
| Автоматическая подача мощности | 0,115 | 0,115 | 0,115 |
| Дополнительная подача 6 | 0,13 – 1,10 | 0,13 – 1,10 | 0,13 – 1,10 |
| РАБОЧИЙ ДИАПАЗОН | |||
| Диаметр колонны | 228 | 280 | 330 |
| Макс./ Мин. Расстояние от центра шпинделя до центра колонны | 1160/550 | 1325/615 | 1700/700 |
| Горизонтальное перемещение буровой головки | 510 | 710 | 1000 |
| Макс. / Мин. Расстояние между носиком шпинделя и опорной пластиной | 1030/450 | 1080/480 | 1120/460 |
| Вертикальное перемещение радиального рычага | 580 | 600 | 660 | Рабочая поверхность коробчатого стола | 560 х 460 | 560 х 460 | 560 х 460 | Высота коробчатого стола | 400 | 400 | 400 | Рабочая поверхность опорной плиты | 800 х 670 | 1020 х 800 | 1400 х 850 | Высота опорной плиты | 170 | 190 | 210 |
| ЦЕНТРАЛЬНЫЙ | |||
| Двигатель буровой головки (H.П. / об / мин) | 2/1440 | 3/1440 | 5/1440 |
| Двигатель лифта (л.с. / об / мин) | 1/1440 | 2/1440 | 3/1440 |
| Размеры опорной плиты (длина x ширина) | 1330 х 820 | 1680 х 930 | 2050 х 990 |
| Общая высота машины | 2250 | 2360 | 2440 |
| Вес (приблизительно) кг. | 1750 | 2350 | 2900 |
Определение, детали, типы и операции (с PDF)
Сверлильный станок – один из важных станков в мастерской.
В сегодняшней статье я рассмотрю определение , p искусства, типы и операции сверлильного станка, о которых вы должны знать . Также в конце статьи я дам вам ссылку на скачивание pdf .
Мы также выполняем операции сверления на токарных станках, но сверлильные станки предназначены для этих конкретных операций сверления, поэтому там, где нам требуется большая часть операций сверления, мы выбираем сверлильные станки.
Сверлильный станок используется для формирования отверстий разных размеров на работе, сверление – это процесс удаления металла, с помощью сверлильного станка можно выполнять операции сверления, развертывания и растачивания.
Сверлильный станок Определение:
Сверление – это процесс удаления материала или резки, в котором инструмент использует сверло для вырезания отверстия круглого поперечного сечения в твердых материалах.
Это наиболее распространенный процесс обработки, по оценкам, 75% всего удаляемого металлорежущего материала приходится на операцию сверления.
Основные части сверлильного станка:
Сверлильный станок состоит из следующих частей:
- Основание
- Колонна или столб
- Рука
- Рабочий стол
- Сверлильная головка
- Механизм подачи
- Шпиндель
- Патрон
- Электродвигатель
- Шкив или шестерни
Это основные части сверлильного станка
Давайте обсудим один за другим
База:
Это одна из основных частей сверлильного станка. сверлильный станок, он несет весь вес станка и переносит вес на землю .
Основание сверлильного станка обычно делается из чугуна или стали, и оно очень жесткое.
В верхней части основания есть несколько слотов для поддержки больших работ.
А на одной стороне основания расположена радиальная колонна или столб.
Основание обычно крепится болтами к земле или, в некоторых случаях, основание поддерживается двумя или четырьмя опорами.
Колонна или столб:
Колонна или столб находится на одной стороне основания. Обычно мы используем радиальную стойку , чтобы рычаг мог перемещаться по часовой стрелке или против часовой стрелки .
Колонна также сделана из чугуна или стали и также очень жесткая, поэтому она может выдерживать нагрузку как руки, так и буровой головки.
На колонне установлен подвижный стол, так что он может перемещаться вверх и вниз в зависимости от необходимости.
Верхний рычаг:
В верхней части колонны находится верхний рычаг, на котором установлена буровая головка , а также корпус приводного механизма . Плечо также выполнено из того же материала, что и основание.Сделать конструкцию жесткой.
В некоторых сверлильных станках предусмотрена направляющая, по которой сверлильная головка может скользить по ней.
Рабочий стол:
Рабочий стол обычно изготавливается из чугуна и устанавливается на колонне. Т-образные пазы предусмотрены на верхней поверхности стола, в некоторых столах есть тиски, которые также помогают удерживать работу .
Стол может перемещаться вверх и вниз, а также вправо или влево в зависимости от работы и расположения инструментов. Движение стола вверх и вниз может осуществляться вручную, а также с помощью какого-либо электрического механизма.Мы используем реечный механизм для вертикального момента стола.
Форма стола может быть прямоугольной или круглой .
Сверлильная головка:
С одной стороны консоли установлена буровая головка, сверлильная головка состоит из различных механизмов подачи и привода .
Над ним устанавливается сверлильный патрон. Буровая головка может скользить вверх и вниз в соответствии с требованиями работы.
Ремень клинового типа предназначен для передачи мощности от двигателя на шкив и от шкива, механическая мощность передается на сверлильную головку.
Механизм конического шкива , а также зубчатый механизм могут создавать разные типы скорости.
Механизм подачи:
В сверлильном станке мы используем электродвигатель , клиновой ремень и шкив для передачи мощности от двигателя к шпинделю .
Для движения сверлильной головки вверх и вниз мы используем ручную подачу, а также автоматическую подачу от электродвигателя. Здесь также рейка и шестерня используются для преобразования вращательного движения от электродвигателя или вручную в прямолинейное движение.
Шпиндель:
Это круглый конический вал , который помогает удерживать сверлильный патрон . Он изготовлен из высокоуглеродистой хромистой стали или нержавеющей стали или стальных сплавов.
Он передает вращательное движение от сверлильной головки на кондуктор .
На шпинделе имеется замочная скважина для замены сверлильного патрона.
Шпиндель также может двигаться вверх и вниз с помощью реечного механизма.
Патрон:
Патрон установлен на нижнем конце шпинделя, он удерживает кондуктор .Здесь также предусмотрена замочная скважина для смены кондуктора.
Патроны для сверл обычно самоцентрирующиеся . В сверлильном станке используется трехкулачковый патрон . И он изготовлен из специальной легированной стали.
Электродвигатель:
В сверлильном станке мы используем однофазный электродвигатель переменного тока. Который может работать со скоростью 600-5000 об / мин, а может и больше для высокопроизводительного сверлильного станка.
Шкив или шестерни:
Шкив или шестерни используются для передачи энергии, а также для получения различной скорости.В сверлильном станке мы используем конический редуктор для передачи мощности под углом 90 градусов.
Итак, теперь мы собираемся узнать, как мощность передается в сверлильном станке.
Как происходит передача мощности в сверлильном станке?
Передача мощности в сверлильном станке, используемая для передачи мощности для его работы.
Эта мощность подается от электродвигателя .
Процесс трансмиссии происходит с помощью клинового болта и пары шкивов, расположенных напротив друг друга.
Скорость шпинделя фиксируется или регулируется с помощью штабелей шкивов.
Давайте перейдем к типам секции сверлильного станка .
Типы сверлильных станков:
На рынке доступны различные типы сверлильных станков , здесь я упоминаю некоторые из популярных типов сверлильных станков s.
- Чувствительный сверлильный станок
- Вертикальный или столбчатый
- Радиальный рычаг
- Групповой тип
- Многошпиндельный
- Цифровое управление
- Сверлильный станок специального назначения
Чувствительный сверлильный станок:
только механизм ручной подачи для подачи инструмента в заготовку.Это позволяет оператору почувствовать, как режет сверло, и, соответственно, он может контролировать давление прижимной подачи.
Вертикальный или вертикальный сверлильный станок:
Вертикальный или столбчатый сверлильный станок является отдельно стоящим и имеет гораздо более тяжелую конструкцию, способную принимать более крупные сверла.
Имеет тяжелую раму, позволяющую выполнять широкий спектр работ.
Высота стола регулируется, доступны мощность и скорость подачи.
У больших сверл обычно есть конический хвостовик, расположенный внутри конического отверстия на конце шпинделя.Эти конусы стандартизированы как конусы Морзе.
Сверлильный станок с радиальным рычагом:
Радиально-сверлильный станок является отдельно стоящим, и заготовка зажимается в положении на основании. Используется для тяжелых больших и тяжелых работ.
Рычаг имеет механический привод для определения высоты. Буровая головка устанавливается с помощью моторизованных приводов поперек поворотного рычага.
Заготовка остается неподвижной относительно основания станка или рабочего стола.
Шпиндель станка перемещается в нужное место.
Сверлильный станок с шайбой:
В сверлильный станок с шайбой , несколько шпинделей / или станций смонтированы на одном длинном столе, как показано на рисунке.
Многошпиндельный сверлильный станок (Фото: IndiaMart)Многошпиндельный сверлильный станок:
В многошпиндельном сверлильном станке на одной головке установлено множество шпинделей, что позволяет просверливать множество отверстий одновременно.
Многошпиндельный сверлильный станок (фото предоставлено IndiaMart)Сверлильный станок с числовым программным управлением:
N Сверлильный станок с числовым программным управлением может автоматически менять инструмент с помощью револьверной головки или устройства автоматической смены инструмента .
Скорость, подача и положение стола контролируются с помощью компьютерной программы.
Номенклатура спирального сверла:
Оно имеет конусообразную внутреннюю структуру, узкую в верхней части перемычки и постепенно увеличивающуюся толщину к хвостовику.
Это многоточечный режущий инструмент. Я также написал статью об инструменте для одноточечной резки, вы тоже можете это проверить.
Свойства спирального сверла
Ось:
Воображаемая прямая линия, образующая продольную осевую линию сверла.
Задний конус:
Небольшое уменьшение диаметра корпуса сверла спереди назад.
Корпус:
Часть сверла, выходящая из углубления или рядом с внешними углами режущей кромки.
Диаметр корпусаЗазор:
Та часть фаски, которая была отрезана таким образом, чтобы она не терлась о стенку отверстия.
Chisel Edge:
Кромка на конце полотна, соединяющая режущие кромки.
Угол режущей кромки зубила:
Угол между углом резца и режущей кромкой, если смотреть с конца сверла.
Диаметр зазора:
Диаметр над вырезом посадочной площадки сверла.
Диаметр сверла:
Диаметр над краями сверла, измеренный в точке.
Канавки:
Спиральные или уличные канавки, вырезанные или сформированные в корпусе сверла для обеспечения режущих кромок, удаления стружки и попадания СОЖ на режущие кромки.
Длина канавки:
Длина от внешних углов режущей кромки до крайней задней части и канавок; он включает развертку инструмента, используемого для создания канавок, и, следовательно, не указывает полезную длину канавок.
Угол винтовой линии:
Угол, образованный передней кромкой площадки с плоскостью, содержащей ось сверла.
Земля:
Периферийная часть корпуса между соседними канавками.
Ширина участка:
Расстояние между передней кромкой и холмом земли, измеренное под прямым углом к передней кромке.
Lead:
Осевое продвижение передней кромки площадки за один оборот по окружности.
Lips:
Режущая кромка сверла с двумя зубьями, идущая от края долота к периферии.
Снятие кромки:
Осевое облегчение на острие сверла.
Угол снятия кромки:
Осевой угол снятия кромки на внешнем углу кромки; он измеряется путем проецирования на плоскость, касательную к Периферии во внешнем углу выступа.
Поле:
Цилиндрическая часть площадки, которая не срезана для обеспечения зазора.
Шея:
Участок уменьшенного диаметра между корпусом и хвостовиком сверла.
Общая длина:
Длина от крайнего конца хвостовика до внешних углов режущей кромки; он не включает конический конец хвостовика, который часто используется на сверлах с прямым хвостовиком, а также не включает коническую режущую кромку, используемую как на сверлах с прямым, так и на коническом хвостовике.
Point:
Режущий конец сверла, состоящий из конца площадки и перемычки; Сообщите, что он похож на конус, но отходит от настоящего конуса, чтобы обеспечить зазор за режущими кромками.
Угол при вершине:
Угол между режущими кромками, выступающими на плоскость, параллельную оси сверла и параллельную двум режущим кромкам.
Хвостовик:
Часть сверла, с помощью которой он удерживается и приводится в движение.
Tang:
Плоский конец конического хвостовика, предназначенный для установки в приводной паз в головке.
Привод Tang:
Две противоположные параллельные ведущие лыски на крайнем конце прямого хвостовика.
Web:
Центральная часть корпуса, примыкающая к земле; крайний конец перемычки образует зубилную кромку на двухстворчатом сверле.
Операция сверлильного станка:
Это следующие операции , которые можно выполнять на сверлильном станке.
- Плоское сверление
- Корончатое сверление
- Шаговое сверление
- Растачивание
- Зенкование
- Развертка
- Зенкование
- Точечное торцевание 0 Нарезание резьбы Операция сверления:
- Этот станок необходим для маркировки на концах деталей платьев, особенно для установки кармана, дротика и т. Д.
- Может проделывать дырку надолго.
- Использование станка ограничено.
- Он используется для проделывания отверстия в ткани для крепления пуговицы и для создания отметки для прикрепления различных мелких компонентов на одежде.
- Прочтите все статьи по производственной технологии здесь
- Основание
- Вертикальная колонна
- Поворотный стол Система передачи энергии
- (ступенчатый конический шкив)
- Рукоятка подачи сверла (маховик)
- Патрон
- Зажим стола
- Сверло
- Пояснение для шпинделя частей сверлильного станка:
- Радиально-сверлильный станок
- Вертикальный сверлильный станок
- Многошпиндельный сверлильный станок
- Станок для глубокого сверления
- Чувствительный сверлильный станок
- Портативный сверлильный станок
- Групповой сверлильный станок
- Сверление
- Растачивание
- Развертка
- Нарезание резьбы
- Точечная обработка
- Трепанирование
- Хонингование
- Зенковка
- Заточка
- Требует меньше труда.
- Оператор настольного сверлильного станка поддерживает высокую точность и аккуратность, тогда как в случае автоматического сверлильного станка высокую точность обеспечивает сам станок.
- Простота эксплуатации
- Простота обслуживания.
- Так как он делает грубые отверстия во время сверления. Следовательно, можно ожидать средней чистоты поверхности, но не высокой чистоты поверхности.
- Обрабатывается деталь небольшого размера, которая может поместиться на рабочем столе, тогда как детали большого размера не обрабатываются.
- При неправильном зажиме сверла и заготовки существует вероятность поломки сверла.
- Открытые горные работы
- Зенковка
- Зенковка
- Подземные горные работы
- Нарезание резьбы и т. Д.
Когда нам нужно круглое отверстие в заготовке любого размера , мы можем использовать операцию сверления, с помощью операции сверления вы можете сформировать отверстия любого размера в заготовке.Хотя вы можете использовать токарный станок и для сверления, сверлильный станок – подходящий станок для сверления отверстий в заготовке.
Режущий инструмент, который мы использовали для этого типа операций, – сверло. Сверло – это многоточечный вращающийся режущий инструмент, который помогает удалять материал с заготовки.
Колонковое бурение:
При отливке в песчаные формы стержни используются для смещения металла там, где требуются отверстия. При литье расплавленный металл обтекает сердечник. После затвердевания металла отливку вынимают из формы, и стержень распадается, оставляя желаемые отверстия.отверстия обычно довольно грубые и требуют тяжелого сверла для очистки всей боковой стенки.
Ступенчатое сверление:
На корпусе сверла можно шлифовать более одного диаметра, что избавляет от дополнительных операций.
Растачивание:
Когда вам нужно увеличить диаметр существующего отверстия, вам нужно выполнить операцию растачивания , но точность не выше, чем у операции развертывания. Сверлильный инструмент обычно представляет собой одноточечный режущий инструмент.
Развертка:
Это операция чистовой обработки просверленного отверстия.
Готовое отверстие имеет указанный размер диаметра, идеально круглое, одинакового диаметра от конца до конца и имеет гладкую поверхность.
Просверленное отверстие редко бывает достаточно точным по размеру или достаточно гладким, чтобы называться прецизионным отверстием.
Когда требуется большая точность, все должно быть просверлено на определенную величину меньше диаметра и завершено расширением.
Короче говоря, когда нам нужно увеличить размер существующего отверстия с большой точностью в заготовке , мы должны выполнить операцию развертывания.В этом типе операции нам понадобится развертка для выполнения операции. Развертка – это вращающийся режущий инструмент, который удаляет материал из существующего отверстия, имеющего несколько параллельных и спиральных режущих кромок по всему цилиндрическому корпусу.
Растачивание со зенковкой:
Это операция растачивания второго отверстия, большего диаметра, чем первое, но концентричного с ним.
Когда эта операция выполняется на сверлильном станке, используется инструмент, известный как цековка.
Небольшой диаметр на конце инструмента, известный как пилот, удерживает цековку концентрично исходному отверстию.
Пилоты взаимозаменяемы с пилотами разных размеров, чтобы соответствовать разным размерам отверстий.
Встречная затачка:
Это операция создания угловой поверхности на конце отверстия. Используется зенковка.
Зенковка изготавливается разных диаметров и углов.
Размер уголка зависит от причины зенковки.
Винты с плоской головкой требуют зенковки с внутренним углом 82, при этом центральное отверстие должно быть 60.Различные типы головок заклепок имеют угол наклона от 90 до 145 градусов.
Точечная обработка:
Это операция обработки плоской круглой поверхности вокруг целого, чтобы обеспечить посадку для головки болта, гайки или шайбы.
Обычно выполняется на литье. Для точечной облицовки можно использовать цековку.
Обработанная поверхность должна иметь квадрат с отверстием.
Нарезание резьбы:
Отверстия, которые должны быть нарезаны (с резьбой), сначала просверливаются до заданного размера.Чтобы нарезать резьбу на стандартном сверлильном станке, необходимо использовать насадку для нарезания резьбы.
Это приспособление удерживается в шпинделе сверлильного станка конической оправкой, которая приводит в действие механизм фрикционного типа.
Патрон, удерживающий метчик, точно центрирует метчик на круглой части хвостовика, а плавающие губки удерживают метчик на его квадратном конце в прочном и жестком захвате, что предотвращает выход метчика из патрона при реверсировании.
Трепанирование:
Это операция по проделыванию отверстия, при которой создается кольцевая канавка, оставляя сплошной цилиндрический стержень в центре.
При трепанировании для создания кольцевой канавки используется резец, состоящий из одной или нескольких режущих кромок, расположенных по окружности окружности.
Трепанирование возможно, если диаметр отверстия превышает 50 мм. Глубина отверстия в 160 раз больше диаметра может быть получена при трепанировании.
Преимущества сверлильного станка:
Сверлильный станок Недостатки:
Сверлильный станок Применение:
Видео-лекция по токарному станку, если хотите, вы можете просмотреть это видео для кратких знаний:
Источник: УЗНАТЬ И ВЫРАСТИВАТЬ
Последняя мысль о деталях сверлильного станка:
Итак, в этой статье, мы видим 11 типов деталей сверлильных станков с их функцией , типы , операции сверлильных станков .Надеюсь, вы все это понимаете, и если кто-то задаст вам этот вопрос, вы сможете ответить.
Теперь я хочу услышать от вас. Если вам нравится моя статья, поделитесь ею с друзьями, а также в социальных сетях. И также вы можете прокомментировать ниже свои сомнения , или что угодно, что вы хотите мне сказать. Я люблю слышать ваше мнение и предложения.
У нас также есть специального сообщества Facebook для вас, ребята. Если вы хотите, вы можете присоединиться к нашему сообществу, вот ссылка на нашу группу Facebook .Итак, ура, и наслаждайтесь остатком дня.
Кроме того, я написал статью о деталях, типах и операциях токарного станка, а также о деталях, типах и работе Shaper Machine, возможно, вам тоже будет интересно ее прочитать.
FAQ:
Что такое сверлильный станок?
Сверлильный станок – это станок, который используется для сверления заготовки.
Какой инструмент используется в сверлильном станке?
Инструмент называется спиральное сверло.
Какие части сверлильного станка?
Основание
Колонна или столб
Рукоять
Рабочий стол
Сверлильная головка
Механизм подачи
Шпиндель
Сверлильные приспособления
Патрон
Электродвигатель
Шкив или шестерни
Какие операции мы можем выполнить с ним?
Операция плоского сверления
Коронка , Шаг , Растачивание , Операция зенковки
Операция развёртывания
Операция зенкования
Операция точечной обработки
Нарезание резьбы
Операция трепанации
Какие бывают типы сверл?
Чувствительный сверлильный станок
Вертикальный или опорный
Радиальный рычаг
Гнездовой тип
Многошпиндельный
С числовым программным управлением
Сверлильный станок специального назначения
Определение, типы, детали, принцип работы, операции, преимущества, недостатки, области применения [PDF]
На последнем занятии мы подробно обсудили фрезерный станок и его операции, тогда как в сегодняшней статье мы обсудим концепции сверлильной обработки вместе с его частями, преимуществами, недостатками и областями применения принципа работы.
Сверлильный станок:
Это станок, который используется для сверления отверстий в компонентах или заготовке с помощью сверл.
Сверла также называются многоточечными режущими инструментами, которые могут быстро влиять на скорость съема материала (MRR), то есть одноточечный режущий инструмент (например, тот, который используется в токарном станке) может удалять материал медленно, тогда как , многоточечный режущий инструмент удаляет материал с большей скоростью и тем самым увеличивает MRR.
Линейная диаграмма сверлильного станка:
Линейная схема сверлильного станка показана ниже.
Детали сверлильного станка:
Детали сверлильного станка следующие.
База:
Основание изготовлено из чугуна, который обладает высокой прочностью на сжатие, хорошей износостойкостью и хорошей поглощающей способностью (т.е.е. поглощать вибрации, возникающие во время работы), и по этим причинам он действует как основа для сверлильного станка.
Вертикальный столбец:
Он расположен точно в центре основания, который может служить опорой для вращения поворотного стола и удерживать систему передачи энергии.
Поворотный стол:
Он прикреплен к стойке, которая может удерживать машинные тиски в захватах, и, таким образом, заготовка фиксируется в машинных тисках для выполнения операции сверления.
Поворотный стол может перемещаться вверх и вниз посредством вращательного движения и может быть зафиксирован на колонне с помощью стопорной гайки.
Система передачи энергии:
Он состоит из двигателя, ступенчатого шкива, клинового ремня и шпинделя. Передача мощности объясняется в работе сверлильного станка.
Рукоятка подачи сверла:
При вращении маховичка шпиндель перемещается вверх и вниз в вертикальном направлении, чтобы обеспечить необходимое количество подачи для работы.
Здесь вращательное движение преобразуется в линейное движение с помощью механизма зубчатой рейки, который был объяснен ниже.
Патрон:
Используется для удержания заготовки. Как правило, патрон с 3 кулачками используется для удержания круглых компонентов, а патрон с 4 кулачками используется для удержания прямоугольных компонентов.
Зажим для стола:
Используется для фиксации поворотного стола в желаемом месте.
Шпиндель:
Используется для удержания сверла вместе с губками.
Сверло:
Это основная часть этого станка, которая используется для удаления материала в виде отверстий с поверхности заготовки.
Принцип работы сверлильного станка:
Когда мощность передается на двигатель, шпиндель вращается, и, таким образом, ступенчатый шкив, прикрепленный к нему, также вращается. На другом конце прикреплен еще один ступенчатый шкив, который переворачивается для увеличения или уменьшения скорости вращательного движения.
Теперь клиновой ремень помещается между ступенчатыми шкивами, чтобы приводить в действие передачу мощности. Здесь вместо плоского ремня используется клиновой ремень для повышения энергоэффективности.
Теперь вращается и сверло, которое было помещено в патрон и которое было соединено со шпинделем. При вращении шкивов вращается и шпиндель, который может вращать сверло.
Теперь, вращая маховик, шпиндель перемещается вверх и вниз в вертикальном направлении, чтобы обеспечить необходимое количество подачи для работы, и это сверло используется для проделывания отверстий в компоненте, помещенном в станок. порок.
Привод сверлильного станка:
Этот приводной механизм основан на механизме реечной передачи.
реечный механизм в сверлильном станкеКогда маховик вращается, он преобразует вращательное движение в поступательное с помощью рейки и шестерни.
Установка состоит из стойки (с мелкими канавками), шестерни, патрона и сверла. Сверло вставлено в патрон, патрон соединен со стойкой, и когда маховик вращается, шестерня вставляется в канавки стойки [показано на рис.] и, таким образом, вращательное движение преобразуется в линейное движение, и поскольку этот механизм работает с помощью зубчатой рейки и шестерни, называемой механизмом рейки и шестерни.
Типы сверлильных станков:
Ниже приводится список сверлильных станков, которые используются в промышленности для производства материалов.
Описание вышеперечисленных типов сверлильных машин следующее следует.
Радиально-сверлильный станок:
Радиально-сверлильный станок используется для сверления отверстий в компонентах, но он сильно отличается от обычного сверлильного станка. Радиально-сверлильный станок имеет рычаг, который может вращаться в заданном радиусе.
Радиально-сверлильный станокЕсли компонент большой, и если он не может удерживаться на рабочем столе, то этот компонент необходимо положить на землю и, вращая радиальный рычаг, выполнить операцию.
Вертикально-сверлильный станок:
Используется для сверления отверстий среднего размера в компонентах.Он тяжелее и крупнее сверлильного станка Sensitive.
Вертикальный сверлильный станок.Фото: IndiaMart.Большое количество оборотов шпинделя и подачи может быть доступно для различных типов работ.
Вертикальный сверлильный станок может иметь диапазон сверления сверл диаметром 75 мм.
Многошпиндельный сверлильный станок:
Как видно из названия, эти сверлильные станки имеют несколько шпинделей, которые расположены далеко друг от друга.
Многошпиндельный сверлильный станок.Фото любезно предоставлено IndiaMartЭтот станок используется, когда вы хотите просверлить большое количество отверстий на одной заготовке или проделать отверстия на отдельных заготовках.
Благодаря этой операции производительность будет выше.
Станок для глубокого сверления отверстий:
Эти типы сверлильных станков предназначены для сверления глубоких отверстий в различных компонентах автомобилей, таких как шатуны, шасси самолета, внутреннее отверстие гидравлического цилиндра, корпуса топливных форсунок, оборудование для разведки месторождений нефти и т. Д.
Станок для глубокого сверления. Фото любезно предоставлено IndiaMartОн должен обеспечивать добавление охлаждающей жидкости во время удаления материала с компонентов.
Чувствительный сверлильный станок:
Здесь, в случае сверлильного станка Sensitive, когда оператор дает подачу инструмента в заготовку, он позволяет оператору «почувствовать» или «почувствовать» режущее действие заготовки на инструменте, и это причина, называется Чувствительным сверлильным станком.
Его также называют настольным сверлильным станком, о чем говорилось в начале статьи.
Переносной сверлильный станок:
Портативный сверлильный станок работает аналогично настольному сверлильному станку, но с той разницей, что портативный сверлильный станок можно брать с собой на разные рабочие места, и поэтому он называется портативным сверлильным станком.
Микаэль ХэггстрёмВ то время как настольный сверлильный станок может выполнять различные операции, но он может стоять на одном месте и неподвижен w.r.t. рабочие места.
Сверлильный станок:
Как видно из названия, он имеет группу сверлильных головок с отдельными двигателями, прикрепленными к вертикальной колонне, и выполняет несколько операций одновременно.
Сверлильный станок Gang. Фото любезно предоставлено IndiamartОбычно он состоит из 4-6 сверлильных головок, которые расположены рядом друг с другом и могут выполнять различные операции, такие как сверление, растачивание, развертывание, нарезание резьбы и т. Д.
Если вы хотите создать маленькое отверстие или большое, несколько шпинделей выполнят эту операцию.
Операции по производству буровых станков:
Сверлильный станок выполняет следующие функции.
Пояснение к выполняемым операциям: 9 Сверление
Объяснение следующее.
Буровые работы:
Операция сверления отверстий на поверхности заготовки с помощью сверла называется операцией сверления.
Сверлильные операции:
Операция увеличения существующего отверстия называется операцией растачивания. Существующее отверстие было создано в результате бурения.
Развертка Операция:
Операция определения размера и чистовой обработки существующего отверстия с помощью расширителя называется операцией развертывания.
Развертка – это многоточечный режущий инструмент, имеющий несколько режущих кромок для чистовой обработки поверхности.
Нарезание резьбы:
Это операция создания внутренней резьбы с помощью режущего инструмента, называемого метчиком, и эта операция называется операцией нарезания резьбы нарезанием резьбы.
Операция по обращению с пятном:
Это операция по удалению стружки с поверхности отверстия таким образом, чтобы имела место правильная посадка болтов, и это удаление может быть выполнено с помощью концевой фрезы с использованием сверлильного станка.
Операция по трепанации:
Операция трепанации без сверления используется для получения большого отверстия диаметром более 50 мм. Эту операцию трепанации нельзя использовать для глухих отверстий.
Хонинговальная операция:
Во время этой операции инструмент будет вращаться и совершать возвратно-поступательные движения вокруг своей оси для получения очень гладких отверстий.
Эта операция хонингования в основном используется для чистовой обработки отверстий в цилиндре двигателя внутреннего сгорания.
Контрольно-расточная операция:
Операция зенковки используется для увеличения определенной части отверстия.
Зенковка:
Операция зенкования используется для увеличения конца отверстия и придания ему конической формы на меньшем расстоянии.
Это различные операции, которые выполняются на сверлильных станках.
Давайте узнаем о преимуществах и недостатках сверлильного станка и его применениях.
Преимущества сверлильного станка:
Преимущества сверлильного станка заключаются в следующем.
Недостатки сверлильного станка:
Недостатки сверлильного станка следующие.
Применение сверлильного станка:
Сверлильный станок применяется следующим образом.
Это различные типы буровых станков.Давайте подробно рассмотрим его преимущества, недостатки и возможности применения.
Дополнительные ресурсы:
Фрезерный станок
Токарный станок
Шлифовальный станок
Внешние ссылки:
Сверлильный станок для колонн 19 мм – Banka Machine
Помогает найти свою цель
| Технические характеристики | |
| Производительность бурения | 19 мм |
| Диаметр колонны | 74 |
| № шпинделя.К таблице Dist. | 670 |
| Нос шпинделя до наилучшего расстояния | 930 |
| От центра шпинделя к торцу стойки | 185 |
| Стол дорожный | 670 |
| Конус отверстия шпинделя | МТ-2 |
| Скорость вращения шпинделя (об / мин * шаги) | 86-3360 * 8 |
| Размер стола | 300 мм |
| Базовый размер машинной площади | 225 х 270 |
| Общий размер основания | 290 х 460 |
| Ход шпинделя | 150 |
| Длина колонны | 1200 |
| Общая высота с полной | 1510 |
| Секция клинового ремня (размер) | А-43 |
| Вес (приблизительно) | 90 кг |
| Двигатель | 1 H.P |
| Диаметр шпинделя | 54 мм |
Инновации с целью
Качество
Мы поддерживаем качество наших сверл с помощью 4-х этапной проверки . По мере продвижения производственного процесса на каждом этапе наш инспектор проверяет все параметры. Хотя производительность нашего сверла по металлу и точность лучше, чем у других производителей промышленных сверл. Сверла BANKA Pillar оснащены системой сверления с автоматической подачей и высокоскоростным двигателем.Мы установили двигатель 2 Speed в нашу дрель, он работает со скоростью шпинделя 40–2000 об / мин.
Наше сверло для инструментального цеха произведено в соответствии с индийским стандартным испытанием путем тестирования таких инструментов, как,
Измеритель прямой кромки:
Линейка – это инструмент с кромками произвольной формы, кривыми или прямыми, используемый для расшифровки прямых линий. Прямоугольники используются в автосервисе и обрабатывающей промышленности для проверки плоскостности обработанных сопрягаемых поверхностей основания, а также рычага сверла.он не должен быть вогнутым, а выпуклым. Истинную прямолинейность
в некоторых случаях можно проверить, используя лазерный линейный уровень в качестве оптической линейки: он может освещать точно прямую линию на плоской поверхности, такой как край доски или полки. Это влияет на производственный график, график, экономию времени и повышение качества нашей продукции.
Измеритель уровня звука в децибелах:
В соответствии с испытанием на искробезопасность, звук нашей сверлильной головки инструмента измеряется децибелметром, и он должен составлять до от 85 до 90 фунтов. В каждом сверлильном станке он должен составлять 85 фунтов, а уровень шума каждого сверлильного станка составляет менее 85 фунтов.
Микрометры с индикатором часового типа: Микрометры с индикатором часового типа
используются для точного измерения компонентов, которые выполняются на сверле. Он также используется для измерения видимого диаметра небесных тел или микроскопических объектов и используется для проверки биения внутреннего конуса шпинделя. В соответствии с тестом IS Test внутренний конус шпинделя каждого сверлильного станка рядом с вершиной шпинделя должен быть равен 0.02 мм и до конца шпинделя должно быть 0,03 мм.
Амперметр:
Он используется для измерения тока в цепи, чтобы разорвать цепь и вставить «амперметр» в линию со схемой, чтобы все электроны, протекающие по цепи, также прошли через измеритель. . Когда амперметр включен последовательно со схемой, в идеале он не падает. напряжение при прохождении тока через главный двигатель сверлильной машины.
BANKA пользуется наибольшей популярностью благодаря своему качеству и уникальности наших услуг по отношению к клиентам.Наши сервисные инженеры имеют высококвалифицированных специалистов и квалифицированных специалистов для разработки продуктов BANKA и оказания своевременных услуг. Буровая установка BANKA 38 Pillar Drill обычно не требует обслуживания, экономит время, подходит для безрассудной работы и удаления тяжелых металлов.
Наш станок для глубокого сверления предназначен для сверления средних и крупных деталей, а также для растачивания, зенковки, развёртывания, нарезания резьбы и наплавки с использованием различных деталей и под разными углами. Его рука сделана из литого твердого материала, закалена и отшлифована.Мы используем шестерни закаленные и шлифованные для плавного хода. Все рычаги управления быстродействующие, и надлежащим образом защищены от несчастных случаев.
Каждая машина перед отправкой с нашего завода проходит тщательную проверку в соответствии с таблицей испытаний IS нашими опытными инженерами. Мы также используем этот материал в качестве индийского стандарта, который используется при производстве.
Мы здесь, чтобы помочь вам
1) Каков будет гарантийный срок на эту дрель?
A: 1) Радиально-сверлильный станок с автоматической подачей всех зубчатых колес
2) Радиально-сверлильный станок с тонкой подачей и обратным зацеплением
3) Радиально-сверлильный станок с задней передачей и автоматической подачей
4) Полностью редукторный радиально-сверлильный станок с тонкой подачей
5) Сверлильный станок для тонкой подачи с обратным зацеплением
2) Сколько типов в сверлильном станке?
A: 1) Радиально-сверлильный станок All Gear Auto Feed
2) Радиально-сверлильный станок для тонкой подачи с обратным зацеплением
3) Радиально-сверлильный станок с задней передачей и автоматической подачей
4) Полностью редукторный радиально-сверлильный станок с тонкой подачей
5) Сверлильный станок с тонкой подачей и обратным зацеплением
3) Сколько популярных моделей в сверлильном станке?
A: колпачок 40 мм.Полностью редукторный радиально-сверлильный станок с автоматической подачей
Колпачок 40 мм. Радиально-сверлильный станок с тонкой подачей для всех редукторов
40 мм Заглушка. Радиально-сверлильный станок для тонкой подачи с обратным зацеплением
Колпачок 40 мм. Полностью редукторный сверлильный станок для колонн с автоматической подачей
Колпачок 40 мм. Радиально-сверлильный станок с задней передачей и автоматической подачей
Колпачок 38 мм. Полностью редукторный радиально-сверлильный станок с автоматической подачей
Колпачок 38 мм. Полностью редукторный сверлильный станок для колонн с автоматической подачей
Колпачок 38 мм. Сверлильный станок для колонн с тонкой подачей и обратным зацеплением
Колпачок 25 мм.Радиально-сверлильный станок с тонкой подачей и обратным зацеплением
Колпачок 25 мм. Сверлильный станок с тонкой подачей и задней зубчатой передачей
Колпачок 20 мм. Сверлильный станок с задней зубчатой передачей
4) Какие аксессуары следует покупать для дрели?
A: Ключевой патрон для укропа
Электродвигатели
Бесключевой сверлильный патрон и оправка
Сверлильный патрон и оправка
Насос охлаждающей жидкости с баком охлаждающей жидкости
Многошпиндельное сверление
Насадка для метчиков
5) Какие недоразумения возникли у клиента во время покупки сверлильного станка?
A: 1) Требуемая мощность сверления
2) Какой тип сверла требуется?
6) Принимаете ли вы местные аккредитивы?
A: Да, принимайте внутренние аккредитивы на 60 дней в кредит.