Многорезцовые токарные полуавтоматические станки – Энциклопедия по машиностроению XXL
МНОГОРЕЗЦОВЫЕ ТОКАРНЫЕ ПОЛУАВТОМАТИЧЕСКИЕ СТАНКИ [c.741]Одношпиндельные многорезцовые токарные полуавтоматические станки отличаются от универсальных токарных станков прежде всего тем, что они оснащаются большим количеством резцов, доходящим на современных моделях станков до 20 и более. [c.224]
Станки токарные многорезцовые и многорезцовые горизонтальные полуавтоматические [c.58]
Многорезцовые токарные станки отличаются от обычных токарных наличием нескольких суппортов и специальных резцедержателей, позволяющих проводить обработку одновременно несколькими резцами. Наладку резцов осуществляют так, чтобы каждый резец обрабатывал лишь небольшой участок заготовки. Одновременная параллельная и последовательная работа резцов значительно ускоряет процесс обработки. Этому способствует также работа станков по замкнутому полуавтоматическому циклу, так как у них автомати-
 533]
533]
Полуавтоматами называются станки, отличающиеся от автоматов лишь тем, что снятие готовой детали и установка новой заготовки производятся рабочим, обслуживающим станок. Обработка же деталей производится, как и у автомата, без участия рабочего. К станкам, работающим по полуавтоматическому циклу, относятся современные многорезцовые токарные станки. [c.66]
На рис. 8 показан вертикальный многорезцовый токарный станок (конструкции ЭНИМСа), приспособленный как для обычной работы, так и для встройки его в автоматическую линию. При установке вне автоматической линии станок работает по полуавтоматическому циклу. [c.32]
Время обработки деталей на многорезцовых полуавтоматических станках меньше, че.м на универсальных токарных станках, вследствие одновременности работы многих резцов. [c.224]
Многорезцовый станок работает по замкнутому полуавтоматическому циклу.![]() Благодаря разделению обрабатываемой поверхности детали на ряд поверхностей, обрабатываемых одновременно, машинное время на многорезцовых станках сокращается в несколько раз по сравнению с обработкой на токарно-винторезных станках.
[c.75]
Благодаря разделению обрабатываемой поверхности детали на ряд поверхностей, обрабатываемых одновременно, машинное время на многорезцовых станках сокращается в несколько раз по сравнению с обработкой на токарно-винторезных станках.
[c.75]
Станки токарные многорезцовые и многорезцово-копировальные горизонтальные полуавтоматические (ГОСТ 16472—79) [c.30]
Токарные многорезцовые станки и копировальные полуавтоматы имеют два суппорта, работают в полуавтоматическом цикле. Они, как правило, одношпиндельные с горизонтальной и вертикальной компоновками. Обычно на многорезцовых станках обрабатывают заготовки диаметром до 500 мм, длиной до 1500 мм. [c.18]
Токарные многорезцовые станки являются высокопроизводительными специализированными станками, предназначенными для обработки (в патроне или центрах) валиков. Они имеют два и более суппортов, на каждом из которых может быть установлено несколько одновременно работающих резцов. Токарные многорезцовые станки работают по полуавтоматическому циклу.
[c.38]
Токарные многорезцовые станки работают по полуавтоматическому циклу.
[c.38]
Токарные полуавтоматы работают с автоматическим рабочим циклом, для повторения которого требуется вмешательство станочника (снятие детали, установка новой заготовки, пуск станка). По полуавтоматическому циклу работают многорезцовые, револьверные, карусельные одно- и многошпиндельные станки. Вертикальные полуавтоматы имеют до 16 шпинделей. Как и автоматы, эти станки имеют узел распределительного вала. [c.322]
Многорезцовые токарные станки отличаются от обычных токарных наличием нескольких суппортов и спещь альных резцедержателей, позволяющих проводить обработку одновременно несколькими резцами. Наладку резцов осуществляют так, чтобы каждый резец обрабатывал лишь небольшой участок заготовки. Одновременная параллельная и последовательная работа резцов значительно ускоряет процесс обработки. Этому способствует также работа станков по замкнутому полуавтоматическому циклу, так как у них автоматизированы главные и вспомогательные движения.
В серийном производстве основным типом станка для токарной обработки зубчатых колёс являлся до последнего времени универсальнотокарный станок, так как многорезцовые одношпиндельные или многошпиндельные полуавтоматы, оправдывающие себя в массовом производстве, были неудобны в переналадке, отнимавшей много времени из-за необходимости смены кривых на барабанах подачи. Применение специальных механизмов в станке, ускоряющих переналадку многорезцовых полуавтоматов на разные детали, осуществляемую без смены кривых (постоянные кривые), позволило внедрить многорезцовую обработку и в серийное производство. Кроме этого, многорезцовые станки в настоящее время работают по полуавтоматическому циклу, что даёт возможность одному рабочему обслуживать несколько станков (новые многорезцовые полуавтоматы завода Красный пролетарий” типов 1730 и 1720).

Станки токарно-многорезцовы – Энциклопедия по машиностроению XXL
Протяжные станки Токарные многорезцовые полуавтоматы Сверлильные одношпиндельные или многошпиндельные станки в зависимости от типа производства и количества отверстий Балансировочные ста ши Контрольный пункт с набором инструмента [c.517]Протяжной горизонтальный станок Токарный многорезцовый станок типа 1720 или 1730 (см. табл. 22) в серийном производстве, универсальный токарный станок в единичном производстве То же [c.531]
Станки токарные многорезцовые с движением суппортов по направляющим станины и с горизонтальным расположением осей резцов, с наибольшим диаметром обработки до 600 мм н с расстоянием между центрами до 2000 мм (ГОСТ 1110-41) [c.
 670]
670]Станки токарные многорезцовые и многорезцово-копировальные горизонтальные полуавтоматические (ГОСТ 16472—79)
Полуавтоматы (станки) токарные многорезцовые и многорезцово-копировальные горизонтальные, ГОСТ 16472-79 5 10 6 4 – 16 10 6 - [c.55]
Полуавтоматы (станки) токарные многорезцовые и многорезцово-копировальные горизонтальные ГОСТ 16472-79 40 25 16 – 60 40 25 На длине [c.56]
Станки токарные многорезцовые [c.282]
Токарно-винторезная. Станок токарный многорезцовый полуавтомат 1723 (рис. 1.99). Подрезать торцы 5и начерно. Точить поверхность 1 до кулачка патрона. Расточить отверстие 6 на проход начерно. Точить поверхности 2 п 3 начерно. Точить фаски. [c.129]
Фрезерный станок для обработки торцов Центровальный станок Токарный многорезцовый станок для чернового точения [c.91]
Станки токарные многорезцовые РМЦ до 2000 мм П10-41 До 300 Св.
Станки токарные многорезцовые и многорезцовые горизонтальные полуавтоматические [c.58]
Станки токарные многорезцовые (ГОСТ 1110-41) [c.383]
Обдирка поверху и подрезание днища (база — внутренняя поверхность поршня, станок — токарный многорезцовый). [c.399]
Станки токарной группы подразделяют на универсальные, специализированные и специальные. К ним относятся токарные, токарно-револьверные и карусельные станки, токарные многорезцовые полуавтоматы, автоматы и специализированные станки. [c.24]
Станок — токарный многорезцовый мод. 1730. Необходимые паспортные данные станка числа оборотов шпинделя в минуту 107, 129, 155, 187, 240, 310, 390, 510. [c.115]
 К числу первых из названных станков относится, например, токарный многорезцовый полуавтомат модели 1721, к числу вторых — токарный шестишпиндельный полуавтомат завода Красный пролетарий модели 1272.
[c.141]
К числу первых из названных станков относится, например, токарный многорезцовый полуавтомат модели 1721, к числу вторых — токарный шестишпиндельный полуавтомат завода Красный пролетарий модели 1272.
[c.141]Обработку указанных деталей производят на различных станках токарно-винторезных, токарно-револьверных, многорезцовых, токарно-карусельных, одношпиндельных и многошпиндельных токарных полуавтоматах и автоматах. [c.173]
Обработка на токарных многорезцовых станках и станках с копировальными устройствами [c.175]
Используя среднюю коренную шейку как дополнительную опору, в последующих операциях обтачивают остальные коренные шейки, фланец и передний ступенчатый конец одновременно с этим подрезают торцы щек, фланца и обтачивают галтели. Для этого используют токарные многорезцовые полуавтоматы с центральным приводом (например, модель 186 и др.). На этих станках заготовки устанавливаются в центрах, а средняя коренная шейка — в люнете (рис.
Рис, 282. Технологическая схема сборки задней бабки токарного многорезцового станка [c.479]
Обтачивание валов, в зависимости от объема выпуска, выполняют на обычных токарных станках с программным управлением или оснащенных станках гидрокопировальным суппортом, на копировальных токарных станках, а также на станках с многорезцовыми головками. На станках с многорезцовыми головками обтачивание повышает производительность по сравнению с обычной токарной обработкой за счет совмещения переходов и автоматической настройки измерений операционных размеров.
За годы первой пятилетки было освоено производство 24 новых типов и моделей станков токарных, револьверных, многорезцовых токарных, полуавтоматов и автоматов, радиально-сверлильных, горизонтально-расточных, строгальных, шлифовальных, комбинированных, но пока еще в небольшом количестве. Номенклатура и типаж станков были очень ограниченными, и конструктивный технический уровень их по сравнению с заграничными образцами того времени был тоже низок. Оснастка выпускаемых станков режущим и активным измерительным инструментом совершенствовалась
[c.74]
Номенклатура и типаж станков были очень ограниченными, и конструктивный технический уровень их по сравнению с заграничными образцами того времени был тоже низок. Оснастка выпускаемых станков режущим и активным измерительным инструментом совершенствовалась
[c.74]
ГИЯ производства этих станков потребовала перехода к производственным методам автотракторного машиностроения. Московский завод им. Серго Орджоникидзе стал выпускать в середине 30-х годов для автотракторного производства токарные многорезцовые полуавтоматы модели 116 (рис. 3). [c.78]
Тип технологического оборудования. Обработка ступенчатых валов может быть выполнена на различного вида автоматическом оборудовании, которое может быть встроено в систему либо непосредственно, либо с ее частичной модернизацией. К такому оборудованию относятся гидрокопировальные полуавтоматы, токарные многорезцовые полуавтоматы, токарные вертикальные и горизонтальные многошпиндельные полуавтоматы, станки-полуавтоматы с ЧПУ. Как видно, по типажу технологического оборудования возможно S4 = 5.
[c.18]
Как видно, по типажу технологического оборудования возможно S4 = 5.
[c.18]
На фиг. 244 приведен график экономической эффективности обработки детали как функции от коэффициента К для трех сравниваемых вариантов обработки на станках токарном, револьверном и многорезцовом полуавтомате. Из графика видно, что применение револьверного станка становится выгодным при коэффициенте загрузки, равном 0,12, в то время как при обработке на токарном станке равная стоимость операции обеспечивается только при коэффициенте загрузки, близком к единице, работа же многорезцового полуавтомата оправдывается при коэффициенте загрузки, равном 0,6. Аналогично этому можно установить, что при коэффициенте загрузки полуавтомата > 0,2 его применять выгоднее, чем револьверный станок. [c.306]
Линии из агрегатных или модульных технологических машин, так же как и линии из специализированных машин (например,. многорезцовых одношпиндельных и многошпиндельных токарных полуавтоматов, фрезерных, зуборезных, шлифовальных и других станков, многопозиционных штамповочных прессов и литьевых машин, встраиваемых в АЛ), применяют преимущественно нри крупносерийном и массовом производстве промышленной продукции. При этом, как правило, АЛ из станков токарно-шлифовальной группы применяют для обработки деталей типа тел вращения линии из агрегатных станков — для деталей, не-
[c.14]
многорезцовых одношпиндельных и многошпиндельных токарных полуавтоматов, фрезерных, зуборезных, шлифовальных и других станков, многопозиционных штамповочных прессов и литьевых машин, встраиваемых в АЛ), применяют преимущественно нри крупносерийном и массовом производстве промышленной продукции. При этом, как правило, АЛ из станков токарно-шлифовальной группы применяют для обработки деталей типа тел вращения линии из агрегатных станков — для деталей, не-
[c.14]
Токарная обработка больших колёс по сверлильно-многорезцовому варианту с закреплением детали на оправке в центрах производится редко, так как длина отверстия ступицы во многих случаях оказывается недостаточной и отверстие может служить только центрирующей базой, основной же базой является торец. Центровая оправка при многорезцовой обработке больших диаметров колёс недостаточно жестка. Многорезцовые центровые полуавтоматы для зубчатых колёс диаметром 400— 500 мм применяются редко. Зубчатые колёса обтачиваются и растачиваются в патронах на револьверных станках или одношпиндельных токарных многорезцовых полуавтоматах в крупносерийном производстве и на вертикальных многошпиндельных полуавтоматах в массовом производстве.
 [c.181]
[c.181]Полуавтоматы (станки) токарные многорезцовые и многорезцово-копировальные горизон-тальйьГе ГОСТ 16472-79 До 160 (0,2 + 0,25) Г 150 Сталь, НВ 161-207 [c.54]
Станки высокой производительности имеют более ограниченный диапазон технологических возможностей, менее универсальны. Эти станки более мощные и жесткие, чем станки первой группы, благодаря чему на них можно вести обработку с более высокой производительностью. К ним относятся станки токарные многорезцовые, токарные одно-и мнотошпиндельные автоматы и полуавтоматы, круглошлифовальные, работающие методом поперечной подачи, бесцентрово-шлифовальные, фрезерные высокой производительности и т. п. Эти станки предназначены для крупносерийного и массового производства. [c.56]
При автоматическом управлении все переключатели 1УП— 7УП устанавливаются в положение А и переключатели ШП— 6ПП—в положение, при котором катушки магнитных пускателей получают питание через контакты промежуточных реле защиты и магнитных пускателей последующих станков. Пуск осуществляется нажатием кнопки МП, вследствие чего включаются электродвигатели бесцентрово-шлифовального станка, затем последовательно включаются электродвигатели станков токарного многорезцового МТ-30, центровального, прошивного, токарного, многорезцового, шестишпиндельного Берд и двух-шпиндельного продольно-фрезерного. Отключение производится переключателями 1УП—7УП поворотом рукоятки в положение О. Например, для того чтобы отключить центровальный станок и все предыдущие станки, необходимо повернуть рукоятку 5УП в положение О, в связи с чем обесточиваются катушки магнитных пускателей сначала центровального станка, а затем последовательно разрываются цепи катушек магнитных пускателей прошивного, токарного многорезцового, шестишпин-дельного Берд и продольно-фрезерного станков. При таком отключении часть станков (в нашем примере — токарный мно-
[c.201]
Пуск осуществляется нажатием кнопки МП, вследствие чего включаются электродвигатели бесцентрово-шлифовального станка, затем последовательно включаются электродвигатели станков токарного многорезцового МТ-30, центровального, прошивного, токарного, многорезцового, шестишпиндельного Берд и двух-шпиндельного продольно-фрезерного. Отключение производится переключателями 1УП—7УП поворотом рукоятки в положение О. Например, для того чтобы отключить центровальный станок и все предыдущие станки, необходимо повернуть рукоятку 5УП в положение О, в связи с чем обесточиваются катушки магнитных пускателей сначала центровального станка, а затем последовательно разрываются цепи катушек магнитных пускателей прошивного, токарного многорезцового, шестишпин-дельного Берд и продольно-фрезерного станков. При таком отключении часть станков (в нашем примере — токарный мно-
[c.201]
На втором станке (токарный многорезцовый МТ-31) блок обтачивается по наружной поверхности 7, подрезаются торцы обода 1, 6 и ступицы 2, 5. Деталь базируется по предварительно обработанному отверстию на оправке и закрепляется пневмоза-
[c.230]
Деталь базируется по предварительно обработанному отверстию на оправке и закрепляется пневмоза-
[c.230]
Второе обтачивание поверху, проревание канавок, подрезание днища (база — постоянная, станок токарно-многорезцовый или полуавтомат, реже — обычный токарно-центровой). Часто обработка днища выполняется в особой операции, особенно при выпуклой или вогнутой форме днища. [c.402]
Шлифование методом врезания проводят на двух круглошлифовальных автоматах J8 (см. рис. 40) с охлаждением 3 %-ным водным раствором Ук-ринол-1 на скоростях резания 50 м/с. Базирование детали осуществляется в центрах. Цикл работы станка — автоматический с применением прибора активного контроля регулирование врезных подач бесступенчатое. На двух токарных многорезцовых автоматах /9 МК8501 проводят черновое обтачивание шести противовесов с допуском 0,2 мм и одновременно протачивают двенадцать фасок на них (рис. 48). Коленчатый вал базируется в центрах с использованием в качестве осевой базы щеки противовеса S (см. рис. 46, а). Цилиндрические поверхности обрабатываются одновременно шестью резцами, установленными
[c.88]
рис. 46, а). Цилиндрические поверхности обрабатываются одновременно шестью резцами, установленными
[c.88]
Часовая зарплата зависит от разряда работ. Для сопоставимости по универсальному оборудованию принимался одинаковый третий разряд. Для протяжных, револьверных и токарных многорезцовых станков всюду брался второй разряд работ, для прессов выбран первый разряд работ. На многих предприятиях (например, ВЭФ, Автоэлектроприбор ) отказываются от ьхпользования операторов при обслуживании автоматов. Наладка, текуш,ее наблюдение, а также смена прутков и магазинов поручается наладчику-оператору. Мы приняли средний разряд автоматных работ (с наладкой) — четвертый. [c.144]
Для улучшения использования станков заготовки закрепляют в быстро переналаживаемых (УНП) или универсальносбор-Бых (УСП) приспособлениях. Система управления с программированием цикла и режимов обработки применяется на многих станках токарной группы, например, на многорезцовом гидро-фицированном полуавтомате мод. АТ250П Савеловского машиностроительного завода (г. Кимры). Полуавтомат предназначен для обработки деталей диаметром до 250 мм типа дисков, фланцев, шестерен, муфт и т. п. по 2—3-му классам точности. Станок оснащен двумя суппортами, каждый из которых имеет независимую продольную и поперечную подачи. Величина перемещений устанавливается по линейкам и упорам при наладке станка на обработку очередной партии деталей. Последовательность
[c.141]
АТ250П Савеловского машиностроительного завода (г. Кимры). Полуавтомат предназначен для обработки деталей диаметром до 250 мм типа дисков, фланцев, шестерен, муфт и т. п. по 2—3-му классам точности. Станок оснащен двумя суппортами, каждый из которых имеет независимую продольную и поперечную подачи. Величина перемещений устанавливается по линейкам и упорам при наладке станка на обработку очередной партии деталей. Последовательность
[c.141]
По размерам различают три группы шкивов 1-я группа —диаметры от 50 до 200 применяются токарные многорезцовые (много-шпиндельные и одношпиндельные) полуавтоматы малого размера диаметром точения до 200 мм 2 я группа—диаметры от 200 до 300 мм. — применяются токарные многорезцовые полуавтоматы среднего размера диаметром точения до 300л[c.161]
При массовом производстве с ритмом 3—10 мин. применяются а) для шкивов типа А, кроме станков 1720 и 1730 завода Красный пролетарий , также токарные многорезцовые полуавтоматы завода им. Орджоникидзе типа 116 для диаметра обработки над супортом до 200 мм и патронного типа 118В диаметром обработки в патроне 600 мм б) для шкивов типов Б и А с обработкой внутренних поверхностей контура — специальные (короткие) многорезцовые токар-ные патронные полуавтоматы или револьверные полуавтоматы.
[c.161]
Орджоникидзе типа 116 для диаметра обработки над супортом до 200 мм и патронного типа 118В диаметром обработки в патроне 600 мм б) для шкивов типов Б и А с обработкой внутренних поверхностей контура — специальные (короткие) многорезцовые токар-ные патронные полуавтоматы или револьверные полуавтоматы.
[c.161]
При работе на револьверных станках токарную обработку часто удаётся закончить в две операции, однако норма времени на эти операции обычво получается больше, чем на три или на четыре операции, выполняемые на многорезцовых патронных полуавтоматах. [c.163]
В серийном производстве основным типом станка для токарной обработки зубчатых колёс являлся до последнего времени универсальнотокарный станок, так как многорезцовые одношпиндельные или многошпиндельные полуавтоматы, оправдывающие себя в массовом производстве, были неудобны в переналадке, отнимавшей много времени из-за необходимости смены кривых на барабанах подачи. Применение специальных механизмов в станке, ускоряющих переналадку многорезцовых полуавтоматов на разные детали, осуществляемую без смены кривых (постоянные кривые), позволило внедрить многорезцовую обработку и в серийное производство. Кроме этого, многорезцовые станки в настоящее время работают по полуавтоматическому циклу, что даёт возможность одному рабочему обслуживать несколько станков (новые многорезцовые полуавтоматы завода Красный пролетарий” типов 1730 и 1720). Патронные горизонтальные многошпиндельные полуавтоматы также не требуют смены кривых (полуавтоматы завода им. Орджоникидзе типов 1225п).
[c.176]
Применение специальных механизмов в станке, ускоряющих переналадку многорезцовых полуавтоматов на разные детали, осуществляемую без смены кривых (постоянные кривые), позволило внедрить многорезцовую обработку и в серийное производство. Кроме этого, многорезцовые станки в настоящее время работают по полуавтоматическому циклу, что даёт возможность одному рабочему обслуживать несколько станков (новые многорезцовые полуавтоматы завода Красный пролетарий” типов 1730 и 1720). Патронные горизонтальные многошпиндельные полуавтоматы также не требуют смены кривых (полуавтоматы завода им. Орджоникидзе типов 1225п).
[c.176]
Растачивание отверстия, протачивание заднего торца И, частичное протачивание переднего торца (зажим в трёхкулачковом патроне специальными кулачками по конусам зубчатого колеса) Токарные многорезцовые полуавтоматы в массовом и крупносерийном производстве. Многошпиндельные вертикальные полуавтоматы завода Красный пролетарий в массовом производстве с небольшим темпом, револьверные станки в серийном производстве Технические характеристики и размеры токарных многорезцовых станков и полуавтоматов для средних размеров колёс см. разд. Цилиндрические зубчатые колёса. Для малых размеров зубчатых колёс (56—100л1л) подбираются станки меньших размеров
[c.184]
разд. Цилиндрические зубчатые колёса. Для малых размеров зубчатых колёс (56—100л1л) подбираются станки меньших размеров
[c.184]
Чистовое обтачивание конусов зубчатого колеса и других поверхностей (базирование по отверстию и заднему торцу Я) Токарные многорезцовые полуавтоматы заяода Красный пролетарий” и завода им. Орджоникидзе Характеристики станков см. разд. Цилиндрические зубчатые колёса” [c.185]
Обработка на многорезцовых токарных станках
Обработка на многорезцовых токарных станках
Категория:
Проектирования технологических процессов
Обработка на многорезцовых токарных станках
Довольно большое количество деталей, обрабатывающихся в центрах, специальных патронах и на оправках, со значительным числом ступеней диаметров, обтачивается в автомобильном производстве среднего масштаба на многорезцовых токарных станках. Правда, следует отметить, что в отношении обточки на оправках и в особенности в патронах с многорезцовыми станками весьма успешно конкурируют разного рода полуавтоматы — одно- и многошпиндельные, особенно при больших масштабах производства.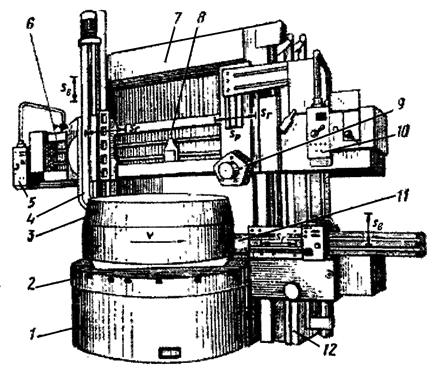
В настоящее время много фирм в США и Германии строят многорезцовые токарные станки.
Основной принцип конструкции многорезцовых станков заключается в том, что они снабжены двумя основными суппортами, могущими нести каждый по нескольку резцов (откуда и принято их название). Передний суппорт имеет обычно лишь продольную механическую подачу, а задний—поперечную. Некоторые модели этих станков имеют еще
и дополнительные подачи, например, механическую поперечную подачу не только задпего, но и переднего суппорта. Передний суппорт, таким образом, предназначен для продольного точения рядом установленных проходных резцов, а задний — для поперечной обточки и подрезки также целым рядом подрезных, широких или фасонных резцов.
Подачи на один оборот, соответственно условиям обточки, могут быть различны, у обоих суппортов. Многорезцовые станки большей частью не имеют коробок скоростей и подач, как и большинство ставков высокой производительности, предназначенных для работы при постоянном режиме резания. При переладке станка на другую операцию изменение чисел оборотов и подачи могут быть, однако, изменены путем смены соответствующих пар шестерен в передаче движения к шпинделю и суппорту. Чаще всего на многорезцовых станках обработка ведется за два раза: один станок обдирает деталь, другой—проходит «начисто» и заканчивает поверхности, кои не могли быть обработаны на первом станке.
При переладке станка на другую операцию изменение чисел оборотов и подачи могут быть, однако, изменены путем смены соответствующих пар шестерен в передаче движения к шпинделю и суппорту. Чаще всего на многорезцовых станках обработка ведется за два раза: один станок обдирает деталь, другой—проходит «начисто» и заканчивает поверхности, кои не могли быть обработаны на первом станке.
В случае сложной формы детали иногда приходится ставить на обдирку по два станка (при выполнении сложного контура детали).
Обычно обработка передним и задним суппортом производится одновременно для сокращения времени, если контур и характер обработки это позволяют. В случае, если одна из операций значительно короче другой, то продолжительность всей обработки определяется временем более длительной операции.
Рис. 1. Многорезцовый токарный станок Lodge & Shipley.
Однако в случаях, когда поперечный суппорт должен работать после продольного, продолжительность обработки будет равна суммарному времени проходов (или их неперекрывающихся частей) обоих суппортов. Так, например, если на понеречном суппорте будут стоять широкие или сложной формы фасонные резцы, то часто бывает необходимо их пускать лишь после того, как поверхность уже будет пройдена соответствующими обдирочными резцами продольного суппорту
Так, например, если на понеречном суппорте будут стоять широкие или сложной формы фасонные резцы, то часто бывает необходимо их пускать лишь после того, как поверхность уже будет пройдена соответствующими обдирочными резцами продольного суппорту
Многорезцовые токарные станки, соответственно суммарному сечению стружки, снимаемому одновременно работающими резцами, должны обладать повышенной жесткостью (стабильностью) и соответственными размерами мощности мотора.
В остальном эти станки, в большей или меньшей степени, повторяют в усиленной форме конструкции токарного станка.
На рис. 1 изображен многорезцовый токарный станок фирмы Lodge & Shipley, хорошо иллюстрирующий собой вышеприведенные положения.
Надо отметить, что данный тип станка может иметь и автоматизированные движения суппортов, т. е. быстрый подход (врезание — при продольном точении, если таковое требуется), рабочая подача и быстрый ход назад в исход-сое положение. При таком автоматизировании движения суппортов этот станок уже приближается к центровым полуавтоматам.
Потребляемая мощность этого станка — 10 — 15 л. е., при высоте центров 125 лш(над суппортом) и расстоянии центров от 250 до 950 мм.
Продолжительность этой операции— 1,75 мин. вместе со вспомогательным временем на постановку и снятие детали.
Рис. 2. Обдирка.
Рис. 3. Втулка заднего колеса.
Рис. 4. изображает чистовую обточку.
Полная продолжительность также 1,75 мин.
В последнее время завоевали себе весьма прочное место многорезцовые станки фирмы Sundstrand Mch. С0. На рис. 13 изображен станок этой фирмы модель 8” Stub Lathe (с мотором в станине станка). Фирма строит также эту модель и размером — 12” (12” Stub Lathe).
Преимущества данного станка заключаются, главным образом, в высокой стабильности конструкции (т. е. жесткости и устойчивости), большой располагаемой мошдости (восьмидюймовая модель имеет мотор от б до 71/2 л. е., а двенадцатидюймовая — от 71/2 до 15 л. е.), в широкой возможности к снециализированию станка для различных операций при весьма небольших габаритных размерах станка (8” модель имеет габарит 45×60”) и относительно невысокой его стоимости.
К этому нужно добавить, что станок сравнительно прост в эксплоатации, что дает часто возможность обслуживания двух и даже больше станков одним рабочим.
Рабочие размеры модели 8”: высота центров над суппортом — 4” и расстояние центров—10i/2”; модели 12”: высота центров — 6”, расстояние центров — 16”. Числа оборотов шпинделя и подачи меняются путем перестановки соответствующих пар сменных шестерен.
Рассматриваемый станок, помимо двух основных суппортов, может иметь (по желанию заказчика) еще и третий верхний суппорт.
Рис. 5. Показывает операцию обдирки.
Поршень устанавливается предварительно расточенной и заторцованной своей кромкой («установочным пояском») на короткой (5—8 мм) оправке шпинделя.
На переднем суппорте установлены два проходных резца, для того чтобы уменьшить длину хода суппорта с рабочей подачей вдвое и тем самым уменьшить машинное время х. На заднем (поперечном) суппорте установлены: 4 резца в отдельной державке для пророки канавок поршневых колец, один резец для проточки днища пор! Пня и один — для снятия фаски днища. Задний суппорт имеет только поперечное движение с механической подачей. Установка резцов для канавок колец в отдельной специальной державке делается для более быстрой их смены и более удобной заточки.
Задний суппорт имеет только поперечное движение с механической подачей. Установка резцов для канавок колец в отдельной специальной державке делается для более быстрой их смены и более удобной заточки.
Рис. 6. Чистовая обточка.
Рис. 7. Многорезцовый станок Snndstrand-Stub Lathe 8”.
На рис. 9 показана чистовая обточка того же поршня на втором ыкок же станке. На продольном суппорте здесь установлено 5 шлихтовальных (чистовых) резцов; из них 4 поставлены тесно друг к другу и установлены с расчетом получения ступенчатой поверхности, постепенно уменьшающихся по направлению к днищу диаметров. Эта конусность в направлении днища поршня необходима во избежание заедания наиболее нагревающейся его части, прилегающей к днищу во» время работы в цилиндре.
Рис. 8. Обдирка поршня.
Рис. 9. Чистовая обточка поршня
Установка и базирование производятся тем же путем, что и на предыдущей операции. После отжига поршня перед чистой обточкой производится еще раз расточка внутренней кромки и проточка торца, так как при обдирке и в особенности во время отжига эти базирующие поверхности могут потерять свою точность. Рекомендуется обратить внимание на способ закрепления резцов.
Рекомендуется обратить внимание на способ закрепления резцов.
Рис. 10. Обточки шестерни (с другой стороны) на станке Stllb-Sundsircmd.
Установка шестерни в обеих операциях производится на оправке (под легким прессом). Обычно перед этими операциями, помимо сверловки развертывания, отверстия прошиваются с полагающимися «шлицами» или же шпоночными канавками.
Во избежание проворачивания указанные выше оправки снабжаются шпонками, на которые под легким давлением и ставится обрабатываемая шестерня (на приведенных рисунках эти шпонки не показаны).
Такой способ крепления на короткой и массивной оправке позволяет работать несколькими резцами одновременно при высоком режиме резания. На второй операции наружная,цилиндрическая поверхность вновь проходится чистовым проходом.
Рис. 11. Обточка кулака передней оси па станке Stub-Sundstrand.
Аналогичными двумя операциями часто ограничивается вся обточка подобных шестерен, при более сложном их контуре иногда ввО’ дится еще одна операция, так как в этих случаях бывает невозможно расположить все необходимые резцы в двух операциях.
Обращаем внимание па приведенный метод обточки шестерен несложной форацл на многорезцовом станке как на весьма типичный метод.
На рис. 11 дан также весьма показательный пример обточки на том же станке цапфы кулака передней оси автомобиля.
В этом случае, помимо обточки цилиндрических поверхностей, одновременно обтачивается и коническая поверхность цапфы. Второй и третий резцы (с левой стороны) переднего суппорта находятся в отдельной державке К, которая имеющимся в ней роликом В направляется конической линейкой А и, вдвигаясь в общую державку других резцов при движении суппорта, дает требуемую коническую поверхность на обрабатываемой детали. Два резца вместо одного на самой
длинной (конической) поверхности здесь вве дены также для уменьшения длины хода с рабочей подачей, что соответственно уменьшает машинное время и увеличивает производительность станка. Таким образом пять проходных резцов переднего суппорта производят всю обточку, а пять резцов заднего суппорта делают подрезку переходов диаметров, фаску, закругление и небольшую коническую проточку, заканчивая, тем самым всю обточку цапфы. Обычно аналогичным методом — за один проход — и ведут обточку указанной детали, так как две цилиндрические поверхности цапфы для постановки шариковых или роликовых подшипников • в дальнейшем заканчиваются шлифовкой. Следует отметить интересный способ установки данной детали в центрах и приведения ее во вращение.
Обычно аналогичным методом — за один проход — и ведут обточку указанной детали, так как две цилиндрические поверхности цапфы для постановки шариковых или роликовых подшипников • в дальнейшем заканчиваются шлифовкой. Следует отметить интересный способ установки данной детали в центрах и приведения ее во вращение.
На рис. 12 изображена схема обточки четырехшестеренной каретки (из коробки скоростей) на станке 12” Stub Lathe той же фирмы.
Обращаем внимание на число, форму и способ расстановки резцов, а также на установку и приведение во вращение обрабатываемой шестерни. Ввиду очень большого момента от усилия резания всех 13 резцов понадобилась вспомогательная операция по просверливанию двух отверстий для поводковых шпилек, показанных на схеме, так как отверстие шестерни не имеет шпоночных канавок и шлиц.
На рис. 13 и 14 дана схема обточки на 8” S :ub Lathe Sund-stгаш! C° ведущей’ шестерни.
На рис. 14 изображена в разрезе приводная оправка конструкции названной фирмы.
Рис. 12. Обточка каретки шестерен.
Рис. 13. Обточка ведущей шестерни.
Гладкая оправка имеет с соответствующем секторообразном вырезе «собачку» с насечкой, несколько выступающей за цилиндрическую поверхность оправки при повороте «собачки» в направлении, обратном вращению изделия. Таким образом эта «собачка» заклинивает изделие тем сильнее, чем будет больше крутящий момент от резцов во время обточки детали. Передний суппорт в данном случае автоматизирован также, как и задний, поэтому станок следует считать приближающимся к типу центровых полуавтоматов. Обточка конической поверхности зубчатого венца производится с переднего суппорта, подрезка торца — с поперечного суппорта и проточка сферической поверхности двух радиусов производится двумя резцами с верхнего добавочного суппорта. Обработка выполняется в две операции: обдирка и чистовая обточка.
Рис. 14. Чистовая обточка каретки шестерен.
Рис. 15. Обточка сателлита.
Рис. 16. Обдирка каретки шестерен.
Из сравнения этих двух методов можно видеть, что применение многорезцового станка и соответствующего метода обработки да и в данном примере уменьшение станкочасов на обработку почти в 52 раза и стоимости рабсилы — почти вдвое.
Рассмотренные примеры обработки на многорезцовых станках показывают, какие широкие возможности дают эти станки в смысле разнообразия методов обработки на весьма разнохарактерных деталях.
Станки этой группы дают хорошие результаты в крупносерийных производствах и даже массовых при сравнительно небольших размерах производственной программы на обточке деталей, подходящих к описанным выше примерам.
Тем более, что подобные станки фирмы во многих случаях снабжают автоматизированным обратным движением суппортов,-что еще более повышает производительность этих станков, приближая их к центровым полуавтоматам. Таким образом, если по расчетам производительность рассматриваемых станков является подходящей для проектируемого процесса, то это решает вопрос в сторону их выбора.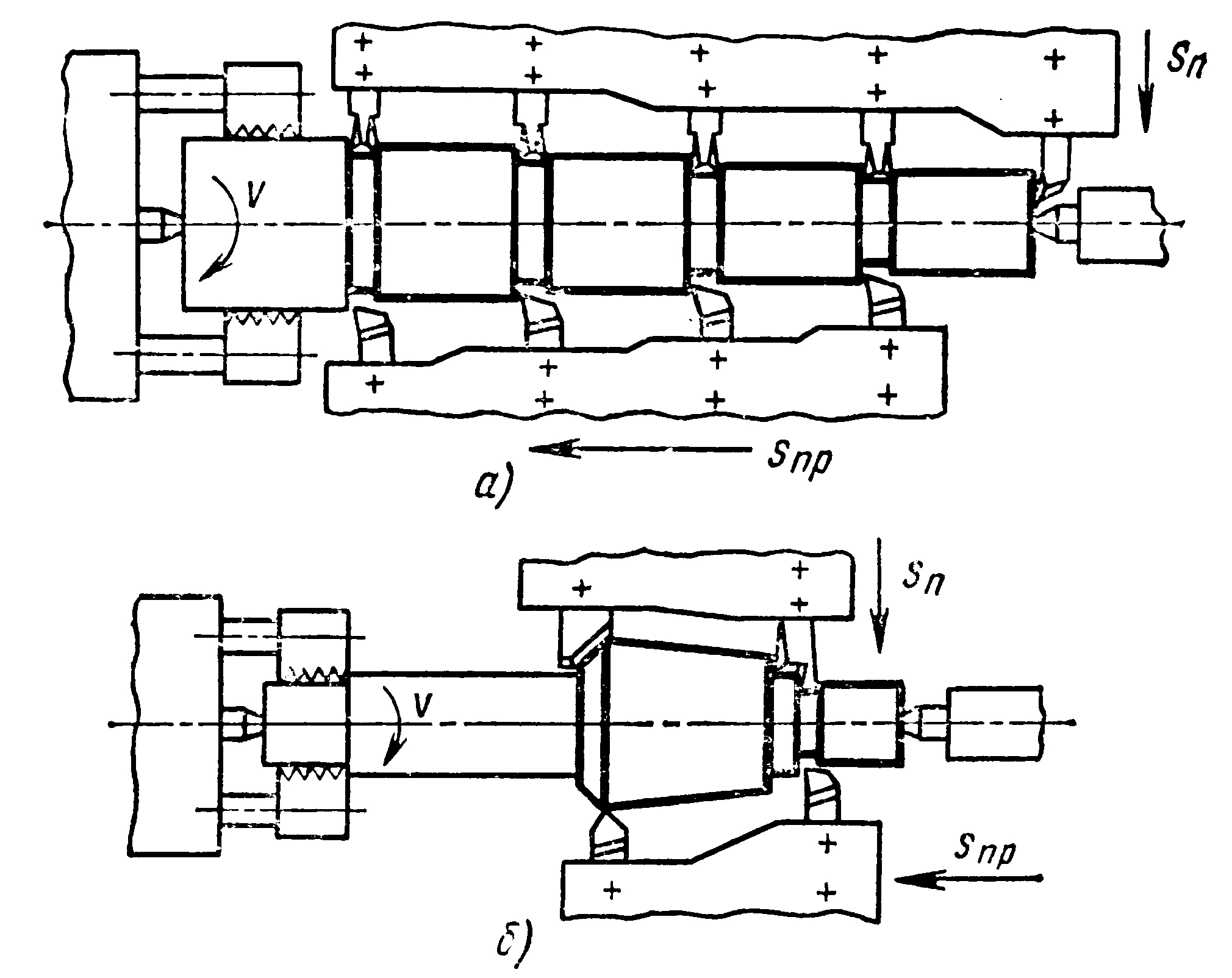
Если же необходима еще более высокая производительность станка, то.следует переходить к следующей, более производительной группе, т. е. к многорезцовым центровым полуавтоматам.
Реклама:
Читать далее:
Многорезцовые центровые полуавтоматы
Статьи по теме:
Многорезцовые токарные станки
9.Многорезцовые токарные станки полуавтоматы. Общие сведения. Обрез9
На рис. 146 приведена схема работы многорезцового полуавтомата.
Обработка заготовки 2 ведется несколькими одновременно работающими резцами,
установленными на продольном 12 и поперечном 3 суппортах. Одновременная работа
большого числа резцов, каждый из которых обрабатывает свой участок заготовки,
позволяет получить деталь заданных формы и размеров путем простейших и коротких
циклов работы суппортов и, следовательно, значительно сократить время
обработки. Снятие детали, установку заготовки, ее зажим в патроне или в центрах
передней 1 и задней 4 бабок, а также пуск станка производят вручную. Подвод
суппортов с резцами, обработка заготовки, возврат суппортов в исходное
положение и остановка станка производятся автоматически.
Подвод
суппортов с резцами, обработка заготовки, возврат суппортов в исходное
положение и остановка станка производятся автоматически.
При обработке на многорезцовом токарном полуавтомате, когда одновременно работают несколько резцов, основное (машинное) время меньше, чем при обработке одним резцом на гидрокопировальном токарном полуавтомате. Это различие особенно эффективно проявляется при многорезцовом обтачивании по методу деления длины обработки, когда каждая ступень вала обрабатывается за один проход. В этом случае основное время определяется по длине пути того резца, который обрабатывает наиболее длинную ступень вала.
Схема работы токарного многорезцового станка полуавтомата
Продольный суппорт 12 перемещается вместе с планками 6 и 8 относительно неподвижной линейки 10. При этом ролик 7 суппорта перекатывается по рабочей поверхности линейки 10 и постоянно прижимается к ней пружинами 11. Цикл работы продольного суппорта следующий:
1. быстрый подвод суппорта к заготовке (участок а-б)
2. врезание резцов при
перемещении ролика 7 по конусной поверхности линейки 10 (участок б-в)
врезание резцов при
перемещении ролика 7 по конусной поверхности линейки 10 (участок б-в)
3. обтачивание заготовки при рабочей подаче (участок в-г)
4. отскок суппорта назад в поперечном направлении (участок г—д)
5. быстрый отход суппорта в исходное правое положение (участки д—е, е—и, и—к)
6. перемещение суппорта вперед в первоначальное рабочее положение (участок к-а)
Отскок суппорта в конце обработки (примерно на 1 мм) и возврат
его в первоначальное положение в конце отхода назад (участки траектории г—д и
к—а) осуществляются с помощью планок 6 и 8. Обе планки перемещаются вместе с
суппортом, при этом планка 6 может перемещаться относительно суппорта в
продольном направлении. В начале работы суппорта обе планки установлены
относительно друг друга так, что соприкасаются выступами (как показано на
рисунке). В конце обтачивания планка 6 подходит к упору 9 и смещается им относительно
планки 8 вправо, в результате чего ее выступы устанавливаются против впадин
планки 8.
Суппорт 12 вместе с роликом 7, линейкой 10 и планкой 8 под действием пружины 11 отскакивает назад на глубину впадины планки 8. В результате этого резцы при отходе суппорта вправо не касаются обработанной поверхности детали. После возвращения суппорта в исходное правое положение планка 6 касается второго упора 5 и смещается им влево в первоначальное положение, т. е. ее выступы устанавливаются опять против выступов планки 8. В результате суппорт с резцами, линейка 10 и планка 8 устанавливаются в первоначальное рабочее положение (точка а).
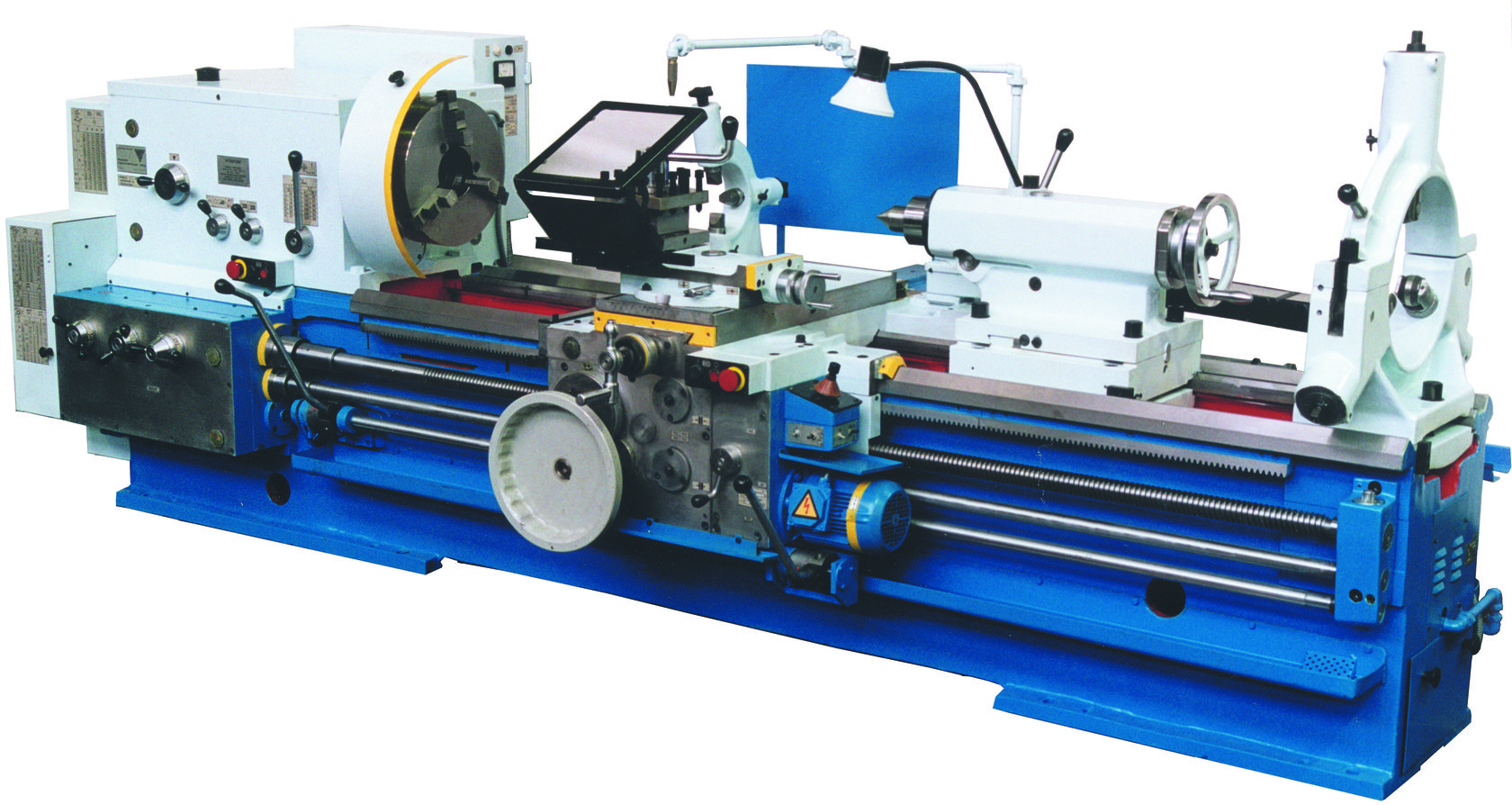
1Н713 полуавтомат токарный многорезцовый копировальный. Назначение и область применения
Токарный многорезцовый копировальный полуавтомат предназначен для высокопроизводительной получистовой и чистовой токарной обработки однорезцовым или многорезцовым копировальным способом валов, колец, подшипников, фланцев, шестерен и прочих деталей в центрах, патроне или на оправке в условиях серийного и массового производства.
На станке можно получать точные линейные и диаметральные
размеры, фаски, канавки, радиусы.
Для исключения образования риски на торцовых поверхностях возможен вывод резцов из зоны резания на рабочей подаче с последующим быстрым отводом в исходное положение.
Станок полуавтомат может встраиваться в автоматические линии.
Полуавтомат 1Н713 представляет собой станок жесткой агрегатированной конструкции.
Компоновка полуавтомата обеспечивает возможность создания облегченной, упрощенной, многосуппортной, патронной модификации, а также с цикловым и числовым программным управлением.
На левую часть основания устанавливается передняя бабка, на правую — проставок. На переднюю бабку и проставок устанавливается верхняя станина. Основание станка, передняя бабка, проставок и станина образуют жесткую замкнутую конструкцию, на которой размещаются остальные узлы станка.
На верхней станине находится продольный суппорт с
автономной коробкой подач и собственным командоаппаратом. На основании
расположен поперечный суппорт с автономной коробкой подач и собственным
командоаппаратом.
Перемещение ползуна поперечного суппорта осуществляется при помощи пары винт — гайка скольжения.
Автономная коробка подач представляет собой двухваловую силовую головку, сообщающую суппортам ускоренный подвод к обрабатываемой детали, рабочую подачу вперед, вывод из зоны резания на рабочей подаче или отвод в исходное положение на ускоренном ходу.
В коробке подач расположены две прямозубые шестерни для повышения крутящего момента, передаваемого двигателем на ходовой винт, и предохранительная порошковая электромагнитная муфта.
Привод коробок подач — от асинхронного глубокорегулируемого комплексного электропривода. Суппорт продольный состоит из четырех основных частей: каретки, ползуна, резцовой головки поворотной и механизма смены упоров.
Привод механизма смены упоров — от гидроцилиндра.
На ползуне суппорта установлена двухпозиционная
резцовая головка поворотная, состоящая из механизмов поворота
и фиксации с приводом от гидроцилиндров.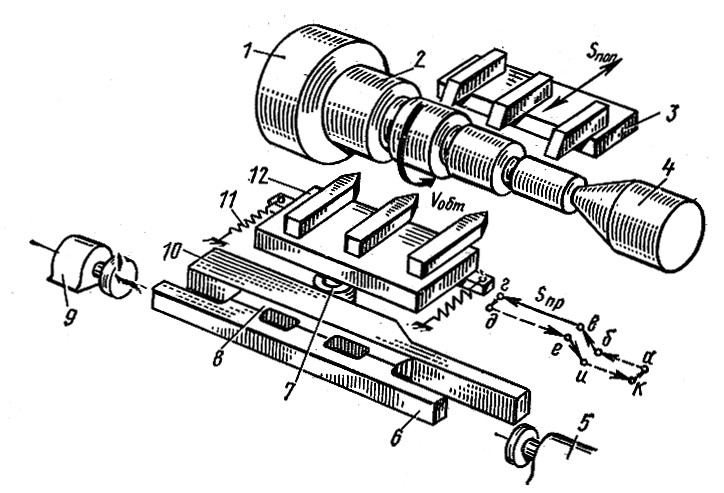
Поперечный суппорт состоит из двух основных частей корпуса, в котором размещен ходовой винт, жесткий упор и ползун.
Механизм установки копира состоит из двух стоек: левой и правой, соединенных между собой скалкой. На скалке установлены левая и правая центровые бабки, в центрах которых устанавливается копирная линейка, несущая копиры или эталонную деталь.
В специальном исполнении полуавтомат может оснащаться различными наладками, а также однокоординатной гидрокопировальной следящей системой для обработки конусных и фасонных поверхностей.
Полуавтомат встраивается в автоматические линии с фронтальной загрузкой деталей, оснащен независимыми приводами подач суппортов, взаимозаменяемым настраиваемым вне станка режущим инструментом, системой кинематического дробления стружки.
Класс точности полуавтомата Н.
1Н713П Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового станка
1Н713П
Габарит рабочего пространства, посадочные и присоединительные базы токарного
многорезцового копировального станка полуатомата. Смотреть в увеличенном
масштабе
Смотреть в увеличенном
масштабе
1Н713 Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового копировального станка полуатомата. Смотреть в увеличенном масштабе
1Н713 Общий вид токарного многорезцового копировального станка
1Н713 Состав токарного многорезцового станка
1Н713 Перечень узлов токарного многорезцового копировального станка
1. Станина полуавтомата
2. Передняя бабка
3. Кожух
4. Шпиндель
5. Коробка подач
6. Пульт управления
7. Поперечный суппорт
8. Продольный суппорт
9. Квадратные рукоятки
10. Передвижной упор
11. Командоаппарат
12. Копирная линейка
13. Верхняя станина
14. Электрошкаф
15. Задняя бабка
16. Педаль пневмосистемы
17. Квадратные рукоятки
1Н713 Конструкция и характеристика работы основных узлов станка
На нижней станине 1 установлена передняя бабка 2 с механизмом
главного движения и шпинделем 4. По продольным направляющим нижней станины
можно перемещать заднюю бабку 15, а по поперечным направляющим – поперечный
суппорт 7 с механизмом подач. На верхней станине 13 закреплена коробка подач 5
продольного суппорта 8, который перемещается по направляющим станины. На
передней панели бабки расположен щиток 6 с кнопками управления станком.
По продольным направляющим нижней станины
можно перемещать заднюю бабку 15, а по поперечным направляющим – поперечный
суппорт 7 с механизмом подач. На верхней станине 13 закреплена коробка подач 5
продольного суппорта 8, который перемещается по направляющим станины. На
передней панели бабки расположен щиток 6 с кнопками управления станком.
Справа от продольного суппорта смонтированы передвижной кронштейн копирной линейки 12, командоаппарат 11 для управления циклом работы продольного суппорта и передвижной упор 10 для установки в рабочее положение линейки отскока продольного суппорта. Квадратными рукоятками 9 и 17 настраивают соответственно ползуны продольного 8 и поперечного 7 суппортов. Педалью 16 управляют работой пневмосистемы задней бабки. Ременная передача механизма главного движения закрыта кожухом 3.
Электрооборудование станка расположено в шкафу 14, а
пневмоаппаратура – в корпусе станины 1. Электродвигатель главного движения
находится внутри станины под передней бабкой.
1Н713 Кинематическая схема токарного многорезцового станка
1Н713, 1Н713П Кинематическая схема токарного многорезцового станка. Смотреть в увеличенном масштабе
1Н713, 1Н713П Кинематическая схема токарного многорезцового станка. Смотреть в увеличенном масштабе
Кинематическая схема станка 1Н713 изображена на рисунке. От электродвигателя М1 через клиноременную передачу 115/270, вал I, сменные зубчатые колеса a/b, вал II, зубчатую передачу 96/60 (или 26/52), вал III и пару зубчатых колес 35/70 вращение передается на шпиндель IV.
Уравнение кинематической настройки цепи главного движения
n = 1470 • a/b • 26/52 (или 95/60) • 35/70 = 367,5 (или 1164) • a1/b1 • c1/d1 [об/мин]
Движение подачи продольного и поперечного суппортов
осуществляется от автономных коробок подач (АКП-2). Рабочее движение продольного
суппорта осуществляется по цепи: электродвигатель М2, гитара сменных колес a1/b1•
c1/d1, червячная передача 1/44, муфта ЭМ1, ходовой винт
IX, суппорт.
Быстрое перемещение продольного суппорта происходит по цепи: электродвигатель М2, вал V, винтовая зубчатая передача 13/42, муфта ЭМ2, ходовой винт IX, суппорт.
Уравнение кинематической настройки цепи продольной подачи
– рабочая подача:
sпр = 1420 • a1/b1 • c1/d1 • 1/44 • 8 = 258,2 • a1/b1 • c1/d1 [мм/мин]
откуда
a1/b1 • c1/d1 = sпр / 258,2
– ускоренное перемещение
sпр.у = 1420 • 13/42 • 8 = 3516 мм/мин
Рабочее движение поперечного суппорта осуществляется по цепи: электродвигатель М3, гитара сменных колес a2/b2 • c2/d2,червячная передача 1/44, муфта ЭМ3, вал XIII, ходовой винт, суппорт.
Быстрое перемещение поперечного суппорта происходит по цепи:
электродвигатель М3, вал X, винтовая зубчатая передача муфта ЭМ4, вал XIII,
ходовой винт, суппорт.
Уравнение кинематической настройки цепи продольной подачи
– рабочая подача
sпо = 1420 • a2/b2 • c2/d2 • 1/44 • 8 = 258,2 • a2/b2 • c2/d2 [мм/мин]
откуда
a2/b2 • c2/d2 = sпр / 258,2
– ускоренное перемещение
sпо.у = 1420 • 13/42 • 8 = 3516 мм/мин
Установочный чертеж токарного многорезцового копировального станка 1Н713
Технические характеристики станка 1Н713
Наименование параметра | 1Н713П | 1Н713 |
Основные параметры станка | ||
Год начала серийного выпуска | 1984 | 1972 |
Точность по ГОСТ 8-82 | П | Н |
Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 400 |
Наибольший диаметр обрабатываемого изделия над суппортом, мм | 250 | 250 |
Наибольшая длина обрабатываемого изделия, мм | 710 | 500 |
Наибольший вес изделия обрабатываемого в центрах, кг | 180 | |
Диаметр отверстия в шпинделе, мм | 60 | 60 |
Высота центров над продольным суппортом, мм | 60 | 55 |
Высота центров над поперечным суппортом, мм | 60 | 60 |
Высота центров над основанием станка, мм | 1060 | |
Высота сечения устанавливаемых резцов, мм | 25. | 25..32 |
Шпиндель | ||
Количество рабочих скоростей шпинделя | 14 | 14 |
Пределы чисел оборотов прямого вращения шпинделя, об/мин | 63..1250 | 50..1000 |
Наибольший крутящий момент на шпинделе не менее, кНм (кгс*м) | 2,5 | (310) |
Конус в шпинделе | М80, Морзе 6 | М80 |
Конец шпинделя по ГОСТ 12595-72 | 1-8М | |
Продольный суппорт | ||
Количество подач продольного суппорта | 72 | 13 |
Наибольшее поперечное установочное перемещение суппорта, мм | 112 | 90 |
Наибольшее поперечное рабочее перемещение суппорта, мм | 105 | 30 |
Наибольшее продольное рабочее перемещение суппорта, мм | 600, 800 | 385 |
Цена деления лимба, мм | 0,025 | |
Диапазон скоростей продольных подач револьверного суппорта, мм/мин | 10. | 25..400 |
Допустимое тяговое усилие на ходовом винте, кгс | 1200 | |
Скорость быстрых перемещений продольного суппорта, мм/мин | 3500 | |
Количество проходов в цикле | 1..2 | |
Количество сменяемых копиров | 2 | |
Поперечный суппорт | ||
Количество подач поперечного суппорта | 72 | 12 |
Наибольшее поперечное установочное перемещение суппорта, мм | 160 | 200 |
Наибольшее поперечное рабочее перемещение суппорта, мм | 160 | 200 |
Наибольшее продольное установочное перемещение суппорта, мм | 500 | 325 |
Цена деления лимба, мм | 0,05 | |
Диапазон скоростей продольных подач револьверного суппорта, мм/мин | 10. | 25..315 |
Скорость быстрых перемещений поперечного суппорта, мм/мин | 2250 | |
Допустимое тяговое усилие на ходовом винте, кгс | 1200 | |
Задняя бабка | ||
Конус пиноли | Морзе 5 | Морзе 5 |
Наибольшее перемещение пиноли, мм | 160 | 160 |
Электрооборудование станка | ||
Привод главного движения | Размер 2М-5-1 | |
Количество электродвигателей на станке, кВт | 7 | |
Электродвигатель главного привода, кВт | 18,5 | 17 |
Электродвигатель привода быстрых и рабочих подач продольного суппорта, кВт | 1,5 | 1,5 |
Электродвигатель привода быстрых и рабочих подач поперечного суппорта, кВт | 1,5 | 1,5 |
Электродвигатель привода насоса циркуляционной смазки, кВт | 0,27 | |
Электродвигатель гидростанции, кВт | 3 | |
Электродвигатель насоса охлаждения, кВт | 0,15 | 0,15 |
Электродвигатель транспортера стружки, кВт | 0,37 | |
Суммарная мощность электродвигателей на станке, кВт | 26,29 | |
Габариты и масса станка | ||
Габаритные размеры станка (длина, ширина, высота), мм | 2435 х 1250 х 1985 | |
Масса станка , кг | 4700 |
 .32
.32 .1000
.1000 .1000
.1000Полезные ссылки по теме
· Классификация и основные характеристики станков токарной группы
· Выбор подходящего станка для металлообработки
·
Технология
ремонта токарного станка. Ремонт направляющих станины и суппорта
Ремонт направляющих станины и суппорта
· Технология ремонта токарного станка. Ремонт передней и задней бабки
· Шпиндель токарного станка. Ремонт шпинделя токарного станка
· Методика проверки и испытания токарно-винторезных станков на точность
· Заводы-производители металлорежущих станков
· Справочник токарных станков автоматов
· Статьи по теме
Каталог многорезцовых копировальных станков автоматов
Паспорта многорезцовых копировальных станков автоматов
Скачано с www.znanio.ru
Полуавтомат токарный многорезцовый копировальный НТ-502М
Если Вам необходимо купить Полуавтомат токарный многорезцовый копировальный НТ-502М звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Полуавтомат токарный многорезцовый копировальный НТ-502М звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Карта 14. Основное серийное производство. Токарные, расточные станки и токарные многорезцовые полуавтоматы
│Токарные, расточные станки и
│ токарные многорезцовые
│ полуавтоматы
├─────────────────────────────
│ КАРТА 14
──────┬────────────┬──────┬────────┬─────────┴────┬───────────┬────────────
N │Тип станков │Размер│Количес-│Обслуживание │Нормы │ 1
пози-│ │обра- │тво ин- │оборудования │обслужи- │ —
ции │ │ботки,│струмен-│ │вания Н │ Н
│ │мм, до│та в │ │ о │ о
│ │ │наладке │ │ │
│ │ │ │ ├───────────┴────────────
│ │ │ │ │ Число наладок в смену
│ │ │ │ ├─────┬─────┬─────┬──────
│ │ │ │ │до 1 │св. 1│до 1 │св. 1
1│до 1 │св. 1
──────┼────────────┼──────┼────────┼──────────────┼─────┼─────┼─────┼──────
1 │Токарные │ до │ – │Индивидуальное│ 20 │ 18 │0,05 │0,056
2 │ │ 400 │ │Многостаночное│ 14 │ 12 │0,072│0,084
──────┤ ├──────┤ ├──────────────┼─────┼─────┼─────┼──────
3 │ │свыше │ │Индивидуальное│ 16 │ 14 │0,063│0,072
4 │ │ 400 │ │Многостаночное│ 11 │ 9 │0,091│0,111
──────┼────────────┼──────┼────────┼──────────────┼─────┼─────┼─────┼──────
5 │Гидрокопи- │ – │ 1 │Индивидуальное│ 11 │ 9 │0,091│0,111
6 │ровальные │ │ 2 │и │ 9 │ 7 │0,111│0,143
7 │ │ │ 3 │многостаночное│ 7 │ 6 │0,143│0,167
──────┼────────────┼──────┼────────┤ ├─────┼─────┼─────┼──────
8 │Одношпин- │ – │ 3 │ │ 13 │ 9 │0,077│0,111
9 │дельные │ │ 5 │ │ 9 │ – │0,111│ –
10 │полуавтоматы│ │ 6 и │ │ 8 │ – │0,125│ –
│ │ │ более │ │ │ │ │
──────┼────────────┼──────┼────────┤ ├─────┼─────┼─────┼──────
11 │Расточные │ – │ 3 │ │ 14 │ 11 │0,072│0,091
12 │ │ │ 4 и │ │ 11 │ 9 │0,091│0,111
│ │ │ более │ │ │ │ │
токарный станок – это.
 .. Что такое токарный станок?
.. Что такое токарный станок?- токарный станок
- тока́рный стано́к
предназначен для обработки заготовок из металлов и других материалов в виде тел вращения. На токарном станке производят точение поверхностей, нарезание резьб, сверление, зенкерование, зенкование и развёртывание. Главное движение (вращательное) осуществляется заготовкой, движение подачи (поступательное) — режущим инструментом. Различают токарные станки винторезные, револьверные, карусельные, многорезцовые, центровально-отрезные и специализированные.
* * *
ТОКАРНЫЙ СТАНОКТОКА́РНЫЙ СТАНО́К, предназначен для обработки заготовок из металлов и др. материалов в виде тел вращения. На токарном станке производят точение поверхностей, нарезание резьб, сверление, зенкерование, зенкование и развертывание. Главное движение (вращательное) осуществляется заготовкой, движение подачи (поступательное) — режущим инструментом.
 Различают токарные станки винторезные, револьверные, карусельные, многорезцовые, центровально-отрезные и специализированные.
Различают токарные станки винторезные, револьверные, карусельные, многорезцовые, центровально-отрезные и специализированные.
 Различают токарные станки винторезные, револьверные, карусельные, многорезцовые, центровально-отрезные и специализированные.
Различают токарные станки винторезные, револьверные, карусельные, многорезцовые, центровально-отрезные и специализированные.Энциклопедический словарь. 2009.
- токарно-револьверный станок
- Токийская равнина
Смотреть что такое “токарный станок” в других словарях:
ТОКАРНЫЙ СТАНОК — станок для обработки резанием (точением) изделий в виде тел вращения. На Т. с. выполняют обточку и расточку цилиндрич., конич. и фасонных поверхностей, нарезание наружной и внутр. резьбы, подрезку и обточку торцов, сверление, зенкерование,… … Большой энциклопедический политехнический словарь
ТОКАРНЫЙ СТАНОК — старейший и наиболее распространённый тип (см.), предназначенный для наружной и внутренней механической обработки тел вращения путём снятия стружки с заготовок из металлов или др. материалов с целью получения необходимых формы, точности, размеров … Большая политехническая энциклопедия
ТОКАРНЫЙ СТАНОК — ТОКАРНЫЙ СТАНОК, станок для обработки резанием (точением) изделий (деталей) типа тел вращения: цилиндрических и конических поверхностей, отверстий, торцов, резьбы и т.
п. Применяются различные типы токарных станков: центровые, токарно револьверные … Современная энциклопедияТОКАРНЫЙ СТАНОК — ТОКАРНЫЙ СТАНОК, станок, который вращает деталь (деревянную или металлическую) для придания ей необходимой формы при помощи резцов. Один из первых типов станков, изобретенных в ходе развития техники … Научно-технический энциклопедический словарь
ТОКАРНЫЙ СТАНОК — (Lathe, turning lathe) станок для обработки резанием металлов и дерева, характеризующийся вращательным рабочим движением обрабатываемого предмета и поступательным движением инструмента резца. Т. С. применяется главным образом для обработки… … Морской словарь
Токарный станок — ТОКАРНЫЙ СТАНОК, станок для обработки резанием (точением) изделий (деталей) типа тел вращения: цилиндрических и конических поверхностей, отверстий, торцов, резьбы и т.п. Применяются различные типы токарных станков: центровые, токарно револьверные … Иллюстрированный энциклопедический словарь
ТОКАРНЫЙ СТАНОК — предназначен для обработки заготовок из металлов и др.
материалов в виде тел вращения. На токарном станке производят точение поверхностей, нарезание резьб, сверление, зенкерование, зенкование и развертывание. Главное движение (вращательное)… … Большой Энциклопедический словарьТокарный станок — ■ Необходимо иметь у себя на чердаке, а в деревне на случай дождливых дней … Лексикон прописных истин
токарный станок — 3.1 токарный станок (turning machine): Станок, в котором главным движением является вращение заготовки относительно режущего инструмента (режущих инструментов) и в котором необходимая для резания энергия возникает при вращении заготовки, а не… … Словарь-справочник терминов нормативно-технической документации
Токарный станок — станок для обработки преимущественно тел вращения путём снятия с них стружки при точении (См. Точение). Т. с. один из древнейших станков, на основе которого создавались станки сверлильной, расточной и др.
групп. Т. с. составляют… … Большая советская энциклопедия
 п. Применяются различные типы токарных станков: центровые, токарно револьверные … Современная энциклопедия
п. Применяются различные типы токарных станков: центровые, токарно револьверные … Современная энциклопедия материалов в виде тел вращения. На токарном станке производят точение поверхностей, нарезание резьб, сверление, зенкерование, зенкование и развертывание. Главное движение (вращательное)… … Большой Энциклопедический словарь
материалов в виде тел вращения. На токарном станке производят точение поверхностей, нарезание резьб, сверление, зенкерование, зенкование и развертывание. Главное движение (вращательное)… … Большой Энциклопедический словарь групп. Т. с. составляют… … Большая советская энциклопедия
групп. Т. с. составляют… … Большая советская энциклопедияВысокоточный многоинструментальный токарный станок
с принадлежностями Местное послепродажное обслуживание
Alibaba.com предлагает классическую коллекцию многоинструментальных станков , мощные, прочные и оснащенные уникальными наборами функций для более улучшенные характеристики. Эти модернизированные станки подходят для всех типов тяжелых токарных станков, включая токарные станки по металлу, коже и т. Д. Эти технически совершенные многоинструментальные станки оснащены широким спектром интересных функций, которые обеспечивают превосходную точность и постоянный уровень производительности.Ведущие многоинструментальные токарные станки Поставщики и оптовые торговцы на сайте предлагают эти станки премиум-класса по конкурентоспособным ценам и по привлекательным ценам.Невероятно мощный многофункциональный токарный станок не только изготовлен из прочных материалов, таких как металл и стеклопластик, но и очень устойчив к любым видам использования.
Alibaba.com может похвастаться несколькими многоинструментальными станками , доступными в различных дизайнах, формах, цветах и размерах в зависимости от ваших конкретных требований и выбранных моделей. Эти высококачественные многофункциональные токарные станки идеально подходят для различных целей, таких как сверление, развертывание, нарезание резьбы и накатка в соответствии с вашими предпочтениями.Доступные здесь продукты снабжены централизованной автоматической системой смазки для уменьшения тепловых искажений и повышения стабильности. Эти многофункциональные токарные станки также оснащены технологией с низким уровнем шума, обеспечивающей беззвучную работу.
На Alibaba.com вы можете выбрать среди различных многоинструментальных токарных станков в зависимости от вашего бюджета и требований, чтобы приобрести эти продукты, не тратя слишком много денег. Эти продукты имеют сертификаты ISO, CE и доступны как OEM-заказы.Индивидуальная настройка также возможна при покупке этих машин оптом.
 Эти машины идеально подходят для использования в обрабатывающей промышленности из-за большого разнообразия целей, которым они служат. Многоинструментальный токарный станок на сайте доступен как в полуавтоматическом, так и в автоматическом исполнении, в зависимости от ваших требований.Многофункциональный токарный станок отличается высокой производительностью и максимальной скоростью вращения шпинделя, что позволяет эффективно обрабатывать различные детали, такие как валы, диски и кольца.
Эти машины идеально подходят для использования в обрабатывающей промышленности из-за большого разнообразия целей, которым они служат. Многоинструментальный токарный станок на сайте доступен как в полуавтоматическом, так и в автоматическом исполнении, в зависимости от ваших требований.Многофункциональный токарный станок отличается высокой производительностью и максимальной скоростью вращения шпинделя, что позволяет эффективно обрабатывать различные детали, такие как валы, диски и кольца. 220V 180W Многофункциональный мини-токарный станок Настольный сверлильно-фрезерный станок DIY Набор инструментов для ремонта часов, деталей машин DIY, лабораторных занятий и других отраслей промышленности –
- Убедитесь, что он подходит, введя номер своей модели.
- Этот прецизионный мини-токарный станок предназначен для выполнения различных видов обрабатывающих работ. На этом станке можно выполнять торцевую токарную обработку, сверление, нарезание резьбы и резку материалов, состоящих из круглого прутка и пруткового материала.
- 150 Вт, 220 В 50 Гц. Диапазон скорости шпинделя 560-2500 об / мин. Обеспечьте MM и дюймовую шестерню. Диапазон имперских резьб составляет 0,0028-0,0055 1 / n “.
- Высококачественный бесщеточный двигатель, не требует обслуживания, длительный срок службы, энергосбережение, высокая эффективность, низкий уровень шума, отсутствие искр и загрязнений.
- Шпиндель можно отрегулировать как положительное, так и обратное вращение. Сквозной шпиндель: 9 мм, лента в носике шпинделя: MT1; Ход шпинделя задней бабки: 18 мм, лента в шпинделе задней бабки: MT1.
- Применение: обработка нержавеющей стали, обработка нефрита, обработка винтов, ремонт часов, детали машин DIY, лабораторное обучение и другие отрасли промышленности.
Многозадачные токарные станки врезаются в обрабатывающие центры
Пятиосевые обрабатывающие центры сегодня в моде.Независимо от того, используются ли они для обработки 3 + 2 или одновременной 5-осевой обработки, они сокращают объем незавершенного производства, улучшают качество деталей и повышают гибкость. Эти станки настолько эффективны, что некоторые люди в отрасли предсказывают, что традиционные 3-осевые обрабатывающие центры, на которых многие предприятия строили свои предприятия, однажды станут такими же устаревшими, как бумажная лента.
Тем не менее, есть несколько способов избавиться от 5-осевой кошки: многозадачные токарные станки могут выполнять фрезерование, сверление, токарную обработку, фрезерование и многое другое, часто собирая детали за одну установку.Из-за такого разнообразия возможностей многие цеха переоценивают свой выбор станков с ЧПУ в пользу этих супермашин и получают от этого большую выгоду. Как и их собратья 5-осевые обрабатывающие центры, 5-осевые многозадачные станки нарушают традиционные правила обработки деталей и ведут производителей в смелых новых направлениях.
Может быть, можно, но нужно ли?
Предположим, ваша компания только что купила Okuma Multus, Mazak Integrex, токарный станок DMG Mori CTX или аналогичный многофункциональный многозадачный обрабатывающий центр.Эти высокопроизводительные токарно-фрезерные станки с ЧПУ идеально подходят для фрезерования сложных деталей произвольной формы, часто встречающихся в аэрокосмических и медицинских компонентах, которые обычно используются в 5-осевых обрабатывающих центрах. Они также чертовски хороши при фрезеровании 3 + 2, способны обрабатывать сложные клапаны и аналогичные детали без вторичной обработки. Однако решение состоит в том, является ли то, что остается токарным станком, лучшим местом для выполнения такой работы.
Рабочее колесо обрабатывается на многозадачном станке Intergrex. Изображение предоставлено Mazak
Чак Биркл условно согласился. Вице-президент по продажам и маркетингу Mazak Corp. из Флоренции, штат Кентукки, перечислил ряд областей применения, в которых традиционные 5-осевые обрабатываемые детали часто больше подходят для многозадачного токарного станка, чем для фрезерного отделения. Сюда входят лопасти и лопасти, пропеллеры, ортопедические компоненты, такие как имплантаты колена, корпуса насосов и другие «округлые» детали, а также некоторые из них, о которых большинство людей даже не догадывается, несмотря на его возможности фрезерования.
«Мы работали с крупным производителем самолетов, который производил алюминиевый компонент рулевого управления», – сказал он. «Деталь очень похожа на косточку индейки. Раньше они производили их на своем обрабатывающем центре, но устали покупать и обслуживать несколько приспособлений, а затем должны были модифицировать их всякий раз, когда приходили инженерные изменения. Поэтому они поставили это на Integrex. Теперь они используют круглый алюминиевый пруток, удаляют очень большой процент сырья, затем отламывают готовую деталь от основания и снимают заусенцы с дна.Их крепление – это трехкулачковый патрон, а операция всего одна ».
Birkle отметил ряд других деталей, в которых его клиенты заметили значительные улучшения. Один заказчик сократил время выполнения серии деталей для шасси самолета с недель до часов. Производитель насосов сократил количество настроек, необходимых для сборки корпуса клапана размером с обеденный стол, с пяти до одного. А поскольку многоцелевые станки улучшают качество деталей, ведущий производитель двигателей тяжелого оборудования значительно сокращает время шлифования.
Пример множества деталей, производимых на 5-осевых обрабатывающих центрах, которые будут одинаково удобны на многозадачном токарном станке. Изображение предоставлено CNC Software
Конечно, эти детали подходят не только для 5-осевого фрезерования. Факт остается фактом: цеха любого размера часто находят многоцелевые токарные станки жизнеспособной альтернативой 5-осевым обрабатывающим центрам. Биркль перечислил моменты, которые руководство магазина должно задать себе, прежде чем вкладывать средства в следующий станок:
- Хотим ли мы, чтобы нам платили чаще?
- Если возникает брак, не лучше ли оставить брак при первой (и, возможно, единственной) операции?
- Детали перемещаются по цеху на большие расстояния?
- Стоимость приспособлений убивает прибыль?
- Трудно ли достичь заданных геометрических допусков?
- Есть ли у нас большие объемы незавершенного производства и запасов?
Если ответ на любой из этих вопросов или все – да, то 5-осевой токарно-фрезерный станок может быть для вас.«Если бы я был на необитаемом острове
и мог бы выбрать только одну машину для изготовления деталей, необходимых для выхода с этого острова, я бы выбрал Integrex», – сказал Биркл. «Нет ничего, что не могло бы быть машиной».
Побег с острова
Дэвид Фишер может не соглашаться с маркой машины, но он, безусловно, воспользуется тем же подходом, что и Биркль, чтобы покинуть остров. Специалист по токарным изделиям в Okuma America Corp., Шарлотт, Северная Каролина, Фишер сказал, что 5-осевая обработка на многозадачном токарном станке обеспечивает большую гибкость, чем 5-осевой обрабатывающий центр.
Благодаря своей способности поддерживать оба конца длинных заготовок, многозадачные токарные станки обычно используются для обработки лопаток турбин и других компонентов ротора. Изображение предоставлено Okuma America
«Для 5-осевых обрабатывающих центров вам обычно требуется довольно большой рабочий диапазон по сравнению с размером детали, потому что вы поворачиваете заготовку, пытаясь достать ее фрезой», – сказал он. «Это, а также крепеж, а иногда и стол могут создавать помехи, поэтому вам нужно поднять деталь относительно высоко или использовать инструменты с увеличенным вылетом.Для токарного станка этих ограничений нет “.
На многоцелевом токарном станке держателем является патрон. Движение по оси B достигается вращением револьверной головки, а ось C – это шпиндель токарного станка. Такая конструкция упрощает доступ ко многим деталям с помощью фрезы. Поскольку деталь может удерживаться между обоими шпинделями или между шпинделем и задней бабкой, ее длина менее ограничена, чем в 5-осевом обрабатывающем центре.
«Это делает его идеальным для длинных деталей, таких как большие лопатки турбины или валы со сложной фрезерной работой, для выполнения которой в противном случае потребовался бы очень большой обрабатывающий центр», – сказал Фишер.
Моделирование траектории – важный шаг к предотвращению столкновений. Это также дает программисту дополнительную возможность для дальнейшей оптимизации процесса обработки. Изображение предоставлено CNC Software
Пятиосевые многозадачности гибки и в других отношениях. Они с легкостью могут выполнять фрезерные, токарные и практически любые другие операции механической обработки; кроме того, они обычно несут большое количество инструментов. Таким образом, магазины могут установить одну машину для сборки множества деталей.В худшем случае время настройки для повторных заданий равно времени, необходимому для смены кулачков патрона и вызова программы. Срочные заказы легко выполняются. Незавершенное производство становится нулевым, денежные потоки улучшаются, и гарантируется точность даже самых сложных геометрических форм.
Инженер по применениюOkuma Крис Пелусо сказал, что затачивание и фрезерование – две операции, традиционно выполняемые на специальном станке, – легко выполняются на 5-осевом многозадачном станке. «Инструменты выглядят немного иначе и действуют немного иначе, но длинные валы со шлицами, например, легко обработать за одну операцию.То же самое можно сказать и о зубчатых колесах с внутренним зацеплением, которые обычно имеют протяжку или форму. Почему бы не создать одну машину, которая может это сделать, вместо того, чтобы вкладывать средства в специализированные машины, особенно когда это нужно делать только изредка? Инструменты все есть. Меньше обработки деталей. Он даже использует те же коды G и M, поэтому программирование будет знакомо любому оператору токарного станка с ЧПУ ».
Нет больших сделок
Бен Мунд, старший аналитик рынка в Mastercam, разработчик программного обеспечения CAD / CAM CNC Software Inc.Толланд, штат Коннектикут, согласился с тем, что программирование 5-осевого многозадачного токарного станка не должно вызывать опасений.
«Он практически идентичен», – сказал он. «Вы используете траектории фрезерования для фрезерной части и траектории токарной обработки для токарной части. Единственное отличие состоит в том, что, вероятно, одновременно с токарно-фрезерным станком будет работать больше. У вас могут быть два шпинделя и две или три револьверной головки, работающие одновременно, и вам нужно сделать дополнительный шаг, чтобы убедиться, что не будет никаких помех.Вот почему моделирование траектории и станка имеет решающее значение при токарно-фрезерной обработке ».
На этом 5-осевом многоцелевом токарно-револьверном станке с вертикальной револьверной головкой от Okuma возможны зуботочение, формовка, протяжка и многое другое. Изображение предоставлено Okuma America
Тем, кто задается вопросом, потребуется ли новый модуль CAM или даже совершенно новая система CAM после покупки многозадачной машины, Мунд сказал, что это не обязательно. Специалисты по программированию токарно-фрезерного станка могут продолжать использовать модуль обрабатывающего центра для любого фрезерования, а модуль токарного станка – для токарной обработки.Затем они могут вручную объединить две разные программы.
Однако этот подход, вероятно, не будет столь же эффективным, как специализированное ПО для токарно-фрезерных станков, которое заботится об упорядочивании нескольких осей станка, синхронизации движения инструмента и обеспечении максимальной эффективности программы ЧПУ. Пакет программирования для токарно-фрезерной обработки также лучше всего справляется с моделированием траектории движения инструмента.
При всех своих возможностях, Мунд сказал, что многозадачные токарные станки страдают одним ограничением: детали, обрабатываемые на них, должны иметь какой-то осевой, как правило, круговой компонент.В противном случае передать их на вспомогательный шпиндель для завершения обратной стороны может быть сложно.
«Мы на самом деле сейчас проводим для заказчика тестовый запуск некоторых лопаток турбины», – сказал Мунд. «Это отличный пример детали, которая сама по себе не является точеной, но имеет довольно круглую форму, поэтому она хорошо подходит для токарно-фрезерного станка. Тем не менее, эти машины – просто еще один инструмент в арсенале инструментов. Есть абсолютно некоторые детали, которые лучше подходят для многозадачности, но они не собираются в ближайшее время вывести из строя 5-осевые обрабатывающие центры.У каждого стиля машины есть свои плюсы и минусы. Чтобы добиться успеха, нужно выяснить, какой из них наиболее подходит для каждого конкретного приложения ».
Многофункциональный токарный станок по дереву с ЧПУ и автоматической системой загрузки
Многофункциональный токарный станок по дереву с ЧПУ – это большой токарный станок для тяжелых условий эксплуатации, оснащенный тремя независимо управляемыми режущими инструментами, 1-м токарным полотном для черновой обработки квадратной древесины по заданной форме, 2-м фрезерным инструментом для скручивания или рифления, 3-м – для одноразовой токарной обработки на заказ.Шлифовальная головка с узкой лентой для шлифования точеных или прямых профилей не является обязательной.
Демонстрационное видео
Описание продукта
Характеристики многофункционального токарного станка по дереву с ЧПУ и автоматической системой загрузки:
Сверхмощный токарный станок по дереву подходит для длительных производственных циклов заготовок одинаковой конструкции, экономит рабочее время и обеспечивает отличное качество токарных деталей.
Большой токарный станок по дереву оснащен тремя независимо управляемыми режущими инструментами: первое токарное полотно для черновой обработки квадратного дерева по заданной форме, второе фрезерное устройство для скручивания или фрезерования, а последнее – для одноразовой токарной обработки на заказ.Шлифовальная головка с узкой лентой для шлифования точеных или прямых профилей не является обязательной.
Технические параметры многофункционального токарного станка по дереву с ЧПУ и автоматической системой загрузки:
Модель | STL2530A-4T |
Рабочий размер | 2500 * 300 мм 3 |
Макс. диаметр | 300 мм |
Макс.длина | 2500 мм (1500 мм и 2000 мм на выбор) |
Система управления | Контроллер STYLECNC |
Инвертор | Система привода Best | Best |
Рама | Чугун для тяжелых условий эксплуатации |
Система подачи | Автоматическая система подачи |
Поворотный двигатель | 5.5KW |
Шпиндель | 3,5 кВт HQD с воздушным охлаждением |
Фрезерный инструмент | Длина: 250 мм, OD: 125 мм, ID: 40 мм | 4
Скульптура, резьба, долбление, фрезерование | |
Скорость шпинделя | 0-3000 об / мин |
Рабочее напряжение | 380V / 3P / 50HZ или 220V / 3P / 60HZ / 3P / 60HZ |
Подробная информация о многофункциональном токарном станке по дереву с ЧПУ с автоматической системой загрузки:
Три независимо управляемых режущих инструмента:
Шлифовальная головка:
Автоматическая система загрузки:
Контроллер STYLECNC:
STL2530A-4T Многофункциональный токарный станок по дереву с ЧПУ:
Какие виды специальных работ Многофункциональный токарный станок по дереву с ЧПУ с автоматической системой загрузки может сделать?
Международные перевозки по всему миру
Все фрезерные станки с ЧПУ могут быть доставлены по всему миру морем, воздухом или международной экспресс-доставкой через DHL, FEDEX, UPS.Вы можете получить бесплатное ценовое предложение, заполнив форму, указав имя, адрес электронной почты, подробный адрес, продукт и требования, мы вскоре свяжемся с вами и предоставим полную информацию, включая наиболее подходящий способ доставки (быстрый, безопасный, конфиденциальный) и фрахт.
Вихревой нарезание резьбы – для нарезания резьбы | NTK CUTTING TOOLS
| Червячная передача | ||
|---|---|---|
| Рабочий материал: | Латунь | |
| Диаметр прутка: φ7 | Главный диаметр: φ6 | Малый диаметр: φ4 |
| Кол-во пусков: 2 | Угол наклона винтовой линии: 10.1 ° | Нить: левая |
| Скорость главного шпинделя: | 30 мин. -1 | |
| Скорость вращения фрезы: | 3200 мин -1 | |
| Lead = Feed: | 2,8 мм / об | |
| NTK Резьба вращающаяся 9 зубьев | ||
| Одноточечный | ||
За счет замены одноточечных резьбонарезных инструментов на резьбонарезную систему значительно сокращается машинное время для нарезания резьбы, а общее время цикла детали сокращается на 50%.
| Штифт | ||
|---|---|---|
| Рабочий материал: | Хастеллой | |
| Диаметр прутка: φ3 | Главный диаметр: φ1,5 | Малый диаметр: φ1,1 |
| Количество выводов: 1 | Угол наклона винтовой линии: 4.3 ° | Нить: правая |
| Скорость главного шпинделя: | 20 минут -1 | |
| Скорость вращения фрезы: | 2,250 мин -1 | |
| Lead = Feed: | 0,3 мм / об | |
| NTK Резьба вращающаяся 9 зубьев | ||
| Одноточечный | 100 шт / уголок | |
За счет замены одноточечных резьбонарезных инструментов система нарезания резьбы значительно увеличила срок службы инструмента при обработке труднообрабатываемого материала Hastelloy.
| Костный винт | ||
|---|---|---|
| Рабочий материал: | SUS316 | |
| Диаметр прутка: φ8 | Главный диаметр: φ3,45 | Малый диаметр: φ2.67 |
| Количество выводов: 2 | Угол наклона винтовой линии: 7.5 ° | Нить: правая |
| Скорость главного шпинделя: | 23мин -1 | |
| Скорость вращения фрезы: | 2,000мин -1 | |
| Lead = Feed: | 1,24 мм / об | |
| NTK Резьба вращающаяся 9 зубьев | ||
| Резьба конкурента вращающаяся 6 зубцов | ||
НТК резьбовые вставки для завихрения 2.Срок службы инструмента увеличен в 6 раз по сравнению с резьбонарезными пластинами конкурентов.
| Костный винт | ||
|---|---|---|
| Рабочий материал: | SUS316 | |
| Диаметр прутка: φ6,35 | Главный диаметр: φ3,23 | Малый диаметр: φ2,2 |
| Количество выводов: 1 | Угол наклона винтовой линии: 8.5 ° | Нить: правая |
| Скорость главного шпинделя: | 15 минут -1 | |
| Скорость вращения фрезы: | 2,250 мин -1 | |
| Lead = Feed: | 1,27 мм / об | |
| NTK Резьба вращающаяся 9 зубьев | ||
| Резьба конкурента Вихревая 12 зубьев | ||
| Резьба конкурента Вихревая 3 зубца | 400 шт / угол | |
NTK вихревых пластин достигнуто 1.Срок службы инструмента в 2–3 раза выше, чем у конкурентов.
Автоматический токарный станок по дереву с автоматической подачей
Из этого видео вы четко поймете, как работает система автоматической подачи. Демонстрация здесь демонстрирует полный процесс обработки, начиная от токарной подачи заготовки древесины и заканчивая выполненной работой. Надеюсь, тебе понравится!
Q: Сколько деталей можно обработать в час с помощью полностью автоматического токарного станка по дереву?
A: Это зависит от обстоятельств.Чтобы ответить на этот вопрос, мы должны принять во внимание длину изделия, размер деревянной заготовки (в зависимости от того, сколько раз требуется ступенчатое снижение) и свойства сырья (в зависимости от скорости подачи). Давайте проиллюстрируем это на примере; Предполагая, что длина изделия 600 мм, материал – древесина бука, и одного шага вниз достаточно для завершения точения, в таком случае мы можем запустить токарную обработку со скоростью 1200 мм / мин. Подсчитано, что чистый процесс точения занимает 30 секунд.За исключением поворота, действия по автозагрузке и запуску мотора займут примерно 30 секунд. Итак, мы можем видеть, что на выполнение 1 части от начала до конца уходит 1 минута. А за час получается 60 штук. Под скоростью здесь понимается тот, при котором достигается хорошее качество отделки.
Преимущество автоматических токарных станков EagleTec по дереву• Вся основа станка отлита из чугуна, и эта конструкция явно превосходит сварную по показателям жесткости и надежности.Чтобы добиться хорошей точности, все плоскости фундамента обрабатываются на фрезерном станке с ЧПУ, а не вручную.
• Самоподатчик с пневматической системой зажима значительно повышает производительность токарной обработки древесины. Кроме того, этот автоматический механизм подачи бункера сокращает трудовые ресурсы, что, в свою очередь, снижает затраты на рабочую силу для вас. Ниже приведены его фотографии.
• Контроллер представляет собой ручной контроллер (HHC), предназначенный для полностью автоматических токарных станков по дереву от RichAuto.Модель – F1X HAND-H06. Он имеет два языковых варианта: английский и китайский. Перед доставкой мы установим английский язык. На картинке ниже это фото.
В: Нужен ли для системы внешний компьютер?
A: Токарный станок запускаем с индивидуальным ручным контроллером; Таким образом, для работы машины не требуется внешний компьютер. Однако было бы полезно, если бы у вас был компьютер для рисования проектов в программе AutoCAD в вашем офисе.
• Как вы можете видеть на фотографии выше, токарный станок по дереву EagleTec поставляется с английскими этикетками для кнопок управления и переключателей.EagleTec профессионально занимается экспортом токарных станков с ЧПУ.
• Комбинация одной ножевой головки и одной шпиндельной головки позволяет автоматическому токарному станку по дереву с ЧПУ выполнять токарную обработку дерева, нарезание канавок и резьбу по дереву. Электрический шпиндель имеет воздушное охлаждение мощностью 3,5 кВт (4,7 л.с.). См. Изображения ниже.
• Люнет поставляется в комплекте с токарным станком для максимально стабильной фиксации тонких заготовок; Его диаметр по умолчанию составляет 66 мм, а другие размеры могут быть изготовлены по мере необходимости.
• Ось вращения приводится в движение 4.Серводвигатель переменного тока мощностью 0 кВт (5,36 л.с.) вместо трехфазного асинхронного двигателя. Сервомеханизм имеет много преимуществ; пожалуйста, нажмите здесь, чтобы проверить это. Это первая вещь, которую вы должны знать перед покупкой токарного станка с ЧПУ для дерева.
• Оси линейного перемещения X и Y приводятся в движение комбинированным механизмом, состоящим из шагового двигателя (NEMA34) и драйвера YAKO YKA2811MA. Модель. YKA2811MA – лучший шаговый драйвер в Китае, очень прочный. У вас не будет никаких проблем!
• Независимая конструкция электронного шкафа для автоматического токарного станка по дереву.Пожалуйста, обратитесь к следующей фотографии.
• Деревянная токарная заготовка зажимается задней бабкой с пневматическим приводом, которая очень прочная и не отваливается. Диаметр шипа 20 мм. Ссылаясь на фотографии ниже.
Краткие сведения об автоматическом токарном станке по дереву с ЧПУ• Действительно автоматическая подача заготовок. (бункерная подача)
• Рабочий размер 11,81 “D x 59” L (300 x 1500 мм)
• Одна ножевая головка + одна комбинация электронной шпиндельной головки
• Сервопривод переменного тока 5.36 л. необходимо создать траекторию с G-кодом для токарных и протяжных работ. Интерфейс связи – USB.
Готово ли оно к работе, как только будет доставлено?Автоматический токарный станок по дереву EagleTec поставляется готовым к работе. Как только он прибыл, вам просто нужно подключить каждую часть, чтобы запустить машину.Процесс такой же, как если бы вы покупаете новый компьютер, и вам нужно соединить монитор с хостом, клавиатуру с хостом. То же самое и с нашей машиной. В соответствии с нашими конкретными уроками на английском языке это очень просто.
Токарные станки по дереву будут предоставлены бесплатно Два комплекта токарных станков по дереву будут предоставлены бесплатно вместе с этим полностью автоматическим токарным станком по дереву; это лучшие твердосплавные фрезы для токарной обработки древесины (способные обработать 700 кусков бука перед заточкой) и фрезы арочного типа для протяжки.
В дополнение к двум типам фрез в стандартную принадлежность входят также следующие позиции.
Набор инструментов – 1 шт.
USB-флеш-накопитель с конкретными инструкциями от оборудования до программного обеспечения на английском языке – 1 шт.
Датчик предельного значения – 1 шт.
Кнопка включения / выключения – 1 шт.
Аварийный выключатель – 1 шт.
Гаечный ключ – 1 Шт.
Экспертная глобальная поддержка для полностью автоматического токарного станка EagleTec по деревуНаша команда поможет вам во всем, от программирования до работы на токарном станке, после того, как вы сделаете покупку у нас.К вашему сведению, используемое нами программное обеспечение – AutoCAD. Это просто, просто постройте несколько кривых и прямых с нужными вам размерами, а затем экспортируйте их с расширением ***. Dxf. Если вы заинтересованы в том, чтобы узнать, как программировать его заранее, вы можете проверить это здесь:
Руководства по проекту Woodturning
Учебные пособия по протяжке
Помимо руководств, наша группа технической поддержки готова помочь вам со всем, что вы нужно знать, чтобы начать свой токарный станок по дереву.Вы можете быть уверены, что получите от нас постоянную поддержку или обслуживание.
Можно ли использовать собственное программное обеспечение для программирования токарных станков по дереву?Конечно, да. Фактически, независимо от того, используете ли вы AutoCAD или другие варианты программного обеспечения, просто имейте в виду, что любое программное обеспечение, которое может экспортировать формат DXF, будет хорошо работать с токарным станком.
Применение полностью автоматических токарных станков по дереву на продажуПромышленность
Автоматический токарный станок по дереву с ЧПУ EagleTec широко применяется на столярных изделиях для производства точеных столбов, наконечников, капителей ограждений, столпов, фронтонов, точеных выступов и т. Д. ножки для столов, новые стойки, поручни, деревянные перила, ступеньки лестниц, детали лестниц и многое другое.Точение гладкое и чистое; Следующие фотографии представляют собой обработанные проекты без полировки / шлифовки.
Материалы Подходит для
Он может обрабатывать квадратную и круглую древесину (дюбель), такую как бук, кедр, груша, сосна, американский ясень, клен и натуральное дерево. К вашему сведению, загрузочный бункер работает также с дюбелями (круглыми).
Производительность автоматического токарного станка с ЧПУ по дереву Токарная обработка, фрезерование, резьба, нарезание канавок и резьба рельефа на обычном круглом дереве.
• Полностью автоматическая конструкция с загрузочным устройством с бункером, увеличение производительности и снижение затрат на рабочую силу.
• Может выполнять токарные, протяжные и рельефно-резьбовые работы по дереву.
• Принятие контроллера RichAuto, предназначенного для токарных станков с ЧПУ по дереву с автоматической подачей, который может читать файлы DXF напрямую, больше нет необходимости создавать траекторию (G-код).
• EA-TL1530SF представляет собой 2-осевую конструкцию с ЧПУ, поскольку она имеет только одну долотообразную головку.
• Корпус токарного станка полностью отлит из чугуна, поэтому конструкция достаточно прочная для высокоскоростного токарного производства по дереву.
• Усовершенствованный механизм соединения серводвигателя с ротором с помощью зубчатого ремня заменяет старую структуру соединения трехфазного асинхронного двигателя с роторным через механизм сцепления. Точность позиционирования токарного станка намного лучше и стабильнее, и проблема перекоса больше не возникает. Вы можете проверить полную информацию здесь: первое, что вы должны знать перед покупкой токарного станка с ЧПУ
Технические параметры автоматического токарного станка EagleTec| Model No. | EA-TL1530SF | ||||||||||||||||||||||
| Токарный станок Тип | Полностью автоматический токарный станок для обработки дерева | ||||||||||||||||||||||
| Количество ножей | Один нож | ||||||||||||||||||||||
| Диаметр заготовки для токарной обработки древесины от | до 0,71–300 мм ) | ||||||||||||||||||||||
| Длина заготовки для токарной обработки древесины | Диапазон от 100 до 1500 мм (от 3,94 до 59 дюймов) | ||||||||||||||||||||||
| Допустимый диаметр бункера | 30-100 мм | ||||||||||||||||||||||
| Допустимая длина бункера 20063 | 90 до 1200 мм|||||||||||||||||||||||
| Количество осей вращения | Одна ось вращения – поворачивает одну деревянную деталь за раз | ||||||||||||||||||||||
| Протяжная (гравировальная) головка | 4.7 л.с. (3,5 кВт) с воздушным охлаждением, регулируемая скорость от 0 до 18000 об / мин | ||||||||||||||||||||||
| Макс. Количество одновременных осей | Три | ||||||||||||||||||||||
| Приводной двигатель для головной ложи | Сервопривод переменного тока 4,0 кВт (5,36 л. F1X HAND-H06 с USB-интерфейсом | ||||||||||||||||||||||
| Производительность | Токарная, протяжная, рельефная резьба на круглом | ||||||||||||||||||||||
| Двигатель оси XY | NEMA34 шаговый | ||||||||||||||||||||||
| XYMA Driver | YKA11 | Код связи | ***.dxf, ***. mmg | ||||||||||||||||||||
| Инвертор | 1 шт. | ||||||||||||||||||||||
| Задняя бабка | Задняя бабка с пневматическим приводом | ||||||||||||||||||||||
| Диаметр шипа | 20 мм (только диаметр самой маленькой детали) | 366 мм (другие размеры могут быть изготовлены по запросу) | |||||||||||||||||||||
| Требование к давлению воздуха | 0,6 ~ 0,8 МПа | ||||||||||||||||||||||
| Рабочая мощность | AC380V / 50Hz, 3Ph 4-проводное (AC220V / 60Hz, 3Ph или однофазное) | ||||||||||||||||||||||
| Потребляемая мощность | 10 кВт | ||||||||||||||||||||||
| Ток | 16A | ||||||||||||||||||||||
| Защита цепи | Защита от короткого замыкания, защита от перегрузки | ||||||||||||||||||||||
| Вес нетто | |||||||||||||||||||||||
| Оттиск лапки токарного станка | 161 дюйм (длина) x 56 дюймов (ширина) x 71 дюйм (высота) (4100 x 1400 x 1800 мм) | ||||||||||||||||||||||
| Деревянный ящик без фумигации | |||||||||||||||||||||||
| Размер упаковки | 3050 x 1650 x 1700 мм (8.55 куб. Да, это так. Полный набор руководств, включая текст и видео, будет предоставлен вам на USB-накопителе. Этот токарный станок работает с программным обеспечением Vcarve?На токарном станке можно обрабатывать файлы двух форматов: DXF и G-code. Выходным кодом Vcarve является G-код. Таким образом, он также может работать с Vcarve. Есть ли дополнительные элементы, необходимые для работы аппарата, но не включенные в спецификацию?Воздушный компрессор необходим для работы токарного станка, но не входит в стандартную конфигурацию. В большинстве цехов есть воздушные компрессоры. Кроме этого, других дополнительных элементов нет. Могут ли токарные станки по дереву работать без компрессора?Поскольку и система автоматической подачи, и задняя бабка с пневматическим приводом нуждаются в сжатом воздухе для движения, автоматический токарный станок по дереву здесь не может работать без воздушного компрессора. Как устранить неисправность, если токарный станок выходит из строя?Наша команда поможет вам напрямую диагностировать проблему с помощью чата, электронной почты, PDF или видеоинструкций. Пожалуйста, свяжитесь с нами, когда у вашего токарного станка возникнет проблема, и обычно вы получите решение в течение 24 часов. Поскольку мы занимаемся токарными станками по дереву более 10 лет, каждый в нашей команде является экспертом в поиске и устранении неисправностей. Вы ничем не рискуете, если будете работать с нами. Какая гарантия на автоматический токарный станок по дереву EagleTec?На все токарные станки по дереву, продаваемые EagleTec, предоставляется 12-месячная гарантия с даты отправления.Во время гарантии вы получите бесплатную замену любых сломанных частей, за исключением Уязвимых частей. Вы можете узнать больше здесь: Условия гарантии EagleTec Где найти запасные части для токарного станка по дереву после гарантии?Мы всегда готовы предложить вам запасные части и лучшую поддержку. Когда вам это понадобится, просто свяжитесь с нами. Какой пакет у автоматического токарного станка по дереву для лестничных стульев? Надежна и достаточно прочна для длительной морской перевозки.Правильный способ доставки такого токарного станка – морем. Автоматический токарный станок по дереву упакован таким образом: Во-первых, плотно обернут пленкой ПВХ для водонепроницаемости. Во-вторых, токарный станок закреплен на стальном поддоне несколькими фанерными кольями, чтобы токарный станок не двигался внутри корпуса. В-третьих, весь комплект упакован в прочный фанерный ящик. Какой срок оплаты, если мы будем иметь дело? Для начала производства требуется залог 40%; Когда станок будет готов, фото и видео будут отправлены вам для осмотра.И затем, оплата баланса должна быть произведена T / T перед доставкой. Если вам понравился этот автоматический токарный станок по дереву, пожалуйста, свяжитесь с нами сейчас. Блог Dream Cutter | Официальный блог Dream Cutter; Радиальный многофункциональный инструмент для токарных станковДобро пожаловать в БЛОГ Dream Cutter, где разработчик неформально обсуждает разработку Dream Cutter , интересные проекты и корпоративные события. Наш главный сайт – http: // dreamcutter.com, который предоставляет подробную информацию о продукте, мультимедийные демонстрации и демонстрации, а также ссылки на наши точки прямых продаж. Многие открыли для себя этот сайт через видео на YouTube («ManOverMetal»), посвященное радиусному фрезу для токарного станка 8 × 12, который отличался регулировкой оси поворота с кулачковым замком и стандартным держателем инструмента. Этот проект стал вдохновляющей отправной точкой для нового подхода, который решает многие проблемы, унаследованные от более ранних проектов. Резак Mini-Lathe Dream – это сменная составная опора, в которой реализовано множество усовершенствований и инноваций, которые позволяют выполнять многие операции, которые невозможно выполнить, включая точение и отрезание почти идеальной сферы за одну операцию с неподготовленного конца стержня.Обратите внимание, что конструкция поворота с двойным регулируемым радиусом обеспечивает беспрецедентный радиус действия и гибкость. У нас есть несколько производственных линий для больших токарных станков, которые находятся на разных стадиях разработки. Версия для мини-токарного станка была разработана первой, чтобы доказать осуществимость концепции проекта с использованием самого компактного оборудования, чтобы облегчить последующие линии за счет масштабирования конструкции для станков большей массы. Читать далее → Большое спасибо всем, кто участвовал и посетил Cabin Fever Expo 2012 в выставочном центре и выставочном центре York PA 14-15 января.Dream Cutter оценил возможность продемонстрировать уникальные и удивительные возможности мини-токарного станка Dream Cutter, установленного на мини-токарном станке Hi-Torque , поставляемом Little Machine Shop . Восторженный отклик постоянно присутствующей толпы вокруг нашего демонстрационного стола, безусловно, побуждает нас расширять производство и продвигать разработку технологии Dream Cutter для токарных станков большего размера. Мы действительно обнаружили несколько челюстных костей и глазных яблок на полу во время сноса нашей будки.Если вы его не нашли, напишите мне, и я пришлю вам ваше. – Питер Мини-токарный станок Dream Cutter только что поступил в продажу! Посетите http://www.dreamcutter.com для получения информации, видеороликов и демонстраций в 3D, руководства пользователя и нашего онлайн-магазина. Сегодня у меня была возможность ответить на несколько вопросов о Dream Cutter от скептически настроенного машиниста, и я поделюсь ответом. Вопросы опущены, и мы не можем ими поделиться, однако я считаю, что вы найдете ответы, которые помогут лучше понять Dream Cuter. Спасибо за интерес и вопросы. С такими агрессивными заявлениями изобретение, безусловно, того заслуживает! Хорошо, есть несколько неправильных представлений о том, как устройство Dream Cutter сконструировано и используется, которые очевидны и, безусловно, понятны с учетом ограниченной информации, представленной в настоящее время. Я обращусь к некоторым из них сейчас, а позже создам больше примеров для сайта. Читать далее → Рубрика: Dream Cutter, Мини-токарный станок Dream Cutter | Июнь 2010 г. Веб-сайт: Dream Cutter БЛОГ Обновлены разделы «Новости», «Линии», «Поддержка» и «Идеи проектов». Читать далее →
Мини-токарный станок Dream Cutter ™ Универсальный радиальный инструмент Mini-Lathe Dream Cutter ™ – это аксессуар с болтовым креплением, который, несомненно, произведет революцию на рынке мини-токарных станков.Предлагая беспрецедентный уровень управления инструментом в компактном корпусе, конструкция Dream Cutter (заявка на получение патента) преодолевает ограничения, унаследованные от миниатюрных станков. Dream Cutter расширяет стандартную составную опору мини-токарного станка двумя дополнительными осями контролируемого сочленения инструмента в сочетании с полностью регулируемым быстросъемным держателем инструмента. Dream Cutter лучше выполняет традиционные токарные операции и выполняет другие задачи, которые ранее считались невыполнимыми на мини-токарном оборудовании.Ключевые возможности и особенности:
Dream Cutter представляет собой амбициозный многофункциональный подход, однако тщательное проектирование и производственное мастерство привели к получению очень изысканного и функционального продукта.Сочетание этих функций также позволяет резцу Dream Cutter выполнять Compound Radial Cutting ™ Compound Radial Cutting ™ (патент заявлен) – это новая технология токарной обработки, при которой режущий инструмент перемещается одновременно или независимо друг от друга. радиусы дуги, где касательная к рабочей оси контролируется перекрывающей дугу первичного радиуса. Комбинированная радиальная резка применяется с режущим инструментом Dream Cutter для поддержания непрерывности радиальной траектории инструмента, повышения скорости съема материала и уменьшения шероховатости поверхности.Признание жесткости жизненно важно для эффективности инструмента; Структурная целостность была непоколебимой целью при разработке мини-токарного станка Dream Cutter . Результатом такого подхода является инструмент, который поддерживает максимально возможную степень точности, демонстрируя при этом весь спектр своих возможностей. Мини-токарный станок Dream Cutter устанавливается с помощью монтажной пластины, которая крепится к суппорту поперечных суппортов вместо составной опоры. Приблизительно ½ дюйма в высоту, установленный корпус мини-токарного станка Dream Cutter достаточно низок, чтобы проходить под 3-дюймовым патроном токарного станка.Органы управления Dream Cutter можно настроить в любом направлении на направляющей, переориентируя крепление резцедержателя. Множество конфигураций мини-токарного станка Dream Cutter позволяют разрезать сферу диаметром до 3 дюймов и выполнять сужение под любым углом в любом направлении. Мини-токарный станок Dream Cutter включает многофункциональный держатель инструмента, который полностью регулируется для работы с широким спектром инструментов. Любители, мастера, ремесленники и промышленники по достоинству оценят все способы, которыми мини-токарный станок Dream Cutter ™ преодолевает барьеры для творчества.Операторы небольших настольных токарных станков, таких как Proxxon® , Schaublin® , Seig® , Sherline® , Taig® , Wabeco® и другие, откроют для себя объединенные функции Мини-токарный станок Dream Cutter может ускорить большинство операций резки, позволяя создавать сложные токарные детали с минимальным прерыванием операций резки. |