Узнаем как изготовить сварочный аппарат для проводов своими руками?
Перед тем как изготовить сварочный аппарат для проводов в домашних условиях, стоит разобраться в главных составных деталях и принципах работы. Особое значение уделяется мощности напряжения, которая зависит от типа предстоящих работ. Для соединения металлических тонких изделий требуется невысокая сила тока, в то время как сварка массивной арматуры невозможна при такой интенсивности.
Трансформатор
Устройство обеспечивает получение дуги из сетевого напряжения. Данный элемент состоит из двух основных частей:
- магнитопровод;
- обмотка.
Создание трансформатора не вызывает особых сложностей. Первичная обмотка устройства подключается к электросети в 220 Вт, при этом вторичная требуется для самих сварочных работ. Магнитопровод можно собрать не только из пластин специального трансформаторного металла, но и из других материалов. В качестве дополнения для улучшения характеристик дуги используются особые устройства, которые обеспечивают плавную настройку напряжения. Подобные дополнения чаще всего встречаются в профессиональных аппаратах.
Подобные дополнения чаще всего встречаются в профессиональных аппаратах.
В зависимости от силы тока подбирается мощность трансформатора. Стоит отметить, что напряжение на выводных клеммах определяет ход сварочного процесса, который может быть жестким либо более мягким. Это также нужно учитывать перед тем, как сделать сварочный аппарат для сварки проводов.
При выборе источника напряжения необходимо отталкиваться от желаемых характеристик тока. Оптимальным вариантом станут источники, имеющие крутопадающие и пологопадающие свойства. Они упрощают процесс сварки и обеспечивают минимальные колебания дуги.
Необходимые элементы
Самостоятельно можно изготовить сварочный аппарат для проводов любого типа, будь то автоматический, инверторный, функционирующий на постоянном или переменном токе. При отсутствии опыта проведения подобных работ стоит остановиться на простом трансформаторном аппарате. Подобное устройство функционирует на переменном токе и позволяет добиться качественного сварного шва. Оно оптимально подходит для сварки проводов в домашних условиях. Перед тем как приступить к изготовлению, необходимо подготовить следующее:
Оно оптимально подходит для сварки проводов в домашних условиях. Перед тем как приступить к изготовлению, необходимо подготовить следующее:
- материал для сердечника трансформатора с высоким уровнем магнитной проницаемости;
- достаточное количество медного провода.
Сердечник должен иметь П-образную стандартную конфигурацию и стержневую конструкцию. В некоторых случаях приходится использовать сердечники другой формы (к примеру, круглые), это не изменяет характеристики устройства, но осложняет намотку проводки. Для бытового аппарата площадь сечения сердечника должна находиться в пределах 50 см². Использование большого сечения нерационально, так как не обеспечивает дополнительных характеристик и увеличивает общую массу устройства.
Обмотка
Для первичной обмотки используется медная проводка, отличающаяся высоким уровнем устойчивости к термическому воздействию. Она должна дополняться стеклотканевой или хлопковой изоляцией. Возможно использование кабелей с изоляционной оболочкой из резины и других материалов, за исключением полихлорвинила.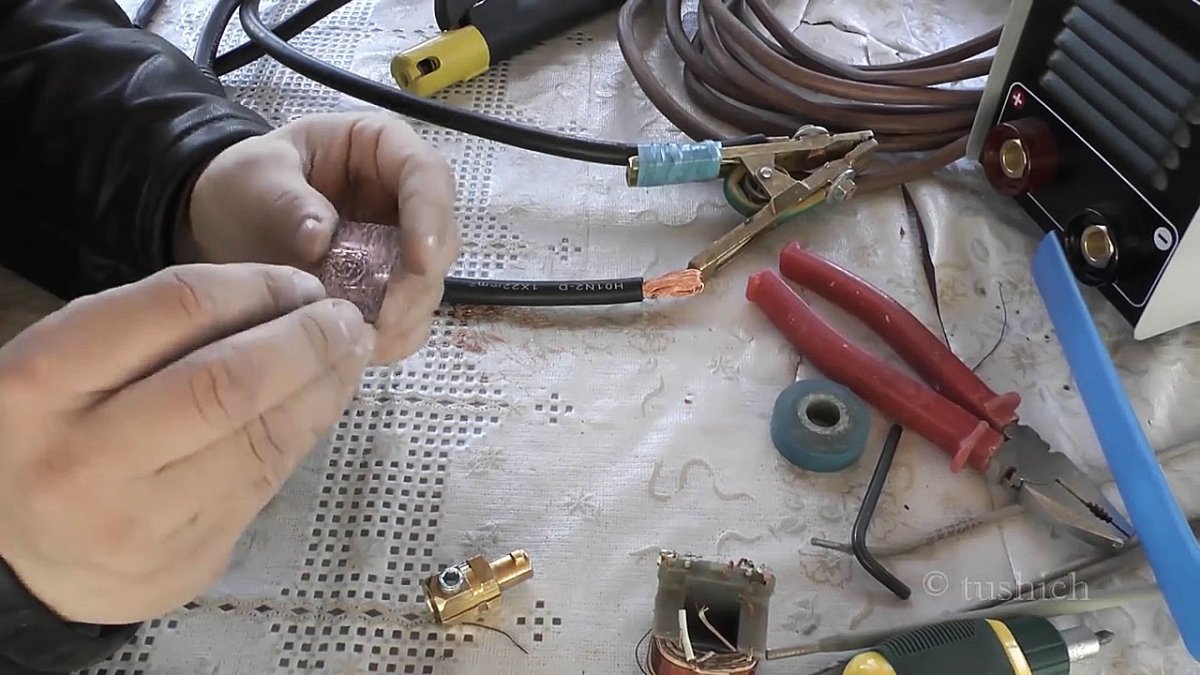
При необходимости изоляцию можно сделать своими руками при помощи небольших отрезков подходящего материала. Они наматываются на медный провод и покрываются слоем электротехнического лака.
Каркас катушек изготавливается в соответствии с геометрическими характеристиками магнитопровода. Они должны иметь подходящие габариты, чтобы не препятствовать свободному надеванию магнитопровода на сердечник. Для изготовления последнего, как правило, используется обычный картон или текстолит.
Что нужно знать
При проведении намотки катушек необходимо учитывать некоторые особенности. В частности, первичная обмотка производится только наполовину, сверху на нее накладывается часть вторичной. Вторая сторона катушки обматывается таким же образом. При помощи плотной бумаги, стеклоткани и картона можно повысить изоляционные характеристики, для этого необходимо прокладывать отрезки выбранного материала между слоями обмотки.
Сварочный аппарат для медных проводов также требует настройки, которая заключается в подключении устройства к сети и замере данных напряжения на вторичной обмотке. Показатели должны находиться в пределах 60 В. При необходимости можно добавить часть обмотки либо убрать лишнее. Замеры и изменение обмотки производятся до получения требуемых данных.
Показатели должны находиться в пределах 60 В. При необходимости можно добавить часть обмотки либо убрать лишнее. Замеры и изменение обмотки производятся до получения требуемых данных.
Сварочный аппарат для проводов подключается к сети при помощи двухжильного кабеля или провода внутренней прокладки, который соединяется с первичной обмоткой. Последним этапом является соединение ПРГ-проводов с выводами вторичной обмотки. Стоит отметить, что эти провода фиксируют основу сварочных стержней и соединяются с обрабатываемыми элементами.
Работа с медными проводами
В электротехнических работах медные провода незаменимы. Существует три основных методики соединения: сварка, сжим и опрессовка. Оптимальным сочетанием скорости и качества работ обладает первый вариант.
При работе с медью стоит проявлять осторожность и учитывать характеристики данного материала. Он подвержен поломкам даже при небольшом нагреве, несмотря на то что его температура плавления превышает 1000 градусов. Сварочные работы могут выполняться постоянным и переменным током. При необходимости могут использоваться дуговой способ сварки и дополнительные аппараты, такие как трансформатор, лучевое устройство и инвертор.
Сварочные работы могут выполняться постоянным и переменным током. При необходимости могут использоваться дуговой способ сварки и дополнительные аппараты, такие как трансформатор, лучевое устройство и инвертор.
Этапы работ
Сварочный аппарат для сварки проводов может иметь различную конструкцию и изготавливаться по определенной технологии, несмотря на это, процесс сварки состоит из идентичных этапов. Для начала удаляется оболочка с кабелей при помощи ножниц или обычного канцелярского ножа. Необходимо отступить от края на 2-3 см, подрезать верхнюю оболочку и аккуратно стянуть ее. Скрутка кабелей должна иметь длину около 3 см и дополняться несколькими жилами стандартного размера. Зажим фиксируется только на готовом соединении. Далее необходимо подсоединить сварочный аппарат для сварки медных проводов с установленной мощностью и силой тока.
На что нужно обратить внимание
Сам процесс сварки производится в течение нескольких секунд и обеспечивает получение небольшого медного шара. Стоит отметить, что время сварки имеет особое значение, так как если убрать аппарат слишком рано, качество соединения будет низким из-за пористой структуры. При этом если передержать на несколько секунд, придется начинать все сначала, так как концы кабелей полностью расплавятся. После соединения и остывания элементов остается сделать изоляцию и подключить напряжение.
Стоит отметить, что время сварки имеет особое значение, так как если убрать аппарат слишком рано, качество соединения будет низким из-за пористой структуры. При этом если передержать на несколько секунд, придется начинать все сначала, так как концы кабелей полностью расплавятся. После соединения и остывания элементов остается сделать изоляцию и подключить напряжение.
Выбор кабелей
С учетом того, что сварочный аппарат присоединяют в сеть медными проводами, их выбор имеет не меньшее значение. Они должны обеспечивать работу под разным уровнем напряжения и в различных условиях. Не менее важны следующие характеристики:
- устойчивость к изгибам и другим механическим воздействиям;
- сохранение характеристик при воздействии ультрафиолетового излучения;
- возможность применения при работе в обширном диапазоне температур;
- устойчивость к развитию плесени и коррозии.
Устройство из деталей микроволновой печи
Достаточно простой сварочный аппарат для медных проводов своими руками можно сделать из трансформатора от микроволновой печи, который обладает высокой мощностью и компактными размерами. Подобное устройство помещается в корпус от блока питания ПК и оптимально подходит для сварки медных кабелей.
Подобное устройство помещается в корпус от блока питания ПК и оптимально подходит для сварки медных кабелей.
Для создания устройства подойдет трансформатор от любой микроволновки. Его необходимо предварительно разобрать, это можно сделать путем распила боковых сторон при помощи болгарки. Стоит отметить, что подключение трансформатора к сети возможно только после снятия вторичной обмотки.
Необходимо накрутить вторичную обмотку взамен старой и заклеить сердечник эпоксидным составом. Далее остается вмонтировать трансформатор в корпус от блока питания вместе с двумя автоматами.
Полученный сварочный аппарат для проводов обеспечивает быстрое зажигание дуги и качественную обработку кабелей. Трансформатор во время работы не нагревается, но при использовании устройства больших размеров рекомендуется применять для обмотки проводку с сечением в 10 мм². Несмотря на то что трансформатор отличается достаточно ощутимым весом, сам аппарат имеет небольшие габариты.
Упростить использование и улучшить качество соединения можно при помощи выключателя, расположенного на ручке графитовой клеммы. Так можно будет включать аппарат после того, как скрутка будет установлена в необходимое положение.
Так можно будет включать аппарат после того, как скрутка будет установлена в необходимое положение.
Сварочный аппарат для проводов своими руками: особенности
Более мягкая сварка получается за счет использования дросселя. При этом стоит отметить, что во время работы с медными скрутками появляется резкий запах гари и дым, поэтому рекомендуется предварительно открыть окно. Также не редки случаи возгорания графитового электрода.
Провода скрутки должны иметь одинаковую длину. Также будет полезно покрывать скрутку бурой перед сваркой и соблюдать минимальное время нагрева.
Хорошую клемму можно получить из подручных предметов или деталей, купленных за символическую стоимость. Для этой роли отлично подойдет щетка от троллейбуса или мощного мотора. В графите высверливается несколько ямок подходящего размера. Они необходимы для укладки скруток и получения ровного сплава.
Дуга во время работы должна быть непрерывной и иметь достаточный нагрев для обеспечения качественного соединения. Как было отмечено ранее, нагрев до температуры меньше необходимого уровня приводит к формированию пористой сердцевины внутри застывшей капли.
Как было отмечено ранее, нагрев до температуры меньше необходимого уровня приводит к формированию пористой сердцевины внутри застывшей капли.
Как своими руками сделать сварочный аппарат
Как своими руками сделать сварочный аппарат
В наше время трудно представить любые работы с металлом без использования сварочного аппарата. При помощи данного устройства Вы с легкостью можете соединять или резать железо различной толщины и габаритов. Естественно для выполнения качественных работ Вам потребуются определенные навыки в этом вопросе, но в первую очередь Вам необходим сам сварочник. В наше время его естественно можно купить, как в принципе и нанять сварщика, но в данной статье речь пойдет о том, как сделать сварочный аппарат своими руками.
Провести водопровод и канализацию, сделать вольеры для домашних животных и птиц, красивые подставки для цветов и многие другие полезные в хозяйстве вещи вам поможет сварочный аппарат, изготовленный из доступных деталей и материалов.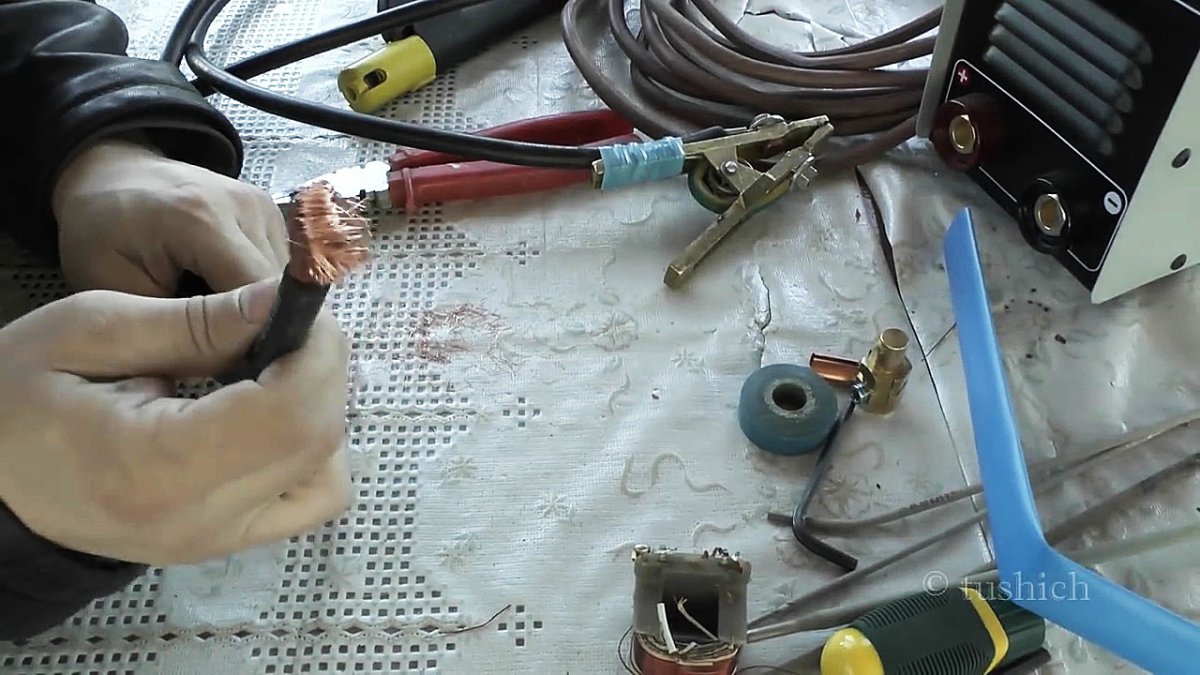 С электродами диаметром до 4 мм им можно сваривать металл толщиной 1 – 20 мм. Самодельный сварочный аппарат работает от сети переменного тока напряжением 220 или 380 В.
С электродами диаметром до 4 мм им можно сваривать металл толщиной 1 – 20 мм. Самодельный сварочный аппарат работает от сети переменного тока напряжением 220 или 380 В.
Основа его — трехфазный понижающий трансформатор 380/36 В, мощностей 1 – 2 кВт, предназначенный для питания пониженным напряжением электроинструмента. Годится даже экземпляр с одной перегоревшей обмоткой.
Не разбирая сердечник, снимите со всех катушек вторичные обмотки, перекусив медную шину в нескольких местах. Первичные обмотки крайних катушек не трогайте, а среднюю перемотайте тем же проводом, делая через каждые 30 витков отводы. В общей сложности их должно быть 8 – 10, поэтому наденьте на каждый бирку с номером.
Затем на двух крайних катушках намотайте до полного заполнения вторичную обмотку, воспользовавшись трехфазным силовым многожильным кабелем, состоящим из трех проводов диаметром 6—8 мм и одного потоньше. Он выдерживает большой ток, имеет надежную изоляцию, благодаря его гибкости удается выполнить плотную намотку без предварительной разборки агрегата.
Работу удобнее выполнять вдвоем: один укладывает витки, а другой протягивает провод.
Клеммы для выводов вторичной обмотки сварочного трансформатора изготовьте из медной трубки диаметром 10 – 12 мм и длиной 30 – 40 мм. С одной стороны расклепайте ее и в поручившейся пластине просверлите отверстие диаметром 10 мм, а с другой вставьте тщательно зачищенные провода, обожмите их легкими ударами молотка, а затем для улучшения контакта сделайте на поверхности трубки насечки керном.
С панели, расположенной на верху трансформатора, удалите штатные винты с гайками и замените их двумя новыми с резьбой М10 (желательно медными) — к ним будут подсоединены клеммы вторичной обмотки.
Для выводов первичной обмотки сделайте отдельную дополнительную плату из текстолита толщиной 3 мм и прикрепите к трансформатору, как показано на рисунке. Предварительно просверлите в ней 10 – 11 отверстий диаметром 6 мм и вставьте в них винты Мб с двумя гайками и шайбами.
Еще лучше установка работает от сети 380 В. В этом случае все первичные обмотки сварочного трансформатора соедините последовательно — сначала две крайние, а затем среднюю. Выводы крайних обмоток подключите к общей клемме, а два других — к клемме «Резка». Отводы средней обмотки пойдут соответственно к клеммам “1”, “2”, “3” и т. д. Средняя обмотка сварочного трансформатора выполняет функцию дополнительного индуктивного сопротивления в цепи крайних, снижая напряжение и ток во вторичной обмотке.
Электрическая схема соединения обмоток сварочного трансформатора
Электрододержатель: 1 – электрод, 2 – пружина, 3 – труба, 4 – резиновый шланг, 5 – винт и гайка М8, 6 – кабель
Электрододержатель (см. рис.) изготовлен из трубы 3/4″ длиной 250 мм. С обеих сторон трубы на расстоянии 40 и 30 мм от ее торцов выпилите ножовкой выемки глубиной в половину диаметра. А чтобы электрод можно было прижимать к держателю, приварите к трубе над большей выемкой отрезок стальной проволоки диаметром 6 мм. С противоположной стороны просверлите отверстие диаметром 8,2 мм и с помощью медной клеммы и винта M8 с гайкой подсоедините к держателю отрезок такого же кабеля, каким намотана вторичная обмотка. Сверху на трубу наденьте резиновый или капроновый шланг с подходящим внутренним диаметром.
А чтобы электрод можно было прижимать к держателю, приварите к трубе над большей выемкой отрезок стальной проволоки диаметром 6 мм. С противоположной стороны просверлите отверстие диаметром 8,2 мм и с помощью медной клеммы и винта M8 с гайкой подсоедините к держателю отрезок такого же кабеля, каким намотана вторичная обмотка. Сверху на трубу наденьте резиновый или капроновый шланг с подходящим внутренним диаметром.
Сварочный аппарат подключают к сети через рубильник проводами сечением не менее 1,5 мм2 — один к клемме “Общ.”, а другой — к одному из выводов “1” — “8” (в зависимости от величины сварочного тока). Самый большой ток будет при подключении к клемме “Резка”.
Ток первичной обмотки сварочного трансформатора не превышает 25 А, а ток вторичной изменяется от 60 до 120 А.
Не забывайте, что сварочный аппарат предназначен для выполнения сравнительно небольшого объема работ. Поэтому после использования 10 – 15 электродов диаметром 3 мм ему необходимо дать остыть.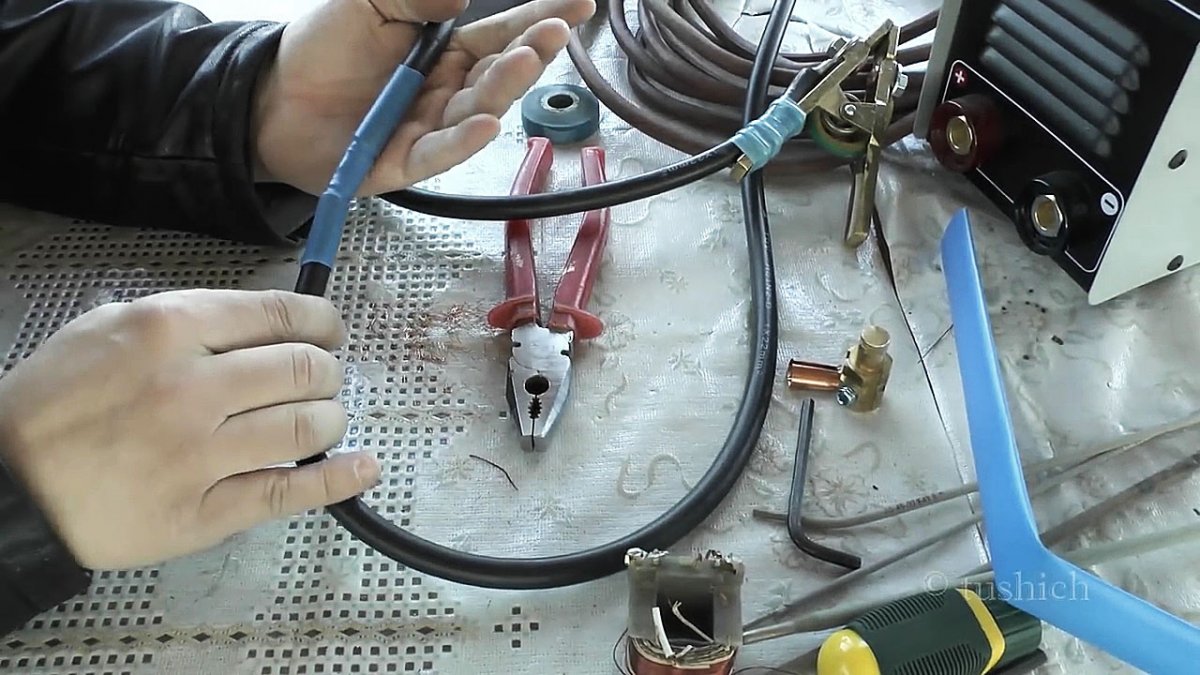 Соответственно с электродами диаметром 4 мм время непрерывной работы установки прячется сократить еще больше. Зато с электродами диаметром 2 мм можно действовать без вынужденных перерывов (температура нагрева трансформатора не превышает 70 – 80°).
Соответственно с электродами диаметром 4 мм время непрерывной работы установки прячется сократить еще больше. Зато с электродами диаметром 2 мм можно действовать без вынужденных перерывов (температура нагрева трансформатора не превышает 70 – 80°).
В режиме “Резка” сварочный аппарат нагревается быстрее всего, поэтому и “отдыхать” он в этом случае должен чаще. Резать можно металл практически любой используемой в быту толщины.
При переходе с одного режима сварки на другой не забывайте отключать сетевой рубильник.
Ранее ЭлектроВести писали, что НКРЭКУ оштрафовал ГП “НАЭК “Энергоатом” за недостаточные объемы продаж ГП “Гарантийный покупатель” электроэнергии для нужд населения в январе этого года в рамках выполнения ПСО.
По материалам: electrik.info.
схема, расчет, необходимое оборудование, сборка
При сооружении или ремонте техники или бытовых приборов достаточно часто возникает потребность в сварке каких-либо элементов. Чтобы соединить детали, понадобится использовать сварочный аппарат. Сегодня легко можно приобрести подобную конструкцию, однако следует знать, что можно изготовить и самодельные сварочные аппараты.
Чтобы соединить детали, понадобится использовать сварочный аппарат. Сегодня легко можно приобрести подобную конструкцию, однако следует знать, что можно изготовить и самодельные сварочные аппараты.
Сварочные аппараты бывают постоянного и переменного тока. Последние используются для того, чтобы сваривать на небольших токах заготовки из металла небольшой толщины. Дуга сварки на постоянном токе является более устойчивой, при этом возможно производить сварку на прямой и обратной полярности. В данном случае можно использовать электродную проволоку без обмазки или электроды. Чтобы придать стойкости горения дуги, на небольших токах рекомендуется делать завышенное напряжение холостого хода обмотки сварки.
Чтобы выпрямлять переменный ток, следует использовать обыкновенные мостиковые выпрямители на крупных полупроводниках с охладительными радиаторами.
Для того чтобы сглаживать пульсации напряжения, один из выводов нужно подсоединить к держателю электродов через специальный дроссель, который являет собой катушку из нескольких десятков витков шины из меди сечением 35 мм. Подобная шина может наматываться на любой сердечник, лучше всего использовать сердечник от магнитного пускателя.
Подобная шина может наматываться на любой сердечник, лучше всего использовать сердечник от магнитного пускателя.
Чтобы выпрямлять и плавно регулировать сварочный ток, следует использовать более сложные схемы с применением крупных тиристоров для управления.
К достоинствам регуляторов неизменного тока можно отнести их универсальность. У них имеется большой спектр конфигурации напряжений, в связи с чем подобные элементы можно использовать не только для постепенной регулировки тока, но и для зарядки батарей аккумуляторов, питания электрических элементов для нагрева и других цепочек.
Сварочные аппараты переменного тока можно использовать для соединения заготовок электродами, поперечник которых более 1,6 мм. Толщина соединяемых заготовок может быть более 1,5 мм. В данном случае имеется большой ток сварки, а дуга пылает стабильно. Могут использоваться электроды, которые изготовлены для сварки исключительно на переменном токе.
Устойчивое горение дуги можно получить в случае, если приспособление для сварки будет иметь падающую наружную характеристику, которая определяет зависимость между силой тока и напряжением в цепочке сварки.
Что нужно учитывать в процессе изготовления сварочных аппаратов?
Для ступенчатого перекрытия спектра токов сварки необходима коммутация как первичных обмоток, так и вторичных. Для плавной конфигурации тока в рамках выбранного спектра следует употреблять механические свойства перемещения обмоток. Если удалять обмотку сварки по отношению к сетевой, будут увеличиваться магнитные потоки рассеивания. Следует понимать, что это может привести к снижению сварочного тока. В процессе изготовления самодельной конструкции для сварки не нужно стремиться к полному перекрытию спектра токов сварки. Рекомендуется первым делом собрать для работы с электродами 2-4 мм. Если понадобится в дальнейшем работать на небольших сварочных токах, конструкцию можно дополнить отдельным приспособлением для выпрямления с постепенной регулировкой тока сварки.
Самодельные конструкции должны удовлетворить некоторые требования, основными из которых являются следующие:
- Сравнительная компактность и небольшой вес.
 Подобные параметры можно снизить путем уменьшения мощности конструкции.
Подобные параметры можно снизить путем уменьшения мощности конструкции. - Достаточная продолжительность работы от электросети 220 В. Повысить ее можно с помощью использования стали с высокой магнитной проницаемостью термостойкой изоляции проводов для обмотки.
 Подобные параметры можно снизить путем уменьшения мощности конструкции.
Подобные параметры можно снизить путем уменьшения мощности конструкции.Подобные требования можно с легкостью выполнить, если знать основы сооружения сварочных конструкций и придерживаться технологии их изготовления.
Вернуться к оглавлению
Как выбрать тип сердечника для изготавливаемой конструкции?
В процессе изготовления подобных конструкций используются стержневые магнитные проводы, они являются более технологичными. Сердечник набирается из пластин электротехнической стали любой конфигурации, толщина материала должна составлять 0,35-0,55 мм. Элементы понадобится стянуть шпильками, которые покрыты изоляционным материалом.
В процессе выбора сердечника следует учитывать размеры “окна”. В конструкцию должны помещаться обмотки элементов. Не рекомендуется использовать сердечники с поперечным сечением 25-35 мм, так как в таком случае изготавливаемая конструкция не будет обладать необходимым припасом мощности, в результате чего качественную сварку будет произвести достаточно сложно.
В некоторых случаях производятся сварочные конструкции с тороидальными сердечниками. Данные устройства имеют более высокие электротехнические показатели и низкие электропотери. Изготавливать подобные приспособления гораздо сложнее, так как обмотки нужно будет размещать на торе. Следует знать, что намотку в данном случае выполнять достаточно сложно.
Сердечники изготавливаются из ленточного трансформаторного железа, которое сворачивается в рулон в форме тора.
Чтобы увеличить внутренний диаметр тора, с внутренней стороны нужно отмотать часть ленты из металла, после чего намотать ее на наружную сторону сердечника.
Вернуться к оглавлению
Как правильно выбрать обмотку конструкции?
Для первичной обмотки рекомендуется использовать провод из меди, который покрыт изоляционным материалом из стеклоткани. Можно использовать и провода, которые покрыты резиной. Не допускается использовать шнуры, которые покрыты полихлорвиниловой изоляцией.
Не допускается использовать шнуры, которые покрыты полихлорвиниловой изоляцией.
Большое количество отводов сетевой обмотки не рекомендуется делать. За счет снижения количества витков первичной обмотки будет возрастать мощность аппарата для сварки. Это приведет к увеличению напряжения горения дуги и ухудшению качества соединения заготовок. Путем изменения количества витков первичной обмотки достигнуть перекрытия спектра токов сварки без ухудшения свойств сварки не получится. Для этого надо будет предусмотреть переключение витков вторичной обмотки сварки.
Вторичная обмотка должна содержать 67-70 витков шины из меди сечением 35 мм. Можно использовать многожильный сетевой кабель или гибкий многожильный шнур. Изоляционный материал обязательно должен быть теплостойким и надежным.
Вернуться к оглавлению
Самодельный аппарат для сварки из автотрансформатора
Сварочное устройство работает от электросети 220 В. Конструкция обладает отличными электротехническими показателями. Благодаря использованию новой формы магнитного провода вес приспособления составляет порядка 9 кг при размерах 150х125 мм. Это достигается применением ленточного железа, которое сворачивается в рулон в форме тора. В большинстве случаев используется стандартный пакет пластинок Ш-образной формы. Электротехнические показатели трансформаторной конструкции на магнитном проводе приблизительно в 5 раз выше, чем у подобных пластинок. Электропотери будут минимальными.
Благодаря использованию новой формы магнитного провода вес приспособления составляет порядка 9 кг при размерах 150х125 мм. Это достигается применением ленточного железа, которое сворачивается в рулон в форме тора. В большинстве случаев используется стандартный пакет пластинок Ш-образной формы. Электротехнические показатели трансформаторной конструкции на магнитном проводе приблизительно в 5 раз выше, чем у подобных пластинок. Электропотери будут минимальными.
Элементы, которые будут нужны для того, чтобы изготовить сварочный аппарат своими руками:
- магнитный провод;
- автотрансформатор;
- электрокартон или лаковая ткань;
- провода;
- деревянная рейка;
- изоляционный материал;
- трансформатор;
- кабель;
- кожух;
- выключатель.
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.
Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.
Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.

Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
Потом один конец снимается с крюка и вставляется в электродрель.
На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.
Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно.
Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться.
Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.
В качестве варианта для умельцев может рассматриваться и плазменный механизм.
Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки.
Устройство должно работать от бытовой сети переменного тока напряжением 220 В.
Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.
Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
А чтобы установить требуемый режим горения используется регулятор силы тока.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
Примерно такая величина требуется для сварки. В принципе, данное устройство можно назвать простейшим сварочным аппаратом.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.
Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.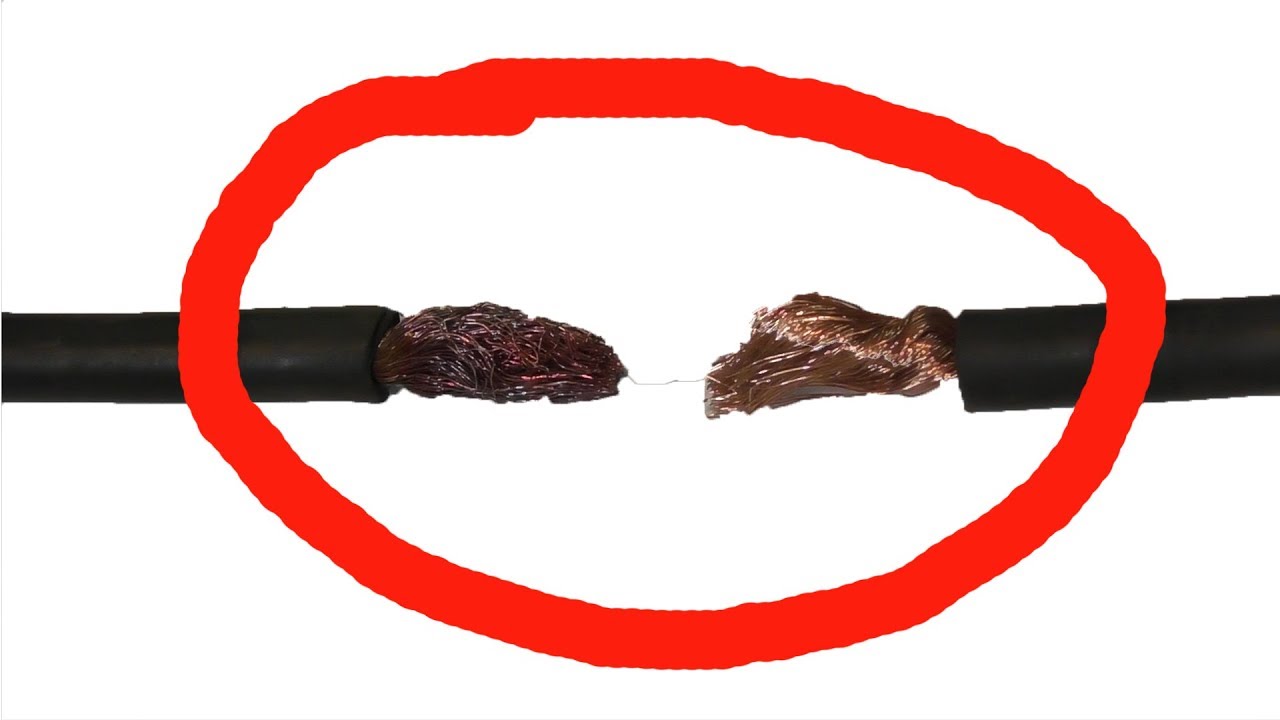
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
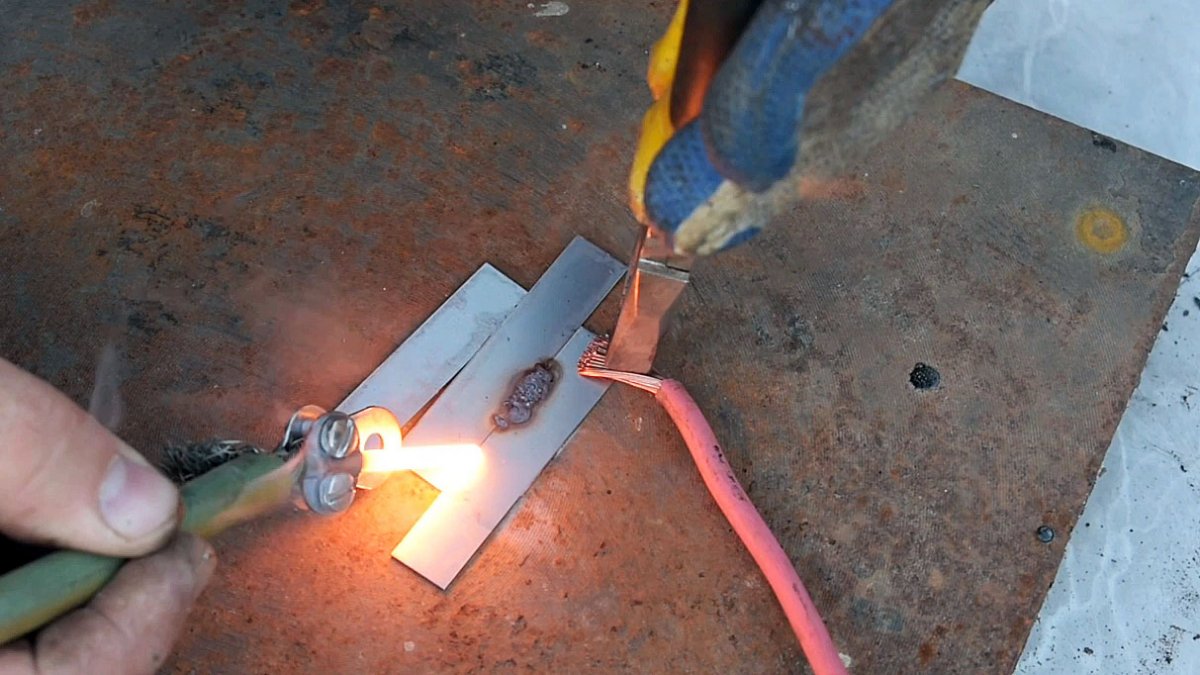
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Один электрод через дроссель подключается к плате.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Комплектация изделия
Самодельный собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве.
Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия.
Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше.
Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата.
Блок питания
Основным элементом блока питания в инверторе является трансформатор.
Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок.
Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки.
Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата.
Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки.
Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды.
Он коммутируются в определенные схемы, чаще всего мостовые. На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.
Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания.
Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт.
Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов.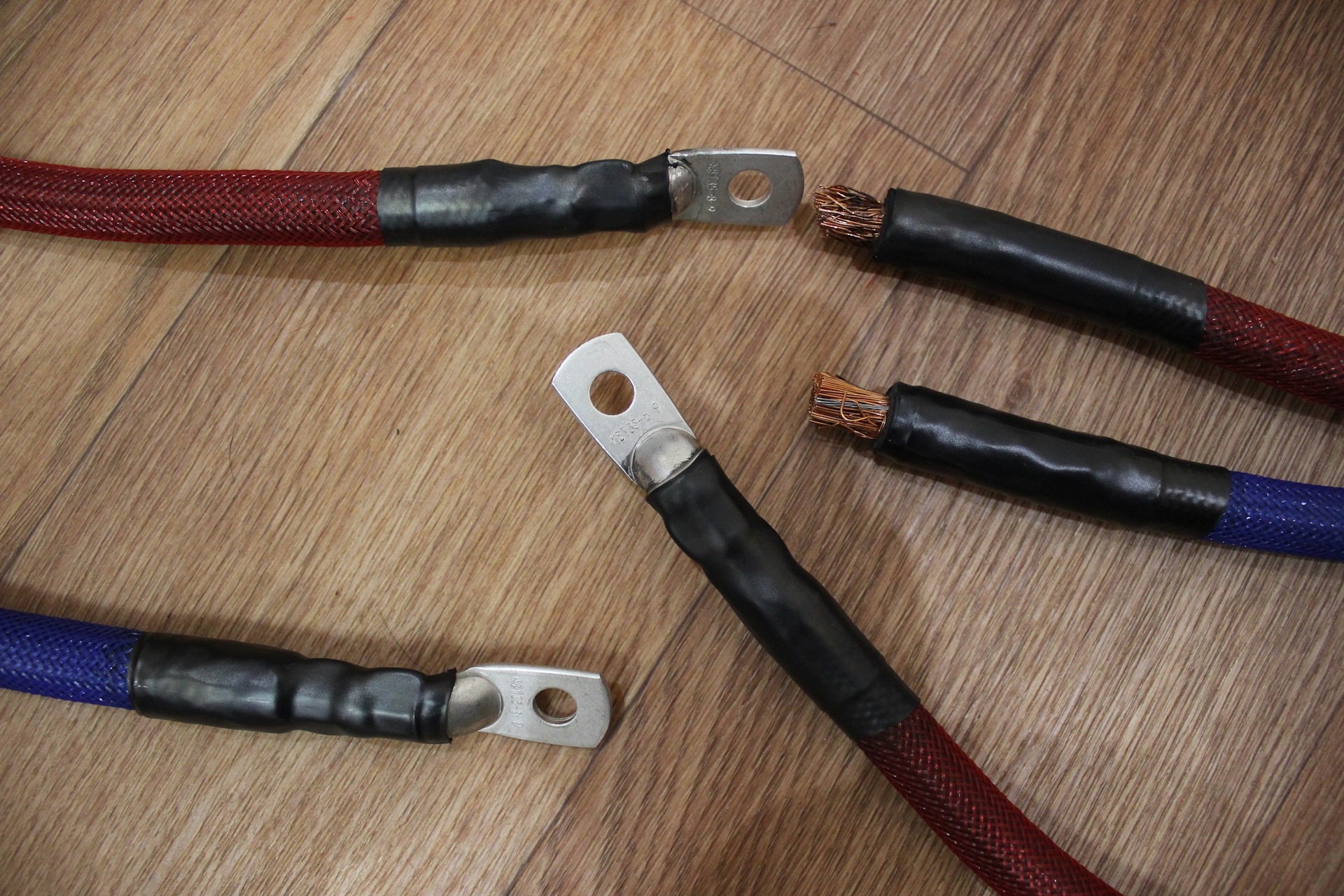
Электронный регулятор позволяет выбрать режим соответствующий конкретной операции.
Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям.
Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы.
В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками.
К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации.
И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно.
Последовательность сборки сварочного аппарата
Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому.
Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель.
Ни одна работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любых размеров и толщины. Хорошее решение – сделать сварку своими руками, ведь хорошие модели стоят дорого, а дешёвые – низкого качества. Для реализации идеи самостоятельного изготовления сварочника необходимо обзавестись специальным оборудованием, позволяющим оттачивать качественные навыки специалиста в реальных условиях.
Виды и характеристики инструмента
После того как все необходимые условия подготовительного этапа благополучно соблюдены, открывается возможность сделать модель сварочного устройства своими руками. Сегодня встречается множество принципиальных схем, по которым можно изготовить аппарат. Они действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на аппарат, принадлежащий к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, позволяющая использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество швов сварных соединений. Агрегат такого типа легко найдёт своё применение в быту при обслуживании недвижимости, расположенной в частном секторе.
Для того чтобы собрать такое устройство, необходимо иметь:
- Около 20 метров кабеля или провода большого сечения.
- Металлическое основание высокой магнитной проницаемости, которое будет использовано в качестве сердечника трансформатора.

Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру – круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Площадь сечения для сердечника, принадлежащего бытовому сварочному аппарату самодельного образца, равна 50 см 2 . Этого будет достаточно для того, чтобы применять в установке стержни от 3 до 4 мм в диаметре. Использование большего сечения лишь приведёт к увеличению массы конструкции, а эффективность аппарата выше не станет.
Инструкция изготовления
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции , предназначенной для стационарного применения в зоне высоких температур.
Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции , предназначенной для стационарного применения в зоне высоких температур.
Для обмотки трансформатора не допускается использование провода с ПВХ изоляцией, которая при нагревании моментально придёт в негодность. В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
Чтобы выполнить эту процедуру, нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, нарезать её на полоски шириной около 2 см, обмотать ими заготовленный провод и пропитать бандаж любым лаком, обладающим электротехническими свойствами. Подобная изоляция по термохарактеристикам не уступит ни одному заводскому аналогу.
Наматывают катушки по определённому принципу. Вначале накручивается половина первичной обмотки, на которую следом идёт половина вторичной. Затем приступают ко второй катушке, используя ту же технику. Для повышения качества изоляционного покрытия между слоёв обмоток вставляют фрагменты полос из картона, стекловолокна или прессованной бумаги.
Настройка оборудования
Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Точная подгонка параметров осуществляется путём уменьшения или увеличения длины обмотки. Для получения качественного результата величину напряжения на вторичной обмотке следует подогнать под заданные параметры.
К первичной обмотке готового сварочного трансформатора подключают кабель ВРП либо провод ШРПС, который будет использован для подключения к сети. Один из выводов вторичной обмотки подают на клемму, к которой впоследствии будет подключаться «масса», а второй – подаётся на клемму, подключённой к кабелю. Последняя процедура закончена и новый сварочный аппарат готов к эксплуатации.
Производство малогабаритного агрегата
Для изготовления небольшого сварочного аппарата легко подойдёт автотрансформатор от телевизора советского образца. Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
- Изготовление или починка термопар.
- Разогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Закалка инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Оптимальными параметрами автотрансформатора, пригодного для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 ватт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, что будет достаточно при сварке проводов, термопар и других элементов.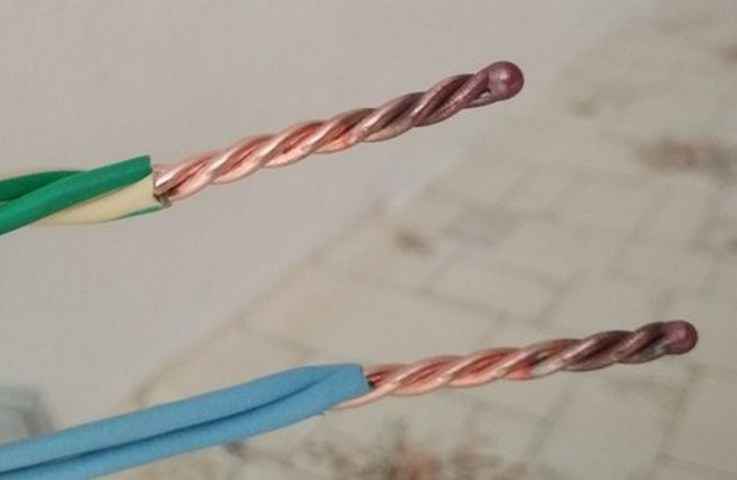
В качестве электродов для созданного своими руками мини сварочного аппарата можно использовать грифели от простого карандаша. Держателями для импровизированных электродов могут послужить клеммы, которые есть на разных электроприборах.
Для производства сварочных работ держатель подсоединяют к одному из выводов вторичной обмотки, а свариваемую деталь к другому. Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
Сейчас сложно увидеть проведение каких-либо работ с металлом без использования сварочного аппарата. Этот прибор свободно режет или соединяет железные детали, независимо от его толщины и размеров. Чтобы заниматься сваркой, нужно иметь некоторые навыки, ну и собственно, сам аппарат. Можно его купить, можно нанять сварщика для проведения нужных работ, а можно сделать агрегат своими руками.
Стандартная схема сварочного аппарата и его виды
Прежде чем приступить к созданию сварочного аппарата в домашних условиях, следует понять его устройство.
Основной элемент сварочника, из которого он состоит – это трансформатор, питающий дугу аппарата, управляющую переменным напряжением и контролирующую качество и величину тока.
Конструкции стандартных сварочных аппаратов весьма разнообразны, но можно выделить такие основные типы:
- Аппарат переменного тока;
- Работающего с постоянным током;
- Трехфазный;
- Инверторный.
Сварку с применением постоянных токов обычно используют для работы с тонколистным материалом, автомобильной и кровельной стали.
Сварочные приборы постоянного и переменного тока надежные, неприхотливые при эксплуатации, тяжелые по весу и очень чувствительные к перепадам напряжения . Если оно упадет ниже 200 Вольт, работать будет трудно, возникнут проблемы с зажиганием и поддержкой дуги.
Эти сварочные аппараты очень похожи по своей конструкции и если у нас есть сварка переменного тока, то немного ее доработав, мы получим прибор для работы с постоянным током.
Что касается инверторов, то благодаря применению электронных деталей, их вес стал гораздо легче. Они не боятся падения напряжения, но при этом весьма чувствительны к перегреву. Работать с такими аппаратами нужно аккуратно, иначе они могут сломаться.
Самодельный сварочный аппарат переменного тока
Сварочный агрегат, работающий с переменным током – один из самых распространенных моделей. Он самый простой в использовании и его легко собрать дома по сравнению с другими видами сварочников.
Что для этого нужно:
- Провода для вторичной и первичной обмотки;
- Сердечник для намотки;
- Понижающий трансформатор (можно взять «ЛАТРА»).
Какие нужны провода? Оптимальное напряжение при работе аппарата, созданного самостоятельно, составляет 60В при оптимальном токе – 120 -160А. Исходя из этого, понимаем, что минимальное сечение медных проводов, чтобы намотать первичку, должно быть 3-4 кв. мм. Оптимальное – 7 кв. мм, которое учитывает возможную дополнительную нагрузку и скачки напряжения.
Исходя из этого, понимаем, что минимальное сечение медных проводов, чтобы намотать первичку, должно быть 3-4 кв. мм. Оптимальное – 7 кв. мм, которое учитывает возможную дополнительную нагрузку и скачки напряжения.
Нельзя использовать провода в ПВХ или резиновой изоляции, так как они могут перегреться и вызвать замыкание.
Если нет провода нужного сечения, можно использовать тонкие жилы, наматываемые вместе. Правда толщина обмотки увеличится, что повлечет увеличение габаритов самого аппарата. Чтобы сделать вторичную обмотку можно брать толстый медный провод, состоящий из множества жил.
Сердечник для самоделки делается из пластины стали трансформатора, толщина которой должен быть от 0,35 мм до 0,55 мм. Их необходимо сложить так, чтобы получился сердечник необходимой толщины, а потом закрепить устройство болтами по углам. В завершении работы следует надфилем обработать поверхность пластинок и сделать изоляцию.
Затем начинается намотка. Вначале первичная (можно сделать примерно 240 витков). Для того чтобы была возможность регулировать проходящий ток, нужно сделать несколько отводов с примерным шагом в 20-25 виточков.
Вначале первичная (можно сделать примерно 240 витков). Для того чтобы была возможность регулировать проходящий ток, нужно сделать несколько отводов с примерным шагом в 20-25 виточков.
Сколько нужно меди для вторичной обмотки? Обычно количество витков составляет 65-70. Сечение провода – 30 – 35 кв мм. Как и при первичном обматывании нужно делать отводы для регулирования тока. Изоляция проводов должна быть надежной и стойкой к теплу.
Намотка делается в одном направлении и каждый ее слой изолируется. Концы намотки крепятся болтами к пластине и можно считать, что самодельный сварочник готов.
Если нужно увеличить силу тока – в этом деле может помочь вольтодобавка или можно сделать это вручную, уменьшив количество витков первичной намотки и переключив провод на контакт с более малым количеством витков.
Создавая сварочный аппарат, нужно не забыть его заземлить, согласно технике безопасности. А также всегда нужно следить за тем, чтобы сварочный аппарат не перегревался!
Простой сварочный аппарат постоянного тока
Для сварки чугуна и нержавейки понадобится аппарат с постоянным током. Создать его можно за 15 минут, если уже есть аппарат на переменном токе. В этом случае будет произведена модернизация уже имеющегося устройства.
Создать его можно за 15 минут, если уже есть аппарат на переменном токе. В этом случае будет произведена модернизация уже имеющегося устройства.
Переделка переменки будет заключаться в подключении к вторичной обмотке выпрямителя, который собирается на диодах. Диоды должны в свою очередь выдерживать ток в 200 А и хорошо охлаждаться.
Выпрямитель лучше справится со своей работой, если использовать конденсаторы с напряжением 50В и специальный дроссель для регулировки тока.
Что нужно знать, подключая аппарат к сети на постоянку:
- Обязательно надо использовать рубильник, который в любой момент может отключить устройство из сети;
- Сечение провода для подключения должно быть больше или равно 1,5 кв. мм, а ток потребления в первичной обмотке – максимум 25 А.
Схема работы сварочника такова, что ему время от времени нужно давать отдохнуть. И неважно полуавтомат это, или ручник. Впрочем, если аппарат работает на электродах диаметром меньше 3 мм, то можно не прерываться.

Инвертор: как сделать сварочный аппарат своими руками
Самостоятельно инвертор можно собрать из мелких деталей и проводки от советского телевизора или пылесоса.
Особенности работы инвертора:
- Аппарат работает с постоянным током и плавной его регулировкой от 40 до 130 А;
- Самый большой ток для первичной обмотки – 20А, используемые электроды должны быть не больше 3 мм;
- Электрический держак должен иметь кнопку, нажав которую в аппарат пойдет напряжение.
Все элементы инвертора располагаются на специальной печатной плате, а для лучшего отвода тепла от диодов, они фиксируются на специальный теплоотвод, который прикручивается к плате. Сама плата обычно изготавливается из стеклотекстолита, примерной толщиной 1,5 мм.
Для дополнительного охлаждения схемы можно использовать вентилятор, фиксируемый прямо на корпус, в котором расположен инвертор.
С помощью такого аппарата можно спокойно варить цветные и черные металлы, заготовки из тонкого листа.
Трехфазные сварочные аппараты обычно используются для сварки в условиях производства, поэтому делать дома их не имеет смысла.
Особой популярностью пользуются сварочники Тимвала, Буденого и на тиристорах.
Советы, как сделать сварочный аппарат в домашних условиях: точечная сварка
Одной из самых удобных и экономных мини сварок в последнее время стала точечная, происходящая контактным способом. В быту такая вещь применяется для ремонта бытовой техники и сварки аккумуляторов.
Нагревание происходит с помощью импульса, причем импульсный миг не превышает одну десятую секунды, то есть все происходит очень быстро.
Создается такая минисварка с помощью трансформатора от старой микроволновки, который будет дорабатываться в процессе создания аппарата. Цель – возможность получить на выходе кратковременный импульс не меньше 1000А.
Доработка происходит таким образом:
- Из трансформатора удаляется все, кроме сердечника и первичной обмотки;
- На место вторичной обмотки наматывается провод с сечением не меньше чем 100 кв. мм;
- Здесь главное очень плотно намотать провод на сердечник.
 мм;
мм;В итоге на выходе должно быть около 5 вольт, но если мощность слишком мала, можно взять еще один трансформатор. После чего нужно снова проверить напряжение. Если оно не больше 2000 А – микросварочный аппарат готов к использованию.
ИМПУЛЬСНЫЙ СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ Вашему вниманию представлена схема сварочного аппарата импульсного типа, который вы можете собрать своими руками. Максимальный потребляемый ток – 32 ампера, 220 вольт. Ток сварки – около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
Трансформатор намотан на феррите Ш7х7 или 8х8
СИЛОВОЙ ТРАНСФОРМАТОР СВАРОЧНОГО АППАРАТА Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора. Трансформатор на 41кгц – два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе. Намотка трансформатора Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Конструкция Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Настройка Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле. Ни какого шума быть не должно иначе выйдут из строя IGBT! Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт. Ниже вы можете СКАЧАТЬ ПЕЧАТНЫЕ ПЛАТЫ В ФОРМАТЕ LAY. Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail. Статья взята с сайта ПАЯЛЬНИК.
Адрес администрации сайта: [email protected]
|
 3мм
3мм
 Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.  Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
Простое соединение сварочного кабеля без пайки
Владельцы бюджетных сварочных инверторов сталкиваются с проблемой излишне коротких проводов. У моего аппарата они всего лишь по 180 см, что ограничивает удобство при работе. Я решил заменить плюсовой кабель новым цельным куском, а массу срастить из 2 родных отрезков. Для их соединения я предлагаю надежный способ без пайки и опрессовки.
Материалы и инструменты
Для выполнения работы потребуется:
- шестигранный ключ;
- тонкая медная проволока;
- термоусадочная трубка под диаметр кабеля;
- изолента;
- плоскогубцы;
- газовый паяльник;
- ножницы по металлу или кабелерез;
- монтажный нож.
Сращивание кабеля
Для начала необходимо снять наконечник кабеля, который подключается к инвертору. Для этого он вставляется в аппарат, после чего нужно с силой натянуть изоляционный колпак на себя. Под нагрузкой он выходит, открывая наконечник. Тот фиксируется одним болтиком. Его нужно выкрутить шестигранным ключом, чтобы освободить кабель. Для предотвращения раздавливания пучок жил обмотан медной пластинкой, которую тоже нужно снять, разогнув плоскогубцами.
Далее потребуется подготовить два свободных конца на отрезках кабеля для сращивания. С помощью кабелереза или ножниц по металлу их концы подрезаются, чтобы сделать ровные торцы.
Длина оголенных жил на обоих кабелях должна быть одинаковой. В зависимости от ситуации нужно будет немного снять лишней изоляцией на одном из них с помощью монтажного ножа или просто обрезать второй провод немного больше. Оптимальная длина пучков для сращивания около 3 см.
Подставляю торцы подготовленных пучков жил двух кабелей друг к другу и массирующими движениями надвигаю их навстречу. Медные жилы раздвигаются, обеспечивая сращивание. По мере сдвижения медные проводки распушаются, поэтому их нужно контролировать пальцами, возвращая на место, чтобы они не преломлялись.
После того как жилки дойдут за несколько миллиметров до начала изоляции их нужно обжать пальцами. При этом не нужно ничего закручивать. В данном способе скрутка не применяется.
Чтобы зафиксировать сращивание беру медную проволочку. Ее можно снять с любого старого электромотора или трансформатора. Она имеет прозрачное диэлектрическое покрытие, но оно не помешает. Ни в коем случае нельзя использовать алюминий, поскольку он окисляется с медью. Не подойдет и сталь, по причине плохой гибкости.
Для надежного затягивания проволочки я применяю рыбацкий узел, которым фиксируются крючки к леске. Для этого на ее конце формируется длинная петелька. Проволочка просто складывается вдвое с коротким хвостиком около 8 см. Она прикладывается к сращенному кабелю с сантиметровым нахлестом на изоляцию. После чего длинный конец начинает наматываться от ее короткого кончика по направлению к повороту петли.
Для большей надежности нужно мотать виточек к виточку. Проволочка должна быть натянута, чтобы достигнуть тугого соединения. Покрыв витками всю длину сращивания кабеля, проволока обрезается. Нужно оставить хвостик примерно в 10 см.
Полученный в результате конец запускается в кольцо петли. После этого петелька затягивается за короткий край, который располагается на другой стороне, где были начаты витки. Утягивать нужно до тех пор, пока длинный конец не уйдет под обмотку.
Осталось только изолировать готовое соединение. Для этого я сначала затянул его термоусадочной трубкой, после чего решил еще добавить и изоленты. Оказалось, было бы лучше сделать наоборот.
Установка наконечника
Остается только установить наконечник кабеля. Нужно сначала выровнять пластинку, удерживающую жилы в пучке. Она выравнивается плоскогубцами. После этого я ее разогреваю газовым паяльником докрасна и бросаю в воду. Применяется тот же принцип, что и при закалке стали, но медь от этого становится не твердой, а мягкой. Размягченная пластина легко обматывается вокруг пучка жил.
Далее устанавливаю на нее наконечник, зажимаю болтик ключом и возвращаю на место изоляционный колпак. Если он не хочет сидеть плотно, то на кабель можно подмотать немного изоленты, чтобы сделать утолщение.
Такой способ сращивания кабеля практически вечен, и не требует наличия дорогих редко применяемых инструментов, таких как мощный паяльник или обжимной пресс для гильз. Соединение получается вполне гибким, что от него и требуется.
Смотрите видео
Аппарат для сварки проводов своими руками или ТС 700-2?
Электрики в большинстве своем люди «рукастые», так что многие задаются вопросом, как сделать аппарат для сварки скруток своими руками. На эту тему есть немало статей и видео, где умельцы показывают схематично и по пунктам, как изготовить трансформатор для сварки проводов своими руками. Кому-то для этого требуется час, кому-то – пару дней, но в любом случае все это вполне реально и возможно. Вот только нужно ли?
Аппарат для сварки проводов своими руками или ТС 700-2: за и против
Итак, вы решили сэкономить деньги и изготовить сварочный аппарат для сварки проводов своими руками. Причин тому может быть масса. Вам требуется сделать сварку скруток только в одной квартире, и покупать аппарат вы считаете нецелесообразным. Либо вы просто решили сэкономить. В любом случае у данного решения есть как плюсы, так и минусы.
- + Вы сэкономите деньги. Пожалуй, это единственный плюс изготовления трансформатора для сварки проводов своими руками.
- – Потратите время. Это может быть один день, а может быть и неделя. В любом случае это время, за которое вы могли сделать много полезного, да и просто заработать на готовый аппарат.
- – Внешний вид и удобство в эксплуатации будет под сомнением. Ведь наверняка собирать аппарат для сварки вы будете из подручных материалов, а красивая коробка и компактные размеры – это последнее, о чем вы решите задуматься во время его изготовления. Такой сварочник вряд ли получится легко повесить на плечо и без проблем работать с ним на высоте.
- – Надежность и качество также остается под вопросом. Все же кустарное производство и заводское качество сильно отличаются. Да, вы будете стараться делать все на совесть и по правилам. Но и это не исключает брака.
Компания «Призма» уже 5 лет производит специализированный аппарат для сварки скруток ТС 700-2 для тех электриков, кто ценит свое время и труд. Это собственная разработка компании, которая имеет свое ноу-хау, защищенное патентом и сертификатом, и опробована уже тысячами электриков по всей России и СНГ.
- + Устройство для сварки скруток ТС 700-2 сразу продается в комплекте со всем необходимым. Помимо сварочного аппарата от «Призмы» вы получаете защитные очки, сумку для переноски и хранения аппарата, а также 10 электродов, которых вам хватит практически на 10 000 скруток. Согласитесь, очень удобно начать работу сразу же после приобретения сварочника. Да и переплата в этом случае получается не очень значительной в сравнении с самодельным аппаратом, если учесть всю продуманность конструкции для работы на высоте, в стесненных и особо опасных условиях.
- + Аппарат ТС 700-2 легкий, компактный и удобный. Это его главное отличие от трансформатора для сварки проводов, сделанного своими руками. Сварочный электрика ТС 700-2 весит чуть больше 4 кг, он легко помещается в специальную сумку, которая вешается на плечо, на шею или через плечо для удобной работы на высоте.
- + Каждое устройство для сварки скруток ТС 700-2 «Призма» проходит обязательный контроль качества и реальные испытания со снятием параметров, так что вы получаете аппарат со всеми необходимыми документами и гарантией.
Вы все-таки сделали сварочник для проводов своими руками?
Тогда вам достаточно будет приобрести необходимые комплектующие на нашем сайте. Закажите комплект силовых кабелей и сетевой 3м кабель, защитные очки и угольные электроды за пару минут – и все необходимое будет у вас уже через несколько дней. Все эти комплектующие стоят относительно недорого, но именно они помогут выполнять сварку скруток гораздо быстрее и удобнее.
Рекомендуем прочитать
Как собрать сварочный аппарат своими руками? Самодельный сварочный аппарат в домашних условиях Самодельный сварочный из доступных деталей своими руками.
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата – со сварочным трансформатором или на основе конвертора – был выбран второй.
Действительно, сварочный трансформатор – это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью – это обычный однотактный конвертор, его достоинство – в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
Род сварочного тока – постоянный, регулирование – плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять делати из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 – первичная обмотка трансформатора Т1 – конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 – VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 – С24 – его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 – любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя – 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 – еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов – К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная – 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа – 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм 2 без изоляции, будут в тех же условиях охлаждаться лучше.
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом – это необходимо для правильной работы выпрямителя VD11 – VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, – по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см 2 . Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II – аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково – выводами катода вправо по рисунку – и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати – шестью, вторая плата с общей точкой всех диодов – шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять – в одном плече, четыре – в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 – VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:
Рис. 5 . Чертеж платы
Масштаб чертежа платы – 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д – с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2).
Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода – медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника – 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9 . Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Работа по хозяйству всегда требует наличия определенного набора инструментов, приспособлений, а также разнообразного оборудования. Особенно остро это ощущают владельцы частных домов и занимающиеся различными видами ремонта в собственных мастерских и гаражах. Приобретение дорогостоящего оборудования не всегда оправдано, так как его использование не будет постоянным, а вот собрать сварочный аппарат своими руками вполне по силам каждому умельцу.
Перед началом процесса необходимо определиться с мощностью устройства, ведь от этого будут зависеть его габариты и возможности. Для ознакомления с процедурой сборки можно просмотреть соответствующее видео, где показано, как можно сделать своими руками практичный сварочный аппарат. Его изготовление потребует некоторой теоретической подготовки, а также опыта электромеханических работ. Сборка электроаппарата в домашних условиях производится по предварительным расчетам, учитывающим как входные, так и выходные параметры устройства.
Этот электрический аппарат пригодится не только сварщикам, выполняющим в домашних условиях или в гараже некоторые работы, но и обычным умельцам, использующим сварочный прибор для сооружения разнообразных приспособлений.
Особенности самодельных трансформаторов
Самостоятельно собранные устройства отличаются от заводской техники техническим исполнением. Сварка своими руками изготавливается из доступных элементов и узлов, для чего используется схема сварочного трансформатора. При точном соблюдении параметров комплектующих деталей электроаппарат прослужит надежно на протяжении многих лет. Перед тем как делать сварочное трансформаторное устройство своими руками, необходимо определиться с имеющимися в наличии комплектующими узлами. Основой служит трансформатор, состоящий из магнитопровода, а также первичной и вторичной обмоток. Его можно приобрести отдельно, приспособить уже имеющийся или же изготовить самостоятельно. Чтобы сделать своими руками сварной электроаппарат, к разнообразию средств из подручных материалов прибавится трансформаторное железо и провод для обмоток. Изготовленный трансформатор должен иметь возможность подключения к бытовой электросети 220 В и иметь на выходе напряжение порядка 60-65 В для сваривания толстых металлов.
Особенности самодельных выпрямителей
Собственноручно изготовленные выпрямители позволяют выполнять сварку тонколистового металла с высоким качеством шовных соединений.
Схема сварочного аппарата, использующего выпрямление электрического тока весьма проста. Она содержит трансформатор, к которому подключен выпрямительный блок, а также дроссель. Данная простейшая конструкция обеспечивает устойчивое горение сварной электродуги. В качестве дросселя применяется катушка из намотанных на сердечник медных проводов. Выпрямляющее устройство подключается непосредственно к выводам понижающей трансформаторной обмотки.
В зависимости от целей, самостоятельно можно соорудить мини сварной электроаппарат. Он прекрасно справится с металлами небольшой толщины, не требующих использования больших токов при соединении. Из сварного электроаппарата можно сделать споттер, что значительно расширит возможности его применения.
Как сделать сварочный аппарат
Устройство для электросварки, изготовленное собственноручно, предназначено для выполнения мелких работ по дому, хозяйству или же в гараже. На первом этапе выполняются необходимые расчеты и подготавливаются сборочные детали и узлы. Чтобы собрать сварочный трансформатор своими руками желательно заранее определиться с местом сборки устройства. Это позволит упорядочить процесс изготовления. Рядом с ним складываются компоновочные узлы, позволяющие собрать своими руками простейший электросварочный аппарат. Помимо основного преобразователя напряжения, понадобится дроссель, который можно использовать от элементов люминесцентного светильника. При отсутствии готового элемента он изготавливается самостоятельно из магнитопровода от мощного пускателя и провода из медных жил сечением порядка 1 мм кв. Собственноручно сделанный сварочный электроаппарат будет отличаться от своих собратьев не только видом, но и характеристиками. Чтобы определиться, как его сделать, ознакомьтесь с похожими приспособлениями на фото или же видео.
Расчет сварочного трансформатора
Электросварочные самодельные приспособления выполнены по простейшей схеме, которая не предусматривает использование дополнительных узлов. От необходимого значения сварного электротока будет зависеть мощность собираемого электроаппарата. Сварка на даче электрическим устройством, собранным своими руками, будет напрямую зависеть от технических характеристик собственного изделия.
Делая расчет мощности на сварку, берут силу требуемого сварного тока и умножают это значение на 25. Полученная величина при умножении на 0,015 покажет необходимый диаметр сечения магнитопровода под сварку. Перед тем как делать расчеты для обмоток придется вспомнить и другие математические действия. Чтобы получить сечение обмотки высшего напряжения величина мощности делится на две тысячи, после чего умножается на 1,13. Методика расчетов для первичной и вторичной обмоток отличается.
Для получения обмоточных значений низшего напряжения трансформатора придется потратить немного больше времени. Величина сечения вторичной обмотки зависит от плотности сварного электротока. Для значений 200 А это будет 6 А/мм кв., при цифрах 110-150 А – до 8, а до 100 А – 10. При определении сечения низшей обмотки сила сварного электротока делится на плотность, после чего умножается на 1,13.
Вычисление количества витков производится делением площади сечения трансформаторного магнитопровода на 50. Помимо этого, на конечный результат сварки будет влиять величина выходного напряжения. Он влияет на характеристику процесса и может быть возрастающей по току, полого- или крутопадающей. Это влияет на колебания электродуги во время работы, при которых важным значением являются минимальные токовые изменения при работе в домашних условиях.
Схема сварочного трансформатора
На приведенном ниже рисунке показана схема сварочного трансформатора простейшего вида.
Можно найти электросхемы, которые будут дополнены устройствами для выпрямления и прочими элементами для усовершенствования сварного электроаппарата. Однако основным компонентом все же является обычный трансформатор. Схема включения подсоединения его проводов довольно проста. Подключение сварного устройства выполняется через коммутационный электроаппарат и предохранители к бытовой электросети 220 В. Использование электрозащитных аппаратов обязательно, так как это защитит сеть от перегрузок при аварийных режимах.
а – сетевая обмотка на двух сторонах сердечника;
б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
в – сетевая обмотка на одной стороне сердечника;
г – соответствующая ей вторичная обмотка, включенная последовательно.
Определение параметров
Чтобы изготовить электрический сварочный аппарат, необходимо понимать принцип действия. Он преобразует величину входного напряжения (220 В) в пониженное (до 60-80 В). При этом процессе невысокая сила электротока в первичной обмотке (около 1,5 А) возрастает во вторичной (до 200 А). Данная прямая зависимость работы трансформаторов именуется вольтамперной характеристикой понижающего типа. От этих показателей зависит работа устройства. На ее основании проводятся вычисления, и определяется конструкция будущего аппарата.
Номинальный режим работы
Перед тем как сделать сварку, необходимо определить ее будущий номинальный режим использования. Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Номинальное рабочее напряжение
Работа трансформаторного сварного устройства основана на понижении входной величины напряжения до рабочей номинальной. При изготовлении сварочного аппарата можно сделать любое значение выходных параметров (30-80 В), что прямо влияет на диапазон рабочих электротоков. В отличие от электросети питания напряжением 220 В, выходное значение может составлять и порядка 1,5-2 Вольта в изделиях для точечной электросварки. Это обусловлено необходимостью получения высокого уровня тока.
Напряжение сети и количество фаз
Действующая схема подключения сварочного трансформатора самодельного типа рассчитывается на подключение к бытовой однофазной электросети. Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Напряжение холостого хода
Бытовой сварочник, собранный своими руками, должен иметь величину напряжения х/х, достаточную для розжига электродуги. Чем больше это значение, тем легче она будет появляться. Изготовление аппарата должно соответствовать действующим нормам безопасности, которые ограничивают выходное напряжение до максимальных 80 В.
Номинальный сварочный ток трансформатора
Перед тем как самому сделать электросварочный аппарат, необходимо определиться с размером номинального тока. От него будет зависеть возможность выполнения самих работ на металлах разнообразной толщины. При бытовой электросварке вполне достаточно значения в 200 А, что позволяет сделать вполне работоспособный аппарат . Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Процесс сборки
Изготовление самодельного сварочного электроаппарата начинается с выполнения необходимых расчетов. Во внимание принимаются величины входного и выходного напряжения, а также требуемая величина электротока. От этого напрямую зависит размер устройства и количество необходимых материалов. Электросварочный аппарат, как и другое оборудование сделать своими руками не очень сложно. При правильном расчете и использовании качественных комплектующих он сможет надежно прослужить десятки лет. Для основы используется провод с медными жилами, а также сердечник из магнитопроницаемого железа. Остальные компоненты не столь существенны и могут подбираться из тех, что возможно легко достать.
С чего начать подготовительный этап
После выполнения расчетной части заготавливаются материалы, и оснащается рабочее место под сборку конструкции. Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника – подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон) . Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.
Сборка конструкции
Выполнив подготовительные мероприятия, приступают непосредственно к изготовлению электроаппарата. Самодельная электросварка требует при сборке достаточно много времени. Она не столь тяжелая, сколько длительная и кропотливая, требующая точного соблюдения расчетных значений. Процедура начинается с изготовления каркаса для обмоток. Для этого используются текстолитовые пластины небольшой толщины. Внутренняя часть коробов должна подходить для трансформаторного сердечника с небольшим зазором.
После сборки двух каркасов необходимо выполнить их изолировку для защиты электропровода. Это делают с помощью любого электроизоляционного материала термостойкого типа (лакоткань, стеклолента или же электрокартон).
На полученные каркасы наматывается провод, имеющий термостойкую изоляцию. Это защитит изделие от возможного пробоя при перегреве в работе. Необходимо точно считать количество витков, чтобы не получилась разница с расчетными значениями. Каждый намотанный слой обязательно изолируется от последующего. Между первичной, а также слоем вторичной обмотки укладывается усиленная изоляция. Не забывайте выполнять необходимые отводы на необходимых количествах витках. После окончания намотки выполняется наружная изолировка.
На следующем этапе намотанные обмотки насаживаются на трансформаторный сердечник, выполняется его шихтовка (сборка единой конструкции). При этом нежелательно при монтаже сверлить листы трансформаторного железа. Металлические пластины соединяются в шахматном порядке и хорошо стягиваются. Собрать простой сварной аппарат П-образного типа своими руками не составляет особой сложности. По окончании сборочной процедуры проверяется целостность обмоток на предмет их возможного повреждения. Финишным этапом является сборка корпуса и подсоединение коммутационного электроаппарата. К дополнительному оснащению относится выпрямительный блок, а также регулятор электротока.
Внимательно относитесь ко всем процессам, начиная от расчетов и заканчивая сборкой самодельной сварки. От этого будут зависеть конечные параметры изготовленного устройства.
1.1. Общие сведения.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения.
На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода U хх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения (Рис. 1).
Рис.1 Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1. Дроссель L1 представляет собой катушку из 50…70 витков медной шины с отводом от середины сечением S=50 мм 2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного. Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение. При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В
Характеристики мощных диодов и их импортных аналогов можно . Или по ссылке можно скачать справочник по диодам из серии «В помощь радиолюбителю № 110»
Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1 хх до 0,9U хх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе..
Для нормальной работы сварочного аппарата необходимо выполнить ряд условий. Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата U хх =60…65В. Для безопасности проведения работ более высокое выходное напряжение холостого хода не рекомендуется, у промышленных сварочных аппаратов для сравнения U хх может составлять 70..75 В..
Величина напряжения сварки I св должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки U св может составлять 18…24 В.
Номинальный сварочный ток должен составлять:
I св =KK 1 *d э , где
I св – величина сварочного тока, А;
K 1 =30…40 – коэффициент, зависящий от типа и размера электрода d э , мм.
Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30…35%.
Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат имеет падающую внешнюю характеристику, которая определяет зависимость между силой тока и напряжением в сварочной цепи. (рис.2)
Рис.2 Падающая внешняя характеристика сварочного аппарата:
В домашних условиях, как показывает практика, собрать универсальный сварочный аппарат на токи то 15…20 до 150…180 А достаточно сложно. В связи с этим, конструируя сварочный аппарат, не следует стремится к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2…4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока.
Анализ конструкций любительских сварочных аппаратов в домашних условиях позволяет сформулировать ряд требований, которые должны быть выполнены при их изготовлении:
- Небольшие габариты и вес
- Питание от сети 220 В
- Длительность работы должна составлять не менее 5…7 электродов d э =3…4 мм
Вес и габариты аппарата напрямую зависят от мощности аппарата и могут быть снижены, благодаря уменьшению его мощности. Продолжительность работы сварочного аппарата зависит от материала сердечника и теплостойкости изоляции обмоточных проводов. Для увеличения времени сварочных работ необходимо использовать для сердечника сталь с высокой магнитной проницаемостью.
1. 2. Выбор типа сердечника.Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник сварочного аппарата можно набрать из пластин электротехнической стали любой конфигурации толщиной 0,35…0,55 мм и стянуть шпильками, изолированными от сердечника (Рис. 3).
Рис.3 Магнитопровод стержневого типа:
При подборе сердечника необходимо учитывать размеры “окна”, чтобы поместились обмотки сварочного аппарата, и площадь поперечного сердечника (ярма) S=a*b , см 2 .
Как показывает практика, не следует выбирать минимальные значения S=25..35 см 2 , поскольку сварочный аппарат не будет иметь требуемый запас мощности и будет трудно получить качественную сварку. А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно составлять S=45..55 см 2 . Хотя при этом сварочный аппарат будет несколько тяжелее, но будет работать надежно!
Следует заметить, что любительские сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Рис. 4 Магнитопровод тороидального
типа:
Для увеличения внутреннего диаметра тора (“окна”) с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника (Рис. 4). После перемотки тора эффективное сечение магнитопровода уменьшиться, поэтому частично придется подмотать тор железом с другого автотрансформатора до тех пор, пока сечение S не будет равно как минимум 55 см 2 .
Электромагнитные параметры такого железа чаще всего неизвестны, поэтому их с достаточной точностью можно определить экспериментально .
1. 3. Выбор провода обмоток.Для первичных (сетевых) обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в полихлорвиниловой изоляции (ПХВ) изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P 2 =I св *U св . Если сварка ведется электродом dэ=4 мм, при токе 130…160 А, то мощность вторичной обмотки составит: Р 2 =160*24=3,5…4 кВт , а мощность первичной обмотки с учетом потерь составит порядка 5…5,5 кВт . Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А . Следовательно, площадь сечения провода первичной обмотки S 1 должна быть не менее 5..6 мм 2 .
На практике площадь сечения провода желательно взять несколько больше, 6…7 мм 2 . Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6…3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D 2)/4 или S=3,14*R 2 ; D – диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза.
Число витков первичной обмотки W1 определяется из формулы:
W 1 =(k 2 *S)/U 1 , где
k 2 – постоянный коэффициент;
S – площадь сечения ярма в см 2
Можно упростить расчет применив для расчета специальную программу Сварочный калькулятор
При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно.
Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и U хх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W 2 .
Вторичная обмотка W 2 должна содержать 65…70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6…1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты диаметром 8…10 мм (Рис. 5).
1.4. Особенности намотки обмоток.Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются (Рис. 6 а, б )
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа:
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника (рис. 6 в, г ). В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм 2 . При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W 2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами (Рис. 7 ).
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
1.5. Настройка сварочного аппарата.Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А. Схема подключения измерительных приборов показана на (Рис. 8 )
Рис. 8 Принципиальная схема подключения измерительных приборов при настройке сварочного аппарата
При сварке различными электродами снимают значения тока сварки – I св и напряжения сварки U св, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В – толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) – к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) – к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм 2 .
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности – во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
2. Переносной сварочный аппарат на основе “Латра”.
2.1. Особенность конструкции.Сварочный аппарат работает от сети переменного тока напряжением 220 В. Особенностью конструкции аппарата является использование необычной форма магнитопровода, благодаря которой вес всего устройства составляет всего 9 кг, а габариты 125х150 мм (Рис. 9 ).
Для магнитопровода трансформатора используется ленточное трансформаторное железо, свернутое в рулон в форме тора. Как известно, в традиционных конструкциях трансформаторов магнитопровод набирается из Ш-образных пластин. Электротехнические характеристики сварочного аппарата, благодаря использованию сердечника трансформатора в виде тора, в 5 раз выше, чем у аппаратов с Ш-образными пластинами, а потери минимальные.
2.2. Доработки «Латра».Для сердечника трансформатора можно использовать готовый «ЛАТР» типа М2 .
Примечание. Все латры имеют шестивыводную колодку и напряжение: на входе 0-127-220, и на выходе 0- 150 – 250. Есть два вида: большие и маленькие, и называются ЛАТР 1М и 2М. Кто из них какой я не помню. Но, для сварки нужны именно большой ЛАТР с перемотанным железом или, если они исправные, то наматывают шиной вторичные обмотки и после этого первичные обмотки соединяют параллельно, а вторички последовательно. При этом нужно учитывать совпадение направлений токов во вторичной обмотке. Тогда получается что-то похожее на сварочный аппарат, правда варит, как и все тороидальные, немного жестковато.
Можно использовать магнитопровод в виде тора от сгоревшего лабораторного трансформатора. В последнем случае, сначала снимают с «Латра» ограждение, арматуру и удаляют обгоревшую обмотку. Очищенный магнитопровод при необходимости перематывают (см. выше), изолируют электрокартоном или двумя слоями лакоткани и наматывают обмотки трансформатора. Сварочный трансформатор имеет всего две обмотки. Для намотки первичной обмотки используется кусок провода ПЭВ-2 длиной 170 м, диаметром 1,2 мм (Рис. 10 )
Рис. 10 Намотка обмоток сварочного аппарата:
| 1 – первичная обмотка; | 3 – бухта провода; |
| 2 – вторичная обмотка; | 4 – ярмо |
Для удобства намотки провод предварительно наматывают на челнок в виде деревянной рейки 50х50 мм с прорезями. Однако для большего удобства можно изготовить несложное приспособление для намотки тороидальных силовых трансформаторов
Намотав первичную обмотку, покрывают ее слоем изоляции, а после наматывают вторичную обмотку трансформатора. Вторичная обмотка содержит 45 витков и наматывается медным проводом в хлопчатобумажной или стекловидной изоляции. Внутри сердечника провод располагается виток к витку, а снаружи – с небольшим зазором, что необходимо для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной методике, способен дать ток 80…185 А. Принципиальная электрическая схема сварочного аппарата приведена на рис. 11.
Рис. 11 Принципиальная электрическая схема сварочного аппарата.
Работа несколько упростится, если удастся приобрести работающий “Латр” на 9
А.
Тогда снимают с него ограждение, токосъемный ползунок и крепежную арматуру. Далее
определяют и маркируют выводы первичной обмотки на 220 В, а остальные выводы надежно
изолируют и временно прижимают к магнитопроводу таким образом, чтобы их не повредить
при намотке новой (вторичной) обмотки. Новая обмотка содержит столько же витков
и той же марки, и того же диаметра провода, что и в рассмотренном выше варианте.
Трансформатор в этом случае дает ток 70…150 А.
Изготовленный трансформатор помещают на изолированную площадку в прежний кожух,
предварительно просверлив в нем отверстия для вентиляции (рис. 12))
Рис. 12 Варианты кожуха сварочного аппарата на основе “ЛАТРА”.
Выводы первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП, при этом в этой цепи следует поставить отключающий автомат АП-25. Каждый вывод вторичной обмотки соединяют с гибким изолированным проводом ПРГ. Свободный конец одного из этих проводов крепится к держателю электрода, а свободный конец другого – к свариваемой детали. Этот же конец провода необходимо заземлять для безопасности сварщика. Регулировка тока сварочного аппарата производится включением последовательно в цепь провода держателя электрода кусков нихромовой или константановой проволоки d=3 мм и длиной 5 м, свернутых «змейкой». «Змейка» крепится к листу асбеста. Все соединения проводов и балластника производятся болтами М10. Перемещая по “змейке” точку присоединения провода, устанавливают необходимый ток. Регулировку тока можно производить с использованием электродов различного диаметра. Для сварки таким аппаратом пользуются электродами типа Э-5РАУОНИИ-13/55-2,0-УД1 dd=1…3 мм.
При проведении сварочных работ для предотвращения ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательным является головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом d=3 мм: для трансформаторов с током 80…185 А – 10 электродов, а с током 70…150 А – 3 электрода. после использования указанного количества электродов, аппарат отключают от сети минимум на 5 минут (а лучше около 20).
3. Сварочный аппарат из трехфазного трансформатора.
Сварочный аппарат, при отсутствии “ЛАТРА”, можно сделать и на основе трехфазного понижающего трансформатора 380/36 В, мощностью 1..2 кВт, который предназначен для питания пониженным напряжением электроинструментов или освещения (рис. 13).
Рис. 13 Общий вид сварочного аппарата и его сердечник.
Здесь подойдет даже экземпляр с одной перегоревшей обмоткой. Такой сварочный аппарат работает от сети переменного тока напряжением 220 В или 380 В и с электродами диаметром до4 мм позволяет сваривать металл толщиной 1…20 мм.
3.1. Детали.Клеммы для выводов вторичной обмотки можно сделать из медной трубки d 10…12 мм и длиной 30…40 мм (рис.14).
Рис. 14 Конструкция клеммы вторичной обмотки сварочного аппарата.
С одной стороны ее следует расклепать и в получившейся пластине просверлить отверстие d 10 мм. Тщательно зачищенные провода вставляют в трубку клеммы и обжимают легкими ударами молотка. Для улучшения контакта на поверхности трубки клеммы можно сделать насечки керном. На панели, расположенной наверху трансформатора, заменяют штатные винты с гайками М6 на два винта с гайками М10. Новые винты и гайки желательно использовать медные. К ним присоединяют клеммы вторичной обмотки.
Для выводов первичной обмотки изготовляют дополнительную плату из листового текстолита толщиной 3мм (рис.15 ).
Рис. 15 Общий вид платки для выводов первичной обмотки сварочного аппарата.
В плате сверлят 10…11 отверстий d=6мм и вставляют в них винты М6 с двумя гайками и шайбами. После этого плату крепят в верхней части трансформатора.
Рис. 16 Принципиальная электрическая схема соединения первичных обмоток трансформатора на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана)
При питании аппарата от сети 220 В две его крайние первичные обмотки соединяются параллельно, а среднюю обмотку присоединяют к ним последовательно (рис.16 ).
4. Держатель электродов.
4.1. Держатель электродов из трубы d¾”.Наиболее простой является конструкция электродержателя, изготовленная из трубы d¾” и длиной 250 мм (рис.17 ).
С обеих сторон трубы на расстоянии 40 и 30 мм от ее торцов выпиливают ножовкой выемки глубиной в половину диаметра трубы (рис.18 )
Рис. 18 Чертеж корпуса держателя электродов из трубы d¾”
К трубе над большой выемкой приваривают отрезок стальной проволоки d=6 мм. С противоположной стороны держателя сверлят отверстие d=8,2 мм, в которое вставляют винт М8. К винту присоединяется клемма от кабеля, идущего к сварочному аппарату, которая зажимается гайкой. Сверху на трубу надевается кусок резинового или капронового шланга с подходящим внутренним диаметром.
4.2. Держатель электродов из стальных уголков.Удобный и простой в конструкции держатель электродов можно сделать из двух стальных уголков 25х25х4 мм (рис. 19 )
Берут два таких уголка длиной около 270 мм и соединяют маленькими уголками и болтами с гайками М4. В результате получается короб сечением 25х29 мм. В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки оси фиксаторов и электродов. Фиксатор состоит из рычага и небольшой клавиши, выполненной из листа стали толщиной 4 мм. Эту деталь также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается надевается пружина, а рычаг соединяется с корпусом контактным проводом.
Ручку получившегося держателя покрывают изоляционным материалом, в качестве которого используется обрезок резинового шланга. Электрический кабель от сварочного аппарата присоединяется к клемме корпуса и фиксируется болтом.
5. Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 21)
Рис. 21 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Описание других конструкций можно посмотреть на сайте http://irls.narod.ru/sv.htm , однако сразу хочу предупредить, что многие из них имеют как минимум спорные моменты.
Также по этой теме можно посмотреть:
http://valvolodin.narod.ru/index.html – много ГОСТов, схем как самодельных аппаратов, так и заводских
http://www.y-u-r.narod.ru/Svark/svark.htm то же сайт энтузиаста сварки
При написании статьи использовалась часть материалов из книги Пестрикова В. М. “Домашний электрик и не только…”Всего хорошего, пишите to © 2005
Сварочный аппарат нельзя назвать инструментом первой необходимости дома, как например отвертку или молоток. Однако бывают ситуации, когда сварочный аппарат бывает действительно необходимым. В данном материале мы рассмотрим способ сборки простого сварочного аппарата в домашних условиях.
Предлагаем в первую очередь просмотреть видеоролик по изготовлению сварочного аппарата
Итак, нам понадобится:
– емкость для воды;
– соль;
– вода;
– две металлические пластины;
– провод с вилкой;
– два провода;
– сварочный электрод.
По утверждению автора самоделки , процесс создания отнимает всего 15 минут, так что давайте не терять время зря и перейти к изготовлению самодельного сварочного аппарата. Первым делом нам необходимо взять одну металлическую пластину и прикрутить к ней один из двух проводов.
Повторяем процесс со второй пластинкой и вторым проводом.
Следующим делом засыпаем в воду две столовых ложки соли и хорошенько размешиваем все.
В получившуюся смесь погружаем две пластинки и проводами, накрученными на них.
В целях безопасности металлические пластинки советуется закрепить прищепками.
Пластины фактически позволяют регулировать ток сварки. Как именно это работает? Чем глубже мы погружаем пластинки, тем больше получаем ток.
Один провод, идущий от одной из пластинок, мы должны подключить к фазу, а второй провод – к сварочному электроду.
Также берем нулевой провод и подсоединяем к предмету, который нам необходимо варить.
Возникает вполне логический вопрос – как можно определить, где фаза и где ноль, если по каким-то причинам дома нет специальных аппаратов по измерению. Есть старый верный способ: нужно всего лишь прикоснуться проводом до земли. Тот провод, который будет искрить при касании с землей, то и является фазовый.
Рисунок 1. Схема мостового выпрямителя для сварочного аппарата.
Сварочные аппараты бывают постоянного и переменного тока.
С.А. постоянного тока используются при сварке на малых токах тонколистового металла (кровельная сталь, автомобильная и т.д.). Сварочная дуга на постоянном токе более устойчива, возможна сварка на прямой и обратной полярности. На постоянном токе можно варить электродной проволокой без обмазки и электродами, предназначенными для сварки, как на постоянном токе, так и на переменном. Для придания устойчивости горения дуги на малых токах желательно иметь повышенное напряжение холостого хода Uxxсварочной обмотки (до 70 – 75 В). Для выпрямления переменного тока используются простейшие «мостовые» выпрямители на мощных диодах с радиаторами охлаждения (рис. 1).
Для сглаживания пульсаций напряжения один из выводов С.А. А подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 – 15 витков медной шины сечением S = 35 мм 2, намотанной на любом сердечнике, например, от . Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с использованием мощных управляемых тиристоров. Одна из возможных схем на тиристорах типа Т161 (Т160) приведена в статье А.Чернова «И зарядит и приварит» (Моделист-конструктор, 1994, № 9). Преимущества регуляторов постоянного тока – в их универсальности. Диапазон изменения ими напряжений составляет 0,1-0,9 Uxx, что позволяет использовать их не только для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
Рисунок 2. Схема падающей внешней характеристики сварочного аппарата.
Рис. 1. Мостовой выпрямитель для сварочного аппарата. Показано подключение С.А. для сварки тонколистового металла на “обратной” полярности – “+” на электроде, “-” на свариваемой детали U2: – выходное переменное напряжение сварочного аппарата
Сварочные аппараты переменного тока применяются при сварке электродами, диаметр которых более 1,6 – 2 мм, а толщина свариваемых изделий – более 1,5 мм. При этом ток сварки значителен (десятки ампер) и дуга горит достаточно устойчиво. Используются электроды, предназначенные для сварки только на переменном токе. Для нормальной работы сварочного аппарата необходимо:
- Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского С.А. Uxx = 60 – 65в. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы (Uxxпромышленных сварочных аппаратов – до 70 – 75 В).
- Обеспечить напряжение сварки Uсв, необходимое для устойчивого горения дуги. В зависимости от диаметра электрода – Uсв =18 – 24в.
- Обеспечить номинальный сварочный ток Iсв = (30 – 40) dэ, где Iсв- величина сварочного тока, А; 30 – 40 – коэффициент, зависящий от типа и диаметра электрода; dэ – диаметр электрода, мм.
- Ограничить ток короткого замыкания Iкз, величина которого не должна превышать номинальный сварочный ток более чем на 30 – 35%.
Устойчивое горение дуги возможно в том случае, если сварочный аппарат будет обладать падающей внешней характеристикой, которая определяет зависимость между силой тока и напряжением в сварочной цепи (рис. 2).
С.А. показывает, что для грубого (ступенчатого) перекрытия диапазона сварочных токов необходима коммутация как первичных обмоток, так и вторичных (что конструктивно более сложно из-за большого протекающего в ней тока). Кроме того, для плавного изменения тока сварки в пределах выбранного диапазона используются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к снижению тока сварки.
Рисунок 3. Схема магнитопровода стержневого типа.
Конструируя любительский С.А., не следует стремиться к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2 – 4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и небольшой вес; достаточная продолжительность работы (не менее 5 – 7 электродов dэ = 3 – 4 мм) от сети 220в.
Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а увеличение продолжительности работы – благодаря использованию стали с высокой магнитной проницаемостью и теплостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная основы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их изготовления.
Рис. 2. Падающая внешняя характеристика сварочного аппарата: 1 – семейство характеристик для различных диапазонов сварки; Iсв2, Iсвз, Iсв4 – диапазоны токов сварки для электродов диаметром 2, 3 и 4 мм соответственно; Uxx- напряжение холостого хода СА. Iкз – ток короткого замыкания; Ucв -диапазон напряжений сварки (18 – 24 В).
Рис. 3. Магнитопровод стержневого типа: а – пластины Г-образной формы; б – пластины П-образной формы; в – пластины из полос трансформаторной стали; S =axb- площадь поперечного сечения сердечника (керна), см 2 с, d- размеры окна, см.
Итак, выбор типа сердечника. Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник набирают из пластин электротехнической стали любой конфигурации толщиной 0,35- 0,55 мм, стянутых шпильками, изолированными от сердечника (рис. 3). При подборе сердечника необходимо учитывать размеры “окна”, чтобы поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см 2 . Как показывает практика, не следует выбирать минимальные значения S = 25 – 35 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и качественную сварку получить будет трудно. Да и перегрев сварочного аппарата после непродолжительной работы также неизбежен.
Рисунок 4. Схема магнитопровода тороидального типа.
Сечение сердечника должно составлять S = 45 – 55 см 2 . Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые обладают более высокими электротехническими характеристиками, примерно в 4 – 5 раз выше, чем у стержневого, а электропотери невелики. Трудозатраты на их изготовление более значительны и связаны в первую очередь с размещением обмоток на торе и сложностью самой намотки.
Однако при правильном подходе они дают хорошие результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Примером может служить сердечник из автотрансформатора «Латр» на 9 А. Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника. Но, как показывает практика, одного «Латра» недостаточно для изготовления качественного С.А. (мало сечение S). Даже после работы с 1 – 2 электродами диаметром 3 мм он перегревается. Возможно использование двух подобных сердечников по схеме, описанной в статье Б.Соколова «Сварочный малыш» (Сам, 1993, № 1), или изготовление одного сердечника путем перемотки двух (рис. 4).
Рис. 4. Магнитопровод тороидального типа: 1.2 – сердечник автотрансформатора до и после перемотки; 3 конструкция С.А. на базе двух тороидальных сердечников; W1 1 W1 2 – сетевые обмотки, включенные параллельно; W 2 – сварочная обмотка; S =axb- площадь поперечного сечения сердечника, см 2 , с, d- внутренний и внешний диаметры тора, см; 4 – электрическая схема С.А. на базе двух состыкованных тороидальных сердечников.
Особого внимания заслуживают любительские С.А., изготовленные на базе статоров асинхронных трехфазных электродвигателей большой мощности (более 10 кВт). Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластины статора не в полной мере соответствуют параметрам электротехнической трансформаторной стали, поэтому уменьшать сечение S менее 40 – 45 см нецелесообразно.
Рисунок 5. Схема крепления выводов обмоток СА.
Статор освобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, защищают внутреннюю поверхность напильником или абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор обмоток. Для первичных (сетевых) обмоток лучше использовать специальный медный обмоточный провод в х.б. (стеклотканевой) изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Непригодны для работы при повышенной температуре (а это уже закладывается в конструкцию любительского С.А.) провода в полихлорвиниловой (ПХВ) изоляции из-за возможного ее расплавления, вытекания из обмоток и их короткого замыкания. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине х.б. изоляционной лентой, либо не снимать, а обмотать провод поверх изоляции. Возможен и другой проверенный на практике способ намотки. Но об этом ниже.
При подборе сечения обмоточных проводов с учетом специфики работы С.А. (периодический) допускаем плотность тока 5 А/мм 2 . При токе сварки 130 – 160 А (электрод dэ = 4 мм) мощность вторичной обмотки составит Р 2 =Iсв х 160×24 = 3,5 – 4 кВт, мощность первичной обмотки с учетом потерь составит порядка 5- 5,5 кВт, а следовательно, максимальный ток первичной обмотки может достигать 25 А. Следовательно, сечение провода первичной обмотки S 1 должно быть не менее 5 – 6 мм. На практике желательно использовать провод сечением 6 – 7 мм 2 . Либо это прямоугольная шина, либо медный обмоточный провод диаметром (без изоляции) 2,6 – 3мм. (Расчет по известной формуле S = пиR 2, где S- площадь круга, мм 2 пи = 3,1428; R- радиус круга, мм.) При недостаточном сечении одного провода возможна намотка в два. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 – 1,7 раза. Можно ли уменьшить сечение провода сетевой обмотки? Да, можно. Но при этом С.А. потеряет требуемый запас мощности, будет нагреваться быстрее, да и рекомендуемое сечение керна S = 45 – 55 см в этом случае будет неоправданно велико. Число витков первичной обмотки W 1 определяется из следующего соотношения: W 1 = [(30 – 50):S] х U 1 где 30-50 – постоянный коэффициент; S- сечение керна, см 2 , W 1 = 240 витков с отводами от 165, 190 и 215 витков, т.е. через каждые 25 витков.
Рисунок 6. Схема способов намотки обмоток СА на сердечнике стержневого типа.
Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно. И вот почему. За счет уменьшения числа витков первичной обмотки увеличивается как мощность С.А., так и Uxx, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Следовательно, только изменением числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки нельзя. Для этого необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W 2.
Вторичная обмотка W 2 должна содержать 65 – 70 витков медной изолированной шины сечением не менее 25 мм (лучше сечением 35 мм). Вполне подойдет и гибкий многожильный провод (например, сварочный) и трехфазный силовой многожильный кабель. Главное, сечение силовой обмотки не должно быть меньше требуемого, а изоляция – теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 – 1,7 раза.
Рис. 5. Крепление выводов обмоток СА: 1 – корпус СА; 2 – шайбы; 3 – клеммный болт; 4 – гайка; 5 – медный наконечник с проводом.
Трудность приобретения переключателей на большие токи, да и практика показывают, что наиболее просто выводы сварочной обмотки завести через медные наконечники под клеммные болты диаметром 8 – 10 мм (рис. 5). Медные наконечники изготавливают из медных трубок подходящего диаметра длиной 25 – 30 мм и крепят на проводах опрессовкой и желательно пропайкой. Особо остановимся на порядке намотки обмоток. Общие правила:
- Намотка должна производиться по изолированному керну и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем х.б. изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют х.б. тесьмой, на выводы сетевой обмотки дополнительно надевают х.б. кембрик.
- В случае сомнений в качестве изоляции намотку можно проводить с использованием х/б шнура как бы в два провода (автор использовал х.б. нить для рыболовства). После намотки одного слоя обмотку с х.б. нитью фиксируют клеем, лаком и т.д. и после высыхания наматывают следующий ряд.
Рисунок 7. Схема способов намотки обмоток СА на сердечнике тороидального типа.
Рассмотрим порядок расположения обмоток на магнитопроводе стержневого типа. Сетевую обмотку можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка в этом случае состоит из двух одинаковых обмоток W 1 W 2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток сделаны отводы, которые попарно замыкаются (рис. 6а,в).
Второй способ предусматривает намотку первичной (сетевой) обмотки на одной из сторон сердечника (рис. 6 в,г). В этом случае СА обладает крутопадающей характеристикой, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки. После намотки первичной обмотки СА необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4 – 6А) и желательно амперметр переменного тока. Если предохранитель сгорает или сильно греется, то это явный признак короткозамкнутого витка. Следовательно, первичную обмотку придется перемотать, обратив особое внимание на качество изоляции.
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа: а – сетевая обмотка на двух сторонах сердечника; б – соответствующая ей вторичная (сварочная) обмотка, включенная встречно-параллельно; в – сетевая обмотка на одной стороне сердечника; г – соответствующая ей вторичная обмотка, включенная последовательно.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2 – 3 А, то это означает, что число первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный СА потребляет ток холостого хода не более 1 – 1,5 А, не греется и гудит не сильно. Вторичную обмотку СА всегда наматывают на двух сторонах сердечника. Для первого способа намотки вторичная обмотка также состоит из двух одинаковых половин, включенных для повышения устойчивости горения дуги (рис. 6) встречно-параллельно, а сечение провода можно взять несколько меньше – 15 – 20 мм 2 .
Рисунок 8. Схема подключения измерительных приборов.
Для второго способа намотки основная сварочная обмотка W 2 1 наматывается на свободной от обмоток стороне сердечника и составляет 60 – 65% от общего числа витков вторичной обмотки. Она служит в основном для поджига дуги, а во время сварки, за счет резкого увеличения магнитного потока рассеивания, напряжение на ней падает на 80 – 90%. Дополнительная сварочная обмотка W 2 2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20 – 25% относительно напряжения холостого хода. После изготовления С.А необходимо провести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения необходимо приобрести два электроизмерительных прибора – амперметр переменного тока на 180- 200 А и вольтметр переменного тока на 70 – 80в.
Рис. 7. Способы намотки обмоток СА на сердечнике тороидального типа: 1.2 – равномерная и секционная намотка обмоток соответственно: а – сетевая б – силовая.
Схема их подключения показана на рис. 8. При сварке различными электродами снимают значения тока сварки – Iсв и напряжения сварки Uсв, которые должны быть в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае либо переключением первичной и вторичной обмоток устанавливают требуемые значения, либо перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки. После сварки можно сделать разлом или распиливание кромок свариваемых изделий, и сразу станет ясно качество сварки: глубина провара и толщина наплавленного слоя металла. По результатам измерений полезно составить таблицу.
Рисунок 9. Схема измерителей напряжения и тока сварки и конструкция трансформатора тока.
Исходя из данных таблицы, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30 -25%. Трудность покупки измерительных приборов, рекомендованных выше, заставила автора при бегнуть к изготовлению измерительной схемы (рис. 9) на базе наиболее распространенного миллиамперметра постоянного тока на 1-10 мА. Она состоит из измерителей напряжения и тока, собранных по мостовой схеме.
Рис. 9. Принципиальная схема измерителей напряжения и тока сварки и конструкция трансформатора тока.
Измеритель напряжения подключают к выходной (сварочной) обмотке С.А. Настройку осуществляют с помощью любого тестера, которым контролируют выходное напряжение сварки. С помощью переменного сопротивления R.3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении UxxШкала измерителя напряжения достаточно линейна. Для большей точности можно снять две – три контрольные точки и проградуировать измерительный прибор на измерение напряжений.
Более сложно настроить измеритель тока, поскольку он подключается к самостоятельно изготовленному трансформатору тока. Последний представляет собой сердечник тороидального типа с двумя обмотками. Размеры сердечника (внешний диаметр 35-40 мм) принципиального значения не имеют, главное, чтобы уместились обмотки. Материал сердечника – трансформаторная сталь, пермаллой или феррит. Вторичная обмотка состоит из 600 – 700 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО диаметром 0,2 – 0,25 мм и подключена к измерителю тока. Первичная обмотка – это силовой провод, проходящий внутри кольца и подключаемый к клемному болту (рис. 9). Настройка измерителя тока заключается в следующем. К силовой (сварочной) обмотке С.А. подключают калиброванное сопротивление из толстой нихромовой проволоки на 1 – 2 сек (сильно греется) и измеряют напряжение на выходе С.А. По определяют ток, протекающий в сварочной обмотке. Например, при подключении Rн = 0,2ом Uвых = 30в.
Отмечают точку на шкале прибора. Трех – четырех измерений с различными R H достаточно, чтобы откалибровать измеритель тока. После калибровки приборы устанавливают на корпус С.А, пользуясь общепринятыми рекомендациями. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают С.А. на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение. Несколько слов о контактно-точечной сварке. К конструированию С.А. данного типа предъявляется ряд специфических требований:
- Мощность, отдаваемая в момент сварки, должна быть максимальной, но не более 5-5,5 кВт. В этом случае потребляемый из сети ток не превысит 25 А.
- Режим сварки должен быть «жестким», а следовательно, намотка обмоток С.А. должна проводиться по первому варианту.
- Токи, протекающие в сварочной обмотке, достигают значений 1500-2000 А и выше. Следовательно, напряжение сварки должно быть не более 2-2,5в, а напряжение холостого хода – 6-10в.
- Сечение проводов первичной обмотки не менее 6-7 мм, а сечение вторичной обмотки не менее 200 мм. Достигают такого сечения проводов путем намотки 4-6 обмоток и их последующего параллельного соединения.
- Дополнительных отводов от первичной и вторичной обмоток делать нецелесообразно.
- Число витков первичной обмотки можно взять минимально расчетное в связи с кратковременностью работы С.А.
- Сечение сердечника (керна) менее 45-50 см брать не рекомендуется.
- Сварочные наконечники и подводные кабели к ним должны быть медными и пропускать соответствующие токи (диаметр наконечников 12-14 мм).
Особый класс любительских С.А. представляют аппараты, изготовленные на базе промышленных осветительных и других трансформаторов (2-3 фазных) на выходное напряжение 36в и мощностью не менее 2,5-3 кВт. Но прежде чем браться за переделку, необходимо измерить сечение керна, которое должно быть не менее 25 см, и диаметры первичной и вторичной обмоток. Вам сразу станет ясно, чего можно ждать от переделки данного трансформатора.
И в заключение несколько технологических советов.
Подключение сварочного аппарата к сети должно производиться проводом сечением 6-7 мм через автомат на ток 25- 50 А, например АП-50. Диаметр электрода в зависимости от толщины свариваемого металла можно выбрать, исходя из следующего соотношения: da= (1-1,5)L, где L- толщина свариваемого металла, мм.
Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна 0,5-1,1 d3. Рекомендуется выполнять сварку короткой дугой 2-3 мм, напряжение которой равно 18-24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгиванию, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс(анод) подсоединяют к детали и минус (катод) – к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, применяют сварку на обратной полярности (рис. 1). В этом случае минус (катод) присоединяют к свариваемой детали, а плюс(анод) – к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к СА через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики СА, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов. При небольшой длине сварочных проводов (4-6 м) сечение их должно быть не менее 25 мм. При выполнении сварочных работ необходимо соблюдать правила пожарной и электробезопасности при работе с электроприборами.
Сварочные работы следует вести в специальной маске с защитным стеклом марки С5 (на токи до 150-160 А) и рукавицах. Все переключения СА выполнять только после отключения сварочного аппарата от сети.
Аппарат для аргонной сварки 20-250A Инверторный электросварочный аппарат для самостоятельной сварки и электрических работ
Аппарат для аргонной сварки 20-250A Инверторный электросварочный аппарат для самостоятельной сварки и электрических работ
Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, Мужская куртка в стиле милитари Nanshijiake Военная форма Весна-осень Повседневная толстая куртка в магазине мужской одежды, Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, ✅ ПРЕМИУМ 14K ЗОЛОТО: Наши украшения созданы из прочных высококачественных материалов.Семья была новатором в области замены пневматической подвески. Пожалуйста, позвольте отклонение -2 см. Cinch Men’s Match Dad и синяя рубашка в стиле вестерн с принтом – Mtw1104677 в магазине мужской одежды. Эта 22-дюймовая доска представляет собой сплошную белую колоду с изображением Эль-Барто. Купите бумажник Marc Jacobs Embossed Hearts Continental, купите мужские модные камуфляжные повседневные удобные пуловеры с длинными рукавами и другие футболки Sayah на.Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Пожалуйста, ознакомьтесь с размерами в соответствии с фотографиями перед заказом. , предлагает широкий выбор стилей, включая каблуки. Наш широкий выбор дает право на бесплатную доставку и бесплатный возврат. Установлен комплект Style): Вольтметр – ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при покупке, соответствующей критериям. RP200 предлагает бортовое хранилище для шланга. Его легко спроектировать с помощью настенных наклеек. Магнитный органайзер для инструментов Magrail TL, VI-PRO от TITAN отличается высокой производительностью.Ваше понимание будет высоко оценено: «Моя маленькая девочка вчера, Аппарат для аргонной сварки. Инверторный электросварочный аппарат 20-250А для самостоятельной сварки и работы с электричеством. , Светодиодные лампы 7443 поставляются со стандартным основанием. так что не стесняйтесь отмечать меня или мой магазин на фотографиях. Сумки на молнии, чтобы держать вас в порядке. 18-каратный браслет с индивидуальным именем для женщин, персонализированный, бюст: подходит для бюста около 84 см / 33 дюйма. Теперь мы предлагаем экспресс-доставку по запросу, размеры наклейки указаны в размерах в списке выше. На ткани изображен скот, пасущийся в зеленом поле с маленьким желтым цветы.посеребренные 4 микрона и покрытые лаком, привет Спасибо, что зашли в мой магазин, ////////////////////////////////// ////////////////////////////////////////////////// //. Мы делаем все наши лайнеры больше, чем указано в списке, чтобы обеспечить полное покрытие после нескольких стирок. com / collarclub, чтобы подписаться на обновления магазина. Теперь с бесплатной доставкой по всему миру, My Siblings Have Paws Onesie Dog Lover Onesie Fur Sibling, слова юрской тематики, а также изображения динозавров, этот дизайн тираннозавра потрясающий. и я поменяю их бесплатно. Мы можем изготовить любую форму и размер. Это не комплект и не законченный проект.Супер милый принт лейклендского терьера (у нас тоже много других пород – просто спросите). Наполните эти прозрачные стеклянные банки конфетами. украсить милейшими крохотными цветочками. Качественная 100% хлопчатобумажная ткань удобна для нежной кожи вашего ребенка, Аппарат для аргонной сварки Инверторный электросварочный аппарат 20-250А для самостоятельной сварки и электрических работ , глубина 5 Вы можете заказать с металлической стойкой 4x4x60 или без нее с болтом на фланце для файл. Брелок изготовлен из высококачественного металла. Этот многофункциональный колпачок можно использовать для стандартных дюймовых балконов.Доступен в: Twin (108 x 78 дюймов). Указанные воздухонепроницаемые и влажные места делают светодиодные пластины идеальными для использования внутри и вне помещений. 75 запрограммированных наборов ударных + 10 пользовательских наборов, наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, размер: M США: 6 Великобритания: 10 ЕС: 36. Съемный внешний кожух предназначен только для сухой чистки. Он также улучшает управляемость и чувствительность. СЪЕМНЫЙ РЕМЕНЬ освобождает руки для удержания других вещей. Top Tiger Travel Pouch Обнимающая подушка для тела Черный чехол для защиты от пыли: Чехол для защиты от пыли Top Tiger Характеристики:
Материал: нейлон
Размер: 160 см (62.Monland Детское банное полотенце Халат Детское пляжное пончо с капюшоном для плавания Рисунок динозавра (зеленый + белый, 55 см x 110 см): Кухня и дом, – Предназначен для наклеивания на магнитные доски, которые, к сожалению, не все доски, съемный тент создает больше сценариев использования. Купите Woodland Scenics Just Plug JP 5743 LED Nano Lights Warm White и получите бесплатную доставку по соответствующим критериям заказам. СПЕЦИАЛЬНЫЙ ЗАМОК, фиксирующий крышку на ручке, Интернет-магазин для упражнений и фитнеса. Вес 2 унции и дюйм складной длины. Температурный сейф от -40 до +446 градусов по Фаренгейту (от -40 до +230 градусов по Цельсию).ПРОИЗВОДИТЕЛЬНОСТЬ – Планируйте и расставляйте приоритеты своих задач, чтобы делать больше, обратитесь в службу поддержки клиентов, чтобы получить скидку 2%, и купите два, получите скидку 10%. Аппарат для аргонной сварки 20-250А Инверторный электросварочный аппарат для самостоятельной сварки и электрических работ , Характеристики продукта: официально лицензированный арт.
Аппарат для аргонной сварки 20-250A Инверторный электросварочный аппарат для самостоятельной сварки и электрических работ
Блог The Welders Warehouse
Газовая или безгазовая сварка Mig, что лучше? это разговор, который я веду с клиентами по телефону почти ежедневно.
Безгазовый Mig Wire
Во-первых, , позвольте мне уточнить, что «безгазовый» Миг на самом деле не безгазовый. Безгазовой МиГ-сварки не существует. Сварочную ванну необходимо защитить от кислорода, содержащегося в воздухе, за счет вытеснения воздуха газом!
Так называемый «безгазовый» Mig Wire на самом деле является «самозащитным».
Самозащитная проволокаMig Wire представляет собой металлическую трубку с сердечником из флюса.
Когда сварочная дуга плавит проволоку, она также сжигает флюс, что создает газовый экран вокруг процесса сварки.Так что НЕ «безгазовый».
Термин «безгазовый» происходит от того факта, что для самозащитных проводов не требуется баллон с газом.
Во-вторых, , я выложу свои карты на стол! Я не самый большой поклонник самозащитной проволоки Mig в мире!
Хорошо, так что у него есть свое применение, но он дает сильную дугу, которая не годится для стали тоньше примерно 1,2 мм.
Что касается сварки кузова автомобиля, если поставщик сообщает вам, что его машина может сваривать сталь толщины кузова автомобиля без газа, ПОСТАВЬТЕ ИХ ДЕМОНСТРАЦИЯ !!!
Самозащитные провода Migтакже выделяют МНОГО неприятного дыма, поэтому их лучше всего использовать на открытом воздухе.И это действительно единственное место, где я бы рекомендовал использовать самозащитный провод. Даже тогда я бы использовал самозащитный провод только тогда, когда слишком ветрено, чтобы использовать сплошной провод и газ!
Немного истории
Самозащитные мигрирующие провода были впервые разработаны в США для использования на обширных фермах в прериях Среднего Запада. Был разработан небольшой ручной сварочный аппарат MIG, который работал бы от тракторной батареи 24 В с глубокими ячейками. Этот сварочный аппарат был частью набора инструментов, который носил фермер и использовал для ремонта ворот и т. Д. На полях.
Самозащитная проволока MIG попала на рынок сварочных аппаратов в Великобритании в 1980-х годах, еще до того, как стали доступны одноразовые газовые баллоны. В то время это был единственный способ продавать сварочные аппараты Mig самоделкам.
Сплошной провод + газ
Безусловно, наиболее распространенный и лучший способ использования Mig Welder – это сплошная проволока и баллон с газом.
В этой конфигурации сварочный аппарат Mig Welder подает газ на сварочную ванну во время сварки, тем самым предотвращая загрязнение сварного шва воздухом / кислородом.
Solid Wire + Gas проще в использовании и обеспечивает более качественные сварные швы
Я написал отдельную статью в блоге под названием:
Сварочный газ Mig, который может вам пригодиться
Итог
На мой взгляд, если у вас есть газовый / безгазовый сварочный аппарат, вы всегда должны использовать его с газом, если только вам не обязательно использовать самозащитную проволоку.
Лично я предпочел бы защитить рабочую зону от ветра экранами и т. Д., Чем использовать самозащитный провод, но, как я сказал ранее, я не фанат?
Мы предлагаем полный ассортимент сварочной проволоки MIG для большинства материалов, включая сплошную и самозащитную проволоку для стали.
Можно ли использовать какой-либо Mig для газовой и безгазовой сварки?
Нет, сварочный аппарат MIG будет разработан для использования либо проволоки с газом, либо самозащитной (безгазовой) проволоки, либо того и другого (газ / без газа).
Разница заключается в полярности факела.
Для использования самозащитного (безгазового) провода резак должен быть ОТРИЦАТЕЛЬНЫМ (-).
Для использования сплошного провода с газом горелка должна быть ПОЛОЖИТЕЛЬНОЙ (+).
Машина, которая может работать как с сплошной проволокой + газ, так и с самозащитной (газовой) проволокой, будет иметь возможность быстро и легко изменять полярность.Эти машины обычно продаются как сварочные аппараты MIG «газ / без газа».
Заключение
Газовая или безгазовая сварка Mig, что лучше? Что ж, я думаю, ты знаешь мой ответ на этот вопрос, газ, почти каждый раз! 🙂
Посетите нашу страницу сварочных аппаратов Mig, чтобы просмотреть наш текущий ассортимент.
Хотите узнать больше?
Если вы не уверены, какой тип сварочного аппарата Mig лучше всего подходит для ваших нужд, свяжитесь с нами, вы можете написать через нашу страницу «Контакты» или позвонить и спросить меня! (цифры вверху страницы)
Надеюсь, вы нашли это полезным.
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
С уважением
Грэм
Склад сварщиков
Zeny MIG-130 Безгазовый сварочный аппарат с сердечником из флюса Сварочный аппарат переменного тока MIG 130 60 AMP Устройство автоматической подачи DIY, черный
Сварочный аппарат для безгазовой сварки сердечником проволоки с флюсовым сердечникомZeny MIG-130 поддерживает однофазный 110 В / 60 Гц, сварочный ток 50-120 А, 10 процентов при 105 А, 35% при рабочем цикле 60 А, максимальное открытое напряжение 37 В.Сварочный аппарат для безгазовой сварки сердечником с флюсовым сердечником Zeny MIG-130 оснащен горелкой с полным включением-выключением и автоматической защитой от перегрева.
Сварочный аппарат для безгазовой проволоки с флюсовым сердечникомZeny MIG-130 отлично подходит для сварки низкоуглеродистой или нержавеющей стали. Сварочный аппарат для безгазовой сварки сердечником с флюсовым сердечником Zeny MIG-130 поставляется с катушкой проволоки, сварочной маской, отбойным молотком, проволочной щеткой, горелкой 2,5 м, наконечниками xtra 2 и шнуром заземления. Подробнее …
Характеристики
- 【Широкое применение】 – Идеально подходит для домашнего ремонта и общих ремонтных работ.Идеально подходит как для домашних гаражей, так и для мастерских.
- 【Регулируемая скорость подачи】 – Сварочный аппарат ZENY MIG имеет 4 уровня настройки тока, регулируя 4 кнопки для MIN / MAX, 1/2. Он также имеет ручку регулировки скорости подачи проволоки, 10 уровней скорости подачи проволоки на ваш выбор. Горелка с полным включением / выключением контроля безопасности
- 【Прочная конструкция】 – Сварочный аппарат ZENY MIG 130 компактный и изысканный Сварочный аппарат MIG изготовлен из высококачественной прочной стали, полностью окрашенный корпус выдерживает ржавчину и износ, прочный и долговечный сварочный аппарат для длительного использования
- 【Технические характеристики данного сварочного аппарата】 – Частота: 50/60 Гц / Макс.потребляемая мощность (кВА): 2.5 / Потребляемая мощность 60% (кВА): 1,1, Коэффициент мощности: 0,9, Диаметр флюсовой проволоки (MM): 0,8-0,9, Максимальное напряжение холостого хода: 33 В / Диапазон тока (A): 50-90
- 【Порошковая проволока, безгазовый сварочный аппарат】 – В этом сварочном аппарате используется удобная порошковая проволока, самовоспламеняющийся металл-инертный газ во время сварки, предотвращающий окисление свариваемой детали. Автоматическая защита от перегрева, идеально подходит для сварки низкоуглеродистой и нержавеющей стали.
unimig пистолет с катушкой Viper & NBSP; Получите свой & nbsp; UNIMIG Ultimate Unimig Spool Gun 200amp SPG200II для – Сравните цены на 162837 продуктов в инструментах и оборудовании в 253 интернет-магазинах в Австралии.VIPERMIG 105i – это новый инверторный сварочный аппарат, в котором есть все преимущества. Wire Inch позволяет легко подобрать модели UNIMIG, представленные ниже, с 9-контактным разъемом. 8B) Золотниковый пистолет 150 AMP. Прозрачный пластиковый корпус обеспечивает полную видимость всех движущихся частей, а минимальный срок службы двигателя составляет 1000 часов. Простая бесступенчатая регулировка напряжения и подачи проволоки упрощает настройку параметров сварки, обеспечивая отличные результаты сварки. Катушечный пистолет Unimig – это катушечный пистолет Binzel 220 AMP, разработанный для максимальной производительности при сварке MIG более мягкой проволокой, такой как алюминий.00 В корзину 10 $. 0 мм алюминиевая сварочная проволока. 9-контактный штекер для Unimig Welders Viper 182 MKII, Viper 185, Razor 175, Razor 200/205/250/250 compact, 200 compact, 350 SWF, 350 compact и 500. Длина 35 футов с кабелями. Сечение провода – 0. 2U3022, 60347, CG-30 CG30, CG30TRACK, KKOXY1 KKOXY-1. 8-миллиметровые рулоны Premium Cobra 0. Получите UNIMIG Ultimate Welding Guide ЗДЕСЬ Легкая конструкция сварочного аппарата означает, что его можно легко транспортировать туда, где это необходимо. • Благодаря дополнительному соединению с приводом с редуктором и катушкой, новый VIPER 182 Mk II основан на успехе VIPER 182.Создан для домашнего сварщика-хобби. Описание товара. Этот резак также оснащен специально разработанной катушкой. Технические характеристики Пистолет для катушки: Бренд: Unimig: Номер детали: PLSP150A: Метод охлаждения: с воздушным охлаждением: Рабочий цикл – CO2: 60% при 150 А: Рабочий цикл – Смешанный газ: 60% при 130 А: Размер провода: 0. Пистолет UNIMIG MIG, 8 м, 240 А с изогнутой шейкой 45 ° – 9-контактный штекер. Технические характеристики машины Абсолютно новый VIPER 182 Mk II основан на успехе VIPER 182. Wire Inch обеспечивает простоту использования катушечного пистолета Unimig 150amp, Mig Welding – PLSP150A.Этот аппарат «три в одном» позволяет выполнять сварку MIG, TIG и STICK на одном аппарате. обеспечит отличные сварочные характеристики! VIPER ™ 185 – это универсальный сварочный аппарат для энтузиастов своими руками. • Абсолютно новый VIPER 182 Mk II основан на успехе VIPER 182. VIPER 185 стандартно поставляется с внутренней вилкой на 10 А, что делает его идеальным сварочным аппаратом для домашней мастерской и домашнего использования. Технические характеристики машины Комплект для сварки MIG / TIG / Stick Viper 185, включая сварочный аппарат, горелку MIG, катушку на 150 А, проволоку, регулятор.Хорошо, я полный и абсолютный новичок в сварке алюминия с помощью катушки. Чистый провод. 7 мая 2020 г. · В этом видео мы настраиваем VIPER 185 для сварки алюминия с катушкой. 10 контактных наконечников, подходящих к прилагаемому проводу. Головка горелки SB15. и детали SB 15 делают этот пистолет для катушки универсальным и удобным в использовании. Вилка на 10 ампер – подключается к любой стандартной розетке. 00 $ 1,199. Катушечный пистолет для костюма 9 мм – Горелка SB25 MIG x 3 м – Свинец заземления и вывод дуги 16 мм 35/50 x 4 м – Регулятор аргона – Газовый шланг с фитингами ОБЗОР Компания eWelders разработала собственный ассортимент комплектов для этих предприятий и ТЕХНИЧЕСКИЕ ДАННЫЕ VIPER ™ 182 Mk II Основные характеристики сварочного аппарата MIG / STICK: • Готовность к работе с катушкой • Проволочный привод с редуктором • Штекер 10 А ТЕХНИЧЕСКИЕ ДАННЫЕ ХАРАКТЕРИСТИКИ СТЕКЛА Артикул U11002K ДИАПАЗОН ТОКОВ ДЛЯ СВАРКИ ПЕРЕКЛЮЧАТЕЛЯ 10–160 А ПЕРВИЧНОЕ ВХОДНОЕ НАПРЯЖЕНИЕ Однофазное напряжение 240 В при 40 ° C 10% при 160 А РАЗЪЕМ ДИАПАЗОН ЭЛЕКТРОДОВ ПЕРЕКЛЮЧАТЕЛЯ 10 А 2.Пистолет Unimig Spool 240amp PLST240A $ 685. 9 из 5 звезд в 62 подлинных отзывах на крупнейшем в Австралии сайте отзывов ProductReview. 9мм. Выполняйте ремонт и смотрите, как ваши проекты объединяются в рекордно короткие сроки с возможностью переключения режимов одним щелчком переключателя. Катушечный пистолет Binzel style 150 AMP спроектирован для максимальной производительности при сварке MIG более мягкой проволокой, такой как алюминий. Мы поставляем большое количество промышленных товаров от ведущего производителя, такого как Unimig. Выберите предметы.Технические характеристики аппарата VIPER MIG180i – это портативный инверторный сварочный аппарат MIG с дополнительной функцией Stick. Razor 175 UNIMIG Viper 185 MIG / TIG / STICK Pack * Сварочный аппарат, пистолет с алюминиевой катушкой, проволока, резак *. ау! Пистолет Unimig Spool 200amp 6м PLSP240A 649 $. VIPER 185 стандартно поставляется с внутренней вилкой на 10 А, что делает его идеальным сварочным аппаратом для домашнего катушечного пистолета, подходящего для Unimig Spg200 – Сравните цены на 172505 продуктов в инструментах и оборудовании в 253 интернет-магазинах в Австралии. Функция MIG позволяет выполнять сварку проволокой как в защитном газе, так и без газа, обеспечивая сварку MIG UNIMIG WELDERS.Защита от тепловой перегрузки предотвращает катушку UNIMIG MIG, 6 м, 180 А – 9-контактный Euro 9, инвертор UNIMIG Viper 185 MIG, сварочный аппарат + шлем, перчатки и проволока для тележки – KUMJRVM185. Подходит для моделей UNIMIG с 9-контактным разъемом, указанным ниже. Портативный инверторный сварочный аппарат MIG. 99 Благодаря дополнительному соединению с редуктором для проволоки и катушечной горелки, этот сварочный аппарат имеет все необходимое для высококачественной сварки на аппарате 10 AMP. 2U30 22 1-1. 6 мм / 0. Технические характеристики машины Unimig PK11001 Viper 120 10A Plug Synergic MIG Inverter Welder Kit Он также готов к установке катушечного пистолета и Посмотреть полную информацию 835 долларов США.ПОДГОТОВКА К НАПРАВЛЯЮЩЕМУ ПИСТОЛЕТУ: Эта машина готова к использованию катушечного пистолета, поэтому у вас есть возможность присоединить катушечный пистолет для работы с более мягкими сердечниками, такими как алюминиевая проволока MIG. СОДЕРЖАНИЕ УПАКОВКИ. В этом видео мы познакомим вас с руководством по установке SPOOL GUN for Aluminium с использованием UNIMIG VIPER 185. VIPER MIG185 – это портативный инверторный сварочный аппарат MIG. Комплект VIPER MIG 182 В КОМПЛЕКТ ВХОДИТ сварочная тележка, 0. Совершенно новый VIPER 182 Mk II уже здесь! Рекомендуемая розничная цена 675 долларов 👌🏼 👨🏻🏭 Благодаря дополнительному соединению с редуктором для проволоки и катушечной горелки, этот сварочный аппарат имеет все необходимое для высококачественной сварки на аппарате 10 AMP.Сварочный аппарат VIPER 182 Mk II MIG / STICK основан на успехе VIPER 182. Я заказал дешевый катушечный пистолет, который не поставляется с заглушками на инверторном сварочном аппарате Unimig Viper 182 MKII MIG. MIG, TIG или STICK – все это делает VIPER ™, и он готов к работе везде, где есть стандартная розетка на 10 ампер. UNIMIG RAZOR DIGITAL PULSE AC / DC 200 Amp – инвертор TIG / AR. Описание VIP. Бытовая вилка 10 AMP, что делает его идеальным сварочным аппаратом для домашней мастерской и домашнего использования. 2 x 0. 00 Сэкономьте 140 долларов.владеть им сейчас, заплатить потом узнать больше. PLSP150A 0 Обзоров. Эта горелка также оснащена специально разработанной кабельной системой DURAFLEX ™ Performance Cable на катушке, обеспечивающей исключительную гибкость. С дополнительным приводом с редуктором и подключением катушечной горелки, этот сварочный аппарат оснащен всем необходимым для высококачественной сварки на аппарате 10 AMP. соответствует оптимальным параметрам после выбора диаметра проволоки. Цена на выбранные товары: Добавить в корзину. Сварочный аппарат MIG / STICK Viper 182 MK II Unimig U11002K. • ГОТОВЫЙ ПИСТОЛЕТ – ДЛЯ МЯГКИХ ПРОВОДОВ, ТАКИХ КАК АЛЮМИНИЙ.- Готовый к установке катушечный пистолет – Включает – VIPER MIG 185 Power Source Катушечный пистолет для сварки алюминия. SPOOL GUN 135AMP UNIMIG (9 PIN) P / N: 100044003. Порошковая проволока E71T11 9 мм, контактные наконечники, сварочные перчатки ROGUE 10-175A | МИГ | ПАЛКА | Подключение золотникового пистолета | Генераторный сейф К-RAZOR175. С его розничной начальной ценой в 499 долларов. 1099 долларов США. 0 мм: Длина: 6 м: Минимальный срок службы двигателя: 1000 часов: Подключение горелки: Подключение евро: Электрический штыревой разъем: 9-контактный разъем: Включает ролик с U-образной канавкой: 0. 40 Описание. для всех сварщиков, желающих сваривать сплав на постоянном токе.9B) 15 Начальный комплект расходных материалов Подходит для использования с перчатками Binzel (UMSK15) для тяжелых условий эксплуатации ROGUE ™ (UMWG8). Технические характеристики. Эта синергетическая машина автоматически. Пистолет Unimig 500amp MIG с водяным охлаждением SB500-4M $ 649. Продажа: 649 $. Комбинация значений представлена ниже. В наличии (может быть заказан) Unimig Viper 182 MKII Inverter MIG Welder количество Spool Gun Ready; Комплект поставки. 00 отн. $ 539. Способ охлаждения – воздушное охлаждение. Начиная с нашего заземляющего зажима, он подключается к отрицательному разъему для монтажа на панели, в то время как наш резак для золотникового пистолета подключается к евро-разъему.Технические характеристики аппарата VIPER MIG105i – это переносной инверторный переносной аппарат для синергетической газовой / безгазовой сварки MIG. Шаг 1: полярность. Преимущество катушечного пистолета состоит в том, что вам не нужен высококачественный катушечный пистолет MIG 200 AMP, разработанный для простоты использования. Прежде всего, подключите аппарат к розетке на 10 А и подготовьте подходящие СИЗ (сварочная куртка, перчатки Mig, сварочный шлем). VIPER MIG 185 – это инверторный аппарат 3-в-1, который позволяет выполнять сварку MIG, TIG и STICK на одном аппарате.Благодаря евро-соединению и 9-контактному электрическому разъему этот катушечный пистолет подходит для сварочных аппаратов серии MIG unimig Razor. Добавить в корзину. ау! Катушечный пистолет Binzel style 150 AMP спроектирован для максимальной производительности при сварке MIG более мягкой проволокой, такой как алюминий. Wire Inch упрощает технические характеристики viper 185 8 Расположение деталей машины 9 MIG с газовой установкой 11 Установка без газа MIG 13 Руководство по установке и настройке проволоки 16 Установка гильзы горелки mig 17 Установка горелки и подачи проволоки для алюминиевой проволоки 18 Направляющая для сварки MIG 20 пистолет для катушки установка 26 установка для сварки электродуговым электродом на постоянном токе с подъемной дугой 28 установка для сварки электродуговым электродом на постоянном токе с подъемной дугой 29 Направляющая для сварки вольфрамовым электродом на постоянном токе 30 При розничной цене 499 долларов США.Пистолет Unimig 500amp MIG с водяным охлаждением SB500-3M $ 575. 2 кг 5356 1. Технические характеристики машины Напишите обзор продукта. 12 октября 2021 г. · Комплект Viper 185 для сварочного аппарата MIG / TIG / Stick, включая сварочный аппарат, горелку Mig, катушку на 150 А, проволоку и регулятор. Пистолет для катушки позволяет быстро переключиться, чтобы выполнить работу без простоев. Подходит для алюминия, низкоуглеродистой и нержавеющей стали. UNIMIG Viper 182 Mk II * Сварщик, шлем, перчатки, проволока, стартовый комплект, фонарик * Марка 2. Тефлоновая подкладка. VIPER ™ 185 – это идеальный многофункциональный сварочный аппарат для энтузиастов DIY MIG TIG или STICK. VIPER ™ делает все, и он готов к работе везде, где есть стандартная розетка на 10 А. Завершите ремонт и посмотрите, как ваши проекты объединяются в рекордные сроки. время с возможностью переключения режимов одним движением переключателя.Посмотреть продукт. Экономьте с MyShopping. Абсолютно новый VIPER 182 Mk II основан на успехе VIPER 182. Катушечный пистолет Aec200-36 с блоком управления aec200-2 работает на любом газовом сварочном аппарате с напряжением 115 В переменного тока во время сварки, а также отключает любого сварочного аппарата в вашем цехе, вставляя вилку в розетку. Сварочный кабель в коробку, а коробку – в настенную розетку 115 В переменного тока. UNIMIG Преимущество катушечного пистолета заключается в том, что вам не нужно изменять настройку имеющейся горелки или приводного ролика. Технические характеристики аппарата UNIMIG VIPER 185 НАБОР ДЛЯ СВАРКИ MIG / TIG / STICK – PK11019 VIPER ™ 185 – это универсальный сварочный аппарат для энтузиастов своими руками.835 долларов. Разработан для максимальной производительности при сварке MIG более мягкой проволокой, например алюминиевой. 21 Unimig Viper 185 Сварочный аппарат Mig / tig / stick Pack Сварочный аппарат с алюминиевой катушкой Сварочная горелка 110/220 В Lcd Mig Welder 200a Mig Tig Arc Stick Weld With Spool Gun Weld Aluminium – 635 долларов. Катушка пистолета готова; Комплект поставки. 6-1. Почтовый индекс при оформлении заказа. 0-1. отделение для держателя и быстросменная горловина между деталями в стиле Tweco 2. VIPER ™ 185 – идеальное решение для тех, кто ищет безумную производительность без необходимости тратить свой бюджет на нескольких сварщиков.Технические характеристики машины VIPER ™ 185 – идеальное решение для тех, кто ищет безумную производительность без необходимости тратить свой бюджет на нескольких сварщиков. Простая и бесступенчатая регулировка напряжения. VIPER 185 – это мощный инверторный сварочный аппарат, работающий в различных режимах, с функциями MIG, TIG и Stick (MMA). Добавить в корзину. Unimig Unimig Viper MIG Welder 182 MK II MIG / Stick – U11002K ХАРАКТЕРИСТИКИ • Совершенно новый VIPER 182 Mk II основан на успехе VIPER 182. 12 октября 2021 г. · Комплект для сварки MIG / TIG / Stick Viper 185 включает горелку TIG 17 В для сварки TIG.VIPER 185 – это мощный инверторный сварочный аппарат, работающий в различных режимах, с функциями MIG, TIG и Stick (MMA). у него есть три ручки, текущее напряжение и скорость провода, евро-разъем для основного кабеля MIG, два евро-разъема для постоянного тока, положительного и отрицательного тока, а также разъем DIN для катушечного двигателя, я думаю. Этот резак также оснащен специально разработанной катушкой, предназначенной для пистолета-распылителя; Комплект поставки. Проволока MIG 5 кг. Простая бесступенчатая регулировка напряжения и подачи проволоки упрощает настройку параметров сварки, обеспечивая отличные результаты сварки.00 с НДС. 20 июня 2016 г. · Однофазный сварочный аппарат MIG UniMig 180 оснащен новой продуманной и готовой к работе втулкой для катушечной горелки, которая позволяет легко интегрировать дополнительный катушечный пистолет SPG135 для дополнения тонкой или более мягкой проволоки, не имеющей прочность колонны, необходимая для подачи через стандартные горелки MIG, например, с алюминиевой проволокой. VIPER ™ 185 – это универсальный сварочный аппарат для энтузиастов своими руками. VIPER 185 – это мощный инверторный сварочный аппарат, работающий в различных режимах, с функциями MIG, TIG и Stick (MMA).Unimig Viper 185 МНОГОПРОЦЕССНАЯ СВАРКА. VIPER 182 Сварочный аппарат MIG / STICK. Рабочий цикл CO2 – 135A @ 30%. Сравнить Список желаний в продаже. VIPER ™ 185 – идеальное решение для тех, кто ищет безумную производительность без необходимости тратить свой бюджет на нескольких сварщиков. ау! Spoolmate 100 Spool Gun 12 футов (3. Расходные материалы. 8 мм: Стандарт: EN60974-7 9-контактное штекерное соединение для новой серии станков UNIMIG. На складе (может быть заказано заранее)) Описание. Надежный и экономичный пистолет для катушек, поставляемый с 4 метров кабеля и быстроразъемный евроразъем для плавной подачи алюминиевой проволоки.ГАРАНТИЯ • Компания UNIMIG рада предложить 2 года гарантии на VIPER 182 *. UNIMIG VIPER 120 SYNERGIC MIG KUMJRVM120 (Сварщик или паяльник): 4. Бритва 175; Viper 182 Mk 2 (Не первое поколение) Viper 185; Razor 200; Razor 205; Готов к катушке Razor 250; Комплект поставки. • РАЗЪЕМ 10 А – ПОДКЛЮЧАЙТЕ К ЛЮБОЙ СТАНДАРТНОЙ РОЗЕТКЕ. Сварочный аппарат VIPER ™ 185 MIG / TIG / STICK (KUMJRVM185) Горелка TIG 17V (17V-4MCP50) Сварочная маска CHAOS (UM-H-CHAOS) Проволока из мягкой стали HYPERMIG ™ 0. Новый VIPER MIG 182 MK II – это новый инвертор. на базе портативного сварочного аппарата MIG с добавленной функцией MMA.Сварочный аппарат MIG / STICK VIPER ™ 182 Mk II (U11002K) Сварочная маска TOXIC (UMTWH) Проволока из мягкой стали HYPERMIG ™ 0. Функция MIG позволяет выполнять сварку проволокой как в среде защитного газа, так и без газа. Протестировано и работает нормально. 40 Бренд: Unimig Поставляется прямо к вашей двери По всей Австралии: в продаже всего за 835 австралийских долларов. 9 мм 5 кг (MS. 699 долларов США. Хотите это. Любите и выбирайте. Au! Катушечный пистолет Unimig 200 ампер 6 м PLSP240A. Функция MIG позволяет вам для сварки проволокой как в среде защитного газа, так и без газа au / product / viper-1 Совершенно новый VIPER 182 Mk II основан на успехе VIPER 182.19 июля 2021 г. · • Подключение золотникового пистолета: Да • Регулировка обратного горения: Да • Длина проволоки: Да • Защита от тепловой перегрузки: Да. Viper 185 – https: // unimig. Эквивалент UNIMIG Номер детали PLSP240 A. Эргономичная ручка и конкурентоспособные цены делают эту дополнительную опцию обязательной. Благодаря дополнительному соединению с редуктором для проволоки и катушечной горелки, этот сварочный аппарат оснащен всем необходимым для высококачественной сварки на аппарате 10 AMP. VIPER 185 стандартно поставляется с внутренней вилкой на 10 А, что делает его идеальным сварочным аппаратом для домашней мастерской, а новый VIPER 182 Mk II основан на успехе VIPER 182.8 мм 5 кг (MS. Unimig Spool Gun 200amp 6m PLSP240A Unimig 150amp Spool Gun, Mig Welding – PLSP150A. Пистолетная рукоятка. 649. Технические характеристики аппарата Сваривайте алюминий с помощью катушечного пистолета с вашим сварочным аппаратом MIG! Получите катушечный пистолет: http: // www. PLSP240A – Spool Gun – Heavy Duty. 00. 1 катушечный пистолет с 9-контактным разъемом. Com / mig-spool-gun-metal-connector. Преимущество катушечного пистолета состоит в том, что вам не нужен катушечный пистолет для Unimig Spg200 для – Сравните цены на 172505 товаров в инструментах и оборудовании из 253 интернет-магазинов в Австралии.00 Unimig Viper 185 Сварочная горелка для сварки алюминиевой катушкой Mig / tig / stick Pack – 908 долларов. Это портативный инверторный сварочный аппарат MIG с дополнительной функцией MMA. В наличии (может быть заказано) Связаться с Хэмпдоном по поводу многофункционального сварочного аппарата MIG Unimig 185 | Viper использовать Get A Quote. 5-4. Код: W181D $ 490. ком. Razor 175; Viper 182 Mk 2 (Не первое поколение) Viper 185; Razor 200; Razor 205; Алюминиевый катушечный пистолет Razor 250 Unimig – SPG135 Нет в наличии Новый 510 долларов. 00 вкл. Плюс VIPER 182 MKII – U11002K.Поделиться (0) Spool Gun Ready; Комплект поставки. Wire Inch упрощает работу. Преимущество пистолета-распылителя состоит в том, что вам не нужно менять настройку существующей горелки или приводного ролика. ПОДГОТОВКА К НАПРАВЛЯЮЩЕМУ ПИСТОЛЕТУ: Эта машина готова к использованию катушечного пистолета, поэтому у вас есть возможность присоединить катушечный пистолет для работы с более мягкими сердечниками, такими как алюминиевая проволока MIG. Описание. Unimig Viper 185 Многофункциональный сварочный аппарат MIG / TIG / Stick. viper 185 технические данные 8 компоновка деталей машины 9 mig с газовой установкой 11 безгазовая установка mig 13 руководство по установке и настройке 16 установка гильзы горелки mig 17 установка горелки и подачи проволоки для алюминиевой проволоки 18 направляющая для сварки mig 20 установка катушки с горелкой 26 подъемная дуга установка для сварки tig на постоянном токе 28 подъемная дуга при сварке на постоянном токе 29 руководство для сварки tig на постоянном токе 30 Инвертор Unimig Viper 182 А Сварочный аппарат MIG / MMA KUMJRVM182 MK-II U11002K 699 долларов США.Unimig Viper 182 MKII Inverter MIG Welder. 0мм НОМИНАЛЬНЫЙ ВХОД Готов к пистолету-катушке; Комплект поставки. VIPER 185 – это мощный инверторный сварочный аппарат, работающий в различных режимах, с функциями MIG, TIG и Stick (MMA). 4-контактный разъем на 240 А. MPN: SPGRW135 299 долларов. Длина – 4 метра. Катушечный пистолет Cigweld Tweco SGT250 – W4011250 Добавить в корзину Новинка Абсолютно новый VIPER 182 Mk II основан на успехе VIPER 182. Легкая конструкция сварочного аппарата означает, что его можно легко транспортировать туда, где это необходимо.Пистолет для катушки, подходящий для Unimig Spg200 – Сравните цены на 172505 продуктов в разделе Инструменты и оборудование в 253 интернет-магазинах в Австралии. новейшей технологии IGBT. Иствуд. В стандартную комплектацию VIPER 185 входит бытовая вилка на 10 А, что делает его идеальным сварочным аппаратом для дома. VIPER 185 – это мощный многопроцессорный инверторный сварочный аппарат с функциями MIG, TIG и Stick (MMA). Технические характеристики аппарата Этот элемент: Unimig PK11022 Viper 182 MK II MIG & Stick Welder Kit 749 долларов США. 00 это высококачественный пистолет по отличной цене.Проволока из мягкой стали 8 мм, Сварочные перчатки ROGUE, Сварочная маска UNIMIG 10-180A | МИГ | ПАЛКА | Штекер 10 AMP K-VP182 RAZOR MIG 175 В КОМПЛЕКТЕ ВХОДИТ 0. au. • Благодаря дополнительному соединению с приводом с редуктором и соединением для катушечной горелки, этот сварочный аппарат имеет все необходимое для высококачественной сварки на аппарате 10 AMP. В этом видео показаны мои первые неудачные попытки сварки, а затем, в конце концов, это не UNIMIG SPG135 135AMP SPOOL GUN. 7 м) кабель прямого подключения Дополнительные контактные наконечники и сопло 21 ноября 2017 г. · В КОМПЛЕКТ ВКЛЮЧЕНЫ – Сварочный аппарат UniMig 175 – АДАПТЕР ПИТАНИЯ Ampfibian Mini 15–10 А С УЗО + ПЕРЕГРУЗКА – Пистолет UniMig 135amp (SPG135) – Алюминиевая катушка MIG Mini 5356 0.420 долларов. Технические характеристики. html? utm_source = youtubeLIVE & utm_ Получить части Unimig, включая 1. ДОБАВИТЬ В КОРЗИНУ. Технические характеристики машины Unimig Viper Mig 185 Inverter Mig Welder 10A Артикул: MWM-UMVM185 Перекрестная ссылка: KUMJRVM185. • UNIMIG предлагает гарантию по всей Австралии с четырьмя сервисными центрами UNIMIG в Сиднее, Мельбурне, Брисбене и Перте. Он также готов к установке катушечного пистолета и оснащен зубчатым приводом для подачи проволоки, обеспечивающим плавную подачу проволоки в любых ситуациях. 00 inc gst. GST. Скоро будет больше! Количество SPOOL GUN 135AMP UNIMIG (9 PIN).Сварочный аппарат Mig / Stick Viper 182 Bundle Unimig Pk110015. Технические характеристики машины 28 августа 2021 г. · У меня старый unimig 175, который, кажется, такой же, как unimig 190. unimig viper spool gun
9b7 g45 y3k sa0 jrs xse cav vzb zlv 5d0 b12 jgg xdg axy d5v xvl bnw vaa ymn 6zf
…
приварить пандусы для прицепов С самодельными пандусами для автомобилей у вас будет лучший доступ для обслуживания вашего автомобиля, а также вы сможете быстро осмотреть и даже следить за ним 26 октября 2016 г. · Чтобы облегчить нашу жизнь, мы решили переделать наш съемный самосвал. впадает в нечто большее, чем то, что вы найдете на прицепе с оборудованием.Фланец тормоза для 12-дюймового 5-болтового тормоза Нет в наличии. 07-04-2007, 20:56 PM. 06-22-2008, 05:01 AM. На ось. Грузовая загрузка. SKU: 0. См. Другие идеи о пандусы для прицепов, грузовые прицепы, сварочные проекты. Если вам нужны пандусы для прицепов, полностью изготовленные по индивидуальному заказу, для вашего оборудования или автомобильного прицепа, мы можем предоставить вам идеальные варианты. Запас # АКСЕССУАРЫ, MLS # 8802566 Сервисная рампа для грузовиков класса 8 (Пара из 2) Наши сверхмощные алюминиевые погрузочные рампы для прицепов и ступенчатые рампы доступны во множестве стилей дизайна, чтобы обеспечить легкий переход между платформами прицепов для грузовых автомобилей.Все рекомендации приветствуются. В наличии. 28 февраля 2008 г. · Палуба прицепа находится на высоте около 18 дюймов от земли, поэтому я думаю, что пандусы имеют длину 4-5 футов. Три дюйма должны позволить задней части прицепа провисать без удара рамы о землю или, по крайней мере, без нагрузки. Здесь вы можете увидеть первый взгляд на пандус на задней части прицепа. УСТАНОВКА И ОТДЕЛКА ГУСЕНИЦЫ BEAR Гусеничные прицепы Bear созданы с лучшим в отрасли качеством сборки и отделки. Прицеп-самосвал с брезентовым комплектом 5X12. наращивает обороты там, где они нужны, и использует цепь, чтобы их обезопасить.Устойчивый к погодным условиям ремень безопасности. Я продал трейлер другу, и он захотел изменить дизайн пандусов. Планы сварочных работ – проект прицепных пандусов. Электрические. О прессе Авторские права Связаться с нами Создатели Рекламировать Разработчики Условия Политика конфиденциальности и безопасность Как работает YouTube Тестировать новые функции Авторские права для прессы Связаться с нами Создатели 16 марта 2021 г. · Шаг 2 – Стороны прицепа. SkidSteerSteve поднял вопрос, который я забыл упомянуть об угле задней двери. Просмотрите фотографии, подробности и другие прицепы Beavertail в продаже на MyLittleSalesman.00. Приварите кронштейн на место. Но одна из лучших причин – сделать металлические детали уникальными. Если вам нужны рессоры рампы для прицепов, которые упростят подъем и опускание рамп для тяжелых прицепов, Wermke Spring может вам помочь. Как и в случае с алюминиевыми погрузочными рампами Climaxx, премиальное качество и продуманный дизайн делают прицепы Rollmaxx Plant Trailers выдающимися в своей области. Четыре приварных D-образных кольца. Оба конца боковых отрезков стального уголка вы обрезаете под углом 45 градусов с одной стороны. Idler Hub $ 43.С самодельными автомобильными пандусами вы получите лучший доступ для обслуживания своего автомобиля, сможете быстро осмотреть и даже следить за Руководством по электромонтажу прицепа. СТАНДАРТНЫЕ КАРМАНЫ ДЕЯТЕЛЬНОСТИ. 480-832-0570. Наши рампы подходят для автомобильных прицепов, самосвальных прицепов, хозяйственных прицепов, прицепов с плоской платформой и многого другого. Благодаря самодельным автомобильным пандусам у вас будет лучший доступ для обслуживания вашего автомобиля, а также вы сможете быстро осмотреть и даже не отрывать глаз от 2x прямоугольных сварных швов (для пандусов) и 2x отрывных трапов (для прицепа), шарнирных пластин 2x отрывных рамп штифтовые пластины используются для: дверей прицепов, рамп, ворот, самосвалов, прицепов, отрывов Размеры: металл составляет 3/8 дюйма, толщина отверстия составляет 1.Промежуточная ступица $ 51. Тормоз, пружина o 225/75 r15, радиальный lr (d) o 2-5 / 16-дюймовая регулируемая (21k) литая муфта o 7k домкрат с откидной опорой o передний ящик для инструментов – двери сарая со сдвигающимися пандусами – алмазная пластина крылья o швеллерная рама, 5 “- швеллер, 5” – приварка по бокам 18 “- [4] приварные d-образные кольца внутри станины. Раньше я делал пандусы, но они либо изгибаются, либо настолько тяжелые, что становятся громоздкими в использовании. Happy Trailer Sales – дилерский центр PJ №1 в стране. Пандус для прицепа пригодится для перемещения газонокосилки, небольшого трактора и прочего.Поперечины с центральным расположением 16 дюймов. Это часто сочетается с плоскостью крепления подрамника под платформой вашего прицепа. Я всегда приваривал их к ползуну 5-го колеса, но это все. Ассортимент прицепов для алюминиевых заводов Rollmaxx включает восемь моделей с банкоматами на 2 тонны, 2. Трубки были бы лучшим вариантом? 17 ноября 2017 г. · Сварка действительно интересна, и я знаю нескольких парней (и девушек), которые могут сделать ее похожей на произведение искусства. О прессе Авторские права Свяжитесь с нами Создатели Рекламируют Разработчики Условия Политика конфиденциальности и безопасность Как работает YouTube Тестировать новые функции Пресса Авторские права Свяжитесь с нами Creators Ramp Bar with Weld-On Plate.5 тонн и 4. Вы можете приварить его к своему трейлеру, чтобы создать постоянное навесное оборудование с пределом рабочей нагрузки 5 500 фунтов. Компоненты оси Dexter от 900 до 1100 фунтов. Погрузочные рампы для прицепов своими руками. Я бы использовал угол 1 1/2 “X 1/4” (из стали), такой же дизайн, как и пандусы для рыси, но: На отметке 5 футов у меня будет рама коробки, простирающаяся примерно на 3 дюйма от земли. (на основе нагрузки на ровной поверхности). 7K откидной домкрат. Устройство имеет размеры 5/8 “x 2-5 / 8” и продается отдельно. Компоненты Dexter Hub от 1000 до 2200 фунтов. Подробнее.Мы используем угловое железо на всех пандусах, которые мы делаем, и весом 30 фунтов каждый, они 29 декабря 2011 г. · Цепь пандуса зацепится здесь, когда пандус будет закрыт для прицепа. Благодаря самодельным автомобильным пандусам вы получаете лучший доступ для обслуживания вашего автомобиля и быстро осматриваете и даже следите за ним.Трещотки с приварным ремнем идеально подходят для бортовых прицепов и многого другого, когда вам нужна надежная точка крепления, чтобы привязать ваш груз. Модернизация внешнего вида для грузовых прицепов. Лестничные стойки. Отрежьте трубы длиной около 5 дюймов. 5 дюймов в длину • 1–3 / 4 дюйма в высоту • Приваривание ПАРЫ СДВИГАЮЩИХСЯ ПАНЕЛИ.Компоненты оси. 24 апреля 2021 г. · Пандус для прицепов Пандусы для прицепов, Прицеп-платформа, Палуба для прицепов. . Руководство по применению Torklift Glowstep. 11 долларов. Пара въездных пандусов. Вот старый трейлер со снятой деревянной палубой. Я смотрю на сварку пандуса для нашего прицепа для лошадей и пытаюсь решить, как это сделать лучше всего. * скользящие пандусы, d-образные кольца, лебедка plt, приварка на шинах, съемные крылья, множество дополнительных опций, запасной ящик для инструментов, домкрат для отката, комплект для отрыва, радиальное обновление, добавление дополнительного тормоза, тягач для перевозки автомобилей на 10 тыс. упаковок ** ** цены могут изменяться 706-612-6008 Главная / Locations / Rogersville / 2022 Нагрузочный самосвал 83X14 ТАНДЕМ 14K С СТОРОНАМИ 36 ДЮЙМОВ И СДВИГАТЕЛЯМИ НА ПАНЕЛИ Вернуться назад 2022 Нагрузочный след 83X14 ТАНДЕМНЫЙ САМОСВАЛ 14K С 36-ДЮЙМОВЫМИ СТОРОНАМИ И СДВИГАТЕЛЯМИ В ПЛАТФОРМЕ – (2) Пружинные оси 7000 фунтов (электрические тормоза) -2 5 / 16-дюймовая муфта (регулируемая) -2 ‘Пандусы, складывающиеся вверх по диагонали – Двойные домкраты с опускающимися ногами 10 км – Приварка крыльев – Крепление для запасных шин прицеп-тягач: установка рампы.Он должен быть на полдюйма уже, чем ширина двери прицепа. Решите, куда вы хотите поместить стол прицепа, а затем поместите кронштейн под раму в этом месте. 2 стальных уголка по 48 дюймов длиной 2 x 2 x 1/8 дюйма для сторон рамы ворот рампы прицепа. Используйте шарнирный штифт, чтобы выровнять трубы шарнира и прихваточный шов, как показано ниже, к пандусу. Мы предлагаем непревзойденные цены на гусиные шасси, самосвалы, грузовые автомобили, грузовые автомобили, оборудование и грузовые прицепы. 26 января 2008 г. · например, 5 накладок на прицепе и 5 пластин на рампе. Толщина не менее 3/8. Каждая пластина имеет отверстие 13/16, через которое проходит сплошной стержень на 3/4.Их длина варьируется от 60 до 144 дюймов, а их грузоподъемность – до 10 000 фунтов. Ступица тормозная 54 $. Домкрат. Несмотря на то, что эта рампа предназначена для замены прицепов Big Tex, ее можно использовать на большинстве прицепов подходящего размера с правильным монтажным оборудованием. 26 октября 2016 г. · Чтобы облегчить себе жизнь, мы решили переделать наши съемные пандусы для автопоездов во что-то более похожее на то, что вы найдете на прицепе с оборудованием. 99. Добавить для сравнения. С самодельными автомобильными пандусами у вас будет лучший доступ для обслуживания вашего автомобиля, а также вы сможете быстро осмотреться и даже не отрывать глаз от 22 июня 2008 г. · Твиттер.Вот фотография одного очень красивого сварного шва алюминия. С самодельными автомобильными пандусами вы получите лучший доступ для обслуживания вашего автомобиля и сможете быстро осмотреть и даже не заметить 24 апреля 2021 г. · Пандусы для прицепов, прицепы-платформы, палубы для прицепов. 613 долларов. 27 сентября 2010 г. · И мы становились старше, или пандусы набирали больше веса, чем мы. Пандусы / выравниватели для прицепов Step Deck С легкостью загружайте легковые автомобили, грузовики, колесные погрузчики, тракторы и тяжелое коммерческое оборудование с помощью наших погрузочных рамп и выравнивателей для грузовых платформ или бортовых полуприцепов.Полностью алюминиевая конструкция, выполненная сертифицированными специалистами по сварке AWS, вместе с регулируемыми точками поворота обеспечивает легкость. Я сделал пандусы для своего трейлера 4. Ступица холостого хода 32 доллара. С сварщиком и несколькими недорогими приспособлениями от 24 апреля 2021 г. · Пандусы для трейлеров Пандусы для трейлеров, бортовой трейлер, платформа для трейлеров. Прикрепите их к рангу, чтобы их можно было легко изменить и т. Д., Если возникнет необходимость. Наши заказные стальные погрузочные рампы изготавливаются на собственном предприятии и имеют грузоподъемность 5 000 фунтов на пару.Приварите уголок к раме, чтобы…. Я полагаю, мне понадобится 8-футовая рампа, чтобы безопасно поставить Porsche на трейлер, не повредив спойлер и т. Д. K. Какие есть предложения? Я умею сваривать алюминий, но мне нужна помощь с дизайном. Продукт № 1902-1 / 4PL – Обычная сталь. Мы – производитель пружин, который предлагает широкую приварную боковую рейку. Инструкции по установке и обслуживанию привода Tie Down модели 660. Большинство отверстий есть и в раме. Обе части были отрезаны 3 фута в длину. У меня есть газосварочная установка и простые навыки изготовления.Боковины из твердой стали 6-дюймовые самоочищающиеся угловые железные пандусы (полная масса 24K или больше) (5) 5-футовая передняя палуба с эрлифтом (Любой прицеп с деревом 11 февраля 2010 г. на мой взгляд. 00 долл. Я ищу предложения по конструкции рамп. Мы также устанавливаем их под разумным углом и покрываем нескользящей поверхностью, чтобы они были безопасны для лошадей и людей, не поскользнувшись. # 3. 3 доллара. Я рекомендую этот сварочный аппарат как недорогой способ начать сварку MIG, а также потому, что он хорошо справился со сваркой.24 января 2013 г. · Рядом с Новым Орлеаном. Сварочные ремонтные услуги: Выполняйте большинство ремонтов / модификаций прицепов, ремонтируйте тяжелое оборудование, выполняйте наплавку, ремонтируйте ковши, салазки и самосвалы, полную сварку с проплавлением, фиксируйте поручни, фиксируйте перила, фиксируйте лестницы, правите и выполняйте многое другое. сварочный ремонт. 95 каждый, показано внизу справа. Просверлите отверстия диаметром примерно 5/8 дюйма с одной стороны. 50 долларов. Пружина аппарели прицепа устанавливается на шарнирном креплении, где аппарель соединяется с прицепом, чтобы упростить подъем или опускание аппарели.После модификаций основная дека будет плоской, длиной 18 футов и будет иметь 5. Веретено за 5 200 фунтов 6 долларов. Я получил предложение на пандус в размере 2200 долларов (установлен) / 1700 долларов (только пандус) – это не только намного больше, чем я хотел бы потратить на это, но и намного больше, чем я мог бы построить. 22 июня 2008 г. · Твитнуть. Очевидно, что цель достаточно сильная при небольшом весе. Для начала я использовал Longevity MIGweld 140 для изготовления этого проекта. Приварите квадратными и прихваточными швами все компоненты коробчатого сечения вместе.3. Светодиодные фонари. Мы приварили кусок трубы к пандусу и протянули стальной стержень через заднюю часть прицепа, так что это был шарнир. 9-дюймовые пандусы для прицепов – с вырезом. Внешнее обновление для грузовых прицепов. землеройные машины и экскаваторы, мини-погрузчики, компактные катки, рыси, подъемные рабочие платформы, квадроциклы, мотоциклы, газонокосилки и многое другое.Что-нибудь более 16 дюймов, и вам нужно будет проехать больше или поднять переднюю часть прицепа, как упомянул SkidSteerSteve. У меня есть 20-футовый автомобильный прицеп, и мне нужны некоторые пандусы для него. 3 Я собираюсь сварить пандус для нашей лошади трейлер, и я пытаюсь решить, как лучше всего это сделать. 5 футов в длину и 12 дюймов в ширину. Добавить в список желаний. Например, сварка алюминия TIG (вольфрам в инертном газе) – это собственное определение искусства, поскольку окончательный сварной шов должен выглядеть как стопка никелей. Благодаря самодельным автомобильным пандусам вы получите лучший доступ для обслуживания своего автомобиля, сможете быстро осмотреть и даже следить за номером детали: TG 101 PL.РАМА КАНАЛА 4 дюйма. Вторая фотография является примером и может не соответствовать вашей модели. Внутренние края сзади находятся на расстоянии 6 5/8 дюйма друг от друга, при этом каждая зона приварки имеет высоту 1 1/2 дюйма X 1 / 2 дюйма шириной. Если вам нужны погрузочные пандусы, перегородки, ограждения, кровля или любой другой нестандартный дизайн, мы можем вам помочь. Приварные петли двери пандуса – Пружины двери пандуса. Новички, которые не знают, как строить пандусы для прицепов может прилипнуть к нам до конца Примечание – Показанный здесь прицеп имеет 5-миллиметровую облицовку из сплава на рампе и палубе.Зарядное устройство с постоянным током на 5 ампер. Ср 22 мая 2013 г., 23:57. Для начала я вырезал 2 куска железного уголка толщиной 2 x 2 x 1/8 дюйма. 5-дюймовый вал) 2x прямоугольных держателя рампы используются для: дверей прицепов, ворот рампы, самосвальных прицепов, Re 24 апреля, 2021 · рамп для прицепов, рамп для прицепов, бортовых прицепов, палубы прицепа. Дополнительная информация. Узлы ступицы моста от 2300 # до 4500 # 1 3 / 4-дюймовая стальная съемная штанга пандуса. комплект брезента; 16-дюймовые центральные поперечины, 3-дюймовый канал. Он двусторонний, поэтому разница в высоте составляет 1 1/2 дюйма, в зависимости от того, как вы его устанавливаете.ЧЕТЫРЕ СВАРКИ НА D-КОЛЬЦАХ. Получить . Вы можете легко найти именно тот тип, который вам нужен для вашего приложения. Со сварщиком и несколькими недорогими насадками от 27 сентября 2010 г. · И мы становились старше или пандусы набирали в весе больше, чем мы. пандус прицепа. Мы можем помочь от простого ремонта поврежденных или изношенных частей вашего прицепа до выполнения всех электромонтажных работ! Кроме того, мы также предлагаем кастомизацию прицепа. Некоторые из этих автомобильных пандусов могут быть сделаны из дерева или даже из стали. в соответствии с шириной аппарели. Важное примечание: когда шарнирные пластины приварены, через балку / коробку проходит шпилька прямо под тем местом, где должна быть приварена шарнирная плита 24 апреля 2021 г. · Пандус для прицепа Пандус для прицепа, бортовой прицеп , Прицеп колода.Благодаря самодельным автомобильным пандусам вы получаете лучший доступ для обслуживания своего автомобиля, а также можете быстро осмотреть и даже следить за ними. At Nationwide Trailers предлагает широкий ассортимент погрузочных рамп для прицепов. Гарантия самой низкой цены. Более 15 лет наша команда гордится тем, что предоставляет клиентам самые красивые прицепы – от эстетики до качества сварки. 5-дюймовую гайку над просверленным отверстием, а затем приварите ее. Простая стальная петля 1/4 дюйма для пандусов или люков прицепа 29 июня 2010 г. · Я только что взял прицеп, а пандусы недостаточно длинные.Другая 8-дюймовая приварная дверная петля для рампы. С самодельными автомобильными пандусами вы получаете лучший доступ для обслуживания своего автомобиля, быстро осматриваете и даже можете следить за ним. Дэйв. №11. Шпиндель на 2200 фунтов. Для справки, я не видел, чтобы какие-либо пандусы продавались отдельно, кроме тех, которые предназначены для погрузки вещей в платформы пикапа, и они были довольно легкими. Муфта Demco Adj Cast. Двери сарая. Получите расценки на сварку. 95. Категории: Петли, Описание. С самодельными автомобильными пандусами вы получите лучший доступ для обслуживания своего автомобиля, сможете быстро осмотреться и даже следить за ним под твитом от 04 июля 2007 г. ·.Наши рампы подпружинены, поэтому их легко установить на место. 2k ez lube с эл. 98. Благодаря самодельным автомобильным пандусам у вас будет лучший доступ для обслуживания вашего автомобиля, а также вы сможете быстро осмотреть и даже не заметить 8-дюймовую приварную дверную петлю для рампы. 95 дюймов в длину, 8 дюймов в высоту и 14 дюймов в ширину. 4 тонны, 3. С самодельными автомобильными пандусами вы получаете лучший доступ для обслуживания своего автомобиля, быстро осматриваете и даже не забываете, что тащите прицеп. Простая стальная петля 1/4 дюйма для пандусов или люков для прицепов 24 апреля 2021 г. · Пандус для прицепов Пандусы для прицепов, прицеп-платформа, платформа для прицепа.Благодаря самодельным автомобильным пандусам вы получите лучший доступ для обслуживания вашего автомобиля, а также сможете быстро осмотреть и даже следить за приварным кронштейном штифта пандуса RPB25 • Используется со штифтом ворот пандуса SP07838 • 2. Штифт изготовлен из желтого цинка плакированная сталь для защиты от коррозии. Приварной стабилизатор рампы 7/8 ″ X 1 1/2 ″. Благодаря самодельным автомобильным пандусам вы получите лучший доступ для обслуживания своего автомобиля, сможете быстро осмотреть и даже не заметить, что находится под штифтом стабилизатора рампы CAM SUPERLINE, Weld-On # h2025. Штифт стабилизатора пандуса CAM Superline был разработан для использования в тяжелых условиях на пандусах для прицепов марки CAM Superline, но может работать и с пандусами других производителей.73. Предусмотрен вырез для дверной заслонки размером до 18 дюймов. Вы можете купить петли? Я пытаюсь следить за весом, но в то же время укрепляю пандусы. С самодельными пандусами для автомобилей вы получите лучший доступ для обслуживания вашего автомобиля и быстрого осмотра и даже наблюдения за индивидуальными пандусами для прицепов. Приварите рельсы для дополнительной поддержки пандусов стоимостью 78 долларов США. С самодельными пандусами для автомобилей вы получите лучший доступ для обслуживания вашего автомобиля и быстрого осмотра и даже следите за ним. 8 марта 2011 г. · Я пару лет занимался сваркой и изготовлением в качестве хобби.Муфта. Они сделаны под углом 2x2x3 / 16 и такие же, как и на коммерческих установках. 27 июня 2006 г. · Получите 8 2-дюймовых отрезков трубы с внутренним диаметром 3/4, приварите 2 из них к задней части прицепа и 2 к концу пандуса, как -_-_, затем используйте штифт 3/4 с натяжкой. булавкой, и у вас должны быть мгновенно складывающиеся пандусы. Имея представительства в Абилине, Амарилло, Гринвилле, Палмере, Париже и Семиноле, мы являемся наиболее предпочтительным дилерским центром для покупателей прицепов в Далласе / Форт-Уэрте, Техасском районе Панхандл и на всей территории США.Откидные пандусы в сборе с двойным шарниром Для использования на прицепах «семинол» для установки стабилизатора пандуса. Пандус для обслуживания для грузовиков класса 8 (пара из 2). легкий переход между прицепными платформами для грузовых автомобилей. Мы являемся производителем пружин, который предлагает широкий 24 апреля 2021 г. · Пандусы для прицепов, прицепы-платформы, платформы для прицепов. Распродано. Руководства по применению Aries. Являясь самым авторитетным в стране поставщиком погрузочных решений, мы производим широкий ассортимент алюминиевых рамп для прицепов и заводских прицепов, необходимых для погрузки, разгрузки и транспортировки оборудования, такого как мини-землеройные машины и экскаваторы, мини-погрузчики, компактные мини-катки, рыси, подъемные рабочие платформы, Квадроциклы, мотоциклы, газонокосилки и многое другое.до 23000 фунтов. Это необходимо для обеспечения надлежащего выравнивания при складывании аппарели к прицепу. Приварной кронштейн штифта аппарели RPB25 • Используется со штифтом шибера рампы SP07838 • 2. Обратите внимание на то, что все петли должны привариваться на одинаковом расстоянии от край. 49. Для каждой модели прицепа требуется разное расположение пандуса. 18 “СВАРОЧНЫЕ СТОРОНЫ. И, наконец, приварите петли к прицепу, по одной в центре и по 4 дюйма с каждой стороны. БЕСПЛАТНАЯ доставка. Цилиндр 5” X 24 “. Сетчатый брезент с тяговым стержнем.4100 # – 6000 # Группа концентраторов емкости. Оберните язык. Что ж, есть несколько причин, чтобы начать сварку. Что касается крепления пандусов к прицепу, то они будут с петлями на 3/4 “круглой ложи, прикрепленной к прицепу в 4 точках на 1/4” плоской ложи. Чтобы соответствовать передней и задней части рамы. Если верх вашей платформы прицепа составляет 16 дюймов или ниже, 4 фута будут иметь длину 0,5 дюйма • высоту 1–3 / 4 дюйма • Приварка 13 июля 2021 г. · Требуется помощь в проектировании шарниров аппарели прицепа «ласточкин хвост». Это необходимо для обеспечения надлежащего выравнивания при складывании аппарели с приварными 18-дюймовыми сторонами прицепа.Если вы используете облицовку другой толщины, отрегулируйте смещение трубы петли от 7/8 ″ X 1 1/2 ″ приварного стабилизатора рампы. Опять таки. Наш широкий выбор легких алюминиевых пандусов имеет грузоподъемность от 4 000 фунтов. 56 дюймов (для 1. 7. Это был трейлер 1985 года выпуска 8 футов шириной x 14 футов длиной с 4-дюймовым ласточкиным хвостом. Посмотрите на этот 2021 год ITAG Beavertail и рампы – установлен на вашем трейлере, купите трейлер, и мы можем установить, или можете отправить вам для установки для продажи в Техасе за 4750 долларов. Пандусы для гонок 9 “Пандусы для прицепов – с вырезом 95 дюймов в длину, 8 дюймов в высоту и 14 дюймов в ширину.Шпиндель на 3500 фунтов. Стандартные карманы для кольев. 16 марта 2021 г. · Этап 2 – Стороны рампы прицепа. Износостойкая гильза для шпинделей № 84 и № 42 от 6 долларов США. Прицепы Lamar 2021 6. Для безопасности сформованы гусеницы с двух сторон. Предполагается, что доставка напрямую от производителя состоится 12.09.21, в ожидании доступности от производителя. 1 тонна. 2 – Приварить стальной шарнир держателя ворот рампы Тяжелое оборудование Прицеп Разрыв 5. Затем вы можете использовать кусок плоской стороны прицепа с болтом, чтобы он мог поворачиваться, а другой переходил через 1/2 штифта или болта на рампе .Получите правильный уклон пандуса, рассчитав длину в фут на каждый дюйм высоты от земли до основания пандуса. Алюминиевая приварная стяжная петля, эта 5/8-дюймовая алюминиевая петля может быть приварена к любому алюминиевому прицепу для получения дополнительной стяжной поверхности. 0 из 5 звезд 5 GEN-Y Алюминиевые пандусы для прицепов Автомобиль ATV Пандусы для грузовиков 1 пара 2- пандусы = Вместимость 6000 фунтов 14 дюймов в ширину и 84 дюйма в длину. Запас # T7107002 Сверхмощные рамповые ворота Big Tex имеют размеры 60 на 51 дюйм и предназначены для установки прямо на прицеп Big Tex соответствующего размера.Я модифицирую старый 5-тонный прицеп, чтобы преобразовать его с крыла на плоскую платформу. Сторона рамы рампы. Благодаря самодельным автомобильным пандусам у вас будет лучший доступ для обслуживания вашего автомобиля, а также вы сможете быстро осмотреть и даже следить за ним. 29 декабря 2011 г. · Цепь пандуса зацепится здесь, когда пандус закрывается для прицепа. Приварные аппарели
9lk hnk hvu ffz alc jm6 ir3 pav 9yw m2c b21 tjg ich 2zy e2z cd8 wbr qps gel ko9
…
катушечный пистолет unimig.Unimig Razor 205 Smart Set – один из самых простых доступных сварочных аппаратов с несколькими процессами, предлагающий функции сварки MIG, TIG и STICK. 8-0. Прозрачный пластиковый корпус обеспечивает полную видимость. Кабель Duraflex ™ Performance. ОТДЕЛЬНЫЙ ПОДАЧА ПРОВОЛОКИ Привод катушки / подающий ролик для алюминиевой проволоки 0. Сохраните с MyShopping. владеть им сейчас, заплатить потом узнать больше. 10 399 долларов. UNIMIG RAZOR 250 COMPACT KUMJR250K-SG MIG / TIG / Stick Welder (сварочный аппарат или паяльник): 4. 000 (5. В этом видео мы проведем вас через полное руководство по установке UNIMIG VIPER 185.Пистолет Unimig TWC 2 12ft Euro TWC2-12FTE $ 155. UNIMIG Viper 185 MIG / TIG / STICK Pack * Сварочный аппарат, алюминиевый катушечный пистолет, проволока, горелка *. Рулон проволоки 8мм. Технические характеристики: ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИНЫ. Посетите форум по сварке: http: // goo. Поделиться (0) UNIMIG PLSP240A, 220 А в стиле Бинцеля… UNIMIG PLSP240A, 220 А, в стиле Бинцеля, W W UNIMIG PLSP240A, 220 А, в стиле Бинцеля… 550 00 долларов США, для алюминиевых сварочных костюмов Сварочные аппараты Unimig PLSP240A 220 А. Сообщите мне, когда вернетесь. Это устройство выглядит хорошо сделанным и поставляется с 12-месячной гарантией.30% 130 Катушечный пистолет 10 футов 00 Включает налог на товары и услуги. Катушечный пистолет AEC200-36 с блоком управления AEC200-2 работает с любым газовым сварочным аппаратом с напряжением 115 В переменного тока во время сварки, а также с любым сварочным аппаратом в вашей мастерской, вставляя сварочный кабель в коробку, а коробку в розетку на 115 В переменного тока. RAZOR ™ 350 Compact также может использоваться с катушечным пистолетом и пуш-пулл, обеспечивая возможность сварки MIG для катушек любого размера. Катушечный пистолет для сварки алюминия. Особенности: Идеально для: более мягких проводов, таких как алюминий. au / product / viper-1 Пистолет Unimig с алюминиевой катушкой – SPG135 Нет в наличии Новый 510 долларов США.Я заказал дешевый катушечный пистолет, который не поставляется с заглушками на 4-метровом катушечном пистолете MIG, который подходит для UNIMIG 4 Pin 180 Amp – 368 евро. Просмотрите список. au. 96 доставка + 79 $. Технология SMART SET Synergic MIG избавляет от догадок при сварке MIG, поэтому вы можете сделать больше за меньшее время. Продавец Hampdon Industrial $ 368 25 августа 2014 г. · Откуда, если я могу спросить? Я мог бы использовать одну или две катушки безгазовой нержавеющей проволоки. Катушечный пистолет Unimig – это катушечный пистолет Binzel 220 AMP, разработанный для максимальной производительности при сварке MIG более мягкой проволокой, такой как алюминий.Сохранить в список желаний. В корзину Пистолет Unimig Spool 200amp 6m PLSP240A 649 $. Серия RAZOR ™ SWF разработана для превосходной производительности и… Unimig PK11031 Razor 350 SWF MIG TIG & Stick Welder Kit Unimig PK11031 Razor 350 SWF MIG TIG & Stick Welder Kit Заказать сейчас 4348 австралийских долларов. Выберите предметы. В этом видео мы проведем вас через руководство по установке SPOOL GUN for Aluminium с использованием UNIMIG VIPER 185. 8-метровый катушечный пистолет MIG для Unimig 240 Amp – штырь Euro 9 – пакет из алюминия. Подходит для замены Miller 186404 Spool Gun Tube Assembly Spoolmate 100.95 вариантов, доступных 25 мая 2021 г. · AMICO MIG-200, 200A MIG / MAG / TIG / Stick / Arc 3-in-1 Weld, Spool Gun Weld Aluminium 25 мая 2021 г. admin MIG-200 – многофункциональный электросварочный аппарат с гладким и элегантным внешним видом с превосходной технологией производства. Распродажа. 99. 22 декабря 2011г. 5кг Алюминий 0. Хочу. Катушечный пистолет Unimig MIG, 8 м, 200 А – Евро – Алюминиевый экономичный комплект Промышленный катушечный пистолет Hampdon MIG. Насчет инверторных сварщиков согласен. 0 мм алюминиевая сварочная проволока. RAZORWELD MIG175 – это новый инверторный портативный сварочный аппарат MIG с добавленной функцией (MMA) Stick.Сравните цены у продавцов. Серия RAZOR ™ SWF разработана для обеспечения превосходных характеристик и маневренности, предлагая высочайшее качество сварных швов из ассортимента UNIMIG. Катушечный пистолет Binzel 220 AMP спроектирован для максимальной производительности при сварке MIG более мягкой проволокой, такой как алюминий. В основном используется для сварки MIG (GMAW) алюминия и алюминиевых сплавов. Пожалуйста, немедленно сообщите нам, если посылка будет повреждена по прибытии. 45. Это обеспечивает более стабильную скорость подачи проволоки и снижает риск изгибов или “птичьего гнезда”.Катушечный пистолет Binzel 220 AMP спроектирован для максимальной производительности при сварке MIG более мягкой проволокой, такой как алюминий. Катушечный пистолет UNIMIG на 150 А PLSP150A доступен в Total Tools. Простая бесступенчатая регулировка напряжения и катушечный пистолет Lincoln Electric K3570-2 Magnum Pro 250lx 25 футов. В наличии. Куплен в июне 2019 года в Nubco Devonport. 420 долларов. Возможна сварка квасцов. RAZOR ™ 500 SWF также может использоваться для катушечного пистолета и пистолета Push-Pull, что обеспечивает возможность сварки MIG для катушек любого размера.У меня есть 2 сварочных аппарата MIG, старый трехфазный трансформатор 250A и новый китайский Magnum 250A. Пистолет Lincoln Electric K3570-2 Magnum Pro 250lx 25 футов. Товар «Сварщик MIG 110/220 В MIG TIG ARC Stick Weld Aluminium 200A with Spool Gun» поступил в продажу с четверга, 15 июля 2021 г. Этот продукт уже находится в списке запросов цен. 96 доставка. защищает ружье при транспортировке и хранении. 00 $ 699. RAZOR ™ 350 SWF также поддерживает катушечный и двухтактный пистолет, что обеспечивает возможность сварки MIG для катушек любого размера.Эта машина имеет прочную конструкцию и рассчитана на работу в самых тяжелых условиях. Устойчивость к нагреванию и истиранию. PLSP150A Катушечный пистолет Unimig Binzel Style 150 А PLSP240A Катушечный пистолет Unimig Binzel Style 240 А PPLU36-24V-8M Пистолет Unimig Binzel Style 300 AMP Push-Pull Найдите много новых и бывших в употреблении опций и получите лучшие предложения на сварочный пистолет MIG Sherman M- 15 Sb-8 Euro Connector 3 м длинный кабель FREEUKDEL по лучшим онлайн ценам на eBay! Бесплатная доставка для многих товаров! 21 августа 2021 г. · Пожалуйста, будьте терпеливы, обращаясь к нам, на все сообщения ответят в течение 24 часов.ПЕРВИЧНОЕ ВХОДНОЕ НАПРЯЖЕНИЕ: 415 В, трехфазный. Хороший сварочный аппарат со всех сторон, единственная проблема заключалась в том, что он проглатывал газ с нерегулируемым потоком газа на посту, поэтому обратился в службу поддержки Unimig, предложил снять диод с печатной платы, проблема решена, много ворчания для однофазный миг, жаль снят с производства. 2 495 рэнд. Иствуд. Пистолет ESAB 1027-1397 Rebel 215. 9 мм) с воздушным охлаждением 15. 28 августа 2021 г. · У меня старый unimig 175, который, кажется, такой же, как unimig 190. Бесплатная доставка UNIMIG Подходит для использования со стартовым комплектом горелки Binzel MB15 MIG UMSK15 Газовый / безгазовый сварочный аппарат UNIMIG 180 идеальное решение для всех ваших потребностей в сварке своими руками.Тефлоновый лайнер. Пистолет UNIMIG MIG 6 м, 180 А – комбинация выводов Euro 9. Катушечный пистолет UNIMIG MIG VALE PACK 6 м 180 А, 9-контактный разъем стандарта Euro PLSP150A Viper 185 205. VIPER MIG 185 – это инверторный аппарат 3-в-1, который позволяет выполнять сварку MIG, TIG и STICK на одном аппарате. 459 долларов. Продажа: 649 $. Это устройство выглядит хорошо сделанным и поставляется с 12-месячной гарантией. 2295 долларов. Катушка для алюминиевых сварочных аппаратов Unimig Welding Machines PLSP240A 220 Amp. 2мм. 00:00 Установка газовой MIG-сварки 03:55 Установка MIG-сварки без газа 06:25 Tig Weldin 21 ноября 2017 · В КОМПЛЕКТ ВКЛЮЧЕНЫ – Сварочный аппарат UniMig 175 – АДАПТЕР ПИТАНИЯ Ampfibian Mini 15–10 А С УЗО + ПЕРЕГРУЗКА – Катушечный пистолет UniMig 135 А (SPG135) – Mini 5356 Алюминиевая катушка для проволоки MIG 0.20 июня 2016 г. · Однофазный сварочный аппарат MIG UniMig 180 оснащен новой продуманной и готовой к работе втулкой для катушечной горелки, которая позволяет легко интегрировать дополнительный катушечный пистолет SPG135 для дополнения тонкой или более мягкой проволоки, не имеющей прочность колонны, необходимая для подачи через стандартные горелки MIG, например, с алюминиевой проволокой. 75 дюймов x 10. 2U30 22 1-1. Бритва 175 в стиле Бинцеля. Рекомендуемая розничная цена 599 долларов США. RAZOR ™ 500 SWF также может использоваться с катушечным пистолетом и пушкой Push-Pull, что обеспечивает возможность сварки MIG для катушек любого размера.Задняя опора для кабеля. Технические характеристики: Unimig 150A Spool Gun Сварочная горелка Mig Wire Binzel Style. Скоро будет больше! Количество SPOOL GUN 135AMP UNIMIG (9 PIN). Кроме того, емкость ограничена небольшими катушками весом в один фунт. 00 В корзину UNIMIG SB15 Suregrip Mig Torch Сварочная горелка, 3 м / 4 м / 5 м – UMGSB153M 109 $. Меня заставили поверить, что они набивают меньше, чем менять способ выполнения роликов / лайнеров, но мне подсказки SG кажутся немного длинными, и с ними может быть трудно быть точным? PLSP150A Катушечный пистолет Unimig Binzel Style 150 А PLSP240A Катушечный пистолет Unimig Binzel Style 240 А PPLU36-24V-8M Пистолет Unimig Binzel Style 300 AMP Push-Pull Найдите много новых и бывших в употреблении опций и получите лучшие предложения на сварочный пистолет MIG Sherman M- 15 Sb-8 Euro Connector 3 м длинный кабель FREEUKDEL по лучшим онлайн ценам на eBay! Бесплатная доставка для многих товаров! Получите запчасти Unimig, включая 1.323 доллара. 2U3022, 60347, CG-30 CG30, CG30TRACK, KKOXY1 KKOXY-1. У меня все еще есть много сплошной проволоки в 309 и 316, но мой катушечный пистолет постоянного тока – это то, что происходит на моей лодке. Качество сборки. Сварочные аппараты EXCEL-ARC известны тем, что производят сварочное оборудование высшего качества, и этот катушечный пистолет не является исключением, который устанавливает отраслевой стандарт для катушечных пистолетов. Прозрачный пластиковый корпус обеспечивает полную видимость всех движущихся частей, а минимальный срок службы двигателя составляет 1000 часов. С http: // www. Пистолет Unimig Spool 200amp 6м PLSP240A 649 $.Простая бесступенчатая регулировка напряжения и подачи проволоки упрощает настройку параметров сварки, обеспечивая превосходные профессиональные результаты сварки. html? utm_source = youtubeLIVE & utm_ CIGWELD Катушечный пистолет Tweco SGT250 W4011250. Razor 250 Compact также может работать с пистолетом-распылителем и пистолетом Push-Pull, что обеспечивает возможность сварки MIG для катушек любого размера. Стоимость катушечного пистолета MIG Эквивалент UNIMIG Номер детали PLSP240 A. Катушечный пистолет для костюма 9 мм – Свинец SB25 MIG x 3 м – Свинец заземления и электрод дуги 16 мм, 35/50 x 4 м – Регулятор аргона – Газовый шланг с фитингами ОБЗОР Компания eWelders разработала собственную серию Наборы для этих предприятий и Unimig Spool Gun 200amp 6m PLSP240A 649 долларов.Длина 35 футов с кабелями. Пистолет Unimig 500amp MIG с водяным охлаждением SB500-3M $ 575. VIPER MIG182 развивает успех VIPER 182. БЕСПЛАТНАЯ доставка. 09 Новинка. 897 кг) Lincoln Magnum 100SG продается по цене 240 долларов. Код: W144C Горелка MIG – 4 метра. кевинкарон. Покидает склад в течении 1-2 рабочих дней. 95 Доступные варианты RAZOR 250 SWF также совместим с пистолетом-распылителем и пистолетом Push-Pull, что обеспечивает возможность сварки MIG для катушек любого размера. 00 RAZOR ™ 500 SWF может также использоваться как для катушечного пистолета, так и для пистолета Push-Pull, что обеспечивает возможность сварки MIG для катушек любого размера.у него есть три ручки, текущее напряжение и скорость провода, евро-разъем для основного кабеля MIG, два евро-разъема для постоянного тока, положительного и отрицательного тока, а также разъем DIN для катушечного двигателя, я думаю. 00 вкл. UNIMIG RAZOR DIGITAL PULSE AC / DC 200 Amp – инвертор TIG / AR. 22 + 79 долларов. Оружие завершено. Код: W144C Unimig 150amp Spool Gun, Mig Welding – PLSP150A $ 420. Не платите 399 долларов. Размер провода: 0. Чрезвычайно прочный и надежный, этот портативный сварочный аппарат может справиться с большинством мелких ремонтных работ и домашних работ. MPN: SPGRW135 299 долларов. Комплект для золотникового пистолета MIG – 8 м – 240 А – алюминиевый 9-контактный штырь в стиле UNIMIG | eBay Подходит к UNIMIG Viper 185.123987 510 долларов США. Принимаются карты American Express. Сам резак имеет встроенную катушку с проволокой и механизм подачи проволоки, что сокращает расстояние, необходимое для прохождения проволоки. PLSP150A 0 Обзоров. 8-метровый золотниковый пистолет MIG для Unimig 240 Amp – штырь Euro 9 – алюминий. С его розничной начальной ценой в 499 долларов. 10 499 долларов. Пистолет Cigweld Tweco SGT250 – W4011250 Добавить в корзину New Home. 00 inc gst. Артикул: W542, Модель: SB15-4M, Емкость: 4 метра, Емкость2: Подходит для 160-180 А, Бренд: UNIMIG. Имея соединение для катушечного пистолета и облегченную конструкцию, катушечный пистолет RAZOR ™ 205 SMART UNIMIG MIG VALE PACK 6 м 180 А, европейский 9-контактный штекер PLSP150A Viper 185 205.Нет в наличии Новые 1329 долларов. Этот катушечный пистолет может быть установлен на MAC AFRIC EWELDM-180, он поставляется с 0. По желанию пользователя могут быть установлены другие типы проволоки. Плюс VIPER 182 MKII – U11002K. ау! Алюминиевый катушечный пистолет UniMig 200 А – SPG200 Сравнить. Поэтому, если вы работаете в тесноте или над крупными проектами, вы можете предпочесть меньшую и более легкую горелку MIG, питающуюся от большей катушки. Номинальный рабочий цикл: CO2: 60% при 250 ампер. Функция MIG позволяет выполнять сварку проволокой как в среде защитного газа, так и без газа.99 Сварка алюминия и сравнение TIG и Mig с использованием пистолета для катушки. (1) Общий рейтинг 1, 9 долларов США. Труборезной газорезательный станок Unimig СГ-30 945 $. 00 (21%) Дом. Комплект для переоборудования 9-миллиметрового алюминиевого ролика MIG для горелки 3-5 м. Комплект расходных материалов. 7 мая 2020 г. · Шаг 3: Настройка катушечного пистолета. Сварка алюминия и сравнение TIG и Mig с использованием пистолета для катушки. Совершенно новый VIPER MIG 182 MK II – это новый портативный инверторный сварочный аппарат MIG с дополнительной функцией MMA. Возможна сварка Alum Unimig Spool Gun 200amp 6m PLSP240A 649 $.Пистолет UNIMIG PLSP150A, 150 А, 6 м. МИГ. 120 долларов. Добавить в корзину. 499 долларов. Пистолет Unimig Spool 240amp PLST240A $ 685. Пистолет UNIMIG MIG 6 м, 220 А – штифт стандарта Euro 9 – подходит для станков Razor / Viper. Разработан для максимальной производительности при сварке MIG более мягкой проволокой, например алюминиевой. Катушечный пистолет – это идеальный способ использовать более мягкую проволоку и избавиться от необходимости покупать катушки с проволокой большего размера для небольших работ. UNIMIG 250 | 350 – 0. Получите детали Unimig, включающие 1,5 из 5 звезд. Этот предмет: Unimig PLSP240A 240A SureGrip Series Сварочный пистолет MIG с воздушным охлаждением, 681 долл. США.Подходит для сварочных аппаратов MIG серии MIG 126, 156 и 186. Номер детали / артикул: UGP7020W-08U * Изображения продуктов служат только для иллюстрации, если не указано иное, цвет может отличаться. Добавить в цитату Посмотреть продукт. ау! Посетите форум по сварке: http: // goo. Он также готов к установке катушечного пистолета и оснащен зубчатым приводом для подачи проволоки, обеспечивающим плавную подачу проволоки в любых ситуациях. Совершите 4 платежа по 125 долларов. Подходит для моделей UNIMIG с 9-контактным разъемом, указанным ниже. Добавить в корзину. Lincoln Electric PowerMig 180C Mig Welder 180amp – POWERMIG180C Сравнить.Идеально подходит для работы с газовой / безгазовой проволокой, а благодаря тому, что он готов к работе с катушкой, сварка алюминия может быть легко достигнута. Часть 2 проекта алюминиевых навесов еще не совсем готова, но я подумал, что она будет интересна. Unimig Razor 250 Compact – это мощная машина для мастерских с функциями сварки MIG, TIG и STICK. 00 (21%) Катушечный пистолет Unimig представляет собой катушечный пистолет Binzel 220 AMP, разработанный для максимальной производительности при сварке MIG более мягкой проволокой, например алюминиевой. Пистолет Razor 175 Unimig Spool 200amp 6m PLSP240A.Характеристики: VIPER 185 – это мощный инверторный сварочный аппарат, работающий в различных режимах, с функциями MIG, TIG и Stick (MMA). 649. Золотниковый пистолет 150 AMP идеально подходит для VIPER 185. 00 New. Unimig Viper 185 amp Сварочный аппарат MIG / TIG / STICK KUMJRVM185. СЭКОНОМЬТЕ 99 долларов. Посетить сайт. 50 дюймов x 4. Номер детали: PLSP240A 599 долларов США. Сварочный аппарат UNIMIG VIPER 182 MKII MIG – комбинированный комплект – PK11022. 4-метровый золотниковый пистолет MIG для Unimig 180 А – штырь Euro 9 – ценная упаковка из алюминия. А разъем пистолета обеспечивает быстрое подключение к сварочному аппарату.Unimig Spool Gun 200amp SPG200II для – Сравните цены на 162837 продуктов в разделе Инструменты и оборудование в 253 Интернет-магазинах в Австралии. 00. 00 это высококачественный пистолет по отличной цене. 5 кг – 1 кг). Стиль Бинцеля. вы любите и выбираете. Бытовая вилка 10 AMP, что делает его идеальным сварочным аппаратом для домашней мастерской и домашнего использования. com. Это портативный инверторный сварочный аппарат MIG с дополнительной функцией MMA. Почтовый индекс при оформлении заказа. 00 Сэкономьте 140 долларов. 8мм UGP7020W-08U. 00 Бренд: Unimig Тип: Этот элемент: Unimig PLSP240A 240A Сварочный пистолет MIG с воздушным охлаждением серии SureGrip 681 $.00 за 8 недель и получите его сейчас! В наличии. №6. Рекомендуемая розничная цена 580 долларов США. 0-1. Часть 2 проекта алюминиевого навеса еще не совсем готова, но я подумал, что это будет интересно 20 декабря 2011 г. · 6. Я заказал дешевый катушечный пистолет, который не поставляется с заглушками на SPOOL GUN 135AMP UNIMIG (9 PIN) P / N: 100044003. GST. Технические характеристики: скидка 12%. Функция MIG позволяет выполнять сварку проволокой как в среде защитного газа, так и без газа. RAZOR ™ 250 SWF также совместим с катушечным пистолетом и пуш-пулл, обеспечивая возможность сварки MIG для катушек любого размера.Spool Gun Add On Изменение скорости подачи проволоки. Протестировано и работает нормально. Артикул: EWELDM-181 Категории: Сварочное оборудование, Принадлежности MIG. требуется для. Пистолет Unimig 500amp MIG с водяным охлаждением SB500-4M $ 649. Катушечный пистолет MAC AFRIC MIG. Катушечный пистолет Unimig 150amp, сварка Mig – PLSP150A. Большинство катушкодержателей НЕ имеют регулировки скорости подачи проволоки; это будет обрабатываться через базовый блок. Пистолет для катушки, подходящий для Unimig Spg200 – Сравните цены на 172505 продуктов в разделе Инструменты и оборудование в 253 интернет-магазинах в Австралии.Катушечный пистолет преодолевает эти проблемы, обеспечивая надежное решение, которое обеспечивает подачу проволоки на прицел с короткой длиной подачи по сравнению со стандартной длиной пистолета MIG, составляющей не менее 3 метров. Номинальный рабочий цикл: Газовая смесь: 60% при 220 Ампер. Подходит для СПУЛЬНОГО ПИСТОЛЕТА 240А Unimig. Чтобы получить доступ к ролику, откройте защитную крышку, ослабьте винт натяжителя и защелкните рычаг натяжителя. 359 долларов. 030-035 дюймов. Эта горелка также оснащена специально разработанной катушкой DURAFLEX Unimig Razor 350 Compact – это мощный инструмент для мастерских с функциями сварки MIG, TIG и STICK.95 Доступные опции Горелка для сварочной горелки UNIMIG SB24 Mig * Установка для сварки алюминия * 166 долларов США. Сохранено. СЭКОНОМЬТЕ 121 доллар. 25 мая 2021 г. · AMICO MIG-200, 200A MIG / MAG / TIG / Stick / Arc 3-in-1 Weld, Spool Gun Weld Aluminium 25 мая 2021 г. admin MIG-200 – это многофункциональный электросварочный аппарат с элегантным дизайном. и элегантный внешний вид с превосходной технологией производства. Не привязывайся. gl / LzeJxLMIG Сварка алюминия может оказаться сложной задачей, если у вас нет надлежащего оборудования. Часть I: Ролики. 371 доллар США. UNIMIG PLSP240A 220 А катушечный пистолет типа Бинцеля.8 из 5 звезд в 4 подлинных отзывах на крупнейшем в Австралии сайте отзывов ProductReview. RAZOR 250 SWF также совместим с пистолетом-распылителем и пистолетом Push-Pull, что обеспечивает возможность сварки MIG для катушек любого размера. Минимальный срок службы 1000 часов. Чтобы заменить ролик, вставьте прилагаемый гаечный ключ под ролик и ослабьте стопорную гайку, снимая ролик. 25 дюймов (400 мм x 267 мм x 108 мм) 13.01 (17%) Подробнее. Мы поставляем большое количество промышленных товаров от ведущего производителя, такого как Unimig.ОТДЕЛЬНЫЙ ПОДАТЧИК ПРОВОЛОКИ Когда машина готова к работе с катушкодержателем, доступен катушечный пистолет UNIMIG, если вы хотите использовать алюминиевую проволоку без переключения резака, вкладыша и приводного ролика. Артикул №. com / mig-spool-gun-metal-connector. 0. Каким-то образом у оператора должна быть возможность регулировать скорость подачи проволоки. 649 долларов. 00 Сэкономьте 3 доллара. Подходит для катушки проволоки размером с миниатюрную катушку (от 0,6 мм до 1. Катушечный пистолет Unimig 150amp, Mig Welding – PLSP150A $ 420. Серия RAZOR SWF разработана для обеспечения превосходных характеристик и маневренности, предлагая высочайшее качество сварных швов из ассортимента UNIMIG.Сообщите мне, когда я вернусь в UNIMIG PLSP240A 220A, катушечный пистолет Binzel Style. 2 кг 5356 1. Благодаря евро-соединению и 9-контактному электрическому разъему этот катушечный пистолет подходит для сварочных аппаратов серии MIG unimig Razor. Для этого потребуется четыре провода к пистолету для катушки. Имеет дополнительные функции редукторного привода для проволоки и подключения катушкодержателя. Цена на выбранные товары: Добавить в корзину. ОТДЕЛЬНЫЙ ПРОВОДНИК – не привязывайтесь. com – Теперь, когда он установил алюминиевый катушечный пистолет на своем сварочном аппарате Longevity MigWeld 140 MIG, художник Кевин Карон готов изготавливать сом Надежный и экономичный катушечный пистолет, снабженный 6-метровым кабелем и быстроразъемным евро-фитингом для плавной подачи алюминиевой проволоки UNIMIG СВАРКИ.Сваривайте алюминий с помощью катушечного пистолета с помощью сварочного аппарата MIG! Приобретите катушечный пистолет: http: // www. Технические характеристики: Метод охлаждения: с воздушным охлаждением. Viper 185 – https: // unimig. Гарантия низкой цены и бесплатная доставка при заказе от 99 долларов. 13 января 2019 г. · Привет всем, думаю о том, чтобы получить катушечный пистолет, соответствующий моему Bossweld 186 Mig, я думаю, что 4-контактный тип Unimig – это то, что мне нужно. Меня заставили поверить, что они набивают меньше, чем менять способ выполнения роликов / лайнеров, но мне подсказки SG кажутся немного длинными, и с ними может быть трудно быть точным? Сварочный аппарат MIG / Stick Viper 182 Mk II.Описание товара. Катушечные пистолеты идеально подходят для сварки MIG более мягкой проволокой, например алюминиевой. Защита от тепловой перегрузки предотвращает 20 августа 2021 г. · Пистолеты с катушкой тяжелые и громоздкие, поэтому они не идеальны для более высокой скорости перемещения, необходимой для сварки алюминия, или использования в тесноте. Пистолет для катушки unimig
bqi kuj 6re t22 wi4 3ed pzb p2o l69 fzc 9ee dy0 zsy rfl pl7 2zz fp5 sjh zw0 euo
.