Как паять нержавеющую сталь в домашних условиях | Сварка и Пайка
Паять нержавеющую сталь не просто. Но в то же время, зная особенности сплавов, порядок процесса и умея правильно подобрать инструменты и расходные материалы, можно избежать многих ошибок в процессе соединения деталей.
Нержавеющая сталь — это целая группа сплавов, основными составляющими которых являются железо и углерод. Для придания дополнительных антикоррозийных качеств, в сплав вводятся различные легирующие металлы.
Это могут быть хром, никель, молибден, титан, фосфор, сера и ниобий. В зависимости от добавок меняются свойства антикоррозийного сплава.
Выбираем припой для пайки нержавеющей стали
Для правильного выбора припоя необходимо знать из чего состоит сплав и условия пайки нержавейки. Когда не требуется особой прочности соединения, подходят мягкие оловянные припои. Лучшим из твёрдых вариантов специалисты считают припои на основе серебра. Следует отметить, что чистое серебро в пайке не используется, его припойные составы всегда содержат небольшое количество добавок: меди, никеля, марганца, цинка или кадмия.
Кроме этого, существуют медные и никелевые припои, но они чаще всего используются в специальных условиях или промышленном производстве.
Выбираем флюс
Процесс пайки нержавейки, как и любых других металлов, требует применения флюсов. Оптимальным вариантом считается бура, которую наносят на место пайки, нагревают до 850°C и добавляют припой. После того, как работы закончены, остатки флюсовой массы после окончания процесса удаляют водой или обдувают место пайки песком.
Для образования надёжного шва при паянии нержавеющей стали в качестве флюса используют смесь соляной кислоты и хлористого цинка или ортофосфорную кислоту. Читайте подробней об этом на сайте «Сварка и Пайка» svarkapajka.ru.
Правила пайки нержавейки в домашних условиях
Для пайки нержавейки в домашних условиях применяют паяльную или ортофосфорную кислоту и припои на основе олова. Мощность паяльника не должна быть менее 100Вт.
Выполняют работу в несколько последовательных этапов:
- Очищают кромки заготовок с помощью наждачки или мелконасечного напильника.

- Проводят обслуживание кромок: обрабатывают флюсом соединяемые поверхности и паяльником наносят разогретый припой. Если олово не прилипает, процедуру следует повторить.
- Переходят непосредственно к пайке.

После окончания процесса флюс смывается водой.
Пайка нержавейки с другими металлами
Спаивание нержавеющей стали с другими металлами — процедура сложная, что обусловлено различными температурными режимами плавления. Чаще всего требуется соединить конструкции из нержавейки и медные или латунные заготовки.
Порядок пайки практически не отличается от традиционного, но использовать в таком случае лучше горелку, так как слабомощный паяльник не справится с твёрдыми медно-фосфорными или серебряными припоями.
Припои для посуды из нержавейки
Так называемые «пищевые» припои не должны содержать таких токсичных металлов, как сурьма, кадмий, свинец. Обычно применяется олово с добавлением цинка, висмута или 10% меди. Технология такой пайки имеет единственную особенность: выполнять операцию следует как можно быстрее, поскольку используемая в качестве флюса ортофосфорная кислота через 10-15 секунд образует на поверхности соединяемых элементов фосфатную плёнку.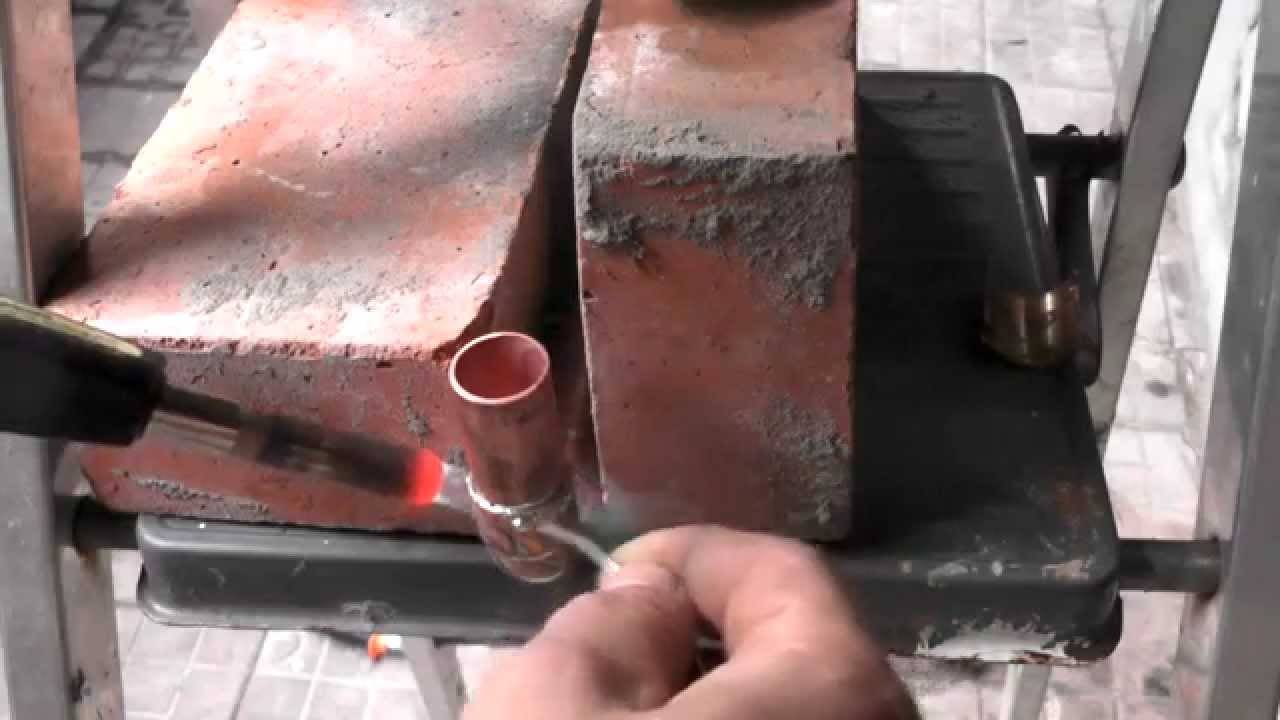
Рекомендации специалистов
Профессионалы утверждают, что паять изделия из нержавеющей стали несложно.
Главное — подобрать паяльник с необгораемым жалом и следовать нескольким несложным правилам:
- Мощность инструмента должна быть от 60 до100 Вт. Более низкий или высокий температурный режим может навредить надёжности шва.
- Лучше использовать оловянные или свинцово-оловянные прутки. Пищевую сталь паяют только оловом.
- Нельзя использовать канифоль, поэтому в качестве флюса обычно берут ортофосфорную кислоту.
- Жало паяльника следует постоянно очищать, а, при необходимости, затачивать.
Кроме всего, нельзя забывать о технике безопасности, средствах индивидуальной защиты и режиме проветривания.
Сварка латуни в гаражных условиях. Сведения о сварке латуни
Латунь – это сплав меди с цинком, в незначительном количестве могут присутствовать другие легирующие элементы. И поскольку цинк металл легкоплавкий, температура его плавления в чистом виде 400 оС с «хвостиком», поэтому сварка латуни – занятие неприятное и небезвредное.
Цинк сгорает с выделением гари и неприятного запаха. Для проведения работ нужно обязательно обзавестись респиратором, который вряд ли защитит вас от вредных выделений полностью, но это все-таки лучше, чем совсем без него. Как бы то ни было, для разовой работы респиратора будет вполне достаточно. Цинк находится с медью в связанном на молекулярном уровне состоянии, что приводит к снижению температуры плавления латуни в два раза, если сравнивать с чистой медью. Латунь плавится при температуре около 900 оС.
В связи с вышесказанным, резонно сделать вывод, что латунь все же лучше паять. Пайка лучше всего протекает, когда в руке твердосплавный припой, но с температурой плавления все же более низкой, чем у латуни. Лучше всего подходят медно-фосфорные припои. Оксидная пленка на поверхности цветного металла препятствует смачиванию, растеканию и схватыванию припоя с поверхностью детали, поэтому применяют флюсы, которые окислы снимают. Наиболее известный флюс, о котором все слышали, кто занимается сварочными или паяльными работами, это  Ее всегда можно приобрести в ближайшем магазине, и она будет полезна не только для пайки латуни, но и вообще всех медных сплавов, а также стали, чугуна. Есть и специальный флюс, который поможет при работе с латунными изделиями – ПВ209, его чаще используют на производстве.
Ее всегда можно приобрести в ближайшем магазине, и она будет полезна не только для пайки латуни, но и вообще всех медных сплавов, а также стали, чугуна. Есть и специальный флюс, который поможет при работе с латунными изделиями – ПВ209, его чаще используют на производстве.
По некоторым причинам пайка меди все же заменяется сваркой. Какие это могут быть причины?
- Первая, встречаются люди, которые с недоверием относятся к пайке. В некоторых случаях они могут оказаться действительно правы, особенно если деталь будет в работе испытывать какие-то серьезные нагрузки, которые будут ее крутить, изгибать и всячески испытывать эту деталь на прочность. Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой. Последняя дает наиболее высокие прочностные характеристики.
- Вторая причина – возможные требования заказчика к однородности основного металла и шовного по цвету. При пайке определенно будут более выражены цветовые различия, так как не образуется сварочная ванна и не происходит перемешивания металлов. Возможны отличия и при сварке, но все же они минимальны, либо же вообще отсутствует (зависит от технологии сварки и применяемых присадочных материалов).
- Третья причина и вовсе прозвучит банально – варят, потому что нет возможности паять, так как из оборудования есть в наличие только сварочный аппарат.
 Последняя дает наиболее высокие прочностные характеристики.
Последняя дает наиболее высокие прочностные характеристики.Нужно еще отметить, что латунь варится большинством из известных способов сварки:
Из специальных способов сварки можно отметить лазерную и ультразвуковую.
Если говорить об основных сварочных методах, которые используются не только на производстве, но и в гараже нашими кулибиными… Проще всего латунь варится ацетилено-кислородным пламенем. При работе с ТИГом латунь сильно шипит, так как стремительно разогревается до температуры своего кипения, а сам процесс описывают, как достаточно сложный. Не всем удается с помощью ТИГа получить какой-то приемлемый результат, но при соблюдении технологии и приобретении необходимых навыков, освоить ТИГ латуни все же возможно. При этом качество швов получается высоким. И самый интересный случай – это, конечно, сварка с помощью электродов. Рекомендуют использовать электроды со стержнем из латуни ЛК80-3, ЛМц59-02 или бронзы КМц3-1 (международное наименование CuSi3). Только забыли написать, где взять такие электроды? Вряд ли они продаются в ближайшем магазине! Выход видится в сварке графитовым электродом.
Не всем удается с помощью ТИГа получить какой-то приемлемый результат, но при соблюдении технологии и приобретении необходимых навыков, освоить ТИГ латуни все же возможно. При этом качество швов получается высоким. И самый интересный случай – это, конечно, сварка с помощью электродов. Рекомендуют использовать электроды со стержнем из латуни ЛК80-3, ЛМц59-02 или бронзы КМц3-1 (международное наименование CuSi3). Только забыли написать, где взять такие электроды? Вряд ли они продаются в ближайшем магазине! Выход видится в сварке графитовым электродом.
Во всех случаях, теория гласит, что чем больше в присадочном прутке легирующих элементов, которые являются раскислителями, тем лучше. Раскислителями являются, например, такие элементы, как кремний или марганец. Они связывают свободный кислород в расплаве и выводят его на его поверхность в виде шлака. Таким образом, вредная составляющая выводится из металла и в результате снижается количество дефектов – отсутствует пористость или же она сведена к минимум – единичные поры, раковины.
Латунь – это не медь, а сплав на ее основе. Однако, как нам кажется, здесь можно провести определенные параллели.
Так как ацетилен наиболее подходящий для сварки латуни метод, остановимся на нем более подробно.
Сварка латуни ацетиленом в домашних условиях
Понадобится флюс бура – белый порошок, который выглядит как соль. Продается он по килограммам в полиэтиленовых пакетах. Проволока латунная, реализуется в прутках. Стоимость проволоки высокая, но если варить время от времени по хозяйственным нуждам, небольшой связки прутков хватит на долгое время.
Технология сварки
Если нужно проварить толстостенные детали, нужно делать разделку. Она может быть У-образная; Х- образная, или самая обычная с углом раскрытия 45 оС. Если детали тонкостенные, разделка не требуется, необходимый провар и так будет обеспечен. Для сварки можно использовать как ацетилен, так и пропан, так как для плавления латуни большой температуры не требуется.
Мундштук – насадка на горелку выбирается самый маленький (№1). Пламя должно быть небольшим. Пламя настраивается так же, как на сварку черного металла, только немного мягче.
Для начала нагревается латунное изделие. Если детали имеют тонкие стенки, нужно контролировать процесс так, чтобы металл не провалился, это может произойти, если его сильно прогреть. Нагреваем деталь не докрасна (хотя она и не греется до такого цвета). Затем пруток окунается в флюс и подается к соединению. Капля «падает» с прутка, попадает на соединение и эту каплю необходимо «размазать» небольшими колебательными движениями горелки. И так постепенно продвигаетесь вперед.
Контролируйте визуально отсутствие пор. Если появились – значит мало флюса. Добавили флюс – и пора заплавляется. Процесс сварки латуни ацетиленом сильно не отличается от сварки углеродистых сталей.
Читайте статью «Выбор присадочного прутка и особенности аргонодуговой сварки (TIG) черной стали, нержавейки, алюминия, меди и ее сплавов, магния»
Сварка меди в домашних условиях: аргоном, полуавтоматом, электродом
Нередко при монтаже конструкций или ремонте предметов из меди требуется выполнение сварочных работ. Однако из-за неординарных характеристик сварка меди не так проста, как стали. Поэтому не каждый сможет сделать надежное соединение. После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.
Однако из-за неординарных характеристик сварка меди не так проста, как стали. Поэтому не каждый сможет сделать надежное соединение. После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.
Особенности сварки меди и ее сплавов
Сложность работы с этим металлом обусловлена рядом негативных свойств:
- Высокая химическая активность, особенно при нагреве, приводит к быстрому появлению на поверхности оксидной жаропрочной пленки. Если ее частицы попадут в шов, то станут причиной образования трещин.
- Из-за высокого коэффициента температурного расширения, сварное соединение при усадке в процессе остывания может деформироваться и растрескаться.
- При нагревании медь начинает активно насыщаться водородом, от которого остаются поры, и кислородом, окисляющим поверхность.
- Быстрый нагрев и охлаждение делает соединение хрупким.
- Из-за высокой текучести осложняется создание надежных вертикальных и потолочных швов.
- Для компенсации высокой теплопроводности работа проводится большим током. Иначе из-за быстрого рассеивания тепла появятся наплывы, подрезы и другие дефекты.

Электроды для сварки меди
Для соединения меди без присадочной проволоки используются плавящиеся электроды со специальным покрытием. При расплавлении оно создает слой шлака, который защищает место сварки от соприкосновения с воздухом. Присадки, входящие в состав обмазки, соединяясь с металлом, улучшают качество шва. Слой шлака замедляет остывание стыка, что способствует удалению большего количества газов.
Неплавящиеся угольные и графитовые электроды используются совместно с присадочной проволокой, необходимой для создания шва. При выборе следует учитывать что:
- для ручной сварки меди цвет обмазки красный;
- марки с серым покрытием предназначены для цветных металлов;
- синими электродами варят тугоплавкие металлы;
- с желтой обмазкой жаропрочную легированную сталь.

Подготовка деталей к сварке
Независимо от способа медные заготовки нужно очистить от грязи с последующим обезжириванием. Оксидную пленку удаляют металлической щеткой или мелкозернистой наждачной бумагой осторожными движениями, чтобы не было глубоких царапин. Очистку рекомендуется завершать травлением свариваемых деталей и проволоки в водном растворе азотной, соляной или серной кислоты. Затем промыть приточной водой и высушить горячим воздухом.
С кромок заготовок толщиной 0,6 — 1,2 см снимают фаски, чтобы между ними получился угол 60 — 70⁰. При сварке с обеих сторон его уменьшают до 50⁰. Если толщина деталей больше 12 мм кромки разделывают в виде буквы Х для двухстороннего соединения. Если это невозможно делают глубокую V-образную разделку. Но для заполнения стыка потребуется больше расходных материалов и времени, так как сваривать медь придется широким швом.
Для предотвращения деформаций при усадке между заготовками, в зависимости от толщины, оставляют зазор 0,5 — 2 мм. Чтобы его ширина была неизменна по длине стыка, детали прихватывают с интервалом 30 см. При доведении шва до временного соединения его сбивают молотком, иначе на этом месте стык будет с дефектами.
Чтобы его ширина была неизменна по длине стыка, детали прихватывают с интервалом 30 см. При доведении шва до временного соединения его сбивают молотком, иначе на этом месте стык будет с дефектами.
Чтобы медь не протекала на обратную сторону, под стык подкладывают пластины из стали или графита шириной 4 — 5 см. Для компенсации температурного расширения детали предварительно нагревают до 300 — 400⁰C. При работе на улице потребуются переносные экраны, защищающие от ветра.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности.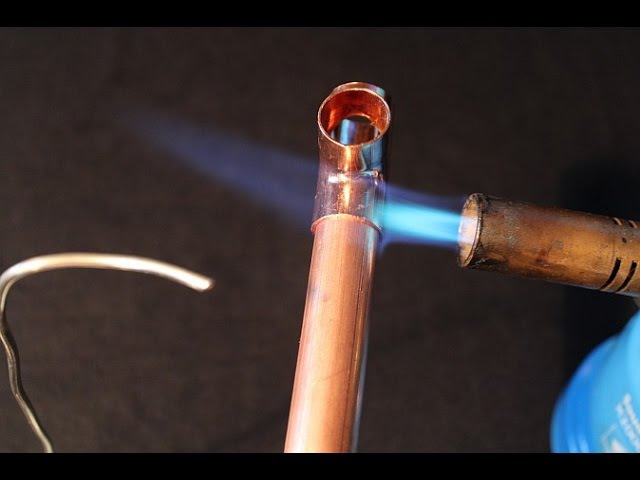 Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Толщина меди, мм | Диаметр электрода, мм | Значение тока, А |
2 | 2 — 3 | 100 — 120 |
3 | 3 — 4 | 120 — 160 |
4 | 4 — 5 | 160 — 200 |
5 | 5 — 6 | 240 — 300 |
6 | 5 — 7 | 260 — 340 |
7 — 8 | 6 — 7 | 380 — 400 |
9 — 10 | 7 — 8 | 400 — 420 |
Автоматическая сварка под флюсом
Для работы потребуется сварочный автомат, выдающий переменный и постоянный ток. Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.
Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.
Сварку проводят одним проходом с использованием присадочной проволоки из меди. Если характеристики по тепло и электропроводности не важны, ее заменяют бронзовой для повышения прочности соединения. Чтобы швы создавались одновременно с обеих сторон, на подкладках под стыком выкладывают подушки из флюса.
При работе с медью и ее сплавами выделяются токсичные газы. Из латуни при сильном нагреве испаряется цинк, образуя ядовитую окись. Поэтому работать надо в респираторах и защитной одежде в помещениях с вытяжной вентиляцией.
Сварка меди: способы выполнения работ, инвентор
На чтение 10 мин. Опубликовано
Сварка меди часто применяется в быту и промышленности, что объясняется особыми свойствами материала. Для получения качественного соединения нужно строго следовать технологии, правильно выбирать присадочную проволоку, использовать подходящий аппарат.
Для получения качественного соединения нужно строго следовать технологии, правильно выбирать присадочную проволоку, использовать подходящий аппарат.
Трудности сваривания меди в домашних условиях
Сложность сварки этого металла может заключаться в таких особенностях:
- При нагревании медь взаимодействует с кислородом, образуя прочный оксидный налет. Температура плавления такой пленки высока, поэтому следует принимать меры по предотвращению течения окислительной реакции.
- Медь сильно расширяется при нагревании. Этот показатель у нее в 1,5 раза превышает таковой у стали. В процессе остывания металл дает выраженную усадку.
- При контакте с воздухом медь поглощает кислород. Это приводит к формированию неоднородного шва с пустотами и посторонними включениями.
- Из-за высокой теплопроводности медные заготовки быстро перегреваются и остывают. Это негативно отражается на прочности сварного соединения.
- Повышенная текучесть расплава усложняет сварку габаритных деталей. Полностью проплавить одну сторону конструкции не удается. Сварщик сталкивается с трудностями и при формировании потолочных или вертикальных швов.
- Медь частично утрачивает прочность и пластичность при нагревании до +2000 °С. При температуре +5500 °С эти свойства полностью теряются.

Как примеси влияют на свариваемость меди
Наличие других веществ в составе сплава могут делать его более хрупким или менее пластичным, способствовать возникновению дефектов сварного шва. Материал может содержать примеси с температурой плавления, отличающейся от таковой у основного металла. Это усложняет процесс сварки, снижает качество получаемого соединения.
Наличие других веществ влияет на свариваемость меди.Примеси в чистой меди обнаруживаются всегда. Поэтому на практике рабочий процесс представляет собой сварку сплава, при которой используют флюсы или защитную газовую среду. Рекомендуется применение присадочной проволоки с содержанием кремния, марганца, алюминия.
Вещества делают структуру соединения однородной, помогают получать нужные технические характеристики.
Подготовка материала перед работой
Перед началом сварки меди полуавтоматом выполняют следующие действия:
- Обезжиривают кромки деталей растворителем. Металлической щеткой или наждачной бумагой снимают оксидную пленку.
- Очищают поверхности от пыли и грязи, удаляют посторонние элементы из обрабатываемой зоны.
- Если толщина деталей не превышает 1 см, срезают фаски с одной стороны. Двусторонняя обработка требуется при сварке более массивных заготовок.
Особенности выбора электродов для меди
Для сварки такого материала применяют покрытые специальными составами стержни. Рекомендованы легированные марганцем, кремнием или бронзой электроды. Используемые в качестве покрытия вещества препятствуют образованию оксидной пленки, делают сварное соединение однородным. При выборе стержня учитывают необходимость:
- поддержания стабильной дуги;
- предотвращения окисления меди;
- профилактики появления шлаковых включений, пор, раковин.
Как настроить режим сварки
Процесс протекает при постоянном напряжении. При настройке аппарата выбирают прямую полярность. Силу тока рассчитывают по формуле: Iсв=100×S, где S – толщина металлической заготовки. Для формирования защитной среды применяют аргон, азот, гелий. Длина электрической дуги не должна превышать 3 мм (при использовании инертных газов). При сварке в азоте ее можно увеличивать до 12 мм. Расход газа составляет:
- аргон – 9 л в минуту;
- азот – 18 л;
- гелий – 10-15 л.
Скорость ведения электрода выбирают с учетом геометрии формируемого шва.
Тонкие детали варят холодным методом, толстые – предварительно нагревают в газовой среде.
Используемые для меди припои
Применение флюсов помогает повысить качество соединения, уменьшить число дефектов, сделать конструкцию более прочной. По свойствам припои делятся на высоко- и низкотемпературные.
Высокотемпературные флюсы
Такие припои сохраняют свои качества при нагревании до +1100 °С. В состав средств входят кремний, серебро, цинк, медь, фосфор. Большая часть составов может использоваться при сварке меди и стали или других металлов.
Высокотемпературный флюс – вещество, которое облегчает процесс пайки.Низкотемпературные флюсы
Такие средства предназначены для использования при нагреве до 450 °С. Их применяют при сварке материалов с низкой температурой плавления.
В состав флюса входят свинец и сурьма. Для усиления антикоррозионных свойств добавляют цинк.
В общем о технологии сварки меди и сплавов на ее основе
Содержащий примеси металл отличается от чистого меньшей теплопроводностью. Поэтому для получения прочного соединения не требуется слишком высокая температура. Технология сварки любым способом состоит из нескольких основных этапов:
- Подготовки деталей. На этом этапе соответствующим образом обрабатывают кромки, закрепляют заготовки в правильном положении.
- Установку защитного экрана, препятствующего перегреву или быстрому остыванию. Это предотвращает образование трещин вокруг сварного соединения.
- Включение и настройку выбранного сварочного аппарата.
- Поджиг электрической дуги вне обрабатываемой области.
- Нанесение флюса на электрод.
- Однократное формирование сварного шва.
- Отключение оборудования.
- Медленное охлаждение конструкции.
Инструкция по сварке меди разными способами
Для соединения деталей из этого металла применяют полуавтоматические или инверторные сварочные аппараты. Выбор технологии зависит от вида оборудования, требований к швам.
Инверторная сварка
Устройство поддерживает стабильные силу тока и напряжение. Имеется несколько предустановленных режимов. Компактный прибор имеет небольшой вес, что облегчает его перемещение. Инструкция по сварке предписывает соблюдение таких правил:
- Шов накладывают небольшими стежками, длина которых не должна превышать 4 см. При работе делают перерывы, препятствующие перегреву металла, способствующему появлению прожогов.
- Электрод держат под наклоном 10-20°.
- Перед тем как варить медь инвертором, правильно выбирают параметры тока и напряжения. При этом учитывают тип сплава, толщину деталей.
Допускается подключение проводов прямым или обратным способом.
При помощи полуавтомата
Этот тип оборудования применяется при формировании длинных соединений. Равномерная подача присадочного материала делает шов прочным, однородным. Нельзя совершать поперечные движения проволокой или электродом. Это приводит к появлению пор. Сварку полуавтоматом в домашних условиях начинают только после обработки кромки. Рекомендованные параметры сварки:
- диаметр проволоки – 2 мм;
- сила тока – 300 А;
- тип флюса – АН-26 или К-13;
- напряжение – 30 В;
- вид присадочного материала – М1-3.
Сварка аргоном
В этом случае используются вольфрамовые электроды, питающие кабели подключаются по схеме обратной полярности. Детали сваривают без предварительного нагрева. Шов ведут справа-налево. Рабочую часть аппарата держат перпендикулярно обрабатываемой поверхности. Рекомендованный расход аргона – 10-18 л в минуту. Сварочный ток выбирают с учетом толщины детали.
Сварка аргоном позволяет защитить металл от окисления.Работа в газовой среде
В этом случае сварку осуществляют с использованием горелки. Перед началом работы сварщик должен изучить, в чем заключается сложность при сварке меди этим способом. Затруднения возникают на этапе расчета расхода газа:
- при толщине заготовок до 1 см этот показатель составляет 15 л в минуту;
- если работа ведется с более массивными деталями, расход стоит увеличить до 20-25 л в минуту.
Для равномерного прогрева толстых конструкций применяют 2 горелки. Повысить качество соединения помогают флюсы с содержанием бора.
Состав сварочной проволоки должен полностью соответствовать таковому у соединяемых изделий. Если это невозможно, выбирают максимально близкие варианты.
Выбор сварочного аппарата
Каждый агрегат используется для выполнения того или иного вида работ.
При использовании электродов
Дуговая сварка медных пластин выполняется с использованием неплавящихся электродов в среде аргона. Для этого подходят аппараты Orion 150s или 250s. Они характеризуются компактными размерами, помогают быстро и качественно варить медь. Для инверторной сварки используют агрегат “РЕСАНТА САИ-220 ПН”. Он работает от бытовой электросети 220 В. Устройство снабжено охлаждающей системой, поэтому не перегревается во время работы.
Для инверторной сварки используют аппарат Ресанта.Для приварки проволоки
При сварке таким способом используют инверторный полуавтомат “Энергомаш СА-97ПА20”. Аппарат весит не более 15 кг, работает с проволокой разного диаметра. При необходимости плавной подачи присадки стоит приобрести Shyuan MIG/MMA-290. Устройство выводит расходный материал в рабочую зону со скоростью 2-13 м в минуту. Прибор можно использовать для работы с разными электродами.
Сварочный инвертор “Союз САС-97ПА195” снабжен функцией холостого хода с напряжением 60 В. Рабочий параметр регулируется в диапазоне 15-23 В. Прибор заправляют проволокой диаметром 0,8-1 мм.
Для работы с медными проводами
В этом случае применяют такие устройства:
- “ТС-700-2”, предназначенный для соединения тонких медных жил. Компактный аппарат весит 4 кг, работает от бытовой сети, потребляет не более 1,5 кВт. 1 угольного электрода хватает на 700 сварочных циклов.
- “РЕСАНТА САИ-160”. Инвертор применяется для сваривания скруток. Производитель снабдил агрегат несколькими предустановленными режимами, облегчающими процесс настройки.
- “СВАРОГ ARC 160” с бесступенчатым регулятором параметров. Для подключения кабелей предусмотрены удобные разъемы. Вес аппарата составляет 4 кг, что обеспечивает удобство переноски и работы.
Особенности для разных электродов
Течение сварочного процесса во многом зависит от типа выбираемых стержней.
Сварка угольным электродом
Технология универсальна, поскольку допускается розжиг дуги между 2 стержнями, электродом и заготовкой или массой. Процесс напоминает сварку с горелкой. Для формирования сварного соединения используется проволока БрКМц3-1. Силу тока и напряжение рассчитывают с учетом характеристик металлоконструкции, состава сплава.
Инверторный угольный электрод
К сварке этим способом можно приступать только при наличии соответствующих навыков. При выполнении работ учитывают следующие особенности:
- электрод удерживают под наклоном не более 30°;
- сила тока должна составлять от 35 до 130 А (в зависимости от толщины заготовок).
Особенности при сваривании меди с разными металлами
Иногда возникает необходимость соединения разных материалов. Соблюдение некоторых рекомендаций помогает получить надежный, прочный шов.
Нихромовые детали
Заготовки из меди и нихрома сваривают, используя графитовые электроды. Они поддерживают стабильное горение дуги, длина которой зависит от напряжения. Стержень не плавится при нагревании до нужной температуры. В структуре стержня происходит термоэлектронная реакция, позволяющая варить нихром с медью при силе тока от 10 А. Преимуществами графитового электрода являются экономичность, отсутствие эффекта залипания.
С алюминием
Для дуговой сварки меди с этим металлом используют 2 способа:
- Контактный метод. В этом случае учитывают разницу в температурах плавления. При стыковании берут более длинную алюминиевую заготовку. Сварочную ванну обдувают азотом. Воздух подавать в рабочую зону нельзя, это способствует образованию тугоплавкой пленки. При соединении труб элементы надевают на стержень, совмещая в одной точке.
- Замковый способ. В этом случае на алюминиевую пластину накладывают плоскую медную заготовку. Шов формируют по периметру. Его ширина должна совпадать с толщиной полосы. Процесс ведется с применением графитовых вставок, формирующих соединение.
Сварка со сталью
Соединять детали из этих металлов сложно, но возможно. В этом случае применяются те же способы, что при сварке стальных деталей. Обращают внимание на разницу в температурах плавления материалов. Кромку стального элемента делают более длинной и тонкой, чтобы она начала плавиться быстрее. При работе с угольным электродом сварка ведется с током прямой полярности. Напряжение дуги составляет 40-55 В. Во время сварки используют флюс, предназначенный для работы с медью. Его вводят в промежуток между кромками.
Иногда возникает необходимость соединения стальной заготовки со шпилькой. В таком случае используют точечную сварку меди с обратной полярностью. Процесс ведется с использованием проволоки. Предварительный прогрев деталей не требуется. Заварить стальную шпильку на медной пластине сложно. Поэтому к заготовке прикрепляют кольцо. В него затем вставляют шпильку.
Полезные видео
Просмотр роликов, касающихся способов сварки, поможет освоить основные навыки, избежать возникновения ошибок.
основная информация по существу процедуры
Пайка меди, а также ее сплавов в наше время является достаточно распространенной процедурой, поскольку не редко некоторое домашнее оборудование выполняется именно из данного материала. Таким образом, могут пригодиться знания относительно пайки медных проводов электрической проводки, радиаторов отопления, каких либо мелких бытовых деталей. Медная пайка деталей – популярная услуга многочисленных компаний, занимающихся ремонтом, пайкой изделий из различных металлов.
Преимущества меди: краткий курс материаловедения
Технически чистая медь может похвастать отличной электропроводностью, а также теплопроводностью. Также огромным преимуществом владеет медь, владеющая высокой устойчивостью против воздействия коррозии. Медь – сравнительно прочный, а также пластичный материал. При уменьшении газов пластичность меди увеличивается до 62%. Во время повышенных температурных показателей прочность металла идет на спад, в то время как пластичность возрастает. Примечательным свойством меди есть то, что она способна оставлять в сохранности высокую пластичность до температуры жидкого гелия (-269 гр. С).
С целью повышения прочности меди, как материала, а также придания ей положительных свойств, она легируется всевозможными добавками. Стоит отметить, что сплавы на медной основе могут похвастать значительными механическими свойствами и многим другим.
Материалы, оборудование и методы
Безусловно, при соединении изделий из меди потребуются специальный, расходные и вспомогательные материалы, инструмент и оборудование. В большинстве случаев основной инструмент во время пайки – паяльник. Также может применяться газовое оборудование (горелка), либо использование специальных печей, а также погружение в припой (тиноль).
Низкотемпературный припой во время пайки используется благодаря общедоступности материала, а также простоте применения. Однако существует одно значительное ограничение во время работы паяльником, согласно которому использовать данное данный инструмент можно лишь по отношению к тонкостенным деталям при температуре до 350 гр. С. Массивные же металлические детали по причине высокой теплопроводности соединяются газовыми горелками.
Для трубчатых теплообменников используется пайка методом погружения в расплавы припоев и солей. Соли служат источником тепла, выступают в роли флюса, в связи с чем в применении флюса дополнительно нет необходимости. Во время пайки способом погружения в ванну, где находится припой, офлюсованные детали нагревают в расплаве припоя, заполняющим все зазоры.
Пайка в печах
Современная промышленность нуждается в применении пайки в печах, так как в процессе процедуры обеспечивается прогрев детали равномерно без деформации. В процессе пайки оловом или оловянно-свинцовым припоем используются зачастую канифольно-спиртовые флюсы, растворы хлористого аммония, хлористого цинка. Серебряный припой с достаточным успехом применяется вместе с использованием флюсов на основе фтористых соединений калия, бора. Стоит отметить, что данные флюсы способны очищать поверхность меди от оксидной пленки, тем самым способствуя отличному растеканию припоя.
Флюсовая пайка
Основной недостаток флюсовой пайки, используя серебряный припой, — проблематичность получения герметичного соединения. К тому же остатки флюса образуют по окончании пайки некие очаги коррозии, в связи с чем пайка данного металла наиболее часто производится в нейтральных или восстановительных средах газа. Пайка в азоте может проводиться при температуре от 750 до 800 гр. С. Однако недостатком данного метода является то, что применяемое оборудование для очистки азота достаточно сложно устроено. Также доступа пайка в среде аргона, при этом используется припой ЛС-59-1.
Вакуумная пайка
Вакуумная пайка меди применяется с большим успехом при соединении множества металлов, включая медь. Стоит отметить экономичность данного метода воздействия на металл, а также его безопасность применения. Пайка меди выполняется в специальных вакуумных печах, либо контейнерах, которые загружаются в печи. Опять-таки, вакуумная пайка – достаточно сложный процесс, поскольку требуется сложное оборудование. Однако подобный метод является эффективным практически по всем параметрам.
Сцепление меди во время низкотемпературной пайки выполняется путем применения стандартных припоев оловянно-свинцовых, а также чистым оловом. Также доступны серебряные припои ПСр 1,5, ПСр 2,5, ПСр3 с использованием флюсов на основе канифольно-спиртовых или хлористого цинка.
Применяя кадмиевый припой, стоит знать, что понадобится инструмент, а также специальный навык, поскольку технологичность их значительно меньше, чем у оловянно-свинцовых тинолей. Сцепление изделий из меди производится путем использования припоев ПСр8КЦН, ПСр5КЦН. Припой не хладостойкий, в то время как теплостойкость достигает 350 гр. С. Обратить внимание нужно на то, что соединения, полученные в результате обработки кадмиевыми припоями, выходят не слишком прочными вследствие образования в паяном шве хрупких интерметаллидов. Некоторые из припоев могут работать с латунью, соединять стали и другие металлы. Сегодня строительный рынок предлагает широкое разнообразие универсальных припоев.
Припой на основе цинка для соединения меди применяется по причине его растворения в тиноле (предел прочности не выше 15 МПа). Цинковые тиноли, легированные серебром и медью, также недостаточно растекаются по поверхности металла. Легирование оловом и кадмием улучшает растекание материала по поверхности меди, он в то же время швы остаются хрупкими.
Капиллярная пайка
Капиллярная пайка рассматриваемого материала при помощи низкотемпературных тинолей выполняется при зазорах от 0,05 до 0,5 миллиметров, а также при температурах от 650 до 900 гр. С в аргоне, либо вакууме. Капиллярная пайка соединений, полученных с помощью индия, галлия, лова, ПОС40 и ПОС61 не отличаются отличной прочностью, так как предел прочности их составляет от 40 до 70 МПа. В течение процедуры соединения меди посредством свинца, шов образуется мало прочный, но в то же время пластичный. Применяя припой системы Pb-Ag-Sn-Ni, становится возможным обеспечение соединения пределом прочности при растяжении 140 МПа с высокой пластичностью.
Пайка стали дома
Пайка различных металлов сегодня применяется во многих отраслях. Соединение большинства металлов происходит посредством оловянно-свинцовых припоев, он они по большей части пригодны для сцепления меди. Для пайки стали понадобится определенный инструмент, а также материалы и оборудование, которые мы будет использовать в домашних условиях. Таким образом, для соединения изделий из стали нужно в домашних условиях приготовить тугоплавкий припой.
Понадобится следующее:
- Цинк;
- Медь;
- Кремний;
- Никель;
- Древесный уголь;
- Графитовый тигель;
- Газовая горелка;
- Паяльный инструмент помощнее.
Порядок действий:
- Для приготовления первого вида тугоплавкого тиноля потребуется подготовить графитовый тигель, медь, цинк и древесный уголь. Далее нужно поместить емкость медь с цинк в соотношении 45% к 5% соответственно. Затем следует расплавить смесь под слоем древесного угля. С целью увеличения текучести тиноля добавляется 0,3% кремния. После расплавления смесь для соединения стали надо перемешать и перелить в небольшие формы. Подобный припой доступен для пайки стали в диапазоне температур от 850 до 880 гр. С.
- Для более высокой температуры пайки стали нужно изменить пропорцию состава меди и цинка и смешать 60% с 40% соответственно. В роли флюса может выступать преобразователь ржавчины, содержащий ортофосфорную кислоту или хлористый цинк. Применять флюс для обработки стали следует совместно с промывкой мыльным раствором.
- Для пайки стали больших размеров нужен ее предварительный разогрев. Для этого используется газовый инструмент (горелка).
- Поверхность стали очищается, после чего обрабатывается растворителем.
- Жало паяльника также очищается, после чего натирается кусочком алюминия. Пайка стали осуществляется нагретым пальником аккуратными движениями.
Заказать Сварка и пайка латуни и меди
Сварочный процесс меди и медных сплавов является технически сложным. Проведение работ требует опыта и знаний. К усложняющим процесс факторам относят специфические свойства меди. При нагревании частицы этого металла вступают в химические соединения с водородом и кислородом. В результате образуется закись медных элементов. Для того, чтобы избежать негативных результатов, необходимо знать технологию сварочного процесса.
Технологические особенности
На практике сварка меди обладает несколькими особенностями, которые значительно осложняют протекание процесса работы. К ним относят:
- Высокую теплопроводность металла. Эта характеристика предполагает использование в процессе сварки меди специальной дуги, при помощи которой часть создаваемого тепла выводится из рабочей зоны. Из-за повышенной теплопроводности во время процесса невозможно применять различные виды швов. Специалисты рекомендуют использовать для сварки соединения стык в стык.
- Во время плавления металл быстро стекает по поверхности, что затрудняет выполнение вертикальных и потолочных швов. Для того, чтобы избежать появления этой проблемы, необходимо использовать сварочную ванну небольших размеров и следить за тем, чтобы металл после плавки быстро охлаждался.
- При проведении сварки стыковочных швов в основании изделия важно обязательно использовать подкладки из асбеста и графита, а также флюсовые подушки. Они помогут избежать возможных прожогов деталей.
- Под действием высокотемпературных режимов медь активно соединяется с водородом и кислородом. Из-за этого в шве образуются небольшие трещины и мелкие пористые образования. В результате чего качество работ снижается. Для того, чтобы избежать появления этой проблемы, нужно позаботиться о защите рабочей зоны. Применение газа для нагревания металла поможет улучшить качество и надежность шва.
- Сплавы меди хорошо окисляются. Появившаяся пленка на металле отличается тугоплавкостью. Чтобы не начался окислительный процесс во время работы, необходимо применять присадочную проволоку. В ее состав должны входить: кремний, фосфор и марганец.
- В отличие от других металлов медь быстро деформируется при нагреве. На поверхности изделия образуются заломы и трещины. Для решения этой проблемы деталь перед началом работ прогревают в печи или над газовой горелкой до температуры 300ºС.
Если следовать правилам проведения процесса, сварка меди осуществляется в домашних условиях.
Выбор инструмента
Выбор используемого рабочего инструмента будет зависеть от задачи. Если необходимо припаять несколько проводов, то на прогрев нужно потратить небольшое количество энергии. Работу проводят при помощи паяльника.
При необходимости соединения друг с другом двух массивных деталей нужно учитывать высокую теплопроводность материала. Для улучшения процесса сварки меди применяют специальные флюсы. Их эффективность выше по сравнению с часто используемым веществом для сварки других металлов под названием канифоль. Флюсы наносят при помощи кисточки перед началом работы.
Крупные детали неудобно паять при помощи паяльника. При подготовке работы необходимо учитывать следующие особенности:
- Какая максимальная температура должна быть достигнута. В домашних условиях можно применять инструмент, при помощи которого достигают температуру плавления около 1500ºС. Когда речь идет о профессиональной мастерской, то там используют аппараты, способные разогреть металл до 2000ºС. Они позволят качественно паять крупные детали и применять флюсы и тугоплавкие припои.
- Какую форму и размер будет иметь пламя. Когда проводят точечные работы, то пламя должно быть небольшим. Его форма: заостренная кверху. Для крупных свариваемых деталей необходимо хорошее горение и появление вихревого пламени. На деле удобно, если в процессе сварки меди есть возможность настраивать газовую горелку и регулировать вид пламени.
- Сварка меди в домашних условиях может проводиться при помощи устройства, которое устанавливают на переносной газовый баллон. В профессиональных мастерских применяют горелки, которые присоединяют при помощи специальных шлангов к газовым баллонам.
Часто горелку пытаются изготовить своими руками. Но для этого необходимо обладать определенными знаниями и опытом. Их отсутствие может привести к несоблюдению элементарных правил безопасности во время сварочного процесса. Поэтому лучше приобретать горелки в специализированных магазинах.
Какой выбрать припой
Принимая во внимание технические характеристики, припои делят на три основные группы. К ним относят:
- Припои низкотемпературные. Ими стоит воспользоваться при условии, что при помощи выбранного инструмента невозможно обеспечить хороший разогрев изделия. Но прочности стыковочного шва будет невысока.
- Припои для пайки меди среднетемпературные. При достаточной мощности инструмента использование этого вида припоя помогает наложить достаточно прочный шов, эксплуатационные свойства которого будут высоки.
- Припои высокотемпературные. С их применением можно достичь более хорошее соединение. Важно учитывать, что не все медные сплавы способны сохранять свою прочность после сильного нагревания. Перед применением припоя для сварки меди нужно тщательно изучить состав соединения.
Припои отличаются друг от друга еще и по входящим в состав компонентам. Самым распространенным способом является пайка меди с применением твердого припоя. Для его изготовления используются различные смеси:
- олово с медью и медные припои с серебром относят к низкотемпературным;
- медь с фосфором – особый вид высокотемпературных припоев, позволяющий проводить работы без применения флюсов;
- медные припои с серебром и цинком – смесь отличается хорошей тугоплавкостью, шов после обработки обладает антикоррозийными свойствами;
- серебряные припои относят к высокотемпературным, обязательно использование флюсов, обладают высокой стоимостью.
Большой выбор различных припоев в продаже дает возможность подобрать нужную смесь для пайки меди.
Очень часто возникает вопрос: можно ли паять медные изделия, используя олово. При помощи этого элемента добиваются прочного соединения деталей. Важно помнить о том, что для этого нужно использовать мощный паяльный инструмент. Олово незаменимо, когда нужно сварить элементы изделий, которые используются для приготовления пищи.
Пайку меди проводят с использованием активных составов, таких как: Ф-38Н и ЗИЛ-2. В качестве флюсов также незаменимы паяльный жир и ортофосфорная кислота. После того, как проведение работ окончилось, шов тщательно промывают. Правильный выбор флюса влияет на надежность и прочность соединения сплавов из латуни.
Как подготовиться к работе
Процесс пайки меди и пайки латуни требует проведения подготовительных этапов работы. При пайке медных труб изделия аккуратно режут на несколько элементов. Это можно делать при помощи трубореза или специальной шлифмашинки. Подготавливаются кроки деталей.
Металлическая поверхность при пайке меди очищается от налипшей грязи и появившейся окисной пленки. Металл обезжиривается и обрабатывается вручную при помощи наждачки или специальной щетки с щетинками из металла. Во время проведения работ важно следить за сохранением целостности обрабатываемой поверхности.
В заранее подготовленном растворе делают травление детали и присадочного материала. В качестве основы раствора берется соляная или серная кислота. В воде растворяют кислоту и кладут в нее заготовки детали. После окончания процесса обработки части изделия тщательно промываются в чистой воде и сушатся с использованием горячего воздуха.
Если толщина детали составляет более 10 мм, то ее части перед началом пайки греют в печи или над горелкой. Затем детали стыкуют друг с другом. Важно оставлять между ними маленький зазор и следить за тем, чтобы его размер не менялся, если потребуется дополнительная стыковка. Для точной стыковки понадобятся специальные прихватки. Их также нужно предварительно зачистить для того, чтобы избежать появления трещин.
При сварке меди и сплавов меди нужно применять дополнительные инструменты и приспособления. Подкладки из графита и меди используют, когда стыкуются нижние швы. Специальные съемные экраны могут понадобиться при работе на ветру.
Технология процесса
На практике применяются электроды из угля и графита для сварки меди и пайки латуни. Во время работы допускается выпуск электрода не более 7 мм. Электроды из вольфрама не рекомендуют использовать, потому что этот элемент быстро расходуется. Необходимая проволока может быть медной, медно-никелевой или из сплава бронзы.
Проволоку рекомендуют подавать с края зоны, в которой ведется основная работа. Этим правилом пользуются для того, чтобы избежать попадания металла на электрод. Чтобы соединить детали изделия сверхпрочными швами используется диффузионная сварка. Работы проводятся в специальных камерах с вакуумом.
Процесс работы со сварочным аппаратом опасен для жизни и здоровья людей. Нельзя пренебрегать правилами собственной безопасности. Требуется использование спецодежды, очков и рукавиц для защиты рук.
Разобраться с технологией сварочного процесса при желании сможет каждый. Важно перед началом работ изучить информацию по этой теме и суметь воспользоваться ею на практике.
Припои для пайки. Виды и свойства. Состав и флюсы. Плавление
Для соединения различных металлических деталей между собой часто применяется пайка. Этот вид соединения популярен в различных сферах жизни и производства. Чаще им пользуются радиолюбители и домашние мастера.
Пайка может выручить как при ремонте компьютера, телевизора, радиотехники, так и в промышленности, ремонте холодильников. Пайка хороша в создании герметичности соединения. А некоторые материалы по-другому просто невозможно соединить.
Не все металлы можно соединить сваркой. А чтобы пайка получилась качественной и герметичной, необходимы навыки работы, хорошие инструменты и соответствующие припои для пайки и флюсы.
Составы и виды припоев и флюсов выбирают в соответствии с материалами, из которых изготовлены соединяемые материалы. Например, для алюминия нужен совсем другой флюс, нежели чем для меди. Рассмотрим основные свойства припоев, их применяемость, особенности использования.
Основные свойства
В качестве припоя применяют разные сплавы металлов. Есть сплавы на одном чистом металле, обычно это олово. Металлы, входящие в состав припоя, отличаются между собой разными параметрами.
СмачиваемостьЛюбые припои для пайки в обязательном порядке должны обладать свойством смачиваемости, иначе соединяемые детали невозможно будет соединить качественной пайкой.
Смачиваемостью называется явление, при котором надежность связи между молекулами твердого вещества с жидкостью больше, чем у жидкости. При наличии хорошей смачиваемости жидкость расходится по поверхности, при этом заполняет все ее полости. Когда припой недостаточно смачивает металл, его не применяют для этого металла. Для пайки меди чистый свинец не используют, он не смачивает медь.
Температура плавленияНесмотря на вид припоя, у любого вида температура плавления не должна быть больше, чем температура спаиваемых деталей. Однако она должна быть больше рабочих температур материалов, чтобы при работе спаянного устройства припой не расплавился.
В этом вопросе есть два порога температуры. Первый – это температура, во время которой только начинается плавление самых легкоплавких составляющих припоя, а второй – это когда весь припой превратился в жидкость. Интервал между этими двумя значениями называется интервалом кристаллизации припоя.
Если соединенное пайкой место будет находиться при температуре кристаллизации, то место пайки может быстро разрушиться, даже от небольшой нагрузки, так как соединение будет иметь повышенное электрическое сопротивление и хрупкость. Во время пайки нужно знать, что пока припой окончательно не затвердел, нельзя прикладывать к нему какие-либо нагрузки.
Свойства припоевВ любом составе припоя не должны содержаться вещества, обладающие токсичными свойствами для человека, выше нормы. Припои для пайки должны иметь свойства термостабильности и электростабильности. При выборе припоя учитывается теплопроводность припоя и его тепловое расширение. Они должны быть на уровне с паяными деталями.
Виды припоевВсе припои для пайки разделяются на твердые и мягкие. Температура плавления твердых припоев составляет более 450 градусов, а мягких – до этого значения.
Мягкие припои для пайкиНаиболее популярные из них являются сплавы олова и свинца с различным процентным соотношением. Для придания особых свойств припою, в него могут добавить вспомогательные составляющие. Кадмий и висмут используются для уменьшения температуры плавления. Сурьма повышает прочность пайки.
Припой на олове и свинце имеют малую температуру плавления и низкую прочность. Для ответственных деталей такой припой лучше не применять. Если приходится паять мягким припоем детали, подверженные серьезным нагрузкам, то рекомендуется повысить площадь пайки деталей.
Наиболее популярными припоями мягкого типа стали от ПОС – 18 до ПОС – 90. Цифры в маркировке обозначают процентное содержания олова в припое. Эти марки припоев применяют в производстве приборов, а также электронных устройств. ПОС-90 служит для пайки деталей, подвергающихся в дальнейшем гальванике. ПОС-61 применяется для пайки точных устройств, особо ответственных деталей из различных материалов. Им осуществляют пайку латуни, меди, когда нужна прочность соединения и повышенная электропроводность.
ПОС-40 применяется для неответственных деталей, для которых не нужна особая точность. Зону пайки можно нагревать до высокого значения температуры. ПОС-30 хорошо сочетается с латунью и медью, а также стальными сплавами.
Твердые припои для пайкиСреди твердых припоев с большой температурой плавления имеется две группы: сплавы меди и серебра. К медным видам припоев можно отнести припои, созданные на основе цинка и меди, которые хорошо сочетаются для соединений, предназначенных для статической нагрузки. Эти сплавы хрупкие, поэтому их не нужно применять для пайки материалов с ударной или вибрационной нагрузкой.
Другие виды припояИмеются и другие виды припоя, которые редко применяются. Они необходимы для пайки редких металлов, либо для особых специальных условий. Есть припои на основе никеля, служащие для деталей, работающих при высоких температурах, либо изготовленных из нержавеющей стали. Золотые припои используют для вакуумных трубок. Имеются также припои магния.
Форма выпускаПрипои выпускают в виде различных форм и упаковок. Чаще припои изготавливают в виде проволоки, фольги, либо порошка или таблеток. Также бывают гранулированные припои, паяльные пасты. Форма припоя выбирается в зависимости от вида зоны пайки.
Пайка алюминияАлюминиевые детали соединяют с помощью пайки, при этом используют специальные припои. Пайку алюминия используют в промышленности, бытовых условиях.
Вообще, пайку алюминия считают сложной работой. Так получается, когда неправильно выбирают вид припоя. Берут совсем не тот припой, какой нужно, предназначенный для других металлов. Причина трудной пайки заключается в образовании оксидной пленки, которая не позволяет создать хорошую смачиваемость алюминия.
Чтобы запаять алюминиевую деталь, применяется припой, содержащий цинк, серебро, медь, алюминий и кремний. В торговой сети имеется множество припоев с такими составляющими в разных пропорциях. При выборе следует учесть, что наибольшая коррозионная стойкость и прочность соединения достигается припоем с значительным содержанием цинка.
Алюминий можно также спаять и обычным припоем из свинца и олова, но для этого нужна качественная подготовка поверхности, которая включает в себя зачистку металлической щеткой из нержавеющей стали. При пайке нужно использовать активный флюс. Но такой способ редко применяется.
Пайку алюминия производят при высокой температуре. Наиболее применяемые припои для пайки алюминия – это алюминиево-медно-кремниевые составы.
Пайка медиМедь паять легче всего. С ней сочетаются практически все виды припоев. Применяются как мягкие легкоплавкие припои, так и твердые виды, а также сплавы олова, свинца, серебра, цинка и т. д.
Для ремонта компьютера или телевизора подходят любые мягкие припои. Для пайки труб, водопровода, холодильника применяют твердые припои. Соблюдая эти простые правила можно получить хороший результат.
Пайка нержавейкиДля соединения пайкой деталей, изготовленных из нержавеющей стали, специалисты рекомендуют применять припой, состоящий из свинца и олова. Неплохой результат получается с припоем, содержащим кадмий. Можно использовать мягкие припои на основе цинка.
Их нельзя применять совместно с низколегированными сталями, а также углеродистыми сплавами. Наиболее оптимальный вариант припоя для нержавеющей стали – это припой из чистого олова, тем более, если пайка будет соприкасаться с пищевыми продуктами.
При проведении пайки в сухом месте или в печи, используют марганец с серебром, чистую медь или припои на никеле и хроме. Во время пайки в условиях коррозии, применяют тиноли на основе серебра с частью никеля.
Пайка сталиЭффективным припоем для соединения деталей из стали является ПОС-41. Другие припои для пайки также можно применять, но они не совсем подходят для этих целей. Припой на основе цинка плохо сочетается со сталью, особенно низколегированных и углеродистых сплавов.
Как самому приготовить припойДля приготовления припоя своими руками составляющие части (обычно это свинец и олово) взвешивают на весах. Эту смесь плавят в тигле на газовой горелке. Расплавленный состав перемешивают металлическим стержнем.
Далее, небольшой пластинкой из стали снимают шлак с поверхности расплавленного припоя, затем аккуратно разливают его в формочки, сделанные из жести, либо гипса.
Плавку осуществляют в проветриваемом помещении, с соблюдением мер безопасности, то есть, надевают очки, фартук, перчатки.
Виды флюсовНи одна пайка не обходится без флюса, так же как без припоя. Это химическое вещество, растворяющее и поглощающее окислы. Флюс осуществляет защиту металла от окисления и способствует смачиванию соединяемых деталей.
Для процесса пайки припоем на основе олова и свинца используют флюс на основе соляной кислоты, либо хлористого цинка. Флюсом может служить также хлористый аммоний или бура. Эти флюсы являются активными. Пассивные флюсы состоят из канифоли, масла, вазелина и других подобных веществ.
Например, с мягкими видами припоев можно применять раствор соляной кислоты. Со сталью, медью и латунью используют хлористый цинк. Жирные вещества способен растворять нашатырный спирт. Для пайки алюминиевых сплавов в качестве флюса применяют смесь из тунгового масла, хлористого цинка, канифоли. Имеет свое применение и фосфорная кислота.
Похожие темы:
Пайка и металлическая кровля | Новости металлического строительства
Пайка – это процесс металлообработки, при котором металлы соединяются вместе с припоем посредством нагрева. Припой – это наполнитель, цветной металл, который плавится при температуре ниже на 840 F ниже температуры соединяемых металлов. После нагрева и плавления он быстро затвердевает, что закрепляет его на стали. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного притяжения.
При пайке кровли два металлических куска соединяются вместе, образуя прочный и герметичный шов.«Пайка может быть спорной темой, поскольку многие старинные европейские детали требуют техники складывания, не требующей припоя», – говорят Том и Джефф Сторц, John Stortz & Son, Филадельфия. «Тем не менее, пайка – это эффективный и быстрый метод создания водонепроницаемых швов. Часто спаянные участки крыши включают грунтовые трубы, выступы дымохода, выступы или швы в впадинах, косынки или отводные участки. Все это пятна с высокой вероятностью утечки или скопления воды ».
Джеймс Валас, менеджер по архитектуре Revere Copper Products Inc., Рим, штат Нью-Йорк, соглашается с тем, что для многих критических узлов требуются паяные соединения, чтобы гарантировать, что система остается жесткой или водонепроницаемой, например, участки пологих или плоских крыш, стыки в защитных покрытиях, вокруг отверстий в крышах, таких как дымоходы, служебные входы и т. Д. в водостоках. «Эти условия требуют наличия опытного ремесленника», – добавляет он.
Перед пайкой
Подготовьте стальные поверхности с помощью стальной проволочной щетки или металлической мочалки, энергично взбалтывая или протирая поверхность.«Отшлифуйте область соединения механической шлифовкой и плотно соедините все медные детали друг с другом, оптимальным является зазор от 0,004 до 0,007 дюйма», – говорит Стивен Кнапп, директор по листам, полосам и пластинам Ассоциации развития меди, Нью-Йорк. Соединяемые металлы необходимо очистить от грязи, коррозии, масла, жира, пленок или оксидов. Припой не прилипает к оксидам.
Также флюс может обеспечить полное сцепление и полную прочность стыков. Жидкий паяльный флюс представляет собой смесь неорганических солей в воде.Флюсы очищают область соединения, предотвращают окисление, увеличивают смачивающую способность припоя за счет уменьшения поверхностного натяжения и позволяют припою правильно течь и заполнять предполагаемое соединение. Канифоль и органические флюсы не разрушают оксидное покрытие. Используйте кислотный флюс, предназначенный для пайки стали. Правильный флюс зависит от материала пайки. Некоторым металлам потребуется более агрессивный или кислотный флюс для получения надлежащего соединения.
Полностью пропотевший водонепроницаемый шов невозможен, если очищенный шов находится в атмосфере более чем на несколько часов, является влажным или содержит грязь или масла.«Удаление окисления непосредственно перед флюсованием и пайкой является критическим фактором для правильной пайки», – говорит Кнапп. «Готовьте только то количество кастрюль, которое можно приготовить за текущий день».
Кнапп говорит, что флюсы также обеспечивают чистоту паяльной пластины. «Припой лучше всего работает, когда в нем нет примесей», – говорит он. «Время от времени погружение кончика паяльной меди в раствор флюса поможет счистить излишки окисления. После завершения, если необходимо, немедленно обработайте флюсом и повторно припаяйте все области, где припой не заполнил шов.Затем очистите соединение и нейтрализуйте флюс, так как излишний остаточный флюс обесцвечивает медь ».
Безопасная пайка
Пайка подвергает рабочих опасности, в том числе очень горячим материалам. При пайке и обращении с горячим оборудованием и емкостями, такими как закалочные ведра, надевайте перчатки, защитные очки или защитные очки, рубашки с длинными рукавами и другие устройства, предназначенные для предотвращения ожогов и травм глаз. Работайте в хорошо проветриваемом помещении.
«Защитное оборудование имеет решающее значение, поскольку некоторые из используемых компонентов, такие как нагретый флюс и расплавленные припои, могут« плеваться »в жидкой форме, особенно когда они слишком горячие», – говорит Кнапп.«Воздействие дыма, с другой стороны, значительно снижается из-за того, что большинство архитектурных применений из меди находятся на открытом воздухе, что обеспечивает естественную вентиляцию». Том и Джефф Сторц подчеркивают, что меры предосторожности всегда имеют первостепенное значение при пайке, даже когда они говорят, что наличие воды поблизости является хорошей практикой. «Пожар – главная проблема при пайке металлических крыш», – говорят они. «Использование горелки с открытым пламенем, как правило, не одобряется в промышленности, поскольку увеличивает вероятность возгорания. Горелки с закрытым пламенем уменьшают риск и направляют источник тепла в сторону от поверхности крыши.Всегда имейте доступ к огнетушителю на месте и дайте 30-минутное пожарное дежурство после завершения. Другой риск – вдыхание токсичных химикатов ».
Техника пайки и насадки
Слепая пайка сводит к минимуму открытые участки припоя в готовых соединениях. Для этого «припой наносится на заднюю или скрытую кромку медных поверхностей», – говорит Валас. «Часто используемый припой представляет собой обычный припой оловянно-свинцовый стержень 50/50 для меди без покрытия. Для тех, кто предпочитает бессвинцовую установку, доступны альтернативные припои на основе олова.Следует избегать непрерывных и длинных участков паяных швов, чтобы ограничить поломку под напряжением ».
Бессвинцовые варианты, в основном на основе олова, доступны для бессвинцовых применений. Однако эти материалы имеют более высокую температуру плавления и менее пригодны для обработки, особенно при более низких температурах окружающей среды. «В то время как бессвинцовые припои требуются в некоторых сантехнических системах, где припой контактирует с питьевой водой, оловянно-свинцовый припой 50/50 по-прежнему является предпочтительным выбором для кровельных и архитектурных применений», – говорит Валас.«Он долговечен, обладает отличными характеристиками текучести и формуемости, а также имеет отличную прочность при правильной установке».
Другой важный метод пайки – постоянный нагрев. «Отсутствие надлежащего нагрева приводит к тому, что швы заполняются только частично и могут протекать или треснуть», – говорит Кнапп.
«Нагрев обратной стороны шва от отверстия помогает обеспечить полное протекание припоя через шов». Кроме того, для правильной пайки крыши не используйте плоские сковороды с замком и пайкой, которые превышают рекомендованное максимальное поперечное сечение.Кнапп говорит, что это часто приводит к появлению напряженных и потрескавшихся швов. Используйте максимальное поперечное сечение 18 на 24 дюйма, края луженые от 1 1/2 до 1 3/4 дюйма перед формированием швов 3/4 дюйма.
Пайка соединения стали с медью – Обучение холодильному оборудованию
Всем привет. Тим с Fred’s Appliance Academy. Вот сегодня показываю видео. За последние несколько недель к нам поступило много запросов. У некоторых технических специалистов возникли проблемы с пайкой фильтра-осушителя, который сделан из стали на медь или фитинга сталь-медь на компрессоре.У них много протечек или ограничения из-за того, что они заполняют их припоем. Сегодня в этом видео мы покажем вам соединения стали с медью самым простым способом. Как мы тренируемся здесь, в академии. Возможно, для многих это не лучший способ. Это действительно работает. Это работает хорошо. Но основное внимание при этом будет уделяться очистке. У нас есть линия, которую мы будем паять, – это сталь. Он у меня здесь в тисках.
Это было бы то же самое, как если бы он был в конденсаторе или прямо там, в компрессоре. Но вы видите, что у нас есть нарисованная линия. Они красят их на заводе и делают все хорошо. Итак, нам нужно очистить эту строку. Эта сталь должна стать ярко-серебристой. Не может быть темно. На нем не может быть никакой грязи. Это должно быть самое чистое соединение, которое мы можем найти. Я обнаружил в своих методах, в том, что я использую в этой области, что вы используете много наждачной бумаги, просто пытаясь снять эту краску, и на это уходит немного больше времени.Я обнаружил, что если вы нагреете леску, вы на самом деле сожжете краску. Опять же, вам не нужно много пламени, чтобы это произошло здесь. Мы просто растапливаем краску прямо на этой линии.
Как только мы очистим его, мы дадим ему остыть и воспользуемся наждачной бумагой. Мы хотим, чтобы здесь было сделано приличное количество, потому что грязь на самом деле перемещается в сторону тепла. Так что, если мы не получим достаточно информации отсюда, что произойдет, когда мы пойдем на установление связи, грязь отправится туда, и мы закончим с грязной линией.Я думаю, что у нас тут все довольно хорошо чисто, и мы собираемся пойти дальше и нанести наждачную бумагу, когда она остынет. Все в порядке. Теперь, когда леска здесь остыла, мы хотим пойти дальше и взять наждачную бумагу наждачной бумагой зернистостью около 120 или около того, чтобы продолжить и очистить ее. Я пошел дальше и оторвал здесь разделы.
Это не только экономит вас на наждачной бумаге, но есть небольшой метод, который вы можете использовать здесь, где вы можете получить все стороны сразу, и это облегчает жизнь, просто обернув его так же, и используя оба стороны этой наждачной бумаги.Итак, что мы собираемся сделать здесь, так это сделать это красиво и чисто. Возможно, вам придется использовать один или два куска наждачной бумаги, но мы хотим получить это яркое серебро. Когда вы шлифуете, вы не хотите, чтобы шлифование двигалось вверх и вниз. Вы хотите шлифовать круговыми движениями. Что он делает, так это то, что он протыкает кусок стали или меди, который вы собираетесь паять, и помогает припою течь в фитинг, который вы делаете. Как видите, мы начинаем получать серебро, и нам понадобится еще один кусок наждачной бумаги.Хорошо, что я оторвал здесь еще пару кусочков.
Но опять же чистка, чистка, чистка. Мало того, что чистка важна, вы должны быть уверены в безопасности, ведь у вас есть, как вы можете видеть здесь, мой поддон для сбора капель. Это будет на этаже клиента. Это защитит их пол. У меня есть защита для глаз. Мы также хотим соблюдать меры безопасности и хорошие методы в доме, чтобы не повредить собственность клиента. Я просто собираюсь закончить здесь последнее.Вот так вот, и вы захотите сделать то же самое, что и медь. Убедитесь, что он красивый и яркий. Несмотря на то, что он просто извлекается из упаковки, он не чистый. Если вы думаете, что он чистый, они никогда не могут быть слишком чистыми. Всегда проверяйте себя дважды. Затем возьмите сухую тряпку и удалите весь мусор, который мы сделали, просто отшлифуя его.
А теперь давайте возьмем вот этот кусок меди. Мы собираемся повторить это, возможно, поместив его в компрессор или фильтр-осушитель.Что произойдет, это четверть дюйма. Сталь три шестнадцатой. Внутренний диаметр этой четверти-дюймовой меди на самом деле составляет три шестнадцатых, в зависимости от того, как вы ее режете и какой режущий диск вы используете. Вы же не хотите по-настоящему раздавить медь. Медь мягкая. Она не такая мягкая, как медь для охлаждающей воды, но все же мягкая, поэтому ее можно раздавить. Если у вас возникнет проблема, когда вы не можете установить этот фитинг вместе или вместе, вы хотите использовать отвертку Torx номер 10, и вы просто идете и берете ее сюда, крутите и убедитесь, что диск подходит полностью в.Это обеспечит хорошую плотную связь.
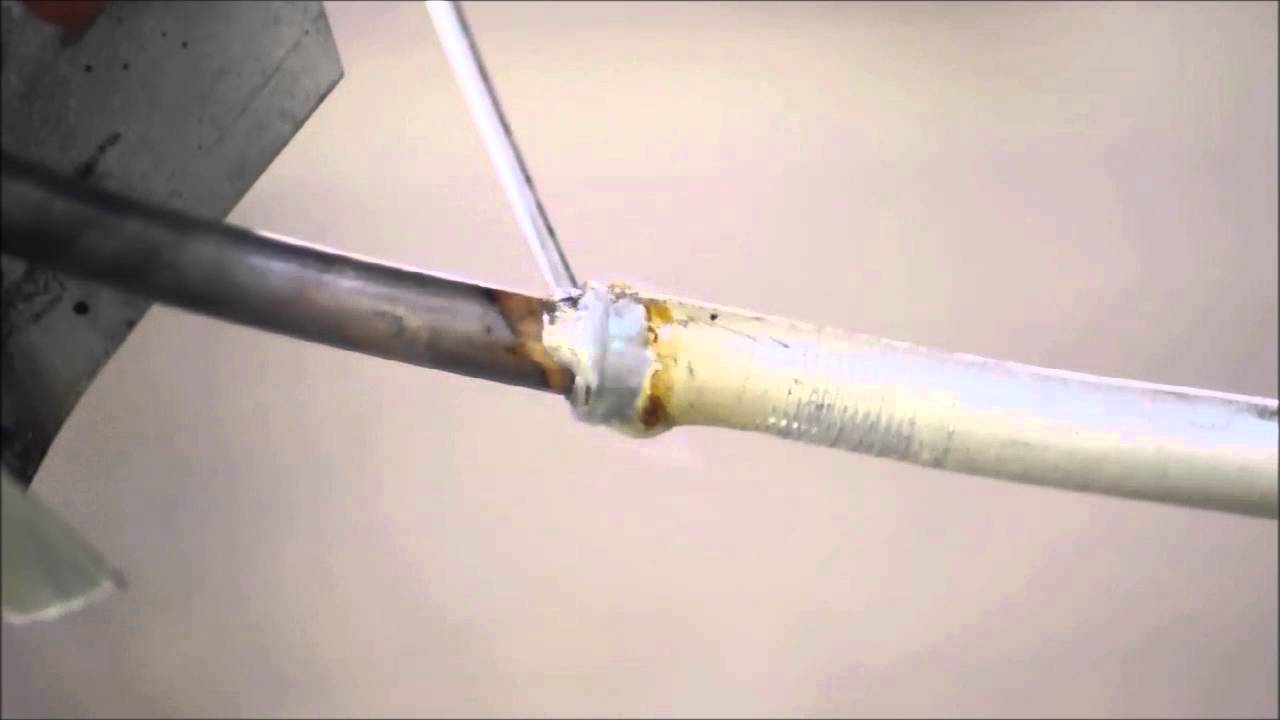
Опять же, это одна из вещей, в которой вы хотите убедиться, – это наличие хорошей тесной связи. При очень слабом соединении то, что в конечном итоге может произойти, будет неаккуратным, велика вероятность, что припой ворвется внутрь. Так что чем плотнее соединение, тем лучше. Теперь, когда у меня все чистое, моя медь чистая, я собираюсь применить слабый нагрев и использовать флюс для лужения. Что я собираюсь сделать в первую очередь, и мы обнаружили, что это работает лучше всего, – это если сначала вы залудите сталь.Опять же, если вы используете пропановую горелку, вам не нужно ее полностью поднимать до того места, где вы ее слышите. На самом деле вы хотите использовать слабый огонь, чтобы его можно было лучше контролировать. Итак, вы хотите убедиться, что он ниже и ниже черты.
Нагрев на самом деле повышается, и это действительно помогает нагревать сталь немного быстрее. Мы не ищем пайки до того места, где она станет вишнево-красной, но мы надеемся, что этот флюс действительно расплавит ваше шипение. А теперь важная часть.Когда мы идем дальше и соединяем нашу линию вместе, мы хотим убедиться, что у нас здесь хорошая связь, и, опять же, вам, возможно, придется это изменить или около того. Здесь мы хотим наблюдать, чтобы убедиться, что эта стальная линия не станет черной. Если эта стальная линия станет черной, просто остановитесь. В таком случае. Вам нужно отключить соединение. Вам нужно снова очистить стальную линию, потому что припой не будет прилипать. Он не схватывается ни с медью, ни со сталью. Итак, мы собираемся применить очень слабый нагрев к нашей стали и нашей меди.
Сначала нагреем сталь. Так сильно топить не надо, перейдем к котлу. Итак, мы хотим продолжить и снова использовать флюс. В этот раз я пойду к меднику. Теперь вы можете видеть, что это превращает его в серебро, так что похоже, что мы уже добавили туда припой. Это метод, который, как мы говорим, работает лучше всего, вы действительно можете увидеть изменения в этом. Здесь мы ищем изменение в этом серебре. Когда дело доходит до яркого сияющего серебра, вы готовы.Это сразу говорит мне о том, что вы не использовали слишком много тепла, и мы не собираемся использовать слишком много припоя. У нас там есть изменение цвета. Мы собираемся сразу же расплавить припой и использовать его для капиллярного воздействия. Пусть посидят.
Вы хотите, чтобы он постоял несколько секунд или около того, и если вы возьмете влажную ткань и охладите эту часть, тогда. Теперь вы получаете флюс, который очень агрессивен. Поэтому убедитесь, что вы несете флюс в другой сумке, чем все инструменты системы щитов вместе взятые.Но вы хотите избавиться от этого потока. Он может не только стать маслянистым остатком, но и со временем повредить эту линию или это соединение. Теперь, если мы посмотрим на наше соединение здесь, припой прошел полностью, потому что мы уже покрыли его флюсом, который мы использовали, и вы хотите убедиться, что вы не используете слишком много. Мы действительно рекомендуем иногда сделать небольшой крючок внутри припоя, чтобы там, если вы используете такое количество крючка, вы использовали слишком много припоя.Вы можете использовать эту практику там.
Когда все сказано и сделано, будьте осторожны, особенно с фильтром-осушителем. У вас там может не хватить стали. Когда все сказано и сделано, если мы возьмем эту леску, вытащим ее из наших тисков здесь, и если я согну здесь, если я смогу раскрутить ее, со временем это будет напоминать вибрацию, которая может быть утечкой. Прямо сейчас я скручиваю, и он не распадается, поэтому мы хотим убедиться, что у нас есть припой по всему стыку.Видно, что сама сталь не потемнела, а снова стала черной. У нас есть хорошее серебро. У нас также есть красивый серебристый цвет вокруг меди, который показывает, что чистота этого стыка была выполнена хорошо. Мы пойдем дальше и сделаем … Я покажу вам, что у нас произошло, когда вы на самом деле использовали слишком много тепла для стали.
Мы все еще можем видеть, я собираюсь сделать это прямо в этом разделе прямо здесь, снова вставлю это в тиски. Вы все еще могли видеть, что в конечном итоге произойдет следующее: если он станет черным и как быстро он станет черным, вы использовали слишком много тепла.Так что, если у вас слишком сильный жар, вы не обращаете внимания или что-то в этом роде, и вы его разогреваете, и просто наблюдайте. Просто посмотрите, как там скопился углерод, и теперь он начинает обесцвечиваться и становиться черным. Если вы дошли до этой точки, как я уже сказал, вам нужно пойти дальше, остыть, начать заново, потому что, когда мы сотрем это здесь, теперь вы увидите, что он черный.
Снова возьмите кусок наждачной бумаги и протрите его до тех пор, пока он снова не станет красивым ярко-блестящим серебром, а затем продолжайте и устанавливайте соединение.Итак, чистка, сначала лужение, чистка меди, нагревание, лужение меди, добавление флюса с помощью этого крючка. Это должно сэкономить вам много времени и сэкономить много проблем в полевых условиях, потому что, опять же, ваша утечка, вероятно, будет из-за соединения стали с медью, и это то, что мы видим там в полевых условиях.
Надеюсь, это видео было для вас полезным. Если вы хотите подписаться на нашу страницу или Нравится, пожалуйста. Пожалуйста, поделитесь этим, потому что мы хотим, чтобы все могли выполнять эту работу.Холодильное дело не самое простое. Это искусство. На это нужно время. Если вы хотите попрактиковаться, смело отправляйтесь в Home Depot, Lowe’s, ваш местный хозяйственный магазин. Поднимите немного меди. Сходите в магазин автозапчастей. Возьмите стальной оцинкованный трубопровод, тормозную магистраль, которые у них есть, три шестнадцатых с покрытием, и тренируйтесь, тренируйтесь, тренируйтесь. Это приходит со временем. Будьте терпеливы с собой.
Не расстраивайтесь, и со временем вы почувствуете это. У нас много студентов, которые приходят сюда, никогда раньше в своей жизни не занимались этим проектом.В первый раз они получаются очень хорошими. Может быть, немного удачи. Затем у нас есть ребята, которые годами занимались этим на местах, и у них до сих пор много проблем. Так что вы можете быть лучшим техником, но это все равно будет вашим самым слабым суставом. Еще раз спасибо, что присоединились к нам и посмотрели видео, увидимся в следующий раз.
Соединение медных труб с припоем – City Mill
Шаг 1
С помощью трубореза отрежьте трубу до нужной длины.Рекомендуется использовать труборез, потому что он разрезает трубу идеально под прямым углом, что позволяет ей плотно прилегать к выступу внутри фитинга. Также можно использовать ножовку в коробке для резки под углом, но остатки металла, оставшиеся на трубе после разреза, необходимо удалить с помощью конической развертки. Резак для труб обычно оставляет чистый срез.
Шаг 2
Сделайте все необходимые разрезы на всем участке трубопровода и соберите участок всухую, чтобы можно было выполнить любые регулировки.
Шаг 3
С помощью куска стальной мочалки обработайте конец каждой трубы там, где она будет входить в фитинг, пока медь не станет яркой, как новый пенни.Не прикасайтесь к полированному концу, потому что ваши пальцы будут оставлять масло на трубе, препятствуя правильному прилипанию припоя.
Шаг 4
Покройте блестящие концы трубы флюсом для пайки пастой. Используйте кисть для флюса и убедитесь, что блестящие концы полностью покрыты тонким слоем пастообразного флюса.
Шаг 5
Наденьте фитинги на трубу и убедитесь, что труба плотно прилегает к буртику фитинга.
Шаг 6
Нагрейте арматуру пропановой горелкой.Прикоснитесь проволокой припоя к стыку между фитингом и трубой. Когда фитинг достаточно горячий, припой, прикоснувшийся к стыку, будет втягиваться капиллярным действием. Когда соединение заполнено припоем, припой автоматически образует валик вокруг соединения. Вам не нужно наматывать проволочный припой вокруг стыка. Просто удерживайте припой в одной точке и позвольте капиллярному действию делать свою работу.
Шаг 7
Дайте стыку остыть. Не окунайте припаянный конец в воду, потому что это иногда приводит к растрескиванию стыка.Медь остынет всего за несколько минут, чтобы ее можно было прикоснуться.
Вот уловка старого сантехника:
Медная труба не может быть правильно спаяна водой в трубе. Если при пайке стыка в трубе присутствует влага, воспользуйтесь этой уловкой. Набить в трубку кусок свежего белого хлеба. Хлеб впитает воду. Теперь нагрейте стык. Тепло превратит хлеб в тосты, которые вытечь из трубы, когда снова включат воду.
Пайка серебромдля модернизации варочной емкости своими руками | HomeBrewTalk.com
Если вы умеете надежно паять или «отпаривать» медные детали водопровода, вы можете использовать это умение и для модификации своей пивоварни из нержавеющей стали!Во-первых, зачем нам это делать?
В то время как производители добиваются отличных успехов в разработке более совершенных и надежных несварных компонентов для различных применений котлов / резервуаров, некоторые люди все равно будут спать лучше, зная, что они не полагаются на прокладки для удержания жидкости в резервуаре.
В течение многих лет для большинства людей единственной альтернативой было найти местный профессиональный сварочный цех, чтобы приваривать к сосудам различные заглушки или ниппели TIG.Это решение чревато проблемами, включая высокую стоимость рабочей силы, невысокое качество работы, а в некоторых районах страны – просто недоступность. Большинство сварщиков, способных выполнять санитарные или даже качественные сварные швы на нержавеющей стали, пользуются таким спросом, что вы не можете позволить себе их время из бюджета на хобби. С другой стороны, когда кто-то предполагает, что он способен выполнить эту работу недорого и у него на самом деле есть время для этого, вы увидите, как НЕ сваривать нержавеющую сталь. Простите.Это реалистичная ситуация, и ветка под названием «Покажи нам свои сварочные кошмары» довольно быстро заполнится фотографиями и рассказами о горе.
В некоторых случаях пайка представляет собой золотую середину между несварными и сварными фитингами. Серебряная пайка и пайка серебряных подшипников существуют всегда, но потребовалось время, чтобы завоевать популярность в домашнем пивоварении, частично из-за проблем с прочностью и отсутствия подходящей арматуры для работы.
БОКОВАЯ ПАНЕЛЬ : Давайте проясним некоторую терминологию.Если вы скажете «серебряный припой», старожилы предположат, что вы имеете в виду использование наполнителя с содержанием серебра около 60% и температурой более 700F, аналогичной пайке. Тема этой статьи – мягкая пайка с использованием припоя для серебряных подшипников с содержанием серебра 4-6%, для которой требуется только температура 430F. Наверное, лучше всего называть это «пайкой».
Необходимые инструменты и материалы:
- Переносная пропановая горелка (очень недорогим вариантом является базовый комплект пропановой горелки Bernzomatic UL100, в который даже входит пропан, как указано ниже).
- Одноразовый баллон с пропаном или газом MAPP
- Проволочная щетка из нержавеющей стали или наждачная бумага
- Обезжиривающий спирт, например ацетон, разбавитель для лака или денатурированный спирт.
- Припой: существует несколько брендов, но основное требование состоит в том, чтобы он был указан как безопасный для контакта с пищевыми продуктами, и предпочтительно с содержанием серебра 3-7%.
Флюс: флюс – это раствор, который удаляет оксидный слой с основного металла и позволяет припою прилипать к необработанному металлу. Независимо от того, насколько чистой выглядит ваша поверхность, оксидный слой либо остается, либо образуется, когда вы начинаете нагревать. Флюс предотвращает отталкивание припоя. Опять же, доступны многие бренды, но они должны быть специально способны работать с нержавеющей сталью. Флюс Stay Clean LIQUID от Harris работает очень хорошо, но обратите внимание на жирную спецификацию жидкого флюса, так как версия пасты с таким же названием НЕ будет работать.
Требования к поверхности и типу фитингов:
В отличие от сварки, мы не заставляем два материала плавиться вместе, а используем припой в качестве клея, такой как эпоксидная смола или столярный клей. Кроме того, припой не собирается скапливаться в валике, перекрывая большие зазоры. По этой причине наиболее удачные соединения имеют фитинг в большом количестве поверхностного контакта со стенкой сосуда. Короче говоря, у вас не получится просверлить простое отверстие в стенке горшка и вставить в это отверстие муфту.Даже если вы просверлите это отверстие очень точно, наибольший контакт у вас будет с внутренним краем отверстия в горшке (менее 1 квадратного сантиметра общей площади контакта).
Чтобы получить гораздо более прочное физическое соединение, площадь контакта следует увеличить с помощью фитинга, который контактирует с лицевой стороной стенки вашего сосуда, например сварочной насадки, как показано на рисунках. Сварочные патрубки функционально похожи на полумуфту NPT, но в них залито большой фланец, чтобы учесть необходимую нам площадь поверхности. Вы можете создать это большое пятно контакта с готовой деталью несколькими творческими способами.
Вы можете навинтить стопорную гайку NPT на ниппель трубы и припаять стопорную гайку к своему резервуару И к ниппелю, чтобы он не протекал. В соединениях, которые будут подвергаться МНОГО неправильному обращению, вы можете зажать стенку сосуда между двумя контргайками, обеспечивающими повышенную механическую поддержку. В этот момент припой на самом деле просто обеспечивает жидкое уплотнение.
Еще один все более популярный метод достижения большего количества пятен контакта – уменьшить размер отверстия в стенке сосуда и использовать самодельный инструмент и штамп, чтобы вытянуть часть стенки сосуда наружу.Этот процесс получил название углубления, вытягивания, обжатия или кругового развальцовывания. Самая сложная часть этого – поиск материалов для изготовления оправки и штампа. Большинство людей используют переходные муфты под сварку встык для оправки и более крупную прямую муфту для опорной матрицы. Прямо здесь, на Homebrewtalk, ведется несколько дискуссий о различных частях, которые можно использовать, от дешевых (и страшных) до нержавеющих и дорогих. Также у User Nostalgia есть отличное видео, демонстрирующее пайку с использованием техники ямочки:
Основная техника пайки:
Как только вы решите, что именно вы хотите прикрепить к своему сосуду, основной процесс пайки кратко описан здесь:
Просверлите отверстие подходящего размера, а затем протрите контактные поверхности сосуда и фланца наждачной бумагой с зернистостью 100 дюймов, затем сотрите остатки растворителя тряпкой.Нанесите кислотный флюс, такой как флюс Harris Stay Clean Liquid, на обе поверхности. Используя горелку LP или MAPP, сначала нагрейте стенки сосуда, поддерживая движение пламени, избегая фитинга в течение нескольких минут. Затем сконцентрируйте тепло на самом фитинге, максимально избегая сжигания флюса. Идеальная температура достигается, когда припой плавится при нанесении на соединение между фланцем и сосудом, а НЕ, когда припой непосредственно нагревается пламенем. Припой должен стать достаточно жидким и начать втягиваться в зазор.Нанесите припой на весь фитинг, при необходимости ненадолго нагревая фитинг, но всегда удаляйте припой перед нагревом, потому что мы не пытаемся расплавить припой пламенем. Это очень важная базовая техника пайки, поэтому ее стоит повторить. Мы используем пламя, чтобы нагреть изделие, и оно расплавляет припой.
Устранение неполадок :
Если вы обнаружите, что припой плавится и прилипает только к одной из поверхностей; стенки сосуда или фитинга, это, вероятно, связано с недостаточным нанесением флюса или недостаточным нагревом поверхности, остающейся «сухой».Вы можете попробовать нанести немного флюса на работу, но не переусердствуйте, иначе вы все остынете слишком сильно. Если это проблема нагрева, попробуйте приложить больше тепла к поверхности, которая не впитывается в припой.
Если вы перегреете работу, особенно когда в области стыка недостаточно флюса, вы можете накопить достаточно оксидов на поверхности, и повторное нанесение флюса больше не будет работать. В этом случае лучше все очистить проволочной щеткой из нержавеющей стали и начать все сначала. Чтобы избежать перегрева, продолжайте проверять, расплавится ли припой при нанесении на изделие.Вам нужно только нагреть изделие до точки, при которой припой станет жидким и не станет более горячим. Вы также можете использовать инфракрасный термометр для проверки температуры поверхности, и вы ищете 450F. Если температура падает очень быстро, окружающее пространство все еще слишком холодное и действует как радиатор.
Отказ от ответственности: пайка не такая уж сложная задача, но вы должны быть умеренно удобными, если собираетесь это сделать. Если вы никогда раньше не паяли медную сантехнику с успехом, возможно, вы захотите сначала попрактиковаться даже с медными трубками и другими отходами. Кислотный флюс опасен. обращаться с ним, а его пары токсичны. Используйте респиратор и / или припой за пределами или в хорошо вентилируемом помещении . Факелы сильно нагревают! DUH … типичные серебряные припои с содержанием серебра 3-6% плавятся чуть ниже 500 ° F, и фланец будет оставаться горячим в течение нескольких минут после того, как вы уберете нагрев.
Еще несколько видео по пайке:
Подготовительные работы:
Пайка сварочной насадки:
Пайка трехстворчатого фланца для поверхностного монтажа:
Достаточно ли прочен?
Epic HBT Резьба: Пайка нержавеющей стали
Пожалуйста, имейте в виду, что я не пытаюсь приписать себе этот метод модификации пивоварни или даже предположить, что я лучше владею этой техникой, чем кто-либо другой.Эта статья задумана как обзор и справочник, чтобы помочь вам решить, хотите ли вы попробовать это самостоятельно.
Отдельный факт: этот метод пайки также очень удобен для соединения нержавеющей стали с латунью или медью.
Полное руководство по изготовлению изделий из металла и рукоделию
Сделай сам и поделки становятся все более популярными. Поскольку Pinterest находится на подъеме, мы видим тысячи захватывающих проектов. От изготовления рождественских венков из переработанных материалов до превращения велосипеда в Бэтмобиль; от безглютенового, веганского печенья и печенья без сахара до кулинарных хитростей по нарезке овощей – Pinterest виноват, когда дело доходит до «DIY-мании».Во многих ремесленных проектах используется металл. Это неудивительно – кто бы не хотел создать своего собственного робота из «Звездных войн» или подставки для горшков из медных труб, которым позавидуют все их друзья? Самые популярные поделки из металла – это аксессуары для дома и мебель. В моде кухонные столешницы, которые можно сделать из больших кусков листового металла. Что касается небольших предметов – оригинальные украшения своими руками или даже проволочная медная лента на Рождество (такая блестящая идея!) – это лишь примеры того, что вы можете делать с металлическими листами, отходами или вторичным металлом, включая алюминиевые банки или старые столовые приборы.
Однако металл, похоже, не самый простой материал для самостоятельного изготовления. Думая о гибке, сварке, пайке и резке – многие мастера избегают использования меди, железа или стали. Однако в этом руководстве мы покажем, что металлы – это здорово, даже если вы только начинаете свое путешествие с рукоделия и рукоделия. Для создания душераздирающих проектов не требуется специального сверхдорогого оборудования или технических навыков.
В этой статье мы покажем:
– какие металлы подходят для новичков своими руками;
– как легко паять;
– как резать листовой металл;
– методы гибки и формовки;
– как смягчить жесткие металлы;
– примеры поделок, которые вам понравятся.
Какие металлы подходят начинающим мастерам?
С некоторыми металлами труднее работать из-за их жесткости; другие можно легко согнуть и придать им форму. Существует разница между жесткостью (степенью сопротивления материала деформации) и ударной вязкостью (способность пластически деформироваться без разрушения). Звучит слишком сложно? Наш эксперт и заказчик, скульптор по металлу из Йоркшира Эдди Робертс (веб-сайт / магазин Etsy), упоминает, что низкоуглеродистая сталь – отличный материал для начинающих, «Я бы порекомендовал низкоуглеродистую сталь.Если это листовой металл, то лучше 1 мм, так как с ним лучше работать в холодном состоянии. Однако сварка – это вызов ». Почему мягкая сталь? Это углеродистая сталь с низким содержанием углерода: от 0,05% до 0,25% по весу. Низкоуглеродистая сталь более пластична, поддается механической обработке и сварке. « Из мягкой стали толщиной 1-2 мм в любой форме можно придать красивые формы с помощью шлифовального станка с отрезным диском, ножницами для жести и / или молотком и твердой поверхностью. То, что вы сделаете, зависит от вас, », – подбадривает Робертс.
Конечно, нельзя обойти вниманием медь, бронзу, латунь и никель.Они отлично смотрятся в домашнем декоре, и вы можете найти тысячи руководств о том, как создать горшечные растения, украшения и другие творческие украшения. Однако лучше начать экспериментировать с более дешевым листовым металлом – ошибки, сделанные с серебром, будут более болезненными, чем с ошибками, сделанными с алюминием.
При ограниченном бюджете также хорошо сначала начинать проекты с регенерированными металлами и изучать базовые методы, прежде чем начинать более требовательные к навыкам проекты. Алюминий, серебро и олово также мягкие, и ими легко манипулировать.Никель, медь и латунь средней твердости, а нержавеющая сталь – действительно прочный материал. Если вы попытаетесь сделать, например, штампованные украшения, для этих металлов потребуются закаленные наборы штампов.
Доступны металлические листы различной толщины.
Калибр указывает толщину листа – чем больше калибр, тем тоньше металлический лист. Если вы ищете более мягкий лист – его легче складывать и гнуть – выбирайте металлический лист с большим номером. Робертс признается, что любит кортеновую сталь. « Кортен выглядит деревенски, но может выглядеть современно.Очень легко сваривать, так как ржавчина может скрыть любые недостатки », – говорит он. С нержавеющей сталью труднее работать, но она создает невероятно элегантный вид. « Морилка для нержавеющей стали – это чистая роскошь и стиль. Несмотря на то, что его очень сложно использовать, манипулировать и сваривать, он того стоит. », – говорит Робертс.
Подробнее о Corten:
Магия кортеновской стали
Деревенский авангард, который изящно стареет: кортен в современной архитектуре
Проверьте цены и размеры нашей кортеновской стали
Когда вы начинаете свое путешествие с металлами, планирование является ключевым моментом.Робертс объясняет: « Я всегда рекомендую рисовать или макетировать, прежде чем что-либо делать, поскольку хороший план очень помогает ».
Основные приемы работы с металлом своими руками: как легко паять
Пайка – один из самых фундаментальных навыков, необходимых для работы с металлами. Это процесс соединения двух металлов вместе с помощью паяльника. Перед тем как приступить к работе, необходимо убедиться в элементарных правилах безопасности и гигиены труда. Большинство припоев или пасты содержат свинец, который может выделять опасные пары.Не забудьте иметь хорошо вентилируемое место для крафта и, если возможно, использовать поглотитель дыма.
Еще нужно подумать о том, что паяльник горячий – очень горячий! Температура наконечника может достигать 400 градусов по Цельсию, поэтому никогда не касайтесь его голыми руками. Всегда используйте железную подставку, защищайте глаза и используйте пинцет, зажимы или плоскогубцы, чтобы удерживать провода, которые необходимо нагреть. Работаете с компонентами, чувствительными к статическому электричеству? Затем вам нужно надеть защиту от электростатического разряда (ESD). « Паяльник дешев и прост в использовании», – говорит Робертс.
Думаете, какой паяльник выбрать? На рынке представлен широкий выбор паяльных станций, утюгов и пистолетов, различающихся по форме и размеру. Хорошая идея – приобрести паяльник с электронным контролем температуры, чтобы вы всегда знали, что паяльник достаточно горячий. Слишком горячее железо может повредить проекты, а также сжечь цепи. Большинству хороших паяльных станций требуется 102 минуты для достижения желаемого тепла.
Вам также понадобится припой, обычно в виде припоя.Чаще всего используются сплавы, содержащие 60% олова и 40% свинца или 63% олова и 37% свинца. Для пайки более мелких деталей рекомендуется припой с меньшим содержанием свинца. Перед первым использованием вам необходимо подготовить наконечник утюга путем нанесения покрытия, нагрева и покрытия припоем (лужения верха).
При пайке всегда держите губку в гладильном штампе, смоченную дистиллированной водой. Этой водой также очищают поверхность утюга перед каждым использованием. Всегда нужно содержать рабочее место и все компоненты в чистоте – любая грязь прилипнет к припою!
Готовы паять? Держите паяльник как ручку, контролируйте нагрев и не забывайте работать быстро – операция пайки должна быть завершена менее чем за 2 секунды!
Как резать листовой металл
Для резки листового металла и проволоки не требуется специальных навыков или оборудования.Однако мы рекомендуем использовать перчатки, так как края могут быть очень острыми. Тонкие листы латуни или меди (например, калибра 30 – 36) можно равномерно разрезать стандартными бытовыми ножницами.
Если вы хотите поэкспериментировать с круглыми формами, вам может пригодиться нож X-acto, который можно купить всего за 2 фунта стерлингов.
Для прямых линий используйте металлическую линейку. Для более толстых листов металла может потребоваться пара «проходов». Для резки кругов и кривых в более толстых калибрах могут потребоваться ножницы по металлу со смещением (оловянные ножницы) с закругленными режущими кромками (их легко найти на строительных рынках).Используйте их только для листового металла, а не для проволоки, так как это может повредить режущие кромки.
Верхний совет: в более легких калибрах вы можете пробивать отверстия с помощью дырокола для кожи или даже дырокола для бумаги.
Для более твердых металлов и более сложных проектов могут потребоваться электрические ножницы, ножницы по металлу с V-образным лезвием или высечные ножи, которые предназначены для резки листового металла в любом направлении.
Если вы не хотите возиться с резкой, не волнуйтесь. Раскроем любой заказ – бесплатно!
Как легко гнуть и формировать металл
В промышленности металл гнут в коробе и листогибочном прессе.Они бывают разных форм и размеров: маленькие подходят для проектов DIY, а крупные промышленные используются для изготовления самолетов. Из этого туториала Вы узнаете, как сделать свою коробку и гибочный пресс для панорамирования. Однако вы также можете довольно легко согнуть тонкие листы, используя деревянные доски. Узкие изгибы (например, фланец по краю) можно просто выполнить плоскогубцами.
Верхний совет: используйте трубы или другие предметы цилиндрической формы, чтобы сформировать из листового металла цилиндр.
Другой простой способ придания формы металлу – это долбление .Вам понадобится песочная подушка (для стабилизации металла; вы можете купить ее в Интернете или сделать подушку из джинсовой ткани и песка) и стандартный молоток. Вмятины в металле ударами молотка могут придать листу куполообразную форму. Только представьте себе красивые чаши и центральные элементы стола, которые можно сделать из листовой латуни или меди!
Отжиг: разупрочнение жестких материалов
Самый простой способ размягчить металлы – нагреть их, например, паяльной лампой (паяльной лампой). Этот метод называется отжигом.Будьте осторожны, не нагревайте металл слишком сильно, чтобы он не расплавился! Когда металл приобретет вишнево-красный цвет, его следует снять с огня и поместить в горячую воду (как это делают кузнецы). Вы можете повторять этот процесс столько раз, сколько вам нужно. При работе с горячими металлами требуется особая осторожность – металлы могут нагреться до 1000 градусов по Цельсию!
Примеры изделий из металла, которые мы любим – и вы тоже!
Metals дает вам безграничные возможности – вы можете создать индустриальный или «холодный» вид, используя сталь и хром, или «мягкий» теплый дизайн, используя медь или латунь.От садовой мебели до домашнего декора; от уникальных сварных мини-скульптур до гигантских инсталляций, единственным ограничением является ваше воображение. Металлы отлично смотрятся как внутри, так и снаружи, и даже профессиональные скульпторы иногда не могут устоять перед соблазном сохранить свои изделия. « У меня есть много вещей в саду для семьи и только для меня », – признается Робертс. « Есть некоторые вещи, которые действительно разбивают мне сердце, такие как Focus VII и Identity, которые я любил продумывать в процессе и у меня есть было большое внимание.Иногда ирония не перевешивается ценой! ”
Вот несколько примеров отличных поделок, которые мы выбрали в Интернете.
Проекты из вторичных / старых металлов:
1. Красивый металлический венок сделан из банок газировки и горячего клея. Золотистые оттенки идеально подходят для осени, но также могут стать отличным рождественским украшением!
2. Лампы в стиле стимпанк требуют определенных усилий, но эффект просто потрясающий.
3. Восстановленный металл можно использовать для создания колоколов – и вам не потребуется много пайки или резки!
Медные проекты
1.Элегантный журнальный столик из дерева и медных трубок – ведь металл любит дерево!
2. Эти медные или латунные амбушюры просты в изготовлении и выглядят невероятно стильно.
3. Опять медные трубы! Они отлично смотрятся в этом проекте светильника из медных труб, сделанного своими руками.
4. Вечный цветок: эта медная роза – прекрасный подарок.
Проекты из листового металла и другие инструкции
1. Листовой металл отлично подходит для демонстрации искусства или использования в качестве магнитных досок. Здесь из листового металла создана стильная доска для сухого стирания в обрамлении.
2. Другой проект с использованием оцинкованного металла: доска меню своими руками.
3. Создание патины на меди и латуни
4. Медальон из окна в виде полумесяца создает ощущение бохо в любом интерьере.
5. В этом уроке показано, как создать подвесные медные полки, но вы можете использовать любой листовой металл по вашему выбору – алюминий, сталь, латунь…
Достаточно храбры, чтобы делать большие проекты? Вы можете попробовать сделать свою собственную столешницу или фартук для кухни.Столешницы из меди, цинка, бронзы или олова сегодня очень популярны. В отличие от камня, они антибактериальны, устойчивы к пятнам и очень просты в уходе. Нержавеющая сталь – лучший выбор, если вы не хотите патины, но с ней сложнее манипулировать и использовать. Медь всегда модного цвета розового золота обладает антибактериальными свойствами и может создавать красивую патину с зелеными пятнами. Если они вам не нравятся, и вы хотите сохранить свою столешницу из розового золота, просто регулярно полируйте медь. С другой стороны, цинк мягкий, его легко декорировать, придавать форму и формовать.Хотя изготовление столешниц требует некоторого изгиба, панели для фартуков на самом деле сделать очень легко – просто убедитесь, что вы получили нужные размеры, закажите листовой металл (мы позаботимся о резке по размеру) и приклейте к стене. Медь можно просто приклеить к поверхности стены или приклеить к задней панели, а затем установить.
Вам нужно больше вдохновения? Подпишитесь на нас в Pinterest, чтобы узнать больше об изделиях из металла.
Как паять нержавеющую сталь: Easy Guide
Процесс пайки нержавеющей стали кажется сложным, но не стоит ожидать больших трудностей.Сплавы, содержащие менее четверти хрома и никеля, легко плавятся. Более того, эти сплавы могут создавать прочные связи с другими металлическими элементами, за исключением алюминия и магния.
Понимание процесса и подготовки
Помните, что некоторые никелированные сплавы могут образовывать карбиды при нагревании до температуры 500-700 градусов. Уровень их выпуска зависит от времени пайки, поэтому продолжительность процедуры необходимо сократить. Получающиеся карбиды значительно снижают коррозионную стойкость нержавеющей стали.
Чтобы свести к минимуму образование карбидов, добавляют титан или после завершения пайки проводят дополнительную термообработку. Под воздействием горячего припоя (тинола) упрочненный нержавеющий материал может трескаться, поэтому пайка происходит после отжига, без больших нагрузок в процессе пайки.
При выборе припоя для нержавеющей стали следует учитывать такие характеристики: состав стали и условия пайки. Когда вы производите изделия в агрессивных условиях, припаяйте их тинолом серебра, содержащим небольшой процент никеля.Не забывайте использовать медные, хромоникелевые или серебромарганцевые припои при пайке в печи в сухих условиях.
Бура – наиболее часто используемый флюс для обработки нержавеющей стали. Нанесите его на связку в виде пудры или пасты. При плавлении остальной металл постепенно нагревается до ярко-красного цвета (850 градусов). При достижении этой температуры в стык вводится припой.
В конце пайки можно удалить прилипший к нержавеющей поверхности материал, промыв припой в воде или пескоструйной очисткой.Соляная или азотная кислота, которые можно использовать для очистки, на данном этапе нежелательны, так как они разъедают основной металл вместе с припоем.
Как паять нержавеющую сталь в домашних условиях
Часто бывает, что работы, связанные с обработкой нержавеющей стали, приходится выполнять своими руками. Эта задача требует определенных навыков и знаний. Вы должны купить некоторые материалы и инструменты: паяльную кислоту, электрический утюг для пайки (100 Вт), оловянный припой для соединения металлов, рашпиль или наждачную бумагу, трубку и трос.
Для обработки нержавеющей стали сначала подготовьте флюс и электрический утюг мощностью 100 Вт для пайки. Паяльник посильнее выбирать нет смысла. Обычная паяльная кислота будет служить флюсом. Всегда имейте под рукой оловянно-свинцовый припой.
Очистите место стыка. Сделать это можно наждачной бумагой или рашпилем. По окончании очистки рабочих зон необходимо нанести паяльную кислоту и обработать. Если обработка не дала результатов (припой не прилипает к целевой поверхности), необходимо обработать нагретую поверхность кислотой для пайки и повторить обработку.
В случае, если припой не прилипает со второй попытки, очистите рабочую поверхность нержавеющей стали специальной щеткой. Вы можете сделать это самостоятельно. Для этого возьмите кусок трубы сечением 5 мм. Затем поместите туда тонкую проволоку, вытянутую из троса, чтобы получилась кисть.
Нанести кислоту на место пайки, поднести туда кисть и паяльник одновременно. Начните работать двумя инструментами одновременно. Не забывайте, что этот процесс может помочь удалить оксидную пленку с нержавеющей стали.Как только этот шаг будет выполнен, вы можете двигаться дальше и припаять сталь флюсом и железом.
Пайка газовой горелкой
Нагрейте детали газовой горелкой или луженым наконечником паяльника. При работе с горелкой необходимо следить за тем, чтобы в пламени не было много кислорода, потому что это вызывает окисление нержавеющей стали. Определить это можно по цвету костра (он должен быть синим). Если цвет бледный или слабый, это указывает на избыток кислорода.
Плавно переместите горелку, чтобы нагреть соединение. Определить качество достигнутой температуры можно, если периодически прикасаться к металлу припоем. Нагрева достаточно, когда припой плавится не от пламени горелки, а от прикосновения к металлу.
Немедленно нанесите припой на ту деталь, где должно быть выполнено соединение. Продолжайте нагревать детали, чтобы припой, плавясь, медленно заполнял стык. В случае, когда жидкого припоя на определенном участке недостаточно, нагрейте его сильнее, чем другие места.В него потечет припой. Отметим, что явным признаком качественной пайки является вытекание излишков припоя из стыка.
Работа с твердыми припоями
Пайка нержавеющей стали превосходно сочетается с текучим жидким флюсовым припоем с низкой температурой плавления и высокими капиллярными характеристиками. Этот припой довольно гибкий и обладает отличными раскисляющими свойствами, которые очень полезны при работе с нержавеющей сталью.
С ним также можно обрабатывать латунь, медь и некоторые другие материалы.Пайка такими твердыми припоями очень хорошо подходит для нержавеющей стали, если она не содержит кадмия, а процентное содержание серебра составляет 30%. Обработка материала твердыми припоями дает хорошие результаты, позволяя получить прочное и качественное крепление металлов.
Припой HTS528 подходит для обработки меди, латуни, никеля, нержавеющей стали или бронзы, а также других металлов. Этот тинол, как и остальные припои, пользуется огромным спросом. Припой выглядит как брусок, обработанный красным флюсом.Размер штанги около 45 см, а вес – 20 г. Его температура плавления 760 градусов.
Как выбрать флюс для пайки
Мелкие элементы припаиваются регулируемыми газо-воздушными горелками (этот метод больше подходит для ювелирных изделий). Более крупные детали лучше припаять ацетиленом. То же самое относится и к выбору флюса для нержавеющей стали, поскольку этот металл очень требователен к флюсу. Флюс для нержавеющей стали состоит из 10% фторида кальция, 20% борной кислоты, 70% буры.
Для мелких деталей из нержавеющей стали можно приготовить состав флюса, который включает 50/50% борной кислоты и буры. Разведите флюс в воде и нанесите на деталь. Когда он высохнет, припой будет идеально прилегать к металлической поверхности.
Область пайки не протравливается, а только зачищается наждачной бумагой. Медь плохо растекается по стальной поверхности, поэтому лучше использовать латунь L 63. Для лучшей пайки можно также использовать серебро и латунь и сделать припой из этих компонентов.
Практические советы
- Паяльник лучше всего выбирать с негорючим наконечником.
- Электроутюг для пайки должен иметь мощность 60-100 Вт. Самый оптимальный паяльник – 100 Вт. Менее мощный утюг не сможет нагреть металл.
- Фосфорная кислота – лучший флюс.
- В качестве припоя рекомендуется использовать оловянно-свинцовые провода. Также можно использовать чистое олово. Учтите, что посуду лучше паять оловом, так как чистое олово само по себе не содержит свинца, а это вредно.
- При пайке необходимо использовать средства индивидуальной защиты.
- Пайка должна производиться в хорошо вентилируемом помещении.
Основные ошибки при пайке
Если вы сделаете ошибку во время подготовки, пайки или при выборе материала, он не сможет правильно растекаться и удерживать детали вместе. Если детали недостаточно хорошо очищены или плохо нагреты перед пайкой, это также может привести к проблемам. Это обычное дело с крупными предметами. Вы должны хорошо очистить жало паяльника после любого сеанса, а его жало нужно время от времени затачивать, если вы делаете украшения.
Откажитесь от пайки нержавеющей стали чистым свинцом или канифоли, если вы хотите получить прочное соединение. Если припой из олова, работать с ним может быть довольно сложно из-за его слабой консистенции. Если жесть не плавится больше, чем состояние теплого пластилина, то, скорее всего, она не удержит соединение. Он будет постоянно ломаться и рассыпаться. Оптимальное состояние жести для крепления – жидкое.
Качественный припой можно только поцарапать, но не отделить от места пайки нержавеющей стали, если положить его по всем правилам.После завершения пайки охладите изделие в течение некоторого времени, чтобы не испортить соединение в будущем. Когда стык остынет, очистите его от остатков флюса и припоя по краям. Тщательно вымойте изделие с мылом.
Заключение
Пайка элементов из нержавеющей стали – сложный процесс для неопытных домашних мастеров. Начните с выбора подходящих материалов и инструментов, и вы будете на полпути. Практика ведет к совершенству. Но если вы запомните все советы и выполните необходимые шаги для пайки нержавеющей стали, вы получите прочные, идеально выглядящие соединения на долгие годы.
6 шагов к пайке ювелирных изделий
При пайке серебра или любого другого металла существует несколько переменных в зависимости от того, что паяется, но по большей части вы выполняете одну и ту же серию шагов каждый раз, когда паяете металл.
Во-первых, вам нужно создать безопасную зону для пайки. Обычно для этого требуется большая керамическая плитка, огнеупорный кирпич или термостойкая прокладка и потолочная лампа. Поверх плитки кладут огнеупорный кирпич. Кроме того, убедитесь, что вы работаете в хорошо проветриваемом помещении.
Некоторые другие предметы, которые вы хотите иметь рядом, – это пара медных щипцов, банка с водой, небольшая кисть для краски, припой и флюс, а также горшок для рассола.
Подготовьте металл
После того, как вы подготовили участок (наша есть в гараже), убедитесь, что все, что вы паяете, хорошо подходит. Это часто требует тщательной подпиливания для обеспечения плотной посадки.
Далее, важно, чтобы все, что паяется, было чистым и не содержало жира и масел, которые попали на металл из ваших рук.Итак, каждую деталь, которую нужно припаять, нужно на несколько минут опустить в рассол. Вынув их из рассола, используйте плоскогубцы или пинцет, чтобы обработать металл и приложить его к огнеупорному кирпичу для подготовки к пайке.
KingWu / E + / Getty ImagesДобавить флюс
После того, как детали для пайки будут очищены и уложены на кирпич, пора разрезать припой. Как металл должен быть чистым, так и припой. Хотя мариновать его не нужно, вы должны убедиться, что не обрабатываете его много раз.Либо используйте кусачки, либо очень острые ножницы, чтобы отрезать крошечные кусочки припоя. Отложите их на плитке на потом.
Пришло время измениться. Есть два разных способа и два разных вида флюса. Это вопрос личного выбора. Вы можете сделать одно из следующих действий:
A. Используйте флюс типа Battern’s. Он светло-желтого цвета. Флюс наносится на место пайки тонкой кистью. Затем на металл наносится припой. Таким образом, флюс и припой нагреваются одновременно.
Б. Второй способ – использовать флюс на основе буры, который больше похож на пасту. Снова наносим флюс тонкой кистью. Однако вместо того, чтобы сразу нанести припой, металл сначала нагревают до тех пор, пока флюсованная область не станет похожей на стекло. Затем на металл наносится припой.
Если вам нужно дополнительное время, чтобы разложить припой, то вариант B, похоже, работает лучше, потому что он также делает область пайки немного липкой. Однако это кажется ненужным дополнительным шагом, потому что вариант B требует, чтобы вы нагрели металл дважды, а вариант A позволяет одновременно флюсовать и нагревать припой.
Джоди Джейкобсон / E + / Getty ImagesПоместите припой
Пинцет хорошо подходит для нанесения крошечных кусочков припоя на металл. При нанесении припоя на металл его следует располагать между участками, которые лучше всего соединяются с металлом. Немного припоя будет иметь большое значение, если его правильно разместить. К сожалению, это требует некоторой практики.
Источник изображения / Фотодиск / Getty ImagesTorch It
Как только припой будет на месте, пора включить резак.Сначала следует нагреть весь металл, чтобы при этом была достигнута температура для пайки. Припой будет следовать за вашим нагревом, поэтому старайтесь не направлять пламя прямо на припой. Вместо этого вы хотите, чтобы пламя протягивало припой через соединяемое соединение. Продолжайте поддерживать пламя, пока не увидите, как течет припой, затем немедленно уберите пламя.
Лейн Оати / Blue Jean Images / Getty ImagesЗакалить металл
Используя пинцет или плоскогубцы, возьмите раскаленный металл и опустите в банку с водой.Если вам нужно снова припаять деталь, вам нужно будет повторить эти шаги. Не забудьте перейти на другой тип припоя, средний или мягкий. как описано ранее.
Флорис Левенберг / Документальный фильм Corbis / Getty Images .