Стол поворотный – виды, конструкция, применение, особенности и ГОСТы.
Стол поворотный – это часть оснастки сверлильного и фрезерного станка предназначенная для расширения функциональных возможностей оборудования. С помощью поворотного стола можно без переустановки производить обработку деталей расположенных по окружности, вращать заготовку в различных координатах и выполнять другие операции.
Сфера применения и преимущества
Поворотные столы широко применяются на станках различного назначения – как на автоматических линиях при серийном производстве деталей, так и на отдельных установках. Это фрезерные, вертикально-сверлильные станки, ковочные молоты, прессы и другое оборудование, где необходимо обеспечить быстрое перемещение обрабатываемой заготовки относительно рабочего органа. Применяются поворотные столы и при сварочных операциях для выполнения рельефной и точечной сварки.
Главным преимуществом поворотного стола является возможность обработки деталей в различных плоскостях.
Применение поворотного стола позволяется значительно уменьшить затраты времени на обработку, повысить производительность труда. При выполнении сварочных операций данный вид оснастки позволяет устанавливать деталь вне зоны работы, тем самым не прерывая производственный цикл. Значительно повышаются и функциональные возможности оборудования.
Виды поворотных столов
Поворотные столы для металлорежущих станков и другого оборудования классифицируются в зависимости от возможного направления движения. Существует пять основных типов столов:
- Поворотно-наклоняемые . Может осуществлять поворот заготовки вокруг собственной оси и её наклон на угол от 0 до 90°.

- Поворотный с продольным перемещением. Применяется при фрезеровании отверстий внутри плоских стальных изделий. Есть модели оснащенные делительным диском для разделения рабочей зоны на функциональные части.
- Поворотные горизонтально-вертикальные столы. Обеспечивают возможность эффективной обработки заготовок в вертикальном и горизонтальном положениях. Данная конструкция, в частности, широко применяется при круговом фрезеровании и нарезании винтовых канавок.
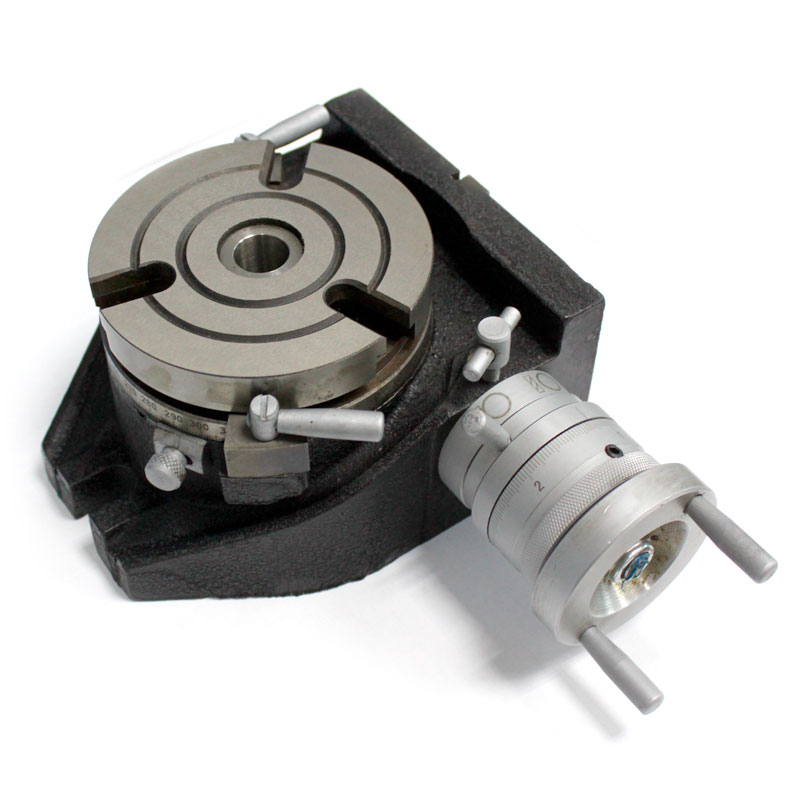
- Горизонтальный поворотный стол. Используется для кругового фрезерования, сверления отверстий по окружности и других операций. Наиболее простой и универсальный вариант конструкции.
- Поворотный стол с поперечно-продольным перемещением. Наиболее технологичный вариант конструкции, значительно повышает возможности станка, особенно при отсутствии собственной системы поперечно-продольного перемещения. Стол имеет возможность полного поворота по основанию, что даёт возможность обработки деталей со сложной конфигурацией, поверхности которой расположены под различными углами по отношению друг к другу.
 Стол имеет возможность полного поворота по основанию, что даёт возможность обработки деталей со сложной конфигурацией, поверхности которой расположены под различными углами по отношению друг к другу.
Стол имеет возможность полного поворота по основанию, что даёт возможность обработки деталей со сложной конфигурацией, поверхности которой расположены под различными углами по отношению друг к другу.Поворотные столы выпускаются по стандартным размерам. Основные диаметры: 320, 400, 500 и 630 мм.
Конструкция поворотных столов
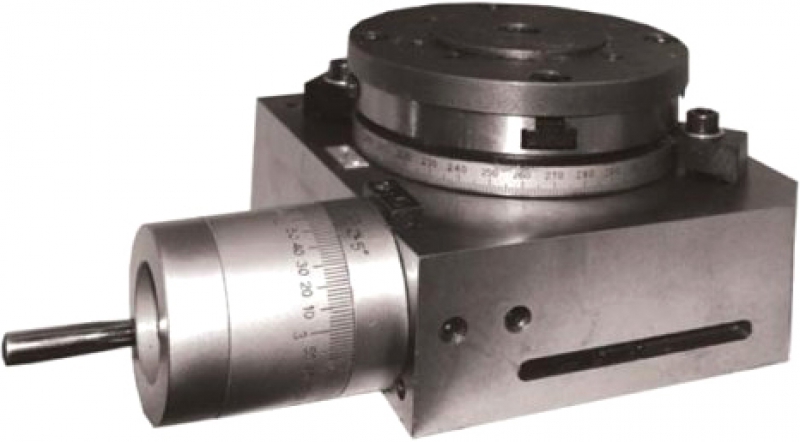
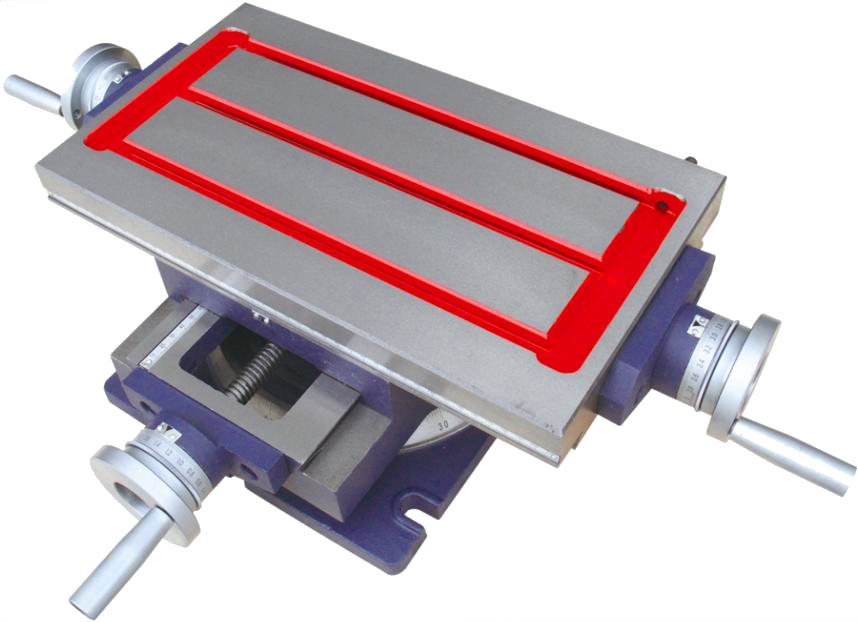
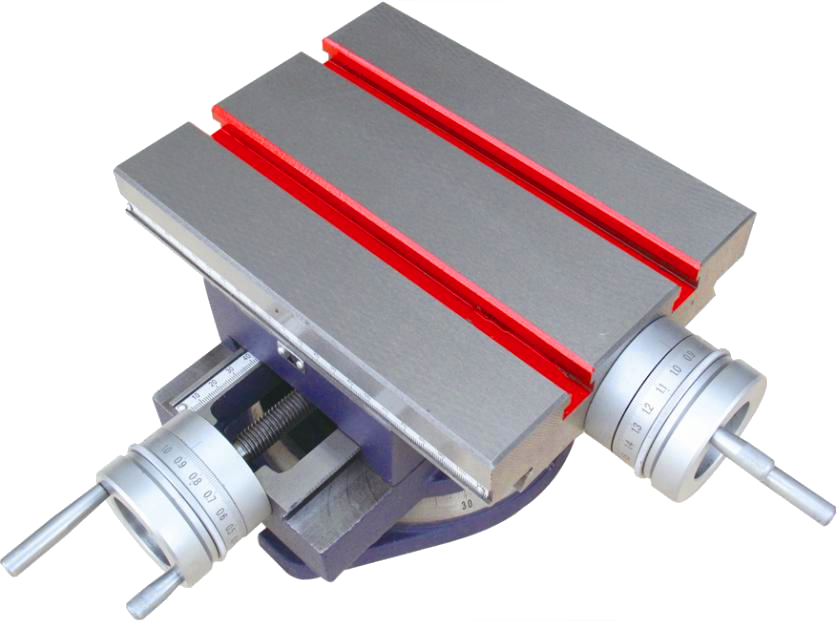
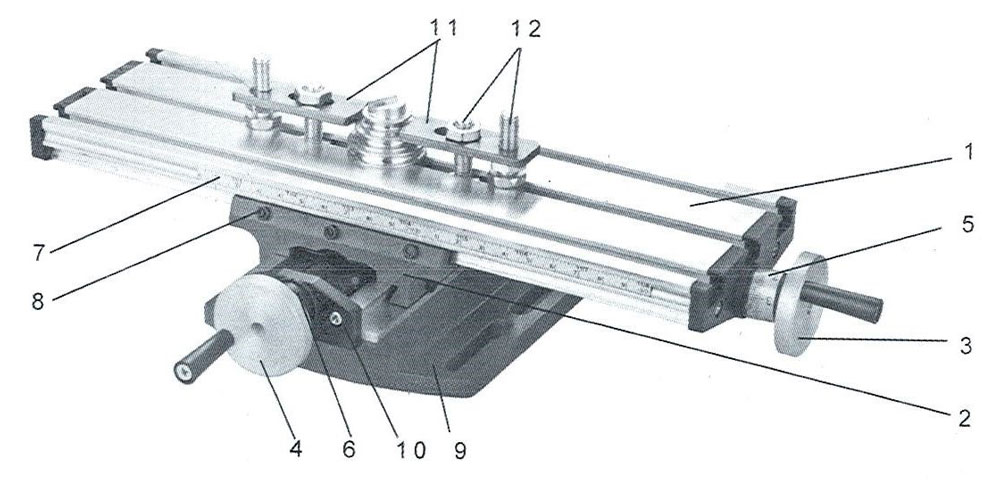
На рисунке выше представлен наиболее простой вариант конструкции поворотного стола. В корпус стола (11) запрессована втулка (10). В ней вращается шпиндель (2). На шпинделе установлена планшайба стола (1). Также в корпус запрессована и втулка (7). В неё направлен фиксатор реечного типа (5) который входит под действием пружины (6) во втулку (3).
Для управления фиксатора предусмотрена рукоятка (4). Поворот планшайбы осуществляется с помощью подшипника качения состоящего из обоймы (12), колец (14) и шариков (13). Для регулировки осевого зазора применяется гайка (8) и стопорный винт (9).
ГОСТы
Общие технические условия столов поворотных с ручным и механизированным приводом регулирует ГОСТ 16935-93.
Фрезерные столы приспособления для станков: устройства подачи и многое другое
Полезная информацияЧтобы обработать деталь, ее помещают на фрезерный стол и закрепляют. А чтобы перемещать стол с заготовкой во время работы, необходимы специальные приспособления: устройства непрерывной подачи, наборы дисков и пр.
Ассортимент рубрики
- Поворотные столы облегчают работу оператора станка и повышают точность обработки заготовки. Они могут поворачиваться на нужный угол, чтобы фреза обработала определенный участок поверхности. Существует несколько видов поворотных столов:
– поворотные наклонные необходимы для деталей, которые нужно обработать под углом от 0 до 90°. С помощью диска можно разделить окружность на части, количество которых кратно 2, 3 или 5;
– поворотные горизонтально-вертикальные, как видно из названия, применяются как в горизонтальном, так и в вертикальном положениях. Для более надежной фиксации обрабатываемой детали рекомендуется использовать заднюю бабку. На фрезерных станках с такими столами можно выполнять, например, обработку винтовых канавок или круговую обработку заготовки. Возможна даже обработка заготовок с пазами, выступами, которые расположены через определенные угловые промежутки;
– поворотные горизонтальные столы необходимы для того, чтобы быстро и максимально точно сверлить и обрабатывать отверстия, фрезеровать выступы и пазы и выполнять многие другие фрезеровальные операции. В конструкции предусмотрены фиксаторы защелкивающегося типа и кривошипный механизм разъединения, чтобы стол, повернутый на нужный угол для обработки детали, был надежно зафиксирован в таком положении. - Устройство непрерывной подачи имеет своей задачей перемещение стола на нужное расстояние по одной из трех осей координат (X, Y, Z).
На сегодняшний день практически все модели имеют возможность регулировать скорость перемещения стола бесступенчато, то есть без резких рывков. Оснащены конечным выключателем с регулируемыми упорами: стол закончит движение после того, как коснется упоров, переместившись на заданное расстояние. Защита от перегрузки исключит поломку устройства в случае превышения усилия, на которое рассчитано устройство подачи для стола фрезерного станка. - Делительные головки необходимы для того, чтобы поворачивать обрабатываемую деталь на нужный угол и более аккуратно перемещать стол. Точность работы головки обеспечивается прецизионными коническими подшипниками. Модели различаются габаритами, диаметром проходного отверстия, шириной Т-образного паза и высотой центров.
- Подставки для фрезерных станков способствуют не только более удобной работе на станке, но и точности обработки деталей. Подставка помогает отрегулировать высоту станка, при которой оператору будет максимально комфортно. Внутри конструкции есть специальная полка, которая запирается дверцей, а значит, нужные инструменты можно хранить прямо на рабочем месте.
 С помощью диска можно разделить окружность на части, количество которых кратно 2, 3 или 5;
С помощью диска можно разделить окружность на части, количество которых кратно 2, 3 или 5;
 Внутри конструкции есть специальная полка, которая запирается дверцей, а значит, нужные инструменты можно хранить прямо на рабочем месте.
Внутри конструкции есть специальная полка, которая запирается дверцей, а значит, нужные инструменты можно хранить прямо на рабочем месте.Поворотный стол для фрезерного станка с ЧПУ
Базовая комплектация любого оборудования предполагает набор обязательных функций, но часто для выполнения некоторых операций этого мало. Дополнительная оснастка расширяет возможности. Одним из видов таких приспособления является поворотный стол для фрезерного станка. Фиксируется он на основу главной конструкции и позволяет обрабатывать сложные фасонные детали. В зависимости от целей выбирается размер и марка поворотного стола. При этом важно учитывать совместимость оборудования. Хотя в большинстве случаев таких проблем не возникает, поскольку отраслевые стандарты максимально унифицированы и позволяют легко использовать изделия сторонних производителей.
Устройство поворотного стола
Не зависимо от класса и сложности изделия принципиальная схема работы у всех одинаковая.
- Основание. Аналог станины станка. Обязательно предусмотрена система крепления к станку.
- Планшайба. Поворотная часть устройства. В центре детали отверстие (прямое, но чаще конус Морзе). На рабочей плоскости Т-образные пазы для фиксации обрабатываемой заготовки или зажимного механизма. В современных моделях может использоваться оригинальная система закрепления детали. После установки заготовки планшайба обязательно надежно фиксируется в нужном положении.
- Управление. Планшайба может вращаться вокруг центральной оси с помощью механической рукоятки либо электродвигателем. Станки с ЧПУ и поворотные столы специальной конструкции в современном исполнении программируются.
Принцип работы оснастки
Главной задачей поворотного стола является обработка деталей такими способами, которые невозможны на обычном фрезерном или токарном станке. Устройство позволяет реализовать достоинства вышеперечисленного оборудования.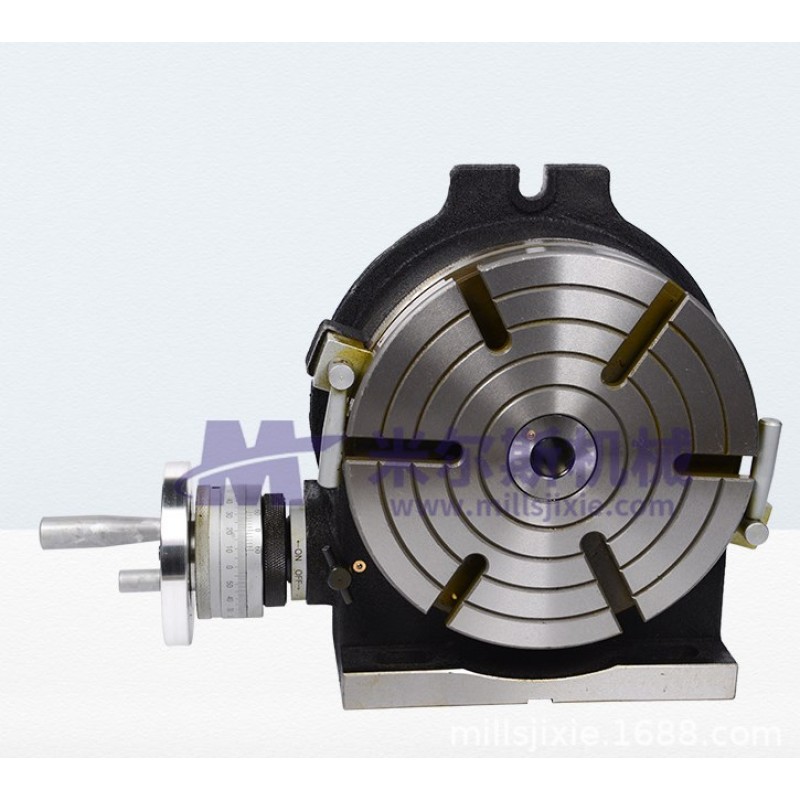
На видео показано, как работает автоматическай поворотный стол для 5ти координатного ЧПУ станка.
Достигается такой результат тем, что обрабатываемая деталь закреплена не на станине фрезерного станка, а в устройстве, которое дает возможность заготовке иметь ось вращения. Это и стало основным принципом работы поворотного стола. Программируемое оборудование позволяет изготавливать сложные по форме детали не на дорогих обрабатывающих центрах, а используя обычный фрезерный станок, но с этим замечательным приспособлением.
Классификация оборудования
Принято разделять поворотные столы по нескольким параметрам. Во-первых, по рабочему положению. Оснастка может быть горизонтальной, вертикальной и универсальной, то есть работать ей можно в двух плоскостях.
Во-вторых, по габаритам. В расчет принимают размер планшайбы. Он может варьировать от ∅ 110 мм до ∅ 630 мм. Возможны столы других размеров, но это специальные изделия, выполненные под заказ или для определенных операций.
В-третьих, по способу регулировки и настройки. Оснастка может быть оснащена простой механической ручкой, приводом от главного станка и оборудована собственным электродвигателем.
И наконец, в-четвертых, поворотный стол с расширенным функционалом. Например, он может иметь не одну ось вращения, а две, вертикальную и горизонтальную.
Эксплуатационные характеристики
Разнообразие моделей различных производителей открывает широкие возможности выбора конкретного изделия для решения четко поставленных целей.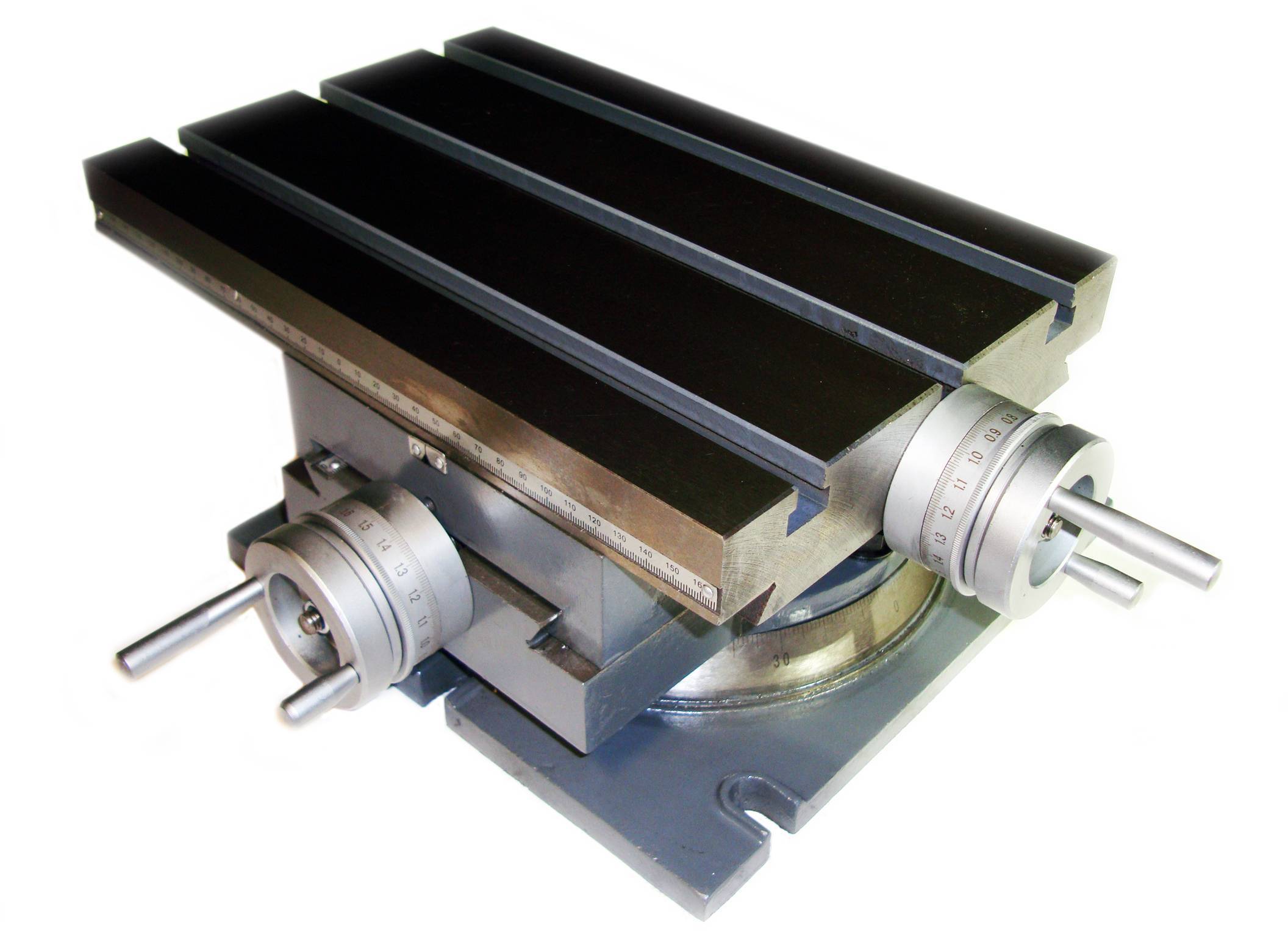 Специфика предприятия обуславливает характеристики устанавливаемого поворотного стола. Для эксклюзивной высокоточной работы выбирают модели проверенных компаний наивысшего класса точности. Допуски у такого оборудования минимальны и составляют:
Специфика предприятия обуславливает характеристики устанавливаемого поворотного стола. Для эксклюзивной высокоточной работы выбирают модели проверенных компаний наивысшего класса точности. Допуски у такого оборудования минимальны и составляют:
- Угол поворота — 1 сек;
- Прямолинейность рабочей поверхности — 3,0 мкм;
- Торцевое биение планшайбы — 1,5 мкм;
Однако такие поворотные столы не дешевы и на практике нет необходимости использовать их в обычном производстве. Большинство устройств этой категории предлагаются по более доступным ценам, но вполне приемлемыми характеристиками:
- Угол поворота — 1 мин;
- Прямолинейность рабочей поверхности — 10-20 мкм;
- Торцевое биение планшайбы — 12-20 мкм;
Центральное отверстие, как правило, выполнено в виде конуса Морзе №3 либо №4. Универсальный способ эффективно центровать заготовку. Подобным образом используются конуса Морзе практически во всех металлообрабатывающих станках.
Для каких работ используется поворотный стол
Область применения в металлообработке чрезвычайно обширна. Изготовление сложных деталей, таких как фланцы с креплениями, элементы корпусов механизмов. Эффективная обработка отверстий в деталях, которые невозможно правильно ориентировать в патроне токарного станка. Заготовки, с определенными угловыми расстояниями. Фрезерование пазов, уступов. Сверление отверстий, на одинаковом расстоянии от центра детали с точно заданным углом относительно друг друга. Очень разумно применять оснастку при мелко- и среднесерийном производстве.
Станки с ЧПУ и программируемые поворотные столы выполняют практически ту же работу, что и координатно-расточное оборудование и обрабатывающие центры.
Ограничения в обработке могут быть вызваны лишь размерами обрабатываемой детали. Вылет относительно точки фиксации регламентирован нормами и правилами работы. Чем крупнее деталь, тем больше должен быть диаметр планшайбы поворотного стола. Превышение рекомендованных значений недопустимо.
Установка оснастки на станок
Трудностей при фиксации на опорной плите фрезерного станка не должно возникнуть. Свободно перемещаемые крепежные болты в Т-образных пазах подводиться к ответным отверстиям или пазам и закручиваются гайки. Операция проста, но немалый вес устройства требует осторожность при транспортировке. Ставиться поворотный стол на полностью очищенную от стружки мусора поверхность. Прилегание должно быть полным. Следующим этапом работы будет настройка оснастки. Операция требует знаний, опыта и квалификации.
Есть несколько способов правильно позиционировать поворотный стол. Несложная работа, где нет необходимости соблюдать точность до микрона допускает настройку без специального инструмента. На пробной заготовке делается касание фрезой, затем поворачивают стол на 180° и повторяют работу режущего инструмента да аналогичного значения. Замеряют допуски и отклонения и на необходимую величину корректируют. Гораздо сложнее настроить оборудование для высокоточной работы. Качественно ее сделать могут лишь квалифицированные мастера с помощью специального инструмента. Ставятся упоры и концевики. Тестируется пробный образец и если требования по точности соблюдены, то начинают работу. В техническом задании указано количество необходимых замеров. Ответственные детали проверяются все. При выпуске партии изделий, замерять можно не каждую, а через рекомендуемое количество штук.
Качественно ее сделать могут лишь квалифицированные мастера с помощью специального инструмента. Ставятся упоры и концевики. Тестируется пробный образец и если требования по точности соблюдены, то начинают работу. В техническом задании указано количество необходимых замеров. Ответственные детали проверяются все. При выпуске партии изделий, замерять можно не каждую, а через рекомендуемое количество штук.
Преимущества и недостатки
Неудовлетворительная работа оснастки может быть обусловлена неправильным выбором модели, либо недостаточной квалификацией работника. Характеристики четко прописаны в сопроводительных документах и, как правило, гарантированны производителем. Отдельные случаи производственного брака решаются в индивидуальном порядке.
Достоинств же у поворотного стола предостаточно. Имея в арсенале такую оснастку можно освоить дополнительные виды работ или наладить выпуск новых изделий. Некоторые операции можно оптимизировать. Одним из вариантов применения поворотного стола является обработка сложных сварных конструкций. Часто обрабатываются они вручную. Времени уходит много, и качество оставляет желать лучшего. Настроив фрезерный станок с поворотным столом для подобной операции, геометрические размеры деталей становится на порядок точнее, а время на обработку сокращается многократно.
Часто обрабатываются они вручную. Времени уходит много, и качество оставляет желать лучшего. Настроив фрезерный станок с поворотным столом для подобной операции, геометрические размеры деталей становится на порядок точнее, а время на обработку сокращается многократно.
Окупаемость оснастки зависит от объемов производства и может варьировать в значительных пределах, но то, что предприятие выиграет в качестве выпускаемых изделий, сомнению не подлежит.
Поворотный стол
Поворотный стол
Поворотный стол является элементом разметки пространства, который графически отображает поворотный стол. Агенты (материальные объекты) сохраняют ориентацию на конвейере проходя через поворотный стол.
Поворотный стол, помещенный на
конвейер, разделяет его на два независимых конвейера, работающих в одной
конвейерной сети. Поворотный стол может соединять неограниченное количество конвейеров под любым углом.
Поворотный стол может служить препятствием для транспортеров, перемещающихся в режиме произвольной навигации.
Поворотный стол обладает своей скоростью транспортировки материальных объектов (которая может отличаться от скорости присоединенных конвейеров).
Примечание: Допустимо использование других элементов, если:
- необходимо сохранить текущую ориентацию агентов в пространстве при перенаправлении их на другой конвейер. В этом случае необходимо использовать Трансфер , который соединяет до 4 конвейеров под прямым углом (90°).
- необходимо повернуть материальный объект на конвейере. В этом случае необходимо использовать Платформу вращения , которая позволяет соединить только два конвейера в прямую линию, а также задать сторону, которой объект будет двигаться вперед.

Ширина поворотного стола изменяется автоматически при изменении ширины конвейера.
Время, необходимое поворотному столу для переключения на другой конвейер, зависит от значения параметра Скорость вращения.
Примечание: Конвейер ожидает, что объекты до и после поворотного стола будут одного типа.
Чтобы создать поворотный стол
- Перетащите элемент
Поворотный стол из секции
Разметка пространства
палитры
Библиотека производственных систем на графическую диаграмму или на конвейер. Выбрав необходимое место, отпустите левую кнопку мыши. Местоположение трансфера можно изменить, перетащив его вдоль конвейера.
- Щелкните левой кнопкой мыши по поворотному столу, который необходимо переместить.
- Перетащите поворотный стол в нужное место на текущем конвейере.
Форма конвейера будет изменена согласно новому местоположению поворотного стола.

Свойства
- Основные свойства
-
Имя – Имя поворотного стола. Имя используется для идентификации элемента и доступа к нему из кода и свойств блоков диаграммы процесса.
Исключить – Если опция выбрана, то поворотный стол будет исключен из модели.
Отображается на верхнем агенте – Если опция выбрана, то поворотный стол будет виден на презентации типа агента, в который будет вложен данный агент.
Блокировать – Если опция выбрана, то фигура будет считаться заблокированной и не будет реагировать на щелчки мыши.
Таким образом, вы не сможете выбрать заблокированную фигуру в графическом редакторе до тех пор, пока вы не снимете с нее блокировку.
Видимость – Здесь вы можете указать, будет ли фигура видна на анимации во время выполнения модели или нет. Используя элемент управления, выберите да или нет.
Тип материального объекта – Тип материального объекта, транспортируемый этим конвейером. Не изменяйте тип заданного материального объекта в установленных на конвейер платформах вращения, станциях, Поворотных столах или элементах трансфер, так как конвейер ожидает объекты того же типа после установленных на него элементов разметки пространства.
Является препятствием – Если опция выбрана, этот поворотный стол служит препятствием для транспортеров, перемещающихся в режиме произвольной навигации.
Скорость – Скорость, с которой поворотный стол перемещает агентов (материальные объекты).
Скорость вращения – Скорость вращения поворотного стола.
- Действия
-
Во всех действиях, к данному материальному объекту можно обратиться через локальную переменную agent.
При входе переднего торца – Здесь вы можете задать код, который будет выполняться, когда передний торец материального объекта поступает на поворотный стол.
При входе заднего торца – Здесь вы можете задать код, который будет выполняться, когда задний торец материального объекта поступает на поворотный стол.
При выходе переднего торца – Здесь вы можете задать код, который будет выполняться, когда передний торец материального объекта покидает поворотный стол.
При выходе заднего торца – Здесь вы можете задать код, который будет выполняться, когда задний торец материального объекта покидает поворотный стол.
При поломке – Здесь вы можете задать код, который будет выполняться при поломке поворотного стола.
При починке – Здесь вы можете задать код, который будет выполняться при починке поворотного стола.
- Внешний вид
-
Цвет заливки – Задает цвет заливки фигуры. Если вы не хотите, чтобы фигура была закрашена, выберите Нет цвета.
Цвет линии – Задает цвет линии. Если вы не хотите, чтобы линия контура была видна, выберите Нет цвета.
- Местоположение и размер
-
X – х-координата начальной точки поворотного стола.
Y – y-координата начальной точки поворотного стола.
Z – z-координата начальной точки поворотного стола. При размещении поворотного стола на конвейере с заданной Z-высотой, данное значение автоматически сменится на значение Z-координаты конвейера.
- Специфические
-
Отображать в – Здесь вы можете выбрать, будет ли фигура отображаться В 2D и в 3D, Только в 2D или Только в 3D.
Отображать имя – Если опция выбрана, то имя фигуры будет отображаться в графическом редакторе.
 Таким образом, вы не сможете выбрать заблокированную фигуру в графическом редакторе до тех пор, пока вы не снимете с нее блокировку.
Таким образом, вы не сможете выбрать заблокированную фигуру в графическом редакторе до тех пор, пока вы не снимете с нее блокировку.


Функции
- Скорость и задержка
-
Функция
Описание
double getSpeed(SpeedUnits units)
Возвращает скорость, с которой поворотный стол перемещает агентов (в заданных единицах измерения).
Параметр:
units – константа, задающая единицу измерения скоростиdouble setSpeed(double speed, SpeedUnits units)
Задает скорость, с которой поворотный стол перемещает агентов (в заданных единицах измерения).
Параметры:
speed – новое значение скорости
units – константа, задающая единицу измерения скоростиdouble getRotationSpeed(RotationSpeedUnits units)
Возвращает скорость вращения поворотного стола (в заданных единицах измерения).
Параметр:
units – константа, задающая единицу измерения скоростиdouble setRotationSpeed(double rotationSpeed, RotationSpeedUnits units)
Задает скорость вращения поворотного стола (в заданных единицах измерения). От скорости зависит время, за которое поворотный стол переключается между конвейерами.
Параметр:
rotationSpeed – новое значение скорости
units – константа, задающая единицу измерения скорости - Уровень
-
Функция
Описание
Level getLevel()
Возвращает уровень, на котором расположен поворотный стол.
- Препятствие
-
Функция
Описание
boolean isObstacle()
Возвращает true, если этот поворотный стол служит препятствием для транспортеров, перемещающихся в режиме произвольной навигации. В противном случае возвращает false.
void setObstacle(boolean isObstacle)
Задает этот поворотный стол в качестве препятствия для транспортеров, перемещающихся в режиме произвольной навигации.
Параметр:
isObstacle – если true, поворотный стол будет служить препятствием для транспортеров. В противном случае поворотный стол не будет служить препятствием. - Агенты (материальные объекты)
-
Функция
Описание
int size()
Возвращает количество агентов (материальных объектов), находящихся в данный момент на поворотном столе.
T getAgent(int index)
Возвращает агента, находящегося в заданной позиции на поворотном столе (отсчет начинается с нуля, и ведется от выхода).
Параметр: index – индекс агента на поворотном столе
List<T> getAgents()
Возвращает список агентов (материальных объектов), находящихся в данный момент на поворотном столе, если таких нет, то возвращает null. boolean contains(Agent agent)
Возвращает true, если заданный материальный объект agent находится в данный момент на поворотном столе, в противном случае возвращает false.
Параметр: agent – агент
boolean removeAgent(Agent agent)
Удаляет заданного агента с поворотного стола. Агент будет удален, только если в данный момент находится на поворотном столе.
В случае успешного удаления возвращается true, в противном случае - false.
Параметр: agent – агент, который должен быть удален с поворотного стола
- Сеть конвейеров
-
Функция
Описание
List getIncomingPaths()
Возвращает список всех входящих конвейеров, т.
е., тех конвейеров, которые перемещают агентов (материальные объекты) на этот поворотный стол; если таких нет, то возвращает
null..List getOutgoingPaths()
Возвращает список всех исходящих конвейеров, т.е., тех конвейеров, которые принимают агентов (материальные объекты) с этого поворотного стола; если таких нет, то возвращает null.
ConveyorPath getConnection(int index)
Возвращает соединенный с поворотным столом конвейер по его индексу.
Параметр: index – индекс (номер) соединения.
List getConnections()
Возвращает список всех соединенных с этим поворотным столом конвейеров; если таких нет, то возвращает null.
int getConnectionsCount()
Возвращает количество соединенных с этим поворотным столом конвейеров.
ConveyorNetwork getNetwork()
Возвращает конвейерную сеть, к которой принадлежит этот поворотный стол.
- Поломка / починка
-
Функция
Описание
boolean isFailed()
Возвращает true, если поворотный стол сломан, в противном случае возвращает false. boolean fail()
Моделирует поломку поворотного стола. Поворотный стол выходит из строя и останавливает свою работу.
boolean repair()
Моделирует починку поворотного стола. Поворотный стол возвращается в рабочее состояние. - Видимость
-
Функция
Описание
boolean isVisible()
Проверяет, отображается ли поворотный стол на анимации во время выполнения модели.
Если функция возвращает true – значит, поворотный стол отображается, если false – нет.
void setVisible(boolean v)
Задает видимость поворотного стола.
Параметр: v – видимость. Если значение v равно true, то фигура будет отображаться, если равно false – то нет.
- Цвет / текстура
-
Функция
Описание
Color getLineColor()
Возвращает цвет контура фигуры или null, если у контура нет цвета или если контур отображает текстуру (в последнем случае используйте функцию getLineTexture()).
Texture getLineTexture()
Возвращает текстуру контура фигуры или null, если у контура нет текстуры, а используется цвет (в последнем случае используйте функцию getLineColor()).
void setLineColor(Color lineColor)
Задает цвет контура поворотного стола.
Параметр: lineColor – новый цвет
void setLineColor(Paint lineColor)
Задает цвет (или текстуру) контура поворотного стола.
Параметр: lineColor – новый цвет (или текстура)
Color getFillColor()
Возвращает цвет заливки фигуры или null, если у фигуры нет заливки или если фигура отображает текстуру (в последнем случае используйте функцию getFillTexture()). Texture getFillTexture()
Возвращает текстуру заливки фигуры или null, если у фигуры нет текстуры заливки или если фигура использует цвет заливки (в последнем случае используйте функцию getFillColor()). void setFillColor(Color fillColor)
Задает цвет заливки фигуры.
Параметр:
fillColor – новый цвет заливки; если значение равно null, то фигура не заливаетсяvoid setFillColor(Paint fillColor)
Задает для фигуры новый цвет заливки (или текстуру, объект типа Texture).
Параметр:
fillColor – новый цвет заливки; если значение равно null, то фигура не заливается - Местоположение
-
Функция
Описание
double getX()
Возвращает X-координату центральной точки фигуры.
double getY()
Возвращает Y-координату центральной точки фигуры.
double getZ()
Возвращает Z-координату центральной точки фигуры.
Point getXYZ(Point out)
Возвращает (X, Y, Z) координаты центральной точки фигуры.
Параметр:
out – объект Точка типа Point, в который будут записаны полученные координаты. Объект может быть равен
null. - Удаление
-
Функция
Описание
void remove()
Удаляет поворотный стол из презентации. Если поворотный стол не является частью презентации, функция не выполняет ничего. Обратите внимание, что удаление из презентации не обязательно подразумевает удаление из логики модели, поскольку логические сети и маршруты могли быть заданы еще до удаления элемента и не исчезают.





 е., тех конвейеров, которые перемещают агентов (материальные объекты) на этот поворотный стол; если таких нет, то возвращает
null..
е., тех конвейеров, которые перемещают агентов (материальные объекты) на этот поворотный стол; если таких нет, то возвращает
null..






 Объект может быть равен
null.
Объект может быть равен
null.См.
 также
также
Элементы разметки Библиотеки производственных систем
Конвейер
Библиотека производственных систем
Java документация (англ.): Класс ConveyorTurntable
Подъемно поворотный стол — Edmolift подъемные столы гидравлические столы ножничного типа из Швеции
Регулируемый Подъемно поворотный стол для поддонов имеет подушку безопасности, которая настраивается в зависимости от веса паллеты, что означает, что верхний край продуктов на паллете всегда находится на требуемой высоте. Встроенный поворотный стол имеет диаметр 1100 мм и оптимален для ЕВРО палет.
Оператору не нужно наклоняться или ходить вокруг поддона для загрузки или выгрузки. В таблице ручки веса между 150 — 2000 кг и имеет встроенную вилочные каналы для возможности перемещения стола с одним погрузчиком.
Подъемно поворотный стол PL 2002 – простое устройство, которое автоматически поддерживает верхнюю плоскость груза на идеальном эргономическом уровне для ручной загрузки и разгрузки. Поддон может легко вращаться для улучшенного доступа к противоположной стороне груза. Не необходимости в постоянном подключении к линии со сжатым воздухом. Нужно один раз настроить PL2002 (подать в воздушную камеру необходимое давление – соответствующее Вашему грузу) и устройство готово к работе поддон за поддоном там, где это необходимо.
Поддон может легко вращаться для улучшенного доступа к противоположной стороне груза. Не необходимости в постоянном подключении к линии со сжатым воздухом. Нужно один раз настроить PL2002 (подать в воздушную камеру необходимое давление – соответствующее Вашему грузу) и устройство готово к работе поддон за поддоном там, где это необходимо.
Если вы не можете найти здесь подъёмный стол, подходящий для удовлетворения ваших нужд, пожалуйста свяжитесь с нами для изготовления продукции на заказ.
| Модель | Артикул | Грузо- подъемность | Высота подъёма | Минимальная высота | Длина | Ширина | Время подъема | Мощность | Масса с упаковкой | Информация |
|---|---|---|---|---|---|---|---|---|---|---|
| PL 2002 | 86944 | 150-2000 кг | 464 мм | 241 мм | 1110 мм | 1110 мм | 200 кг |
Поворотный стол диаметр 600 мм для камер КСО-110 до 50 кг
Абакан, Адлер, Альметьевск, Ангарск, Апатиты, Арзамас, Армавир, Архангельск, Асбест, Астрахань, Ачинск, Балаково, Балашиха, Барнаул, Белгород, Белорецк, Бердск, Березники, Бийск, Благовещенск, Борисоглебск, Боровичи, Братск, Брянск, Бузулук, Великие Луки, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Волжский, Вологда, Воркута, Воронеж, Воскресенск, Воткинск, Всеволожск, Выборг, Гатчина, Глазов, Горелово, Грозный, Дзержинск, Димитровград, Дмитров, Домодедово, Ейск, Екатеринбург, Железнодорожный, Забайкальск, Зеленоград, Златоуст, Иваново, Ижевск, Иркутск, Йошкар-Ола, Казань, Калининград, Калуга, Каменск-Уральский, Камышин, Качканар, Кемерово, Керчь, Киров, Кирово-Чепецк, Клин, Клинцы, Ковров, Коломна, Колпино, Комсомольск-на-Амуре, Кострома, Котлас, Краснодар, Красногорск, Краснокамск, Красноярск, Кузнецк, Курган, Курск, Ленинск-Кузнецкий, Ливны, Липецк, Магадан, Магнитогорск, Майкоп, Махачкала, Миасс, Москва, Мурманск, Муром, Мытищи, Набережные Челны, Находка, Нефтекамск, Нижневартовск, Нижний Новгород, Нижний Тагил, Новомосковск, Новокузнецк, Новороссийск, Новосибирск, Новый Уренгой, Новочебоксарск, Новочеркасск, Ногинск, Обнинск, Одинцово, Октябрьский, Омск, Орел, Оренбург, Орехово-Зуево, Орск, Пенза, Первоуральск, Пермь, Петрозаводск, Петропавловск-Камчатский, Подольск, Псков, Пушкин, Пушкино, Пятигорск, Ростов-на-Дону, Рыбинск, Рязань, Салават, Санкт-Петербург, Самара, Саранск, Саратов, Севастополь, Северодвинск, Сергиев Посад, Серов, Серпухов, Симферополь, Смоленск, Солнечногорск, Сосновый Бор, Сочи, Ставрополь, Старый Оскол, Стерлитамак, Ступино, Сургут, Сызрань, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томилино, Томск, Тула, Тюмень, Улан-Удэ, Ульяновск, Усинск, Уссурийск, Усть-Кут, Уфа, Ухта, Хабаровск, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Чехов, Чита, Шахты, Энгельс, Южно-Сахалинск, Ярославль
|
А Абакан
Б Балаково
В Великие Луки
Г Гатчина
Д Дзержинск
|
Е Ейск
Ж Железнодорожный
З Забайкальск
И Иваново
К Казань
Л Ленинск-Кузнецкий
М Магадан |
Н Набережные Челны
О Обнинск
П Пенза
Р Ростов-на-Дону
С Салават |
Т Таганрог
У Улан-Удэ
Х Хабаровск
Ч Чебоксары
Ш Шахты
Э Энгельс
Ю Южно-Сахалинск
Я Ярославль |
Столы поворотные.
Продажа столов поворотных со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на столы поворотные запрашивайте в отделе инструментов.
Стол поворотный круглый с ручным и механизированным приводами 7204-0023-01 (400 мм).
Стол поворотный круглый с ручным и механизированным приводами предназначен для установки и закрепления деталей при обработке их на металлорежущих станках.
Стол 7204 0023 01 (400 мм) состоит из корпуса, планшайбы, червячного колеса и червяка.
Вращение стола поворотного круглого осуществляется при помощи червячной пары вручную ручкой маховика или механически от привода станка.
Размеры поворотного круглого стола с ручным и механизированным приводами 7204-0023-01:
| Размер, мм | А | В | D | F | G | G1 | H | К | L | М | N | О | Вес, кг |
| 7204-0023-01 | 400 | 130 | 40H7 | Морзе №4 | 14Н8 | 14Н11 | 63 | 18Н8 | 670 | 535 | 155 | 18 | 114 |
Цена деления шкалы лимба – 1 мин.
Цена деления шкалы планшайбы – 1 градус.
Технические характеристики поворотного круглого стола с ручным и механизированным приводами. 7204-0023-01:
| Наименование отклонений | Класс точности “Н” |
Класс точности “П” |
|
| Плоcкоcтноcть рабочей поверхности планшайбы | 20 мкм | 12 мкм | |
| Торцовое биение рабочей поверхности планшайбы | 25 мкм | 16 мкм | |
| Параллельность рабочей поверхности планшайбы основанию стола | 25 мкм | 16 мкм | |
| Радиальное биение центрального отверстия | у торца планшайбы | 16 мкм | 10 мкм |
| на длине 100мм | 25 мкм | 16 мкм | |
| Степень точности конуса по ГОСТ 2848 | АТ7 | АТ6 | |
Стол поворотный круглый фрезерный 61П-17-000 (250 мм).

Стол поворотный круглый фрезерный 61П-17-000 (250 мм) с ручным приводом спроектирован и изготовлен с учетом требований станкостроительной промышленности.
Стол круглый фрезерный предназначен для установки и закрепления деталей при обработке их на металлорежущих станках. Стол поворотный состоит из корпуса, планшайбы, червячного колеса и червяка.
Вращение стола 61П 17 000 (250 мм) осуществляется при помощи червячной пары вручную ручкой маховика.
Размеры поворотного круглого фрезерного стола 61П-17-000 (250 мм).
| Размер, мм | А | В | С | G | G1 | H | L | М | О | Вес, кг |
| 61П17-000 | 250 | 105 | 172 | 12Н9 | 12Н12 | 60 | 421 | 348 | 14 | 36 |
Класс точности стола – Н и П.
Цена деления шкалы лимба – 1 мин.
Цена деления шкалы планшайбы – 1градус.
Стол круглый горизонтально – вертикальный РКВ 7205-4003 (250 мм).
Стол круглый горизонтально-вертикальный предназначен для установки и закрепления деталей
при обработке их на металлорежущих станках.
Стол РКВ 7205-4003 (250 мм) состоит из корпуса, планшайбы, червячного колеса, червяка.
Вращение осуществляется при помощи червячной пары вручную ручкой маховика.
Размеры круглого горизонтально-вертикального стола РКВ 7205-4003 (250мм):
| Размер, мм | А | В | С | D | F | G | G1 | H | К | L | М | N | О | P | R | Вес, кг |
| РКВ 7205-4003 | 250 | 111 | 200 | 40H7 | КМ №4 | 12Н8 | 12Н11 | 63 | 14Н8 | 14Н8 | 338 | 495 | 140 | 306 | 14Н8 | 54 |
Цена деления шкалы лимба – 1 мин.
Цена деления шкалы планшайбы – 1 градус.
Технические характеристики стола круглого горизонтально-вертикального РКВ7205-4003 (250 мм):
| Наименование отклонений | Класс точности “Н” |
Класс точности “П” |
|
| Плоскостность рабочей поверхности планшайбы | 16 мкм | 10 мкм | |
| Торцовое биение рабочей поверхности планшайбы | 20 мкм | 12 мкм | |
| Параллельность рабочей поверхности планшайбы основанию стола | 20 мкм | 12 мкм | |
| Радиальное биение центрального отверстия | у торца планшайбы | 12 мкм | 8 мкм |
| на длине 100мм | 20 мкм | 12 мкм | |
| Перпендикулярность рабочей поверхности планшайбы относительно опорной поверхности в любом положении планшайбы на длине 100мм |
20 мкм | 15 мкм | |
| Степень точности конуса по ГОСТ 2848 | АТ7 | АТ6 | |
Поворотный стол T-200 | Станки
Характеристики поворотного стола T-200
Кулачковый механизм роликовой шестерни
Предварительно нагружая входной и выходной валы, четыре толкателя кулачка всегда могут оставаться в контакте с кулачком. поверхность, исключающая люфт и обеспечивающая высокую жесткость. Кроме того, вращающиеся толкатели кулачка могут передавать двигатель
крутящий момент эффективен, и, следовательно, они могут вращаться с низким крутящим моментом и использоваться в течение длительного времени без износа и регулировки.
поверхность, исключающая люфт и обеспечивающая высокую жесткость. Кроме того, вращающиеся толкатели кулачка могут передавать двигатель
крутящий момент эффективен, и, следовательно, они могут вращаться с низким крутящим моментом и использоваться в течение длительного времени без износа и регулировки.
Опорный стол
Поворотный шарнир для поворотного стола
Пример использования
Технические характеристики
| Тип | Правша, Левша * 1 |
|---|---|
| Диаметр сквозного отверстия | 70H7 мм / 2,8H7 дюймов |
| Высота центра | 170 мм / 6,7 дюйма |
| Передаточное число | 1/20 |
| Максимальная скорость | 100мин À1 (50мин À1 * 2 ) |
| Точность двунаправленного позиционирования (соответствует ISO230-2) | 20 с или меньше |
| Двусторонняя повторяемость позиционирования (соответствует ISO230-2) | 10 с или меньше |
| Точность индексации * 3 | 10 с или меньше |
| Повторяемость * 3 | 4 с или меньше |
| Максимальная грузоподъемность | 100 кг / 220 фунтов (200 кг / 440 фунтов * 4 ) |
| Допустимая рабочая инерция | 1. 0 кг на м 2 / 23,7 фунта на фут 2 (4,0 кг на м 2 / 94,8 фунта на фут 2 * 2 ) 0 кг на м 2 / 23,7 фунта на фут 2 (4,0 кг на м 2 / 94,8 фунта на фут 2 * 2 ) |
| Допустимая неуравновешенная нагрузка | 5,0 кг ・ м / 36,2 фута ・ фунта |
| Метод зажима | Пневматический |
| Момент затяжки | 280 Н · м / 207 фут · фунт (при 0,5 МПа) |
| Максимальный удерживающий момент * 5 | 720 Н ・ м / 531 фут ・ фунт (при 0,5 МПа) |
| Вес продукта | 67 кг / 148 фунтов |
| Применимые модели | S300X1 / S500X1 / S700X1 / S1000X1 / R450X1 / R650X1 |
- * 1: Для R450X1 и R650X1 доступен только правый тип.
- * 2: Когда используется режим высокой инерции (активируется изменением настройки параметра).
- * 3:
На основе стандарта измерений Brother.
- * 4: Когда используется опорный стол.
- * 5: Получается за счет крутящего момента зажима плюс удерживающий момент двигателя.

Клиент, рассматривающий покупку / Информация о поддержке
Поворотные столы
IntelLiDrives производит большой выбор поворотных столов, включая столы с прямым приводом, в которых используются бесщеточные вращающиеся серводвигатели крутящего момента, а также прецизионные моторные червячные приводы и поворотные приводы с ременным приводом.Эти поворотные ступени доступны с множеством отверстий разного размера, диаметрами стола и вариантами монтажа, чтобы обеспечить идеальное решение для вашего приложения промышленной автоматизации. Поворотные столы IntelLiDrives используются в промышленных роботах, волоконной оптике и фотонике, системах технического зрения, станках, сборке, полупроводниковом оборудовании, лазерной обработке медицинских компонентов, производстве электроники и других высокопроизводительных приложениях промышленной автоматизации.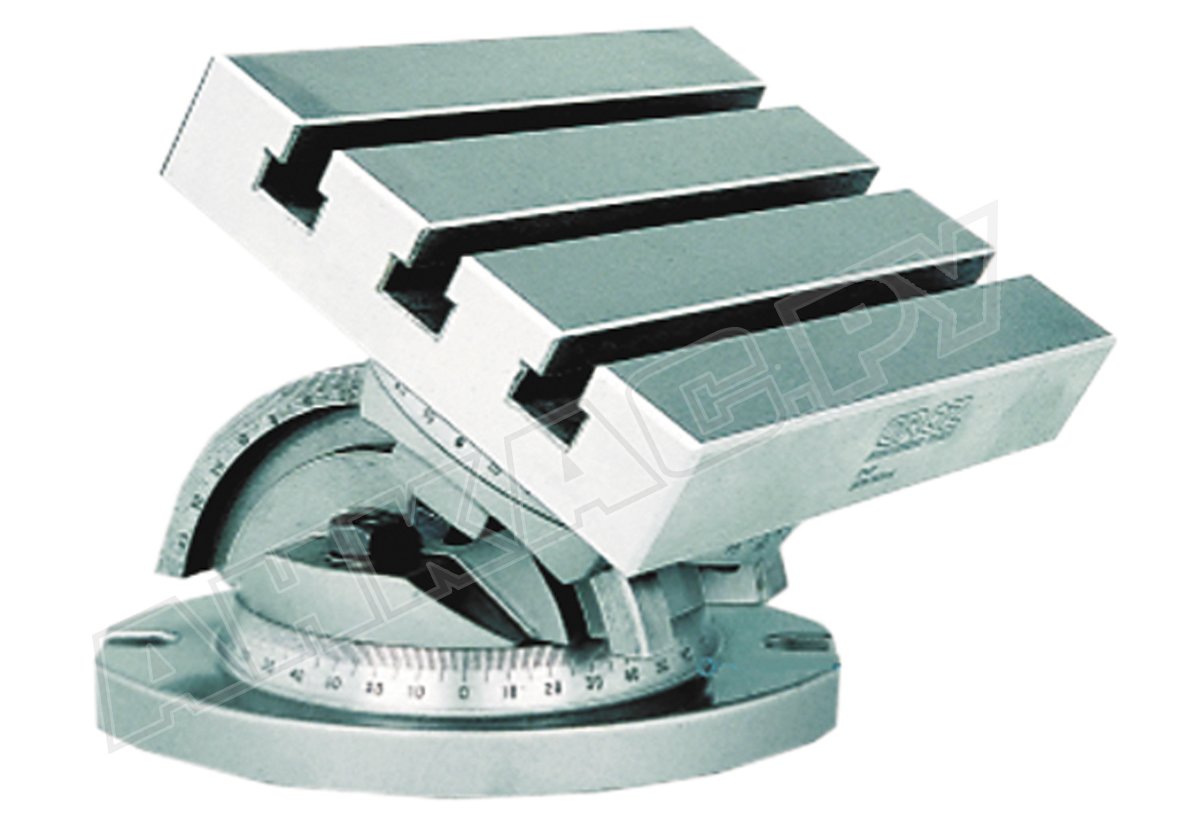
Поворотный стол с прямым приводом
Поворотный стол с прямым приводом (DDR) исключает люфт и обеспечивает жесткую механическую систему для высокодинамичных приложений.Эти поворотные столы, интегрированные с прецизионными подшипниками и кольцевыми энкодерами, обеспечивают максимальную производительность в приложениях для индексации вращения
Редукторные поворотные приводы
Моторизованные поворотные столы имеют алюминиевый корпус с подшипником и прецизионным шлифованным червячным или шестеренчатым приводом. Доступны несколько вариантов редуктора. Отличается отсутствием заднего привода с минимальным люфтом. Поставляется с шаговыми двигателями или комбинацией бесщеточного серводвигателя / энкодера
Вращающийся привод с ременным приводом
Высокоскоростные вращающиеся приводы с большой апертурой и низкопрофильными моторизованными приводами с ременным приводом. Экономичная альтернатива поворотным серво столам с прямым приводом. Поставляется с шаговыми или бесщеточными серводвигателями NEMA23 с энкодерами
Экономичная альтернатива поворотным серво столам с прямым приводом. Поставляется с шаговыми или бесщеточными серводвигателями NEMA23 с энкодерами
Поворотные столы + Абсолютные энкодеры
Поворотные столы включают АБСОЛЮТНЫЕ КОЛЬЦЕВЫЕ ЭНКОДЕРЫ с промышленными стандартными интерфейсами SSI, BISS-C и Fanuc. Информация об абсолютном местоположении сохраняется при отключении питания. При включении питания самонаведение не требуется
Поворотный стол с большой апертурой
Поворотный стол с размером апертуры (сквозное центральное отверстие) от 110 до 490 мм.Доступен с двигателями с прямым приводом, червячным или ременным приводом
Низкопрофильные ступени вращения
Низкопрофильные ступени вращения от 22 до 42 мм.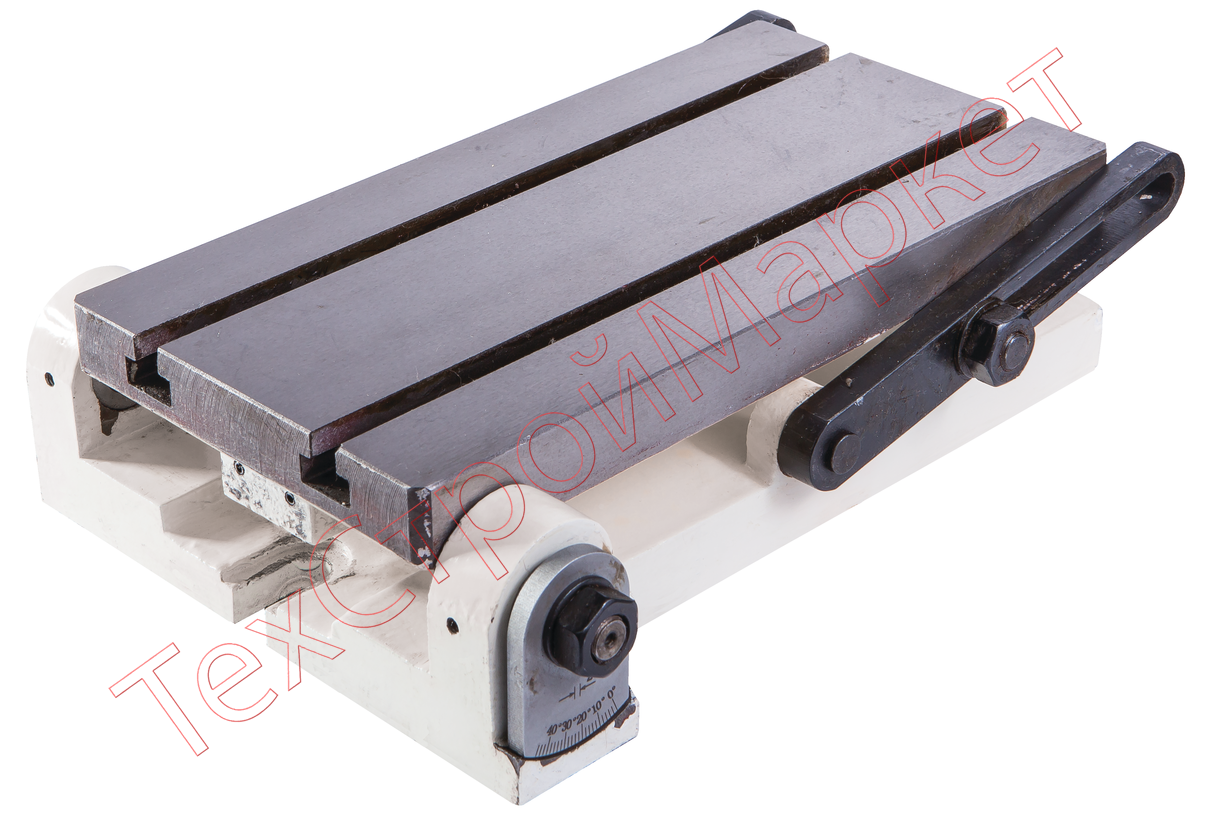 Эти легкие и компактные поворотные приводы лучше всего подходят для интеграции со столами XY, чтобы минимизировать высоту штабелирования системы и количество ошибок
Эти легкие и компактные поворотные приводы лучше всего подходят для интеграции со столами XY, чтобы минимизировать высоту штабелирования системы и количество ошибок
Ступени вращения пневматических подшипников
Ступени вращения пневматических подшипников с прямым приводом с осевыми и радиальными воздушными подшипниками.Не требующие трения и обслуживания поворотные столы лучше всего подходят для чистых помещений
Поворотные столы с классом защиты IP
Поворотные столы с защитой от проникновения воды и твердых частиц. Классы IP65, IP66 и IP67. Поворотные сервостолы с прямым приводом и моторизованные приводы
Компактные поворотные столики
Низкопрофильные и малые (от 40 до 115 мм) поворотные столики.Предназначен для работы в лабораторных и производственных условиях. Доступен в версиях, совместимых с вакуумом
Многоосные поворотные системы
Интегрированные двух- и трехосные поворотные узлы для обработки и тестирования деталей сложной трехмерной геометрии
Поворотные приводы IntelLiGent
ИНТЕЛЛЕКТУАЛЬНЫЕ ПРИВОДЫ – это высокопрограммируемые, интегрированные приводы с двигателем, кодировщиком, усилителем, контроллером, USB, Ethernet, RS232, RS485 и вводами-выводами.
поворотных столов
поворотных столовДля правильного отображения страницы необходимо включить Javascript
Перейти к содержаниюТаблицы для вращающихся воздушных подшипников – точность до 2,0 мкм
Стандартная линейка высокоточных поворотных столов с воздушными подшипниками (серия AT) и сверхмощных поворотных столов (серия HDRT) от ABTech идеально подходит для измерения ПДК на низких скоростях, оптического контроля, прецизионной сборки или легкой обработки и шлифования с радиальной и осевой точностью до 2.Требуется 0 µ ”. Доступен с наклонным и центральным рабочими столами, прецизионными приспособлениями, 3-кулачковыми патронами, вакуумной подачей через центр и моторными приводами. Изготовленные из 440CSS и закаленные до 58-60 Rc, эти поворотные столы с воздушными подшипниками являются самыми прочными из имеющихся.
Учить большеМасло-гидростатические поворотные столы, более чем в 4 раза более жесткие, чем пневматические подшипники, идеально подходят для самых требовательных высокоточных станков.Если для вашего применения важны чрезвычайная жесткость и высокая грузоподъемность, позвольте нашим сотрудникам помочь вам выбрать правильный масляный гидростатический поворотный стол. Наши системы включают гидроагрегат (HPU), который состоит из низкоскоростного прецизионного насоса, датчика давления для работы в замкнутом контуре, системы фильтрации и резервного резервуара.
Учить большеПоворотные столы с механическими подшипниками
Если точность уровня пневматических подшипников не требуется, мы предлагаем широкий выбор прецизионных поворотных столов с механическими подшипниками.Обеспечивает высокую грузоподъемность и жесткость с радиальной и осевой точностью до 40 мкм (1 микрон) или меньше. Идеально подходит для низкоскоростных измерений TIR, инспекции, точной сборки или легкой обработки и шлифования. Доступны с наклонными и центральными рабочими столами, прецизионными приспособлениями, 3-кулачковыми патронами и моторными приводами.
Учить большеСделано в США.S.A из США и импортные деталиБольшое спасибо за вашу помощь.Ваша быстрая и информативная переписка была бесценна. Надеюсь, я не буду беспокоить вас дальнейшими вопросами, но хорошо знать, что вы готовы. (после предоставления удаленной технической поддержки для системы, установленной на Южном полюсе)Морган Хеджес, научный сотрудник аспирантуры,
Университет Принстона
Каждый продукт, который мы продаем, свидетельствует о приверженности всей нашей компании мастерству «Гордость за точность». С этой целью все наши продукты разрабатываются, производятся и тестируются исключительно компанией ABTech на нашем предприятии в Нью-Гэмпшире.
Вернуться наверхСоздание 120-миллиметрового поворотного стола
Создавая Elmer’s Grasshopper, я понял, что действительно могу использовать RT для моей мельницы. Я все еще разорен от покупки мельницы, а RT здесь, в Намибии, довольно дорого обходится.Некоторое исследование выявило обрывки информации о RT, а затем я нашел золотую середину в построении Дином его поворотного стола – как всегда, превосходно детализированном Дином – и имеющихся там планах. Спасибо и Дину, и Стиву: bow:
Моя сборка основана на конструкции Дина, но я адаптирую некоторые размеры и методы к материалам и инструментам, которые у меня есть, а также меняю некоторые детали в соответствии со своими потребностями.
Вот некоторые из вещей, которые я хочу получить от RT:
1. Используйте как можно больше материала из того, что у меня есть под рукой или из того, что я могу получить экономически
2.Адаптер для надежной обработки любого из моих патронов Myford.
3. Регулировка люфта на червячном приводе – и полное отключение привода для «быстрой индексации»
4. Точность до 0,1 градуса или лучше от маховика, с возможностью добавления разделительных пластин по мере необходимости.
5. Совместимость со всеми имеющимися у меня инструментами.
Поскольку мне нужно сделать червяк и шестерню, я остановился на 72-зубной шестерне; это дает 5 градусов на оборот маховика и должно упростить использование.
За последние пару недель я добыл все материалы, которые мне понадобились для сборки; некоторые у меня завалялись, а много пришлось купить. В итоге я получил: несколько кусочков плоского стержня 10×60 мм и кусочек пластины 12 мм для основания, кусок чугуна для стола, фосфорную бронзу для изготовления шестерен, старый кусок болта для какого-то материала для разнообразия. насадки, алюминий для маховика, новый радиально-упорный подшипник, кусок вала принтера с двумя маленькими подшипниками для утилизации для установки вала маховика, а также серебряная сталь 8 мм и 16 мм для изготовления вала, червяка и зубореза с:
Я стартовал на базе; кусок 12-миллиметровой пластины, который у меня был, был слишком большим, поэтому я распил его на ленточной пиле.Для ленточной пилы он тоже был слишком велик; поэтому я начал с максимально возможной части пластины, зажатой в тисках пилы:
Затем, когда рама пилы подошла к пластине, я перевернул пластину с меньшим зажимом, чтобы закончить последнюю часть:
Последний разрез был сделан за один присест, и в итоге я получил опорную пластину RT и некоторые оставшиеся кусочки пластины толщиной 12 мм для других проектов:
Затем я прижал пластину к фрезерному столу с помощью нескольких бит из зажимного набора и опирался на два одинаковых наружных кольца подшипника в качестве проставок и фрезеровал три из четырех сторон квадрата с двумя противоположными сторонами, до которых я мог добраться, с точной точностью. ширина плиты (140мм):
Последняя сторона пластины была сделана путем добавления небольшого дополнительного зажима на противоположной готовой стороне, чтобы удерживать пластину в нужном положении, а затем перемещением основных зажимов на готовую сторону, а также для правильного зажима для фрезерования последней стороны с обеих сторон. квадрат и размер.
К счастью, на токарном станке мне удалось закрепить пластину в 4-кулачковой челюсти; это облегчает торцевание и просверливание отверстия для подшипника. Углы едва касаются кровати, пока они качаются в прорези изголовья. :
Чтобы углы пластины не касались фартука во время подачи, я просто использовал верхний суппорт, чтобы достаточно сместить насадку. Поперечный суппорт также довольно близок к максимальному разгибанию!
На старом Myford на средней задней передаче я начал самый большой торцевой пропил, который я пробовал на сегодняшний день.На это потребовалось время; очень медленная подача вначале с прерывистым резанием и наблюдение за отходящей стружкой для увеличения скорости подачи к центру. Картина не очень красивая, но «кольцевые полосы» выглядят хуже, чем есть на самом деле:
: – [- Я думаю, что некоторые из этих “полос” были вызваны зажжением одной или двух сигарет во время процесса облицовки.
Затем я просверлил пластину по центру и просверлил через нее 8-миллиметровое отверстие, когда токарный станок работал на второй по величине скорости, затем сверло на 19 мм (самое большое, что у меня есть) на высокой задней передаче:
Потом просверлил дырку побольше; (с 19мм до 61.97 мм). Я начал с дешевой расточной оправки с карбидом вольфрама и глубины резания 20 тыс. (~ 0,5 мм), и все шло хорошо, пока я не попробовал резать побольше. На 40 тысячах резов дела шли хорошо, но потом твердосплавный наконечник раскололся и все замерло. Не чувствуя себя в настроении пытаться заново заточить инструмент, и с отверстием, достаточно большим для моего любимого левого токарного резца из быстрорежущей стали, чтобы иметь достаточный зазор, я просто вставил его и закончил рез. Я намеренно оставил сзади выступ толщиной 0,5 мм и шириной около 2 мм.Это необходимо для того, чтобы подшипник, который я должен быть предварительно нагружен, не поднимал его центр и не касался дна стола позже:
Испытание подшипника показало, что отверстие примерно подходящего размера для запрессовки подшипника, но с пластиной, немного теплой из-за механической обработки, а подшипник холодным, я решил дать всему остыть до той же температуры в течение ночи. чтобы убедиться в окончательной посадке подшипника.
С уважением, Арнольд
Обычная цена: 374 доллара.00 Продажная цена: 329,49 долл. США | Обычная цена: 368,87 долл. США Цена продажи: 348,87 долл. США | Обычная цена: 540,39 долл. США Цена продажи: 518,00 долл. США | ||
| 6 | ||||
Обычная цена: 95,95 долларов США Цена продажи: 84,95 долларов США | ||||
Обычная цена: 164,95 долларов США Цена со скидкой: 139,00 долларов США | Обычная цена: 1618 долларов США.38 Продажная цена: 1567,00 $ | 152,95 $ | ||
Обычная цена: 349,62 $ Продажная цена: 329,45 $ | Обычная цена: 304,95 $ 9335 9006 $ 28936 Обычная цена ,95 $ Цена продажи: 450,66 долларов США | |||
Обычная цена: 151,83 долларов США Цена продажи: 136,83 долларов США | Обычная цена: 617,93 долларов США Цена продажи: 598 долларов США.93 | Обычная цена: 663,73 долл. США Цена продажи: 633,73 долл. США | ||
Обычная цена: 917,00 долл. США Цена со скидкой: 895,81 долл. США | 120,23 долл. США | долл. США 125,74 долл. США Цена продажи: 110,74 долл. США | Обычная цена: 149,27 долл. США Цена продажи: 134,27 долл. США | Обычная цена: 341,35 долл. США Цена продажи: 326 долл. США.35 |
Обычная цена: 328,51 долл. США Цена продажи: 313,49 долл. США | Обычная цена: 396,00 долл. США Цена продажи: 377,40 долл. США | 3,294,95 долл. США | ||
Обычная цена: 645,95 долларов США Цена продажи: 565,95 долларов США | ||||
Обычная цена: 807,27 долларов США Цена продажи: 787 долларов США.95 | Обычная цена: 1 545,54 долл. США Цена продажи: 1515,54 долл. США | Обычная цена: 989,00 долл. США Цена продажи: 946,00 долл. США | ||
895,4 долл. США | долл. США Цена продажи: $ 1,277,00 | |||
1,274,95 долларов США | 1,274,95 долларов США | 184,95 долларов США | ||
894 доллара США.95 | $ 249.95 | $ 374.95 | ||
$ 679.95 | $ 184.95 | Базовая цена: 795.00 $ 9372 00 | Обычная цена: 1350,00 долларов США Цена продажи: 1195,00 долларов США | |
3,383,00 долларов США | 159,95 долларов США | 159 долларов США.95 | ||
1 295,95 долл. США | Обычная цена: 1098,00 долл. Цена со скидкой: 978,00 долл. | Обычная цена: 1252,00 долл. Цена со скидкой: 1098,00 долл. : 767,00 долларов США | Обычная цена: 1308,00 долларов США Цена продажи: 1,185,00 долларов США | Обычная цена: 1477,00 долларов США Цена продажи: 1,285,00 долларов США |
Обычная цена: 948 долларов США.00 Цена продажи: $ 865,00 | $ 359,00 | $ 671,00 | ||
Обычная цена: 603,00 долларов США Цена продажи: 515,00 долларов США | 02Базовая цена: 524,22 доллара США Цена продажи: 504,22 доллара США | |||
Обычная цена: 449,26 доллара США Цена со скидкой: 429,26 доллара США | Обычная цена: 3500 долларов США.00 Продажная цена: 3399,00 долларов США |
Поворотные столы легко справляются с тяжелыми грузами
Устали от вашего слабого индексатора 5C или поворотного стола с ЧПУ, который сдает свои позиции быстрее, чем политик после выборов? Может быть, пора увеличить этот индексатор товаров. Таким образом будет произведено больше деталей за меньшее время, при этом качество деталей будет лучше.
Ли Флик, вице-президент компании Pioneer N.A., поставщик зажимных приспособлений, Элк-Гроув-Виллидж, штат Иллинойс, сказал, что для успешной обработки на индексаторе главное значение имеет момент затяжки.«Многие наши клиенты обращаются к нам после того, как купили недорогой индексатор в другом месте. Они устанавливают его на свой станок и начинают резку, как если бы деталь была зажата непосредственно на столе станка, а затем должны отступить, когда индексатор начинает двигаться по ним ».
Согласно Флику, более высокий зажимной момент позволяет цехам обрабатывать более эффективную обработку, часто удваивая или утраивая производительность. Еще лучше то, что 33-процентная разница в стоимости между обычным 8-дюймовым индексатором за 15 000 долларов и индексом за 20 000 долларов, который каждый раз попадает в цель, не так уж и велика.«Дополнительные вложения дадут вам более 400 фут-фунтов. крутящего момента зажима, примерно в четыре раза больше, чем у недорогого стола », – сказал он.
Может быть, это не имеет значения, если все работы включают легкую обработку близко к центральной линии стола, где силы резания имеют небольшое влияние, но это редко. «Большая часть механической обработки в США выполняется в мастерских, – сказал Флик. «Однажды они поднимут 50-фунтовый. заготовку на индексатор и боров с более грубым на 1 дюйм, на следующий день загрузите четырехстороннюю надгробную плиту с 10 частями на каждую сторону и дайте ей поработать несколько часов без присмотра.Вам нужен индексатор, который сможет справиться с любыми вашими действиями ».
Если поворотный стол смещается во время обработки, это может привести к поломке фрезы и браку деталей. Однако то, как этот индексатор попадает в позицию, так же важно, как и удерживать его там, когда он появится. Крис Саламоне, менеджер по продажам компании Indexing Technologies Inc. из Рэмси, штат Нью-Джерси, объяснил, что для большинства поворотных столов и индексаторов доступны два приводных механизма.
Предоставлено Rotec Tools
Поворотный стол Lehmann EA-510 выполняет 4-осевую обработку алюминиевого приводного винта, установленного на лицевой панели.
«Червячно-колесный привод долгое время был традиционным методом передачи энергии для поворотных столов», – сказал Саламоне. «Они используют червячный винт, приводящий в движение зубчатое колесо, чтобы преобразовать вращение серводвигателя во вращательное положение делительного стола».
Обратной стороной, как и в большинстве механических систем с зубчатым приводом, является люфт. Тем не менее, Саламоне объяснил, что хорошо построенное червячное колесо идеально подходит для большинства применений, обеспечивая точность до 3 угловых секунд при контуре и позиционировании.
Второй метод – это прямой привод или стол моментного двигателя, который похож на установку заготовки непосредственно на ротор сервомотора с высоким крутящим моментом. Результат – быстрое и непрерывное вращение – несколько сотен оборотов в минуту – не редкость – и нулевой люфт. Саламоне сказал, что на столы с крутящим моментом приходится 30% новых заказов на стол. «Вы видите, что они часто используются при шлифовании, когда цеху необходимо вращать заготовку на высоких оборотах для шлифования цапф, например, а затем индексировать в фиксированные положения для второстепенных операций.”
По словам Саламоне, правильный выбор индексаторов и поворотных столов зависит от области применения. Для больших заготовок и многоэлементных приспособлений требуется стол подходящего размера, способный выдерживать высокие радиальные нагрузки. Как указывалось ранее, тяжелая резка означает, что вам нужно иметь большое тормозное усилие. При контурной обработке вам понадобится двигатель, достаточно мощный, чтобы точно вращать заготовку, но при этом сопротивляться отклонению от сил резания.
Прежде всего, вам может понадобиться совет.Иво Стрэссле, владелец компании Rotec Tools Ltd., Махопак, штат Нью-Йорк, сказал, что перед покупкой нового индексатора следует учитывать размер двигателя и стола, точность позиционирования и тормозной момент. Наиболее важно решить, потребуется ли вращение стола при одновременной резке заготовки – с использованием 4-й и 5-й осей – сейчас или в будущем.
Straessle рекомендует, чтобы производитель поставил приводы и кабели для 4-й и 5-й осей, поэтому все, что нужно сделать в магазине, – это подключить поворотный стол. Выполнение всего этого после того, как машина была доставлена, может стоить более 15 000 долларов США и сутки или более простоя, что примерно на 50 процентов больше, чем цена предварительного заказа.Это хороший совет, но Стрэссл сказал, что примерно 80 процентов всех приложений требуют только индексации. «Это означает, что установите стол, зафиксируйте его и начните обработку. Пока у вас достаточно тормозной мощности, чтобы удерживать стол на месте, вам все в порядке ».
Предоставлено Koma Precision
Двойной поворотный стол с цапфами от Tsudakoma.
Возможность индексирования может быть той гусиной, которая снесла золотые яйца для многих магазинов.Загрузка десятков деталей на надгробный камень или цапфовый стол обеспечивает возможность горизонтального обрабатывающего центра по вертикальной цене. «Если вы можете увеличить количество деталей и ударить по большему количеству сторон, вы уменьшите свои настройки и увеличите время работы. Ваш оператор может заниматься чем-то другим, пока машина делает детали », – сказал Джон Арнестад, менеджер по инструментам в Восточном Виндзоре, штат Коннектикут, Koma Precision Inc.
.Здесь снова критично тормозное давление. Поскольку установка надгробия часто означает отработку смещения центра, усилие резания резко увеличивается.Требуется высококачественный стол с достаточной мощностью, чтобы предотвратить перемещение стола. Также рекомендуется иметь фиксирующий опорный шпиндель на другом конце, что особенно важно для длинных или тяжелых надгробий – практическое правило – избегать вылета более чем 2: 1 при отсутствии задней бабки или опоры в виде цапфы.
«Люди пытаются сэкономить, переходя на менее дорогие роторные продукты и аксессуары, но они не видят общей картины», – сказал Арнестад. «Более высокое усилие зажима означает, что вы можете толкать фрезы сильнее, не опасаясь скольжения стола.Вы можете производить больше деталей за смену, что снижает стоимость деталей и увеличивает прибыль ».
Наконец, посмотрите на время настройки. Даже компактные индексаторы громоздки – если у вас нет бицепса типа Шварценеггера, вы не сможете поднять его в машину без механической помощи. Возьмите лебедку, установите индексатор на место, прикрутите его болтами, подсоедините, наберите циферблат и найдите центр, по истечении которого пройдет не менее 1 часа, может быть, два. Пол Киета (Paul Kieta), национальный менеджер по продажам группы решений для крепления рабочего инструмента компании Jergens Inc., расположенной в Кливленде.есть идея получше.
«Индексаторы обычно располагаются сбоку от стола и остаются там», – сказал он. «Магазины не снимают их, потому что на их перестановку уходит много времени. Мы рекомендуем использовать систему нулевой точки или систему с шариковым замком с опорной плитой. Это обеспечивает гибкость, позволяющую быстро удалить индексатор при выполнении другой работы. В следующий раз, когда вам это понадобится, просто опустите плиту на место, и вы окажетесь в положении в пределах ± 0,0005 дюймов или лучше ».
При относительно небольших инвестициях индексаторы и поворотные столы с ЧПУ предоставляют магазинам огромную гибкость, но сделайте свою домашнюю работу, прежде чем подписывать пунктирную линию.Купите тот, у которого тормозное давление достаточно для работы. Закрепите его, чтобы не тратить время на настройку. И если вы думаете, что когда-нибудь сможете выполнять работу с 4 или 5 осями, планируйте соответственно при заказе машины. CTE
Об авторе: Кип Хэнсон (Kip Hanson) – редактор CTE. Свяжитесь с ним по телефону (520) 548-7328 или [email protected].
Большие поворотные столы | Большие поворотные столы с ЧПУ на продажу
Большой поворотный стол Ganro
Ganro Industrial Corporation предлагает большие поворотные столы в стандартной конфигурации серии DR.Доступны большие поворотные столы с диаметром лицевой панели от 1000 мм (40 дюймов) до 2500 мм (98 дюймов). Их можно использовать как полностью вращающуюся ось, встроенную в систему управления станком, или как индексаторы с сервоконтроллером Ganro M-Mate AC. Эти поворотные столы и индексаторы могут быть установлены как в вертикальном, так и в горизонтальном положении, что дает производителям максимальную гибкость. Эти большие поворотные столы и индексаторы используют гидравлическую тормозную систему для достижения высоких моментов зажима.Во всех поворотных столах и индексаторах Ganro серии DR используется основная технология Ganro, состоящая из двухходового червячного вала и системы червячного колеса для обеспечения высокой точности и уменьшения люфта. Поворотные столы Ganro собраны с использованием поперечно-цилиндрических роликоподшипников с высокой точностью вращения, способных нести большие нагрузки во всех направлениях.
Вас также могут заинтересовать наши стандартные поворотные столы или наши поворотные поворотные столы.
| Большие поворотные столы | ||||||||||||
| Артикул / Модель No. | ДР-1000Р | ДР-1250Р | ДР-1500Р | ДР-2000Р | ДР-1500Р | |||||||
| Диаметр стола | мм / дюйм | Ø1000 / 39,37 ″ | Ø1250 / 49,21 | Ø1500 / 59,05 ″ | Ø2000 / 78,74 ″ | Ø2500 / 98,42 ″ | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Диаметр сквозного отверстия | мм / дюйм | Ø400 / 15,74 ″ | – | – | – | – | ||||||
| Высота центра по вертикали | мм / дюйм | 600/23.62 ″ | 810 / 31,89 ″ | 900 / 35,43 ″ | 1100 / 43,30 ″ | 1375 / 54,13 ″ | ||||||
| Общая высота по вертикали | мм / дюйм | 1100 / 43,31 ″ | 1435 / 56,50 ″ | 1650 / 64,96 ″ | 2100 / 82,68 ″ | 2625 / 103,35 ″ | ||||||
| Общая высота по горизонтали | мм / дюйм | 400 / 15,75 ″ | 600 / 23,62 ″ | 700 / 27,56 ″ | 720/28.35 ″ | 900 / 35,43 ″ | ||||||
| Ширина Т-образного паза | мм | 22 H7 | 22 H7 | 22 H7 | 28 H7 | 28 H7 | ||||||
| Ширина направляющего блока | мм | 22 H7 | 22 H7 | 28 H7 | 36 I7 | 36 I7 | ||||||
| Серводвигатель Тип | FANUC | α30i | α30i | α30i | α40i | α40i | ||||||
| МИЦУБИСИ | HF-453 | HF-453 | HF-453 | HF-703 | HF-703 | |||||||
| SIEMENS | 1FK7103 | 1FK7103 | 1FK7103 | 1FK7105 | 1FK7105 | |||||||
| HEIDENHAIN | QSY190C | QSY190C | QSY190C | QSY190F | QSY190F | |||||||
| Общее передаточное число | 1: 360 | 1: 720 | 1: 720 | 1: 720 | 1: 900 | |||||||
| МИН.Прирост | град. | 0,001 ° | 0,001 ° | 0,001 ° | 0,001 ° | 0,001 ° | ||||||
| МАКС. Скорость вращения (двигатель: 2000 об / мин) | об / мин | 5,5 | 2,7 | 2,7 | 2,7 | 2,7 | ||||||
| Момент зажима | кгс • м / фут • фунт | |||||||||||
| Гидравлический Система: 35 кг / см2 | 2600/18 805 | 3030/21916 | 3700/26 762 | 6200/44 844 | 12 000/86 796 | |||||||
| Точность индексации | сек. | 10 ″ (с RON275) | 10 ″ (с RON275) | 10 ″ (с RON275) | 10 ″ (с RON275) | 10 ″ (с RON275) | ||||||
| Точность повторяемости | Однонаправленный | сек. | На основе кодировщика | |||||||||
| Двунаправленный | ||||||||||||
| N.W. | кг / фунты | 2000/4410 | 4000/8818 | 6500/14 330 | 8000/17 637 | 10000/22046 | ||||||
| МАКС.Рабочая нагрузка | Вертикальный | кг / фунты | 1000/2205 | 2000/4409 | 3000/6614 | 4000/8818 | 4500/9920 | |||||
| Горизонтальный | кг / фунты | 5000/11 023 | 6000/13 228 | 8000/17 637 | 10 000/22 046 | 11 000/24 250 | ||||||
| МАКС. Осевая нагрузка | F (осевое усилие) | кгс / фунт | 2800/6173 | 5000/11, 023 | 10 000/2 046 | 15 000/3 069 | 20 000/44092 | |||||
| F × L (радиальный момент) | кгс • м / фут • фунт | 1500/10 850 | 21000/15 189 | 2600/18 805 | 3500/25 315 | 3500/25 315 | ||||||
| F × L (момент наклона) | кгс • м / фут • фунт | 2250/16 274 | 3150/22 784 | 3900/28 208 | 5250/37 973 | 5250/37 973 | ||||||
| Привод крутящего момента | кгс • м / фут • фунт | 400/2893 | 500/3617 | 580/4195 | 700/5063 | 875/6329 | ||||||
Характеристики загрузки и печати (используйте альбомную ориентацию при печати)
Сертифицированные специалисты по обслуживанию больших поворотных столов
Являясь эксклюзивным импортером и дилером продукции Ganro в США, компания CNC Indexing & Feeding Technologies предлагает наиболее популярные модели поворотных столов Ganro, аксессуары и запасные части.