Расход электродов на 1 м шва калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм. Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
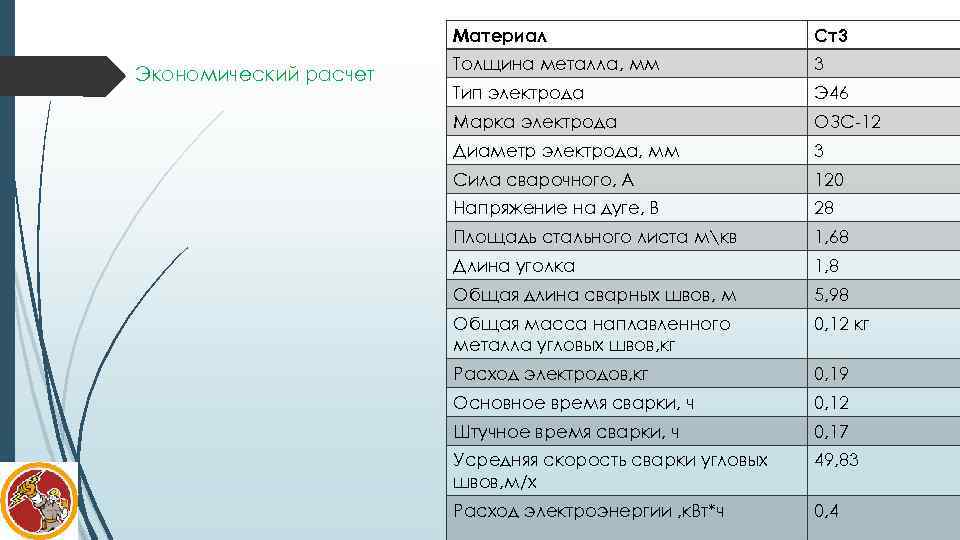
Пример
Чтобы легче применять все формулы на практике, рассмотрим пример.
Давайте вычислим количество использования сварной проволоки в работе полуавтоматом, если рабочим материалом будет сталь.
Чтобы правильно произвести расчет, первым шагом будет определение массы наплавки на шве. Используем формулу G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
Далее приступим к главной величине с помощью формулы N=G*К
N = 0,043 * 1 = 0,043
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Влияющие факторы
Таблица расхода электрода в зависимости от положения шва
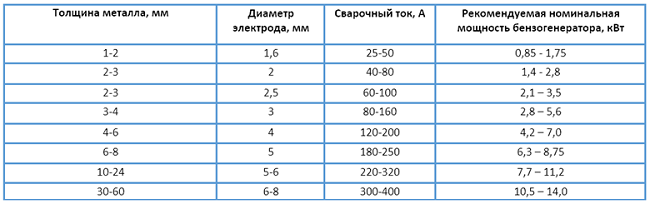
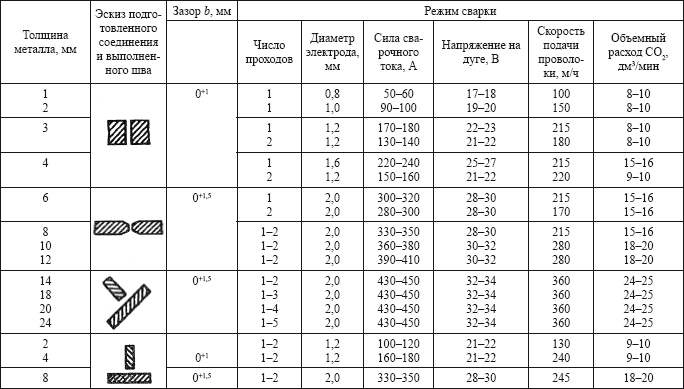
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.

Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
 — 15%;
— 15%;Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Читать также: Можно ли перфоратором мешать раствор
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм.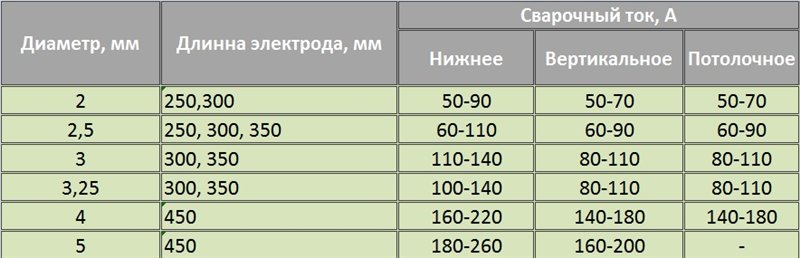 | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
При сварке труб
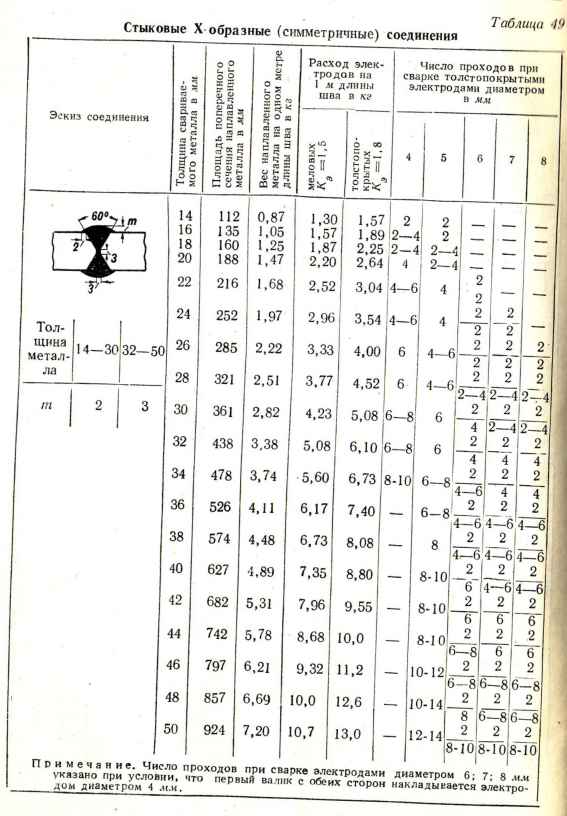
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Норма расхода электродов на 1 стык
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.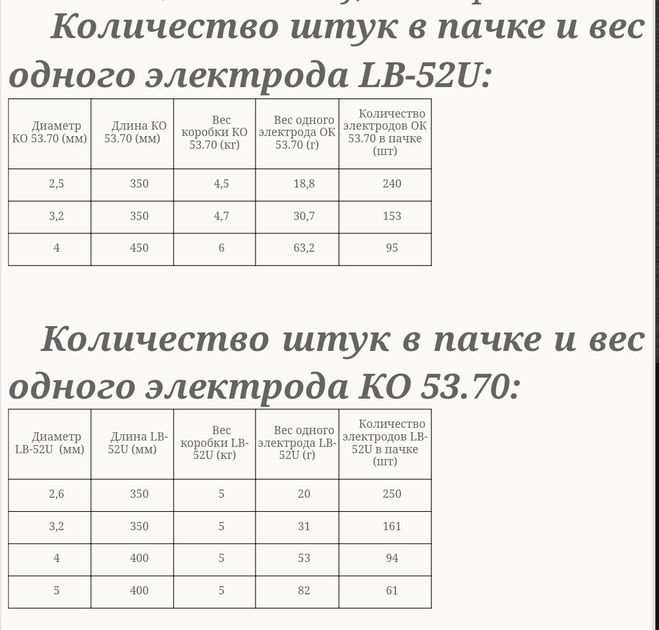
Соединения C18 вертикальных стыков трубопроводов сo скосом кромок нa съемной подкладке.
Смотрите остальные таблицы норм расxода: Нормы ВСН-452-84 >>>
Таблица 05. Норма расхода электродов нa 1 стык.
| Размеры трубы, мм | ll | Масса наплавленного металла, кг | | | Электроды пo группам, кг | ll | Код стрoки | ||||||||
| ll | | | I I | I I I | | | I V | l | V | | | V I | ll | ||||
| 45 ´ 3 | ll | 0,027 | | | 0,06 | l | 0,054 | | | 0,058 | l | 0,061 | | | 0,064 | ll | 1 |
| 45 ´ 4 | ll | 0,034 | | | 0,062 | l | 0,066 | | | 0,07 | l | 0,074 | | | 0,079 | ll | 2 |
| 57 ´ 3 | ll | 0,035 | | | 0,064 | l | 0,069 | | | 0,073 | l | 0,077 | | | 0,082 | ll | 3 |
| 57 ´ 4 | ll | 0,044 | | | 0,079 | l | 0,085 | | | 0,09 | l | 0,095 | | | 0,1 | ll | 4 |
| 76 ´ 5 | ll | 0,077 | | | 0,14 | l | 0,149 | | | 0,158 | l | 0,168 | | | 0,177 | ll | 5 |
| 89 ´ 6 | ll | 0,13 | | | 0,235 | l | 0,251 | | | 0,266 | l | 0,282 | | | 0,298 | ll | 6 |
| 108 ´ 6 | ll | 0,158 | | | 0,287 | l | 0,306 | | | 0,325 | l | 0,344 | | | 0,363 | ll | 7 |
| 133 ´ 6 | ll | 0,195 | | | 0,354 | l | 0,377 | | | 0,401 | l | 0,425 | | | 0,448 | ll | 8 |
| 133 ´ 8 | ll | 0,268 | | | 0,483 | l | 0,516 | | | 0,548 | l | 0,58 | | | 0,613 | ll | 9 |
| 159 ´ 6 | ll | 0,234 | | | 0,424 | l | 0,453 | | | 0,481 | l | 0,509 | | | 0,537 | ll | 10 |
| 159 ´ 8 | ll | 0,32 | | | 0,58 | l | 0,619 | | | 0,658 | l | 0,697 | | | 0,735 | ll | 11 |
| 219 ´ 6 | ll | 0,323 | | | 0,586 | l | 0,625 | | | 0,664 | l | 0,703 | | | 0,742 | ll | 12 |
| 219 ´ 8 | ll | 0,442 | | | 0,803 | l | 0,856 | | | 0,91 | l | 0,963 | | | 1,017 | ll | 13 |
| 219 ´ 10 | ll | 0,599 | | | 1,088 | l | 1,16 | | | 1,233 | l | 1,305 | | | 1,376 | ll | 14 |
| 219 ´ 12 | ll | 0,787 | | | 1,428 | l | 1,523 | | | 1,619 | l | 1,714 | | | 1,809 | ll | 15 |
| 273 ´ 8 | ll | 0,553 | | | 1,003 | l | 1,071 | | | 1,138 | l | 1,205 | | | 1,272 | ll | 16 |
| 273 ´ 10 | ll | 0,75 | | | 1,361 | l | 1,452 | | | 1,542 | l | 1,633 | | | 1,724 | ll | 17 |
| 273 ´ 12 | ll | 0,985 | | | 1,788 | l | 1,907 | | | 2,026 | l | 2,145 | | | 2,265 | ll | 16 |
| 273 ´ 15 | ll | 1,592 | | | 2,89 | l | 3,082 | | | 3,275 | l | 3,467 | | | 3,66 | ll | 19 |
| 325 ´ 8 | ll | 0,659 | | | 1,196 | l | 1,276 | | | 1,357 | l | 1,436 | | | 1,516 | ll | 20 |
| 325 ´ 10 | ll | 0,894 | | | 1,623 | l | 1,731 | | | 1,839 | l | 1,947 | | | 2,055 | ll | 21 |
| 325 ´ 12 | ll | 1,175 | | | 2,133 | l | 2,275 | | | 2,417 | l | 2,559 | | | 2,701 | ll | 22 |
| 325 ´ 15 | ll | 1,902 | | | 3,453 | l | 3,683 | | | 3,913 | l | 4,144 | | | 4,374 | ll | 23 |
| 377 ´ 8 | ll | 0,765 | | | 1,389 | l | 1,482 | | | 1,576 | l | 1,667 | | | 1,76 | ll | 24 |
| 377 ´ 10 | ll | 1,039 | | | 1,885 | l | 2,01 | | | 2,136 | l | 2,261 | | | 2,387 | ll | 25 |
| 377 ´ 12 | ll | 1,365 | | | 2,478 | l | 2,643 | | | 2,808 | l | 2,973 | | | 3,138 | ll | 26 |
| 377 ´ 15 | ll | 2,211 | | | 4,013 | l | 4,281 | | | 4,548 | l | 4,816 | | | 5,083 | ll | 27 |
| 426 ´ 10 | ll | 1,175 | | | 2,132 | l | 2,274 | | | 2,416 | l | 2,558 | | | 2,7 | ll | 28 |
| 426 ´ 12 | ll | 1,545 | | | 2,804 | l | 2,99 | | | 3,177 | l | 3,364 | | | 3,551 | ll | 29 |
| 426 ´ 16 | ll | 2,759 | | | 4,991 | l | 5,324 | | | 5,655 | l | 5,988 | | | 6,321 | ll | 30 |
| 465 ´ 18 | ll | 3,598 | | | 6,531 | l | 6,966 | | | 7,401 | l | 7,836 | | | 8,271 | ll | 31 |
Еще одни нормы расxода: Нормы ВСН-416-81 >>>
Другие страницы по теме:
- Нормы расхода топлива (Украина).
- Таблица 2 — нормы расхода электродов на 1 метр сварочного шва.
- Таблица 3 — норма электродов на 1 стык труб (С18 -соединения вертикальных стыков трубопроводов).
- Таблица 4 — норма электродов на 1 метр шва
- Таблица 6 — нормы расхода на 1 метр шва (С5 — Соединения вертикальных стыков трубопроводов).
- Таблица 7 — нормы расхода на 1 стык (С5 — Соединения вертикальных стыков трубопроводов).
- Таблица 8 — нормы расхода электродов на 1 метр шва (С10 — Соединения горизонтальных стыков трубопроводов).
- < Нормы расхода электродов — Таблица 6 из ВСН 452-84
- Нормы расхода электродов — Таблица 4 из ВСН 452-84 >
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Расчет заземления — онлайн калькулятор
Данный калькулятор позволяет быстро в режиме онлайн выполнить расчет общего сопротивления системы заземления растеканию электрического тока (R). Калькулятор подойдет для расчетов в том случае, если используются вертикальные заземлители в виде электродов. Достоинства таких заземлителей заключается в том, что при использовании электродов можно достичь предельно низких значений сопротивлений контура. Чтобы вам было понятнее — чем меньше R заземляющей системы, тем меньше будет опасный потенциал на корпусе поврежденного электроприбора, к примеру, стиральной машины. Все, что от ваc требуется — заполнить исходные данные в формуле и нажать кнопку «Вычислить», после чего калькулятор выполнит онлайн расчет заземления.
Достоинства таких заземлителей заключается в том, что при использовании электродов можно достичь предельно низких значений сопротивлений контура. Чтобы вам было понятнее — чем меньше R заземляющей системы, тем меньше будет опасный потенциал на корпусе поврежденного электроприбора, к примеру, стиральной машины. Все, что от ваc требуется — заполнить исходные данные в формуле и нажать кнопку «Вычислить», после чего калькулятор выполнит онлайн расчет заземления.
| Верхний слой грунта | Песок сильно увлажненный (60)Песок умеренно увлажненный (130)Песок влажный (400)Песок слегка влажный (1500)Песок сухой (4200)Песчаник (1000)Супесок (300)Супесь влажная (150)Суглинок сильно увлажненный (60)Суглинок полутвердый, лессовидный (100)Суглинок промерзший слой (190)Глина (при t > 0°С) (60)Торф при t = 0°С (50)Торф при t > 0°С (40)Солончаковые почвы (при t > 0°С) (25)Щебень сухой (5000)Щебень мокрый (3000)Дресва (при t > 0°С) (5500)Садовая земля (40)Чернозем (50)Речная вода (1000)Гранитное основание (при t > 0°С) (22500) |
| Климатический коэффициент | Климатическая зона I (Верт. – 1.9; Горизонт. – 5.75)Климатическая зона II (Верт. – 1.7; Горизонт. – 4.0)Климатическая зона III (Верт. – 1.45; Горизонт. – 2.25)Климатическая зона IV (Верт. – 1.3; Горизонт. – 1.75) – 1.9; Горизонт. – 5.75)Климатическая зона II (Верт. – 1.7; Горизонт. – 4.0)Климатическая зона III (Верт. – 1.45; Горизонт. – 2.25)Климатическая зона IV (Верт. – 1.3; Горизонт. – 1.75) |
| Нижний слой грунта | Песок сильно увлажненный (60)Песок умеренно увлажненный (130)Песок влажный (400)Песок слегка влажный (1500)Песок сухой (4200)Песчаник (1000)Супесок (300)Супесь влажная (150)Суглинок сильно увлажненный (60)Суглинок полутвердый, лессовидный (100)Суглинок промерзший слой (190)Глина (при t > 0°С) (60)Торф при t = 0°С (50)Торф при t > 0°С (40)Солончаковые почвы (при t > 0°С) (25)Щебень сухой (5000)Щебень мокрый (3000)Дресва (при t > 0°С) (5500)Садовая земля (40)Чернозем (50)Речная вода (1000)Гранитное основание (при t > 0°С) (22500) |
| Количество верт. заземлителей | 1 вертикальный заземлитель2 вертикальных заземлителя3 вертикальных заземлителя4 вертикальных заземлителя5 вертикальных заземлителей6 вертикальных заземлителей7 вертикальных заземлителей8 вертикальных заземлителей9 вертикальных заземлителей10 вертикальных заземлителей11 вертикальных заземлителей12 вертикальный заземлителей13 вертикальных заземлителей14 вертикальных заземлителей15 вертикальных заземлителей16 вертикальных заземлителей17 вертикальных заземлителей18 вертикальных заземлителей19 вертикальных заземлителей20 вертикальных заземлителей |
| Глубина верхнего слоя грунта, H (м) | |
| Длина вертикального заземлителя, L1 (м) | |
| Глубина горизонтального заземлителя, h3 (м) | |
| Длина соединительной полосы, L3 (м) | |
| Диаметр вертикального заземлителя, D (м) | |
| Ширина полки горизонтального заземлителя, b (м) | |
| Удельное электрическое сопротивление грунта | |
Сопротивление одиночного верт.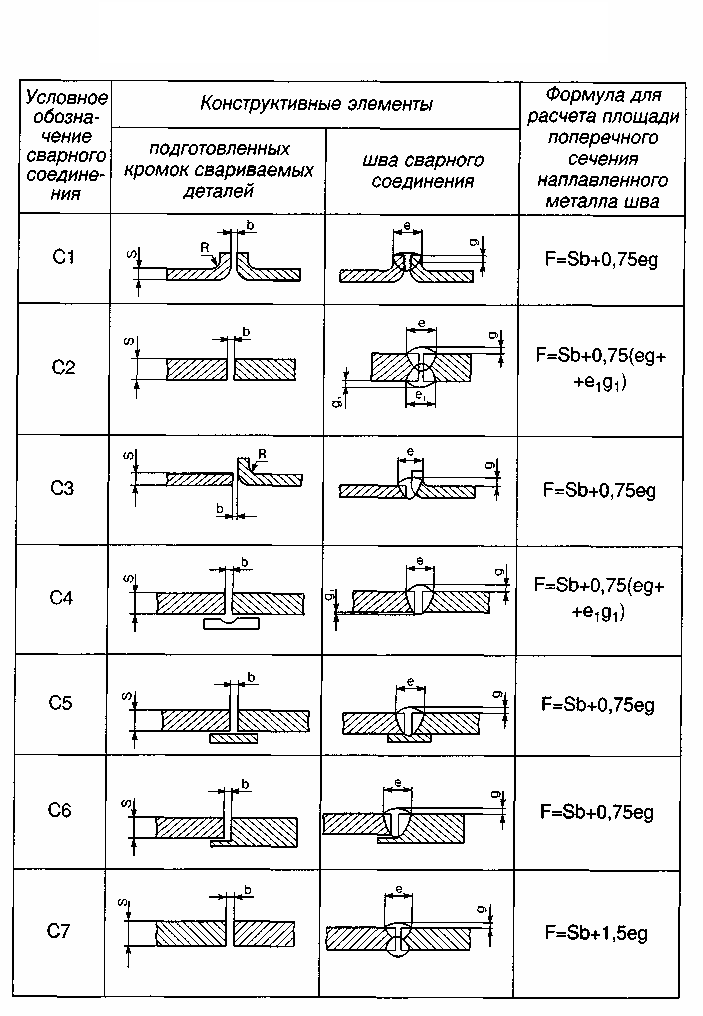 заземлителя заземлителя | |
| Длина горизонтального заземлителя | |
| Сопротивление горизонтального заземлителя: | |
| Общее сопротивление растеканию электрического тока | |
В отчете вам будут предоставлены готовые значения удельного сопротивления грунта, вертикального и горизонтального заземлителя, а также общее сопротивление растеканию электрического тока. Все допустимые значения R заземляющего устройства указаны в одной из самых главных книг для электриков — ПУЭ. К примеру, при линейном напряжении 220 Вольт в однофазной сети сопротивление ЗУ не должно превышать 4 Ом. После использования онлайн-калькулятора для расчета заземления рекомендуем ознакомиться со следующими материалами:
- Как сделать заземление в частном доме
- Почему стиральная машина бьется током
Adblock
detector
Калькулятор усилия на электроде | Рассчитайте силу электрода
✖ Толщина первого материала – это то, что является размерным, который является наименьшим из всех. | Alnangstromarpentastronomical Unitattometra )Cable (UK)Cable (US)CaliberCentimeterChainCubit (Greek)Cubit (Long)Cubit (UK)DecameterDecimeterEarth Distance from MoonEarth Distance from SunEarth Equatorial RadiusEarth Polar RadiusElectron Radius (Classical)EllExameterFamnFathomFemtometerFermiFinger (Cloth)FingerbreadthFootFoot (US Survey)FurlongGigameterHandHandbreadthHectometerInchKenKilometerKiloparsecKiloyardLeagueLeague (Statute)Light ГодСсылкаМегаметрМегапарсекМетрМикродюймМикрометрМикронМилМиляМиля (Римская)Миля (Обзор США)МиллиметрМиллион Светового ГодаГвоздь (Ткань)НанометрМорская Лига (внутренняя)Морская Лига ВеликобританииМорская Миля (Международная)Морская Миля (Великобритания)ПарсекОкуньПетаметрPicaPicomete rPlanck LengthPointPoleQuarterReedReed (Long)Roman ActusRopeRussian ArchinSpan (ткань)Sun RadiusTerameterTwipVara CastellanaVara ConuqueraVara De TareaYardYoctometerYottameterZeptometerZettameter | +10% -10% | |
✖ Толщина второго материала является минимальным размером. | +10% -10% |
 Световой годРадиус БораКабель (международный)Кабель (Великобритания)Кабель (США)КалибрСантиметрЦепьКубит (греческий)Кубит (длинный)Кубит (Великобритания)ДекаметрДециметрРасстояние от Земли до ЛуныРасстояние до Земли от СолнцаЭкваториальный радиус ЗемлиПолярный радиус ЗемлиЭлектронный радиус (классический)EllExameterFamnFathomFemtometerFermiFinger (Cloth)FingerbreadthFoot Survey FurlongGigameterHandBreadthHectometerInchKenKilometerKiloparsecKiloyardLeagueLeague (Statute)Light YearLinkMegameterMegaparsecMeterMicroinchMicrometerMicronMilMileMile (Roman)Mile (US Survey)MillimeterMillion Light YearNail (ткань)NanometerNautical League (int)Nautical League UKNautical Mile (International)PetameterPichPich)Parch caPicometerPlanck LengthPointPoleQuarterReedReed (Long)RodRoman ActusRopeRussian ArchinSpan (ткань)Sun RadiusTerameterTwipVara CastellanaVara ConuqueraVara De TareaЯрдYoctometerYottameterZeptometerZettameter
Световой годРадиус БораКабель (международный)Кабель (Великобритания)Кабель (США)КалибрСантиметрЦепьКубит (греческий)Кубит (длинный)Кубит (Великобритания)ДекаметрДециметрРасстояние от Земли до ЛуныРасстояние до Земли от СолнцаЭкваториальный радиус ЗемлиПолярный радиус ЗемлиЭлектронный радиус (классический)EllExameterFamnFathomFemtometerFermiFinger (Cloth)FingerbreadthFoot Survey FurlongGigameterHandBreadthHectometerInchKenKilometerKiloparsecKiloyardLeagueLeague (Statute)Light YearLinkMegameterMegaparsecMeterMicroinchMicrometerMicronMilMileMile (Roman)Mile (US Survey)MillimeterMillion Light YearNail (ткань)NanometerNautical League (int)Nautical League UKNautical Mile (International)PetameterPichPich)Parch caPicometerPlanck LengthPointPoleQuarterReedReed (Long)RodRoman ActusRopeRussian ArchinSpan (ткань)Sun RadiusTerameterTwipVara CastellanaVara ConuqueraVara De TareaЯрдYoctometerYottameterZeptometerZettameter ✖Сила — это любое взаимодействие, которое, если ему не противостоять, изменит движение объекта. | ⎘ Копировать |
 Другими словами, сила может заставить объект с массой изменить свою скорость.ⓘ Электродная сила [F]
Другими словами, сила может заставить объект с массой изменить свою скорость.ⓘ Электродная сила [F]👎
Формула
Перезагрузить
👍
Сила электрода Решение
ШАГ 0: Сводка предварительного расчета
ШАГ 1: Преобразование входных данных в базовые единицы
Толщина первого материала: 1,6 миллиметра –> 0,0016 метра (проверьте преобразование здесь)
Толщина второго материала: 2,4 миллиметра — > 0,0024 метр (Проверьте преобразование здесь)
ШАГ 2: Оцените формулу
ШАГ 3: Преобразуйте результат в единицу измерения выхода
3,504 Ньютон –> Преобразование не требуется
< 4 Параметры контактной точечной сварки мягких сталей КалькуляторыФормула силы электрода
Сила = 876*(толщина первого материала+толщина второго материала)
F = 876*(t 1 + t 2 )
Что нужно для приложения давления к электроду?
Давление прикладывается для того, чтобы во время затвердевания в самородке не образовалась пористость или трещина.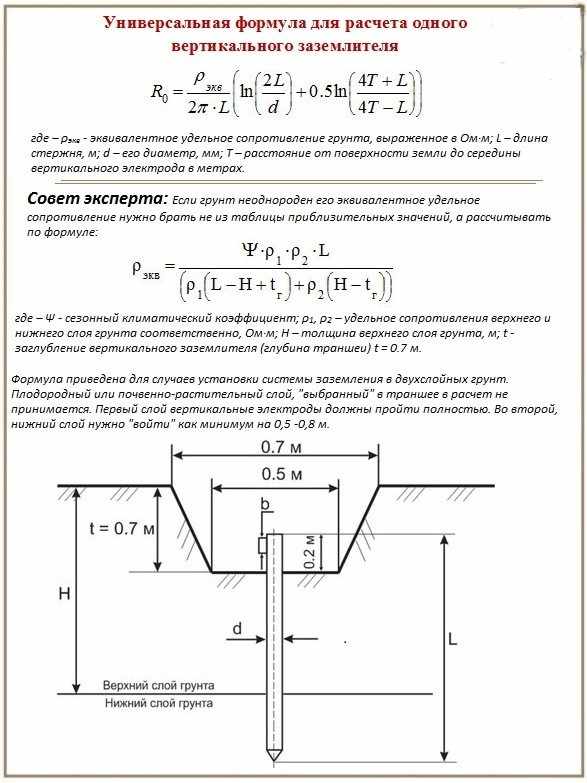
Как рассчитать силу электрода?
Калькулятор силы электрода использует Сила = 876 * (Толщина первого материала + Толщина второго материала) для расчета силы. Сила электрода прикладывается к заготовке электродом, чтобы гарантировать, что во время затвердевания самородок не разовьется. пористость или трещина. Сила обозначается символом F .
Как рассчитать силу электрода с помощью этого онлайн-калькулятора? Чтобы использовать этот онлайн-калькулятор для силы электрода, введите толщину первого материала 9.0105 (t 1 ) и толщина второго материала (t 2 ) и нажмите кнопку расчета. Вот как можно объяснить расчет силы электрода с заданными входными значениями -> 3,504 = 876*(0,0016+0,0024) .
Вот как можно объяснить расчет силы электрода с заданными входными значениями -> 3,504 = 876*(0,0016+0,0024) .
Вопросы-Ответы
Что такое сила электрода?
Электродное усилие прикладывается к заготовке электродом, чтобы гарантировать, что во время затвердевания самородок не покроется порами или трещинами и представлен как F = 876*(t 1 +t 2 ) или Сила = 876*(Толщина первого материала+толщина второго материала) . Толщина первого материала — это размер, который является наименьшим из всех, а толщина второго материала — это минимальный заданный размер.
Как рассчитать силу электрода?
Электродное усилие, приложенное к заготовке электродом, чтобы гарантировать, что во время затвердевания самородок не разовьет пористость или растрескивание, рассчитывается с помощью Сила = 876*(Толщина первого материала+Толщина второго материала) . Для расчета силы электрода вам потребуется толщина первого материала (t 1 ) и толщина второго материала (t 2 ) . С помощью нашего инструмента вам нужно ввести соответствующее значение толщины первого материала и толщины второго материала и нажать кнопку расчета. Вы также можете выбрать единицы измерения (если есть) для ввода (ов) и вывода.
С помощью нашего инструмента вам нужно ввести соответствующее значение толщины первого материала и толщины второго материала и нажать кнопку расчета. Вы также можете выбрать единицы измерения (если есть) для ввода (ов) и вывода.
Поделиться
Скопировано!
Калькулятор сварки – прочность сварных соединений
Калькулятор сварки поможет вам определить прочность сварных соединений . Сварка является одним из наиболее часто используемых процессов соединения и изготовления, когда трудно использовать методы литья, ковки или болтового соединения или надежно соединить куски материала вместе. Наш калькулятор диаметра болта и калькулятор крутящего момента болта дает больше информации о болтовых соединениях.
Помимо сварки, можно также использовать болты, клепки, крепления, пайку и многое другое, в зависимости от требований. Соединения выбираются исходя из механической или термической нагрузки , которую объект должен воспринимать в условиях эксплуатации.
Этот калькулятор охватывает расчет прочности сварного шва для различных типов сварных соединений. Читайте дальше, чтобы понять, что такое угловой шов или стыковое соединение, а также расчеты их прочности.
Типы сварных соединений
Сварка — это процесс соединения двух частей материалов с использованием тепла и присадочного материала. Использование присадочного материала не используется в некоторых типах сварочных процессов. Некоторые виды сварки:
- Дуговая сварка
- Кузнечная сварка
- Сварка в среде инертного газа
- Сварка трением с перемешиванием
- Электронно-лучевая сварка
- Лазерная сварка
- Точечная/шовная сварка
Наиболее распространенной характеристикой среди всех вышеперечисленных типов является использование тепла для постоянного плавления материалов. Источник энергии тепла часто является важным фактором при классификации современных сварочных процессов.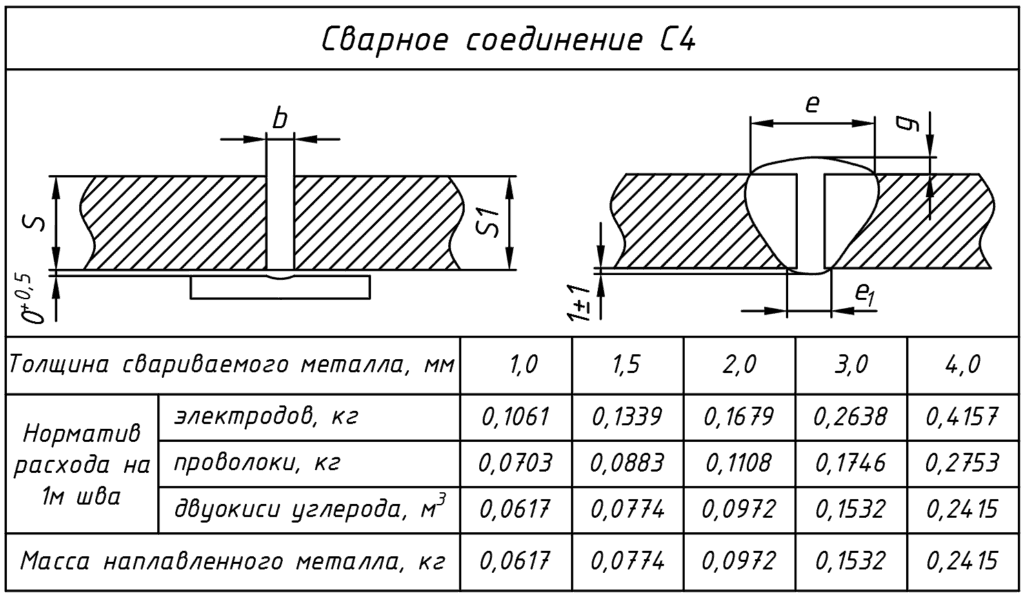 Эти куски материалов соединяются в различных схемах. 5 основных сварных соединений в зависимости от конфигурации:
Эти куски материалов соединяются в различных схемах. 5 основных сварных соединений в зависимости от конфигурации:
- Соединение внахлестку;
- Стыковое соединение;
- Тройник;
- Угловое соединение; и
- Краевое соединение.
Основные сварные соединения используются для строят каркасы и несущие конструкции. На основе выравнивания деталей соединение представляет собой угловой сварной шов, сварной шов встык или сварной шов. Когда детали выровнены перпендикулярно, соединение называется угловым сварным швом , тогда как, когда детали уложены встык, для их соединения выполняется сварка встык . Этот калькулятор охватывает соединения внахлестку и встык.
Расчет прочности сварного шва
Соединения внахлестку могут быть однопоперечными, т.е. одинарная линия сварки, двойная поперечная, параллельная или комбинация этих сварных швов. Точно так же стыковые соединения бывают односторонними или двусторонними . Прочность сварного соединения зависит либо от растягивающего напряжения , либо от напряжения сдвига , либо от их сочетания. Направление сварных швов определяет расчетное напряжение (дополнительную информацию см. в калькуляторе напряжения), действующее на них. Сначала рассмотрим сварку внахлестку. Соединение внахлест — это соединение деталей после их наложения внахлест, сварка по краю.
Точно так же стыковые соединения бывают односторонними или двусторонними . Прочность сварного соединения зависит либо от растягивающего напряжения , либо от напряжения сдвига , либо от их сочетания. Направление сварных швов определяет расчетное напряжение (дополнительную информацию см. в калькуляторе напряжения), действующее на них. Сначала рассмотрим сварку внахлестку. Соединение внахлест — это соединение деталей после их наложения внахлест, сварка по краю.
Угловой шов: Одиночный поперечный угловой шов учитывает максимально допустимое растягивающее напряжение материала. На рисунке ниже показаны различные части углового сварного шва. Рассмотрим две детали длиной l , соединенные одним угловым сварным швом, прочность сварного соединения P определяется по формуле:
Прочность = Площадь горловины × Максимальное растягивающее напряжение \ scriptsize \ mathrm{Прочность} = \mathrm{ Площадь горловины} \times \mathrm{Максимальное~напряжение~растяжения} Прочность=Площадь горловины×Максимальное напряжение растяжения
Части углового сварного шва, CC BY-SA 3. 0, через Wikimedia Commons
0, через Wikimedia Commons Площадь шва, A , является произведением толщины шва t и длины сварного шва l . Толщина шва t зависит от размера углового шва, который равен толщине листа. Следовательно, формула прочности сварного шва для одиночного углового шва:
P=0,707sσtlP = 0,707 с \sigma_\mathrm{t} lP=0,707sσtl
где σt\sigma_\mathrm{t}σt максимально допустимое напряжение и s — размер углового сварного шва. Аналогично, прочность сварного шва для двойного углового шва составляет:
P=2×0,707sσtlP = 2 \times 0,707 с \sigma_\mathrm{t} lP=2×0,707sσtl
Когда линия сварки параллельно направлению нагрузки, соединение рассчитано на основе максимально допустимого напряжения сдвига , τ . Прочность двойного параллельного сварного шва:
P=2×0,707sτlP = 2 \times 0,707 с \tau lP=2×0,707sτl
Используя комбинацию поперечных и параллельных швов, можно оценить прочность U-образное соединение.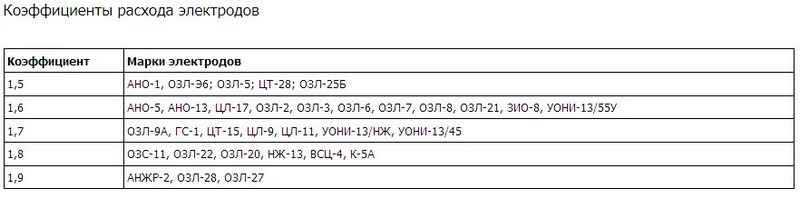 Таким образом, имеется два параллельных сварных шва, имеющих длину l2l_2l2 и поперечный шов, l1l_1l1. Прочность соединения равна сумме прочности трех соединений.
Таким образом, имеется два параллельных сварных шва, имеющих длину l2l_2l2 и поперечный шов, l1l_1l1. Прочность соединения равна сумме прочности трех соединений.
P=0,707sσtl+2×0,707sτlP = 0,707 с \sigma_\mathrm{t} l + 2 \times 0,707 с \tau lP=0,707sσtl+2×0,707sτl
Здесь общая длина сварной шов подгоняют под шов, прибавляя к нему 12,5 мм. Таким образом, общая длина соединения составляет
L=l1+l2+12,5L = l_1 + l_2 + 12,5L=l1+l2+12,5
Сварка встык:
соедините части в сквозном выравнивании . Эти соединения рассчитаны на растяжение или сжатие загрузок. Стыковое соединение может быть либо полностью проварным из с одной стороны , т. е. равной толщине пластин, либо двухсторонним с толщиной шва t1t_1t1 и t2t_2t2 с каждой стороны. Формула прочности сварного шва для одиночного стыкового соединения:
P=tlσtP = t l \sigma_\mathrm{t}P=tlσt
, где l — длина сварного соединения.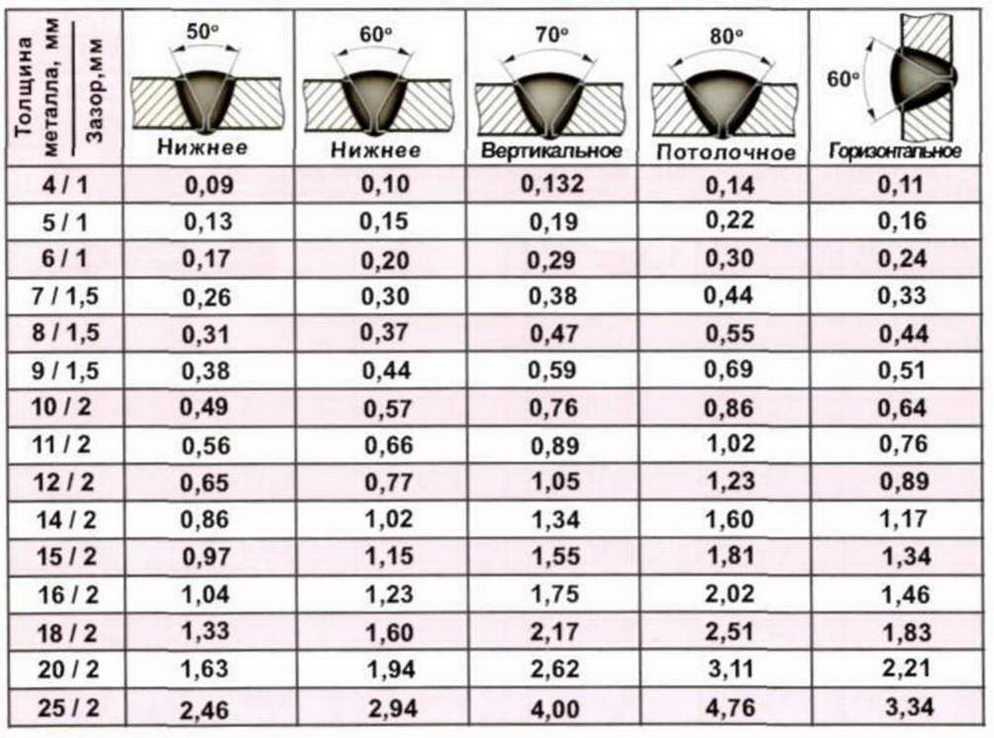 Аналогично, прочность двойного стыкового соединения составляет:
Аналогично, прочность двойного стыкового соединения составляет:
P=(t1+t2)lσtP = (t_1 + t_2) l \sigma_\mathrm{t}P=(t1+t2)lσt
Сварочный калькулятор использует приведенный выше набор формул прочности сварных швов для определения их прочности.
Как рассчитать прочность сварного шва?
Для расчета прочности сварного шва:
- Выберите тип соединения из списка типов сварных швов , например, поперечный шов (двойной) или двойной угловой шов.
- Введите длину сварного шва ,
l. - Заполните размер сварного шва ,
s. - Вставка максимально допустимая растягивающее напряжение σt\sigma_\mathrm{t}σt.
- Сварочный калькулятор вернет прочность сварного шва ,
Pсоединения.
Пример использования сварочного калькулятора.
Оценить прочность одинарного поперечного углового сварного соединения, состоящего из двух пластин толщиной 5 мм и длиной 100 мм . Примите растягивающее напряжение как
Примите растягивающее напряжение как 70 МПа .
- Выберите тип соединения из списка шов типа в виде поперечного шва (одинарный).
- Введите длину сварного шва ,
l = 100 мм. - Заполните размер сварного шва ,
s = 5 мм. - Вставьте максимально допустимое растягивающее напряжение σt=70\sigma_\mathrm{t} = 70σt=70 МПа.
- Используя формулу расчета размера углового сварного шва:
P=0,707×5×100×70=24,745 кН\размер сценария \начать{выравнивать*} \qquad P &= 0,707 \х 5 \х 100 \х 70 \\ &= 24,745~\mathrm{кН} \end{align*}P=0,707×5×100×70=24,745 кН
Часто задаваемые вопросы
Что такое стыковое соединение?
Когда два куска материала выровнены встык и соединены друг с другом, это называется стыковым соединением.
Что такое угловой шов?
Угловой сварной шов определяется как соединение, когда две детали выровнены перпендикулярно и сварены вместе.