Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей.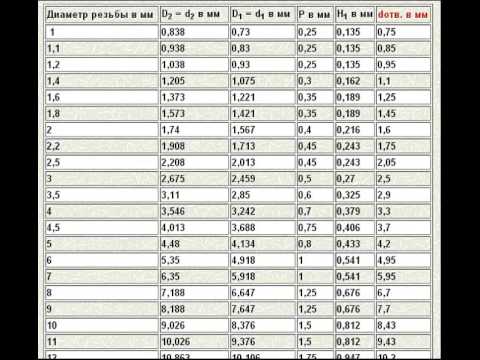
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
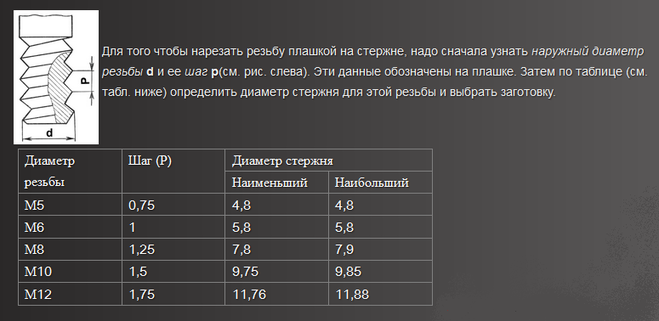
Какое отверстие для резьбы м6
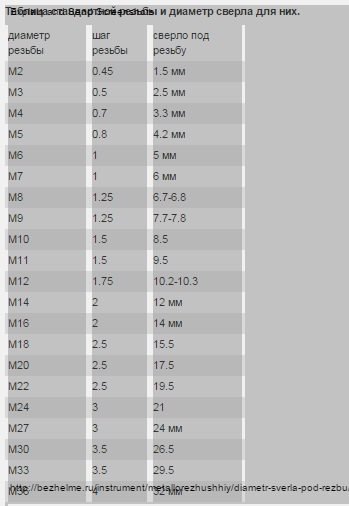
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0. 5 5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.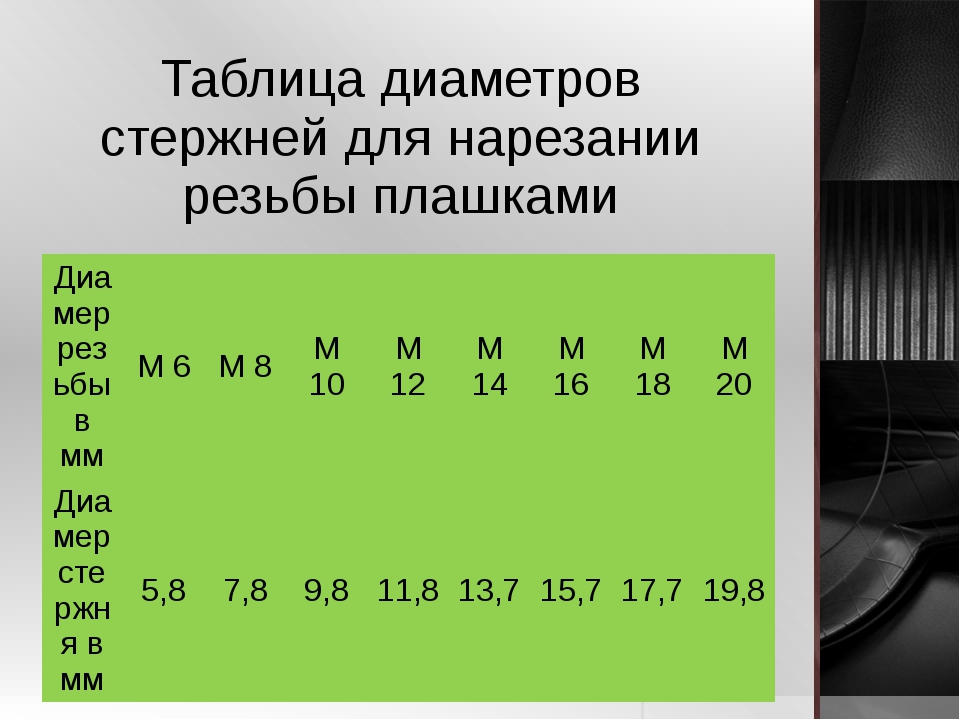 5 5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1. 5 5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
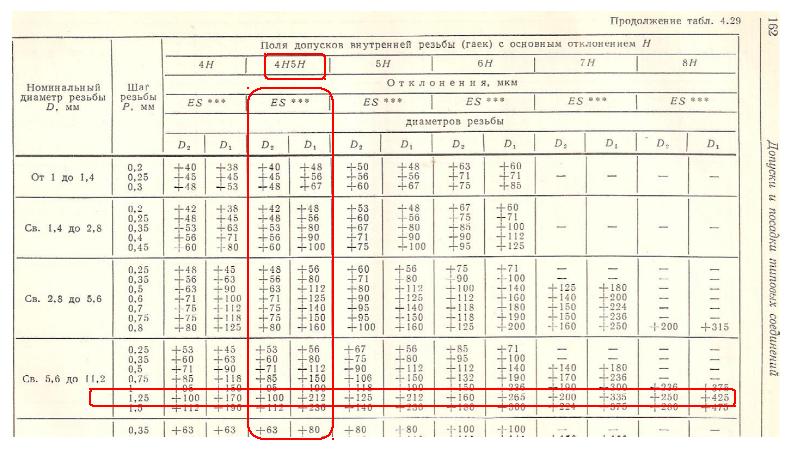
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Внутренние метрические резьбы, которые нарезаются метчиками ручным или машинным методом, имеют определенные параметры.
Схема устройства сверла.
Однако просто знать эти параметры недостаточно, нужно правильно подобрать сверло по диаметру для будущей резьбы и уметь просверлить под нее металл.
Виды инструмента
Сверла как инструмент для выполнения отверстий в материалах различного состава и твердости производятся разных видов:
Виды сверл: а — спиральное бесцентровое, б — спиральное с центром и подрезателями, в — спиральное с винтовым центром, г — перовое центровое, д — центровое, е — буравчик, ж — раззенковка, з — пазовое, и — пробочное.
- Цилиндрические спиральные — самый распространенный вид инструмента. Применяются для сверления широкого спектра различных материалов, начиная от изделий из древесины и заканчивая различными марками сталей. Инструмент, хорошо зарекомендовавший себя еще со времен СССР, выполнен из быстрорежущей стали марки Р6М5 или Р18. Сверло из стали Р18 (в народе — рапид) имеет высокий показатель твердости и является очень качественным, только найти его в продаже стало проблематично. В настоящее время появились изделия с маркировкой HSS, но они значительно уступают советским по рабочим характеристикам и, как правило, изготавливаются в Китае.
- Цилиндрические спиральные с напылением или напайками из твердых материалов. Если инструмент желтого цвета, то он имеет напыление из титана, это не улучшает его характеристики, а просто позволяет продлить долговечность рабочей части. С той же целью производятся сверла с воронением, они имеют черный цвет. Для обработки твердых материалов или легированных и закаленных сталей применяются изделия с напайками из твердого сплава вольфрама с кобальтом ВК-9 или ВК-10 (в народе — победитовые).
 Кобальт может быть введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка такого изделия — Р6М5К5.
Кобальт может быть введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка такого изделия — Р6М5К5. - Ступенчатые инструменты предназначены для выполнения отверстий в материалах небольшой толщины, например, для листового металла. Одно такое изделие может просверлить несколько отверстий разных диаметров в зависимости от количества ступеней на нем.
- Кольцевые сверла применяются для выполнения отверстий большого диаметра с невысокими требованиями к точности. Рабочая часть такого инструмента — коронка, которая «вгрызается» в материал, внутри нее — пустота. Изделия очень распространены в строительстве, используются для обработки камня или бетона.
- Плоские инструменты могут использоваться только для сверления древесины и изделий из нее.
- Центровки и зенковки. Первые служат для выполнения углубления в металле, которое задаст правильное направление рабочей части обычного сверла. Зенковка нужна для обработки краев готовых отверстий (снятия фасок, заусенцев, выполнение потайных углублений для головки винта).
 Кобальт может быть введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка такого изделия — Р6М5К5.
Кобальт может быть введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка такого изделия — Р6М5К5.
Подбор инструментов для работы
Рекомендуемые значения диаметров отверстий и стержней.
Чаще всего для сверления отверстий под различные резьбы берут обычные цилиндрические инструменты необходимого диаметра. Чтобы определить, какого диаметра нужно взять сверло под внутреннюю резьбу, нужно знать ее параметры: диаметр и шаг витков. Например, маркировка М6 х 1 означает, что это метрическая резьба диаметром 6 мм с шагом витков 1 мм, соответственно, подбирать инструмент для выполнения отверстия и метчик для нарезания. Формула вычисления диаметра отверстия такая:
- Dр — диаметр резьбы, мм;
- b — шаг витков, мм;
- do — диаметр отверстия.
Под М6 х 1 нужно просверлить отверстие: 6 — 1 = 5 мм. Приведенная формула действительна для метрической резьбы с любым шагом витков. Для упрощения подбора диаметров отверстий в Таблице 1 указаны их значения для стандартного ряда метрической резьбы.
| Параметры метрическойрезьбы | М 1 | М 2 | М 3 | М 4 | М 4,5 | М 5 | М 6 | М 8 | М 10 |
| do, мм | 0,75 | 1,6 | 2,5 | 3,3 | 3,8 | 4,2 | 5,0 | 6,75 | 8,5 |
| Параметры метрическойрезьбы | М 12 | М 14 | М 16 | М 18 | М 20 | М 22 | М 24 | М 27 | М 30 |
| do, мм | 10,2 | 12,0 | 14,0 | 15,4 | 17,4 | 19,4 | 20,9 | 23,9 | 26,4 |
| Диаметр сверла, мм | 5 | 10 | 25 | 50 |
| Величина разбивки, мм | 0,08 | 0,12 | 0,2 | 0,28 |
Инструмент любого размера немного разворачивает отверстие, в результате чего на самом деле оно получается несколько большего диаметра. Для примера некоторые показатели увеличения размера отверстий можно увидеть из Таблицы 2.
Для примера некоторые показатели увеличения размера отверстий можно увидеть из Таблицы 2.
Рекомендации по выполнению работ
Схема сверления металла.
В идеальном случае работы по сверлению лучше всего выполнять на специальном станке, тогда можно просто принимать необходимое значение диаметра из Таблицы 1. Однако такого рода оборудование есть далеко не у всех, поэтому чаще всего сверлить металл приходится с помощью обычной ручной дрели. В этом случае стоит придерживаться некоторых рекомендаций:
- Инструмент должен быть правильно заточен и не иметь отклонений от продольной оси (биения). Угол заточки зависит от твердости обрабатываемого материала, чем тверже металл, который нужно просверлить, тем больший угол режущей части нужно соблюсти. При этом его значение не может превышать 140⁰.
- Как бы вы ни старались крепко и уверенно держать дрель в процессе сверления, разбивка отверстия будет выше, чем если бы эти работы выполнялись на станке. Значения разбивки, приведенные в Таблице 2, наверняка будут превышены если сверлить металл дрелью. В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
- Перед тем как сверлить металл, нужно произвести разметку и выяснить точное местонахождение отверстия. Затем это место надо накернить, сделав достаточно глубокую насечку, иначе в самом начале сверления инструмент будет «гулять» по поверхности детали. В идеале лучше всего углубить насечку центровкой, которая сделает в металле небольшое глухое отверстие, сверло из него никуда не уйдет.
- Обрабатываемая деталь должна быть хорошо закреплена в удобном положении. Если вам удобно работать в положении стоя, держа дрель горизонтально, деталь следует прочно зафиксировать в тисках. В случае когда это сделать невозможно, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить с помощью струбцины. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.
- Во время работы инструмент требует смазки. Лучше всего для этой цели подойдет кусочек старого свиного сала, нужно включить дрель и погрузить в него конец сверла на ходу. Если сало отсутствует, можно воспользоваться солидолом или другой густой смазкой. Во время работы с вязкими или жаропрочными марками сталей (нержавейка, медь), в качестве смазки надо применять машинное масло.
 В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается. В случае когда это сделать невозможно, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить с помощью струбцины. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.
В случае когда это сделать невозможно, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить с помощью струбцины. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.Обороты вращения патрона должны быть как можно меньше. Наверняка многие сталкивались с ситуацией, когда пройдя пару мм, процесс останавливался, сверло вращалось на одном месте. При этом визуальное изучение его кромок показывало, что инструмент не затупился.
Причина в другом: перегретая на высоких оборотах режущая кромка сверла теряет свою твердость и не в состоянии справиться с металлом. Если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее. В любом случае потребуется перезаточка.
Если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее. В любом случае потребуется перезаточка.
Не пытайтесь просверлить с первого же раза отверстие большого диаметра, как правило, для ручных дрелей неудобства начинаются с размера 10 мм. Лучше сначала выполнить отверстие малого диаметра (3-4 мм), а потом его рассверлить до необходимого. Иногда это приходится делать и в три приема. При рассверливании нужно быть внимательным в тот момент, когда сверло выходит наружу с другой стороны. Возникает резкое сопротивление последнего слоя металла под режущей кромкой, нужно крепко держать дрель двумя руками, иначе ее может провернуть и просто вырвать у вас из рук.
Выполнение отверстий под метрическую резьбу — дело несложное, но требующее внимания и аккуратности.
В этом поможет правильно подобранный инструмент и приспособления.
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготавливаться не по номинальному диаметру резьбы, а несколько ниже него. Рекомендуемые значения диаметров отверстий и стержней приведены ниже.
С учетом этого диаметры отверстий и стержней под резьбу должны изготавливаться не по номинальному диаметру резьбы, а несколько ниже него. Рекомендуемые значения диаметров отверстий и стержней приведены ниже.
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 – М64х4 Резьбы.
* метрическая – Профиль по стандарту DIN | ||||||||||||
 Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.
Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. диаметр резьбы под гайку
диаметр резьбы под гайку диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25
диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25выбор сверла, порядок расчета диаметра, советы и рекомендации специалистов
Резьбовое сочленение – оптимальный вариант при необходимости создания разъемного соединения. Использование этих элементов отличается повсеместностью, а мастера-самоучки или новички в этом деле, сталкиваясь с такой необходимостью, часто задают вопрос о том, каким же должен быть размер отверстия под резьбу. Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.
Некоторые из рекомендаций по нарезке резьбы
На рынке выделяют несколько вариантов приспособлений для нанесения резьбы. Приспособления подобного рода используются везде. Это дает возможность наносить резьбу для деталей, которым характерно вращение. Наличие таких зазубрин придает этому процессу поступательные движения, что немаловажно для соединения подобного рода в деталях оборудования и механизмах. Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Наличие таких зазубрин придает этому процессу поступательные движения, что немаловажно для соединения подобного рода в деталях оборудования и механизмах. Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.
 Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.
Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах. На это рекомендовано обратить внимание!
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.

Особенности выбора сверла под метрическую резьбу
Запомните, что под нарезку М6 подходит отверстие с диаметром 0,5 см, в то время как под резьбу М3 стоит брать сверло с диаметром не больше 0,21 см.
Запомните, что для вычисления размера отверстия под резьбу используется специальная формула, но зачастую такая необходимость не возникает, так как в общем доступе полным-полно специальных таблиц, разработанных специалистами. Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.
Особенности выбора сверла для нарезания
К примеру, зная размер отверстия под резьбу М8 (0,67 см), вы можете на основе заготовки создать отверстие с диаметром, соответствующим выбранному вами размеру инструмента, использующегося в ходе дальнейшего нарезания.
Стоит отметить, что в такой работе важна точность, а любое отверстие должно соответствовать размерам режущего инструмента и никак иначе. Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Сегодня трудностей с выбором и покупкой сверл не возникает, ведь на рынке можно подобрать любую модель под любой размер, начиная с минимального диаметра и заканчивая крупным калибром.
Исходя из конкретных задач, можно заказать изготовление сверла для необходимого размера отверстия под резьбу дюймовую или миллиметровую.
Как и при помощи чего можно сформировать резьбу в изделии
Для того чтобы сформировать качественную резьбу, да еще и внутри заготовки, придется вооружиться таким приспособлением, которое зовется метчиком. Внешне оно напоминает винт, обладающий некоторыми углублениями с заостренными гранями. Один из конструктивных элементов – стержень, дополняющий метчик, бывает коническим или цилиндровым. Расположение канавок – продольное, благодаря чему они разделяют резьбовые соединения на мелкие элементы, получившие название гребней – рабочих частей.
При нанесении резьбы не стоит спешить, следите за чистотой канавки и убирайте слой стали постепенно. Помните, что от этого зависит дальнейшее качество деталей и прочность их соединения.
Чтобы, подобрав размер отверстия под резьбу М6 или другого диаметра, сделать все правильно, необходимо взять приспособление с большой длиной или запастись несколькими соответствующими элементами. Единичные метчики тоже купить не проблема. Такие элементы зачастую задействуются в ходе восстановления испорченной в результате длительной эксплуатации резьбы. Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Некоторые особенности использования метчиков
Особенность метчиков в комплекте кроется в том, что первый делает углубления маленького размера, а второй используется для их очистки и увеличения уже под необходимый размер с точностью до доли миллиметра.
Интересно, что на рынке появляются и трехпроходные приспособления для формирования резьбы.
Сталкиваясь с работой, связанной со сверлами и резьбовыми соединениями, тщательно подбирайте инструмент, учитывая его качество и характеристики. Даже самое маленькое отклонение от стандарта размерной сетки может привести к некачественному результату.
Потому и предлагается перед тем, как начать работу, определить размер отверстия под резьбу М10 (0,85 мм), М12 (0,96 мм) или другой, с которым вам предстоит работать.
Как сделать метчик из алюминиевого сплава в домашних условиях
Иногда возникает потребность в нарезке внутренней резьбы на поверхности латунного или легкосплавного покрытия детали. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Чтобы сделать метчик своими руками, приготовьте стальную проволоку, которая при помощи плашки нарезается и закаляется. После закаливания рекомендовано отпустить деталь до цвета спелой соломы, а режущие кромки заточить, работая бруском или точилом, предварительно зафиксировав деталь в цанговом патроне.
Теперь, зная основные понятия, вы скорее разберетесь с необходимостью подсчета размеров отверстия для резьбы. С какими деталями и при помощи каких бы инструментов вы не работали, помните приведенные рекомендации, а если сомневаетесь в параметрах, полагайтесь на специальные таблицы, которые лучше распечатать и всегда держать под рукой.
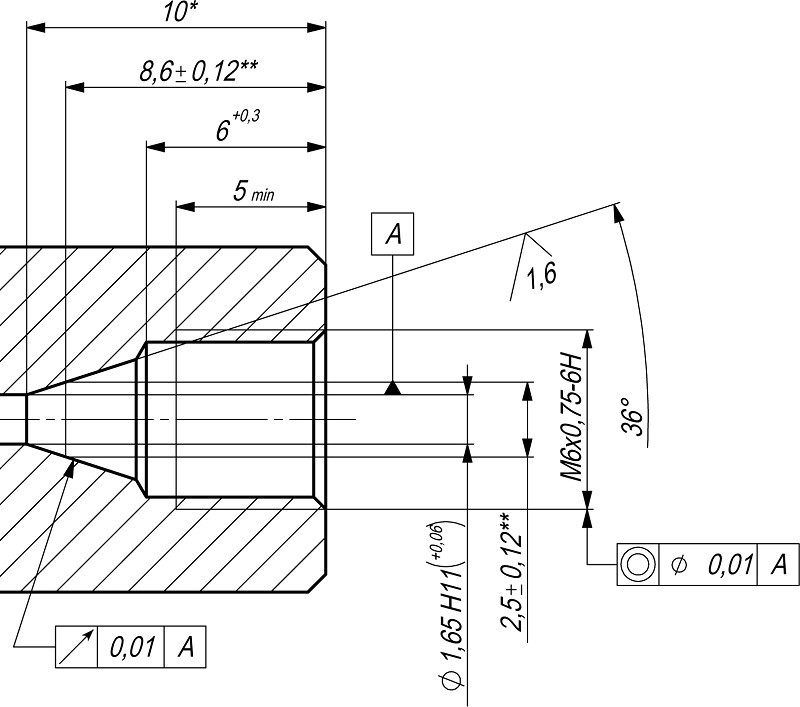
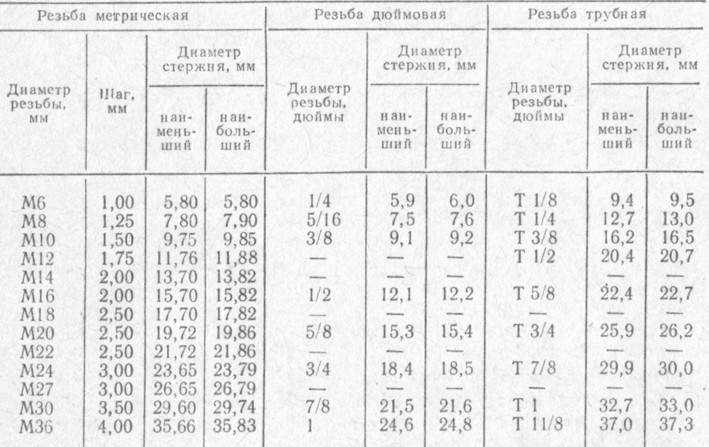
ГОСТ 16093-2004В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
Стандартный шаг метрической резьбы обозначен (*) | ||||||||
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 – М64х4Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.
* метрическая – Профиль по стандарту DIN |
||||||||||||
 Таблица.
Таблица. диаметр резьбы под гайку
диаметр резьбы под гайку диаметр резьбы под гайку
диаметр резьбы под гайку диаметр резьбы под гайку
диаметр резьбы под гайку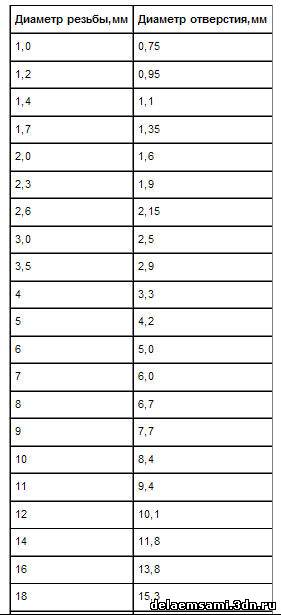 диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25
диаметр под гайку по DIN 336, допуск 4H для резьбы с мелким шагом P=0,25Нарезка резьбы метчиком: таблица и правила
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
 Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
 Работа обычно выполняется воротком.
Работа обычно выполняется воротком.Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
М 2. 2 2 |
1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.

 Проще работать с комплектными моделями.
Проще работать с комплектными моделями.Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Калькулятор размеров метчика
Глоссарий- TDS : (размер сверла для метчика)
- Размер отверстия, которое необходимо просверлить перед нарезанием резьбы.
- Imperial UN : (Форма резьбы Imperial Unified National)
- Стандарт, описывающий форму внутренней или внешней резьбы с использованием дюймовых размеров.Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами, изготовленными другими производителями, которые следуют этим спецификациям. общие спецификации.
- Метрическая система ООН : (Американская метрическая унифицированная национальная форма резьбы)
- Стандарт, описывающий форму внутренней или внешней резьбы с использованием
метрические миллиметровые размеры. Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами других производителей, которые следуют этим спецификациям.
общие спецификации.
- ПРИМЕЧАНИЕ : Американский стандарт метрической резьбы ООН совместим с международным стандартом ISO. стандарт резьбы.
- Внешний диаметр :
- Это наибольший диаметр винтовой части резьбы. Наибольший внешний диаметр винта или наибольший внутренний диаметр резьбового отверстия.
- ПРИМЕЧАНИЕ : Размер шестигранника болта или гайки не имеет значения при определении размера резьбы.
- TPI : (число ниток на дюйм)
- Число витков резьбы, или «V» на длине одного дюйма, которое, в свою очередь, определяет размер «V» формы спиральной части резьбы.
- ПРИМЕЧАНИЕ : Если длина резьбовой части винта или резьбового отверстия меньше или больше одного дюйма, размер V-образной формы по-прежнему определяется числом резьбы, которое поместит вдоль одной длина в дюймах.
- Шаг : (Расстояние между каждой резьбой, или “V”)
- Расстояние, на которое винт или гайка будут увеличиваться каждые 360 °.
- ПРИМЕЧАНИЕ : Большинство основных размеров имеют грубую и мелкую резьбу.
- Метчик :
- Инструмент, который делает спиральную часть резьбового отверстия резанием материала по мере его движения вдоль предварительно просверленного отверстия. Метчики обычно имеют острые «канавки», чем-то напоминающие спирали сверла, где стружка может накапливаться и выбрасываться из отверстия
- ПРИМЕЧАНИЕ : Метчики поставляются в комплектах по 3 шт .; Начальный кран, средний кран и нижний кран.Их следует использовать именно в таком порядке при нарезании непробиваемых отверстий.
- Метчик формы : (Метчик холодной штамповки)
- Инструмент, который создает спиральную часть резьбового отверстия путем формирования или деформации материала при его движении вдоль предварительно просверленного отверстия. Эти метчики не имеют «канавок» и обычно имеют овальную или не совсем круглую форму.
- ПРИМЕЧАНИЕ : Размер сверла для метчика отверстия, в котором будет нарезаться холодная нарезка, обычно больше, чем у метчика.
- Процент потоков : (77% потоков – это то, что вы хотите использовать)
- 100% резьба – это 3/4 qtr , или (6/8 th ) полного треугольника 60 °, что является максимально допустимой высотой полной резьбы V-образной формы, включая лыски. В спецификации ООН указано, что общая высота резьбы должна составлять 5/8 – этой максимальной высоты. От 75% до 80% резьбы примерно соответствует 5/8 -го этой максимальной высоты.
- ПРИМЕЧАНИЕ : Если нарезание резьбы затруднительно для обработки материалов или при использовании небольших метчиков, используйте более низкий процент резьбы, например от 60% до 70%.
 Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами других производителей, которые следуют этим спецификациям.
общие спецификации.
Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами других производителей, которые следуют этим спецификациям.
общие спецификации.
 Эти метчики не имеют «канавок» и обычно имеют овальную или не совсем круглую форму.
Эти метчики не имеют «канавок» и обычно имеют овальную или не совсем круглую форму. Обновлено: 19 декабря 2019 г.
Разница между резьбой 10-32, 12-24 и M6
Винты для стойки используются для крепления оборудования к вертикальным стойкам 19-дюймовой стойки. Универсального стандартного типа резьбы для серверных стоек не существует, однако наиболее часто используются три типа резьбы: 12-24 , 10-32 и M6 .
10-32 Резьба10-32 Резьба
Термин 10-32 происходит от Унифицированных и американских стандартов на резьбу для болтов, гаек и крепежных винтов, опубликованных в 1974 году ANSI B1.1. Цифра «10» используется в качестве обозначения размера и не имеет числового значения. «32» относится к шагу резьбы 32 в резьбах на дюйм. Вы можете определить винт 10-32, измерив диаметр линейкой точно на 3/16 дюйма ().
12-24 Резьба12-24 Резьба
Тип резьбы 12-24 чаще встречается в стойках с предварительной резьбой. Крепежные детали немного больше, чем на 10-32, а резьба более ровная. Термин 12-24 также происходит от стандартов Unified и American «Винтовая резьба для болтов, гаек и крепежных винтов». Цифра «12» используется как обозначение размера, не имеющее числового значения. «24» означает 24 витка на дюйм. Вы можете определить винт 12-24, измерив диаметр линейкой чуть меньше 7/32 дюйма (5,6 мм).
Крепежные детали немного больше, чем на 10-32, а резьба более ровная. Термин 12-24 также происходит от стандартов Unified и American «Винтовая резьба для болтов, гаек и крепежных винтов». Цифра «12» используется как обозначение размера, не имеющее числового значения. «24» означает 24 витка на дюйм. Вы можете определить винт 12-24, измерив диаметр линейкой чуть меньше 7/32 дюйма (5,6 мм).
Резьба M6
Резьба M6 – это метрические винты 6 мм.Стандартный метрический винт для стойки называется M6 x 1. Буква «M» означает, что он метрический. «6» – это внешний диаметр, измеренный в миллиметрах, а «1» – это расстояние между соседними витками резьбы, также в миллиметрах. Метрическая резьба используется за пределами США и обычно используется в продуктах HP и других глобальных компаний. Винт M6 можно определить, измерив диаметр линейкой. Оно будет 6 мм или чуть больше 7/32 дюйма (0,228 дюйма).
TL; DR
Основное различие между резьбой 10-32 и 12-24 заключается в их размерах.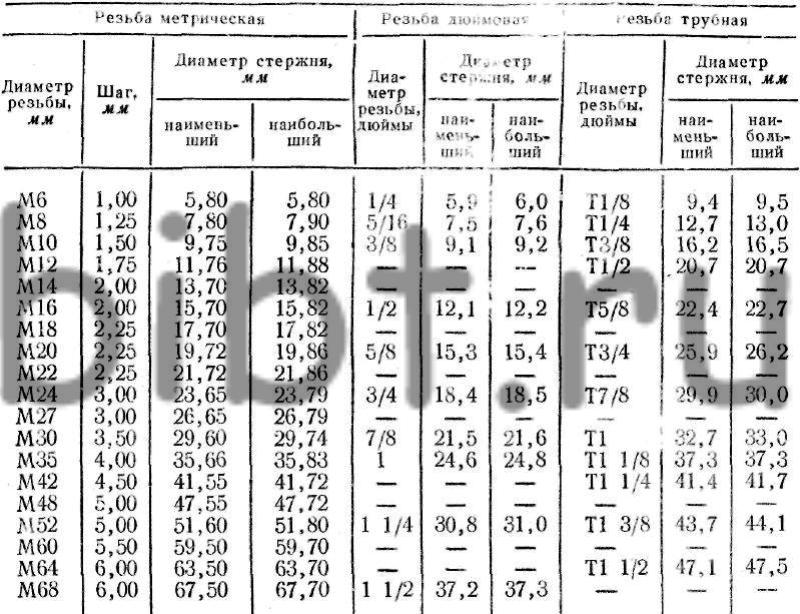 Винты 10-32 имеют диаметр 3/16 дюйма (4,8 мм), тогда как винты 12-24 имеют диаметр 7/32 дюйма (5,6 мм). Резьба M6 имеет диаметр 6 мм, что всего на 0,4 мм больше, чем у винтов 12-24.
Винты 10-32 имеют диаметр 3/16 дюйма (4,8 мм), тогда как винты 12-24 имеют диаметр 7/32 дюйма (5,6 мм). Резьба M6 имеет диаметр 6 мм, что всего на 0,4 мм больше, чем у винтов 12-24.
Когда дело доходит до оборудования для установки в стойку, с большинством стоек используется 12–24 резьбы, с оборудованием Dell – 10–32 резьбы, с оборудованием HP – с аудиостоечной стойкой и метрическая резьба M6. Вы захотите приобрести соответствующие гайки в обойме, чтобы идти вместе с этими винтами.
Сводка
Название статьи
Разница между потоками 10-32, 12-24 и M6 – RackSolutions
Описание
Хотя универсального стандартного типа резьбы для серверных стоек нет, есть три типа резьбы, которые наиболее часто используются: 12-24, 10-32 и M6.
Автор
Destiny Morris
Название издателя
RackSolutions
Логотип издателя
Винты для стойки (10-32, 12-24, M6)
Описание
Винты Rack используются для крепления оборудования к вертикальным стойкам 19-дюймовой стойки. Стойки не имеют стандартной резьбы. Существует три распространенных типа резьбы для реечных винтов: 10-32, 12-24 и M6. С момента появления стойки с квадратными отверстиями и гаек в клетке точная резьба может быть выбрана и изменена по желанию.
Стойки не имеют стандартной резьбы. Существует три распространенных типа резьбы для реечных винтов: 10-32, 12-24 и M6. С момента появления стойки с квадратными отверстиями и гаек в клетке точная резьба может быть выбрана и изменена по желанию.
10-32 Резьба
Резьба10-32 исторически является оригинальным типом реечного винта. Термин 10-32 взят из Унифицированных и Американских стандартов винтовой резьбы для болтов, гаек и крепежных винтов, опубликованных ANSI B1.1-1974. Цифра «10» – это просто обозначение размера, соответствующее номинальному диаметру болта. Число «32» означает 32 витка на дюйм. Винт 10-32 можно определить, измерив диаметр линейкой точно на 3/16 дюйма (0,190 дюйма).
12-24 Резьба
12-24 теперь более распространен, чем 10-32 в стойках с предварительной резьбой.Застежки 12-24 немного больше, чем 10-32, и имеют резьбу более ровную. Термин 12-24 взят из Унифицированных и Американских стандартов винтовой резьбы для болтов, гаек и крепежных винтов, опубликованных ANSI B1. 1-1974. Число «12» – это просто обозначение размера, соответствующее номинальному диаметру болта. Число «24» означает 24 витка на дюйм. Винт 12-24 можно определить, измерив диаметр линейкой чуть меньше 7/32 дюйма (чуть больше 3/16 дюйма или 0,210 дюйма).
1-1974. Число «12» – это просто обозначение размера, соответствующее номинальному диаметру болта. Число «24» означает 24 витка на дюйм. Винт 12-24 можно определить, измерив диаметр линейкой чуть меньше 7/32 дюйма (чуть больше 3/16 дюйма или 0,210 дюйма).
Резьба M6
M6 относится к метрическому винту 6 мм.Внешний диаметр резьбы 6 мм. Стандартный метрический реечный винт на самом деле имеет размер M6 x 1 мм. Число «1 мм» относится к 1 нитке на миллиметр. Винты M6 обычно используются HP. Вы можете идентифицировать винт M6, измерив диаметр линейкой чуть более 7/32 дюйма (0,228 дюйма).
Связанные темы
Эта запись была опубликована в пятницу, 12 октября 2007 г., в 14:54 и находится в разделе «Оборудование, терминология».Вы можете следить за любыми ответами на эту запись через канал RSS 2.0. И комментарии и запросы в настоящий момент закрыты.
Размеры отверстий для крепежных винтов и крепежных деталей
Elgin Fastener Group резьбовые соединения, крепежные винты и крепежные детали малого диаметра доступны в различных размерах, резьбах и диаметрах. В таблице ниже перечислены рекомендуемые размеры отверстий для литья под давлением.
В таблице ниже перечислены рекомендуемые размеры отверстий для литья под давлением.
| Минимальная длина зацепления резьбы должна быть равна удвоенному диаметру винта.Диаметр отверстия для обеспечения оптимальной производительности должен обеспечивать зацепление резьбы от 65% до 75%. | ||||||||
| Размер винта | Диаметр отверстия как стандартное литье. Конус | F Диаметр отверстия. как просверлено | L Длина резьбового зацепления | H Диаметр бобышки. Максимум. | J Расстояние до края для нет Измеримый Искажение – мин. | |||
| A – верх | B – снизу | |||||||
Макс. | Мин. | Макс. | Мин. | |||||
| M2x 0,40 | 1,91 | 1,83 | 1,81 | 1,73 | 1,81 | 4,00 | 3,32 | 1,04 |
| 2-56 | .081 | .078 | .077 | .074 | .077 | . 172 | .197 | .046 |
| M2,5 × 0,45 | 2,39 | 2.31 | 2,28 | 2,20 | 2,28 | 5,00 | 4,15 | 0,55 |
| 3-48 | .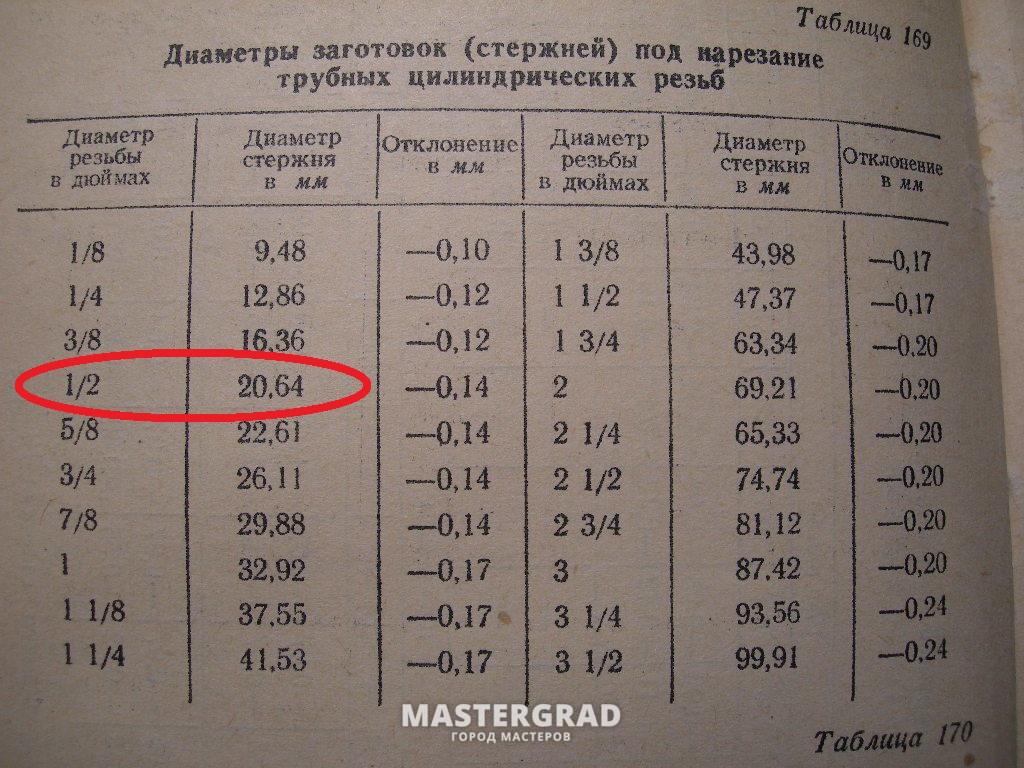 093 093 | .090 | .088 | .085 | .088 | .198 | . 208 | .054 |
| M3x0,5 | 2,90 | 2,82 | 2,76 | 2,68 | 2,76 | 6,00 | 4,98 | 0,61 |
| 5-40 | .118 | .115 | .112 | .109 | .112 | . 250 | ,232 | .065 |
| M3,5 × 0,6 | 3,31 | 3,23 | 3,21 | 3,13 | 3,21 | 7,00 | 5,81 | 0,74 |
| 6-32 | . 128 128 | . 125 | .122 | .119 | .122 | . 276 | . 242 | .081 |
| M4x0,7 | 3,82 | 3,74 | 3,64 | 3,56 | 3,64 | 8,0 | 6,64 | 0,86 |
| 8-32 | .155 | . 152 | . 148 | .145 | . 148 | . 328 | . 272 | .081 |
| M4,5 × 0,75 | 4,31 | 4,23 | 4,11 | 4,03 | 4.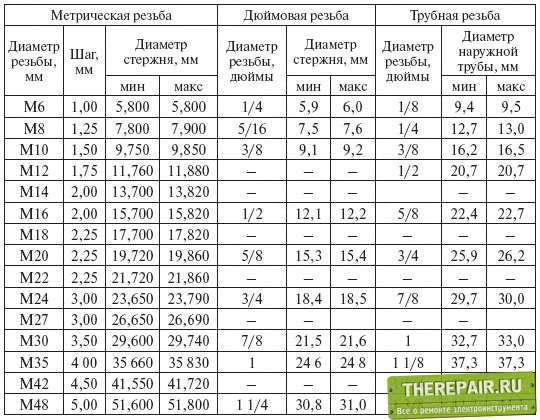 11 11 | 9,00 | 7,47 | 0,92 |
| 10-24 | .177 | .174 | . 168 | ,165 | . 168 | .380 | .315 | .108 |
| 10-32 | . 182 | . 179 | .174 | .171 | . 174 | .380 | .315 | .081 |
| M5x0,8 | 4,8 | 4.72 | 4,58 | 4,50 | 4,58 | 10,00 | 8,30 | .098 |
| 12-24 | . 203 203 | .200 | .194 | .191 | .194 | .432 | .359 | .108 |
| M6x1,0 | 5,75 | 5,66 | 5,48 | 5,40 | 5,48 | 12,00 | 9,96 | 1,23 |
| M6.3 × 1.0 | 6,05 | 5,97 | 5,78 | 5,70 | 5,78 | 13,00 | 10,46 | 1,23 |
| 1 / 4-20 | ,235 | ,232 | ,224 | ,221 | ,224 | . 500 500 | . 415 | .130 |
| M7x1,0 | 6,78 | 6,70 | 6,48 | 6,40 | 6,48 | 14,00 | 11.62 | 1,23 |
| 5 / 16-18 | ,267 | ,294 | . 284 | . 281 | . 284 | . 625 | . 519 | .144 |
| M8x1,25 | 7,69 | 7,61 | 7,32 | 7,27 | 7,35 | 16,00 | 13,28 | 1,53 |
| 3 / 8-16 | . 359 359 | .356 | . 343 | .340 | . 343 | . 750 | . 623 | . 162 |
| M10x1,5 | 9,64 | 9,56 | 9,22 | 9,14 | 9,22 | 20,00 | 16.60 | 1,84 |
| 7 / 16-14 | . 419 | . 416 | .400 | .397 | .400 | . 875 | ,726 | . 186 |
| M12x1,75 | 11.59 | 11,51 | 11,09 | 11,01 | 11,09 | 24,00 | 19,92 | 2,15 |
| 1 / 2-13 | . 481 481 | . 478 | . 460 | . 457 | . 460 | 1,00 | . 830 | .200 |
Бесплатный стол
Бесплатный столБЕСПЛАТНЫЙ СТОЛ!
IMPERIAL VS МЕТРИЧЕСКАЯ ГАЙКА ШАГ РЕЗЬБЫ
| Корпус Размер Метрическая | Метрическая система Расстояние между нитками | десятичный Расстояние между нитками | Резьбы на дюйм метрические винты | десятичный Размер корпуса Метрическая система | Ближайшие Размер корпуса в британском эквиваленте | десятичный Размер корпуса Imperial | Ближайшие Имперский эквивалент | Резьбы на дюйм Имперские винты | |
М2. 5 5 | – | 0,45 | 0,01772 | 56,4 | 0,0984 | # 3 | 0,0990 | 3-56 | 56 |
| М3 | – | 0,50 | 0.01969 | 50,8 | 0,1181 | # 4 | 4-48 | 48 | |
| M3,5 | – | 0.60 | 0,02362 | 42,3 | 0,1378 | # 6 | 0.1380 | 6-40 | 40 |
| M4 | – | 0,70 | 0,02756 | 0,1575 | # 8 | 0,1640 | 8-36 | 36 | |
| M5 | – | 0.80 | 0,03150 | 31,8 | 0,1969 | # 10 | 0,1900 | 10-32 | 32 |
| M6 | – | 0,03937 | 25,4 | 0.2362 | 1/4 | 0,2500 | 1 / 4-28 | 28 | |
| M8 | – | 1,25 | 0,04921 | 20,3 | 0,3150 | 5/16 | 0,3125 | 5 / 16-18 | 18 |
| M10 | – | 0,05906 | 16,9 | 0,3937 | 3/8 | 0,3750 | 3 / 8-16 | 16 |
 1113″ bgcolor=”#FFCC99″> 0,1113
1113″ bgcolor=”#FFCC99″> 0,1113  285714285714285″ bgcolor=”#FFCC99″> 36,3
285714285714285″ bgcolor=”#FFCC99″> 36,3  00″ bgcolor=”#FFCC99″> 1,00
00″ bgcolor=”#FFCC99″> 1,00  50″ bgcolor=”#FFCC99″> 1.50
50″ bgcolor=”#FFCC99″> 1.50 Рекомендуемые метрические и британские системы мер Размеры сверл для отверстий с зазором
| Метрическая система Размер винта | Рекомендуется Размер отверстия для зазора | Рекомендуется Размер сверла | ||
| Метрическая система Размер сверла | десятичный Эквивалент | Императорский Размер сверла | десятичный Эквивалент | |
| M3 | 3.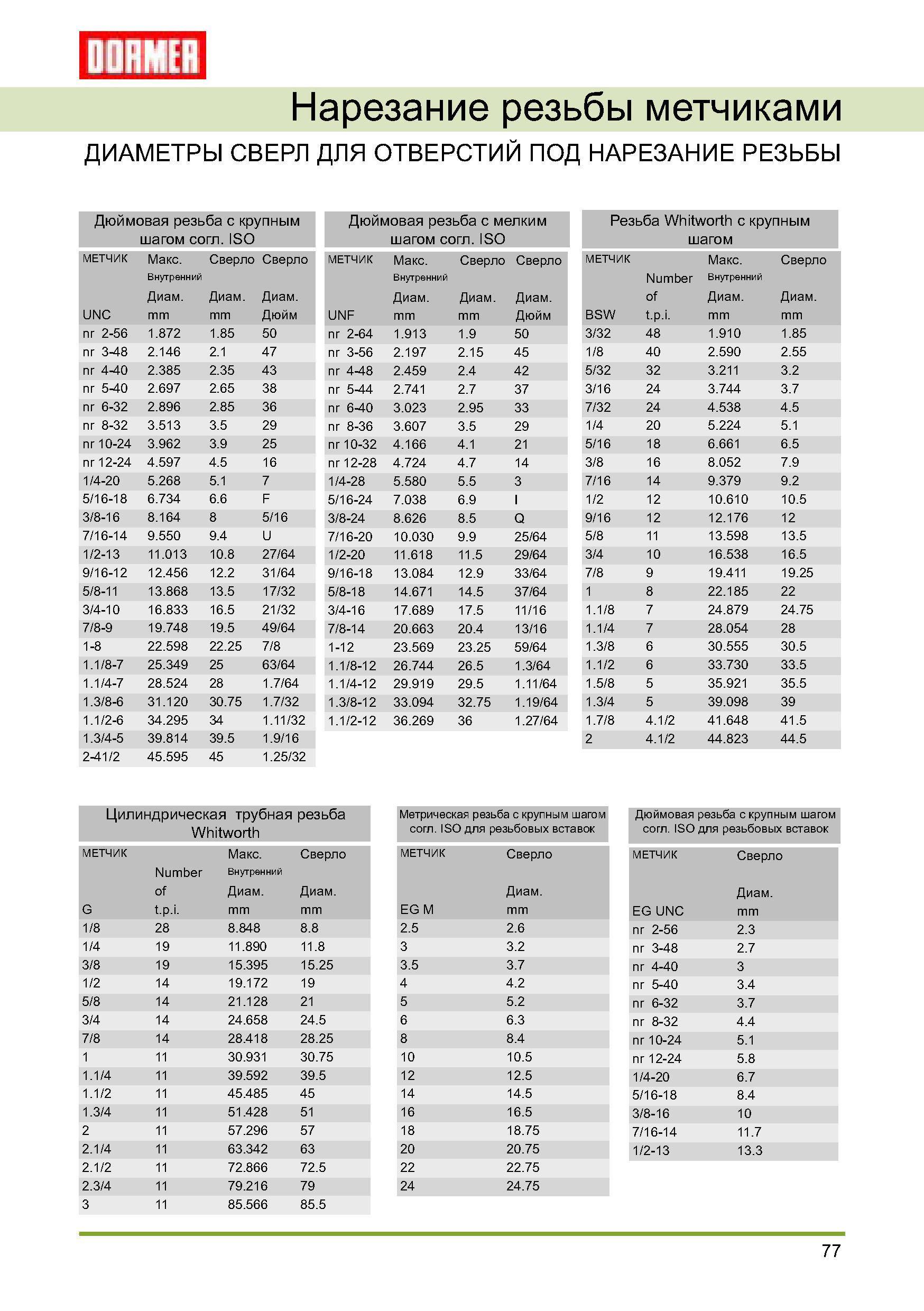 2 мм 2 мм | 0,1260 | 1/8 | 0,1285 |
| M4 | 4,3 мм | 0,1693 | 11/64 | 0,1710 |
| M5 | 5,3 мм | 0,2087 | 13/64 | 0,2030 |
| M6 | 6,4 мм | 0,2520 | 1/4 | 0. 2500 2500 |
| M8 | 8,4 мм | 0,3307 | 3/8 | 0,3750 |
| M10 | 10,5 мм | 0,4134 | 7/16 | 0,4370 |
Назад на домашнюю страницу нажимных гаек Аарона
Авторские права 1999 – 2000 – 2001 Aaron’s Push Nuts.com
Какой диаметр отверстия M6? | PopularAsk.нетто
Номинальный размер Шаг
—————–
M5,5 0,5
M6 1
0,75 5,19
0,5 5,46
Прочитать полный ответ
Размер метчика Размер сверла
——– ———-
M5 x 0,8 4,2 мм
M5 x 0,9 4,2 мм
M6 x 1 5 мм
M6,3 x 1 5,5 мм
Кроме того, отверстие какого размера мне нужно просверлить под метчик M6?
Размер (мм) Шаг (мм) Сверло (мм)
———————- ———-
M6.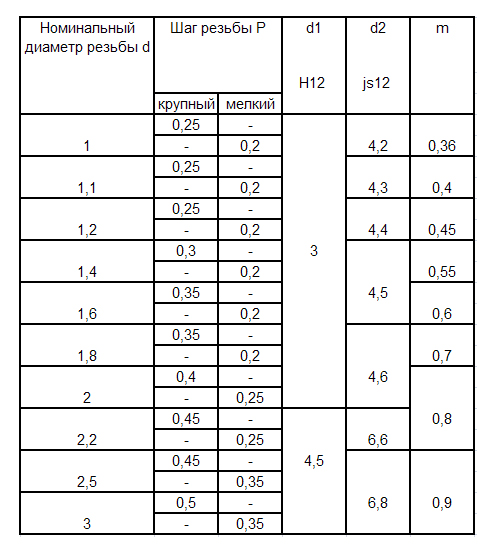 75 5,25
75 5,25
M7 .75 6,25
M8 .5 7,5
M8 .75 7,25
Аналогично, сверло какого размера 6 мм?
Размер сверла Диаметр (дюймы)
———- ————-
6 мм 0,2362
6,1 мм 0,2402
6,2 мм 0,2441
6,3 мм 0,2480
Также, что такое сверло диаметром 6 мм?
15/64 – это бит, ближайший к 6 мм: 6 мм = 0,2362. 15/64 ″ = 0,2344. Разница: 0,0018 или менее двух тысяч.
Какого размера сверло диаметром 6 мм?
Размер сверла Диаметр (дюйм)
———- ————-
6 мм 0.2362
6,1 мм 0,2402
6,2 мм 0,2441
6,3 мм 0,2480
19 найдено ответов на похожие вопросы
Какого размера сверло №7?0,201 ″
Как измеряется размер резьбового отверстия? Калибр резьбы гайки используется для определения размера, ширины и типа резьбы внутри шестигранной гайки или другой навинчиваемой гайки. Он входит в отверстие гайки и измеряет резьбу изнутри.
Метрическое сверло для метчика US Drill
———- ——————–
5 мм x 0,8 4,3 мм –
6 мм x 1,0 5,2 мм –
7 мм x 1,0 6,1 мм 15/64 ″
8 мм x 1,25 6,9 мм 17 / 64 ″
Как правило, для метрической резьбы резьбовое сверло можно рассчитать путем вычитания шага из диаметра резьбы. например, для M5x0.75 резьба резьбонарезного сверла составляет 5-0,75мм = 4,25мм. Для дюймовой резьбы размер резьбового сверла рассчитывается таким же образом, диаметр минус шаг.
Какие бывают 3 размера сверл? Числовые размеры бурового долота варьируются от размера 80 (наименьший) до размера 1 (наибольший), за которым следует размер буквенного калибра A (наименьший) до размера Z (наибольший). Хотя стандарт ASME B94. Стандарт спирального сверла 11M, например, перечисляет размеры всего 97, размеры меньше 80 редко встречаются на практике.
Каков диаметр болта M6?
6 мм
Какого размера розетка M6?
Размер болта Размер Допуск
—————– ———
M6 10 мм 10,24
M7 11 мм 11,24
1/4 ″ UNF 7/16 ″ 11,35
3/16 ″ BSW 11,54
Какой размер сверла для метчика M6?
Размер метчика Размер сверла
——– ———-
M5 x 0,9 4,2 мм
M6 x 1 5 мм
M6,3 x 1 5,5 мм
M7 x 1 6,1 мм
Какого размера сверло является наиболее распространенным?
Большинство бытовых сверл имеют патрон 3/8 дюйма, тогда как сверла для более тяжелых работ имеют патрон размером от 1/2 до 5/8 дюйма.У сверл большего размера могут быть валы / хвостовики меньшего размера, чтобы они могли вмещать меньшие патроны.
Какой размер резьбы у болта M6?
M6 относится к метрическому винту 6 мм. Внешний диаметр резьбы 6 мм. Стандартный метрический реечный винт на самом деле имеет размер M6 x 1 мм. Число «1 мм» относится к 1 нитке на миллиметр.
В чем разница между сверлом 3/8 и 1/2 дюйма?
Дрель 3/8 дюйма совместима с широким спектром бит, что делает ее универсальной для выполнения обычных задач по дому. Сверло диаметром 1/2 дюйма подходит для более тяжелых работ. Скорость: дрель с регулируемой скоростью и регулируемой муфтой обеспечивает универсальность для сверления различных материалов и использования различных сверл.
Сверло диаметром 1/2 дюйма подходит для более тяжелых работ. Скорость: дрель с регулируемой скоростью и регулируемой муфтой обеспечивает универсальность для сверления различных материалов и использования различных сверл.
Какой размер отверстия под смеситель?
, чтобы нарезать винт или болт этого размера: используйте это сверло: десятичные дюймы
—————————————————-————–
10-32 NF # 21 .1590
5–0,90 мм 4,2 мм .1653
5–0,80 мм 4,3 мм .1693
12-24 NC # 16.1770
Последнее обновление: 13 дней назад – Соавторов: 14 – Пользователей: 11
Справочное руководство по сверлам и метчикамот PartsBadger
У вас есть вопросы по поводу резьбовых отверстий с вашей стороны? Вы не одиноки, к счастью, это руководство должно ответить на все ваши вопросы о том, как добавить резьбовые отверстия к вашей детали.
В чем разница между сверлением и нарезанием резьбы?
Сверление и нарезание резьбы – это два разных действия. Сверление – это создание гладкого отверстия в материале с помощью дрели и мотора.Постукивание – это действие, которое создает резьбу в боковой части отверстия.
Сверление – это создание гладкого отверстия в материале с помощью дрели и мотора.Постукивание – это действие, которое создает резьбу в боковой части отверстия.
Доступны различные метчики, подходящие практически к любому доступному типу винта, включая метрические и стандартные размеры. Информация, необходимая для выбора сверла, включает количество резьбы, диаметр, шаг резьбы и крупную / мелкую резьбу.
Передовой опыт
Использование направляющих для метчика
Направляющие, расположенные рядом с кранами, имеют решающее значение для создания прямого и удобного смесителя. При нарезании резьбы на таком станке, как фрезерный или токарный станок, метчик автоматически центрируется и становится прямым.Будьте осторожны при выравнивании метчиков вручную, так как человеческий глаз не так точен, как точная направляющая для метчиков под углом 90 градусов.
Использование масла
Нефть необходима при бурении и нарезке резьбы. Он предотвращает перегрев, помогает очистить стружку от битов, способствует резанию и предотвращает визг битов.
Центровочные сверла
Для создания просверленного отверстия с резьбой сначала необходимо использовать центровочное сверло. Это дает более крупным сверлам центр для выравнивания, поскольку большинство сверл не имеют идеального центрирования при установке в сверлильный патрон.Это гарантирует, что более крупные сверла будут сверлить именно в нужном месте и не пройдут по детали.
Клевка
При сверлении или нарезании резьбы клевок помогает предотвратить перегрев и поломку коронки. Расклевывание – это процесс просверливания детали, затем откатывания, чтобы удалить стружку и дать детали остыть. Обычная практика – повернуть используемую ручку примерно на полный оборот, а затем на пол-оборота назад. Каждый раз, когда бит / метчик вынимается, следует удалять как можно больше стружки и добавлять масло на поверхность и в метчик.
Усилие
Будьте осторожны, чтобы не прикладывать слишком большое усилие, направленное вниз. Используйте вращательное усилие и метод заклевывания метчика, чтобы предотвратить поломку метчика.
Используйте вращательное усилие и метод заклевывания метчика, чтобы предотвратить поломку метчика.
Практические правила
Что касается соотношения метчика и основного диаметра резьбы, для стандартной резьбы V (резьба ISO V и резьба UTS V) существует несколько практических правил с сильной предсказательной силой:
- Хорошее сверло для метчика составляет 85% (± 2 п.п.) основного диаметра для крупной резьбы и
- Хорошее сверло для метчика составляет 90% (± 2 п.п.) большого диаметра для мелкой резьбы.
- Для метрической V-образной резьбы концепция большой минус шаг (т. Е. Наибольший или самый широкий диаметр намеченного винта в миллиметрах минус шаг резьбы этого винта в миллиметрах на резьбу) дает хороший метчик диаметр сверла.
- Метод большой минус шаг также работает для дюймовой резьбы, но сначала необходимо рассчитать шаг, переведя долю резьбы на дюйм (TPI) в десятичную дробь. Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0. 050 дюймов и шаг 1⁄13 дюйма (13 ниток на дюйм) имеют шаг 0,077 дюйма. Ваш результат будет приземляться только рядом с размером сверла для метчика (не непосредственно на одном).
- Для обоих этих практических правил (85% / 90% и большой минус шаг) полученный размер сверла для метчика не обязательно совпадает с возможным размером , только , но он подходит для общего использования.
- Правила 85% и 90% лучше всего работают в диапазоне 1⁄4–1 дюйма (6,4–25,4 мм), которые являются наиболее важными во многих цехах. Некоторые размеры вне этого диапазона имеют другие соотношения.
 050 дюймов и шаг 1⁄13 дюйма (13 ниток на дюйм) имеют шаг 0,077 дюйма. Ваш результат будет приземляться только рядом с размером сверла для метчика (не непосредственно на одном).
050 дюймов и шаг 1⁄13 дюйма (13 ниток на дюйм) имеют шаг 0,077 дюйма. Ваш результат будет приземляться только рядом с размером сверла для метчика (не непосредственно на одном).Методы нарезания резьбы
- вручную
- Использование мельницы
- Использование токарного станка
Как добавить резьбу к 3D-детали?
Короткий ответ: вам не обязательно. В большинстве приложений 3D CAD добавление резьбы – это трудоемкая задача, которая не требуется для добавления трехмерных метчиков к вашей детали. Если вы хотите добавить резьбу в определенные отверстия на вашей детали, просто выполните следующие действия.
- Убедитесь, что отверстия соответствуют размеру направляющего сверла, необходимого для метчика.
- Укажите в примечаниях к заказу или справочном документе, какие отверстия нарезаны, а также тип и шаг резьбы.
- Добавьте примечания, если требуется нестандартная глубина резьбы.
Можно ли сделать мою деталь с нестандартной резьбой?
Обычно, но это зависит от диаметра. Резьбовые отверстия могут быть выполнены с помощью обычного метчика, который представляет собой инструмент, предназначенный для стандартного размера резьбы, или резьбонарезного станка, который представляет собой небольшой диск, который нарезает резьбу посредством движения XYZ ЧПУ. Нитеобрезатель ограничен диаметром более 1/2 дюйма.Пользовательские нитки можно сделать с помощью нитеобрезателя, но за это может потребоваться дополнительная плата.
Какого размера сделать пилотное отверстие?
Ниже мы добавили простую таблицу для наиболее распространенных стандартных и метрических размеров смесителей.