|
DMG MORI / BMT60 NLX1500 – NLX2000 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
DMG MORI / CMZ SL203MC – SL253MC – ZL200MC
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
OKUMA / HAAS LB15 – LB25 SL20 – SL30 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
OKUMA LB2000 EX (M, MY) |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
OKUMA LB4000 EX (M, MY) |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
DOOSAN PUMA 230S – 240S – LYNX210
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
DOOSAN (BMT55) PUMA 230-240M/MS – 280LM – 1500-2000-2500M/MS/Y/SY |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
DOOSAN PUMA (BMT65) 300M/MS – V400M – TT2000SY – TT2500SY |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
DOOSAN PUMA (BMT75) 400 – 480M/LM/XLM – VT 750M/TM |
|
www.osnastka.pro
Токарные резцедержатели: виды, материалы изготовления, конструкция
 Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению:
– с осью вращения
– со сменными блоками
Деление резцедержателей с осью вращения:
– с горизонтальной осью вращения (параллельно оси шпинделя)
-с вертикальной осью вращения (перпендикулярно оси шпинделя)
по источнику смены позиций:
– механические (вручную) – электромеханические
– гидравлические
– серво
По креплению инструмента
– клиновым блоком – резцы 16х16, 20х20, 25х25 и 32х25 мм
– VDI – крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
– BMT – крепление в круглом отверстии на периферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
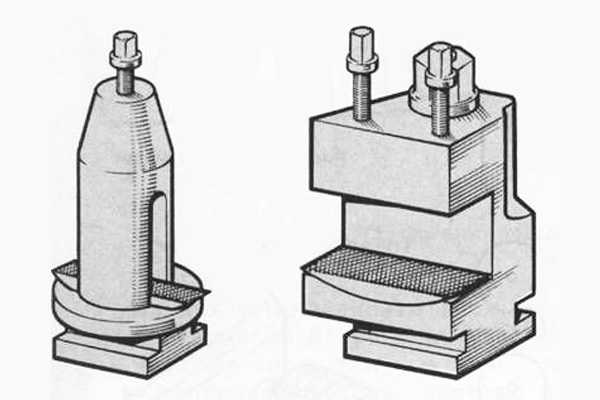 Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
 Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы. Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро. Также устройство для фиксации резцов имеет жесткие пружинные державки, что дает возможность вести растачивание глубоких отверстий, нарезание внутренней резьбы и другие точные работы.
В современных станках используются еще более эффективные резцедержатели, в которых одновременно можно закрепить до 12 инструментов. Особенно эффективны такие резцедержатели для токарных станков с ЧПУ, их применение позволяет значительно повысить производительность. Электромеханический привод резцедержателя обеспечивает быстрое и надежное крепление инструмента.
В токарных станках, например станки серии ТС16К20, конструкция поворотных резцедержателей имеет свои особенности. Зажим резца производится закаленными планками при помощи рычажно-клинового механизма, что значительно повышает усилие.
Гидравлические резцедержатели
Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Такими резцедержками оснащены например токарные станки серии ТС17.
Гидравлические резцедержатели имеют точность, сравнимую с этим показателем у электромеханических устройств, а в некоторых режимах и более высокую. Имеют большее количество позиций, меньшее время смены инструмента, направление поиска инструмента по кратчайшему направлению. Требуют наличия гидростанции на станке.
Осуществляем полный цикл ремонта резцедержек серии AK3063 и ak3080
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
1.2.1 Вспомогательная оснастка для токарных работ на станках с чпу
Для токарных станков с ЧПУ разработан набор унифицированного вспомогательного инструмента с цилиндрическим хвостовиком.
Компания “EROGLU Prazisionswerkzeuge GmbH” (Германия) – производитель вспомогательного инструмента для станков сверлильно-расточной и фрезерной групп, а также токарных станков с ЧПУ.
Резцедержатели для токарных станков с ЧПУ (показаны на рисунке 1.8) выполняют с хвостовиком VDI по DIN 69880-1 – от VDI 16 до VDI 50.
Весь инструмент изготовлен из высокопрочной стали, твердость после термообработки 60 HRC, присоединительные поверхности шлифованные.

Рисунок 1.8 – Резцедержатели компании EROGLU для токарных станков с ЧПУ
На цилиндрические присоединительные поверхности инструмента и станков разработан стандарт «Хвостовики державок цилиндрические для токарных станков с программным управлением. Основные размеры».
Типовой резцедержатель с цилиндрическим хвостовиком и с перпендикулярным к оси хвостовика открытым пазом под резцы различных типов приведен на рисунке 1.9.
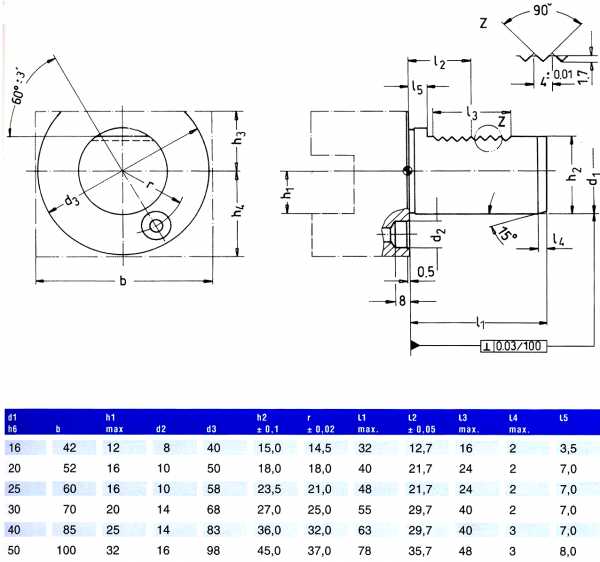
Рисунок 1.9 – Основные размеры резцедержателей компании EROGLU для токарных станков с ЧПУ
Номенклатура фирмы включает в себя все основные типы резцедержателей:
– радиальные форм В1 – В4;
– осевые форм С1 – С4;
– держатели осевого инструмента форм Е и F;
– держатели под метчики;
– цанговые патроны и т д.
Резцедержатели форм В и С позволяют применять резцы с различными стандартными размерами сечения державок.
Наружное точение производится инструментом, закрепленным в резцедержателях с открытым пазом форм С1 – С4.
Резцедержатели форм В1 – В4 с перпендикулярным к оси хвостовика открытым пазом предназначены для закрепления отрезных резцов.
Резцедержатели имеют левое и правое исполнение, их применяют в зависимости от расположения револьверной головки и направления вращения шпинделя (правое и левое).
Во всех резцедержателях СОЖ подводится от револьверной головки к вершине резца. Вместе с тем у них отсутствуют какие-либо выступающие элементы (винты или трубки), на которые может навиваться стружка. /1/
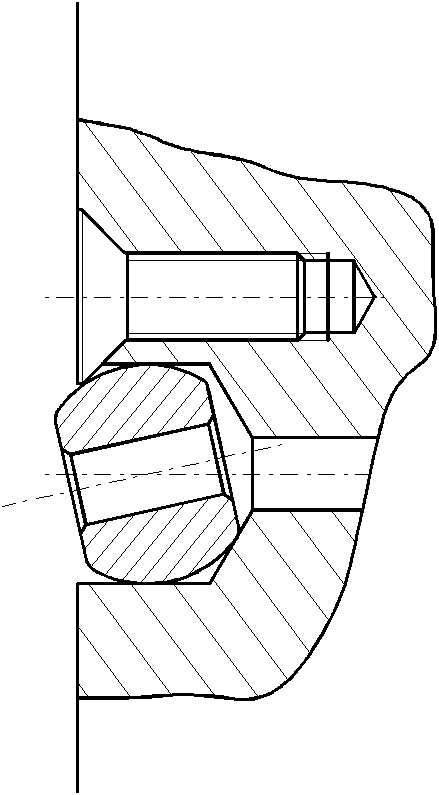
Базирование и крепление с помощью цилиндрического хвостовика обеспечивает надежное центрирование инструмента. Резцедержатель базируют по цилиндру хвостовика и штифту, обеспечивающему точную угловую установку инструмента; резцедержатель крепят в револьверной головке с помощью клина, имеющего рифления, смещенные относительно рифления хвостовика. В результате вспомогательный инструмент прижимается к револьверной головке станка с силой в 3-4 кН.
Для установки резца на высоте центров служит подкладка (рисунок 1.7). Крепление резца осуществляется с помощью винтов и прижимной планки (рисунок 1.10). Подача СОЖ в зону резания осуществляется через канал в корпусе, образованный пересекающимися отверстиями и заканчивающийся шариком, позволяющим регулировать направление подачи СОЖ.
4 Резьбовые отверстия m12 для закрепления резцедержателя
Выпускное отверстие для СОЖ
Ключ позиционирования
Прихват
Выемки фиксации режущего инструмента
Запирающий винт
Регулируемый патрубок подачи смазочно-охлаждающей жидкости
M8x25 винты с головкой под торцевой ключs
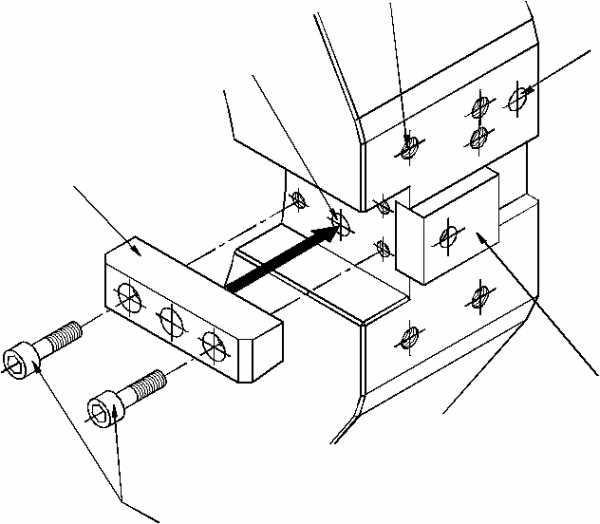
Рисунок 1.10 – Элементы резцедержателя
Рассмотрим подробнее конструкцию резцедержателей фирмы EROGLU:
1.2.1.1 Резцедержатель радиальный форм В1 и В2
На рисунках 1.11 и 1.12 представлены эти серии резцедержателей. Они отличаются лишь тем, что серия В1 – для правого вспомогательного инструмента, а В2 – для левого.
Резцедержатели имеют открытый паз, расположенный перпендикулярно к оси хвостовика и предназначены, как было отмечено выше, для закрепления отрезных резцов.
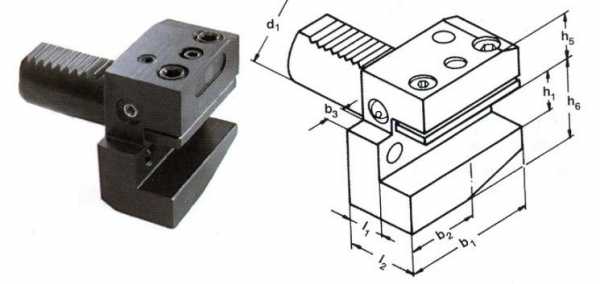
Рисунок 1.11 – Резцедержатель радиальный правый формы В1
Основные размеры конструкции представлены в таблице 1.3.
Таблица 1.3 – Размеры резцедержателя радиального формы В1
Размеры d1xh1xl2 | l1 | b1 | h2 | b3 | h5 | h6 |
16x12x24 | 13 | 42 | 23 | 5 | 20 | 22 |
20x16x30 | 16 | 55 | 30 | 7 | 25 | 30 |
25×16х30 | 16 | 55 | 30 | 7 | 25 | 30 |
30х20х40 | 22 | 70 | 35 | 10 | 28 | 38 |
40х25х44 | 22 | 85 | 42,5 | 12,5 | 32,5 | 48 |
50х32х55 | 30 | 100 | 50 | 16 | 35 | 60 |
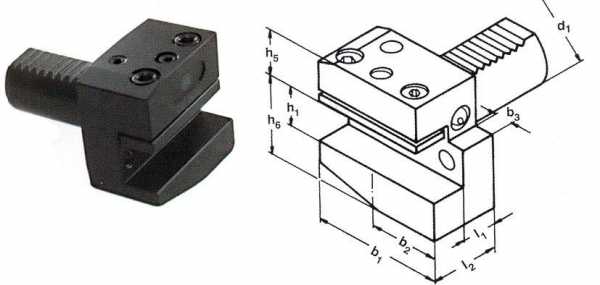
Рисунок 1.12 – Резцедержатель радиальный левый формы В2
В корпусе резцедержателя с поперечным пазом через прихват двумя винтами закрепляют резцы для торцовой обработки. Между двумя винтами находится еще один – для удержания прихвата от выпадения из паза. Также на этом удерживающем винте находится пружина, обеспечивающая плавное перемещение прихвата при закреплении.
Подвод СОЖ в зону резания осуществляется через силу внутренних отверстий. Направление струи жидкости регулируется поворотом шарика, который фиксируется боковым винтом (рисунок 1.11 и 1.12).
1.2.1.2 Резцедержатель радиальный форм В3 и В4
Это та же конструкция, что и резцедержатель предыдущей серии, только перевернутая. Резцедержатель радиальный форм В3 и В4 представлен на рисунке 1.13.
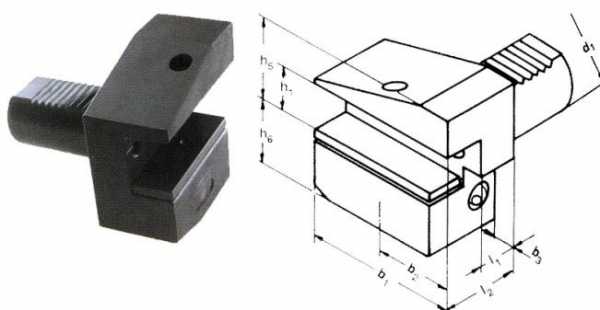
а |
|
б |
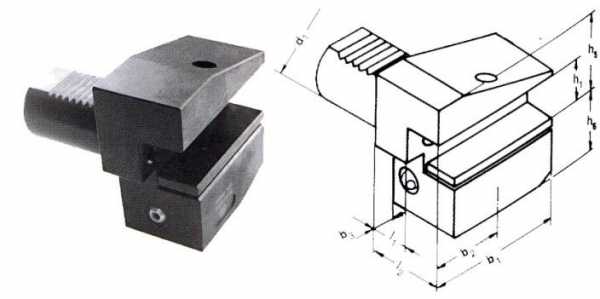
Рисунок 1.13 – Резцедержатель радиальный
а – формы В3 правый; б – формы В4 левый
1.2.1.3 Резцедержатель осевой форм С1 и С2
Паз для крепления инструмента расположен вдоль оси хвостовика. Такая конструкция предназначена для наружной токарной обработки – цилиндрической, конической или контурной (рисунок 1.14).
|
а |
|
б |
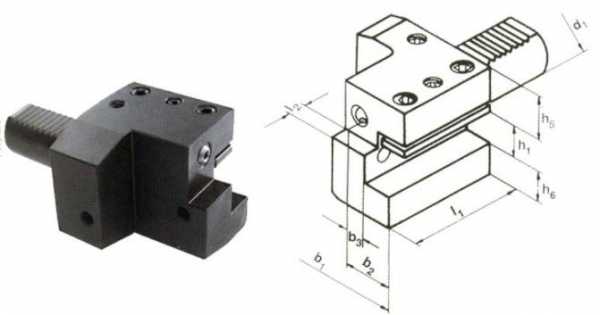
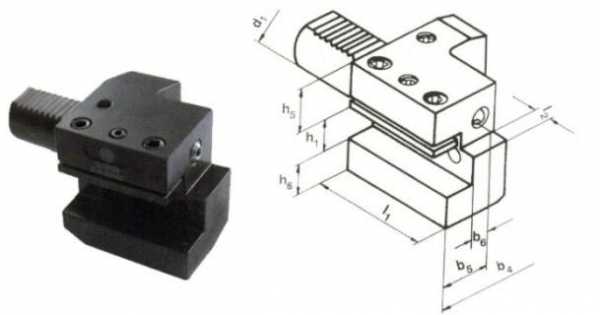
Рисунок 1.14 – Резцедержатель осевой
а – формы С1 правый; б – формы С2 левый
1.2.1.4 Резцедержатель осевой перевернутый форм С3 и С4
Резцедержатель показан на рисунке 1.15.
|
а |
|
б |
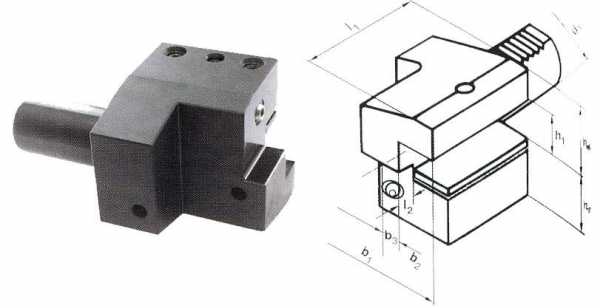
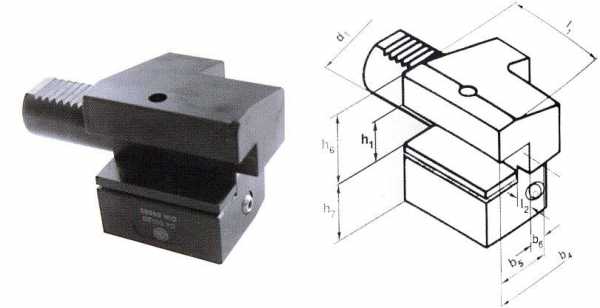
Рисунок 1.15 – Резцедержатель осевой перевернутый
а – формы С3 правый; б – формы С4 левый
1.2.1.5 Держатель форм Е1 и Е2
Это держатели осевого инструмента – сверл, зенкеров, разверток, метчиков, расточного инструмента. Конструкция держателя форм Е1 и Е2 приведена на рисунке 1.16.
Корпуса имеют центральные цилиндрические отверстия диаметром от 16 (8 – для серии Е2) до 50 мм. Предусмотрены переходные втулки и два винта для надежного крепления режущего инструмента.
СОЖ подается по каналам в корпусе через отверстия в капроновых шариках. Направление струи СОЖ регулируется с помощью шариков влево или вправо в зависимости от направления кромки резца. В этом случае отверстие для подвода СОЖ в корпусе для сверл с СМП закрыто корпусом резца. При креплении сверл шарики поворачиваются на 90º, перекрывая в корпусе отверстие, и СОЖ подается по каналам через отверстие в корпусе блока во внутренний канал сверла.
|
а |
|
б |
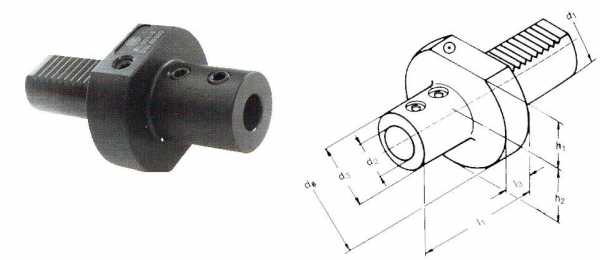
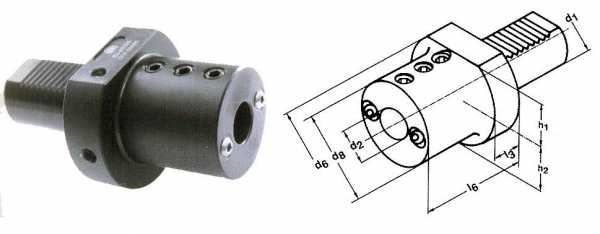
Рисунок 1.16 – Держатель
а – формы Е1; б – формы Е2
1.2.1.6 Держатель форм Е3 и Е4
Корпуса держателей форм Е3 и Е4 имеют посадочные отверстия диаметром от 16 до 32 мм.
Крепление осевого инструмента в данном случае происходит за счет цанги, расположенной в посадочном отверстии держателя, регулируемой с помощью гайки. Конструкция и размеры гайки унифицированы.
СОЖ, как и в предыдущих конструкциях, подается в зону резания через отверстия в корпусе державки.
Конструкция держателя форм Е3 и Е4 приведена на рисунке 1.17.
|
а |
|
б |
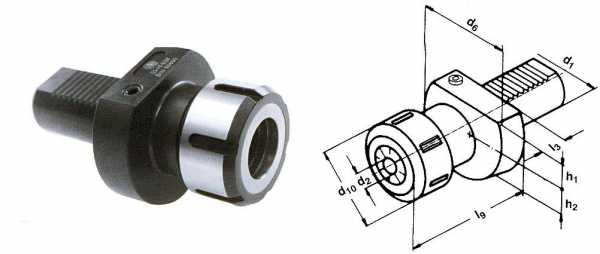
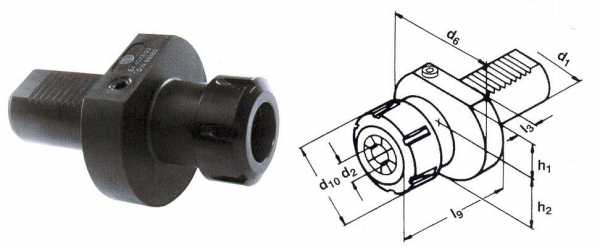
Рисунок 1.17 – Держатель
а – формы Е3; б – формы Е4
1.2.1.7 Держатель формы F1
Конструкция держателя формы F1приведена на рисунке 1.18.
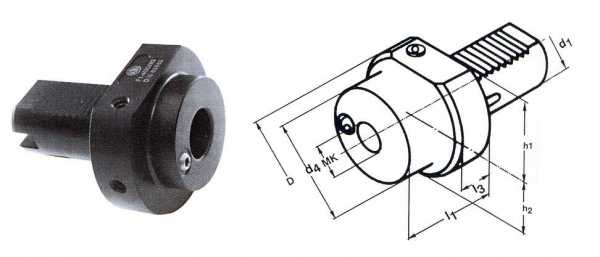
Рисунок 1.18 – Держатель формы F1
1.2.1.8 Держатель с патроном сверлильным
Конструкция держателя с патроном сверлильным приведена на рисунке 1.19.
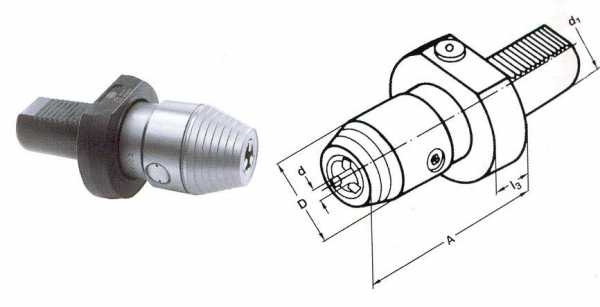
Рисунок 1.19 – Держатель с патроном сверлильным
1.2.1.9 Держатель с резьбонарезным патроном
Конструкция держателя с резьбонарезным патроном приведена на рисунке 1.20.
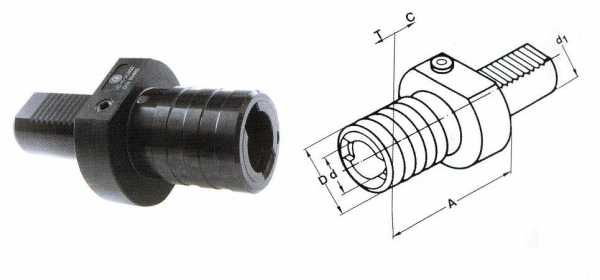
Рисунок 1.20 – Держатель с резьбонарезным патроном
studfiles.net
Резцедержатели для токарных станков с ЧПУ по DIN (VDI 3425) (ГОСТ )
Форма B3 Форма B7. Форма B1 Форма B5
Резцедержатели для токарных станков с ЧПУ по IN 69880 (VI 3425, ГОСТ 24900-81) Заготовки для изготовления резцедержателей Радиальные резцедержатели Аксиальные резцедержатели Универсальные резцедержатели
Подробнее(MAS 403 BT)
3 Зажимные приспособления по DIN 69871 (ГОСТ 25827-93 исп. 2) Зажимные приспособления по JIS B 6339 (MAS 403 BT) Зажимные приспособления по DIN 2080 (ГОСТ 25827-93 исп. 1) 1.1-1.9 Зажимные приспособления
Подробнее08 / содержание раздела
166 www.osnastik.ru 08 / содержание раздела Техническая информация 168 8.1. Резцедержатели для токарных станков по DIN 69880 VDI (ГОСТ 24900-81) 169 8.2. Вытягиватели прутка 178 8.3. Сверлильные и плавающие
Подробнее08 / содержание раздела
170 www.osnastik.ru 08 / содержание раздела Техническая информация 172 8.1. Резцедержатели для токарных станков по DIN 69880 VDI (ГОСТ 24900-81) 173 8.2. Вытягиватели прутка 182 8.3. Сверлильные и плавающие
ПодробнееВспомогательный инструмент
Основной каталог Вспомогательный инструмент 129085, г. Москва, ул. Годовикова, д. 9, стр. 31 Тел.: (495) 560-48-88, факс (495) 560-48-99 E-mail: [email protected] www.intehnika.ru Техническая информация
ПодробнееЗапасные части и аксессуары
Запасные части и аксессуары Оглавление Цанги Наборы цанг Пластиковый футляр для цанг Зажимные гайки для цанговых патронов Цанги к силовому цанговому патрону тип EKS Цанги для гидропластовых патронов Цанги
ПодробнееЗапасные части и аксессуары
Запасные части и аксессуары Оглавление Цанги Наборы цанг Пластиковый футляр для цанг Зажимные гайки для цанговых патронов Цанги к силовому цанговому патрону тип EKS Цанги для гидропластовых патронов Цанги
ПодробнееPI 07.2 ru Информация о продукте
PI 07.2 ru Информация о продукте Резцедержатели с хвостовиком согласно DIN 69 880 2009-05-12 Содержащаяся в данном документе информация актуальна на момент его печати. Мы оставляем за собой право внесения
ПодробнееPI 07.2 ru Информация о продукте
PI 07.2 ru Информация о продукте Резцедержатели с хвостовиком согласно DIN 69 880 2009-05-12 Содержащаяся в данном документе информация актуальна на момент его печати. Мы оставляем за собой право внесения
ПодробнееOсновные размеры хвостовиков
Oсновные размеры хвостовиков Позиция 30 40 50 a 1,6 1,6 3,2 b h22 16,1 16,1 25,7 d1 31,75 44,45 69,85 d2 М12 М16 М24 d3 Н7 13 17 26 d4 17,4 25,3 39,6 d6 50 63 97,5 l1 48,4 65.4 101,8 l2 5,5 8,2 11,5 l3
ПодробнееСтатические блоки DIN 69880
Статические блоки DIN 69880 Высокая точность и жесткость ОБЗОР ПРОГРАММЫ ISO 9001 48-A Заготовки для базовых блоков A1-A2 Стр. 5 48-B Радиальные базовые блоки -B8 Стр. 6-9 для резцов квадратного сечения
ПодробнееДЛЯ ТОКАРНЫХ СТАНКОВ DIN 69880
ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА ДЛЯ ТОКАРНЫХ СТАНКОВ DIN 69880 ИНСТРУМЕНТ ДОСТИЖЕНИЯ ПРОИЗВОДСТВЕННЫХ ЗАДАЧ Инструментальная оснастка 5 летний опыт безупречной работы в станках HAAS и в станках других производителей
Подробнеев I Футляр для цанг
для размещения заказа – Футляр для цанг Размеры, мм Кол-во ячеек В x H х L в I 701.05.1 G r. 5 ER8 9 90 х 30 х 95 701.07.1 G r. 7 ER11 13 90 х 30 х 95 701..1 G r. ER16 1 х 45 х 115 701.13.1 G r. 13 ER20
ПодробнееПатроны с синхронизацией
Резьбонарезные патроны для быстрой смены инструмента Патроны с синхронизацией Тип 347-01 зажимной патрон с синхронизацией, хвостовик Weldon Зажим инструмента осуществляется с использованием адаптера; с
Подробнее04 / содержание раздела
106 www.osnastik.ru 04 / содержание раздела 4.1. Механизированные цанговые патроны 108 4.2. Ручные цанговые патроны 111 4.3. Разжимные оправки 115 [email protected] 107 4 ТОКАРНЫЕ ЦАНГОВЫЕ ПАТРОНЫ 4.1.
ПодробнееВспомогательный инструмент
1 Патроны сверлильные Оправки/ Патроны резьбонарезные Стр. 7 Стр. 7 Стр. 90 Стр. 91 9 Стр. 9 Стр. Центры токарные Патроны токарные Стр. Быстросменные резцедержатели Стр. 9 Угольники крепежные Тиски станочные
ПодробнееДЛЯ ФРЕЗЕРНЫХ И ТОКАРНЫХ СТАНКОВ
АКСЕССУАРЫ ДЛЯ ФРЕЗЕРНЫХ И ТОКАРНЫХ СТАНКОВ ИНСТРУМЕНТ ДОСТИЖЕНИЯ ПРОИЗВОДСТВЕННЫХ ЗАДАЧ Инструментальная оснастка 5 летний опыт безупречной работы в станках HAAS и в станках других производителей Приводные
Подробнее05 / содержание раздела
118 www.osnastik.ru 05 / содержание раздела 5.1. Вращающиеся задние центры 120 5.2. Вращающиеся центры для труб 123 5.3. Вращающиеся задние центры со сменными наконечниками 124 5.4. Упорные центра 126
Подробнее13 / содержание раздела
300 www.osnastik.ru 13 / содержание раздела Техническая информация 302 13.1. Инструментальная оснастка по IN 69871 (ГОСТ 25827-93 ИСП.2) 13.2. Инструментальная оснастка по JIS B 6339 (MS 403 BT) 13.3.
Подробнее13 / содержание раздела
284 www.osnastik.ru 13 / содержание раздела Техническая информация 286 13.1. Инструментальная оснастка по IN 69871 (ГОСТ 25827-93 ИСП.2) 13.2. Инструментальная оснастка по JIS B 6339 (MS 403 BT) 13.3.
ПодробнееПрисоединительные размеры DIN
Присоединительные размеры DIN 69880-1 6 Державки изготовлены из высокопрочной стали, твердостью HRC 58 ± 2 (HV 950 Н/мм 2 ). Все присоединительные поверхности шлифованы. Все державки имеют сменное сопло
ПодробнееСтр Стр Стр Стр
Расточные системы Общество с ограниченной ответственностью «КНАМ Тулс» ИНН 77326608 КПП 773101 1351, г. Москва, ул. Молодогвардейская, д. 61, корпус 2, стр. 1 р/с 70000045443 в ВТБ 24 (ЗАО) к/с 10100000007
Подробнее13 / содержание раздела
276 www.osnastik.ru 13 / содержание раздела Техническая информация 278 13.1. Инструментальная оснастка по IN 69871 (ГОСТ 25827-93 ИСП.2) 13.2. Инструментальная оснастка по JIS B 6339 (MS 403 BT) 13.3.
ПодробнееДержатели Monobloc BT JIS
EPB 5545 Держатели насадных фрез, Accu-Fit С регулируемой гидравлической втулкой, готовая к использованию. Прямое биение 5 мкм максимум С каналами подачи СОЖ через втулку. : 4 = Болт, сквозная подача СОЖ
ПодробнееЗапасные части и аксессуары
Запасные части и аксессуары Цанги по DIN 6388 415 E Форма B Наборы цанг: стр. 6.11 INFO Технические данные 7.09-7.10 6.02 Цанги по DIN 6388 462 E Форма B Наборы цанг: стр. 6.11 INFO Технические данные
ПодробнееООО “Инструмент Саранский”
ООО “Инструмент Саранский” Адрес: 430001,Россия, г.саранск, ул. Пролетарская, 130 офис 28, тел.\факс. (8342) 23-17-23, 24-58-43 Web: www.sisaransk.ru, E-mail: [email protected] [email protected] При
ПодробнееЦентр Продажи Станков Челябинск
Центр Продажи Станков Челябинск Контакты г. Челябинск, ул. Свободы 108-А Email: [email protected] тел./факс: (351) 729-80-39 многоканальный (351)7777-381 – оборудование (351)7777-681- инструмент и материалы
ПодробнееООО “Инструмент Саранский”
ООО “Инструмент Саранский” Адрес: 430001,Россия, г.саранск, ул. Пролетарская, 130 офис 28, тел.\факс. (8342) 23-17-23, 24-58-43 Web: www.sisaransk.ru, E-mail: [email protected] [email protected] При
ПодробнееГидроцилиндр вращающийся зажимной. ЦГВ-125
Гидроцилиндр вращающийся зажимной. ЦГВ-125 Гидроцилиндр вращающийся полый предназначен для установки в металлорежущих станках в качестве привода механизированных патронов. Для предотвращения падения давления
ПодробнееОСНАСТКА ДЛЯ ТОКАРНЫХ СТАНКОВ
ОСНАСТКА ДЛЯ ТОКАРНЫХ СТАНКОВ Содержание Токарные резцедержатели VI Приводной инструмент 1 Патроны токарные 1 Техническая часть Токарные резцедержатели VI Токарные резцедержатели VI T1.B1 T1.B T1 Резцедержатель
ПодробнееДержатели Monobloc HSK-A
EPB 5545 Держатели насадных фрез, Accu-Fit С регулируемой гидравлической втулкой, готовая к использованию. Прямое биение 5 мкм максимум С каналами подачи СОЖ через втулку. : 4 = Болт, сквозная подача СОЖ
Подробнее05 / содержание раздела
116 www.osnastik.ru 05 / содержание раздела 5.1. Вращающиеся задние центры 118 5.2. Вращающиеся центры для труб 121 5.3. Вращающиеся задние центры со сменными наконечниками 122 5.4. Упорные центра 124
ПодробнееРЕШЕНИЕ СЕРВИС РЕ ЗУЛЬТАТ ОСНАС ТКА
РЕШЕНИЕ СЕРВИС РЕ ЗУЛЬТАТ ОСНАС ТКА Компания Shin-Yain Industrial Company (SYIC) была основана в 1979 году. Основной принцип «Качество поддерживает репутацию; репутация обеспечивает качество» По этому
ПодробнееТОКАРНЫЕ ПРЕЦИЗИОННЫЕ СТАНКИ
ТОКАРНЫЕ ПРЕЦИЗИОННЫЕ СТАНКИ Токарно-винторезные станки повышенной точности серии SC SC 200 / SC 250 / SC 325 Стандартная комплектация: – 4-х позиционный резцедержатель; – тормоз шпинделя; – система подвода
ПодробнееДержатели Monobloc DIN 69872
EPB 5545 Держатели насадных фрез, Accu-Fit С регулируемой гидравлической втулкой, готовая к использованию. Прямое биение 5 мкм максимум С каналами подачи СОЖ через втулку. : 4 = Болт 5 = Ключ 1 = Болт
ПодробнееСТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ ГС526У
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ ГС526У Станки предназначены для выполнения разнообразных токарных работ и для нарезания резьб: мет-рической, модульной, дюймовой, питчевой. Обозначение модели ГС526 приобретает
ПодробнееОправки расточные универсальные
Оправки расточные универсальные Оправки расточные универсальные в сборе предназначены для черновой, получистовой и чистовой обработки отверстий Ø 3 мм. Оправки применяются на станках с ЧПУ сверлильно-расточной
ПодробнееТ е м а 6. ОБРАБОТКА ОТВЕРСТИЙ. Содержание
Т е м а 6. ОБРАБОТКА ОТВЕРСТИЙ Цель изучение технологических возможностей лезвийной обработки отверстий на вертикально сверлильных и координатно расточных станках, основных узлов станков и их назначения,
ПодробнееТокарно-винторезный центр с ЧПУ SKT15LMS
Токарно-винторезный центр с ЧПУ SKT15LMS (на изображении представлена модель SKT15) Технические характеристики Возможности обработки Шпиндель Наименование Един. Значение Размер патрона Главный Контр 165
ПодробнееТОКАРНЫЕ СТАНКИ С ЧПУ (С ПРЯМОЙ СТАНИНОЙ) Модели: 1440 NC, 1740 NC, 1760 NC, 1780 NC, 2040 NC, 2060 NC, 2080 NC. Технические характеристики:
1 ТОКАРНЫЕ СТАНКИ С ЧПУ (С ПРЯМОЙ СТАНИНОЙ) Модели: 1440 NC, 1740 NC, 1760 NC, 1780 NC, 2040 NC, 2060 NC, 2080 NC Технические характеристики: Системы ЧПУ (Fanuc, Fagor, Siemens, Syntec, Lnc). Управление
Подробнее01 / содержание раздела
8 www.osnastik.ru 01 / содержание раздела Техническая информация 10 1.1. Стандартные токарные патроны 14 1.2. Комбинированные токарные патроны WESCOTT 33 1.3. Токарные патроны с клиновым зажимом 35 1.4.
Подробнееoprawki vdi VDI Держатели
oprawki vdi VDI Держатели oprawki vdi VDI Держатели : : Oprawki do narzędzi z chwytem kwadratowym Державки для инструментов с квадратным хвостовиком Oprawki do narzędzi z chwytem walcowym Державки для
Подробнееdocplayer.ru
Резцедержатели с цилиндрическим хвостовиком для токарных станков с ЧПУ « ООО “ОМТС” Запасные части к станкам, оснастка и комплектующие.

Резцедержатели предназначены для закрепления призматических резцов сечением:
- 20х20 и 16х16 — для резцедержателей с хвостовиком 30 мм;
- 25х25 и 20х20 — для резцедержателей с хвостовиком 40 мм,
а также для закрепления инструмента с цилиндрическими и коническими хвостовиками.
Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
| Чертеж | Обозначение | d | D | L | H | H1 | H2 | B1 |
|---|---|---|---|---|---|---|---|---|
| 291.341.101 | 30 | 80 | 95 | 70 | 20 | 16 | 12 | |
| 291.341.121* | 40 | 88 | 107 | 80 | 25 | 20 | 16 |
| Чертеж | Обозначение | d | D | L | H | H1 | H2 | B1 |
|---|---|---|---|---|---|---|---|---|
| 291.341.111 | 30 | 80 | 95 | 70 | 20 | 16 | 12 | |
| 291.341.131* | 40 | 88 | 107 | 80 | 25 | 20 | 16 |
| Чертеж | Обозначение | d | D | L | H | H1 | H2 | B1 |
|---|---|---|---|---|---|---|---|---|
| 291.341.201 | 30 | 78 | 125 | 67 | 20 | 16 | 10 | |
| 291.341.221* | 40 | 88 | 148 | 81 | 25 | 20 | 12,5 |
| Чертеж | Обозначение | d | D | L | H | H1 | H2 | B1 | B2 | A2 |
|---|---|---|---|---|---|---|---|---|---|---|
| 291.341.211 | 30 | 78 | 125 | 71 | 20 | 16 | 10 | – | – | |
| 291.341.231* | 40 | 88 | 148 | 78 | 25 | 20 | 12,5 | 30 | 50 |
| Чертеж | Обозначение | d | D | L | H | d1 | A |
|---|---|---|---|---|---|---|---|
| 291.342.200 | 30 | 84 | 111 | 62 | 25 | 45 | |
| 291.342.222 | 40 | 116 | 123 | 75 | 32 | 65 |
| Чертеж | Обозначение | d | D | L | H | B1 | N | d1 | d2 |
|---|---|---|---|---|---|---|---|---|---|
| 291.342.311 | 30 | 68 | 111 | 62 | 25 | 3 | 23,825 | 64 | |
| 291.342.331 | 40 | 83 | 143 | 74 | 25 | 4 | 31,267 | 70 |
| Чертеж | Обозначение | d | D | L | H | B1 | d1 | d2 | C |
|---|---|---|---|---|---|---|---|---|---|
| 291.342.112 | 30 | 68 | 121 | 66 | – | 32 | – | 54 | |
| -01 | 30 | 68 | 121 | 66 | – | 25 | – | 54 | |
| -02 | 30 | 68 | 126 | 66 | – | 20 | – | 59 | |
| -03 | 30 | 68 | 130 | 66 | – | 16 | – | 63 | |
| 291.342.132 | 40 | 83 | 138 | 74 | 55 | 32 | 70 | 63 | |
| -01 | 40 | 83 | 138 | 74 | 55 | 25 | 70 | 63 | |
| -02 | 40 | 83 | 138 | 74 | 55 | 20 | 70 | 63 | |
| -03 | 40 | 83 | 138 | 74 | 55 | 16 | 70 | 53 |
* — в вариантах исполнений резцедержателей со сменной планкой в шифр обозначения резцедержателя добавляется литера «А».
Если Вы не нашли интересующую Вас позицию, свяжитесь с нами по телефону
8(863)2-500-814, и мы предоставим Вам полную информацию!
omtc-russia.ru
Резцедержатели токарных станков по металлу: чертеж, устройство, ГОСТ
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка.
 Резцедержатель токарного станка
Резцедержатель токарного станкаПодразделяются на двухпозиционные и четырехпозиционные, т.е. в первом варианте в резцедержатель одновременно можно закрепить винтами два резца, во втором – четыре. Это позволяет быстро менять инструмент во время работы, поворачивая резцовую головку в другую позицию с нужным резцом.
Четырехпозиционная резцовая головка
Для быстрой смены инструмента применяют резцедержатели картриджного типа, которые могут устанавливаться практически на все типы токарных станков. Сменные картриджи изготавливаются для резцов с четырехгранной и круглой державкой.

Быстросменный резцедержатель
Документация
- ГОСТ 24900-81
- DIN 69880
- VDI 3425
Скачать ГОСТ 24900-81
Скачать каталог резцедержателей
Резцедержатель (державка) своими руками
При желании или необходимости резцедержатель можно изготовить самостоятельно. Материал заготовки – сталь 45.
Еще одно видео по переделке державки
Чертежи резцедержателей
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Резцедержатель для токарного станка
Резцедержатели для токарных станков по металлу
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка.

Резцедержатель токарного станка
Подразделяются на двухпозиционные и четырехпозиционные, т.е. в первом варианте в резцедержатель одновременно можно закрепить винтами два резца, во втором – четыре. Это позволяет быстро менять инструмент во время работы, поворачивая резцовую головку в другую позицию с нужным резцом.

Четырехпозиционная резцовая головка
Для быстрой смены инструмента применяют резцедержатели картриджного типа, которые могут устанавливаться практически на все типы токарных станков. Сменные картриджи изготавливаются для резцов с четырехгранной и круглой державкой.

Быстросменный резцедержатель
Документация
- ГОСТ 24900-81
- DIN 69880
- VDI 3425
Резцедержатель (державка) своими руками
При желании или необходимости резцедержатель можно изготовить самостоятельно. Материал заготовки – сталь 45.
Еще одно видео по переделке державки
Чертежи резцедержателей
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(голосов: 3, в среднем: 4,67 из 5) Загрузка…stankiexpert.ru
Токарные резцедержатели
 Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению: – с осью вращения – со сменными блоками Деление резцедержателей с осью вращения: – с горизонтальной осью вращения (параллельно оси шпинделя) -с вертикальной осью вращения (перпендикулярно оси шпиделя) по источнику смены позиций: – механические (вручную) – электромеханические – гидравлические – серво По крепления инструмента – клиновым блоком – резцы 16х16, 20х20, 25х25 и 32х25 мм – VDI – крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
– BMT – крепление в круглом отверстии на переферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
 Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
 Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы. Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро. Также устройство для фиксации резцов имеет жесткие пружинные державки, что дает возможность вести растачивание глубоких отверстий, нарезание внутренней резьбы и другие точные работы.
В современных станках используются еще более эффективные резцедержатели, в которых одновременно можно закрепить до 12 инструментов. Особенно эффективны такие резцедержатели для токарных стан
i-perf.ru