Основные принципы и виды заточки ленточных пил по дереву
Станки для деревообработки, самые дорогие или самые доступные по цене, импортные или отечественные, для распиловки пиловочника или для столярной мастерской – это всего лишь механизмы, которые по сути только протягивают ленточную пилу сквозь материал, тем самым обеспечивая изготовление конечной продукции. Качество готового материала, “деловой доски” или необрезной доски, ее правильные геометрические размеры, напрямую зависят от качества подготовки той самой ленточной пилы, которая вращается на шкивах станков. Подготовка пилы заключается в двух этапах: заточка и разводка зубьев. Не понимая принципов и не зная видов подготовки ленточных пил к работе, любой, даже самый дорогой станок не даст на выходе пиломатериал, который действительно будет востребован на рынке.
Как избежать преждевременно разрыва ленточной пилы.
Правильная заточка ленточных пил по дереву, по сути, предусматривает 3 операции:
- снятие микротрещин, которые образуются в пазухе зубьев
- формировка правильных углов атаки и заднего угла
- снятие точек напряжения
Все три операции имеют очень важное значение и являются необходимыми звеньями в логическое цепи “подготовка режущего инструмента = долгий срок службы ленточной пилы”. Выпадение одного из этапов, либо неправильное его исполнение, гарантировано загубят пилу и вскоре выведут ее из работы.
Выпадение одного из этапов, либо неправильное его исполнение, гарантировано загубят пилу и вскоре выведут ее из работы.
Также необходимо отметить, что разрыв ленточных пил может происходить из-за неправильной регулировки (установки) станка. Проверка регулировок, а также целостность направляющих, подшипников и успокоителей необходимо производить не реже 1 раза в 2 недели.
Виды заточного оборудования для обслуживания ленточных пил:
1) Заточка производится узким абразивным кругом, созданным специально для ленточных пил (бакелитовым или на керамической связке).
2) Заточка производится эльборовым (боразоновым) диском.
Заточка ленточных пил узким абразивным кругом.
В настоящее время данный способ уходит в прошлое. Станки для заточки ленточных пил бакелитовым или керамическим кругом имеют множество различных регулировок и учесть все нюансы, а также избежать ошибок, начинающему мастеру, достаточно сложно. Среди них и прижоги, и шероховатые поверхности (заусенцы), и отсутствие проточки пазухи, формирование неправильных углов зубьев ленточных пил. Как было сказано выше, все это ведет к неизбежному выходу из строя режущего инструмента.
Как было сказано выше, все это ведет к неизбежному выходу из строя режущего инструмента.
Пожалуй, единственным плюсом, который можно выделить, является относительная невысокая стоимость станков и оснастки.
Факторы влияющие на правильность заточки ленточных пил при использовании узких абразивных кругов:
- технический фактор (правильная регулировка станка по всем осям, углам входа и выхода, высоты проточки, глубины снятия металла)
- инструментальный фактор (правильный подбор заточного диска, формирования угла атаки диска, зернистости и т.д.)
- человеческий фактор (зачастую, лень и отсутствие должного внимания у мастера играет злую роль и приводит к печальным последствиям)
Заточка ленточных пил боразоновым (эльборовым) диском.
Подготовка режущего инструмента к работе на станках с использованием алмазных инструментов является современным и надежным способом избежать проблем при распиловке пиловочника и получении правильных геометрических размеров пиломатериала.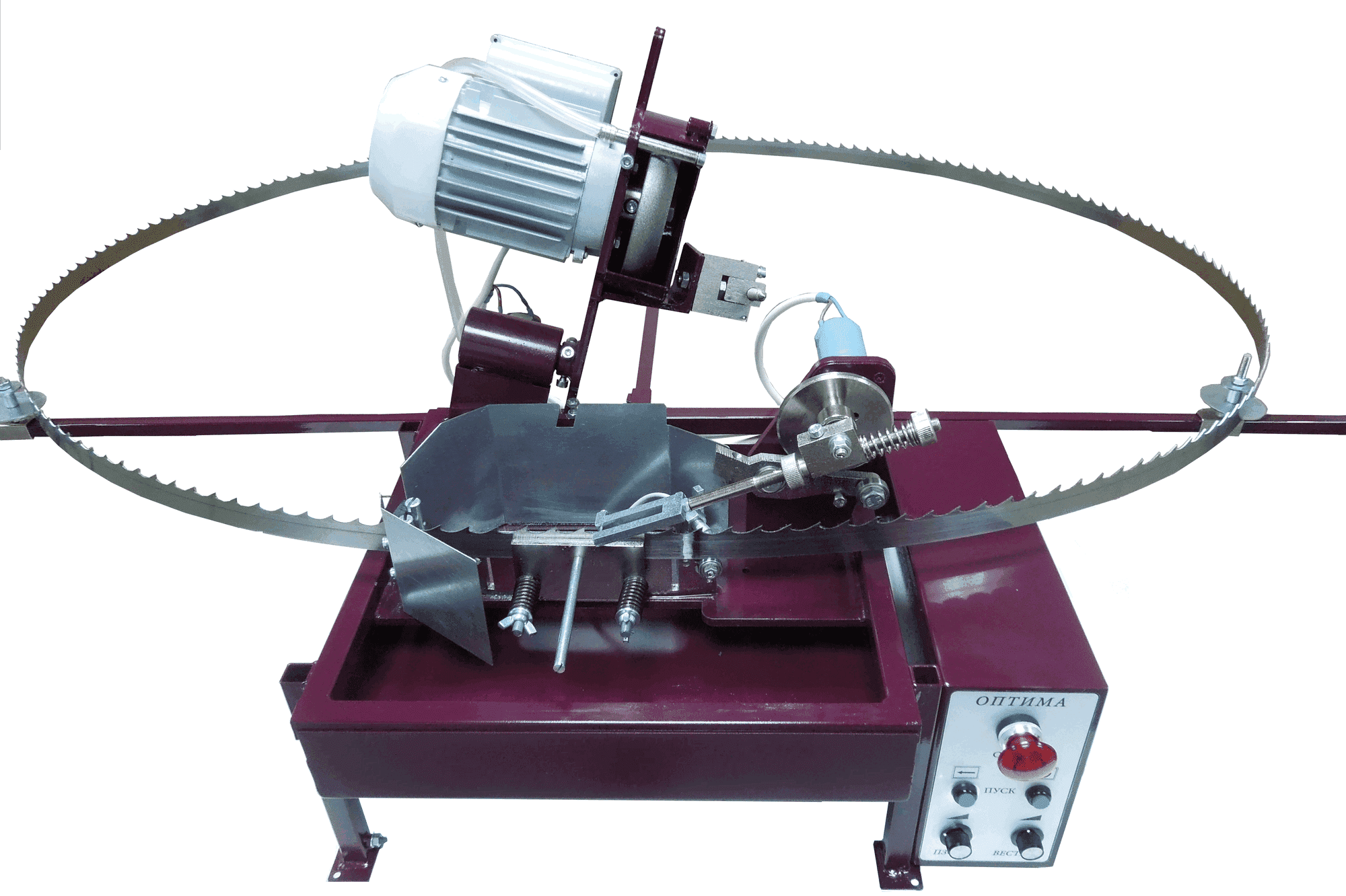
В отличии от узких кругов, эльборовый в точности повторяет профиль зубьев ленточной пилы. Постоянно вращаясь на оси, круг производит движения вверх-вниз, протачивая пазуху, углы, снимая напряжения за один проход. Процесс происходит в автоматическом режиме, ленточная пила проталкивается специальным приводным толкателем.
Точность заточки зависит от правильности подбора профиля заточного круга. Наиболее часто используемые профили ленточных пил:
Профиль 4°/32° редко используемый профиль, предназначен для сверхтвердых пород, сухой древесины и для использования в холодное время года.
Профиль 9°/29° профиль предназначен для твердой древесины в холодное время года.
Профиль 10°/30° универсальный профиль, чаще всего используется в южной и средней полосе с мягким климатом.
Профиль 13°/29° больше подходит для мягких пород, увеличивает скорость пиления
Срок эксплуатации эльборовых дисков зависит от следующих факторов:
1) правильности подбора “профиль пилы – профиль заточного диска” (в случае, когда этот пункт нарушен, заточной диск “облысеет” в местах, где есть несоответствие)
2) качество и слой боразонового напыления
3) надежный поставщик (мы поставляем только качественные проверенные опытом и временем эльборовые заточные диски, таких производителей как Wood-Mizer и Астрон)
4) наличие системы охлаждения и правильный выбор охлаждающей жидкости
5) правильность регулировок
6) состояние заточного оборудования.
Станок для заточки ленточных пил MG110
Станок для заточки ленточных пил
Простой, понятный заточной станок для ленточных пил. Правка ленточнопильных полотен позволит сэкономить массу времени и средств, повысит производительность и качество любого деревообрабатывающего производства и завода металлоконструкций.
Хотя, ленточные полотна не предусматривают заточку, особенно ленточные полотна по металлу – они просто не доживают до заточки в наших условиях, но для особо ответственных операций. например, для резки тонкого профиля или для распиливания деревянных заготовок, правка полотна может оказаться весьма полезной.
Этот заточной станок предназначен для заточки ленточных пил по заднему углу. Он затачивает ленточные полотна с постоянным и переменным шагом, с разной высотой зуба. Наши специалисты помогут настроить и ввести в эксплуатацию заточной станок для ленточных пил модели MG-110.
Наибольший шаг зуба у затачиваемого ленточного полотна не должен превышать 50 мм. Установка заднего угла производится в пределах от 15 до 45 градусов.
Установка заднего угла производится в пределах от 15 до 45 градусов.
Скорость подачи ленточного полотна настраивается электронно, а заточка ленточных пил с переменным зубом – механически.
Стандартные принадлежности: шестигранный ключ ― 4шт., винтовая отвертка, заточные диски ― 2шт. (150х25х3мм и 150х25х2мм).
Данный заточной станок предназначен для заточки заднего угла биметаллической ленточной пилы для дерева с зубьями различного шага и высоты. Кроме того ленточная пила по дереву может быть заточена по лицевому углу зуба.
- Максимальная ширина ленточного полотна: 90мм.
- Максимальный шаг зубьев: 50мм.
- Диапазон угла заточки: 150 -450
- Скорость подачи: 0-170 зубов/мин.
- Мощность: 180Вт, 220В.
- Скорость вращения: 2800об/мин
- Размеры заточного диска: 150х25х3(2)мм
- Вес: 84кг
- Размеры: 560х590х940мм
Нас часто спрашивают, как этот станок затачивает полотна с переменным шагом, хотя он достаточно прост и лишен какой-либо интеллектуальной системы управления.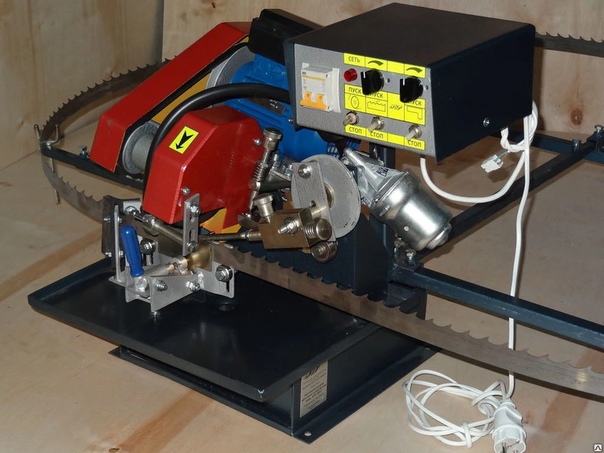 Секрет прост – настройка толкателя зуба, который подводит острие к шлифовальному кругу, производится по максимальному шагу зуба. Таким образом диапазон работы толкателя охватывает оба возможных периода зубьев на ленте с переменным шагом. Главное, чтобы расстояние между зубьями не превышало 50 мм.
Секрет прост – настройка толкателя зуба, который подводит острие к шлифовальному кругу, производится по максимальному шагу зуба. Таким образом диапазон работы толкателя охватывает оба возможных периода зубьев на ленте с переменным шагом. Главное, чтобы расстояние между зубьями не превышало 50 мм.
Частый вопрос номер 2. Смогу ли я затачивать биметаллические полотна по металлу на этом станке? Что мы можем ответить на такой вопрос… Вообще-то при работе биметаллических пил по металлу зуб, как правило, изнашивается до корня, а корень, как известно, изготовлен из углеродистой стали, в то время как зуб – из быстрорежущей. Ответ напрашивается сам – на изношенных пилах по металлу нечего точить на этом станке. Это станок для деревообработки. Кроме того, полотна по металлу к тому моменту, когда теряют остроту, также утрачивают и прочность полотна. В них накапливаются микротрещины, приводящие к разрыву. В общем, не стоит рассматривать заточку изношенных биметаллических ленточных пил по металлу. Лучше мы сделаем для Вас новые!
Лучше мы сделаем для Вас новые!
Заточка ленточных пил – способы заточки и виды заточных станков
Итак, начну с общего описания ленточной пилы.
Ленточная пила имеет вид полотна, имеющего зубчатую кромку, соединенного в непрерывную ленту. Проще говоря, этот инструмент ни что иное, как замкнутая лента с зубьями.
А чтобы убедиться в том, что ленточная пила весьма значимый режущий инструмент, предлагаю рассмотреть его основные достоинства.
Достоинства ленточной пилы
В первую очередь, самый значимый плюс – ширина пропила инструмента. И действительно, сложно не заметить, что она значительно меньше, нежели чем у дисковых инструментов. И если для пиления бюджетной древесины этот момент сущий пустяк, то для резания ценных пород древесины и элитного материала лучше использовать, по понятной причине, ленточные пилы.
Да и потом, помимо этого ленточной пилой возможна нарезка любых заготовок. К тому же, инструмент обладает приличной скоростью работы и высоким качеством поверхности среза.
Но, безусловно, для ощущения всех этих достоинств необходимо ответственно подойти к заточке и разводке ленточной пилы.
Методы разводки пилы
Второй обязательной операцией по подготовке пил к работе после заточки является их разводка. С технической точки зрения она заключается в отгибе зубьев в стороны на необходимый угол. Смысл такой процедуры состоит в том, что бы снизить силу трения между зубьев. Это позволяет обеспечить свободное движение полотна инструмента по распиливаемой поверхности.
Смысл такой процедуры состоит в том, что бы снизить силу трения между зубьев. Это позволяет обеспечить свободное движение полотна инструмента по распиливаемой поверхности.
Самой распространенной разводкой пил является стандартная. При данном способе разводки звенья пилы отгибаются в разные стороны на расстояние не больше чем 0,4 мм. Провести такую разводку вполне возможно в домашних условиях, при этом необходимо будет проверить, чтобы угол отклонения зубьев был одинаковым.
Другой вид разводки — защищающий. Он обычно не применяется в домашних условиях, т. к. для этого необходимо отогнуть 2 зуба в разные стороны, оставив третий на месте. По сложности с ним сходна разводка волнистая. Здесь звенья полотна отгибаются в одну сторону, создавая при этом своеобразную «волну» на полотне. Эти типы разводок может выполнить только опытный мастер, поэтому в быту они практически не встречаются.
Занимаясь данной работой, нужно обязательно помнить о том, что разные типы пил требуют индивидуального подхода.

В связи с этим необходимо тщательно изучить инструкцию по эксплуатации пилы того или иного вида. В частности, в данном документе указана плотность металла полотна, а также рекомендуемый угол отклонения зубьев. Обычно он равен 30-60%, хотя для некоторых изделий он может быть увеличен.
Подбор мастера для заточки пилы
Т. к. ленточную пилу, предназначенную для распила большого объема деревянных изделий, практически невозможно развести и заточить самостоятельно, возникает вопрос с подбором специалиста, который будет проводить такую работу. Лучше будет, если он произведет данные работы на профессиональном станке. Поэтому обязательно уточните этот момент, оформляя свой заказ.
Кроме того, мастер должен уметь выполнять все виды заточки и разводки, а не только простейшие. Это позволит вам сохранить свой инструмент от преждевременного износа и получить качественный разрез. Если мастер вам заявляет, что существует только один тип заточки — сразу же отказывайтесь от его услуг, т. к. профессионалом он не является.
к. профессионалом он не является.
Настоящий профессионал должен иметь соответствующий сертификат. На его наличие или отсутствие вы должны будете ориентироваться при подборе специалиста по заточке ленточных пил.
- Режущее ленточное полотно по дереву
- Как работает ленточная пила по дереву и ее сборка
- Дисковая пила для работы по дереву: о том, как выбрать инструмент
Материал для изготовления ленточных пил
Ленточная пила для древесины изготавливается из инструментальной стали твердостью 45 HRC, а для металла в основу берут стали В2Ф, 9ХФ ,C75, Uddeholm UHB 15 и др, для углеродистых сталей в основе режущего инструмента инструментальная сталь, при этом, проводится закалка зубьев для которой используются токи высокой частоты.
Хотелось бы отметить, что для нарезки металла можно использовать и биметаллическую пилу, которая после закалки обладает твердостью 65-69 HRC.
Разобравшись немного с материалами, из которых изготавливают ленточные пилы, плавно перейдем к зубьям режущего инструмента и их заточке.
Основные сведения о ленточных пилах
Ленточная пила – это режущий инструмент, выполненный в виде зубчатой ленты, имеющей замкнутый контур. Для его обслуживания необходим специальный заточной станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных дисковых моделей. Наиболее значимым из таких отличий является возможность получения с помощью такого инструмента пропила с минимальной шириной. Следует отметить, что это особенно актуально тогда, когда необходимо выполнить распил древесины ценных пород и заготовок из дорогого металла.
Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей, изготовленных из разных материалов и имеющих различную конфигурацию. Такая обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством реза и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке выполняется не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно если вы справляетесь с этим своими силами) необходимо строго придерживаться рекомендаций квалифицированных специалистов.
При обслуживании ленточного инструмента (особенно если вы справляетесь с этим своими силами) необходимо строго придерживаться рекомендаций квалифицированных специалистов.
Aвтоматическая ленточная пила BOMAR
Ленточные пилы в зависимости от характеристик обрабатываемого материала могут быть изготовлены из разных материалов, отличаться геометрией режущих зубьев. Если говорить о разделении заготовок из металла, здесь наибольшее распространение получили две марки стали, используемые для изготовления пил: 9ХФ и В2Ф. Оборудование для распила древесины оснащается пилами, выполненными из инструментальной стали, твердость которой по шкале HRC составляет не менее 45 единиц.
Ленточные инструменты для распиловки древесины дополнительно подразделяются на три типа: столярные, делительные, для обработки бревен. Инструменты, относящиеся к разным типам, естественно, имеют разные параметры (размеры полотна, форма и угол заточки). Более твердые породы дерева обрабатывают инструментом с меньшим углом заточки.
Сегодня все активнее используются ленточные пилы биметаллического типа, которые необходимы для разделения заготовок, выполненных из твердых сортов стали. Биметаллическими такие пилы называются потому, что состоят из двух разных металлов: режущие зубья – из стали с большим содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна значительно дороже типовых моделей, так как для их изготовления необходимо специальное оборудование, в котором соединение двух разнородных металлов происходит под действием электронного луча.
Биметаллическая ленточная пила
Зубья и углы заточки
У ленточный пил различная геометрия зубьев ввиду различного типа и свойств обрабатываемого материала.
Если рассматривать древесину, то зубья подразделяют на:
- — столярные;
- — делительные;
- — для распиловки бревен.
Что касается углов заточки, то тут уж фирма производитель определяет этот параметр. В основном, принято, что чем тверже материал, соответственно, тем меньше передний угол.
Для ленточных пил по металлу, зубья обычно имеют форму — стандартную, либо с положительным передним углом. Этот момент немного разъясню: стандартная форма зубьев применяется для того, чтобы пилить тонкостенный материал, а форма с положительным передним углом, как уже несложно догадаться, для резки толстостенного материала.
Предлагаю взглянуть на небольшую картинку, которая может пояснить, какие профили у зуба могут быть и где они, эти самые профили, применимы.
Помимо этого, важен шаг зубьев. Так, допустим, для тонкостенного материала следует использовать инструмент с малым числом зубьев, а для толстостенных наоборот, с большим числом зубьев на дюйм.
Теперь взглянем еще на картинку, на которой мы наглядно увидим, чем отличаются пилы с переменным шагом зубьев от пил с постоянным шагом зубьев.
Частенько, пилы делают именно с переменным шагом, дабы устранить эффект резонанса.
Далее, предлагаю узнать, какие виды разводок ленточных пил бывают.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.
Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Разводка ленточной пилы
Задача разводки состоит в отгибе зубьев в стороны, чтобы предотвратить сжатие полотна инструмента и уменьшить трение.
Существуют несколько видов разводки:
- — с помощью классической разводки мы получаем зубья, которые отгибаются вправо и влево поочередно;
- — с помощью зачищающей разводки первоначальную позицию сохраняет каждый 3й зуб;
- — с помощью волнистой разводки каждому зубу присвоена своя величина отгиба (тем самым и образуется волна).
Важно знать, что при разводе осуществляют отгиб части зуба (треть, либо две трети от вершины), но никак не всего зуба.
Далее, наконец-то поговорим о заточке ленточной пилы.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.

- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.

Обратите внимание! Осуществляя разводку, следует отгибать не весь зубчик, а только его треть либо две трети от вершины. Компании-производители советуют осуществлять операцию так, чтобы диапазон отгибания укладывался в 0.3-0.7 миллиметра. Производится работа с помощью специализированного разводящего инструмента.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
- Нужда в операции определяется зрительно. При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
- Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
- Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
- Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
 Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Обратит внимание! Теоретическая инструкция заточки ленточных пил по дереву оповещает, что осуществлять ее следует или по передней стороне зубцов, или как по задней, так и по передней.
 В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к. это более удобно.
В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к. это более удобно.Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.

Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Заточка ленточной пилы
Для предотвращения разрыва инструмента во время работы, необходимо соблюдать правила заточки.
Твердость зубьев определяет круг, который будет использоваться для заточки. Так, инструментальную сталь обрабатывают корундовым кругом, биметаллическую пилу алмазным или бронзовым образцом. Параметры инструмента определяют форму заточного круга.
Так, инструментальную сталь обрабатывают корундовым кругом, биметаллическую пилу алмазным или бронзовым образцом. Параметры инструмента определяют форму заточного круга.
Обычно, применяют формы:
- — профильные;
- — чашечные;
- — плоские;
- — тарельчатые.
Перед тем, как перейти непосредственно к работам по заточке, необходимо дать пиле повисеть 10-12 часов в вывернутом состоянии.
Виды ленточных пил
Несмотря на то что все пилы ленточной конструкции имеют в своем составе такой элемент, как лента, и поэтому внешне мало отличаются друг от друга, между ними есть принципиальные скрытые отличия, понятные только опытному мастеру. Заключаются они в виде зубьев и способе их разводки. Разные зубья предназначены для выполнения разного вида работ.
Так, исходя из этого показателя и типа распиливаемого материала, все ленточные пилы можно разделить на:
- столярные;
- делительные;
- распиловочные.
Исходя из данной информации, стоит выбирать тот или иной тип пил для проведения распиловочных работ.
Кроме того, подбирая необходимую вам пилу, стоит внимательно осмотреть ее зубья, а именно изучить их геометрию. Существует непреложное правило: чем более твердый и плотный материал вы собираетесь пилить, тем меньшим должен быть шаг зубьев изделия и их передний угол.
Если вы собрались распиливать древесину с тонкостенной поверхностью, то вам для этого понадобится инструмент с малым или же стандартным шагом зубьев, т. к. именно они адаптированы под проведение подобных работ. Если же вы начнете пилить изделие с помощью пилы с крупными зубьями, то риск ее поломки значительно возрастет. Лучше всего ее использовать по прямому назначению: для обработки толстостенных металлических и деревянных изделий.
Правила заточки пил
Если вы решили заточить вашу ленточную пилу самостоятельно, соблюдайте некоторые достаточно несложные правила, касающиеся технологии процесса, а также техники безопасности при проведении таких работ.
Во-первых, при проведении операций для заточки ленточных пил используйте исключительно круги специального назначения. Подбираются они в зависимости от уровня твердости зубьев вашей пилы. Кроме того важна и форма такого круга, выбираемая в зависимости от технической особенностей вашей пилы. Так известны заточные круги профильные, плоские и в виде тарелки или чашки.
Подбираются они в зависимости от уровня твердости зубьев вашей пилы. Кроме того важна и форма такого круга, выбираемая в зависимости от технической особенностей вашей пилы. Так известны заточные круги профильные, плоские и в виде тарелки или чашки.
Во-вторых, пред тем как начать затачивать пилу, в обязательном порядке проверьте, насколько равномерно зубья пилы могут срезать обрабатываемую поверхность. В процессе заточки избегайте резких движений и рывков. Это поможет вам сохранить высоту зубьев и их первоначальный вид.
В-третьих, контролируйте уровень охлаждающей жидкости в механизме точильного круга. Это поможет вам избежать его перегрева и обеспечит большую точность заточки пилы.
В-четвертых, после окончания процедуры заточки в обязательном порядке проконтролируйте отсутствие на полотне заусениц и задиров. В случае обнаружения таковых, их стоит удалить с помощью шлифмашинки или же точильного круга.
Что же касается техники безопасности, то все работы по заточке пил должны осуществляться исключительно в защитных очках и с использованием респиратора. В крайнем случае можно надеть защитную маску.
Выделяют два основных способа заточки ленточной пилы.
1 способ
Именуется как полнопрофильная заточка. Производиться на автоматическом станке, что сразу же обозначает, что заточка будет качественной. Принцип заточки основан на прохождении всей межзубовой впадины с соответствующими поверхностями соседних зубьев в одно движение эльборовым кругом, который подбирают по форме непосредственно. Из этого следует, что угловатые формы у основания зубьев мы не получим. Это просто исключено.
Часто применяются круги, абразив которого могут составить — электрокорунд, эльбор или алмазное напыление.
Пожалуй, единственный существенный минус этого способа это то, что для разнопрофильных пил нужны различные круги.
2 способ
Характеризуется заточкой граней зубьев. Может осуществляться используя станок, тогда идет опять подборка круга. Ручная же обработка производится гравером или на обычном станке с соблюдением техники безопасности, либо используя надфиль (его суть – произвести несколько движений по передней или задней поверхности зубьев)
Чтобы заточить ленточную пилу своими руками, необходимо:
- — исключить сильный нажим круга;
- — обеспечить равномерный съем металла по профилю зуба;
- — обеспечить сохранность высоты, а также, профиля зуба;
- — контролировать отсутствие заусенцев;
- — использовать охлаждающую жидкость.
При наличии зазубрин на поверхности зуба, пила будет быстро затупляться. Поэтому важно иметь гладкую поверхность зубьев. Также необходимо, чтобы радиус у основания зуба сохранялся. Это нужно для предотвращения возникновения трещин и разрыва полотна.
Пилу следует точить, как только появляется заметное усилие для перемещения ее в древесине. Большинство деревообработчиков с удовольствием тодточат инструмент, но могут и обратиться к профессионалу, если требуется развод зубьев. Делать развод следует через 4-5 заточек или если пила «уходит» от намечеиноzо направления из-за неправильною развода. Зубья, закаленные электрическим способом, ручной заточке не подлежат, а затупленные сменные полотна для тонкой работы просто выбрасываются.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.
Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена. Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
Развод зубьев пилы
Если пила начинает выгибаться или застревать в пропиле, сделайте новый развод зубьев. Подготовьте оправку к работе: ослабьте запорный винт и поверните упор, совместив указанный на нем размер зуба (соотетствующий вашей пиле) с меткой на приспособлении. Затяните запорный винт, сделайте развод каждого зуба, который должен быть отклонен от вас. Переверните пилу и повторите операцию с другими зубьями. Проверьте, не пропустили ли вы какой-то зуб, держа пилу на уровне глаз зубьями от себя.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас. Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам. Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков. Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну. Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.
Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только «кажущаяся». Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
Основные принципы и виды заточки ленточных пил по дереву
Станки для деревообработки, самые дорогие или самые доступные по цене, импортные или отечественные, для распиловки пиловочника или для столярной мастерской — это всего лишь механизмы, которые по сути только протягивают ленточную пилу сквозь материал, тем самым обеспечивая изготовление конечной продукции. Качество готового материала, «деловой доски» или необрезной доски, ее правильные геометрические размеры, напрямую зависят от качества подготовки той самой ленточной пилы, которая вращается на шкивах станков. Подготовка пилы заключается в двух этапах: заточка и разводка зубьев. Не понимая принципов и не зная видов подготовки ленточных пил к работе, любой, даже самый дорогой станок не даст на выходе пиломатериал, который действительно будет востребован на рынке.
Как избежать преждевременно разрыва ленточной пилы.
Правильная заточка ленточных пил по дереву, по сути, предусматривает 3 операции:
- снятие микротрещин, которые образуются в пазухе зубьев
- формировка правильных углов атаки и заднего угла
- снятие точек напряжения
Все три операции имеют очень важное значение и являются необходимыми звеньями в логическое цепи «подготовка режущего инструмента = долгий срок службы ленточной пилы». Выпадение одного из этапов, либо неправильное его исполнение, гарантировано загубят пилу и вскоре выведут ее из работы.
Также необходимо отметить, что разрыв ленточных пил может происходить из-за неправильной регулировки (установки) станка. Проверка регулировок, а также целостность направляющих, подшипников и успокоителей необходимо производить не реже 1 раза в 2 недели.
Виды заточного оборудования для обслуживания ленточных пил:
1) Заточка производится узким абразивным кругом, созданным специально для ленточных пил (бакелитовым или на керамической связке).
2) Заточка производится эльборовым (боразоновым) диском.
Заточка ленточных пил узким абразивным кругом.
В настоящее время данный способ уходит в прошлое. Станки для заточки ленточных пил бакелитовым или керамическим кругом имеют множество различных регулировок и учесть все нюансы, а также избежать ошибок, начинающему мастеру, достаточно сложно. Среди них и прижоги, и шероховатые поверхности (заусенцы), и отсутствие проточки пазухи, формирование неправильных углов зубьев ленточных пил. Как было сказано выше, все это ведет к неизбежному выходу из строя режущего инструмента.
Пожалуй, единственным плюсом, который можно выделить, является относительная невысокая стоимость станков и оснастки.
Факторы влияющие на правильность заточки ленточных пил при использовании узких абразивных кругов:
- технический фактор (правильная регулировка станка по всем осям, углам входа и выхода, высоты проточки, глубины снятия металла)
- инструментальный фактор (правильный подбор заточного диска, формирования угла атаки диска, зернистости и т.д.)
- человеческий фактор (зачастую, лень и отсутствие должного внимания у мастера играет злую роль и приводит к печальным последствиям)
Заточка ленточных пил боразоновым (эльборовым) диском.
Подготовка режущего инструмента к работе на станках с использованием алмазных инструментов является современным и надежным способом избежать проблем при распиловке пиловочника и получении правильных геометрических размеров пиломатериала.
В отличии от узких кругов, эльборовый в точности повторяет профиль зубьев ленточной пилы. Постоянно вращаясь на оси, круг производит движения вверх-вниз, протачивая пазуху, углы, снимая напряжения за один проход. Процесс происходит в автоматическом режиме, ленточная пила проталкивается специальным приводным толкателем.
Точность заточки зависит от правильности подбора профиля заточного круга. Наиболее часто используемые профили ленточных пил:
Профиль 4°/32° редко используемый профиль, предназначен для сверхтвердых пород, сухой древесины и для использования в холодное время года. Профиль 9°/29° профиль предназначен для твердой древесины в холодное время года. Профиль 10°/30° универсальный профиль, чаще всего используется в южной и средней полосе с мягким климатом. Профиль 13°/29° больше подходит для мягких пород, увеличивает скорость пиления
Срок эксплуатации эльборовых дисков зависит от следующих факторов:
1) правильности подбора «профиль пилы — профиль заточного диска» (в случае, когда этот пункт нарушен, заточной диск «облысеет» в местах, где есть несоответствие)
2) качество и слой боразонового напыления
3) надежный поставщик (мы поставляем только качественные проверенные опытом и временем эльборовые заточные диски, таких производителей как Wood-Mizer и Астрон)
4) наличие системы охлаждения и правильный выбор охлаждающей жидкости
5) правильность регулировок
6) состояние заточного оборудования.
Заточка ленточных пил – способы заточки и виды заточных станков
Если вы пользуетесь ленточной пилой, имейте в виду, что заточить ее самостоятельно совсем несложно. При этом вам не придется оплачивать услуги по заточке, оказываемые специализированными мастерскими.
Полотно ленточной пилы
Основные сведения о ленточных пилах
Ленточная пила – это режущий инструмент, выполненный в виде зубчатой ленты, имеющей замкнутый контур. Для его обслуживания необходим специальный заточной станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных дисковых моделей. Наиболее значимым из таких отличий является возможность получения с помощью такого инструмента пропила с минимальной шириной. Следует отметить, что это особенно актуально тогда, когда необходимо выполнить распил древесины ценных пород и заготовок из дорогого металла.
Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей, изготовленных из разных материалов и имеющих различную конфигурацию. Такая обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством реза и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке выполняется не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно если вы справляетесь с этим своими силами) необходимо строго придерживаться рекомендаций квалифицированных специалистов.
Aвтоматическая ленточная пила BOMAR
Ленточные пилы в зависимости от характеристик обрабатываемого материала могут быть изготовлены из разных материалов, отличаться геометрией режущих зубьев. Если говорить о разделении заготовок из металла, здесь наибольшее распространение получили две марки стали, используемые для изготовления пил: 9ХФ и В2Ф. Оборудование для распила древесины оснащается пилами, выполненными из инструментальной стали, твердость которой по шкале HRC составляет не менее 45 единиц.
Ленточные инструменты для распиловки древесины дополнительно подразделяются на три типа: столярные, делительные, для обработки бревен. Инструменты, относящиеся к разным типам, естественно, имеют разные параметры (размеры полотна, форма и угол заточки). Более твердые породы дерева обрабатывают инструментом с меньшим углом заточки.
Сегодня все активнее используются ленточные пилы биметаллического типа, которые необходимы для разделения заготовок, выполненных из твердых сортов стали. Биметаллическими такие пилы называются потому, что состоят из двух разных металлов: режущие зубья – из стали с большим содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна значительно дороже типовых моделей, так как для их изготовления необходимо специальное оборудование, в котором соединение двух разнородных металлов происходит под действием электронного луча.
Биметаллическая ленточная пила
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм. Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты.
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Чтобы облегчить процесс выполнения заточки, полотно ленточной пилы предварительно выворачивают и в таком состоянии подвешивают на 10–12 часов.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Способы заточки и оборудование для нее
Решать, какой способ заточки выбрать, надо в конкретном случае, но существует две основных схемы выполнения данного процесса.
Заточка по полнопрофильной схемеДля выполнения такой заточки применяют автоматизированные станки, на которые установлены круги эльборового типа. Выполнить такую заточку своими руками очень сложно. Технология обработки по этой схеме предполагает выбор точильного круга для каждого типа ленточной пилы. При этом учитываются размеры и форма зубьев. Сама заточка имеет следующие особенности: она выполняется за одно перемещение круга, при этом он одновременно обрабатывает поверхности двух зубьев, расположенных рядом. При таком методе заточки удается получить плавный переход у основания зубьев. Самый большой минус такой технологии заточки заключается в необходимости использования отдельных заточных кругов для обработки пил с разными характеристиками режущих зубьев.
Заточка только граней режущих зубьевТаким способом можно заточить инструмент для своей пилорамы и вручную, и на станке. Заточить грани зубьев пилы вручную можно при помощи обычного гравера или надфиля. Однако более качественно и быстро сделать заточку по такой технологии позволяют специальные станки. В таком случае также придется подбирать круги для ленточных пил разного размера и с различной конфигурацией зубьев.
Устройство для заточки ленточных пил АЗУ-02/6.
Конструкция стандартного заточного станка включает в себя следующие элементы:
- основание;
- приводы для обеспечения подачи полотна пилы, вращения и качания точильного круга;
- устройство для закрепления обрабатываемого инструмента.
Управление всеми движениями заточного круга и ленты пилы осуществляется при помощи специального электронного блока.
При выполнении заточки зубьев пилы своими руками (особенно если у человека, который этим занимается, нет соответствующего опыта) могут возникать следующие проблемы: появление неправильной формы пазух между зубьями и несоблюдение угла их наклона. Причины таких недостатков заключаются, как правило, в следующем: для точения используется круг несоответствующего профиля, выбран неправильный угол его наклона, смещен эксцентрик заточного станка.
Станки для разводки ленточных пил в Москве
Разделка и распиловка массивов древесины и рядовых пиломатериалов выполняется двумя типами станков – циркулярной дисковой пилой и ленточными бесконечными пилами. Технология разрезки с помощью тонкой ленточной пилы, сваренной в кольцо, дает меньше отходов, выше качество обрабатываемой поверхности, и признается наиболее прогрессивной технологией обработки древесины. Высокая скорость пореза и давление на режущую кромку ленты требуют периодически восстанавливать остроту полотна, используя заточной станок для ленточных пил. Сегодня, кроме плотных древесных массивов, лентой режут и отдельные марки сталей и сплавов.
Как затачивают ленточные пилы
Чтобы добиться высокой производительности, пильное полотно изготавливается из хром-ванадиевых сталей, обладающих высокой стойкостью к истиранию и твердостью поверхности. Дорогие модели ленточных пил делают в виде двух сваренных лент, разной ширины и разного металла.
Для широкой части используются пружинные марки стали, обладающие высокой стойкостью к переменным нагрузкам. Для тонкой полоски полотна используют сплавы, содержащие кобальт и вольфрам. Заточка ленточных пил по дереву такой конструкции требует использования специальных материалов. Для обычной пилы из стали 9ХФ применяются заточные круги на основе нитридов бора или титана. Кобальтовые или вольфрамовые сплавы приходится резать алмазными материалами.
Чтобы правильно подготовить режущую кромку ленточной пилы к работе на заточном оборудовании, потребуется:
- Выполнить разводку ленточного полотна, последовательно отгибая половину или 2/3 высоты каждого зубья в разные стороны от линии реза. Оптимальная величина отгиба 0,5-0,7 мм. Операцию выполняют с помощью специального приспособления до момента установки пилы на заточной станок;
- Правильно настроить на заточном станке высоту и грань затачиваемого профиля. Инструкция по заточке ленточных пил требует обработки передней грани профиля зуба, но допускается также переточка пилы по задней грани. Ленточные пилы по металлу имеют наименьшую высоту и шаг профиля;
- Точно настроить движение заточного круга станка по профилю впадины зуба. В этом случае достигается полнопрофильная заточка. Если толщина полотна маленькая, заточное устройство для ленточных пил настраивают для обработки верхних режущих кромок профиля, чтобы избежать утончения основания зуба.
К сведению! Кроме того, потребуется правильно настроить положение заточного круга по переднему углу наклона зуба. Чем плотнее и тверже разрезаемый материал, тем меньше величина угла.
Параметры профиля и угла наклона задаются при производстве ленточной пилы, и на протяжении всего периода эксплуатации не меняются. При неправильной настройке наклона заточного камня станка оптимальный угол может быть искусственно увеличен. В результате пила, установленная на распиловочный станок, будет работать с перегрузкой и быстро выйдет из строя.
Состояние ленточной пилы и необходимость выполнения заточки зачастую определяют по усилию реза и визуально по режущей кромке профиля. Для режущих полотен маломощных станков можно даже не использовать станок для заточки ленточных пил, подправить кромку с помощью надфиля. Малая величина удаляемого металла практически не влияет на геометрию, но способна существенно повысить режущую способность полотна.
Основные принципы и виды заточки ленточных пил по дереву
Станки для деревообработки, самые дорогие или самые доступные по цене, импортные или отечественные, для распиловки пиловочника или для столярной мастерской — это всего лишь механизмы, которые по сути только протягивают ленточную пилу сквозь материал, тем самым обеспечивая изготовление конечной продукции. Качество готового материала, «деловой доски» или необрезной доски, ее правильные геометрические размеры, напрямую зависят от качества подготовки той самой ленточной пилы, которая вращается на шкивах станков. Подготовка пилы заключается в двух этапах: заточка и разводка зубьев. Не понимая принципов и не зная видов подготовки ленточных пил к работе, любой, даже самый дорогой станок не даст на выходе пиломатериал, который действительно будет востребован на рынке.
Как избежать преждевременно разрыва ленточной пилы.
Правильная заточка ленточных пил по дереву, по сути, предусматривает 3 операции:
- снятие микротрещин, которые образуются в пазухе зубьев
- формировка правильных углов атаки и заднего угла
- снятие точек напряжения
Все три операции имеют очень важное значение и являются необходимыми звеньями в логическое цепи «подготовка режущего инструмента = долгий срок службы ленточной пилы». Выпадение одного из этапов, либо неправильное его исполнение, гарантировано загубят пилу и вскоре выведут ее из работы.
Также необходимо отметить, что разрыв ленточных пил может происходить из-за неправильной регулировки (установки) станка. Проверка регулировок, а также целостность направляющих, подшипников и успокоителей необходимо производить не реже 1 раза в 2 недели.
Виды заточного оборудования для обслуживания ленточных пил:
1) Заточка производится узким абразивным кругом, созданным специально для ленточных пил (бакелитовым или на керамической связке).
2) Заточка производится эльборовым (боразоновым) диском.
Заточка ленточных пил узким абразивным кругом.
В настоящее время данный способ уходит в прошлое. Станки для заточки ленточных пил бакелитовым или керамическим кругом имеют множество различных регулировок и учесть все нюансы, а также избежать ошибок, начинающему мастеру, достаточно сложно. Среди них и прижоги, и шероховатые поверхности (заусенцы), и отсутствие проточки пазухи, формирование неправильных углов зубьев ленточных пил. Как было сказано выше, все это ведет к неизбежному выходу из строя режущего инструмента.
Пожалуй, единственным плюсом, который можно выделить, является относительная невысокая стоимость станков и оснастки.
Факторы влияющие на правильность заточки ленточных пил при использовании узких абразивных кругов:
- технический фактор (правильная регулировка станка по всем осям, углам входа и выхода, высоты проточки, глубины снятия металла)
- инструментальный фактор (правильный подбор заточного диска, формирования угла атаки диска, зернистости и т.д.)
- человеческий фактор (зачастую, лень и отсутствие должного внимания у мастера играет злую роль и приводит к печальным последствиям)
Заточка ленточных пил боразоновым (эльборовым) диском.
Подготовка режущего инструмента к работе на станках с использованием алмазных инструментов является современным и надежным способом избежать проблем при распиловке пиловочника и получении правильных геометрических размеров пиломатериала.
В отличии от узких кругов, эльборовый в точности повторяет профиль зубьев ленточной пилы. Постоянно вращаясь на оси, круг производит движения вверх-вниз, протачивая пазуху, углы, снимая напряжения за один проход. Процесс происходит в автоматическом режиме, ленточная пила проталкивается специальным приводным толкателем.
Точность заточки зависит от правильности подбора профиля заточного круга. Наиболее часто используемые профили ленточных пил:
Профиль 4°/32° редко используемый профиль, предназначен для сверхтвердых пород, сухой древесины и для использования в холодное время года. Профиль 9°/29° профиль предназначен для твердой древесины в холодное время года. Профиль 10°/30° универсальный профиль, чаще всего используется в южной и средней полосе с мягким климатом. Профиль 13°/29° больше подходит для мягких пород, увеличивает скорость пиления
Срок эксплуатации эльборовых дисков зависит от следующих факторов:
1) правильности подбора «профиль пилы — профиль заточного диска» (в случае, когда этот пункт нарушен, заточной диск «облысеет» в местах, где есть несоответствие)
2) качество и слой боразонового напыления
3) надежный поставщик (мы поставляем только качественные проверенные опытом и временем эльборовые заточные диски, таких производителей как Wood-Mizer и Астрон)
4) наличие системы охлаждения и правильный выбор охлаждающей жидкости
5) правильность регулировок
6) состояние заточного оборудования.
Заточные механизмы и станки для ленточной пилы
Полотно небольшой длины с малоразмерными зубами можно заточить надфилем или насадкой к граверному станку. Это тяжело и долго, но вполне возможно. Главная проблема ручного затачивания заключается в том, что каждый зуб имеет едва уловимое отклонение от оптимальных параметров. Установленная на распиловочный станок лента испытывает нерасчетные нагрузки и сильно нагревается.
Заточной электрический станок позволяет сделать кромки всех зубьев ленточной пилы более-менее одинаковыми. Необходимо только правильно настроить систему подачи полотна и величину захода заточного эльборового круга в профиль.
Конструктивно станки для заточки и восстановления кромок ленточных пил делятся на несколько категорий:
- Полуавтоматические с ручным приводом полотна и консоли абразивного инструмента;
- Станки с настраиваемым шагом перемещения и подачи пилы с автоматической заточкой профиля по регулируемым параметрам полотна. Помимо геометрии зуба, датчик станка отслеживает количество заточенных в ленте зубов и автоматически останавливается после выполнения полного цикла;
- Обрабатывающие центры с программируемой установкой необходимых параметров подачи и заточки. Такие конструкции используются для затачивания сложных и массивных лент с применением охлаждающих жидкостей и контролем рабочей температуры и качества обработки.
К сведению! Прежде чем пытаться заточить пилу вручную, дедовским способом, стоит помнить, что по статистике 80% поломок вызвано дефектами при заточке.
Первые модели заточных станков были практически полностью ручными. В отличие от современных моделей, подачу полотна, настройку углов и затачивание необходимо было выполнять встроенными приводами ленты и абразивного круга. Для работы на таком станке требовался очень серьезный опыт, и подготовка специалиста по заточке ленточной пилы занимала достаточно большой период времени.
С появлением автоматизированных станков человеческий фактор стал уменьшаться. Теперь было достаточно правильно отрегулировать движение кулачка подачи и угол заточки зуба. Все остальные операции выполнялись дублированием настроек.
Заточные центры позволили в разы увеличить качество и производительность работы. Самые сложные разнопрофильные пилы затачивались с максимальной точностью.
Устройство и работа заточного станка
В качестве типичного представителя парка полуавтоматов для заточки пил можно привести станок ПСЗЛ.
Настройка параметров работы выполняется регулировочными винтами:
- Винтом 1 регулируется положение под абразивным инструментом и определяется глубина врезания по передней кромке;
- Точкой 2 настраивается глубина опускания диска, фиксатор позиции 3 используется для установки максимального предела для заглубления;
- Поворотным регулятором 4 определяется шаг зуба, с которым кулачок будет проталкивать ленту вдоль прижимных планок.
Чтобы станок мог определить точку, с которой началась заточка зубьев, на полотно с внутренней стороны устанавливается магнит.
В процессе выполнения обработки стального полотна материал охлаждается маслом. Жидкость стекает с поверхности ленточной пилы, собирается и перекачивается масляным насосом через фильтр и магнит. Первый задерживает немагнитные включения и абразивную пыль, второй – металлическую стружку.
Автомат ПЗСЛ 30/60 способен обрабатывать любой профиль зуба для наиболее распространенных размеров лент, длиной от 30 до 60 мм до 10 м. В качестве рабочих дисков применяются эльборовые и алмазные круги. Чтобы освоить работу на заточном станке, даже неопытному человеку потребуется практика в течение 1-2 часов, как на видео:
Наиболее удачные станочные заточные системы
Среди наиболее известных станочных автоматов можно отметить продукцию компании Wood-Mizer, специализирующуюся на изготовлении пилорам и распиловочных линий. Например, станок BMS500, оснащенный электрическим приводом в 500 Вт, способен в полностью автоматическом режиме затачивать полотно ленточной пилы любой сложности за 4-5 мин работы.
Кроме полных автоматов,фирма выпускает целую линейку полуавтоматических и ручных станков, позволяющих заточить зубья ленточной пилы с максимальной точностью и тем самым обеспечить увеличение ресурса на 30-50%.
Одним из лучших производителей станочного заточного оборудования для пил является компания Vollmer, специализирующаяся на выпуске точной программируемой механики.
Третью строчку в рейтинге производителей заточных систем можно отдать компании Lenker, специализирующейся на выпуске режущего инструмента для станков.
Заточной станок для ленточных пил. Заточное устройство для ленточных пил по ГОСТ 6532-77.
Заточной станок для ленточных пил по ГОСТ 6532-77 модели АЗУ-2 и САЗП-1
Наши пило заточные станки серийно выпускаются с 2000 года. Постоянно ведутся работы по совершенствованию заточных устройств, как в плане простоты и удобства работы, так и качества механизмов и комплектующих. Что обеспечивает высокую надежность и продолжительный срок службы наших изделий.
Заточное устройство АЗУ-2
применяется для автоматической заточки ленточных пил с любой формой зуба как отечественного, так и импортного производства. Заточка ведется одним непрерывным движением по стороне зуба вниз, затем вокруг основания впадины между зубьями и вверх по обратной стороне зуба.
Регулировка величины снимаемого припуска по передней и задней поверхности производится раздельно. Заточка производится с СОЖ или без нее. Предусмотрена плавная регулировка скорости подачи ленточной пилы.
Область применения заточного станка для ленточных пил АЗУ-2:- Заточка ленточных пил по дереву ГОСТ 6532-77;
- Заточка ленточных пил по металлу ГОСТ Р 53924-2010;
- Заточка ленточных пил для пищевой промышленности ГОСТ 31525-2012;
- Ленточных пил для легкой промышленности ГОСТ Р 53924-2010.
Отличительные особенности заточного устройства АЗУ-2:
- Не большие габариты и вес пило заточного станка;
- Простота и надежность в работе;
- Быстрая переналадка;
- Высокой точность заточки зубьев;
- Возможность подачи СОЖ;
- Высокая производительность;
- Удобство и простота эксплуатации;
Заточной станок АЗУ-2.5
Станок АЗУ-2.5 отличается от АЗУ-2 возможностью использовать однофазный ток 220В.
Заточной станок АЗУ-2.8
Заточной станок АЗУ-2.8 выпускается 2008 года. Единственное отличие от АЗУ-2 – модернизированный прижим пилы, позволяющий перемещать полотно с постоянным усилием.
Заточной станок для ленточных пил АЗУ-2.9
С 2009 года выпускается модель АЗУ-2.9. Этот станок производит заточку ленточных пил эльборовым (боразоновым) профильным кругом (127 х 22,2 х 12,7). При заточке используется СОЖ, которая подается центробежным насосом. В качестве СОЖ применяется масло с добавлением солярки (чтобы уменьшить вязкость).
Для достижения высокой частоты вращения эльборового круга (5200 об/мин) в конструкция станка применяются высокоточные изделия и подшипники высокого качества импортного производства. станок укомплектован сеточным фильтром для сбора крупных металлических фракций и магнитным приспособлением для мелких металлических частиц. Также в комплектацию входит шаблон для настройки эльборового круга на заданный угол пилы.
В модели АЗУ-2.9M для подачи СОЖ применяется более надежный шестеренчатый насос, который предназначен для жидкостей высокой вязкости.
В 2018г станок АЗУ-2.9М сняли с производства.
АЗУ-2.7 отличается от АЗУ-2.9 тем, что работает от однофазного источника питания напряжением ~ 220В.
АЗУ-2.7М отличается от АЗУ-2.9М тем, что использует питание от однофазной электрической сети ~ 220В.
Технические характеристики заточного устройства:
Cтанок для заточки ленточных пил по металлу – Самодельные станки
Не знаю точил раза на три хвотало так как развод делать безполезно.Закалка не позволяет.А плуавтомат купить с ЧПУ надо чтоб пилы с переменным шагом затачивать.Вобщем накладно.А руками контроль всеравно есть.Да и так чувствую что камень начал засаливаться Чутье вырабатывается со временем и зависит только от желания и от усидчивасти.По старинке можно сказать прислушиваться надо к металлу.Возят пилы давно.Клиентов сманил к себе.Занятие я вам скажу :sad:.Есть полуавтомат.Есть возможность взять.Купить.Работал там где собирают ленточнопильные комплексы в Барнауле.Сам их настраивал обучал заточке.О не нравиться мне полуавтомат :unknw:Мне метал чувствовать надо.Тем более не на ленточной пилораме работаю сейчас.Качество на руках лутьше.По отзывам.Станки то поджоги дают то пропускают там где зуба нет или долгодумают на месте сварки порою срубая все зубья которые ей попадутся.Я постоянно не даволен качкством станков и своей работы.Следить приходиться за собой :rolleyes:
нельзя себя так любить тока без обид
возможно ты класный спец :nea: и пилы после твоей ручной заточки обретают новую жизнь (возможно?!!!) но пилы по металу не точат!!, при правильной регулеровке станка они режут долго и упорно, при не правильной полотно растрескается раньше чем затупиться . проверено ,доказано,испробовано :buee:
подшипники привода ленты без люфтов , полотно натянуто правильно, в конце смены снимается натяжка полотна , башмаки выставлены по размеру заготовки, шаг зуба выбран верно,тип полотна подобранправильно , нормальная СОЖ , последнее в списке ,но не последне по значению толковый рабочий и будет ВАМ счастье :db:
а точить ленту глупо и никому не надо, поэтому и станков ни мы ни буржуи не выпускают
и последнее после твоей ручной заточки пилу будет уводить(спорю на твой не любимый полуавтомат ) тогда нахер покупать ленту проще резать на ГЕЛЕРЕ расход метала тотже и станки по заточке есть
устал :bad:
Точилки для пил для пил | Оборудование Iseli
Заточка пилы
Когда вы ищете способы ускорить процесс заточки лезвий и ножей и добиться высочайшего качества, ничто не сравнится с характеристиками файлового оборудования Iseli. Швейцарский производитель ножей для промышленных станков и станков для заточки пил для лесопилок известен во всей отрасли благодаря производству инновационных продуктов, обеспечивающих максимальную эффективность.
Станки Iseli для заточки дисковых пил, шлифовальных и заточных инструментов настолько эффективны, что мы с гордостью можем использовать их на нашем собственном производственном предприятии и в автоматизированном шлифовальном центре в Йорке, штат Пенсильвания.
Oleson Saw, подразделение York Saw & Knife Co, Inc. и ведущий поставщик высококачественных промышленных лезвий и ножей по индивидуальному заказу, является единственным официальным дилером оборудования для хранения документов Iseli в Соединенных Штатах. Независимо от того, занимаетесь ли вы рынком лесопильного оборудования для заточки циркулярных и ленточных пил или оборудования для хранения документов для обслуживания лезвий, используемых в упаковке, текстиле и пищевой промышленности, мы предлагаем полный выбор, соответствующий вашим требованиям.
Запросить бесплатное предложение
Оборудование лесопильного и лесопильного цеха Исели
Точилки для лезвий – важные инструменты для обеспечения бесперебойной и эффективной работы промышленных процессов резки, обработки пиломатериалов и фрезерования.Мы сотрудничаем с механическими цехами, которые специализируются на заточке промышленных лезвий, а также с любыми предприятиями, которые хотят добавить или улучшить свои собственные возможности заточки.
В нашем эксклюзивном ассортименте оборудования для заточки пил и пиломатериалов Iseli вы найдете инструменты для всего: от шлифования профилей, правки и натяжения до заточки дисковых пил и шлифовки и заточки режущих лезвий, цепей и ручных инструментов. В нашем ассортименте:
Свяжитесь с нами по поводу оборудования для лесопильных заводов и решений для заточки пил для лесопильных заводов
Поднимите свои навыки заточки на новый уровень с помощью лучших пилок и заточных станков на рынке.Заполните нашу онлайн-контактную форму, чтобы запросить дополнительную информацию и помощь в размещении заказа сегодня.
Запросите бесплатное предложение на машины Iseli здесь
Деревообрабатывающий станок для заточки лезвий ленточной пилы, точилка для лезвий ленточной пилы
Название бренда : SH
Номер модели : MR1111, MR1115, MR1118, MR150
Сертификация: ISO
Место происхождения : провинция Шаньдун
MOQ: 1 НАБОР
Цена : US $ 200-3,000 / Set
Условия оплаты : T / T или L / C в смотровом стекле, Western Union
Возможность поставки : 10000 комплектов / год
Срок поставки : в течении 10 дней
Детали упаковки: экспортная упаковка поддонов
Состояние : Новый
Имя : Станок для заточки пил
Ширина помола: 30-150 мм
Диаметр песочного колеса: 150 мм- 250 мм
Гарантия качества: 1 год
Операция: Автомат
Связаться сейчас
Техническое обслуживание и заточка полотна ленточной пилы для достижения наилучшего качества резки
Выравнивание относится к процессу устранения неровностей (вмятин / неровностей) на полотне ленточной пилы.Обычно это выполняется в качестве первого шага технического обслуживания. После того, как вмятины будут расположены с помощью прямой кромки, их можно «выбить» с помощью шарикового или клюшечного молотка, вес которого должен соответствовать толщине лезвия.
ПРИ ЭТОМ ДЕЙСТВУЮТ СЛЕДУЮЩИЕ УКАЗАНИЯ:
Молоток весом 1250 г для лезвий толщиной ≤ 1,65 мм
Молоток весом 1500 г для лезвий толщиной ≥ 1,65 мм
Молотки должны иметь мягкие закругленные ударные поверхности, чтобы они не оставляли следов на полотнах ленточной пилы, так как это может отрицательно сказаться на сроке службы полотна.
Натяжение или растяжение означает удлинение средней части полотна ленточной пилы. Это осуществляется прокаткой на прокатном станке. При растяжении средней зоны зубчатая сторона и задний край становятся короче по отношению к середине. В результате при установке пильного полотна на ролики пильного станка сжимающие напряжения снимаются, и пильный диск образует изгиб посередине. Это предотвращает смещение пильного полотна вперед и назад на наиболее выпуклой контактной поверхности ролика.
ПРИ ПРАВИЛЬНОМ ВЫПОЛНЕНИИ НАТЯЖЕНИЯ ЛЕЗВИЕ ИМЕЕТ СЛЕДУЮЩИЕ ХАРАКТЕРИСТИКИ:
- Кромка зуба жесткая и работает особенно тихо во время работы.
- Лезвие правильно лежит на роликах и выдерживает нагрузки, вызванные высокой скоростью подачи.
- Лезвие не склонно к смещению. Качество и точность резки сохраняются благодаря правильному натяжению.
Во время правки верхняя часть ленточной пилы принимает слегка выпуклую изогнутую форму с помощью роликов.Это уравновешивает удлинение стороны зубьев при использовании пилы. Окончательный процесс шлифовки впадины зуба также приводит к удлинению базовой линии зуба по сравнению с вершиной. Состояние пильного диска необходимо проверять по всей верхней кромке.
Измерение, правка, натяжение и правка: то, что раньше было трудоемкой ручной задачей, теперь возможно за одну операцию зажима.
| |||||||||||
Эффективное использование ленточных пил в производстве пиломатериалов
Опубликовано в феврале 2017 г. | Id: NREM-5046
К Салим Хизироглу, Вин Адамс
Ленточные пилы являются наиболее широко используемым режущим инструментом при первичной разделке бревен.В выход доски на лапах на типичном ленточнопильном стане будет больше, чем у типичного круглая мельница. Ленточные пилы позволяют получать меньше опилок и больше пиломатериалов за счет меньшего пропила. Однако непонимание принципов эксплуатации и технического обслуживания ленточнопильного станка вызывает серьезные проблемы. проблемы, влияющие на общий процесс производства пиломатериалов. Этот информационный бюллетень посвящен с геометрией полотна ленточной пилы и некоторыми основными концепциями эффективного первичного разбивка журналов.
Геометрия полотна ленточной пилы
Существует множество типов полотна ленточной пилы в зависимости от конструкции зуба, толщины полотна и ширина. Размер бревен, виды и ориентация зерен – вот некоторые из основных параметров для необходимо учитывать при выборе правильного полотна ленточной пилы. Дизайн зуба, вероятно, самый важный элемент, влияющий на качество резки.В общем, есть четыре типа конструкции зуба: стандартная форма, зубчатый рип, закругленная спинка, скиповой зуб. Стандарт Формовочная конструкция широко используется для узких полотен ленточных пил. Поскольку площадь пищевода небольшая, Прочность зуба больше у лезвий стандартной формы.
Шаблон с закругленной спиной обычно используется для широких полотен ленточной пилы.Изогнутая спина дает небольшой угол зазора, что приводит к большей прочности на острие зуба.
Прочность зуба меньше на полотне с проходным зубом, которое используется для повторной распиловки и черновой обработки. поперечная распиловка. Плоская область пищевода лопастей скиповых зубьев предназначена для уменьшения пищевода. трещины.
Режущие диски с крючками имеют удлиненную бороздку и положительную форму зуба, используемую для пиления. большие секции из древесины высокой плотности.На рисунке 1 показаны четыре основных зуба ленточной пилы. конфигурации.
Правильная распиловка и производственная мощность зависят от угла зазора, угла резкости, и угол зацепа. Клиренс определяет, будет ли пила свободно вращаться, а резкость угол придает зубу прочность. Жесткость зуба определяется по резкости угол наклона и обычно составляет от 40 до 60 градусов.Угол зацепа является самым важным из три угла лезвия, так как ленточная пила режет дерево аналогично долото по дереву, если угол зацепа слишком мал, стружка не будет высечена из дерево. С другой стороны, большой угол наклона крючка приведет к натиранию деревянной поверхности. вместо того, чтобы разрезать его.
Пищевод – это часть зуба, в которой стружка собирается и переносится во время распиловка.Шаг зуба можно определить как расстояние между двумя точками зуба. и это функция размера полотна и скорости пилы. Более длинный шаг используется для большего лезвия, которые работают с более высокой скоростью. И пищевод, и высота звука являются важными параметрами. геометрии полотна, влияющей на качество пиления. Типичная геометрия полотна ленточной пилы показано на рисунке 2. Определение области пищевода также важно для эффективного распиловки и ее можно рассчитать по следующей формуле:
Площадь пищевода = (шаг × высота зуба) ÷ 1.75
Если шаг и высота зуба составляют 2,5 дюйма и 7/16 дюйма, соответственно, паз площадь для этого лезвия будет
(2,5 × 7/16) ÷ 1,75 = 0,625 дюйма 2
Взаимосвязь между шириной лезвия, шагом, высотой зуба и вместимостью канавки для мягких пород древесины и лиственных пород показаны в Таблице 1 и на Рисунке 3.
Выбор неправильной геометрии полотна во время пиления на основании указанных выше углов может приводят к различным проблемам, снижающим производительность процесса распиловки. Что-нибудь из этого проблемы и их возможные причины приведены в таблице 2.
Таблица 1 .Взаимосвязь между шириной и шагом лезвия, высотой зуба и пропускной способностью хвойные и лиственные породы.
| Шаг (дюйм) | Высота зуба (дюймы) | Глотка (в 2) | ||||
|---|---|---|---|---|---|---|
| Ширина отвала (дюйм) | Хвойная древесина | Твердая древесина | Хвойная древесина | Твердая древесина | Хвойная древесина | Твердая древесина |
| 5 | 1.75 | 1,5 | 0,5 | 0,43 | 0,5 | 0,36 |
| 6 | 2 | 1,75 | 0,68 | 0.62 | 0,77 | 0,62 |
| 7 | 2 | 1,75 | 0,75 | 0,68 | 0,85 | 0,68 |
| 8 | 2.25 | 1,75 | 0,93 | 0,75 | 1,19 | 0,75 |
Таблица 2 . Проблемы с ленточным пилением и их возможные причины.
| Проблемы | Возможные причины |
|---|---|
| Трещины в пиле | Слишком узкий пищевод |
| Перегрузка пищевода | |
| Слишком высокая скорость подачи | |
| Несоответствующее натяжение лезвия | |
| Затупление зубьев пилы | |
| Подшипник ступичный | изношен|
| Чрезмерная нагрузка из-за смещения колес | |
| Вибропила | Несбалансированное колесо |
| Неправильный тензино на колесе | |
| Неправильная регулировка направляющей пилы | |
| Пила движется вперед при входе в пропил и постоянно отклоняется | Слишком низкая скорость подачи |
| Слишком большой угол наклона крюка | |
| Неравномерный боковой зазор | |
| Неправильное натяжение | |
| Перегрев лезвия | Слишком высокая скорость подачи |
| Слишком высокая направляющая пилы | |
| Породы с высокой плотностью | |
| Неравномерный боковой зазор | |
| Распил змей | Тупые зубы |
| Перегруженное колесо | |
| Колесо смещено | |
| Пиломатериалы нежесткие | |
| Неравномерное натяжение полотна |
Рисунок 1. Конфигурации зубьев полотна ленточной пилы.
Рисунок 2 .Типичная геометрия полотна ленточной пилы.
Рисунок 3. Взаимосвязь между объемом пищевода и высотой зуба.
Требования к мощности ленточной пилы
Скорость пилы – это расстояние, на которое древесина продвигается за каждый оборот пилы.Если лезвие слишком быстро входит в бревно, пищевод становится перегруженным, и лезвие может легко перегревается, что приводит не только к повреждению лезвия в виде трещин, но также снижает общее качество пиления. Поэтому следует выбирать скорость подачи пилы. так что может быть достигнута эффективная распиловка бревна. Скорость подачи можно рассчитать на основе следующей формулы:
F = (B × V) ÷ T
где F, B, V и T – скорость подачи (фут / мин), резьба на зуб (дюйм), скорость пилы (фут / мин), и шаг зуба (дюймы) соответственно.
Если пила имеет зубец на 0,050 дюйма на зуб, скорость 10 000 фут / мин и Шаг 2 дюйма, правильная скорость подачи для этого полотна:
F = (0,050 × 10,000) ÷ 2 = 250 фут / мин
Удельная энергия резания (SCE) и мощность резания (CHP) – два важных понятия. для эффективного пиления.SCE – это количество энергии, необходимое для распиловки и удаления древесины. за определенный период времени. Если удельная энергия резания составляет 40 л.с. / фут 3 / мин, требуется 40 л.с., чтобы распилить 1 фут3 древесины за 1 минуту.
Мощность резания (CHP) зависит от глубины резания, пропила, скорости подачи и удельная энергия резания древесины, которую можно рассчитать по следующему уравнению
ТЭЦ = (Д × К × F × SCE) ÷ 144
где, D – глубина резания (дюймы), K – пропил (ширина зуба пилы, дюймы), F – скорость подачи. (фут / мин), а SCE – удельная энергия резания (л.с. / фут3 / мин).
Если пильному диску с пропилом 0,10 дюйма требуется 60 л.с. / фут 3 / мин энергия резания для резки куска дерева толщиной 18 дюймов при скорости подачи 126 фут / мин требуемая мощность в лошадиных силах будет
CHP = (18 дюймов × 0,10 дюймов × 126 футов / мин × 60 л.с. / футов 3 / мин) ÷ 144 = 94,5 л.с.
На основе приведенных выше расчетов правильная скорость подачи и потребляемая мощность для пилы можно легко выбрать без потерь энергии или неправильной резки.
Основы обслуживания полотна ленточной пилы
Правильный уход за полотном ленточной пилы очень важен для эффективной распиловки пиломатериалов. продукты. Вырубка, натяжение, правка, правка, обжимка, установка и заточка Это основные процессы, которые должны выполняться при обычном обслуживании полотна ленточной пилы.
Целью пробивки отверстий является получение однородной формы и расстояния между зубьями пилы. Машина, с механизмом автоматической подачи, обычно выполняет пробивку. Подбор подходящего гида, die, и удар важен для качественной штамповки. Например, если есть недостаточный зазор или проскальзывание между пуансоном и матрицей, высокий износ станка и высокий потребление энергии – неизбежные результаты.
Целью натяжения является устранение неуравновешенного распределения силы на лезвии. Это метод растяжения корпуса полотна во внутренней части полотна для компенсации для расширения кромок ленточной пилы из-за нагрева во время пиления. Это напряжение процесс устраняет несбалансированное распределение силы на лезвии.Полотно ленточной пилы натягивается между роликами вытяжной машины. Величина напряжения зависит от от толщины и ширины полотна, диаметра колеса и скорости подачи. Например, толстые лезвия не так сильно натягиваются, как тонкие. Лезвия медленной подачи также требуют меньшее натяжение, чем у ножей с высокой подачей. На рисунке 4 показано несколько уровней. натяжения проходит на полотно ленточной пилы.Натяжение проверяется через определенные промежутки времени. процесс растяжки с использованием линейки или выпуклого шаблона. На случай, если недостаточное натяжение лезвия, режущая кромка будет змейкой, так что точная резка не может быть сделано. Недостаточное натяжение полотна также может вызвать дрожание и отталкивание пилы от колеса. С другой стороны, чрезмерное натяжение режущего край приведет к трещинам в основании лезвия.
Правка и выравнивание – это действия по приведению пилы к ровной поверхности и выполнению он плоский, чтобы избежать проблем с резанием. Перфораторы с перекрестной и поворотной головкой обычно используется для выравнивания с целью устранения неровностей и неровностей на поверхности полотна. Автоматические правильные машины также используются для правки лезвия.
Обжимная или пружинная установка делает кончик зуба шире, чем толщина лезвие. Цель этого процесса – предотвратить нагрев лезвия во время срез. Как правило, лезвие обжимают на толщину в два или два раза больше листа. раза больше толщины пилы плюс еще один калибр при распиловке зеленых пиломатериалов.Весна установка – это изгиб чередующихся зубцов в противоположном направлении на равную величину. Если зубья перекошены, при резке требуется чрезмерная мощность, а зубья будет перегружен, что приведет к получению необработанного пиломатериала.
Ленточные пилы затачиваются шлифованием после обжатия. Шлифование оксида алюминия камни широко используются в промышленности.Камень следует запускать в рекомендованном скорость. Если давление заточного камня слишком велико или неравномерно, лезвие может быть повреждено. Правильная толщина камня также является важным фактором для правильной заточки. Должно составлять примерно половину длины шага зуба для идеальной заточки лезвия.
Рисунок 4. Натяжение проходит на полотне ленточной пилы.
Заключение
Концепции, описанные в этом информационном бюллетене, являются важными элементами, влияющими на общую эффективность ленточной пилы в любом приложении.Подробная информация об этих элементах также можно найти в следующей литературе.
Браун, Т. 1982. Контроль качества в производстве пиломатериалов. Миллер Фримен Инк. Сан-Франциско.
Дениг, Дж. 1993. Справочник по малой лесопилке. Делать правильно и зарабатывать деньги.Миллер Фриман Inc. Сан-Франциско.
Tooch, D.E. 1992. Успешное управление лесопильным заводом. Ассоциация северных лесорубов Инк. Олд Фордж, штат Нью-Йорк, 13420.
Уиллистон, E.D. 1990. Производство пиломатериалов.Устройство и работа лесопильного и Строгальные станки. Миллер Фримен Инк. Сан-Франциско.
Уиллистон, E.D. 1989. Пилы. Дизайн, выбор, эксплуатация и обслуживание. Миллер Freeman Inc. Сан-Франциско.
Уиллистон, Э.Д. 1981. Малые лесопильные заводы. Миллер Фримен Инк. Сан-Франциско.
Салим Хизироглу
Доцент кафедры лесного хозяйства
Win Адамс
Инженер-прикладник, биосистемы и сельскохозяйственная инженерия
Была ли эта информация полезной?
ДА НЕТ№ 4 VariSharp Станок для заточки ленточных пил с ЧПУ – Simonds International
Параметры заточки, включая включение / выключение торца, глубину зева и количество проходов заточки, могут управляться оператором на сенсорном экране или вручную, как на стандартном No.4 точилки. Частота вращения абразивного круга и скорость подачи зубьев пилы в минуту также контролируются с помощью сенсорного экрана, что обеспечивает эффективное удаление материала и окончательное «хонингование» для получения сверхострых концов пил. Мощный двигатель с абразивным колесом мощностью 2 л.с. и частотно-регулируемый привод обеспечивают оптимальную производительность заточки.
Станок для заточки ленточных пил Armstrong с ЧПУ VariSharp в стандартной комплектации:
- Фирменное программное обеспечение VariDesign для проектирования пил. Конструкции пил можно экспортировать и поделиться с производителем пилы.
- Линейный суппорт – стандартный. Обеспечивает более широкий диаметр абразивных кругов и обеспечивает быструю замену изношенных кругов на новые.
- Встроенная функциональность Control Tower – стандартная. Обеспечивает невероятную гибкость и безопасность работы вашей точилки. Включает счетчик зубьев для автоматического отключения.
- Охранники. Стандартные кожухи закрывают шкив, ремни и шлифовальные круги, они входят в стандартную комплектацию всех точилок.
- Лицевая панель из карбида – стандартная.Самоочищающаяся лицевая панель увеличенного размера из твердого сплава входит в стандартную комплектацию всех новых заточных станков для ленточных пил. Эта лицевая панель имеет твердосплавные полосы, выходящие из стальной опорной пластины для обеспечения изнашиваемой поверхности, которая остается чистой и может быть переточена.
- Механический зажим для пилы – стандартный
- Зажим для пилы SwingArm – опция Зажим для пилы StrongArm
- – опция
- палец подачи Sidewinder – стандартный
- Пальчик подачи револьвера – опция
- Усовершенствованная оправка шлифовального круга в сборе
- Большие двигатели, цельная оправка, прочные опорные подшипники и нескользящий поликлиновой ременной привод с низким уровнем вибрации – все это способствует точному перемещению пилы с очень острым концом и меньшей вероятности ожога, который может привести к трещинам.
- Другие опции включают: колесный комод ShapeUp, индикатор плотной петли, защитный кожух, инструмент для выравнивания оправки, каретку пилы для двойной резки, как ручные, так и автоматические кронштейны для стоек, автоматический блок обратной подачи.
Сервис по заточке пил; Заточные станки для фрезерных бит …
Dynamic Saw Inc. расположена в Буффало, штат Нью-Йорк, и принадлежит Дэну Каллари и его сыну, Стивен Каллари. Комбинированные компании Callaris имеют более чем 35-летний опыт заточки пильных полотен, фрезы, наборы дадо, ножи, замена наконечника, полная переточка, ковка / сплющивание, и переваривание сломанных плеч на лезвиях. Мы обслуживаем бизнес по всему Буффало, штат Нью-Йорк, и имеют множество клиентов по всему СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ. В 2014 году нашей последней покупкой заточного оборудования стала Vollmer CHD 270. которая является самой технологичной точилкой для лезвий, которую можно купить за деньги! Смотрите видео ниже!
У нас есть процветающий онлайн-бизнес по продаже новых пильных полотен и фрез, благодаря обширные знания о том, какое пильное полотно или фрезу лучше всего подходит для вас заявление.Это означает, что нам нужно поговорить с вами, чтобы получить подробные сведения о как и какие материалы вы режете, прежде чем мы сможем порекомендовать лучшее лезвие. Пильные полотна перечислены на кнопке меню под A-M и N-Z. Нашими основными поставщиками являются Популярный Инструменты, Инструмент Амана, Морс, LMT Онсруд и CMT. Пожалуйста, проверьте лезвие, которое вы думаете лучше всего подходит для вашего приложения, нажав на ссылку, чтобы ознакомиться со спецификациями и ценами, которые применяются пильные полотна от Popular Tools, а затем позвоните нам.
Дисковые пилы по металлу Мы продаем самые мощные циркулярные пилы на Земле для обработки металла. Дьявол увидел лезвия. Наши ленточные пилы по металлу предназначены для резки всех виды металла: от цветных до самых твердых черных металлов.
С нашими машинами,
полотна ОСТАЮТСЯ ОСТРЫМИ в 3 раза дольше, чем на стандартных циркулярных пильных станках. В наших пилах для резки металла используются уникальные двигатели, позволяющие им поддерживать более высокую
крутящий момент при резке твердых металлов.Каждая пила оснащена 1 сталью.
резка Металл Дьявольское пильное полотно с твердосплавными напайками.
| Что отличает Dynamic Saw от других компаний, занимающихся заточкой пильных полотен, так это наши знания, низкие цены, сервис и наш шлифовальный станок; Это делает Dynamic Saw полностью автоматизированным сервисным центром для дисковых пил с твердосплавными напайками. |
| Выше показано видео Vollmer CHD 270 в работе с роботизированной загрузочной системой ND 230.Vollmer CHD 270 – самая технологичная точилка для лезвий, которую можно купить за деньги! |
Наш станок для заточки вторичных пил – Colonial Saw UTMA AL805 – CNC Программируется с помощью Top & Face Grind.
Наш заказной станок для заточки и производства концевых фрез с ЧПУ производит спиральные фрезерные станки биты.
Специалисты по заточке пил
Краткое описание наших услуг по заточке- Мы предлагаем вам комплексные услуги по заточке фрез и дисковых пил центр.Заточим все марки пильных полотен и фрез на нашу «новую». современные шлифовальные станки с ЧПУ! Кроме того, мы разрабатываем индивидуальные пильные полотна!
- Теперь мы продаем полотна для ленточных пил по дереву и металлу и пилы для резки металла, мастерство, полотна для циркулярных пил.
- Ваши инструменты будут заточены до зеркального блеска, что даст вам максимально возможный срок службы инструмента.
- Наши цены очень низкие, что позволяет сэкономить как можно больше денег.
- Все наши услуги по заточке гарантированы на 100%, так как они выполняются профессиональные устройства для заточки фрез и пил.