Оборудование для производства фанеры и шпона
Производство фанеры является очень сложным, но прибыльным бизнесом. Для открытия предприятия по производству фанеры необходимо, прежде всего, приобрести оборудование, которое используется для этого процесса. Стоит помнить, что качественное оборудование способно значительно упростить процесс производства фанеры.
Перед попаданием сырья на станки, происходит его тщательный отбор. После предварительной обработки, с древесины снимается кора, а затем она просматривается на наличие металлических предметов, таких как гвозди, проволока и другие. И только после этого готовое сырье попадает на станки.
Сначала на лущильном станке снимается слой шпона заданной толщины. Чем он тоньше, тем больше слоев будет в фанере, тем прочнее будет полученная фанера. Самый тонкий шпон получается из березы. Лущильные станки специально настраиваются исходя из проверок образцов для оценки качества и толщины шпона.
В случае повышенного содержания влаги в листе, шпон отправляют в отдельную партию, которая досушивается позже. В случае обнаружения сучков, трещин или других дефектов, то он может быть отправлен на починку, после которой ему необходимо вновь пройти процедуру проверки. Пройдя все предварительные этапы, листы шпона склеиваются между собой таким образом, чтобы волокна в соседних слоях шли перпендикулярно друг другу, чем достигается большая прочность. Пройдя несколько этапов склеивания листов шпона, полученный продукт отправляется под холодный пресс, а затем под пресс горячего прессования, (чем больше давление в каждом из перечисленных прессов, тем конечная фанера получится более лучшего качества), после чего полученная фанера отправляется на обрезку до необходимых размеров. В результате этой процедуры получается продукция, готовая к продаже
В результате этой процедуры получается продукция, готовая к продаже
SG130
Размеры необработанной древесины, подвергаемой лущению (диаметр×длина) (мм) Φ360×1300 Минимальный диаметр оси остаточной древесины (мм) Φ30 мм Толщина лущения коры (мм) 0.6-3.6 Размеры лущильного ножа (длина×ширина×толщина) (мм) 1400×130×12.7 Обща..
$11 250.00
Функции
Нанесение клея на внутреннюю и лицевую сторону шпона
Скорость рабочая
0-34m/min
Рабочая длина ролика
1700mm
Диа. .
.
$11 600.00
30 000 куб.м. годü Необходимая площадь: 1500 кв.м ü Общая мощность: 400 кВт (некоторые станки, одновременно в составе линии не работают) ü Кол-во рабочих: 20 человек ü Кол-во руководящего и производственного звена: 5 человек. ü Тепловой котёл: масляный 500,000 ккал. ..
$224 750.00
300 куб. м. месяц
м. месяц
Схема производственного процесса выглядит следующим образом: сначала дерево разрезается, затем производится ошкуривание разрезанных заготовок, вслед за ошкуриванием производится лущение, затем обрезка; лущеные заготовки сушатся, с добавлением клея заготовки формируются и затем прессуются методом ..
$335 000.00
7000 куб.м. год.
Для изготовления фанеры в объёме 7000-7500 кубических метров в год, необходим пресс для горячего прессования на 15 слоев. Производительность фанеры размерами 2440 * 1220 за один час 1.35 кубических метров, за рабочий день (8 часов), 10.8 куб. метров. Для производства в год 7 000 куб. метров,.
$172 900.00
Линия для производства шпона размером: 1525×1525мм
Пила .Модель Модель: MJ6100 Длина шины: 1700mm Вырезать макс. диаметр бревна: 1500mm Рабочая скорость: ..
$37 100.00
Максимальный диаметр лущения Φ350 мм
Минимальный диаметр оси остаточной древесины Φ28 мм
Границы обрезки коры 0. 6-3.6 мм
Максимальная длина бревна 1300 мм
Скорость лущения 37 м/мин
Общая мощность электродвигателя 15.7 кВт
Вес устройства о..
6-3.6 мм
Максимальная длина бревна 1300 мм
Скорость лущения 37 м/мин
Общая мощность электродвигателя 15.7 кВт
Вес устройства о..
$14 200.00
шпиндель + 1.5 мРазмеры необработанной древесины, подвергаемой лущению (диаметр × длина) (мм) Φ900×1500 Минимальный диаметр оси остаточной древесины (мм) Φ80 Максимальный ход резцедержателя (мм) 450 Толщина лущения коры (мм) 0.4~3.6 Размеры ротационного ножа (д×ш×в) 1400×..
$9 850.00
PTS-48A
Обрабатываемые размеры
500-1700mm
Толщина обрабатываемого материала
3-50 мм
Обороты пилы
6500-7000 об/мин
Диаметр.
$27 200.00
QBJ-1700
Обрабатываемые размеры 500-1700mm Длина рабочего стола 1000mm Мощность мотора 11KW Габаритные размеры ..
$13 500.00
150
Максимальный диаметр срезания коры Φ450 мм
Диаметр роликов Φ150 мм
Длина бревна для срезания коры 1400 мм
Общая мощность электродвигателя 17 кВт
Границы круговой обрезки Φ60 мм-450 мм
Система управления Гидравлическое управление
.
$9 150.00
3 слоя
Максимальное давление 400 тонн Размеры обрабатываемого материала 2440*1220mm Количество рабочих слоёв 3 Рабочая температура 120 градусов Рабочая высота между платформами 80-120mm Напряжение 380V 3 phase 50Hz Источник температуры По требованию ..
$42 500.00
10 слоев
Максимальное давление 400 тонн
Размеры обрабатываемого материала 2440*1220mm
Количество рабочих слоёв 10
Максимальная мощность 30kw
Рабочая высота 1000mm
Напряжение 380V 3 phase 50Hz
. .
.
$53 000.00
400 тонн
Максимальное давление 400 тонн Размеры обрабатываемого материала 1550*1550mm Количество рабочих слоёв 10 Максимальная мощность 30kw Рабочая высота 1000mm Напряжение 380V 3 phase 50Hz ..
$50 000.00
400 тонн
Максимальное давление 400 тонн
Размеры обрабатываемого материала 1550*1550mm
Количество рабочих слоёв 5
Рабочая температура 120 градусов
Рабочая высота между платформами 80-120mm
Напряжение 380V 3 phase 50Hz
Источник температуры По требованию
. .
.
$39 700.00
Производство фанеры | Изготовление фанеры
Производство фанеры в настоящее время довольно трудоемкий технологический процесс. История фанеры берет свой отсчет с 15 века до нашей эры. Первые же механические станки для изготовления фанеры были изобретены в 1819 году в Англии, российским подданным, профессором Фишером. С момента создания первого станка технологический процесс производства фанеры существенно усовершенствовался. Но в целом процесс изготовления основан на тех же принципах, что и в первых механических станках.
Изготовление фанеры состоит из нескольких этапов
Выбор древесины
Этот этап характеризуется подбором и подготовкой бревен древесины. Бревна предназначенные для изготовления фанеры называют фанерным кряжом.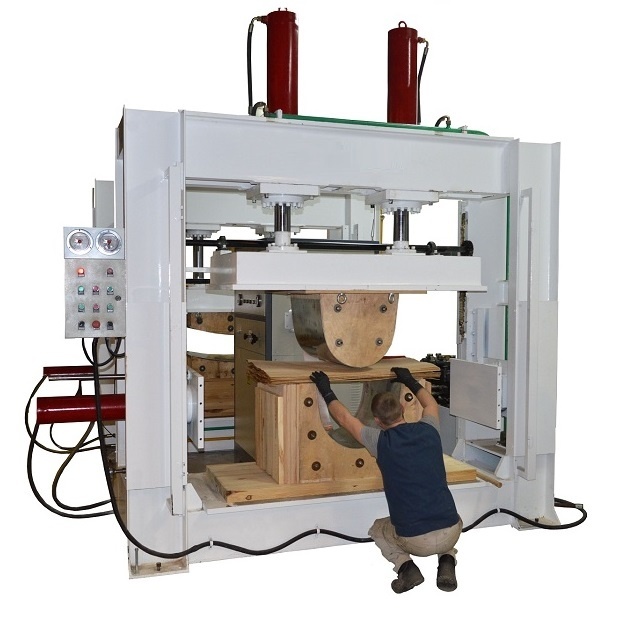 Доставляют их до места обработки чаще всего железнодорожным транспортом. Для производства могут применяться как лиственные породы древесины – береза, липа, ольха, так и использоваться хвойные породы. Из лиственных пород наиболее часто используется береза. Обусловлено это во многом определенным расположением годовых колец в строении ствола дерева, а также малым количеством сучков. Кроме того, березу отличает средняя плотность порядка 650 кг/м3. Благодаря этим качествам из березового шпона возможно изготовление фанеры различных сортов. К примеру, у других пород древесины, таких как ясень, бук или дуб, при получении шпона часто встречается разрыв волокон и выкрашивание сучков.
Доставляют их до места обработки чаще всего железнодорожным транспортом. Для производства могут применяться как лиственные породы древесины – береза, липа, ольха, так и использоваться хвойные породы. Из лиственных пород наиболее часто используется береза. Обусловлено это во многом определенным расположением годовых колец в строении ствола дерева, а также малым количеством сучков. Кроме того, березу отличает средняя плотность порядка 650 кг/м3. Благодаря этим качествам из березового шпона возможно изготовление фанеры различных сортов. К примеру, у других пород древесины, таких как ясень, бук или дуб, при получении шпона часто встречается разрыв волокон и выкрашивание сучков.
Подготовка древесины
Непосредственно перед обработкой древесины необходимо ее подготовить. Процесс подготовки заключается в необходимости придания большей пластичности древесине и увеличения ее влажности. Для этого бревна подвергаются гидротермическому воздействию. Эта процедура подразумевает обработку паром бревен, либо помещением их в воду. В настоящее время в большинстве случаев бревна помещают в специальные бассейны с нагретой водой. Наиболее оптимальная температура воды для березовых бревен составляет порядка 40ºС. Такая температура относится к мягкому режиму. Бывает и жесткий режим. В этом случае температура воды достигает 60-80ºС. Более предпочтителен режим при 40ºС. При этом режиме увеличивается время подготовки древесины, но качество получаемого шпона остается очень высоким. Вымачивают бревна при мягком режиме в летний период до суток, в зимний период до двух суток.
В настоящее время в большинстве случаев бревна помещают в специальные бассейны с нагретой водой. Наиболее оптимальная температура воды для березовых бревен составляет порядка 40ºС. Такая температура относится к мягкому режиму. Бывает и жесткий режим. В этом случае температура воды достигает 60-80ºС. Более предпочтителен режим при 40ºС. При этом режиме увеличивается время подготовки древесины, но качество получаемого шпона остается очень высоким. Вымачивают бревна при мягком режиме в летний период до суток, в зимний период до двух суток.
Происходит этот процесс следующим образом. Деревянные бревна помещают в такие бассейны и потом закрывают их крышкой. В зависимости от периода (летний или зимний) выдерживается необходимое время. При этом в бассейн добавляется горячая вода для поддержания нужной температуры. Благодаря данной операции при дальнейшем получении шпона он стремиться вернуться в форму цилиндра. Так как высокая пластичность древесины обеспечивает получения листа шпона с низкими внутренними деформациями.
Предварительная обработка древесины
Предварительная обработка древесины называется окоркой бревен. Из названия понятно, что с бревен удаляют кору. Получившиеся при окорке бревен отходы перемалывают в измельчительных машинах и уже после используют для изготовления ДСП. Камера металлоискателя позволяет определять инородные металлические включения в бревне. Затем оно поступает на распиловочный станок. На этом станке бревна нарезают в чураки. Чурак – кусок бревна длиной от 1,3 до 1,6 метра. При нарезке чураков также удаляют негодные части древесины. Далее такие куски отправляются на участок получения шпона.
Процесс получения шпона
К следующему этапу изготовления фанеры относится процесс получения шпона. Всего насчитывают три основных способа получения шпона. Это лущение чураков на специальном круговом станке, пиление чураков на полосы, а также строгание чураков. Получение шпона процессами пиления и строгания характеризуются низкой экономичностью и малой производительностью, а потому в настоящее время практически не используются.
На лущильных станках чураки режутся в поперечном сечении. Заготовка устанавливается на круговой станок и вращается вокруг своей оси. Путем подведения специального лущильного ножа срезается тонкая часть древесины. Так и нарезается лента шпона. Длина и ширина такой ленты зависят от габаритов чурака и от необходимой толщины самой ленты шпона. Далее такая лента нарезается в стандартные размеры 1,3 или 1,6 м. Листы шпона укладывают стопками и передают на сушку. Некондиционный же шпон поступает на измельчение и дальнейшую переработку.
Наглядное видео по лущению березового шпона
Сушка и ремонт шпона
Сушка шпона осуществляется на специальном конвейере. На нем шпон подвергается обработке теплым воздухом. Затем при помощи специального сканера и влагомера происходит его сортировка. Некондиционные и влажные листы отбраковываются и отправляются на ремонт или досушку.
Починка шпона осуществляется путем вырезания некондиционных фрагментов. Вместо них вставляются куски нового шпона, который подбирается по цвету и фактуре. Толщина нового куска шпона должна полностью соответствовать толщине начального листа. При этом минимально допустимая ширина не должна быть меньше 450 мм. При этом влажность новой части должна быть меньше на 2-4% изначального листа.
Прошедший проверку сканером и влагомером шпон выдерживают на специальном складе хранения в течении суток. Этого времени достаточно, чтобы влажность всех листов стала одинаковой. Ремонтированные листы выдерживают не более 8 часов. Далее шпон передается на участки склейки.
Склейка шпона
Полосы шпона, имеющие различные дефекты отправляются на ребросклейку. Благодаря этой операции получается полотно из склеенных полос шпона. Далее такие полосы стыкуются и склеиваются. Готовая лента полос режется в стандартные размеры.
Стоит отметить, что готовые листы шпона имеют поперечное направление волокон. Однако, необходимая прочность цельных листов фанеры достигается путем попеременного расположения волокон в листах шпона. Достигается это следующим способом. Листы шпона разрезаются пополам, затем в каждом листе формируется специальный выступ и паз для усового соединения.
Однако, необходимая прочность цельных листов фанеры достигается путем попеременного расположения волокон в листах шпона. Достигается это следующим способом. Листы шпона разрезаются пополам, затем в каждом листе формируется специальный выступ и паз для усового соединения.
Видео по нанесению клея на листы шпона
На паз одного из листов наносится специальный клей и отправляется в пресс. В специальном прессе под действием высокой температуры и большом давлении происходит склейка листов шпона. Количество листов шпона в фанерном листе должно быть нечетным. После того, как готовые листы просохнут, их нарезают в нужные размеры.
Дополнительная обработка листов фанеры
В зависимости от марки и степени обработки может производиться дополнительная обработка листов. Часто листы подвергают дополнительной шлифовке.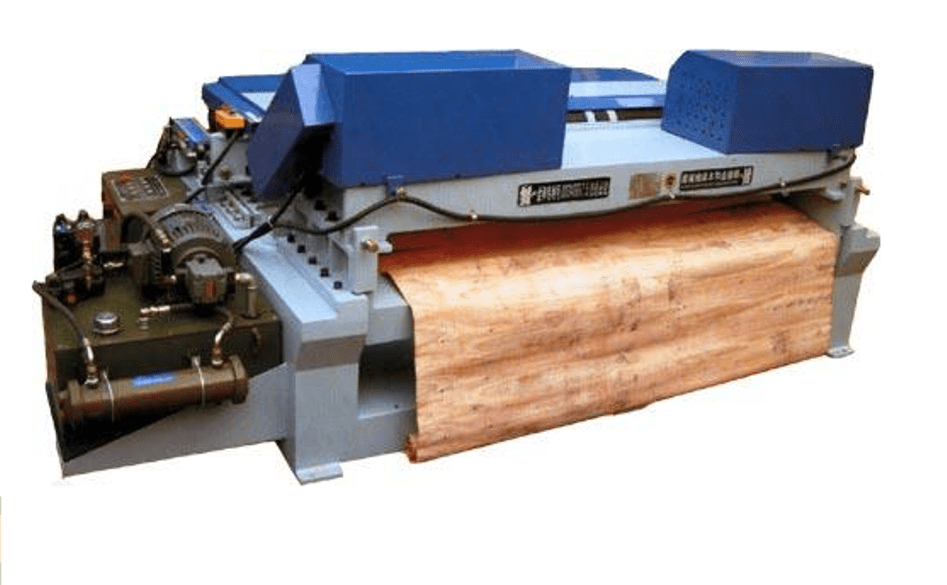 При этом могут быть отшлифованы как обе стороны фанеры, так и только одна.
При этом могут быть отшлифованы как обе стороны фанеры, так и только одна.
Также листы для придания более высокой износоустойчивости могут пройти процесс ламинирования. Для этого листы покрывают специальной пленкой. Такая пленка дополнительно защищает фанеру от воздействия влаги. Ламинированная фанера очень часто используется в опалубке, где необходимо многократное использование листов.
Упаковка готовых листов
На этапе упаковки листы укладываются в пачки нужного количества и передаются на отгрузку или склады хранения.
В целом процесс изготовления фанеры можно представить в виде схемы:
Заключение
Изготовление фанеры длительный и трудоемкий процесс. В настоящее время в России качество фанеры регламентируется ГОСТ 3916.1-96. Четкое следование всем технологическим процессам производства фанеры позволяет получать готовый материал высокого качества. Такой материал можно эксплуатировать длительное время.
Станок для производства фанеры | Бизнес Промышленность
В пятнадцатом веке до нашей эры, материал напоминающий фанеру – был кедровый ларец, в состав которого входили пластины черного дерева. Ларец является единственным образцом, который дошел до наших дней.
Нам, не представляются возможности о том, как и что, и какие технологии производства фанеры были в те времена. Более массовое производство фанеры были уже известны позже в Греции и Риме. Именно тогда появился первый станок для производства фанеры.
Профессор Фишер в 1819 году изобрел станок, который был предназначен для лущения шпона, более трудоемкое производство было изготовление фанеры из строганного шпона.
Технологии нашего времени производства фанеры
Самым распространенным видом фанеры является – фанера из лущеного шпона. Шпон получают распространенным способом лущения бревна. Основные методы изготовления фанеры из лущенного шпона:
- Обработка фанерного сырья – гидротермическая;
- Раскрой сырья;
- Окорка;
- Сушка шпона;
- Лущение;
- Прессование;
- Форматная обрезка;
- Шлифовка;
Что нужно для производства фанеры?
Стандартный цех по производству фанеры включает станок для производства фанеры и линии, на которых происходит сортировка, очистка бревен и древесины от коры.
Линия для распила, которая используется для нарезки бревен нужных размеров. Влаготермическая обработка. В них в теплой воде размачивают и распариваются древесина – Лущильный станок. На нем происходит изготовление шпона.
На станок для изготовления фанеры подается древесная заготовка, этот станок сделан со специальным ножом, для того что бы эта операция проделывалась неоднократно. Вращающиеся ножницы, предназначены для нарезания снятого шпона по нужным размерам (задаются ЧПУ), это линия по нарезки.
Сканер недостатков
Специальный измеритель влаги и конвейер, или укладчик в нескольких направлениях. Специальная линия по высушиванию и сортированию шпона.
Линия пакетирования и склеивания шпона. Шпон размещается в нужном порядке (делается вручную) и каждый лист шпона пропитывается определенным составом и наносится специальным устройством.
Пресс
В цехах по изготовлению фанеры имеются прессы:
- преждевременного прессования;
- автоматическое горячее прессование с нужной загрузкой/выгрузкой;
В прессе листы проходят через термическую обработку и подвергаются высокому давлению.
Станок для обрезки и ремонта панелей
Изготовленный фанерный лист приобретет нужную и идеальную форму.
Линия по транспортировке отходов
Это специальные ленты, где отходы нарезки шпона, обрезки готовой фанеры и ремонта панелей отводятся от основной производственной операции Второстепенные линии:
- шлифования,
- сортировки фанеры и пропитки.
Автоматические линии, оборудованные пропитывающим или шлифовальным устройством и оборудование для укладки фанеры. Производится вручную сортировка фанеры.
Социальные закладки
Производство фанеры. Описание технологии производства фанеры.
Процесс производства фанеры выглядит следующим образом. Бревна древесины, из которой будет производиться фанера, разделяются на чураки, длина которых равна длине шпона
для будущей фанеры. Чураки нарезаются на круглопильных станках. Далее чураки распаривают в специальных емкостях с горячей водой для придания древесине достаточной мягкости. Если лущить холодную и сухую древесину, то шпон может разрушаться. Затем чураки проходят окорку.
Если лущить холодную и сухую древесину, то шпон может разрушаться. Затем чураки проходят окорку.
Биржа сырья. |
|
Распаривание чураков в специальных бассейнах. |
Следующим этапом производства фанеры является лущение. В процессе лущения получается шпон, который гильотинными или роторными ножами разрезается на листы требуемого размера. Отходы, которые остаются в процессе лущения применяются для производства древесностружечной плиты ДСП и древесноволокнистой плиты ДВП.
Шпон на лущильной линии. |

Для изготовления фанеры допускается шпон с влажностью около 6%. Для достижения такой влажности шпон сушат в газовых или паровых сушках, а потом разделяют на сорта, в зависимости от наличия сучков и других дефектов.
Для повышения качества фанерного листа необходимо нормализовать размеры и качество шпона. Выпавшие сучки и другие дефекты вырубаются из шпона, а отверстия заделываются шпоновыми заплатками. Все это выполняется с помощью шпонопочиночных станков. Иногда дефекты убираются с помощью вырезки из шпона по всей ширине ленты дефектной области. Затем в месте разрыва лента шпона сшивается стеклонитью, которая обработана полиамидной смолой. Эти операции выполняются на ребросклеивающих станках. Существуют станки, в которые шпон подается поперек или вдоль. Процесс ребросклеивания шпона положительно сказывается на качестве фанерного листа и позволяет механизировать движение ленты шпона во время формирования стопок для последующей склейки фанеры.
Линия сращивания шпона |
После этого шпон подвергается кондиционированию, а затем поступает в цех для склеивания. Сегодняшние цеха по склеиванию фанеры оборудованы 30-40 этажными горячими прессами, в которые автоматически загружаются пакеты и также автоматически выгружается фанера. Также цеха оборудованы станками, наносящими клей, агрегатами, укладывающими шпон в пакеты и прессами для подпрессовки пакетов, когда они собраны в пачки, а также транспортировочными агрегатами.
Пакеты, из которых будет сделана фанера, состоят из нечетного числа листов шпона. Клеем обрабатываются четные листы. При изготовлении влагостойкой фанеры или
фанеры фк используется карбамидный клей, при изготовлении фанеры фсф – фенолформальдегидный. При составлении пакетов попеременно кладутся листы шпона обработанные клеем и без клея. Стопы транспортируются к станку, где происходит подпрессовка, которая улучшает качество склеивания и позволяет добиться компактности пакетов. Затем пакеты подаются в горячий пресс.
Стопы транспортируются к станку, где происходит подпрессовка, которая улучшает качество склеивания и позволяет добиться компактности пакетов. Затем пакеты подаются в горячий пресс.
После склеивания фанера подвергается кондиционированию и обрезке по размерам на круглопильных станках.
Высокие сорта фанеры шлифуют на широколенточном шлифовальном оборудовании. Фанера, которая подверглась обработке на шлифовальном станке, обладает высокой точностью по толщине. Такая фанера называется калиброванной. Затем фанера сортируется, получает маркировку и упаковывается в пачки для доставки потребителю.
Видео о производстве фанеры на заводах холдинга “СВЕЗА”:
Линия производства фанеры (5000-50000 м³ в год)
Схема производственного процесса изготовления фанеры
Технические параметры линии
| № | Параметр | Ед. | Производительность | |||
| 5 000 м³/год | 10 000 м³/год | 15 000 м³/год | 20 000 м³/год | |||
| 1 | Потребность в дереве | м³ | 6 000 | 12 000 | 18 000 | 24 000 |
| 2 | Формат фанеры | мм. | 1220×2440 | |||
| 3 | UF клей 100% | т/год | 250 | 500 | 750 | 1000 |
| 4 | Давление газа | МПа | 0. 8 8 |
0.8 | 0.8 | 0.8 |
| 5 | Общая мощность | кВт | 154 | 163 | 262 | 315 |
Комплектация линии (4 производительности)
| № | Оборудование | Производительность | |||
| 5 000 м³/год | 10 000 м³/год | 15 000 м³/год | 20 000 м³/год | ||
| 1 | 8′ лущильный станок со шпинделем | 1 | 1 | 2 | 2 |
| 2 | 4′ лущильный станок со шпинделем | 1 | 1 | 2 | 2 |
| 3 | 8′ лущильный станок без шпинделя | 1 | 2 | 2 | 4 |
| 4 | 4′ лущильный станок без шпинделя | 1 | 2 | 2 | 4 |
| 5 | 8′ шлифовальный станок | 1 | 1 | 1 | 1 |
| 6 | 4′ заточный станок | 1 | 1 | 1 | 1 |
| 7 | Сеточная сушилка | 1 | 1 | 2 | 2 |
| 8 | 8′ электрический обрезатель | 1 | 1 | 2 | 2 |
| 8 | 4′ электрический обрезатель | 1 | 1 | 2 | 2 |
| 10 | 8′ клееподготовитеьная машина | 1 | 1 | 2 | 2 |
| 11 | Подпрессовщик | 1 | 1 | 2 | 2 |
| 12 | Горячий пресс | 8/1 | 15/1 | 12/2 | 15/2 |
| 13 | 8′ листозагибочный станок | 1 | 2 | 2 | 4 |
| 14 | 4′ листозагибочный станок | 1 | 2 | 2 | 4 |
| 15 | Подъёмный стол (гидравлика) | 0 | 2 | 4 | 4 |
| 16 | Шлифовальный станок | 1 | 1 | 2 | 2 |
| 17 | Вырезатель дырок | 1 | 1 | 1 | 1 |
| 18 | Обрезчик кромок | 1 | 1 | 1 | 1 |
Видео производства
лущение, сушка
обдирание, нарезка, починка
соединение, нанесение клея
предпрессование, прессование
шлифование
обрезка кромок, готовая продукция
Станок для изготовления фото рамок из фанеры – Отзывы и сравнение
Прошу дельного совета.
Есть небольшое количество людей, которые могут купить рамки из фанеры (раньше занимался печатью фото, осталась группа в ВК). Хочу приобрести не большой станок для изготовления фото рамок, и супруга пока в декрете имеет возможность из красить акриловыми красками (+у неё художественное образование). Идея в общем такова.
И бюджет и запрос на рабочее поле станка не велики. 60000 руб и желаемое рабочее поле – 600 на 400, z – для раскроя фанеры не сильно принципиальная.
Пртсмотрелся к станка из Китая – https://m.aliexpress…pe=600#autostayСтоит ли мне его покупать или это выкинутые деньги? Подкопить на более дорогой станок? Начать собирать самому? И инструментом и компьютером дружу. И вообще изготовление фото рамок, метрик, медальниц – дело перспективное или нет? Понимаю, что для это лучше рабочее поле нужно большее, но бюджет… С чего то начать хочется.
 Есть небольшое количество людей, которые могут купить рамки из фанеры (раньше занимался печатью фото, осталась группа в ВК). Хочу приобрести не большой станок для изготовления фото рамок, и супруга пока в декрете имеет возможность из красить акриловыми красками (+у неё художественное образование). Идея в общем такова.
Есть небольшое количество людей, которые могут купить рамки из фанеры (раньше занимался печатью фото, осталась группа в ВК). Хочу приобрести не большой станок для изготовления фото рамок, и супруга пока в декрете имеет возможность из красить акриловыми красками (+у неё художественное образование). Идея в общем такова.
Хотели дельного совета? Распишитесь и получите!
Та мухорайка, на которую вы нацелились, конечно в умелых руках фанерку жевать будет и мелкой фрезой, например 2мм компрессионкой K1FLX32005 , по 3мм приличной фанерке даже чистенько и без сколов, а толще под такие нужды обычно фанеру НЕ берут, но:
1. Где вы видели стандартные листы фанеры 600 на 400 размером? А это значит, что вам чем-то надо будет большой лист кроить на заготовки с учетом полей для закрепления, а это значит надо еще как минимум раскроечное оборудование (верстак большой, пила дисковая или лобзик, соответствующий разметочный инструмент), куча лишней работы, соизмеримой по времени с вырезанием рамки на станке, дикий перерасход материала и куча приладок т.к. надо каждый маленький кусочек фанеры положить на станок и закрепить, а уж потом запускать обработку, по сравнению с тем, если кроить сразу из цельного листа…
Где вы видели стандартные листы фанеры 600 на 400 размером? А это значит, что вам чем-то надо будет большой лист кроить на заготовки с учетом полей для закрепления, а это значит надо еще как минимум раскроечное оборудование (верстак большой, пила дисковая или лобзик, соответствующий разметочный инструмент), куча лишней работы, соизмеримой по времени с вырезанием рамки на станке, дикий перерасход материала и куча приладок т.к. надо каждый маленький кусочек фанеры положить на станок и закрепить, а уж потом запускать обработку, по сравнению с тем, если кроить сразу из цельного листа…
2. Кроме того где вы видели что-бы фанера была сразу с качественной поверхностью сразу под покраску, а значит надо будет еще и шлифовать, а это также оборудование и верстак, а плюс еще прорва пыли, а это, как я понял, вы хотите делать дома, где жена в декрете и чилдрен пасется, коим пыль противопоказана….
3. Ну, наделаете этих рамок, жена их разрисует (это тоже труд, а значит вклад в себестоимость), а себестоимость их будет, из-за указанных моментов далеко не 50руб за штуку – такую выходную стоимость от производителя имеет фанерный или из среза кедра, если делается на Алтае, гравированный лазером магнитик на холодильник при условии если один боец их на потоке делает как минимум на двух лазерных граверах с мощностью трубы 70Вт (дабы и гравировка делалась эффективно и резалось уже разумно быстро), который в киосках сувениров будет стоить уже 150руб, т. к. розничный реализатор на такую мелочевку накручивает втрое по сравнению с отпускной ценой цеха… А дороже продавать – где вы найдете такой сбыт…. Если интернет магазин, то упаковка и отправка будет резко удорожать…
к. розничный реализатор на такую мелочевку накручивает втрое по сравнению с отпускной ценой цеха… А дороже продавать – где вы найдете такой сбыт…. Если интернет магазин, то упаковка и отправка будет резко удорожать…
Возьмите, просчитайте все до мелочей, а потом подумайте какой навар с этого бульона бизнеса будет….
Поэтому народ и стебается, что на вторичном рынке этого, в смысле хоббийных станочков, которые пытались применить в бизнес абсолютно не посчитав закупали из последних денег, а затем, проколовшись, выставили на продажу даже мизерно поюзав, как дерьма за баней , а так:
Ныряйте – здесь НЕ глубоко…. (с)
P.S. что-то я сегодня подозрительно добрый, раз такое пишу, вместо того, чтобы, как все, жестко стебаться – наверное из-за того, что редиску с утра пораньше в теплице посеял, а сейчас занимаюсь пикировкой рассады клубники трех сортов…
Видать сельхоз дела успокаивают и расслабляют…
Сообщение отредактировал 3D-BiG: 27 Апрель 2017 – 11:24
Как получают фанеру.
 Оборудование для изготовления фанеры. Заготовка древесины для получения фанеры
Оборудование для изготовления фанеры. Заготовка древесины для получения фанерыПроизводство фанеры является очень сложным, но прибыльным бизнесом. Для открытия предприятия по производству фанеры необходимо, прежде всего, приобрести оборудование, которое используется для этого процесса. Стоит помнить, что качественное оборудование способно значительно упростить процесс производства фанеры.
Оборудование для изготовления фанеры
Для производства фанеры чаще всего используются лущильный, калибровочный и раскроечный станки. С помощью лущильного станка осуществляется получение тонкой поперечной стружки. На этих станках обрабатываются короткие бревна, которые по-другому называются чураки. На суппорте станка устанавливается нож, который при вращении бревна срезает с него слой древесины. Этот слой древесины имеет слой толстой и беспрерывной ленты, которую называют шпоном.
Для улучшения качества шпона и увеличения его прочности во время лущения шпона производится обжим древесины. Для этого используется прижимная линейка.
Для этого используется прижимная линейка.
Калибровочный станок используется для пропуска бревен с сечениями. Благодаря этому станку обеспечивается удаление участков бревен, которые выступают за просветы в нем. Закомелистая часть наиболее толстых бревен обтачивается благодаря наличию калибрующих ножей. Благодаря возможности регулировать положение ножей на роторе можно обрабатывать на этом станке бревна различного сечения. Раскроечные станки предназначаются для раскройки фанеры. Они характеризуются большими габаритами, что позволяет разрезать фанеру на листы разнообразных разрезов.
Для того, чтобы просканировать недостатки отобранного материала используются специальные станки. Ими являются измерители количества влаги, а также конвейеры.
Иногда на производстве фанеры используются линии, благодаря которым осуществляется сортировка шпона.
Технология производства фанеры
Производство фанеры состоит из нескольких этапов. К основным из них относится:
- Подбор материала;
- Снятие коры;
- Снятие слоя шпона на лущильном станке;
- Просушка шпона.
К подбору материала для фанеры необходимо подходить очень тщательно. Зачастую для производства фанеры используют шпон из березы, ольхи, бука, сосны и т.д. Для создания удобств в работе материал проваривается в специальном бассейне. Этот процесс значительно повышает качество сырья.
После этого с древесины снимается кора, а также проверяется материал на наличие металлических элементов. Далее материал поступает на специальное оборудование, которое предназначается для производства фанеры.
На лущильном станке снимаются первый слой шпона, после чего его разделяют на отдельные листы. Качество шпона зависит от вида древесины. При наличии в шпоне большого количества влаги его отправляют на просушку. Далее производится склеивание листов шпона.
Для склеивания шпона используются специальные материалы. Клеящие составы изготавливаются в механизированных смесителях, после чего они подаются желобки нескольких клеевых вальцов. Прокатывается клеящий состав с обеих сторон пиломатериала. Далее промазанные клеем листы шпона склеиваются с помощью пневматических, гидравлических или винтовых прессах.
Далее промазанные клеем листы шпона склеиваются с помощью пневматических, гидравлических или винтовых прессах.
При склеивании фанеры в комнатной температуре их необходимо продержать в помещении около 6 часов. Наиболее эффективным является прессование фанеры при повышенной температуре. В таких условиях на склеивание шпона уходит всего несколько минут.
В том случае, если производится гнутая фанера , используется специальные инструментальные плиты, которые характеризуются наличием нескольких пресс-форм. Далее фанера поступает на раскроечный станок, где осуществляется ее резка на листы различных размеров. Технология изготовления фанеры напрямую зависит от вида производимого строительного материала.
Линия по производству фанеры
Выпуск фанеры требует наличия специальных линий. Это специализированное оборудование, которое значительно упрощает процесс производства. Работа линии заключается в следующем. Древесина в виде бревна или чурака очищается от разнообразных загрязнений, а также с нее снимается кора. Для этого в течение нескольких часов применяется влаготермическая обработка.
Для этого в течение нескольких часов применяется влаготермическая обработка.
После того, как древесина прошла процесс размягчения, ее закрепляют в специальном станке, который вращается вокруг своей оси. К чураку подводится лущильный нож и с его помощью снимается с него тонкий слой древесины. Благодаря этой процедуре вырабатывается стружка. Эта стружка и становится основой будущей фанеры.
Шпон раскраивается на листы. Эти листы проходят процесс сортировки согласно их качеству. При этом учитывается наличие трещин, сучков и разнообразных незначительных дефектов. Далее листы проходят процесс сушки, после чего их собирают в пакеты. Улаживаются листы в пакеты по принципу перпендикулярности.
Базовый лист фанеры должен быть расположен симметрично. После того, как пакет сформирован, его смазывают специальным клеящим составом. Благодаря клею из отдельных листов шпона образуется единый и цельный лист фанеры. После этого фанера проходит процесс высыхания и охлаждения. На этом процесс производства на линии заканчивается.
Во время производства шлифованной фанеры используются специальные шлифовальные станки, на которых она проходит соответствующую обработку.
В случае изготовления ламинированной фанеры используется специальная пленка, которая наклеивается сверху на фанеру.
Благодаря этой пленке фанера имеет отличные технические характеристики, а также повышенный уровень износоустойчивости. Ламинирование фанеры может быть выполнено как с одной, так и с двух сторон. Водостойкую фанеру во время производства обрабатывают специальными смолами.
Популярные модели оборудования
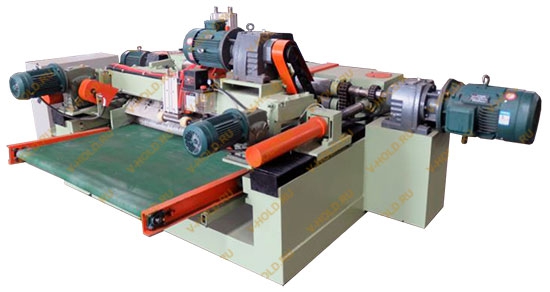
Лущильный станок СЛ-720
На производствах фанеры используются разнообразные станки. От качества оборудования зависит скорость процесса изготовления фанеры, а также его качество. Именно поэтому к подбору оборудования необходимо подходить очень ответственно. Существует множество фирм, которые занимаются производством оборудования для изготовления фанеры. Наиболее популярными среди станков для производства фанеры считаются:
- Лущильный станок для производства шпона СЛ-720 (1600). С помощью этого станка древесина обрабатывается без дополнительных усилий. Определение оптимального положения оси обеспечивается благодаря наличию специального приспособления. Наличие дебаркера обеспечивает высокое качество начальной обработки чурака. С помощью хорошей фрезы заготовке придается правильная форма. Наличие гибкого гофрированного шланга позволяет беззаботно удалять отходы во время работы.
 С помощью этого станка древесина обрабатывается без дополнительных усилий. Определение оптимального положения оси обеспечивается благодаря наличию специального приспособления. Наличие дебаркера обеспечивает высокое качество начальной обработки чурака. С помощью хорошей фрезы заготовке придается правильная форма. Наличие гибкого гофрированного шланга позволяет беззаботно удалять отходы во время работы.
С помощью этого станка древесина обрабатывается без дополнительных усилий. Определение оптимального положения оси обеспечивается благодаря наличию специального приспособления. Наличие дебаркера обеспечивает высокое качество начальной обработки чурака. С помощью хорошей фрезы заготовке придается правильная форма. Наличие гибкого гофрированного шланга позволяет беззаботно удалять отходы во время работы.Раскроечный станок по дереву FDB Maschinen FR 6020 предназначается для обработки фанеры. Это изделие характеризуется компактностью, высоким уровнем сборки и наличием специальных устройств, благодаря которым значительно упрощается процесс обработки дерева.
Все станки производятся из материалов высокого качества, что обеспечивает им прочность, надежность и длительный срок эксплуатации. После производства все станки проходят ряд испытаний, что обеспечивает им высокий уровень износоустойчивости, а также значительно упрощает процесс производства фанеры.
Видео про изготовление фанеры
Изготовление фанеры происходит в соответствии с прописанными правилами ГОСТа 3916 – 96. Материал должен соответствовать по качественным характеристикам и внешнему виду наружных слоев всем требованиям, прописанным нормативным документом. ГОСТ определяет требования к параметрам фанеры согласно следующим показателям:
Материал должен соответствовать по качественным характеристикам и внешнему виду наружных слоев всем требованиям, прописанным нормативным документом. ГОСТ определяет требования к параметрам фанеры согласно следующим показателям:
Вид древесины. В производстве используется отборной шпон лиственных и хвойных древесных пород. При создании плиты данные виды сырья могут комбинироваться.
Марка плиты. Наиболее востребованными в современном строительстве являются листы влагостойкой фанеры ФК, произведенной на основе экологически безопасного карбамидного клея, и фанера ФСФ повышенной влагостойкости, созданные с применением надежного фенолформальдегидного клеевого соединения.
Класс эмиссии. В зависимости от объема содержания токсичных фенолформальдегидных смол на 100 грамм готовой листовой продукции разделяют два класса эмиссии: Е1 и Е2.
Степень обработки. Фанеру (НШ) обрабатывают при помощи шлифовочных барабанов с целью очищения и полировки поверхности плиты. Обработка может производиться как с одной (Е1), так и с другой стороны (Е2).
Габариты. Фанера бывает стандартная (1220*1220, 1500*1500, 1525*1525 мм) и большеформатная (1220*2440, 1500*3000, 1525*3050 мм). Толщина фанеры варьируется от 3 до 40 мм.
Вся информация о фанере (наименование, порода древесины, марка, класс эмиссии, вид обработки поверхности и размер) содержится в маркировке. Технология производства ламинированной фанеры включает в себя покрытие поверхности специальной защитной пленкой. Использование березовой фанеры более распространенно. Рассмотрим производство фанеры более детально.
Размягчение древесины в кипятке
Древесина не отличается особой гибкостью, поэтому в цеху используется специальная обработка сырья. Размягчение древесины проводят двумя способами:
материал обрабатывается паром при температуре 170 – 220оС в специальной камере;
бревна помещаются в бассейны с теплой водой 40оС. Вымачивание занимает летом до суток, зимой – двое суток.
Вываривание дерева в кипятке освобождает его структуру от «лесной» влаги и убивает насекомых. От верности выбранного температурного режима зависит дальнейшее качество шпона. Благодаря такой обработке уменьшается риск появления трещин в дальнейшей сушке, древесина становится мягче, что особенно важно для лущения.
От верности выбранного температурного режима зависит дальнейшее качество шпона. Благодаря такой обработке уменьшается риск появления трещин в дальнейшей сушке, древесина становится мягче, что особенно важно для лущения.
Производство шпона
Дальнейшим этапом изготовления фанеры, является процесс производства шпона. Принцип технологии производства включает в себя три способа:
лущение чураков на специальном оборудовании;
пиление на полосы;
строгание чураков.
Однако получение шпона последними двумя способами неэкономично и оставляет много отходов. В связи с этим методы практически не используются. Для лущения сырье крепится на круговой станок и начинает вращаться вокруг своей оси. Затем подводится лущильный нож, который срезает тонкие слои древесины. Древесина режется по спирали и от ножа выходит непрерывная лента сырья. Длина материала зависит от диаметра и толщины чурака и может быть от 10 метров до 100 метров. Таким образом получают слои шпона из которых и производят фанеру. Отсюда и название «шпон лущеный».
Разрезание натурального шпона и сушка
Размеры натурального шпона зависят от габаритов чурака. После слущивания волокно нарезается в стандартные размеры 1,3 или 1,6 м. Листы шпона передают на этап сушки. Откалиброванный шпон поступает на измельчение и дальнейшую переработку. Сушка происходит в контейнере с помощью теплого воздуха, после чего сканером и влагомером отсортировывается и отправляется на повторный цикл просушки.
Склеивание шпона и прессование слоев фанеры
Для склеивания слоев используют виды клея в зависимости от необходимого типа фанеры. К примеру, для ФСФ фанеры используются фенолформальдегидные смолы. Слои шпона склеиваются волокнами, перпендикулярно направленными к последующему слою. После процесса фанера должна быть ровной, а ее кромки параллельными. Не допускается нахлест и расхождение шпона. Пресс шпона происходит двумя способами:
холодная прессовка, при которой шпон поступает на участок наборки пакетов, где листы шпона с нанесенным клеевым слоем чередуются с сухими листами.
горячая прессовка — производится для склеивания слоев в горячих прессах под воздействием высокого давления и температуры.
Часто используется гумирка – лента из бумаги, на которую нанесен натуральный клей. Такой способ приклеивания не оставляет пятен на фанере, а клей не вступает в реакцию с лаками и другими составами.
Сушка фанеры
Для тщательного просушивания листов после проклейки применяются специальные сушилки. Длительность такого цикла – от 3 до 90 минут в зависимости от толщины. Существует такие методики сушки фанеры:
конвекция, под напором теплого воздуха;
кондукция, для этого тепло передается при контакте с поверхностью, например, плиты пресса, нагретой до 120-180оС;
радиационная, при этом появляется тепло от инфракрасных излучений. Луч проникает в шпон на 1-2 мм. Температура излучения лучей 130-250оС.
Комбинированный способ сочетает в себе несколько разных методик. В каждой сушильной камере происходят три варианта сушки в разном сочетании – это зависит от оборудования.
Обрезание краев и сортировка
После прессования фанеру обрезают под требуемый формат. Допускается отклонение от габаритов 4 – 5мм. Обрезка выполняется на круглопильных станках. Особенность обрезания в том, что у сырья отсутствуют базовые кромки. Поэтому лист подается на гусеничном механизме для ровного края среза. Помимо поштучного подрезания возможно обрезание пачками. После такого этапа и возможного шлифования происходит процесс сортировки фанеры в соответствии с требованиями ГОСТа. Фанера проверяются на наличие дефектов и раскладываются по сортам и размерам. Листы укладываются на поддон, затем закрываются упаковочным картоном. Часто для упаковки используют полиэстеровую ленту толщиной не менее 0,8 мм и шириной 19 мм. Затем фанеру в пачке обвязывают ремнями.
В скором времени на нашем сайте появится целый цикл материалов, посвященный исключительно производству фанеры. В этой статье мы опишем это производство лишь кратко.
Весь процесс производства можно разделить на несколько этапов:
- подготовка кряжей;
- лущение шпона;
- формирование листов;
- склейка фанеры;
- дополнительная обработка фанеры.

Подготовка кряжей
Шпон, используемый для производства фанеры, получают из предварительно окоренных и размягченных чураков – отрезков бревна определенной длины. Эти чураки заранее заготавливают и хранят либо в штабелях на открытых площадках, либо в водоемах в затопленном виде. По мере необходимости чураки извлекают, снимают с них кору и распаривают.
Распаривание древесины позволяет частично размягчить лигнин, входящий в ее состав. Это делает древесину более мягкой, упрощая лущение и последующее распрямление шпона. При этом степень размягчения следует контролировать: при слишком интенсивном или продолжительном распаривании древесина начнет расслаиваться на отдельные волокна, что резко снизит качество шпона.
Лущение шпона
Чураки лущат на специальных лущильных станках. Они имеют достаточно простое устройство. Чурак зажимается кулачками, которые вращаются и придают вращение чураку. Неподвижный лущильный нож подводится к древесине под определенным углом и срезает с чурака тонкий слой шпона. Затем шпон расправляется, раскраивается и высушивается.
Затем шпон расправляется, раскраивается и высушивается.
Формирование фанерных листов
Полученные листы шпона сортируют. Лучшие листы шпона используются для изготовления внешних слоев фанеры высоких сортов. Внутрь укладываются листы с дефектами древесины.
Как правило, лист фанеры изготавливается из нечетного числа листов шпона. Центральный лист укладывается волокном вдоль длинной стороны фанерного листа, прилегающие к нему – поперек, следующие – снова вдоль и т.д. Размещение листов шпона в таком порядке придает материалу одинаковую механическую прочность во всех направлениях.
В том случае, если фанеру изготавливают из четного числа листов шпона, в качестве центра используются два листа, уложенных «по волокну». Остальные укладываются точно так же, как и в первом случае.
Склеивание фанеры
Фанеру склеивают синтетическими смолами. Тип смол определяет свойства получаемой фанеры:
- карбамидоформальдегидные смолы – фанера ФК, имеет нормальную влагостойкость, не выделяет фенол;
- фенолформальдегидные смолы – фанера ФСФ, имеет повышенную влагостойкость, выделяет фенол;
- меламиноформальдегидные смолы – фанера ФКМ, имеет повышенную влагостойкость, не выделяет фенол;
- бакелитовые пленки и лаки – бакелизированнная фанера, имеет очень высокую влагостойкость, выделяет фенол.
Нагретые до вязкого состояния смолы наносятся на поверхность шпона тонким слоем. Затем шпон опять укладывается в стопки и помещается в пресс. Под действием высокой температуры и давления смолы склеивают слои шпона в единое целое. Через некоторое время готовые фанерные листы извлекают и охлаждают.
Дополнительная обработка
Часть фанеры реализуется без всякой обработки. Ее просто сортируют, маркируют, укладывают в пачки и отправляют на склад.
Значительная часть производимой продукции подвергается шлифованию. Для шлифования используют барабанные шлифовальные станки. Различают шлифованную с одной стороны (Ш1) и шлифованную с двух сторон (Ш2) фанеру.
Большие объемы фанеры марки ФСФ подвергают ламинированию пленкой, которая представляет собой пропитанную фенолформальдегидными смолами бумагу. Ламинированные листы используется в строительстве в качестве прочной и долговечной опалубочной плиты.
Иногда фанеру покрывают шпоном из более дорогих древесных пород либо декоративными пленками на основе меламина.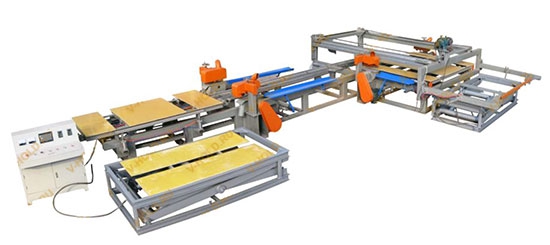 Такая фанера используется для изготовления мебели и предметов интерьера.
Такая фанера используется для изготовления мебели и предметов интерьера.
Фанера представляет собой слоистый материал, состоящий из склеенных между собой листов лущеного шпона, нередко в композиции с другими материалами. В листе фанеры различают наружные (лицевой и оборотный) и внутренние слои шпона, отличающиеся качеством и иногда породой древесины. В основу классификации фанеры положен ряд конструктивных и технологических признаков, определяющих эксплуатационные качества каждого ее вида.
Фанера общего назначения. Фанеру общего назначения изготовляют из трех и более слоев шпона и используют в производстве мебели, тары, в строительстве, а также в ряде других отраслей.
В зависимости от вида применяемого клея фанера выпускается следующих марок: ФСФ — фанера повышенной водостойкости, с применением фенолоформальдегидных клеев; ФК — фанера средней водостойкости, с применением карбамидоформальдегидных клеев; ФБА — фанера средней водостойкости, с применением альбуминоказеиновых клеев.
В зависимости от качества шпона своих наружных слоев фанера делится на пять основных сортов; А/АВ, АВ/В, В/ВВ, ВВ/С, С/С. Допускается изготовлять фанеру со следующим сочетанием лицевых слоев: А/В, А/ВВ, АВ/ВВ, В/С. Фанеру выпускают нешлифованной и шлифованной с одной или двух сторон. Шероховатость нешлифованной фанеры из древесины лиственных пород не более 200 мкм, шлифованной не более 80 мкм, а из хвойной древесины — соответственно не более 300 и 200 мкм.
Фанеру выпускают длиной 2440–1220 мм, шириной 1525–725 мм и толщиной 1,5–18 мм. При длине одной из сторон более 1800 мм фанеру называют большеформатной. Фанеру, у которой больший размер совпадает с продольным направлением волокон шпона наружных слоев, называют продольной, в противном случае — поперечной.
Фанера строительная. Строительную фанеру изготовляют из шпона хвойных пород – сосны и лиственницы толщиной 2-4.5мм, а также комбинированную. Комбинированную фанеру изготовляют с чередующимися слоями шпона из древесины хвойных пород толщиной 2 мм и более и березового шпона толщиной 1,5 мм и более или только из чередующихся слоев березового шпона этих толщин. Наружные слои фанеры изготовляют из березового шпона толщиной 1 мм. Такая конструкция пакета дает высокое качество склеивания и поверхности фанеры.
Наружные слои фанеры изготовляют из березового шпона толщиной 1 мм. Такая конструкция пакета дает высокое качество склеивания и поверхности фанеры.
Строительную фанеру изготовляют в основном на клеях высокой водостойкости марки ФСФ, а также марки ФК. Влажность фанеры марки ФСФ до 12%. а марки ФК до 10%.
Фанеру изготовляют шлифованной и нешлифованной. Шероховатость шлифованной фанеры из древесных хвойных пород до 200 мкм, комбинированной — до 70 мкм, а нешлифованной соответственно до 300 мкм и до 200 мкм.
Строительную фанеру выпускают в основном большеформатной, размером 2440х1220 мм, хотя предусмотрено изготовление ее и с такими размерами, как фанеры общего назначения. Строительная фанера отличается большой толщиной — от 8 до 19 мм
Фанера из древесины хвойных пород предназначена для изготовления сооружений каркасного, сборно-щитового, передвижного типов: для строительства деревянных домов и сооружений, в вагоностроении. Комбинированная фанера используется в деревянном домостроении в качестве обшивочного материала.
Клеи требования, предъявляемые к клеям. Качество клееного материала в значительной степени зависит от качества клея. Поскольку область применения клееных материалов очень широка, а условия эксплуатации разнообразны, к клеям предъявляются различные требовании эксплуатационного, технологического и экономического характера. Рассмотрим главные из этих требований.
Эксплуатационные требования следующие
1. Клей должен создавать прочное клеевое соединение, для чего он должен иметь высокую адгезию к склеиваемому материалу и высокие когезионные свойства. Термин «адгезия» (прилипание) характеризует связь между двумя приведенными в контакт материалами разной природы, обусловленную спецификой взаимодействия между молекулами этих веществ. Определяется адгезия величиной силы, потребной для отрыва пленки клея от подложки (например, от древесины).
Термин «когезия» характеризует связь частиц внутри данного тела, т. е. прочность самого отвержденного клея. Желательно, чтобы когезионная прочность клея была выше прочности склеиваемого материала (например, древесины).
2. Клей после отверждения должен быть водостойким, т. е. должен сохранять свойства при длительном воздействии на него воды. Между тем структура и свойства клея, находящегося в твердой фазе, могут изменяться в результате набухания или экстракции водой водорастворимых ингредиентов клея – пластификаторов, стабилизаторов, наполнителей и т. д. Но поскольку процесс поглощения воды носит диффузионный характер, его оценивают массой поглощенной воды, отнесенной к поверхности образца клея.
Водостойкость клея зависит от его природы, структуры, состава, степени отверждения, толщины пленки и т. д. Водостойкость может быть повышена термической обработкой клея или введением в него аппретированных наполнителей. Высокая водостойкость клея особенно необходима при изготовлении изделий, на которые может действовать капельно-жидкая влага (в судо- и авиастроении, производстве тары, сельхозмашиностроении и т. д.). Водостойкость клея и его стоимость находятся в прямой зависимости.
3. Клей после отверждения должен быть влагостойким (атмосферостойким), т. е. должен сохранять свои свойства при длительном воздействии на него влажного воздуха. Пары воды могут вызывать набухание гидрофильных материалов в результате адсорбции, что часто сопровождается гидролитическим расщеплением связей в молекулах клея. Протекает этот процесс чаще всего при повышенных температурах.
е. должен сохранять свои свойства при длительном воздействии на него влажного воздуха. Пары воды могут вызывать набухание гидрофильных материалов в результате адсорбции, что часто сопровождается гидролитическим расщеплением связей в молекулах клея. Протекает этот процесс чаще всего при повышенных температурах.
Влагостойкость клея характеризуется влагопоглощением, т. е. количеством воды (в процентах), которое он в течение определенного времени поглощает из воздуха, имеющего относительную влажность 95–98% при t = 20°С. При длительном нахождении во влажной атмосфере, влагопоглощение достигает равновесного состояния. Требования в отношении влагостойкости особенно высоки, если клей используется для материалов, применяемых в тропиках.
Клей должен быть биостойким. Выполнение этого требования важно в случае работы клееного материала во влажной среде и при повышенной температуре. Поэтому желательно иметь в составе клея ядовитые для микроорганизмов вещества.
Клей после перехода в твердое состояние должен быть термостойким.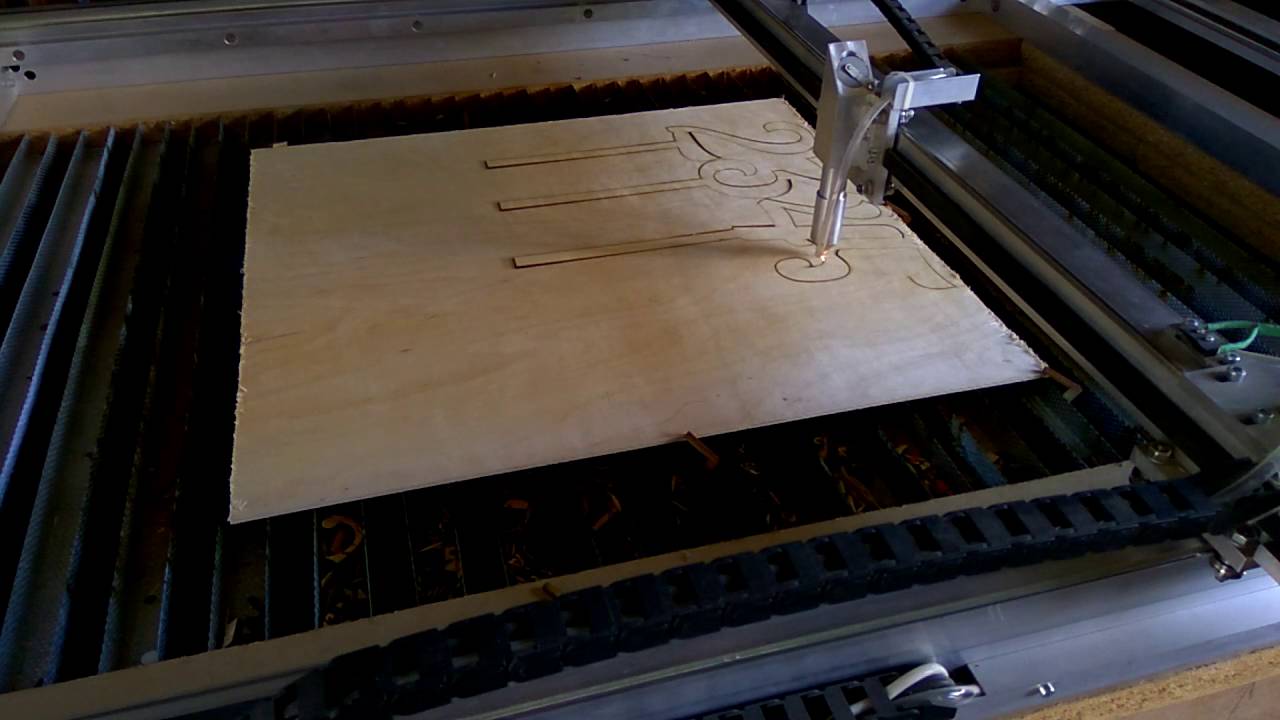 Во время эксплуатации клееного материала на него может действовать воздух, имеющий высокую температуру, и если при этом клей размягчится, прочность клеевогосоединения снизится.
Во время эксплуатации клееного материала на него может действовать воздух, имеющий высокую температуру, и если при этом клей размягчится, прочность клеевогосоединения снизится.
Клей после отверждения должен быть бензо- и маслостойким, т. е. при соприкосновении, например, с углеводородами он не должен набухать в них, так как это неизбежно отразилось бы на его прочности. Бензо- и маслостойкость зависят от химического строения клея, его структуры, состава, степени отверждения и толщины клеевого слоя. Оценивается бензо- и маслостойкость по изменению массы (в процентах) или относительному изменению какого-либо из прочностных показателей пленки отвержденного клея при выдержке ее в течение определенного времени в среде, содержащей топливо или масло.
Клей должен быть эластичным. Необходимость такого требования может возникнуть, например, при изготовлении фанеры, наружные слои которой выполнены из металла. Последний имеет значительно больший температурный коэффициент линейного расширения, чем древесина. Применение клея, имеющего повышенную эластичность, будет уменьшать опасность коробления готового продукта, снижения прочности или разрушения.
8. Клей должен быть нейтральным к древесине, т. е. не должен разрушать волокна древесины и изменять ее цвет. Последнее особенно неприятно, если имеется опасность просачивания клея и выхода его на лицевые поверхности склеиваемого материала. Цвет древесины может изменяться при сильной щелочности клея и содержании в древесине танина.
9. Клей должен обеспечивать получение долговечного клеевого соединения. В процессе склеивания и во время эксплуатации клеевого соединения при постоянных нагрузках в нем появляются внутренние напряжения, что, однако, не приводит к его разрушению. Причиной же последнего может быть термофлуктуационный разрыв межатомных связей, происходящий под действием тепла. Кроме того, на долговечность клеевых соединений оказывают влияние кислород воздуха, влага, различные излучения (гамма-лучи, ультрафиолетовые лучи и пр.), химически активная среда и т. д.
Старение клеевых соединений может сопровождаться испарением растворителя, миграцией пластификатора, различными диффузионными процессами.
10. Клей после отверждения не должен быть очень твердым, иначе при механической обработке склеенных деталей он будет оказывать абразивное действие на режущий инструмент, ускоряя его износ.
Экономические требования, вытекающие из стремления обеспечить минимально возможную себестоимость изготовляемой клееной продукции, сводятся к следующему.
1. Сырье, применяемое для изготовления клея, должно быть доступным.
2. Стоимость клея, расходуемого на единицу площади склеиваемого материала, должна быть минимальной.
3. Клей должен иметь достаточно высокую скорость отверждения, что будет способствовать повышению производительности клеильного оборудования и, следовательно, снижению себестоимости склеивания.
4. Оборудование, необходимое для изготовления клея (смолы), должно отличаться простотой и быть дешевым.
5. Капитальные затраты на организацию производства клея должны быть минимальными, что обеспечит быструю их окупаемость. Клеев, которые полностью удовлетворяли бы всем перечисленным требованиям, не существует, и стремиться к созданию таких клеев не следует, ибо экономически это себя не оправдало бы.
Свойства смол и клеев
Области применения. Высокие требования, предъявляемые к клеевым соединениям, а также стремление в ряде случаев уменьшить использование пищевого сырья для производства клеев, заставили расширить применение для этих целей синтетических смол. Синтетические смолы (полимеры) состоят из большого числа повторяющихся звеньев молекул, молекулярная масса которых может изменяться от нескольких тысяч до нескольких миллионов. Они представляют собой сложную смесь компонентов, близких по своему составу, но отличающихся длиной молекулярных цепей.
Синтетические смолы получают на основе реакций полимеризации и поликонденсации. В первом случае протекает процесс укрупнения молекул при постоянстве химического состава вещества. Молекулярная масса при этом увеличивается, и получающееся вещество приобретает новые свойства, отличные от свойств первичного продукта. Реакция полимеризации широко используется в производстве лаков и пластмасс.
Во втором случае из двух или нескольких низкомолекулярных веществ образуется повое по своему химическому составу высокомолекулярное вещество, а процесс сопровождается выделением таких простых продуктов, как вода, хлористый водород, аммиак и др. Образовавшееся новое вещество по своему составу резко отличается от исходных веществ. Важно отметить, что реакция поликонденсации, протекающая в реакторе во время изготовления смолы, до конца не доводится, ее прерывают после образования смолообразного продукта. Это необходимо для того, чтобы исключить переход последнего в твердое состояние, в котором он непригоден для дальнейшего использования. Завершаться реакция поликонденсации должна при использовании смолы в качестве клея, т. е. в момент формирования клеевого слоя. Скорость протекания реакции поликонденсации, а также молекулярная масса получаемых продуктов меньше, чем при реакции полимеризации.
По химической активности высокомолекулярные соединения делят на две группы — термопластичные и термореактивные. К термопластичным относят полимеры, имеющие линейную структуру, способные плавиться при нагревании. При этом они не имеют точки плавления, процесс протекает в определенном интервале температур. К термореактивным относят полимеры, имеющие двух- или трехмерную сетчатую структуру, способные при нагревании переходить в твердое состояние. При этом процесс перехода необратим. Последующим нагреванием такой полимер можно только разрушить.
В настоящее время известно большое число синтетических клеев. Для склеивания древесины преимущественное применение находят фенолоформальдегидные и карбамидоформальдегидные клеи, применяемые как в чистом виде, так и в виде различных модификаций. В меньшем количестве используют резорциновые и меламиновые клеи. Некоторое применение находят также поливинилацетатная дисперсия, каучуковые клеи, клеи-расплавы.
Лущильные станки
Лущильные станки применяют для получения сырого лущеного шпона. Лущильные станки делят на три группы: легкие, средние и тяжелые. На легких станках разлущивают чурки диаметром до 700 мм и длиной до 800 мм, на средних станках – диаметром до 800 мм длиной до 2 м и на тяжелых – диаметром до 1000 мм длиной более 2 м. В России используются главным образом средние лущильные станки моделей ЛУ17-4, ЛУ17-10, а также импортные фирм “Рауте” (Финляндия), “Кремона” (Италия) и др.
Схема лущильного станка: а – лущильного суппорта; б – общего вида
Станина лущильного станка ЛУ17-10 сварная. На ней установлены с помощью болтового соединения левая и правая бабки. Бабки представляют собой чугунное литье коробчатой формы с проемами для крепления шпиндельных узлов 13. В бабках расположены элементы кинематики станка. На внутренних боковых поверхностях бабок расположены передние 4 и задние наклонные 5 направляющие, на которых установлен суппорт 7 станка с лущильным ножом. Шарнирно закрепленные передние ползуны 6 суппорта соединены винтами 3 и коническими зубчатыми передачами 2 с приводным валом и электродвигателями 14, 12.
На суппорте смонтирован эксцентриковый вал 8, подшипники которого закреплены на боковых ребрах суппорта. На валу 8 смонтирована траверса 11 (горизонтальная балка на вертикальных стойках) с обжимной линейкой. Траверса шарнирно соединена с пневмоцилиндром 10. На цапфах эксцентрикового вала 8 закреплено зубчатое колесо, которое связано с червяком 9, приводимым рукояткой. На станине станка установлено прижимное устройство 1.
Сушилки для шпона
Листы шпона при толщине 0,3-3,5 мм имеют большую поверхность, которая способствует интенсивному удалению влаги и препятствует сохранению плоской формы листов. Для сушки шпона разработаны специальные конструкции сушилок, различаемые по способу сушки.
Дыхательный пресс
В прессе реализуется контактный способ сушки, при котором тепло передается шпону при непосредственном контакте листов с горячими металлическими поверхностями. Пресс отличается небольшими габаритами, небольшим расходом тепла. В нем можно сушить тонкий шпон. Однако пресс не обеспечивает охлаждение шпона, в рабочей зоне повышается температура. Для выполнения технологических операций загрузки – выгрузки используется ручной труд.
Ленточная сетчатая сушилка. В сушилке тепло передается листам шпона конвекцией. Листы шпона подаются на сетку в продольном или поперечном направлении. Возможна сушка проходным способом. Однако сушилка отличается большими габаритами, большим расходом пара или электроэнергии. Качество сушки невысокое. При сушке наблюдаются значительные разрывы шпона.
Роликовая сушилка. В сушилке тепло передается шпону контактным, радиационным и конвективным способом. Воздух подается вентилятором через горячие калориферы и нагревает как шпон, так и подающие ролики. Роликовая сушилка отличается механизированной подачей шпона, большой производительностью и высоким качеством сушки. В качестве недостатков можно отметить большие габаритные размеры сушилки и загрязнение роликов при сушке шпона хвойных пород.
Ребросклеивающие станки
Классификация. Ребросклеивающие станки предназначены для соединения отрезков лущеного шпона и формирования из них полноформатных листов.
По направлению подачи соединяемых полос станки делят на два класса: с продольной и поперечной подачей полос. В станках первого класса соединяемые кромки шпона параллельны направлению подачи, а в станках второго класса – перпендикулярны
Схема классификации ребросклеивающих станков
До 60-х годов широкое применение при ребросклеивании находили станки с ленточным соединением полос шпона. Соединение полос осуществлялось гуммированной лентой.
При ребросклеивании полосы шпона в пачке предварительно прифуговывают или обрезают на гильотинных ножницах типа НГ-18 и НГ-30. Зазоры между кромками полос шпона, сколы, риски, вырывы не допускаются. Отклонение от прямолинейности кромок не должно превышать 0,33 мм/м.
При ребросклеивании гуммированная лента 2 наклеивается на пласти соединяемых полос 1 вдоль кромки. Гуммированная лента обеспечивает высокую прочность соединения полос шпона, достаточную для того, чтобы при формировании пакета фанеры лист не развалился. Однако этот способ соединения имеет существенный недостаток. Гуммированная лента, находясь внутри пакета, понижает прочность фанеры.
Для устранения указанного недостатка используют комбинированную ленту, которую готовят путем последовательной пропитки бумажной ленты сначала основным клеем, плавящимся при нагревании, а затем мездровым клеем. Комбинированная лента наклеивается на шпон так же, как и гуммированная лента. При горячем прессовании пакета фанеры основной клей комбинированной ленты плавится и прочно соединяет ее с листами фанеры.
Для ленточного ребросклеивания отечественная промышленность выпускала станки РС-6 и РС-7. В них гуммированная лента разматывалась из рулона, смачивалась водой в ванночке, а затем прижимным роликом наклеивалась на соединяемые полосы и отрубалась ножом.
Для ребросклеивания выпускались также станки моделей РС-5 и РС-8 с безленточным соединением. Они наносили клеевой шов по кромке соединяемых полос шпона. При подготовке к ребросклеиванию на этих станках пачку шпона предварительно обрезали на гильотинном станке. Затем на обработанную поверхность пачки наносился глютиновый клей и подсушивался до состояния “отлипа”. При ребросклеивании две полосы шпона 1 подавались вдоль направляющей линейки под подающие сплачивающие ролики 3 и нагреватель 4 (рис. 138, б). Под нагревателем клей плавился и отверждался, соединяя полосы.
С появлением клеев-расплавов в 60-х годах конструкции ребросклеивающих станков изменились коренным образом. В группе станков с безленточным соединением появились станки, наносящие клей-расплав точками (каплями) по шву. ВПКТИМ разработано оборудование, клей-расплав и режим точечного ребросклеивания: оптимальная скорость подачи полос при ребросклеивании 16-32 м/мин, толщина шпона 0,3-1,5 мм, шаг клеевых точек 20-30 мм и диаметр капель 5-10 мм.
Начиная с 70-х годов в отечественной и зарубежной практике (фирма Kuper) для продольного ребросклеивания шпона широкое распространение получили станки, соединяющие полосы шпона термопластичной нитью. Нить на линию стыка наносится зигзагом Соединение полос получается прочным, эластичным и обеспечивает плотное прилегание кромок шпона.
Термопластичную нить получают из нити стекловолокна, которую пропитывают в клее-расплаве и пропускают через калибровочное отверстие диаметром 0,28…0,38 мм. Клеевая нить поступает потребителю в бобинах.
Ребросклеивающие станки. На мебельных и фанерных предприятиях страны широко применяются станки модели РС-9. На ребросклеивающем станке клеевая нить из бобины 1 подается в электрический нагреватель 2 с температурой в нем 500-520°С. В нагревателе клей на нити плавится. Нитеводитель 8, совершая возвратно-поступательные движения, укладывает нить зигзагом на пласти соединяемых полос 5. Ролик 7 прижимает расплавленную нить к полосам 5. Для того чтобы нить прилипала к полосам шпона, а не к ролику, ролик постоянно смазывается пропитанной в масле губкой 6.
Механизм подачи станка выполнен в виде двух наклонных дисков 4, расположенных по обе стороны направляющей линейки 3.
Станок шпонопочиночный
Станок шпонопочиночный модели ПШ-2АМ предназначен для механической заделки дефектных мест в листах сухого шпона путем установки вставок (заплат) на клею.
На станке производится вырубка дефектных мест (сучков, отверстий с гнилью и др.), высечка заплат из отдельной ленты шпона, намазка клеем кромок заплат и вставка их в вырубленное отверстие .
Рабочими органами станка являются верхняя и нижняя режущие головки, которые взаимодействуют соответственно с верхним и нижним кулачковыми валами, приводимыми в движение от одного электродвигателя через ременную и зубчатые передачи.
Верхняя режущая головка состоит из прижима 1, пуансона 2 и выталкивателя 3. Нижняя головка выполнена в виде пуансона 8. На столе 5 станка закреплена матрица 6. При работе лист шпона 4 кладут на стол, располагая де-фектное место под пуансоном 2. Включают привод головки. Прижим 1 фиксирует лист на матрице 6. Пуансон 2 вырубает дефектное место. Вырубленная пластинка проталкивается вниз выталкивателем 3, и в зазоре между полоской шпона 7 и матрицей 6 она сдувается из рабочей зоны струей воздуха. При подъеме пунсона 8 из полоски доброкачественного шпона вырубается заплатка, на ее кромки форсункой разбрызгивается клей. Заплатка поднимается и зажимается между пуансоном и выталкивателем 3 в листе шпона
Охрана труда при производстве фанеры
Клееные слоистые материалы. В процессе производства этих материалов на организм человека может воздействовать большое количество вредных и опасных факторов. К числу физических факторов относятся: повышенные температуры оборудования и окружающего воздуха, высокий уровень шума и вибраций, запыленность, загазованность и подвижность воздуха, опасный уровень электрического напряжения и электромагнитного излучения, движущиеся машины и оборудование и их подвижные элементы; химическими факторами являются общетоксические, раздражающие, сенсибилизирующие. Рассматриваемый процесс производства связан также со значительной пожароопасностью, возможностью загрязнения окружающей среды — воздуха, почвы и водоемов. Безопасные и безвредные условия труда обеспечиваются выполнением общих требований охраны труда и техники безопасности, а также конкретных требований, обусловливаемых спецификой работы на каждом участке и рабочем месте.Согласно общим требованиям безопасных условий труда технологический процесс производства должен быть организован и проводиться в соответствии с правилами эксплуатации применяемых машин и оборудования, с соблюдением требований, обеспечивающих защиту рабочих от воздействия указанных выше вредных и опасных факторов. Безопасность и безвредность труда гарантируются автоматизацией и механизацией технологических операций, устройством ограждений и предохранительных приспособлений на производственном оборудовании, герметизацией оборудования, удалением и обезвреживанием отходов производства, применением безвредных и маловредных веществ, соблюдением правил пожарной безопасности. Вопросом первостепенной значимости является и выполнение требований к подготовке персонала, участвующего в производственных процессах. Рабочие и инженерно-технические работники должны регулярно проходить медицинский осмотр, обучение и инструктаж по безопасности труда и пожарной безопасности. Производственный персонал должен знать как общие требования безопасности труда и пожарной безопасности, так и конкретные правила безопасных приемов работы на каждом рабочем месте, а также порядок действий в аварийной ситуации. Производственный персонал должен быть снабжен соответствующей спецодеждой и, при необходимости, средствами индивидуальной защиты от вредных и опасных факторов. Важное условие обеспечения требований безопасности труда — систематический контроль за их выполнением.
Ряду общих требований безопасности труда должны соответствовать производственные помещения и площадки, а также условия размещения на них оборудования. Участки производства и оборудование, работа которых связана с наличием вредных и опасных факторов, должны быть выделены в отдельные помещения или вынесены за пределы помещений. При этом принимают соответствующие меры, обеспечивающие безопасные условия труда на этих участках и оборудовании. Каждый из участков производства необходимо оборудовать средствами пожарной сигнализации и пожаротушения в соответствии с категорией их по взрывной, взрывопожарной и пожарной опасности.
Участки производства должны иметь соответствующий уровень естественного и искусственного освещения, состояния воздушной среды. Эти требования выполняются устройством окон, фонарей, светильников, а также систем вентиляции и отопления. Воздух, содержащий пыль и газы, перед выбросом в атмосферу нужно очищать.
Производственные помещения и площадки необходимо еже сменно убирать от пыли и отходов, а строительные конструкции очищать от пыли не реже 1 раза в месяц. Проемы в помещениях должны быть оборудованы приспособлениями, исключающими образование сквозняков распространение пожара.
Фанера является одним из самых популярных строительных материалов, который при этом нашел массу применений и в других областях. Сейчас довольно трудно сказать о том, где именно избрали этот вид изделий из древесины, но особым спросом он пользовался в скандинавских странах. При этом заводы по производству фанеры в России и их продукция не менее популярны, чем их конкуренты из этих стран, поскольку они работают на новейшем оборудовании.
Крупные отечественные производители
Благодаря техническому прогрессу для производства фанеры в России регулярно появлялись новые способы ее применения. Например, 100 лет назад из фанеры делали лишь дверные панели, с развитием железнодорожного сообщения ее задействовали в вагоностроении, спустя 30 лет – в авиации, затем в автомобилестроении, мебельном производстве и т.п.
Среди крупных производителей стоит отметить:
- Муромский фанерный комбинат;
- Сыктывкарский фанерный завод;
- Зеленодольский фанерный завод;
- Енисейский фанерный комбинат;
- Пермский фанерный завод;
- Омский фанерный завод и другие.
Процесс изготовления и оборудование
Для начала необходимо сказать, что данное производство нуждается в больших площадях, поскольку работать приходится не только с бревнами, но и готовой продукцией довольно больших габаритов. При этом само оборудование также весьма громоздкое и требует определенных условий эксплуатации.
Именно поэтому, собираясь открыть завод по производству фанеры или дополнительную линию, стоит заранее побеспокоиться о помещении.
Распиловка
- Прежде всего, древесину необходимо распустить на шпон . Для этого используют специальное оборудование, которое пропуская через себя дерево, разрезает его на материал определенной толщины.
- Обычно завод который производит фанеру, параллельно изготавливает и другие пиломатериалы . При этом шпон часто является отходом подобного процесса и его можно использовать на побочной линии. Все зависит от настроек на станке.
- Некоторые виды подобного оборудования предполагают, что на изготовление фанеры пойдет цельное бревно . Это не всегда экономно, но при создании продукции высшего качества вполне оправдано и позволит получить хорошую прибыль.
- Важно сказать о том, что полотна древесины необходимо укладывать друг на друга, волокнами поперек . Так этот материал будет храниться до следующей операции.
Совет!
Существует огромное количество различного оборудования, которое предназначено для заводов по производству данного вида пиломатериалов, но выбирать его необходимо только исходя из особенностей конкретной местности, производственных мощностей и желаемой производительности.
Склеивание
- На следующем этапе инструкция по изготовлению предполагает произвести распределение на слои и нанесение клея.
- В настоящее время нет конкретных критериев по толщине данного вида продукции, особенно если изготавливается изделие под конкретные нужды с определенной спецификой. Однако профессионалы считают, что количество слоев должно быть нечетным.
- Сначала на определенный клей и укладывают их друг на друга волокнами поперек.
- Затем пачку помещают в специальный пресс, где она будет находиться под давлением и температурой определенное время.
- Стоит отметить, что цена готовой продукции очень часто зависит именно от . Он наделяет изделие определенными качествами, которые впоследствии и становятся характеристиками данной марки.
- Пресс считается самым простым видом оборудования для заводов, и многие владельцы предприятий предпочитают изготавливать его своими руками. Однако порой намного проще приобрести готовый агрегат, чем заниматься самостоятельной разработкой и созданием.
- После того, как заготовка просохнет, ее обрезают по заданным габаритам. Это делают обычно на специальном станке, который производит дополнительное .
- Такое оборудование играет очень важную роль, поскольку стоимость обработанного материала намного выше. Однако изделия с проявившимся дефектом на этой стадии не стоит подвергать шлифовке, поскольку их намного проще продать в таком виде.
- Также материал с небольшими визуальными изъянами можно подвергнуть процессу ламинирования. Это не только скроет дефекты, но и повысит итоговую стоимость продукции.
- Учитывая весь технологический процесс производства, многие современные заводы стараются постоянно обновлять имеющиеся станки, повышая свою производительность. Дело в том, что спрос на фанеру довольно высок, но и требования к качеству подобной продукции не меньше.
Совет!
Некоторые производители оборудования создают целые линии, которые, по сути, являются настоящими заводами.
Однако отдельные станки могут оказаться намного эффективнее и производительнее.
Вывод
Просмотрев видео в этой статье можно получить более подробную информацию, про организацию процесса изготовления фанеры, которую часто используют на заводах. При этом на основании текста, который представлен выше, следует сделать вывод о том, что для создания собственного производства необходимо иметь соответствующее оборудование, которое бы отвечало всем требованиям предприятия и его мощностям.
Машины для производства фанеры, Оборудование для производства фанеры, Машина горячего прессования Китай
Фанера – это разновидность доски, которая в наши дни часто используется в декоративных проектах. Это своего рода доска, которую нарезают из разных пород дерева, а затем ламинируют …
БолееЧаще встречается в отделке и используется чаще, т. Е. Из древесных плит и фанеры.Потребители часто говорят, что и то и другое не очень хорошо …
БолееФанера – это искусственная плита на древесной основе, изготовленная из шпона с разным направлением волокон. Фактуры шпона соседних слоев обычно на …
БолееСегодня машина горячего прессования China Exporter представит общие знания о сушке древесины.
БолееГорячие прессы В производстве часто используются механические изделия. Горячие прессы для фанеры – это модернизированная продукция на базе горячих прессов.
БолееКак мы все знаем, пресс для горячего прессования фанеры – это наиболее часто используемый тип оборудования для обработки фанеры в промышленном производстве. Качество …
БолееМашина горячего прессования фанеры – это основная машина для производства древесных плит, и ее производительность будет напрямую зависеть от качества …
БолееШпон, вырезанный методом прядения дерева, и два или более слоев, склеенных вместе после калибровки, называется фанерой. Сегодня Plywood Pro …
БолееБыстрый рост экономики Китая, приток быстрорастущей и высокопродуктивной лесной древесины и постоянное пополнение запасов высококачественной …
БолееФанера представляет собой трехслойный или многослойный дощатый материал, который разрезается на фанеру на ротационной раскройной машине Vener или строгается на тонкую древесину …
БолееСегодня поставщик оборудования для горячего прессования расскажет о факторах, влияющих на качество фанеры.
БолееСегодня поставщик машин горячего прессования поделится с вами проблемами, связанными с фанерой.
Болеестанков для производства фанеры, प्लाईवुड मशीन в железнодорожной колонии, Ямуна Нагар, Джамуна Инжиниринговая компания
О компании
Год основания 1986
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот 2010-11 рупий.2–5 крор Прибл.
IndiaMART Участник с сентября 2010 г.
GST06ABOPS0862R1ZS
Код импорта и экспорта (IEC) ABOPS *****
Экспорт в Эфиопию, Танзанию
Благодаря нашей приверженности инновациям и технологиям, Jamuna Engineering Company считается ведущим бизнес-предприятием в машиностроительной отрасли. Обладая более чем 26-летним опытом работы в отрасли и техническими ноу-хау, мы предоставляем клиентам по всему миру широкий спектр оборудования для производства фанеры, линий для короткого цикла ламинирования и линий для производства древесно-стружечных плит.Весь наш ассортимент включает в себя такие машины, как вращающийся станок для очистки бревен, 4 фута и 8 футов, станок для очистки шпона, пильный станок DD, ленточно-шлифовальный станок, гильотинные фуговальные станки, гидравлический горячий пресс, роторная сушилка, станок для бокового шлифования , станок для ручной формовки пальцев, приправы Chambers, Автоматическая машина для формовки пальцев , Пневматический автоматический клипсатор для шпона, Двухсторонний строгальный станок, Шлифовальный станок для ножей, Просеивающая машина , Машина для измельчения, Машины для производства древесно-стружечных плит, Машины для производства плит МДФ, Автоматическая машина DDsaw, Окорочная машина для бревен, Окорочная машина для бревен и округление Машины и все фанерные станки и т. Д.Наш широкий ассортимент высоко ценится клиентами за удобство использования, высокую производительность, низкие эксплуатационные расходы и некоторые другие эффективные функции. Они также известны своей способностью снижать трудозатраты и затраты на рабочую силу и увеличивать производственные мощности.
Используя новейшие технологии и ресурсы, мы признаны одним из ведущих производителей, импортеров и экспортеров в этой отрасли. Компания была основана в 1986 году, стремительно росла и расширила охват клиентов по всему миру. Мир.Нас также хорошо поддерживает команда высококвалифицированных профессионалов, в которую входят инженеры, технократы, контролеры качества, квалифицированная рабочая сила и персонал по маркетингу. Каждый член команды работает в тесном сотрудничестве друг с другом, чтобы предложить самый передовой ассортимент станков для производства фанеры, станков Prelam, станков для производства древесно-стружечных плит / производственной линии и линии для производства плит МДФ.
Видео компании
Китайские производители фанерных станков, поставщики и завод
Станок для производства шпона и фанеры, такой как окорочный станок для бревен, токарный станок для очистки шпона, сушилка для шпона, разбрасыватель клея, пресс для фанеры, D.D пила …
Линия по производству фанеры
Машины для производства фанеры, от загрузки бревен, окорки бревен, лущения и обрезки шпона, сушки шпона до прессования, шлифования и распиловки фанеры …
Узнать большеМашина для пилинга шпона
Станок для лущения фанеры является основным оборудованием для обработки фанеры, он может снимать сердцевину бревна до фанеры, имеет высокую эффективность и улучшает использование древесины.
Узнать большеСушилка для шпона
Характеристики: 1. Машина является основным аппаратом в фанерной промышленности. 2. Используется для удаления влаги со шпона. 3. Теплоносителем может быть термомасло и тепловой пар. 4.Всю машину можно разделить на …
Узнать большеМашина горячего прессования фанеры
Мы производим линии прессования фанеры для обработки панелей всех размеров.Давление и цилиндры также могут быть изготовлены на заказ в соответствии с вашими различными требованиями.
Узнать большеОкорочный станок для бревен
Окорочный станок для бревен использует принцип ротационной резки вращающегося токарно-лущильного станка без патрона, который приводится в действие гидравлическим давлением, он может быстро и эффективно удалять кору и округлять бревна, экономя рабочую силу.
Узнать большеРазбрасыватель клея для фанеры
Ролики для нанесения клея выполнены в виде Z-типа, что позволяет экономить клей, а большой ролик обеспечивает хорошую производительность и позволяет производить высококачественную фанеру.
Узнать большеМашинка для стрижки шпона
Машинка для обрезки шпона – это ЧПУ, полностью автоматическая конструкция, ножевой вал и конвейер для шпона с сервосистемой, автоматическая обрезка шпона, высокая эффективность работы.
Узнать больше- Узнать больше
Предварительная печать фанеры
Фанера может быть эффективно без проблем изготовлена из шпона с высокой влажностью путем предварительного прессования.Эта машина подходит для производства фанеры размером 3 ‘* 6’ или 4 ‘* 8’.
Узнать больше- Узнать больше
Гидравлический окорочный станок для бревен
Благодаря гидравлическому вводу в конструкции и принципу снятия лущения на токарном станке без шпинделя окорочный станок может быстро удалить кору и завершить круглую работу.
Узнать большеГорячий пресс для фанеры
Клееный шпон Лицевой и сердцевинный шпон формуются в цельный лист фанеры горячим прессом.
Узнать больше
Являясь одним из ведущих производителей и поставщиков фанерного оборудования в Китае и имеющим производственную фабрику, приглашаем вас импортировать фанерные станки китайского производства из Weihai Hanvy Plywood Machinery Manufacture Co., Ltd.
Китай Оборудование для производства древесной фанеры Производители, поставщики, фабрика – Сделано в Китае
Описание продукта:
Фанера – это листовой материал, изготовленный из тонких слоев или «слоев» деревянного шпона, которые склеены вместе с соседними слоями, имеющими их текстуры древесины повернуты друг к другу на 90 градусов.Это инженерная древесина из семейства промышленных плит, в которое входят древесноволокнистые плиты средней плотности (МДФ) и ДСП (ДСП).
Существует более 50 типов станков для производства фанеры, но необходимые станки содержат только несколько станков: окорочный станок, станок для лущения шпона, сушильный станок для шпона, разбрасыватель клея для шпона, холодный пресс для фанеры, горячий пресс для фанеры, двойной размерный пильный станок, калибровочно-шлифовальный станок. Обладая более чем 25-летним опытом производства фанеры и обрабатывающего оборудования, наша компания Linyi Ruifeng Machinery Factory может поставить полную линию производства фанеры с супер качеством и конкурентоспособной ценой в соответствии с требованиями клиентов и рынком.Ниже приводится простое введение в некоторые станки для изготовления фанеры.>
Окорочный станок для фанеры
Перед тем, как резать фанеру, необходимо подготовить бревна, чтобы можно было эффективно распиливать древесину и получать гладкий, ровный шпон. На этапе очистки используется острый нож, который легко повредить твердыми предметами, такими как камни, песок, гвозди и т. Д. В коре часто появляются такие твердые предметы в результате валки деревьев. Так как кору нельзя разрезать на полезный шпон, лучше всего удалить кору перед этапом очистки, чтобы защитить нож.
Машина, показанная ниже, представляет собой машину для лущения бревен с продольным непрерывным инструментом с вращающимся кольцом, которая подходит для непрерывного лущения и может использоваться с производственной линией. Окорочный станок этого типа является наиболее подходящим окорочным станком для производства фанеры. Он может быть предназначен для лущения бревен диаметром 800 мм. Он в основном предназначен для лущения бревен длиной 1300 или 2600 мм. Станок для лущения шпона
Большинство фанерных фабрик разрезают свои бревна на две длины: более длинную из двух.6 м и короткое около 1,3 м. длинные бревна обеспечивают облицовку поверхностей фанеры, где направление волокон обычно параллельно самому длинному краю панели, и внутреннюю облицовку, если это необходимо. Бревна более низкого качества обычно разрезаются на меньшую длину, особенно если бревна изогнуты, чтобы уменьшить количество шпона, выбрасываемого при формировании идеального цилиндра, необходимого для производства полноразмерных листов.
Станок для лущения шпона может быть разделен на 2 типа по структуре: один тип – шпиндельный станок для лущения шпона, который имеет два шпинделя для зажима бревен, этот станок в основном используется для бревен диаметром более 600 мм, другой тип – шпиндель. – лущильный станок без шпона, который вращает бревна роликами, этот тип лущильного станка в основном используется для бревен диаметром менее 600 мм.
Сушилка для шпона
Шпон должен быть высушен. Его влажность должна быть снижена до 6–12%. Учитывая, что фанера имеет содержание значительно выше FSP, этот этап требует много энергии. Существует 3 метода сушки: сушка шпона прессовым способом, сушилка ящичного типа и сушка солнечным светом. По сравнению с другими методами сушки шпона, сушилка для шпона методом горячего прессования, изобретенная в 2016 году, постепенно принимается рынком. В следующей таблице показано сравнение этих трех методов сушки шпона.Но для фанеры толщиной менее 1 мм сетко-ленточный тип до сих пор является лучшим выбором.
Разбрасыватель клея для шпона
Разбрасыватель клея – необходимая машина для производства фанеры, используется для приклеивания клея на шпоне с помощью вращающегося валика для нанесения клея. Теперь на рынке четыре ролика для нанесения клея для шпона широко используются на заводах, у него есть два ролика для нанесения клея и два отжимных ролика. Станок холодного прессования фанеры
Станок холодного прессования является вспомогательной производственной линией для производства фанеры, которая используется для укорочения. время цикла горячего прессования и улучшения качества фанеры перед приклеиванием плиты.Машина холодного отжима относится к прессу. Машина холодного прессования в основном используется для прессования клеевого шпона, чтобы придать первоначальную форму, а затем в машину горячего прессования для прессования. Качество фанеры важно, и это значительная часть. Машина холодного отжима в целом состоит из стойки, фиксированной балки, подвижной балки, устройства плиты, цилиндра и гидравлической системы, компонентов электрического устройства управления. Нормальное давление пресса составляет 400 тонн.
Машина горячего прессования фанеры
Машина горячего прессования фанеры – самая важная машина в производстве фанеры, она определяет качество конечной панели.Современные фабрики с большими многодневными прессами часто используют клетки с автоматической загрузкой и разгрузкой, чтобы минимизировать время простоя между циклами и повысить общую производственную мощность. Клетки также помогают гарантировать, что все панели будут подвергаться одинаковому температурному режиму. Прессы на таких заводах также, как правило, имеют механизмы одновременного закрытия при дневном освещении, чтобы гарантировать, что каждая панель прижимается к одинаковому давлению и в течение одного и того же времени. это приводит к более последовательным панелям.
Станок для обрезки кромок фанеры
Доска обрезана так, чтобы у нее были прямые края и углы 90 градусов, поэтому точность резки очень важна.В настоящее время двухмерный распиловочный станок с автоматическим рельсовым направляющим получил широкое распространение благодаря своей высокой точности и длительному сроку службы.
Шлифовальный станок с широкой лентой для фанеры
Заключительный процесс производства фанеры – шлифование, состоит из двух частей: калибровки и полировки. Калибровка заключается в уменьшении отклонения толщины панели и выполнении первичной отделки поверхности, полировки для придания поверхности гладкости. Шлифовальный станок с широкой лентой и двусторонний калибровочный станок в основном используются в этом разделе, выбор станка определяется типами бревен требований к емкости и так далее.
Hot Tags: Станок для производства фанеры из деревянных панелей, Китай, производители, поставщики, фабрика, дешево, сделано в Китае
Как производится фанера – оборудование и производственный процесс
В этой статье описывается непрерывный процесс и машины, необходимые для производства фанеры. Выполните следующие десять шагов, чтобы понять, как обычно производят фанеру:
Шаг 1: Распил бревна
Большие деревянные бревна, обычно хранящиеся под водой, разрезаются на куски в соответствии с производственными требованиями.
Необходимые инструменты / оборудование : Большая ручная пила или механическая пила (лесопильный завод).
Siep-2: Обработка журналов
Затем куски бревен нагревают при температуре около 70-90 градусов C в течение 12-14 часов либо под горячей водой, либо в паровой камере.
Необходимые инструменты / оборудование : Паровая камера или баня с горячей водой.
Этап 3: окорка
Кора или толстая пленка вокруг бревна удаляются ручными инструментами или окорочным станком.
Необходимые инструменты / оборудование : большое долото и молоток или окорочный станок.
Шаг 4: Изготовление шпона
Шпон – это слои древесины толщиной в несколько миллиметров. Виниры могут быть изготовлены путем лущения или нарезки. Бревно загружается на токарно-лущильный станок или на строгальный станок для изготовления из него фанеры.
Рис.1: Ротационный станок для очистки шпона от шпонаИзображение предоставлено: доктор П.Д. Эванс
Необходимые инструменты / оборудование : Станок для лущения древесины или станок для нарезки шпона.
Шаг 5: Мокрая обрезка Затем шпон разрезают на кусочки необходимого размера с помощью клипсатора. Клипса работает как большие ножницы. Необходимые инструменты / оборудование : Станок для обрезки шпона. Шаг 5: Сушка Затем виниры частично сушат солнечным светом, а частично сушильным аппаратом. Поддержание необходимого количества влаги в фанере очень важно для производства фанеры хорошего качества.
Рис.2: Схема сушилки для шпонаНеобходимые инструменты / оборудование : Сушилка для шпона, измеритель влажности шпона.
Шаг 6: Сухая клипсация После повторной сушки виниры обрезаются с помощью клипсатора. Этот шаг необходим, чтобы обрезать виниры с жесткими допусками и удалить дефекты высыхания.
Необходимые инструменты / оборудование : Станок для обрезки шпона.
Шаг 7: Приготовление смолы Для изготовления клея используются жидкие или порошковые смолы. Формальдегид мочевины (UF) и фенилформальдегид (PF) – два наиболее распространенных типа смол, используемых в производстве фанеры.В случае жидкой смолы, смола обычно производится в доме с использованием реактора для смолы или завода по производству смолы.
Необходимые инструменты / оборудование : Завод по производству смолы или котел.
Шаг 7: Склеивание и сборка Затем виниры правильного размера склеиваются обычным способом с помощью клеильного станка. Шпон пропускается между двумя роликами клеильного станка. Ролики клеильного станка смачиваются непрерывной подачей клея. Нечетное количество слоев шпона собирают таким образом, чтобы направления волокон следующих друг за другом слоев были перпендикулярны друг другу.
Необходимые инструменты / оборудование : Машина для склеивания шпона.
Шаг 8: Горячее прессование Собранные слои фанеры переносятся внутри горячего гидравлического пресса, который прикладывает определенное давление и температуру в течение определенного времени к сборке фанеры и превращает ее в фанеру путем отверждения смол.
Рис.3: Гидравлический пресс для горячей фанерыИзображение предоставлено Wiki
Необходимые инструменты / оборудование : Гидравлический горячий пресс
Шаг 9: Обрезка Циркулярная электрическая пила используется для обрезки фанерных досок до необходимого размера.
Необходимые инструменты / оборудование : Циркулярная пила
Шаг 10: Инспекция, маркировка и отправка Инспекция проводится для выявления бракованных и подлежащих ремонту частей среди хороших частей. Ремонтопригодные детали ремонтируются шпаклевкой и цветными пастами вручную. Наконец, маркировка и отправка завершены.
Необходимые инструменты / оборудование : Этикетировочная машина.
Это типичный процесс производства фанеры и оборудование. Если у вас есть что рассказать по этому поводу, не стесняйтесь комментировать.
Станок для производства фанеры, станок для производства фанеры, производитель станков для фанеры, экспортер
A Краткий обзор
Древесина – незаменимый товар, с незапамятных времен служивший человечеству. Деревянные изделия широко производятся с учетом вкусов и потребностей потребителей. B. S. ИНЖЕНЕРНАЯ ТЕХНИКА PVT. LTD. это имя, которое является синонимом подтвержденного качества, инновационных продуктов и честного подхода к ведению бизнеса. Основанная в году 1953 , мы являемся пионером в производстве, экспорте, поставке и поставщике услуг деревообрабатывающих станков, таких как фанерный станок, фанерный станок, бамбуковые машины для обработки, бамбуковый горячий пресс, фанера и фанера, прорезиненный кокос. пенообразователи, деревообрабатывающие станки, котлы, тепловые обогреватели и т. д.
Наш сложный ассортимент продукции широко известен своими превосходными характеристиками и долгим сроком службы. Эти машины в основном используются для изготовления фанеры и дверей заподлицо. Мы также играем ключевую роль в качестве поставщика услуг, выполняя структурные и EPC-проекты, такие как промышленные навесы, склады, световые башни, коммуникационные башни и т. Д.
С наше начало, основная философия B.S. Инжиниринговая корпорация имеет предлагал действительно ценные продукты и услуги, которые могут позволяют своим клиентам пользоваться ими по доступным ценам.Таким образом, предоставляя качественная продукция вовремя к ним остается нашим главным мотивом. Мы стараемся удовлетворить разнообразные требования наших клиентов, понимая конкретно их потребности и ожидания.
Мы были удалось создать значительную клиентскую базу как в внутренний и международный рынок. Среди наших уважаемых клиентов Kitply, National Century Rilaxon, пена Century Fiber Foam. Мы экспортируем 90% наших продукты по всему миру.
Продукты, которые мы предлагаем
B.S. ИНЖЕНЕРНАЯ ТЕХНИКА PVT. LTD. является пионером в производстве, экспорте,
поставщик и поставщик услуг следующего ассортимента продукции:
- Машины для обработки бамбука: Bamboo Hot Press, Ударная машина для раскалывания бамбука, Сушилка для бамбуковых циновок, Бамбуковая пила для раскалывания, ленточно-шлифовальный станок, двусторонний отрезной станок, Соковыжималка для клея, Разбрасыватель спермы, Машина для удаления узлов, Аппликатор смолы, Ножничный подъемник, машина для строповки, туннельная сушилка
- Станки для производства фанеры и шпона: Автоматическая пила DD, Пневматическая машина для обрезки шпона, Автоматическая машина для обрезки шпона, Смеситель клея, Разбрасыватель клея, Гидравлический горячий пресс, Охлаждение алюминиевого колпачка Вентилятор, гидравлический ножничный подъемник, автоматическая подача цепи D.D. Пила, узкий ремень Шлифовальный станок, печь для приправ, чайник для смолы
- Прорезиненная пена кокосового волокна Машины: Машина для раскручивания, резервуар для латекса, шаровая мельница, дробилка для отходов, автоматический Листовая установка, Кабина покрасочной камеры, Гидравлический пресс для матов, Вулканизатор, Вертикальный отрезной станок, устройство подачи
- Деревообрабатывающее оборудование: Поставщик продольно-распиловочного станка, планировщика толщины, циркулярной пилы, Планировщик поверхностей, Фрезерный станок с вертикальным шпинделем, Ленточно-шлифовальный станок, Вакуумное давление Станция обработки древесины, печь для выдержки
- Котлы: Котлы паровые, нагреватели теплоносителя, топочный воздухонагреватель, теплообменник.
производителей шпона и фанеры на T1 Machinery.com от поставщиков шпона и фанеры в Тайване, Китае, по всему миру
Дом › Категория поставщиков › Деревообрабатывающие станки › Станки для производства шпона и фанеры ›Самая квалифицированная платформа производителей и поставщиков оборудования для производства шпона и фанеры для ресурса «Машины для шпона и фанеры».
Станки для производства шпона и фанеры
Лучшие участники
Премиум-члены
Регион: Китай | Сертификация: |
| Основные продукты: строгальный станок, толстолистовой станок, горячий пресс, холодный пресс, фрезерный станок с ЧПУ, станок для шарнирного соединения, панельная пила, двухсторонний строгальный станок, четырехсторонний строгальный станок, пылеуловитель | |
| Выставочный зал продуктов: | |
Компания C hina Geelong Machinery Manufacture Company Limited, основанная в 1990 году, является профессиональным производителем и экспортером, занимающимся разработкой и производством всех видов оборудования на основе древесины.Деревообрабатывающее оборудование & rsquo; Основным продуктом компании является машина для производства фанеры (окорочная машина, бесшпиндельная машина для лущения и машина для лущения шпинделя, машина для сушки шпона стержня, машина для миксера клея, разбрасыватель клея …
Регион: Китай | Сертификация: |
| Основные продукты: Станок для очистки шпона, шпиндельный станок для очистки шпона, Сушилка для шпона, машина для нанесения клея, производитель шпона для сердечника, Станок для холодного прессования фанеры, Станок для горячего прессования фанеры, Станок для резки кромок фанеры, Станок для шлифования и полировки | |
| Выставочный зал продуктов: | |
Linyi Metro Machinery Co., Ltd была основана в 1989 году, является первым и крупнейшим профессиональным производителем всех видов оборудования для производства древесных плит.
Наши рекомендуемые продукты включают в себя:
1. Линия по производству ротационного пилинга лицевого шпона.
2. Производственная линия для снятия обрезков лицевого шпона.
3. Полная производственная линия фанеры.
4. Линия по производству ДСП / ДСП.
5 …
Регион: Китай | Сертификация: |
| Основные продукты: Станок для очистки шпона, Машина для сушки шпона, Станок для прессования фанеры, Станок для нанесения клея, Станок для составления шпона, Пила для резки древесины, Станок для шлифования дерева, Линия механической обработки ДСП, Промышленный термомасляный бойлер | |
| Выставочный зал продуктов: | |
В начале
Компания была основана в 1924 году Густавом Йостингом в Энгере и сначала была известна своими различными станками для обработки древесины.После четырех успешных десятилетий сын Густава Фридель возглавил компанию в 1969 году.
В 1997 году компания стала Josting Maschinenfabrik GmbH & Co. KG. Фрэнк Йостинг, внук основателя компании, является третьим поколением …
Регион: Германия | Сертификация: |
| Основные продукты: Станок для резки фольги, Станок для резки шпона | |
| Выставочный зал продуктов: | |
Gemacho – наше внимание уделяется разработке, производству и распространению деревообрабатывающего оборудования.В портфолио гемачо 15 различных категорий & ndash; прессование, распиловка, строгальный станок, фрезерование, фанера, токарный станок, сверление, заточка, склеивание, комбинирование, шлифование, вытяжка, ЧПУ, оборудование и кромкооблицовка & ndash; для разных групп пользователей и для разных ценовых категорий ….
Регион: Германия | Сертификация: |
| Основные продукты: Настольные шлифовальные станки , Фрезерный станок с ЧПУ, Автоматический кромкооблицовочный станок, Мульти-расточной станок, Станок для стыковки шпона, Формовочный станок с четырьмя сторонами, Покрасочная камера, Двухсторонний шипорезный станок, Двусторонний станок для нанесения клея | |
| Выставочный зал продуктов: | |
Хуан Нан Энтерпрайз, Лтд.была основана в 1973 году как профессиональный производитель деревообрабатывающего оборудования. Продукция включает держатели зажимов, машины для соединения пальцев и разбрасыватели клея. Приверженность Хуана Нана к непрерывным исследованиям, проектированию и развитию в сочетании с обязательством обслуживать клиентов с помощью высококачественных и точных машин сделали Хуана Нана надежным источником …
Регион: Тайвань | Сертификация: |
| Основные продукты: ЛАМИНАЦИОННАЯ МАШИНА, ДЕРЖАТЕЛЬ ЗАЖИМА, ГИДРАВЛИЧЕСКИЙ КОМПОЗИТ, РАЗБРАСЫВАТЕЛЬ КЛЕЯ, ЛИНИЯ СОЕДИНЕНИЯ ПАЛЬЦЕВ, ВЕРТИКАЛЬНЫЙ ЗАЖИМ РАМЫ, ДВЕРНОЙ КАБИНЕТ, ДАВЛЕНИЕ ВОЗДУШНОЙ СИЛЫ | |
| Выставочный зал продуктов: | |
С момента своего основания в 1972 году компания RULONG добилась больших успехов в том, чтобы стать специализированным производителем деревообрабатывающего оборудования для вторичной обработки.В наш портфель продукции входят рабочие центры с ЧПУ и маршрутизаторы с ЧПУ. Помимо существующего ассортимента станков, мы также успешно достигли технологий основных компонентов, а также основных возможностей станков с ЧПУ, таких как …
Регион: Тайвань | Сертификация: |
| Основные продукты: Рабочие центры с ЧПУ, Фрезерные станки с ЧПУ | |
| Выставочный зал продуктов: | |
s можем ли мы достичь наших целей в области качества.«Мы твердо убеждены в том, что качество машин определяется как минимум тремя важными факторами:
Опытная технология изготовления.
Тщательное внимание к каждой детали во время производства благодаря строгому контролю качества.
Постоянные исследования и разработки. Награды и отличия
Выиграл «Премию за превосходный продукт», «Премию за превосходное качество», «Отличная работа …»
Регион: Тайвань | Сертификация: |
| Основные продукты: Многопильный станок, отрезной станок с ЧПУ, станок для продольной распиловки прямой линии | |
| Выставочный зал продуктов: | |
Приглашаем всех представленных производителей оборудования для производства шпона и фанеры и поставщиков оборудования для производства шпона и фанеры присоединиться к этому каталогу для продвижения ваших станков для производства шпона и фанеры.