Нормы расхода электродов – Таблица 5 из ВСН 452-84
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C18 вертикальных стыков трубопроводов сo скосом кромок нa съемной подкладке.
Таблица 05. Норма расхода электродов нa 1 стык.
| Размеры трубы, мм | ll | Масса наплавленного металла, кг | | | Электроды пo группам, кг | ll | Код стрoки | ||||||||
| ll | | | I I | I I I | | | I V | l | V | | | V I | ll | ||||
| 45 ´ 3 | ll | 0,027 | | | 0,06 | l | 0,054 | | | 0,058 | l | 0,061 | | | 0,064 | ll | 1 |
| 45 ´ 4 | ll | 0,034 | | | 0,062 | l | 0,066 | | | 0,07 | l | 0,074 | | | 0,079 | ll | 2 |
| 57 ´ 3 | ll | 0,035 | | | 0,064 | l | 0,069 | | | 0,073 | l | 0,077 | | | 0,082 | ll | 3 |
| 57 ´ 4 | ll | 0,044 | | | 0,079 | l | 0,085 | | | 0,09 | l | 0,095 | | | 0,1 | ll | 4 |
| 76 ´ 5 | ll | 0,077 | | | 0,14 | l | 0,149 | | | 0,158 | l | 0,168 | | | 0,177 | ll | 5 |
| 89 ´ 6 | ll | 0,13 | | | 0,235 | l | 0,251 | | | 0,266 | l | 0,282 | | | 0,298 | ll | 6 |
| 108 ´ 6 | ll | 0,158 | | | 0,287 | l | 0,306 | | | 0,325 | l | 0,344 | | | 0,363 | ll | 7 |
| 133 ´ 6 | ll | 0,195 | | | 0,354 | l | 0,377 | | | 0,401 | l | 0,425 | | | 0,448 | ll | |
| 133 ´ 8 | ll | 0,268 | | | 0,483 | l | 0,516 | | | 0,548 | l | 0,58 | | | 0,613 | ll | 9 |
| 159 ´ 6 | ll | 0,234 | | | 0,424 | l | 0,453 | | | 0,481 | l | 0,509 | | | 0,537 | ll | 10 |
| 159 ´ 8 | ll | 0,32 | | | 0,58 | l | 0,619 | | | 0,658 | l | 0,697 | | | 0,735 | ll | 11 |
| 219 ´ 6 | ll | 0,323 | | | 0,586 | l | 0,625 | | | 0,664 | l | 0,703 | | | 0,742 | ll | 12 |
| 219 ´ 8 | ll | 0,442 | | | 0,803 | l | 0,856 | | | 0,91 | l | 0,963 | | | 1,017 | ll | 13 |
| 219 ´ 10 | ll | 0,599 | | | 1,088 | l | 1,16 | | | 1,233 | l | 1,305 | | | 1,376 | ll | 14 |
| 219 ´ 12 | ll | 0,787 | | | 1,428 | l | 1,523 | | | 1,619 | l | 1,714 | | | 1,809 | ll | 15 |
| ll | 0,553 | | | 1,003 | l | 1,071 | | | 1,138 | l | 1,205 | | | 1,272 | ll | 16 | |
| 273 ´ 10 | ll | 0,75 | | | 1,361 | l | 1,452 | | | 1,542 | l | 1,633 | | | 1,724 | ll | 17 |
| 273 ´ 12 | ll | 0,985 | | | 1,788 | l | 1,907 | | | 2,026 | l | 2,145 | | | 2,265 | ll | 16 |
| 273 ´ 15 | ll | 1,592 | | | 2,89 | l | 3,082 | | | 3,275 | l | 3,467 | | | 3,66 | ll | 19 |
| 325 ´ 8 | ll | 0,659 | | | 1,196 | l | 1,276 | | | 1,357 | l | 1,436 | | | 1,516 | ll | 20 |
| 325 ´ 10 | ll | 0,894 | | | 1,623 | l | 1,731 | | | 1,839 | l | 1,947 | | | 2,055 | ll | 21 |
| 325 ´ 12 | ll | 1,175 | | | 2,133 | l | 2,275 | | | 2,417 | l | 2,559 | | | 2,701 | ll | 22 |
| 325 ´ 15 | ll | 1,902 | | | 3,453 | l | 3,683 | | | 3,913 | l | 4,144 | | | 4,374 | ll | 23 |
| 377 ´ 8 | ll | 0,765 | | | 1,389 | l | 1,482 | | | 1,576 | l | 1,667 | | | 1,76 | ll | 24 |
| 377 ´ 10 | ll | 1,039 | | | 1,885 | l | 2,01 | | | 2,136 | l | 2,261 | | | 2,387 | ll | 25 |
| 377 ´ 12 | ll | 1,365 | | | 2,478 | l | 2,643 | | | 2,808 | l | 2,973 | | | 3,138 | ll | 26 |
| 377 ´ 15 | ll | 2,211 | | | 4,013 | l | 4,281 | | | 4,548 | l | 4,816 | | | 5,083 | ll | 27 |
| 426 ´ 10 | ll | 1,175 | | | 2,132 | l | 2,274 | | | 2,416 | l | 2,558 | | | 2,7 | ll | 28 |
| 426 ´ 12 | ll | 1,545 | | | 2,804 | l | 2,99 | | | 3,177 | l | 3,364 | | | 3,551 | ll | 29 |
| 426 ´ 16 | ll | 2,759 | | | 4,991 | l | 5,324 | | | 5,655 | l | 5,988 | | | 6,321 | ll | 30 |
| 465 ´ 18 | ll | 3,598 | | | 6,531 | l | 6,966 | | | 7,401 | l | 7,836 | | | 8,271 | ll | 31 |
Другие страницы по теме:
- < Нормы расхода электродов – Таблица 6 из ВСН 452-84
- Нормы расхода электродов – Таблица 4 из ВСН 452-84 >
Расход электродов | Расчет
Перед тем как начинать сваривание Вам нужно подсчитать примерные затраты. Для этого Вам нужно знать их расход для наплавки 1 килограмма металла или сколько их нужно использовать для сваривания на протяжении 1 часа. Правильно подсчитав все расходы, Вы сможете сделать работу качественно и без большого количества лишней закупленной продукции, в данном случае, сварочной.
Для этого Вам нужно знать их расход для наплавки 1 килограмма металла или сколько их нужно использовать для сваривания на протяжении 1 часа. Правильно подсчитав все расходы, Вы сможете сделать работу качественно и без большого количества лишней закупленной продукции, в данном случае, сварочной.
Подсчеты нужно начинать с того, какой расход данного вида электродов для наплавки 1 килограмма металла. Потом Вам нужно подсчитать, сколько Вам нужно наплавить килограммов металла. А потом нужно все это подсчитать по формуле и все будет ясно.
Итак, для начала Вам нужно узнать расход электродов для наплавки 1 килограмма металла. Для того чтобы Вы не бегали по различным сайтам, Вы можете увидеть расход на 1 кг наплавленного металла самых популярных электродов.
Теперь, узнав расход электродов для наплавки 1 килограмма металла, Вы можете приступать к подсчетам. Итак, вот формула для расчета:
Н = М * Красх
Итак, вот формула для расчета:
Н = М * Красх
В данной формуле буквы имеют следующие значения: М – масса металла, Красх – это коэффициент расхода электродов. Теперь, произведя необходимые подсчеты, Вы сможете узнать, сколько Вам нужно использовать электродов для того чтобы сварить то или иное изделие.
Также для того чтобы сократить расходы Вы можете использовать автоматическую или полуавтоматическую сварку. Процент потерь при использовании ручной дуговой сварки равен 5, а при использовании автоматической или полуавтоматической, он равен 3. Поэтому разумно заключить, что использовать автоматическую или полуавтоматическую сварку выгоднее.
Несмотря на то, что при проведении подсчетов Вам нужно быть очень внимательными и производить их как можно точнее, Вам нужно помнить, что данные подсчеты не могут быть полностью точными, поэтому при закупке материала Вам нужно покупать больше сварочной продукции, несмотря на точность проведения расчетов.
Даже если Вы полностью уверены в точности результатов подсчета, Вам нужно добавить к общей сумме 5 – 7 процентов, чтобы Вам не пришлось останавливать сварочные работы и снова идти в магазин. Нужно помнить, что делая покупки с запасом, Вы сможете быстрее сделать работу. Такой принцип работает в большинстве отношений.
Также Вам нужно учитывать еще много других особенностей, поэтому провести точные подсчеты невозможно. Многие строительные компании с успехом используют эту и другие формулы для подсчета расхода электродов для сваривания определенных объемов изделий. Произведя наиболее точные расчеты, Вы сможете сократить время и расходы на покупку сварочного оборудования и сварочных материалов.
Нажав на фото ниже откроется изображение оригинальное.
Однако Вы можете еще больше сэкономить денег, производя свои покупки у проверенных заводов-изготовителей. Узнать о них Вы можете на странице нашего сайта «Контакты». Там Вы можете выбрать одного из ведущих производителей электродов и сварочного оборудования, перейти на его сайт и совершить покупку.
Там Вы можете выбрать одного из ведущих производителей электродов и сварочного оборудования, перейти на его сайт и совершить покупку.
6.1 Расход электродов для ручной дуговой сварки. Технологические основы сварки плавлением
Похожие главы из других работ:
Обработка конструкционных материалов
3. (203) Типы электродов для дуговой сварки конструкционных углеродистых и низколегированных сталей. Условное обозначение электродов
стержневой смесь стальной сварка Электроды для ручной дуговой сварки изготавливают в виде стержней, выполненных из холоднотянутой калиброванной сварочной проволоки…
Разработка технологии сварки газопровода низкого давления из труб диаметром 219 мм
1.9 Технология и техника ручной дуговой сварки
Почти 60% объема сварочных работ при строительстве трубопроводов приходится на ручную дуговую сварку. Это соединение секций или отдельных труб в непрерывную нитку, сварка переходов через естественные и искусственные преграды. ..
..
Сварочные работы с металлом
2.1 Выбор источника питания для ручной дуговой сварки
При выполнении производственных операций за рабочим или бригадой рабочих закрепляют рабочее место (определенный участок производственной площади)…
Технологические основы сварки плавлением
2.1 Характеристика ручной дуговой сварки
Перемещение электрода в процессе сварки и подачу электродного и присадочного металла осуществляют вручную. При этом возникают трудности, связанные с поддержанием постоянства длины дуги…
Технологические основы сварки плавлением
3.1 Выбор материалов для ручной дуговой сварки покрытыми электродами
При сварке конструкций из низкоуглеродистых сталей широко используются электроды с рутил-карбонатным покрытием тина Э42 марки АНО-5 и типа Э46 марки МР-3…
Технологические основы сварки плавлением
4.1 Расчёт режимов для ручной дуговой сварки покрытыми электродами
Таблица 8 – ГОСТ 5264-80 Условное обозначение сварного соединения Конструктивные размеры S B в Подготовка сварных деталей Подготовка сварного шва Номинальное. отклонение Предел. отклонение h2 S1>2 Свыше 5 до 10 100 0 +2,0 1…
отклонение Предел. отклонение h2 S1>2 Свыше 5 до 10 100 0 +2,0 1…
Технологические основы сварки плавлением
5.1 Расчет химического состава сварного шва для ручной дуговой сварки
Степень легирования металла шва, с некоторой погрешностью, может быть установлена сопоставлением химического состава основного металла и металла наплавленного валика, определяемого по формуле,[9,С.74]: Rш = R0·?0 + (1-?0)·Rэ±?R…
Технологические основы сварки плавлением
7.1 Выбор источников питания дуги для ручной дуговой сварки
При выборе источников питания дуги необходимо, чтобы он отвечал следующим требованиям, [8]: а) обеспечивать необходимую для процесса сварки силу тока дуги и напряжение дуги; б) иметь необходимый вид внешней характеристики…
Технологические основы сварки плавлением и давлением
3.1 Выбор сварочных материалов для ручной дуговой сварки покрытыми электродами
Низколегированные низкоуглеродистые стали сваривают электродами типов Э42, Э50А с основным покрытием марок УОНИ-13/45, СМ-11, УОНИ-13/55 и др. Так как мы имеем две стали разной толщины и нам нужно обеспечить получение равнопрочного соединения…
Так как мы имеем две стали разной толщины и нам нужно обеспечить получение равнопрочного соединения…
Технологические основы сварки плавлением и давлением
4.1 Расчет режимов для ручной дуговой сварки покрытыми электродами
Определение режимов сварки обычно начинают с диаметра электрода, который назначают в зависимости от толщины листов при сварке швов стыковых соединений. Сварку осуществляем без подкладок и за несколько проходов…
Технологические основы сварки плавлением и давлением
5.1 Расход электродов при ручной дуговой сварке покрытыми электродами
Определим расход электродов для ручной дуговой сварки: (25) где – масса электродного материала; – коэффициент расхода электродов на 1 кг наплавленного металла. Для электродов УОНИ-13/55 – масса наплавленного металла[1, стр.36]…
Технологические процессы сборки и сварки трубопровода диаметром 50 мм в поворотном положении в базовых условиях
1.
 2 Сущность метода ручной дуговой сварки
2 Сущность метода ручной дуговой сваркиСущность всех дуговых методов сварки заключается в использовании тепла электрической дуги – мощного стационарного самостоятельного газового разряда с низким катодным напряжением, существующего в промежутке между двумя электродами…
Технологический процесс сборки и сварки корпуса выдвижного подхвата
2.5.1 Расчет режимов для ручной дуговой сварки
Силу сварочного тока рассчитываю по формуле: , где – диаметр электрода, мм. Принимаю мм. – коэффициент, зависящий от диаметра электрода. Принимаю . А Напряжение на дуге принимаю В. Длину дуги принимаю 4-5 мм…
Технология газовой сварки тройника системы водоснабжения из стали марки 09Г2С диаметром трубы 89мм
Глава 2. Оборудование сварочного поста для ручной дуговой сварки колонны
Создание рабочего места для сварщика – это важная составляющая сварочных работ. От соблюдения всех требований, предъявляемых к сварочному посту, будет зависеть как безопасность работника, так и качество выполняемых работ. ..
..
Технология газовой сварки тройника системы водоснабжения из стали марки 09Г2С диаметром трубы 89мм
Глава 4. Технология ручной дуговой сварки колонны
Ручная дуговая сварка – это наиболее старый, а также универсальный метод, выполняемый по технологии дуговой сварки и обеспечивающий высокое качество швов. Технология ручной дуговой сварки подразумевает собой метод…
РАСХОД ЭЛЕКТРОДА ПРИ СВАРКЕ ТРУБ
РАСХОД ЭЛЕКТРОДА ПРИ СВАРКЕ ТРУБРасход электродов при сварке труб
Диаметр | Сорт № | кг / стык | кг / Совместное (с Убыток) |
1/8 | СТАНДАРТ 40 | 0. | 0,00229 |
XS 80 | 0,00190 | 0,00315 | |
1/4 | СТАНДАРТ 40 | 0.00250 | 0,00425 |
XS 80 | 0,00353 | 0,00586 | |
3/8 | СТАНДАРТ 40 | 0. | 0,00559 |
XS 80 | 0,00498 | 0,00827 | |
1/2 | СТАНДАРТ 40 | 0.00536 | 0,00890 |
XS 80 | 0,00802 | 0,0133 | |
XXS | 0. | 0,0355 | |
3/4 | СТАНДАРТ 40 | 0,00721 | 0,0120 |
XS 80 | 0.01097 | 0,0182 | |
XXS | 0,0309 | 0,0513 | |
1 | СТАНДАРТ 40 | 0. | 0,0191 |
XS 80 | 0,01763 | 0,0293 | |
XXS | 0.05193 | 0,0862 | |
1 1/4 | СТАНДАРТ 40 | 0,0159 | 0,0264 |
XS 80 | 0. | 0,0418 | |
XXS | 0,0685 | 0,1137 | |
1 1/2 | СТАНДАРТ 40 | 0.0194 | 0,0320 |
XS 80 | 0,0315 | 0,0523 | |
XXS | 0. | 0,1617 | |
2 | СТАНДАРТ 40 | 0,0268 | 0,0445 |
XS 80 | 0.0459 | 0,0762 | |
XXS | 0,1461 | 0,2425 | |
2 1/2 | СТАНДАРТ 40 | 0. | 0,0835 |
XS 80 | 0,0832 | 0,1381 | |
XXS | 0.1732 | 0,4535 | |
3 | СТАНДАРТ 40 | 0,0684 | 0,1135 |
XS 80 | 0. | 0,1964 | |
XXS | 0,3961 | 0,6575 | |
3 1/2 | СТАНДАРТ 40 | 0.0847 | 0,1406 |
XS 80 | 0,1532 | 0,2543 | |
4 | СТАНДАРТ 40 | 0. | 0,1721 |
XS 80 | 0,1889 | 0,3136 | |
XXS | 0.6465 | 1.073 | |
5 | СТАНДАРТ 40 | 0,1491 | 0,2475 |
XS 80 | 0. | 0,4731 | |
XXS | 0,9918 | 1.6464 | |
6 | СТАНДАРТ 40 | 0.2054 | 0,3410 |
XS 80 | 0,4407 | 0,7316 | |
XXS | 1. | 2,583 | |
8 | СТАНДАРТ 40 | 0,344 | 0,571 |
XS 80 | 0.757 | 1,267 | |
XXS | 2.122 | 3,523 | |
10 | СТАНДАРТ 40 | 0.538 | 0,8931 |
XS 60 | 0,951 | 1,577 | |
XXS 140 | 4.182 | 5.942 | |
12 | СТД | 0,673 | 1,117 |
XS | 1.134 | 1.882 | |
XXS 120 | 5,013 | 8,332 | |
14 | СТАНДАРТ 30 | 0.74 | 1,228 |
XS | 1,25 | 2,075 | |
16 | СТАНДАРТ 30 | 0.848 | 1.408 |
XS 40 | 1,432 | 2.377 | |
18 | СТД | 0.956 | 1,587 |
XS | 1,615 | 2,681 | |
20 | СТАНДАРТ 20 | 1.064 | 1,766 |
XS 30 | 1,798 | 2.985 | |
22 | СТАНДАРТ 20 | 1.172 | 1.946 |
XS 30 | 1.981 | 3,288 | |
24 | СТАНДАРТ 20 | 1.279 | 2.123 |
XS | 2,165 | 3,594 | |
26 | СТД | 1.387 | 2.302 |
XS 20 | 2,348 | 3.898 | |
28 | СТД | 1.495 | 2.482 |
XS 20 | 2,531 | 4.201 | |
30 | СТД | 1.603 | 2,661 |
XS 20 | 2,714 | 4,505 | |
32 | СТД | 1.711 | 2,840 |
XS 20 | 2,897 | 4.809 | |
34 | СТД | 1.809 | 3.003 |
XS | 3,08 | 5.113 | |
36 | СТД | 1.926 | 3,197 |
XS | 3.227 | 5,357 | |
38 | СТД | 2.035 | 3.378 |
XS | 3,447 | 5,722 | |
40 | СТД | 2.142 | 3,556 |
XS | 3,630 | 6.026 | |
42 | СТД | 2.250 | 3,735 |
XS | 3.813 | 7,550 | |
44 | СТД | 2.358 | 3.914 |
XS | 3.996 | 6,633 | |
46 | СТД | 2.466 | 4.094 |
XS | 4,179 | 6.937 | |
48 | СТД | 2.574 | 4,273 |
XS | 4,362 | 7,241 |
 00183
00183  00337
00337  0214
0214  01149
01149 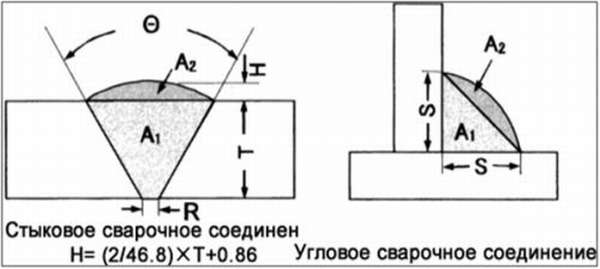 0252
0252  0974
0974  0503
0503  1183
1183  1037
1037  2850
2850  556
556 Формула расчета сварочного электрода pdf
Формула расчета сварочного электрода pdfКак рассчитать расход электродов для трубы на сварку.Загрузите в формате xls, pdf, txt или читайте онлайн в scribd. Однако подготовка нержавеющей стали и марганцевой стали может потребовать небольшого шлифования. Метод сварки TIG и ее применение Определение сварки TIG Обозначение TIG пришло из США и является аббревиатурой от вольфрамового инертного газа. Наша задача – удовлетворить потребности клиентов и превзойти их ожидания. Скачать расчет сварочного объема xls ernestfonseca1s.
С угловым сварным швом или одинарным скосом под углом 45 это относительно просто, но вычисления становятся.Основные параметры точечной сварки, установка основных расчетов. В нашем калькуляторе сварки Bohler есть программа, которая позволяет легко определить, сколько присадочного металла требуется для ваших процессов. Устройство и расчет сварочного трансформатора на. Пожалуйста, примите наше освобождение от ответственности, чтобы запустить сварочный калькулятор.
Эти диаграммы были разработаны с использованием расчетов, полученных по следующему уравнению для стыковых сварных швов с разделкой кромок и углов при соблюдении условий, указанных ниже.На практике для листа толщиной 0 стандартным является электрод с диаметром контакта 6 мм. Следует отметить некоторые исследования скорости плавления электродов, проведенные авторами. Расчет затрат на сварку для одиночного шва с разделкой кромок для процесса 1. Необходимое количество присадочного металла 1. Как рассчитать сварочный расход abcs дуговой сварки. Онлайн-калькулятор затрат на сварку Интеллектуальные решения по производительности. Расчет массы наплавленного металла потребовал сварочных ответов. Расчет сварочного объема сварочного шва XLS TIG сварочный калькулятор сварочные материалы и сварочное оборудование by.
Проектирование сварных соединений Американское сварочное общество. Случайный контакт электрода с металлическими предметами может вызвать искры, взрыв, перегрев или пожар. Согласно данным Metal Web News, электроды 6011 создают сварные швы с минимальной прочностью на разрыв около 60 000 фунтов на квадратный дюйм psi. Просто возьмите показания силы тока и напряжения во время сварки и разделите их на скорость движения, чтобы получить тепловложение в джоулях на дюйм. Приложение является совместной разработкой подразделения voestalpine Steel и voestalpine bohler Welding.В этом процессе металлический электрод служит как для переноса дуги, так и в качестве присадочного стержня, который осаждает расплавленный металл в стыке. Расчет электродов скачать бесплатно в формате Excel. Суммарную площадь двух красных областей, сложенных вместе, можно рассчитать по формуле 2t tan b x t2 или t tan b x t. Символы сварки Сторона стыка, обозначенная стрелкой, – это линия, сторона, область или ближайший элемент, на который указывает стрелка. Сторона, противоположная стрелке.Расчет затрат на сварку и времени важен, потому что сварка может составлять значительную часть затрат при изготовлении сварных конструкций и компонентов.
Если в вашем сварочном аппарате есть цифровые или аналоговые счетчики, все готово. Правила проектирования сварочных расчетов для расчета прочности стыковых и угловых сварных соединений при воздействии прямых, изгибающих и крутильных нагрузок. Стоимость сама по себе, очевидно, зависит от выбранного процесса, сложности или простоты сборки, подготовки и конфигурации стыка, ценника на присадочный металл и прочего.Влияние сварки на металлургию влияет на сплав и процесс сварки, в целом этому способствует растрескивание. Расчет расхода электродов на трубу на сварку. Перед сваркой проверьте и убедитесь, что это место безопасно. Есть ли какая-либо формула для этого, любезно помогите мне в отношении r.
Аналогичная функция используется для определения скорости расхода электродов в процессе плавки. Как рассчитать погонную энергию от сварки Ответы на вопросы сварки. При сварке положительным электродом скорость плавления электрода m1 была определена эмпирически по lesnewich ref.Hindiurdu сварочные материалы, электроды наполнитель металл. Минимальная эффективная длина углового шва должна быть как минимум в четыре раза больше номинального размера, или считается, что эффективный размер сварного шва не превышает 25% его эффективной длины. Pdf снижение скорости ремонта сварочных процессов на. Оптимизация параметров сварочного процесса МиГ для. Тепло для пилы генерируется дугой между неизолированным, сплошным металлическим или порошковым расходным проводом или ленточным электродом и заготовкой. E70xx – самый популярный электрод, применяемый для угловых швов, выполненных методом плавки.Они также используются в сельскохозяйственной технике, трубопроводах, кованой и дорожной технике.
Знание того, как оценить объем наплавленного шва, и типичное время, которое потребуется для выполнения сварки, важно для подготовки предложений, а также для планирования графиков. На рис. 2 показан расчетный расход сварочных материалов в зависимости от толщины листа, процесса сварки, угла канавки и корневого отверстия для стыковых соединений. Соответствующие электроды указаны с использованием номенклатуры e60xx, e70xx, e80xx и т. Д.Уравнение стоимости электрода на фут сварного шва составляет. Сварка под флюсом – это процесс дуговой сварки, при котором дуга скрывается слоем гранулированного и плавкого флюса 166, 37. Прочность электрода должна соответствовать прочности основного металла.
Как рассчитать расход электродов или присадочного металла при сварке. B202 для оценки стоимости присадочного металла в мире сварки можно использовать множество методов для расчета фактических затрат на сварку для данной работы или контракта.Часть веса теряется из-за брызг, шлака, а часть электрода становится газом. Требуются фунты электрода или проволоки w вес на фут металла сварного шва l длина опор сварного шва e вес эффективности наплавки на фут металла сварного шва.
Пожалуйста, авторизуйтесь, регистрация бесплатна, нажмите здесь, чтобы зарегистрироваться. В этом видеоролике объясняется, как рассчитать объем металла сварного шва трубопровода и вес стыкового шва. Этот метод расчета веса электродов и. 01.06.2019 как рассчитать расход электродов или присадочного металла при сварке.Ваш практичный инструмент для расчета расхода присадочного металла для сварочных процессов. Оптимизация параметров сварочного процесса МиГ для улучшения. Расчет объема металла сварного шва трубопровода и веса стыкового шва. Самый быстрый способ оценить лучший выбор для вашего сварочного процесса. При изготовлении сварку нужно отбиваться от того, что есть в наличии. Сварка сопротивлением Сварка путем пропускания электрического тока через детали, которые прижаты друг к другу. Обычными формами являются точечная сварка и сварка швов. Разрушение из-за сдвига сварного шва или разрыва элемента во избежание нагружения соединения при растяжении во избежание разрыва рис.Плюс руководство по вычислению центроидов и второго момента площади.
Диаметр контактной поверхности электрода должен быть немного больше диаметра самородка. Прочтение засчитывается каждый раз, когда кто-то просматривает сводку публикации, такую как название, аннотацию и список авторов, щелкает рисунок или просматривает или загружает полный текст. В частности, он сообщает электродам, когда нужно закрывать, а когда открывать, а также сообщает сварочному току, когда начинать и когда останавливать. Предел прочности на разрыв сварочного электрода может составлять 60, 70, 80, 90, 100, 110 или 120 тысяч фунтов на квадратный дюйм.21 ноября 2015 г. в этом видео рассказывается, как рассчитать объем металла сварного шва трубопровода и вес стыкового шва. Этот метод используется для расчета веса электродов и требований к присадочной проволоке в ваших системах трубопроводов. Pdf-нагрев электродов во время точечной контактной сварки. Вместо wfs он основан на силе тока, указанной на шаге 11. Количество фунтов сварочных электродов или сварочной проволоки, необходимое для. Например, для точечной сварки двух листов толщиной 1 мм потребуется электрод с диаметром контакта 6 мм.Электрод не предназначен для получения наплавленного металла. Скорость наплавки в кг / ч для используемого электрода или проволоки. Площадь излишка металла шва аппроксимируется формулой w x h3. Как отправить сообщение в эту группу, отправьте электронное письмо в материал.
Добро пожаловать в сварочный калькулятор. Ваш практический инструмент для расчета расхода присадочного металла для ваших сварочных процессов. Мы разрабатываем для вас инновационные продукты и эффективные приложения. Английский как рассчитать расход сварочных электродов.В таблице 51 показан расход электродов для различных размеров и типов сварных швов. 31 августа 2015 г. 1 рассчитайте поперечное сечение площади сварного шва, включая арматуру корня и крышки, в квадратных миллиметрах. Это связано с тем, что стандартные схемы трансформаторов, а также методы расчета нельзя использовать для сварочного инструмента. Расчет сварочного трансформатора выполняется по конкретным формулам. Разработка модели оценки стоимости сварки на основе 153 4.
Приложение сварочного калькулятора поддерживает планирование и оптимизацию сварочных задач, таких как расчет времени охлаждения, температуры предварительного нагрева или расчет необходимого количества присадочного металла.Общий объем металла шва количество используемого защитного газа сварочного электрода калькулятор стоимости сварочных материалов, как рассчитать сварочные материалы, калькулятор объема сварного шва, как рассчитать время сварки, сварка. Используйте электроды e80xx для сталей с пределом текучести 60 или 65 тысяч фунтов на квадратный дюйм. Отправьте, пожалуйста, схему расчета электродов для трубопроводов, резервуара для хранения и конструкции. Первым делом нужно рассчитать площадь поперечного сечения стыка. Расход сварочного электрода или присадочного металла – очень важный аспект экономики сварки.Калькуляторы сварки GTAW или TIG калькулятор сварки. Температура нагрева кончика электрода с наружным диаметром. Дизайн и спецификация сварных швов университет делавэра. А для изготовления 3200 деталей нам потребуется 5216 фунтов сварочного металла. Летящие искры, горячая деталь и горячее оборудование могут вызвать возгорание и ожоги. Наряду с проволочным электродом через сварочную горелку проходит защитный газ, который защищает процесс от загрязнений в воздухе. На практике используется электрод с диаметром контакта 6.Если используется неизолированный электрод, неизбежно окисление металла шва.
Вольфрам, также называемый вольфрамом, – это металл с температурой плавления более 3300 ° С, что означает более чем в два раза большую температуру плавления. Плюс руководство по вычислению центроидов и второго момента. Управление сваркой можно рассматривать как мозг, а машину – как мускулатуру всей системы контактной сварки. Этот тип электрода часто используется для общих сварочных работ, не требующих каких-либо специальных функций.Затраты на рабочую силу и накладные расходы обычно объединяются в расчетах затрат, что является обычным делом. Расчет скорости плавления сплошной проволоки при совместной сварке. Используйте электроды e70xx для сталей с пределом текучести менее 60 тысяч фунтов на квадратный дюйм. Сварка воздухом и жидкостью предлагает продолжить сравнительный расчет, который поможет вам определиться с оптимальным соотношением цены и качества для выбранного процесса сварки. Мы разрабатываем для вас инновационные продукты и эффективные приложения. Составление флюса для дуговой сварки металла с калием.Сварные соединения 1 из 7 электродов следует выбирать в соответствии с основным металлом. В мире сварки можно использовать множество методов для расчета фактических затрат на сварку a.
Калькулятор энергопотребления сварочного аппарата
Сварочные аппараты широко используются на заводах и в мастерских для сварки металлических деталей. С помощью этого простого калькулятора вы можете рассчитать энергопотребление вашего сварочного аппарата.
Потребляемую мощность сварочного аппарата можно рассчитать, умножив мощность сварочного аппарата на количество рабочих часов.
Например, сварочный аппарат, который подает выходной ток 160 А при 24 В с общим КПД 0,89, имеет номинальную мощность 4,3 кВт. Если использовать его в течение получаса, то мощность, потребляемая сварочным аппаратом, составит 2,15 кВтч.
Расчет энергопотребления при сварке:
Номинальную мощность любого сварочного аппарата можно легко рассчитать, зная выходное напряжение и подаваемый им выходной ток.
Ватт – это скорость, с которой устройство потребляет мощность, а киловатт-час или единица – фактическое энергопотребление устройства.Например, 1 кВт переменного тока имеет номинальную мощность 1 кВт, что означает, что он будет потреблять мощность со скоростью 1 кВт, следовательно, если переменный ток включен в течение двух часов, он будет потреблять 2 кВт-ч или единицу электроэнергии . Узнайте больше о ваттах и кВтч
Например, если у вас есть сварочный аппарат, который выдает выходной ток 160 А при 24 В, а общий КПД аппарата составляет 0,89, то номинальная мощность сварочного аппарата составляет
Мощность (кВт) = (Выходное напряжение X Выходной ток) / КПД
Мощность (кВт) = (24 X 160) / 0.89
Мощность (кВт) = 4,314 кВт.
Следовательно, номинальная выходная мощность сварочного утюга составляет 4,314 кВт.
Мы можем использовать эти знания для расчета мощности, потребляемой сварочным аппаратом за час.
Чтобы рассчитать потребляемую мощность сварочного аппарата, необходимо умножить мощность сварочного аппарата на количество рабочих часов.
Например, если мы используем такой же сварочный утюг в течение 1 часа сварки, то потребляемая мощность будет 4.314 кВт X 1 час, 4,314 кВтч.
Для расчета энергопотребления сварочного аппарата используйте калькулятор ниже.
Калькулятор энергопотребления сварочного аппарата:
Как интерпретировать результат:
После расчета энергопотребления сварочного аппарата в течение часа можно подумать, что потребление энергии слишком велико, но на самом деле мы редко сохраняем сварочный аппарат ВКЛЮЧЕН уже давно.
На максимальном уровне сварка выполняется в течение 5–10 минут за один проход, а затем есть время ожидания, прежде чем мы возобновим работу.Следовательно, каждый час, в течение которого мы используем сварочный аппарат, 30% времени уходит на замену сварочных стержней, зажим заготовки или выполнение других регулировок.
Советы по снижению энергопотребления сварочного железа:
Рассмотрите возможность перехода на инверторную технологию – Портативные и легкие инверторные источники сварочного тока обеспечивают точный запуск дуги и расширенные средства управления мощностью, которые позволяют сварщикам точно настраивать мощность сварки к желаемым параметрам.
Технология, лежащая в основе этих устройств, предоставляет производителям источник питания, который может выполнять порошковую сварку с высоким и низким током, сварку стержневой сваркой, сварку TIG и MIG, не говоря уже о дуговой строжке и даже дуговой сварке под флюсом CV.
Если вам нравится этот калькулятор, поделитесь им в Facebook, WhatsApp, Reddit и Pinterest.
Спасибо 🙂
Ссылки:
Приложение «Калькулятор веса и стоимости сварки» от Let’sFab
Приложение «Калькулятор веса и стоимости сварки» полезно для расчета веса сварочного металла, стоимости сварочного металла, требований к сварочному электроду и сварочного присадочного металла.Так что вы можете использовать этот инструмент для любых целей сварки и оценки.
Это приложение подходит для различных типов стыковых и угловых сварных соединений. В этом приложении доступны квадратный стыковой сварной шов, одинарный стыковой сварной шов с переменным углом, двойной стыковой шов с переменным углом, стыковой сварной шов с двойным скосом, стыковой сварной шов с одним V, стыковой сварной шов с двойным V-образным вырезом, стыковой сварной шов с двойным V с переменным углом, угловой сварной шов и т. Д.
Применяется во всех отраслях промышленности, где выполняются сварочные работы или используются методы сварки.Это полезно для калькуляции и сметы сварочных работ.
Приложение «Калькулятор веса и стоимости изготовления» содержит следующие калькуляторы. Доступны следующие калькуляторы:
- Калькулятор квадратного стыкового шва.
- Калькулятор для стыковой сварки одинарных косых швов.
- Калькулятор для двухкомпонентной стыковой сварки под углом.
- Калькулятор стыковой сварки с переменным углом двойного скоса.
- Калькулятор для стыковой сварки одиночных V-образных сварных швов.
- Калькулятор двойного V-образного стыкового шва.
- Калькулятор стыковой сварки двойным V с переменным углом.
- Калькулятор углового шва.
Как использовать это приложение:
Сведения о начальной странице:
В этом приложении сначала откройте экран приветствия, поэтому вам нужно подождать несколько секунд, чтобы заполнить индикатор выполнения. После этого вы увидите домашнюю страницу приложения. Внутри этого калькулятора все опции доступны в жадном формате. Вы должны выбрать любой вариант калькулятора в соответствии с вашими требованиями. Если щелкнуть выбранный калькулятор, откроется страница ввода данных инструмента.
Сведения о странице ввода:
Необходимо ввести все поля входных данных, необходимые для этого совместного требования. После этого вы должны выбрать входные данные удельного веса материала и эффективности смещения. У нас была кнопка для выбора. Когда вы нажмете на кнопку, откроется список материалов для Sp. Гравитация для стандартной справки. Вы также можете ввести данные ввода вручную в поле ввода, если вы не нашли свои данные в списке. После добавления всех входных данных вам нужно нажать кнопку «Рассчитать», чтобы получить страницу результатов.Если вы пропустили какие-то данные при вводе значений в поле ввода.
Затем вам отобразится уведомление об ошибке ввода, затем проверьте пустое поле данных. После этого вы можете ввести недостающие данные и снова нажать кнопку «Рассчитать». Откроется страница с результатами.
Информация о выходной странице:
Вы получите выходные данные о единице веса и общей сварочной массе этих соединений. На странице результатов вывода доступна опция расчета стоимости для расчета стоимости сварки. Итак, если вы хотите рассчитать стоимость сварки, введите данные в поле «Стоимость за кг» в поле ввода и нажмите кнопку «Стоимость сварочного металла».Это даст вам результат в виде себестоимости единицы и общей стоимости сварных соединений.
Это важный инструмент для расчета требований к материалам для сварки и расчета затрат на сварку для различных типов соединений, используемых при изготовлении.
Это приложение дает нам информацию о весе сварочного электрода или присадочного металла, необходимого для сварки угловых и стыковых соединений, используемых при изготовлении.
Таким образом, с помощью этого приложения мы можем рассчитать вес присадочного материала, необходимого для конкретного шва, и, используя этот вес, мы можем легко приблизительно оценить стоимость необходимого присадочного материала и необходимое количество присадочного материала.
Типы сварных соединений доступны для расчета стоимости и оценки в калькуляторе сварочного веса и стоимости.
1. Прямоугольный стыковой сварной шов
2. Одинарный стыковой сварной шов
3. Двойной стыковой сварной шов
4. Двойной скос с переменным углом Сварка
5. Одинарный V-образный стыковой шов
6. Двойной V-образный стыковой сварной шов
7. Двойной V-образный стык с переменным углом сварка.
8. Филейный шов.
Типы соединений «Выше всех» используются при расчете веса и стоимости сварки. С другой стороны, мы разработали это приложение, учитывая все размеры в миллиметрах или в метрической системе, поэтому, пожалуйста, вводите все данные в миллиметрах.
Во-первых, вы должны иметь в виду, что вы должны добавить дополнительный процент веса после расчета, чтобы учесть дополнительный материал для других потерь.
Это приложение может пригодиться при подсчете затрат на сварку. Точно так же он более полезен для инженеров-сварщиков, дизайнеров, оценщиков, производителей и других специалистов, связанных со сваркой.
полезен для всех типов сварочной промышленности, обрабатывающей промышленности, производства сосудов под давлением, обрабатывающей промышленности технологического оборудования, индустрии листового металла, индустрии изготовления тяжелого оборудования и любой другой аналогичной или аналогичной отрасли, в которой выполняются сварочные работы.
Если вы ищете различные другие полезные приложения для вашей повседневной производственной деятельности, то C выберите здесь…
Если вы хотите расширить свои знания, обучаясь у нас, вы можете присоединиться к нашим различным видеокурсам в области производства , Нажмите здесь, чтобы узнать подробности.
Как рассчитать сварочную массу и стоимость всех типов стыковых и угловых сварных соединений | Eng | Let’sFab
Таблицы усилителей для сварки TIG
Калькулятор TIG предназначен для распечатки справочных материалов для сварщиков TIG своими руками. но это предназначено только как отправная точка.Как только вы освоите сварку TIG вы можете обнаружить, что предпочитаете сварку при более высоком или более низком токе в зависимости от техники и скорость движения. Абсолютные новички могут предпочесть использовать ток на 10% ниже. чтобы компенсировать более низкую скорость, но если вы обнаружите, что вам нужно значительно уменьшить ток больше, чем ваш дуговой разрядник, вероятно, слишком длинный.
В таблице мы покрыли только до 3 мм. За пределами этой толщины (кроме для специализированных приложений) вы, как правило, выполняете несколько запусков или просто используете TIG для корневого шва и использование Arc или MIG для заполнения оставшейся части соединение.
Низкоуглеродистая сталь
| Толщина стали (мм) | Присадочный стержень (мм) | Вольфрам (мм) | | Угловой шов | |
Ампер | Амперы | Амперы | |||
0.8 | 1.0 | 1,0 или 1,6 1 | 25 | 30 | 20 |
1.0 | 1.0 | 1,0 или 1,6 1 | 30 | 35 | 25 |
1.2 | 1.0 | 1,6 | 35 | 45 | 30 |
1,5 | 1.0 | 1,6 | 45 | 55 | 40 |
2.0 | 1,0 или 1,6 2 | 1,6 | 60 | 75 | 55 |
3,0 | 1,6 | 1,6 | 90 | 110 | 80 |
1 А 1.6-миллиметровый вольфрам вполне подойдет при токе примерно до 30 ампер. Его можно использовать на более тонком материале, если кончик остается очень острым. Немного убавьте усилители при использовании вольфрама 1,0 мм.
2 2 мм – это переходник между присадочным стержнем 1,0 мм и 1,6 мм. Присадочный стержень большего размера охлаждает сварочную ванну больше, чем стержень меньшего размера, поэтому может добавить около 5 ампер при использовании присадочного стержня 1,6 мм.
нержавеющая сталь
Нержавеющая сталь менее теплопроводна, чем низкоуглеродистая сталь, поэтому нагревание не происходит. так быстро утекает из сварного шва.Усилитель, необходимый для сварки нержавеющих примерно на 10% ниже, чем токи, используемые для низкоуглеродистой стали. Новички могут найти таблица нержавеющей стали удобна для низкоуглеродистой стали – более низкий ток компенсирует для меньшей скорости движения.
| Толщина стали (мм) | Присадочный стержень (мм) | Вольфрам (мм) | | Угловой шов | |
Ампер | Амперы | Амперы | |||
0.8 | 1.0 | 1,0 или 1,6 1 | 20 | 25 | 20 |
1.0 | 1.0 | 1,0 или 1,6 1 | 25 | 35 | 25 |
1.2 | 1.0 | 1,6 | 35 | 40 | 30 |
1,5 | 1.0 | 1,6 | 40 | 50 | 35 |
2.0 | 1,0 или 1,6 2 | 1,6 | 55 | 70 | 50 |
3,0 | 1,6 | 1,6 | 80 | 100 | 75 |
1 А 1.6-миллиметровый вольфрам вполне подойдет при токе примерно до 30 ампер. Его можно использовать на более тонком материале, если кончик остается очень острым. Немного убавьте усилители при использовании вольфрама 1,0 мм.
2 2 мм – это переходник между присадочным стержнем 1,0 мм и 1,6 мм. Присадочный стержень большего размера охлаждает сварочную ванну больше, чем стержень меньшего размера, поэтому может добавить около 5 ампер при использовании присадочного стержня 1,6 мм.
Далее: Сварка: Руководство «Сделай сам»> Учебное пособие по TIG> TIG ТехникетопThe Engineering ToolBox
Бесплатные инструменты и информация для проектирования и проектирования технических приложений
Стальные трубы – Расчет контуров теплового расширения
Расчет и определение размеров контуров теплового расширения стальных труб.
Воздух – теплофизические свойства
Тепловые свойства воздуха при различных температурах – плотность, вязкость, критическая температура и давление, тройная точка, энтальпия и энтропия, теплопроводность и коэффициент диффузии и многое другое.
Системы водоснабжения – онлайн-заявка на проектирование
Бесплатный онлайн-инструмент для проектирования систем водоснабжения в зданиях.
Температурное расширение – коэффициенты линейного расширения
Коэффициенты линейного температурного расширения для распространенных материалов, таких как алюминий, медь, стекло, железо и многие другие.
Воздушные шары – Калькулятор подъемного веса
Рассчитайте подъемную силу баллонов горячего воздуха.
Воздух – Психрометрическая диаграмма для стандартных атмосферных условий – Имперские единицы
Психрометрическая диаграмма для воздуха при атмосферном давлении 29,921 дюйма ртутного столба и температуре от 20 o F до 120 o F.
Конвертер UTM в широту и долготу
Бесплатный онлайн-конвертер координат UTM в широту и долготу.
Вода – теплофизические свойства
Тепловые свойства воды при различных температурах, такие как плотность, температура замерзания, температура кипения, скрытая теплота плавления, скрытая теплота испарения, критическая температура и другие.
Радианы и градусы
Радиан – это единица измерения угла в системе СИ. Преобразование между градусами и радианами. Рассчитайте угловую скорость.
Торцовочная пила – Расчет угла распиловки
Бесплатный онлайн-инструмент для расчета углов угломера торцовочной пилы.
Трение – Коэффициенты трения и калькулятор
Теория трения с калькулятором и коэффициентами трения для комбинаций таких материалов, как лед, алюминий, сталь, графит и многие другие.
Значения модуля Юнга, прочности на разрыв и предела текучести для некоторых материалов
Модуль Юнга (или модуль упругости при растяжении – модуль упругости) и предельная прочность на растяжение и предел текучести для таких материалов, как сталь, стекло, дерево и многие другие.
Коэффициенты теплопроводности для обычных твердых тел, жидкостей и газов
Коэффициенты теплопроводности для изоляционных материалов, алюминия, асфальта, латуни, меди, стали, газов и других материалов.
Вода – плотность, удельный вес и коэффициенты теплового расширения
Определения, онлайн-калькулятор, рисунки и таблицы со свойствами воды, такими как плотность, удельный вес и коэффициент теплового расширения жидкой воды при температурах от 0 до 360 ° C (от 32 до 680 ° F).
Числа – Калькулятор вычисления квадрата, куба, квадратного корня и кубического корня
Вычисление квадрата, куба, квадратного корня и кубического корня. Значения приведены в таблице для чисел от 1 до 100.
W-образные балки – американские широкополочные балки
Размеры американских широкополочных балок ASTM A6 (или W-образные балки) – британские единицы.
Вязкость – абсолютная (динамическая) и кинематическая
Вязкость – это сопротивление жидкости потоку, которое может быть оценено как динамическое (абсолютное) или кинематическое.
AWG – преобразователь американского калибра проволоки
Американский калибр проволоки (AWG) в зависимости от преобразователя площади поперечного сечения.
Плотность по сравнению с удельным весом по сравнению сУдельный вес
Введение в плотность, удельный вес и удельный вес.
Системы водяного отопления – онлайн-заявка на проектирование
Бесплатная онлайн-программа для проектирования систем водяного отопления – метрические единицы.
Вода – динамическая (абсолютная) и кинематическая вязкость в зависимости от температуры и давления
Бесплатный онлайн-калькулятор – цифры и таблицы с вязкостью воды в диапазоне температур от 0 до 360 ° C (от 32 до 675 ° F) – британские единицы и единицы СИ.
Фланцы – Размеры фланцев и болтов ASME / ANSI B16.5 – Класс от 150 до 2500
Диаметры и окружности болтов для стандартных фланцев ASME B16.5 – от 1/4 до 24 дюймов – Класс от 150 до 2500.
дюймов vs. мм – Таблица преобразования
Преобразование дробных и / или десятичных дюймов в метрические мм – и наоборот.
Гаечный ключ– дюймы и мм
Таблица преобразования гаечного или гаечного ключа из SAE в метрические.
Момент инерции площади – типовые сечения I
Типичные сечения и момент инерции их площади.
Сухой воздух – термодинамические и физические свойства
Термодинамические свойства сухого воздуха – удельная теплоемкость, соотношение теплоемкостей, динамическая вязкость, теплопроводность, число Прандтля, плотность и кинематическая вязкость в диапазоне температур 175 – 1900 K .
Автомобили – Калькулятор стоимости нового и старого автомобиля
Рассчитайте и сравните затраты на владение новым и старым автомобилем.
• Акустика
Акустика помещения и акустические свойства – децибел A, B и C – Кривые шумоподавления (NR), передача звука, звуковое давление, интенсивность звука и затухание звука
• Психрометрия воздуха
Исследование влажности и влажности воздух – психрометрические диаграммы, диаграммы Молье, температуры воздуха, а также абсолютная и относительная влажность и влажность
• Основные сведения
Система СИ, преобразователи единиц, физические константы, весы для чертежей и др.
• Горение
Темы котельной – топливо, такое как нефть, газ, уголь, древесина – дымоходы, предохранительные клапаны, резервуары – эффективность сгорания
• Инструменты для рисования
Инструменты для рисования 2D и 3D
• Dynamics
Motion – скорость и ускорение, силы и моменты
• Экономика
Инженерная экономика – диаграммы движения денежных средств, приведенная стоимость, ставки дисконтирования, международный рынок l нормы прибыли – IRR, налоги на прибыль, инфляция
• Электрооборудование
Электрооборудование, усилители и электропроводка, калибр проводов и AWG, электрические формулы и двигатели
• Окружающая среда
Климат, метеорология, солнце, ветер и ресурсы окружающей среды
• Гидромеханика
Исследование жидкостей – жидкостей и газов.Включает скорость, давление, плотность и температуру как функции пространства и времени.
• Газы и сжатый воздух
Воздух, СПГ, СНГ и другие общие свойства газа, пропускная способность трубопроводов, размер предохранительных клапанов
• Системы ОВК
Отопление, системы вентиляции и кондиционирования – конструкция и размеры
• Гидравлика и пневматика
Гидравлические и пневматические системы – жидкости, силы, насосы и поршни
• Изоляция
Теплопередача и потери тепла от зданий и технических сооружений – коэффициенты теплопередачи и методы изоляции и снижения энергопотребления
• Свойства материала
Свойства материалов для газов, жидкостей и твердых тел – плотности, удельная теплоемкость, вязкость и др.
• Математика
Математические правила и законы – числа, площади, объемы, экспоненты, тригонометрические функции и др.
• Механика
Силы, ускорение, смещение, векторы, движение, импульс, энергия объектов и многое другое
• Разное
Вопросы, связанные с инженерией, такие как шкала ветра Бофорта, маркировка CE, стандарты чертежей и многое другое
• Физиология
Физиология человека, качество воздуха и комфортные температуры, активность и скорость метаболизма, влияние окиси углерода на здоровье и многое другое
• Трубопроводные системы
Размеры труб и трубок, материалы и емкости, расчеты и диаграммы падения давления, диаграммы изоляции и тепловых потерь
• Управление процессами
Контрольно-измерительные приборы и системы управления технологическими процессами, проектирование и документация
• Насосы
Трубопроводы и насосы – центробежные насосы, поршневые насосы – кавитация, вязкость, напор и давление, потребляемая мощность и др.
• Санитарно-дренажные системы
Цель Система канализации предназначена для удаления сточных вод, сбрасываемых из сантехники и другого оборудования.
• Стандартные организации
Национальные и международные организации, производящие нормы и стандарты – ANSI, ISO, DIN, BSi и др.
• Статика
Нагрузки – сила и крутящий момент, балки и колонны
• Пар и конденсат
Паровые и конденсатные системы – свойства, производительность, размеры труб, конфигурация систем и многое другое
• Термодинамика
Влияние работы, тепла и энергии на системы
• Вода Системы
Системы горячего и холодного водоснабжения – расчетные характеристики, мощность, размеры и многое другое
Рекомендации по использованию защитного газа для сварки MIG и TIG – Sandvik Materials Technology
Защита защитным газом
Защитный газ для сварки MIG / GMAW
Основным газом для сварки MIG / MAG является аргон (Ar).Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. Однако для стабилизации дуги, улучшения текучести и улучшения качества наплавленного металла обычно требуются небольшие добавки кислорода (O2) или углекислого газа (CO2). Для нержавеющих сталей также доступны газы, содержащие небольшое количество водорода (h3).
В таблице указан соответствующий выбор защитного газа для сварки MIG / MAG с учетом различных типов нержавеющей стали и типов дуги.
| Основной металл (вид материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Дуплекс нержавеющая сталь | Супер-дуплекс нержавеющая сталь | Ферритная нержавеющая сталь | Высоколегированная аустенитная нержавеющая сталь | Никелевые сплавы | |
| Ар | – | – | ● a | – | ● a | ● a |
| Ar + He | – | – | ● a | – | ● a | ● a |
| Ar + (1-2)% O 2 | ● b | ● b | (●) | ● b | ● | – |
| Ar + (1-2)% CO 2 c | ● д | ● д | (●) | ● д | ● | – |
| Ar + 30% He + (1-2)% O 2 | ● e | ● e | ● e | ● e | ● | – |
| Ar + 30% He + (1-2)% CO 2 c | ● e | ● e | ● e | ● e | ● | – |
| Ar + 30% He + (1-2)% N 2 | – | – | ● | – | ● f | – |
a) Предпочтительно при импульсной сварке MIG.
b) Более высокая текучесть ванны расплава по сравнению с добавкой CO 2 .
c) Не использовать при дуговой сварке с распылением, где требуется очень низкое содержание углерода.
d) Лучшие характеристики сварки короткой дугой и позиционной сварки по сравнению с Ar + (1-2)% O 2 .
e) Более высокая текучесть ванны расплава по сравнению с Ar. Лучшие характеристики сварки короткой дугой, чем с Ar + (1-2)% CO 2 .
е) Для марок, легированных азотом.
Защитный газ для сварки TIG / GTAW
Обычным газом для сварки TIG является аргон (Ar).Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. В некоторых случаях для достижения особых свойств могут быть добавлены азот (N 2 ) и / или водород (H 2 ). Например, добавление водорода дает такой же, но гораздо более сильный эффект, как добавление гелия. Однако добавки водорода не следует использовать для сварки мартенситных, ферритных или дуплексных марок.
В качестве альтернативы, если добавлен азот, свойства наплавленного металла сплавов, легированных азотом, могут быть улучшены.Окислительные добавки не используются, поскольку они разрушают вольфрамовый электрод.
Рекомендации по использованию защитных газов при сварке TIG различных нержавеющих сталей приведены в таблице. Для плазменно-дуговой сварки типы газов с добавками водорода, указанные в таблице, в основном используются в качестве плазменного газа, а чистый аргон – в качестве защитного газа.
| Основной металл (вид материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Дуплекс нержавеющая сталь | Супер-дуплекс нержавеющая сталь | Ферритная нержавеющая сталь | Высоколегированная аустенитная нержавеющая сталь | Никелевые сплавы | |
| Ар | ● | ● | ● | ● | ● | |
| Ar + He а | ● | ● | ● | ● | ● | ● a |
| Ar + (2-5)% H 2 a, b | ● b | – | – | – | ● b | ● b |
| Ar + (1-2)% N 2 | – | ● | ● | – | – | – |
| Ar + 30% He + (1-2)% N 2 | – | ● | ● | – | – | – |
а) Улучшает текучесть по сравнению с чистым аргоном.
б) Предпочтительно для автоматической сварки. Высокая скорость сварки. Риск пористости в многопроходных сварных швах.
Защита корней
Безупречный результат сварки без ухудшения коррозионной стойкости и механических свойств может быть получен только при использовании защитного газа с очень низким содержанием кислорода. Для достижения наилучших результатов допускается максимальное содержание 20 ppm O 2 на корневой стороне.
Это может быть достигнуто с помощью продувочной установки и может контролироваться с помощью современного измерителя кислорода.Чистый аргон на сегодняшний день является наиболее распространенным газом для защиты корней нержавеющих сталей. Формовочный газ (N 2 + 5–12% H 2 ) является отличной альтернативой для обычных аустенитных сталей. Газ содержит активный компонент H 2 , который снижает уровень кислорода в области сварного шва.
Азот можно использовать для дуплексных сталей, чтобы избежать потерь азота в металле сварного шва.