| Артикул | |
|---|---|
| Мощность, Вт | 350 |
| Частота вращения шпинделя, об/мин | 840-2480 |
| Регулировка оборотов | есть |
| Тип регулировки | ступенчатая |
| Число скоростей | 4 |
| Тип передачи | ременная |
Maкс. диаметр заготовки, мм диаметр заготовки, мм | 350 |
| Макс. длина заготовки, мм | 1000 |
| Крепление бабки задней, мм | М18х2.5 |
| Диаметры центров, мм | 24/26 |
| Планшайба | есть |
| Посадка планшайбы, мм | М18х2. 5 5 |
| Диаметр планшайбы, мм | 145 |
| Напряжение питания, В/Гц | 220±10% /50 |
| Габариты, см | 147.1х24.5х34,1 |
| Масса изделия, кг | 25 |
| Масса в упаковке, кг | 27 |
| Комплектация | |
| Станок токарный | 1 |
| Планшайба | 1 |
| Подручник | 1 |
| Рукоятка | 2 |
| Ключ имбусовый | 1 |
| Руководство по эксплуатации | 1 |
1601 Станок токарный настольный.
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСведения о производителе токарно-винторезного станка 1601
Производителем токарного станка 1601 являет Одесский опытно-механический завод , основаный в 1946 году.
Разработчик токарного станка 1601 – Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
1601 Настольный токарный станок. Назначение, область применения
Настольный токарный станок модели 1601 предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применения токарного станка 1601 – школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок 1601 позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
1601 Общий вид токарного настольного станка
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601
Фото токарного настольного станка 1601
1601 Конструкция токарного станка
Станина токарного станка 1601
Станина представляет собой отливку с призматическими направляющими. В левой части станины имеются два отверстия для крепления передней бабки, а в нижней плоскости 2 отверстия M10 для крепления станка к столу Т-образный паз в станине служит для закрепления задней бабки в нужном положении
Призматические направляющие станины обеспечивают совпадение оси шпинделя передней бабки с осью пиноли задней бабки. Вертикальная направляющая (место I) служит для установки суппорта.
Передняя бабка крепится на направляющих станины. В качестве передней опоры шпинделя применены два радиальных упорных шарикоподшипника № 46205. Задняя опора представляет собой радиальный шарикоподшипник № 205.
Передняя бабка токарного станка 1601
Суппорт токарного станка 1601
Суппорт крестовый устанавливается и крепится при помощи болта и гайки на станине станка. Перемещение нижних и верхних салазок суппорта производится с помощью ходовых винтов и бронзовых гаек по направляющим оснований типа ласточкин хвост.
Резьба продольного и поперечного ходовых винтов дает возможность на сравнительно малом диаметре лимбов получить цену деления 0,05 мм.
На верхних салазках имеются Т-образные пазы для крепления резцедержателя. Для обработки конусных поверхностей необходимо поворотную часть суппорта установить на нужный угол. Для этого следует ослабить сухарики поворотом эксцентриков и повернуть верхнее основание на угол совмещением риски верхнего основания с риской шкалы на нижних салазках и снова затянуть сухарики эксцентриками. Цена деления шкалы нижних салазок °.
При установке суппорта на станине необходимо упереть планку суппорта в узкий прилив станины и затем затянуть гайку. Этим обеспечивается параллельность продольного и перпендикулярность поперечного перемещений относительно оси шпинделя. Планку можно переставлять, ослабив рукояткой крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
Задняя бабка токарного станка 1601
Задняя бабка служит для обработки деталей в центрах, упором при обработке длинных деталей в патроне и сверления отверстий с помощью сверлильного патрона и сверл.
Пиноль задней бабки перемещается винтом от маховичка Конус пиноли выполнен конусом Морзе КМ 1 под центр и оправку для сверлильного патрона.
Для зажима пиноли передней части корпуса имеется разрез с зажимной рукояткой Закрепление задней бабки на станине станка в нужном положении производится с помощью сухарика и эксцентрика с рукояткой. Пружина под сухариком служит для выталкивания сухарика во время перестановки задней бабки.
Стол и привод токарного станка 1601
Станок устанавливается на стол и крепится двумя шпильками, шайбами и гайками. Для привода шпинделя применяется однофазный электродвигатель марки мощностью 600 Вт оборотами об/мин. Электродвигатель, на валу которого закреплен 3-х ступенчатый шкив.
Натяжение ремня осуществляется перестановкой двигателя. При этом нужно ослабить гайки, натянуть ремень и снова затянуть гайки. Перебрасыванием ремня с одной ступени шкивов на другую можно получить на шпинделе три скорости об/мин.
Читайте также: Производители токарных станков в России
Маленький токарный станок по металлу. Видеоролик
Основные технические характеристики станка 1601
| Наименование параметра | 1600 | 1601 | 1603 | 1604 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | П | П | П | |
| Наибольший диаметр заготовки над станиной, мм | 100 | 125 | 160 | 200 |
| Наибольший диаметр заготовки над суппортом, мм | 50 | 60 | 80 | 110 |
| Высота центров над плоскими направляющими станины, мм | 55 | 85 | 108 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 125 | 185 | 250 | 350 |
| Наибольшая высота резца, мм | 6 | 10 | 12 х 12 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 10,2 | 20 | ||
| Конус Морзе шпинделя | Морзе 0 | Морзе 3 | ||
| Число ступеней частот вращения шпинделя | 6 | Б/с | Б/с | 14 |
| Частота вращения шпинделя, об/мин | 600, 950, 1500, 2360, 3750, 6000 | 530. .5300 .5300 | 70..4000 | 44..3000 |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта (без переустановки), мм | 53 | 250 | 350 | |
| Наибольшее поперечное перемещение суппорта, мм | 55 | 95 | 115 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 | ||
| Наибольшее перемещение верхних (резцовых) салазок, мм | 60 | 78 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | ||
| Угол поворота верхней каретки суппорта, град | ±90° | ±45° | ||
| Продольные подачи, об/мин | – | – | 0,01..03 | 14..190 (18) |
| Шаг нарезаемой метрической резьбы, мм | – | – | 0,2.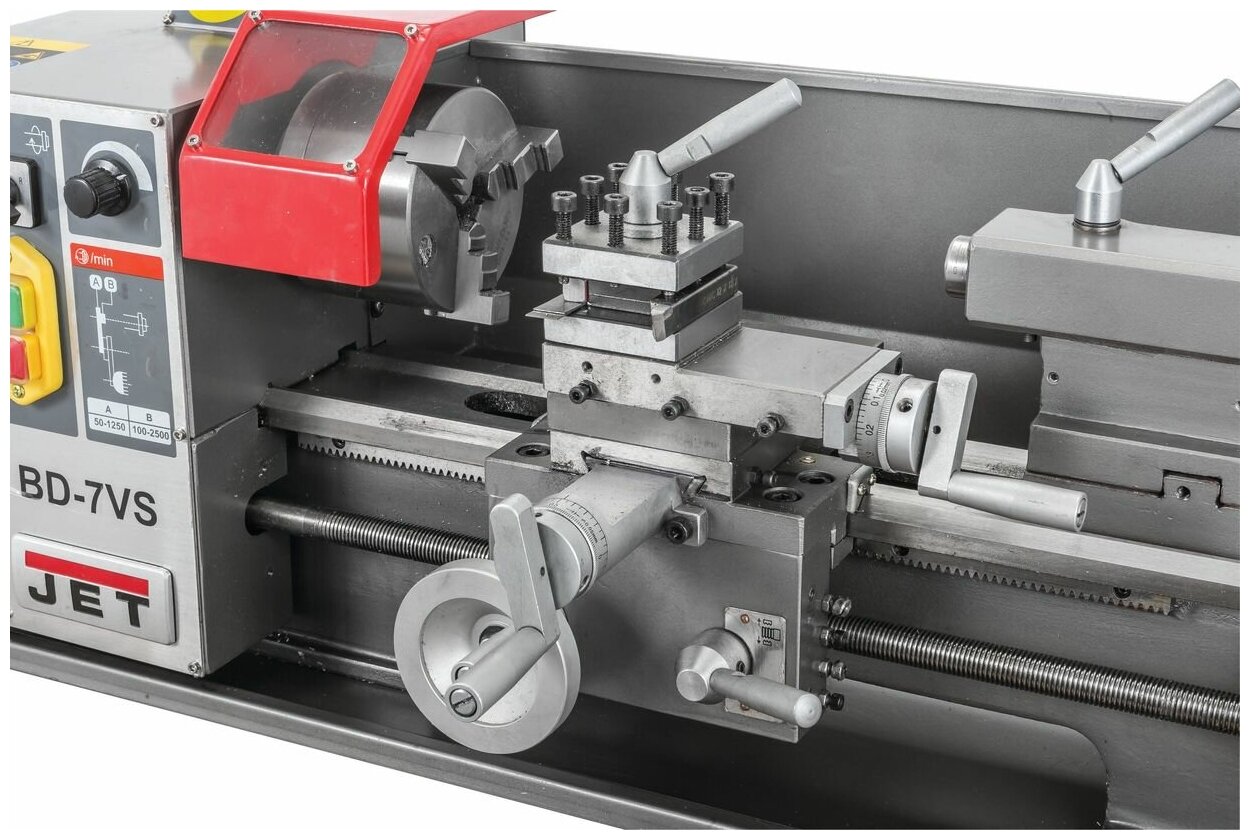 .3 (18) .3 (18) | 0,2..3 (18) |
| Шаг нарезаемой дюймовой резьбы, число ниток на дюйм | – | – | 40..8 | 40..8 (13) |
| Шаг нарезаемой модульной резьбы, мм | – | – | 0,3..1 | 0,3..1 (7) |
| Задняя бабка | ||||
| Конус Морзе задней бабки | Морзе 0 | Морзе 2 | Морзе 2 | |
| Наибольшее перемещение пиноли, мм | 40 | 55 | 70 | |
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 0,12 | 0,6 | 1 | 1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 560 х 475 х 210 | 880 х 595 х 1270 | 1130 х 590 х 1170 | 1310 х 690 х 1280 |
| Масса станка, кг | 25 | 210 | 420 | 465 |
- Ачеркан Н.
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 - Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н. Н. Металлорежущие станки, 1988
Список литературы:
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988Связанные ссылки. Дополнительная информация
Токарный станок с ЧПУ c наклонной станиной МТ-52 Серии МТ
ЗОНА ОБРАБОТКИ| Наибольший диаметр заготовки, устанавливаемой над станиной | 500 | мм |
| Наибольший диаметр заготовки, обрабатываемой над станиной | 210 | мм |
| Длина обрабатываемой заготовки | 460 | мм |
| Угол наклона станины | 30 | град |
| Максимальная частота вращения шпинделя | 5000 | об/мин |
| Мощность главного двигателя | 11/15 | кВт |
| Диаметр гидравлического патрона | 210 | мм |
| Диаметр отверстия в шпинделе, под пруток | 52 | мм |
| Перемещение по оси X | 215 | мм |
| Перемещение по оси Z | 520 | мм |
| Ускоренное перемещение по оси X | 30 | м/мин |
| Ускоренное перемещение по оси Z | 30 |
м/мин |
| Количество позиций револьверной головки | 12 или 8 | шт |
| Сечение резца | 25х25, Ø32 | мм |
| Количество позиций револьверной головки | 8/12 | шт |
| Крепление инструмента | VDI40/VDI30 | |
| Мощность приводного инструмента | 3,7 | кВт |
| Максимальная скорость вращения приводного инструмента | 4000 | об/мин |
| Перемещение пиноли задней бабки | 50 | мм |
| Диаметр пиноли задней бабки | 65 | мм |
|
Конус пиноли задней бабки |
Морзе 4 |
| Емкость бака для охлаждающей жидкости | 140 | л |
| Максимальный расход охлаждающей жидкости | 55 | л/мин |
| Емкость масляного бака для смазки | 2 | л |
| Максимальный расход масла | 0,13 | л/мин |
| Потребление электроэнергии | 30 | кВт |
| Точность позиционирования | ±0,005 | мм |
| Повторяемость | 0,005 | мм |
| Масса | 3200 | кг |
| Габариты (ДхШхВ) | 2500x1820x1680 | мм |
В Пензе выпустили тысячный токарный станок — Российская газета
Важное событие произошло в промышленности региона – вышел с линии сборки тысячный станок серии СТ 16к20. К производству универсальных токарно-винторезных станков компания “СтанкоМашСтрой” приступила в 2016 году.
К производству универсальных токарно-винторезных станков компания “СтанкоМашСтрой” приступила в 2016 году.
На сегодняшний день это самый массовый продукт, который пользуется широким спросом, как на отечественном, так и зарубежном рынках. Оборудование отличают оптимальное соотношение цены и качества, поэтому оно востребовано не только на отечественном, но и на внешнем рынке. Первый экспортный станок был отправлен в Германию в 2017 году. Сегодня для компании открыты рынки Латвии, Монголии, Ирландии, Венгрии, Италии. В 2019 году были осуществлены первые экспортные поставки в Швейцарию Узбекистан, Азербайджан и Украину. А спустя год к ним присоединились Австралия, Дания, Литва.
Усилить свои производственные мощности компании помогает межрегиональная кооперация с крупнейшими предприятиями страны. Это также позволяет создать серьезную конкуренцию зарубежным аналогам и увеличить долю локализации выпускаемого оборудования. На сегодня этот показатель достигает 75 процентов.
– В 2018 году на территории предприятия началась большая стройка. Был заложен очередной производственный цех площадью более 2,5 тысяч квадратных метров. В 2019 году мы запустили работу цеха. Сейчас он выпускает комплектующие для всей линейки производимого оборудования, – говорит генеральный директор “СтанкоМашСтрой” Олег Кочетков. – В этом году мы ввели в эксплуатацию третий производственный цех.
Был заложен очередной производственный цех площадью более 2,5 тысяч квадратных метров. В 2019 году мы запустили работу цеха. Сейчас он выпускает комплектующие для всей линейки производимого оборудования, – говорит генеральный директор “СтанкоМашСтрой” Олег Кочетков. – В этом году мы ввели в эксплуатацию третий производственный цех.
Пензенские станки за это время были представлены на девяти международных выставках, включая Европу и Северную Америку. До этого последний раз российское оборудование участвовало в выставке на территории США 30 лет назад.
Значимой вехой в развитии местного станкостроения стало открытие совместно с Пензенским государственным университетом базовой кафедры “Металлорежущие станки”. В ноябре 2020 года новый учебный класс открыл свои двери для студентов. Они смогут проходить практику и трудоустраиваться на станкостроительном производстве.
Недавно компания приступила к производству новой продукции – вертикальный фрезерный обрабатывающий центр с ЧПУ серии VТМ9. Он был представлен на недавно прошедшей в Москве выставке “Металлообработка-2021” и произвел впечатление на гостей и участников крупного промышленного форума. Обрабатывающие центры компании “СтанкоМашСтрой” обладают большой жесткостью, высокой точностью и производительностью, надежностью, большим крутящим моментом и широким диапазоном параметров обработки.
Он был представлен на недавно прошедшей в Москве выставке “Металлообработка-2021” и произвел впечатление на гостей и участников крупного промышленного форума. Обрабатывающие центры компании “СтанкоМашСтрой” обладают большой жесткостью, высокой точностью и производительностью, надежностью, большим крутящим моментом и широким диапазоном параметров обработки.
В планах предприятия – увеличение объемов производства не только универсальных токарных станков, но и высокотехнологичного оборудования. Этому будет способствовать и созданный на базе компании станкостроительный кластер, который уже вошел в состав Ассоциации кластеров, технопарков и ОЭЗ России, а в ближайшее время будет включен в реестр Минпромторга РФ.
Чтобы вывести отечественное станкостроение на новый уровень, необходима межрегиональная кооперация и создание станкостроительного кластера. Решение об этом было принято в ходе визита в Пензу главы минпромторга России Дениса Мантурова и вице-президента Торгово-промышленной палаты России Максима Фатеева.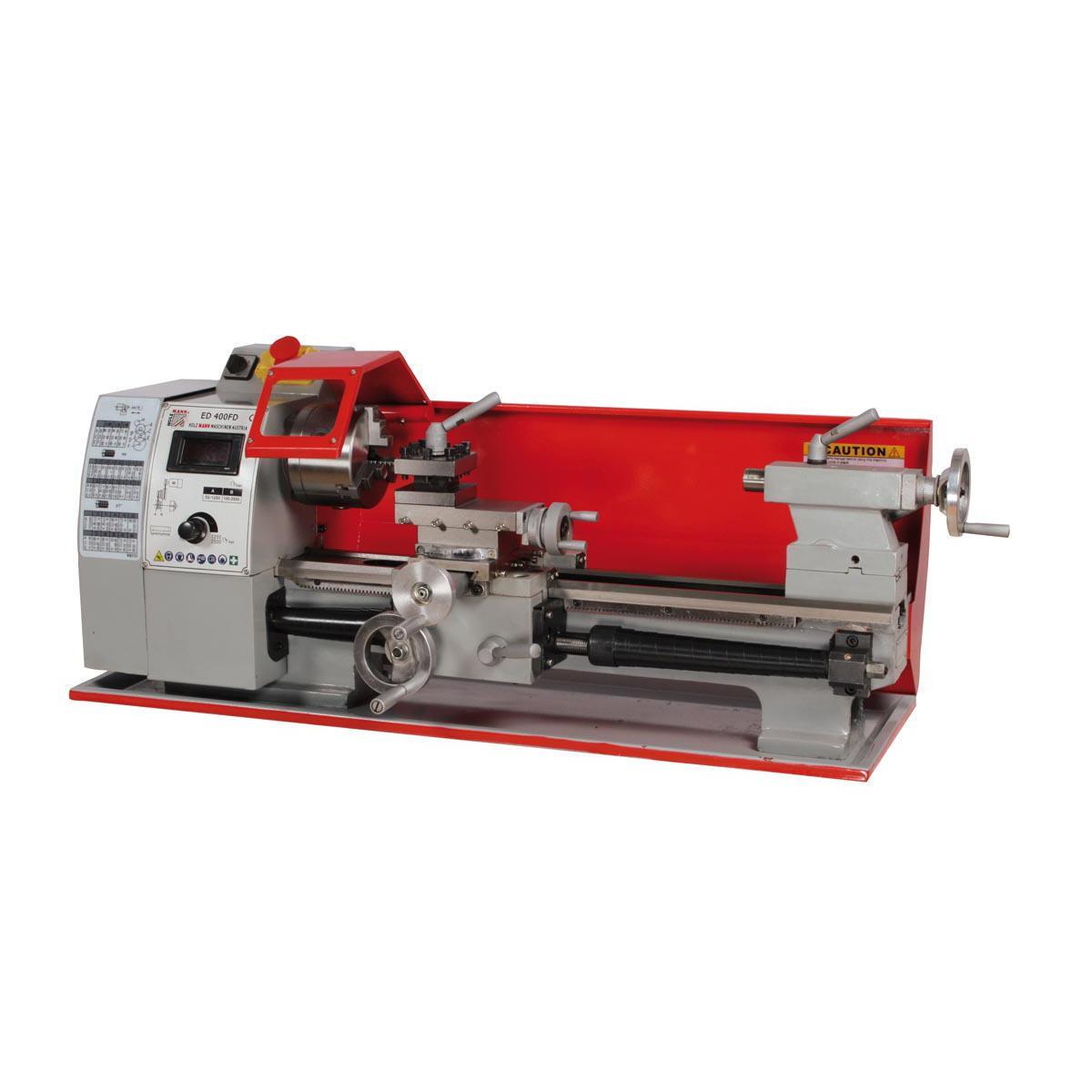 Базовой площадкой для создания нового кластера станет компания “СтанкоМашСтрой”, она объединит около 13 предприятий станкостроения. Это объединение будет ориентировано на разработку и серийное производство высокотехнологичных станков для нужд российской промышленности. Когда будет включен новый кластер в реестр минпромторга РФ, его участники смогут получать дополнительные субсидии и другие меры поддержки для продвижения на российском и зарубежном рынках. Под этот проект будет заложено несколько новых производственных площадок.
Базовой площадкой для создания нового кластера станет компания “СтанкоМашСтрой”, она объединит около 13 предприятий станкостроения. Это объединение будет ориентировано на разработку и серийное производство высокотехнологичных станков для нужд российской промышленности. Когда будет включен новый кластер в реестр минпромторга РФ, его участники смогут получать дополнительные субсидии и другие меры поддержки для продвижения на российском и зарубежном рынках. Под этот проект будет заложено несколько новых производственных площадок.
Наплавка и восстановление отверстий – официальный дилер SirMeccanica в России, расточные и фрезерные станки, оборудование для наплавки
Официальным дилер завода SirMeccanica в России.
Оборудование для наплавки металлаи сварки, оборудование для расточки, станки глубокого сверления и расточки отверстий.
Восстановление отверстий с помощью специализированной техники позволяет довести геометрию изделия до необходимых параметров после его естественного износа, расшатывания, увеличения диаметра ввиду истирания слоя металла, или вследствие поломки.
Компания «ТСК Новатор» представляет Вашему вниманию оборудование, предназначенное для проведения подобных операций.
Мы являемся официальным дилером, поставщиком оборудования по восстановлению отверстий: расточно-наплавочных комплексов SirMeccanica.
Мы предлагаем купить:
- оборудование для сварки и наплавки
- оборудование для наплавки металла
- оборудование для расточки
- станки глубокого сверления и расточки
- станки глубокой расточки
- инструмент для расточки отверстий в металле
- мобильный станок для расточки глубоких отверстий
- мобильный станок для расточки отверстий
- станки для расточки отверстий
Применение расточно-наплавных комплексов для восстановления отверстий
Оборудование — расточно-наплавочные комплексы WS3, WS2 — позволяет совершать ряд следующих операций:
- Восстанавливать отверстия и производить их расточку и наплавку. Речь идет о создании рабочих отверстий различной геометрии и диаметра, как то: отверстий на стрелах кранов, проемов под пальцы, углублений под крепления и так далее;
- Создавать соосную координированную расточку зеркальных типов изделий, поверхности должны располагаться друг от друга на расстоянии не более 2,5 метров;
- Восстанавливать посадочные места для подшипников, цапф, редукторов;
- Торцевать бобышки, приливы, производить резьбу и сверление;
- Ремонтировать блоки двигателя и производить массу аналогичных операций.
 Речь идет о создании рабочих отверстий различной геометрии и диаметра, как то: отверстий на стрелах кранов, проемов под пальцы, углублений под крепления и так далее;
Речь идет о создании рабочих отверстий различной геометрии и диаметра, как то: отверстий на стрелах кранов, проемов под пальцы, углублений под крепления и так далее;Использование оборудования для восстановления отверстий может пригодиться в самых различных отраслях хозяйства:
- В строительстве и ремонтных работах;
- В машиностроении и создании металлоконструкций;
- В сфере горнодобывающей промышленности;
- В области ремонта машин, аэро- и водной техники;
- В нише ремонта и создания станков, механизмов и рабочего оборудования.

Чаще всего потребность в ремонте возникает при износе отверстий в рукоятях ковшей и проушин экскаватора, соединениях деталей, в креплениях, ходовой раме и стрелах башенных кранов, в посадке под цапфу экскаваторов и тому подобных деталей.
Технология применения расточно-наплавочного оборудования очень проста, и обуславливает малые габариты и высокую производительность изделий.
Комплекс за счет специальных кронштейнов крепится на любой поверхности, вертикальной или горизонтальной. Прочность положения обеспечивает крепкий замочный механизм. На точность обработки деталей положение оборудования не влияет. Деталь для обработки размещается напротив отверстий центровочного комплекта либо по его сторонам. Комплект может менять положение во время процесса распиловки, что задается параметрами настройки оборудования.
Центровка борштанги осуществляется с помощью ПО контурам наименее изношенных частей детали. После процесса центровки на борштанге крепятся суппорты и фиксируются сваркой. Центровочный комплект удаляется.
Центровочный комплект удаляется.
Сварка осуществляется с помощью смеси 80% аргона и 20% углекислого газа. Полученная твердость стали составляет 20-35 HRC. После процесса наплавки снова устанавливается борштанга и производится формирующая расточка изделия.
Все оборудование сертифицировано, имеются гарантийные документы и инструкции. Звоните, чтобы получить дополнительную информацию и приобрести расточно-наплавочные комплексы WS3, WS2.
Трехфазный токарный станок по металлу с большим отверстием 20 x 60 дюймов на Grizzly.com
Благодаря огромным размерам и полной мощности трехфазный токарный станок по металлу с большим отверстием G0600 20 x 60 дюймов позволит вам с уверенностью зажимать любую тяжелую заготовку.
Если вам нужно обрабатывать нержавеющую сталь, латунь или крупное литье, его станина шириной 13-3 / 4 дюйма, усиленная задняя бабка, отличный диапазон скоростей, насос охлаждающей жидкости и мощный двигатель мощностью 10 л. с. обеспечат вам наилучшую отделку.
с. обеспечат вам наилучшую отделку.
Более того, он поставляется с автоматическим упором фартука, поэтому вы можете установить до 4 различных плеч по длине вала.
Благодаря быстросменной стойке для инструмента, устойчивой и опорной стойке и шестигранной подающей штанге для плавного и равномерного движения у вас есть гибкость, необходимая для быстрого выполнения любой работы.
Как и все токарные станки Grizzly, на G0600 предоставляется гарантия сроком на 1 год, которая распространяется на детали и гарантирует отсутствие заводских дефектов.
Руководство G0600 было написано нашим отделом документации в США и содержит полезную информацию. Полное и легко читаемое руководство упрощает сборку и обслуживание токарного станка.
Группа технической поддержки Grizzly находится в США. Детали и аксессуары для токарного станка могут быть доступны в Интернете и отправлены со склада запчастей Grizzly в Спрингфилде, штат Миссури.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Двигатель: 10 л. с., 220 В, 3-фазный, 28 А
- Двигатель охлаждающей жидкости 1/8 л.с., 0,6 А
- Высота над кроватью: 20 дюймов
- Ширина кровати: 13-3 / 4 “
- Зазор поворота: 29 дюймов
- Поворотный суппорт: 12 “
- Расстояние между центрами: 60 ”
- Носик шпинделя: D1-8 camlock
- Конус острия шпинделя: MT # 7
- Отверстие шпинделя: 3.15 ”
- Конус ствола задней бабки: MT # 5
- Ход ствола задней бабки: 7 ”
- Поперечный ход суппорта: 12-3 / 4 ”
- Комбинированный ход: 5 ”
- Скорость шпинделя: 12, 25–1600 об / мин
- Диапазон резьбы (дюймы): 60 @ 2–112 TPI
- Диапазон резьбы (метрическая): 47 @ 0,2–14 мм
- Диапазон диаметрального шага: 50 @ 4–112 DP
- Модульный диапазон шага: 39 @ 0,1–7 МП
- Габаритные размеры: 110-3 / 4 “Ш x 45-1 / 4” Г x 51 “В
- Приблизительный вес в упаковке: 5758 фунтов.
 с., 220 В, 3-фазный, 28 А
с., 220 В, 3-фазный, 28 АХАРАКТЕРИСТИКИ:
- Закаленная и прецизионно отшлифованная отливка из механита
- Универсальный быстросменный редуктор для дюймовых, метрических, модульных и диаметральных шагов
- Закаленная и прецизионно отшлифованная передняя бабка, быстросменные и передние шестерни работают в одном направлении. масляная ванна
- Однократная смазка фартука
- Регулируемая муфта фартука
- Нарезает левую резьбу
- Кнопка толчкового и аварийного останова
- Ножной тормоз
 масляная ванна
масляная ваннаСТАНДАРТНОЕ ОБОРУДОВАНИЕ:
- 3-кулачковый патрон 12 дюймов
- 4-кулачковый независимый патрон 14 дюймов
- Лицевая панель 17-3 / 4 дюйма
- Резьбовой диск
- 4-позиционный автоматический стопор фартука
- Брызговик по всей длине
- Двойные дюймовые / метрические шкалы
- Быстросменный резцедержатель и держатель
- Коническая втулка Морзе № 5– № 7
- Центры, инструменты для обслуживания, ящик для инструментов, выравнивающие подушки
- Люнет
- Подвижный люнет
- Система охлаждения
- Светодиодная рабочая фара
Из-за размера продукта этот элемент необходимо доставить на погрузочную площадку или разгружать вилочным погрузчиком.Задняя дверь недоступна.
8L – Токарные станки – Станки
Токарный станок 8L – Токарные станки – СтанкиМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
ИДЕАЛЬНО ПОДХОДИТ ДЛЯ МАЛОГО МАГАЗИНА
8L ОПЦИИ УПАКОВКИ
Входной пакет
Только факты, мэм! В комплект 8L Entry Package входят токарный станок в полностью собранном корпусе, комплект для владельца,и контроллер ЧПУ PathPilot.
Вы приобретаете собственные инструменты, монитор, клавиатуру и мышь, и вы готовы приступить к резке!
Начальная цена базовой цены: 6 995 долларов США(+ фиксированная стоимость доставки)
Финансирование на 60 мес. примерно от 137 $ / мес. с
примерно от 137 $ / мес. с
Geneva Capital
Пакет Делюкс
8L Deluxe Package является продолжением пакета Entry Package с добавлением прочной подставки со встроенным резервуаром для охлаждающей жидкости, отдельным отсеком для стружки для легкого удаления стружки, ящиками для хранения и дополнительными боковыми полками, а также кронштейном контроллера, ЖК-монитором, водонепроницаемой мышью и клавиатура, роскошный профессиональный набор инструментов для токарных станков и комплект державок OXA.
Начиная с: 9 455 долларов США(+ фиксированная стоимость доставки)
Финансирование на 60 мес.примерно от 185 $ / мес. с
Geneva Capital
Премиум-пакет
Возьмите 8L Deluxe Package и двигайтесь дальше, используя недавно разработанную консоль оператора PathPilot 8L и комплект охлаждающей жидкости для стенда машины 8L. У вас есть все необходимое для обработки, поворота, расточки и обработки канавок. Кроме того, вы можете отрезать его и повторить все заново. Готовы начать резку?
Готовы начать резку?
(+ фиксированная стоимость доставки)
Финансирование на 60 мес. примерно от 210 $ / мес. с
Geneva Capital
, РАЗРАБОТАННЫЙ С ПРОТОКОЛОМ И СПЕЦИАЛЬНЫМ ПРОИЗВОДСТВОМ В РАЗУМЕ
Не за горами ли крайние сроки и ограниченный бюджет? 8L – это готовое решение, которое удовлетворяет потребности в токарных станках внутри компании, поэтому оно способствует более эффективному продвижению проектов, не жертвуя качеством из-за того, что изготовление деталей на заднем дворе.
РАЗРАБОТАН И ПОДДЕРЖИВАЕТСЯ В США.
ИДЕАЛЬНО ПОДХОДИТ ДЛЯ МАЛОГО МАГАЗИНА
ВАШ НОВЫЙ ЛУЧШИЙ ДРУГ
Вы хотели включить токарную обработку в ваш цех? Независимо от того, находится ли он в вашем гараже, лаборатории или классе, 8L представляет собой доступный и доступный токарный станок, который позволяет любому пользователю быстро обрабатывать детали без углубленного обучения ЧПУ.
Предприниматели могут создавать собственные прототипы, не передавая блестящую идею другому магазину.Инженеры НИОКР могут быстрее создавать концепции и проекты, сохраняя контроль над всеми этапами итераций прототипа. Благодаря интуитивно понятному и легкому для понимания характеру PathPilot новички, которые совершенно не знакомы с токарной обработкой, теперь могут научиться использовать станок, постепенно переходя в режимы работы с ЧПУ. Кривая обучения короче, и обучение более управляемо.
ЕСЛИ МОЖНО МЕЧТАТЬ…
Может ли он резать сложные материалы, например титан? Ага.Более мягкие материалы, такие как алюминий, дерево или пластик? Еще бы! Токарный станок с ЧПУ Tormach 8L создан для превращения любых материалов в детали вашей мечты.
Мало того, что он справляется со своей работой (и следующей, так и следующей), 8L – это доступная маленькая рабочая лошадка, идеально подходящая для ограниченного пространства. Он работает от однофазной бытовой электросети, а токарный станок поставляется в полностью собранном корпусе как часть базовой модели.
Хотите узнать больше о токарном станке с ЧПУ 8L?
Прочтите эти замечательные статьи в блогах, чтобы узнать больше…
Технические характеристики
Шпиндель | |||
|---|---|---|---|
| Мощность шпинделя: | 1,5 л.с. (1,11 кВт) | ||
| Скорость шпинделя: | от 180 до 5000 об / мин | ||
| сквозное отверстие шпинделя: | 1 дюйм (26 мм) | ||
| Максимальная длина заготовки: | 16 дюймов (406 мм) | ||
| Носик шпинделя: | 5C | ||
Хвостовой упор | |||
| Конус: | MT2 | ||
| Диаметр: | 0.9 дюймов (22 мм) | ||
| Путешествие: | 2,2 дюйма (55 мм) | ||
Путешествия | |||
| Ось X: | 114 мм (4,5 дюйма) | ||
| Ось Z: | 10 дюймов (254 мм) с задней бабкой | ||
Движение | |||
| Ось X и Z Максимальная скорость подачи: | 150 дюймов в минуту (3.8 м / мин) | ||
| Драйверы осей (X, Z): | Высокопроизводительные многофазные шаговые двигатели с микрошаговыми драйверами Leadshine® | ||
Мощность | |||
| Требования к питанию: | Однофазный 115 В перем. Тока, 50/60 Гц, выключатель 15 А | ||
Технические характеристики машины | |||
| Длина стола × ширина: | 7.5 дюймов × 4 дюйма (191 мм × 102 мм) | ||
| Размер машины: | 50 дюймов х 26 дюймов (1,2 м x 0,7 м) | ||
| Стандартный вес системы: | 838 фунтов (380 кг) | ||
| Максимальный поворот над кроватью: | 8 дюймов (200 мм) | ||
| Максимальный поворот над кареткой: | 4 дюйма (100 мм) | ||
| Общая системная высота: | 1,3 м (52 дюйма) | ||
Принадлежности | |||
| Принадлежности: | Quick Change Tool Post (Standard) Full Enclosure (Standard) Automatic 5C Collet Closer (Скоро в продаже) | ||
Контроллер PATHPILOT® | |||
| Характеристики: | Удобный дизайн Поддержка до четырех осей непрерывной обработки Интуитивно понятное диалоговое программирование Используемая память G-кода: Контроллер Brix: 80 ГБ / Пульт оператора PathPilot: 40 ГБ Встроенная поддержка Dropbox ™ для беспрепятственного переноса программ | ||
Гарантия | |||
| 1 год гарантии от дефектов материалов и изготовления.Доступна расширенная гарантия. | |||
ИЩЕТЕ ПОМОЩИ С ВАШЕМ 8-ЛИТРОВЫМ ТОКАРНЫМ ТОКАРНОМ?
Посетите сайт поддержки Tormach, чтобы найти руководства, технические документы, таблицы данных, бюллетени по обслуживанию, базу знаний и руководства по поиску и устранению неисправностей.
Посетите наш раздел поддержки| ось | Воображаемая прямая линия или круг, используемый для описания местоположения или движения объекта в трехмерном пространстве.Горизонтальные токарные станки вращаются вдоль горизонтальной оси вращения. |
| ШВП | Длинное резьбовое устройство, которое вращается для перемещения рабочего стола или режущего инструмента станка с ЧПУ. Шарико-винтовые передачи приводятся в действие серводвигателем. |
| прутковый станок | Токарный станок, непрерывно вырезающий несколько деталей из прутковой заготовки.В прутковых станках используются цанги для удержания прутка во время операций резания. |
| штанговый шток | Сырье продается в виде длинных прутков. Пруток может быть круглым, квадратным или шестиугольным. |
| кровать | Основная несущая конструкция, на которой установлены и направляются рабочие части машины.И передняя, и задняя бабки опираются на станину токарного станка. |
| расточка | Процесс увеличения или сглаживания существующего отверстия с помощью одноточечного инструмента. Растачивание – это операция по внутреннему диаметру. |
| расточная оправка | Длинный стержень, используемый для позиционирования одноточечного инструмента для расточных операций.Расточные оправки обычно имеют круглый хвостовик. |
| карбид | Соединение, образованное комбинацией углерода с другими элементами, такими как хром, вольфрам или титан. Карбид часто используется для изготовления металлорежущих инструментов. |
| твердосплавная пластина | Сменная режущая коронка из твердого сплава с несколькими режущими кромками.Твердосплавные пластины можно привязать к другой режущей кромке, если одна из них чрезмерно изношена. |
| каретка | Часть токарного станка, которая скользит вперед и назад по траектории. Тележки поддерживают поперечные суппорты и башню. |
| отливки | Заготовка, полученная путем плавления различного сырья, заливки его в форму или полость и извлечения заготовки после охлаждения и затвердевания материалов.Металлические отливки обрабатываются в патроне. |
| центр | Устройство в токарном станке или токарном центре, которое поддерживает конец цилиндрической заготовки напротив шпинделя. Центры расположены в задней бабке. |
| снятие фаски | Операция резания на токарном станке, при которой образуется скошенная кромка вокруг конца цилиндрической заготовки или входа в отверстие.Снятие фаски может быть операцией по внутреннему или внешнему диаметру. |
| патрон | Устройство, удерживающее заготовку на месте при ее вращении на токарном или другом станке. Патроны обычно имеют три или четыре кулачка, которые можно отрегулировать для разных заготовок. |
| патрон | Устройство, удерживающее заготовку на месте при ее вращении на токарном или другом станке.Патроны обычно имеют три или четыре кулачка, которые можно отрегулировать для разных заготовок. |
| патрон | Токарный станок, требующий от оператора загрузки одной заготовки за раз. Удерживающее устройство, используемое для патрона, называется патроном. |
| Токарный станок с ЧПУ | Станок, использующий компьютеризированные числовые данные для управления вращением детали и движениями режущего инструмента для обработки цилиндрических деталей.Токарные станки с ЧПУ точны и универсальны. |
| цанга | Устройство с прорезями, которое удерживает обрабатываемую деталь или режущий инструмент на месте во время вращения. Цанга имеет отверстие, через которое проходит пруток, и предназначена для удержания определенного диаметра или размеров формы. |
| цанги | Устройство с прорезями, которое удерживает обрабатываемую деталь или режущий инструмент на месте во время вращения.Цанга имеет отверстие, через которое проходит заготовка или инструмент, и предназначена для удержания стержня определенного диаметра и размеров формы. |
| ЧПУ | ЧПУ. Автономная система компьютеров и прецизионных двигателей, которая выполняет программные инструкции для управления компонентами станков и производства деталей. Станки с ЧПУ могут быть как системами с открытым, так и с обратной связью. |
| контурное точение | Операция резания на токарном станке, при которой на поверхности заготовки создаются изогнутые или сложные формы. Точение контура – это операция по внешнему диаметру. |
| крестовина | Узел крепления токарного станка, позволяющий инструментам приближаться к осевой линии детали.Поперечные салазки поддерживаются кареткой и позиционируют револьверную головку по направлению к заготовке и от нее. |
| отсечка | Операция резки, выполняемая на токарном станке, который использует режущий инструмент для отделения готовой детали от остальной заготовки. Операция обрезки – это операция по внешнему диаметру. |
| отрезной инструмент | Режущий инструмент, отделяющий деталь от остальной заготовки.Отрезные инструменты определяют окончательную длину детали. |
| глубина резания | Расстояние, на которое режущий инструмент проникает через поверхность заготовки. Глубина резания определяется поперечными суппортами на токарном станке. |
| бурение | Использование многоточечного инструмента для обработки нового круглого отверстия на поверхности заготовки.Сверление – это одна операция по внутреннему диаметру, которую может выполнить токарный станок с ЧПУ. |
| сверла | Инструмент для резки металла, используемый для проникновения в поверхность заготовки и выполнения круглого отверстия, равного диаметру сверла. Сверла на токарных центрах с ЧПУ приводятся в действие небольшим двигателем в револьверной головке. |
| облицовка | Операция резки на токарном станке, при которой режущий инструмент проходит через конец цилиндрической заготовки для создания плоской поверхности и сокращения ее длины.Облицовка – это операция по внешнему диаметру. |
| элемент | Определяющая характеристика. Возможности включают формы, линии и другие элементы, превращенные в заготовку. |
| корма | Скорость, с которой режущий инструмент перемещается по длине заготовки на токарном станке.Подача – это обычно линейное движение. |
| поковки | Заготовка, полученная путем сжатия горячего металла или удара молотком для получения определенной формы. Поковки обрабатываются на патроне. |
| проточка | Операция резания на токарном станке, при которой узкий канал прорезается во вращающейся цилиндрической заготовке.Обработка канавок может выполняться по внутреннему или внешнему диаметру. |
| передняя бабка | Конец токарного станка, который удерживает шпиндель и привод шпинделя, который вращает заготовку. Передние бабки удерживают заготовку на месте со стороны шпинделя токарного станка. |
| быстрорежущая сталь | HSS.Категория инструментальных сталей, используемых для изготовления режущих инструментов. Сверла и другие многоточечные инструменты часто изготавливают из быстрорежущей стали. |
| гидравлика | Система, использующая силу текущих жидкостей для передачи энергии. Гидравлика может использоваться для привода патрона. |
| дюймов в минуту | изобр. / Мин.Единица измерения, показывающая, как далеко в дюймах продвигается инструмент за одну минуту. Дюймы в минуту используются для измерения корма. |
| дюйма на оборот | IPR. Единица измерения, показывающая, насколько в дюймах инструмент продвигается за один оборот. Дюймы на оборот используются для измерения подачи. |
| индекс | Для поворота режущей головки из одного фиксированного положения в другое фиксированное положение, чтобы обнажить новую режущую кромку.Режущий инструмент с несколькими режущими кромками следует индексировать, если исходный край изношен или поврежден. |
| внутренний диаметр | Внутренняя поверхность заготовки. Операции резания внутреннего диаметра включают сверление, развертывание и растачивание. |
| станок токарный | Станок, используемый для создания цилиндрических деталей.Токарные станки удерживают цилиндрическую заготовку на одном или обоих концах, перемещая одноточечный режущий инструмент по поверхности вращающейся части. |
| приводной инструмент | Элемент, который оснащает револьверную головку механическими инструментами, такими как концевые фрезы и сверла. Приводной инструмент может выполнять операции резания со смещением от центра, когда заготовка остается в шпинделе. |
| метра в минуту | м / мин.Расстояние в метрах, на которое режущая поверхность и заготовка проходят друг мимо друга в точке соприкосновения за одну минуту. Иногда также требуется, чтобы метры в минуту использовались как поверхностные метры в минуту или smm. |
| миллиметра в минуту | мм / мин. Единица измерения, указывающая, насколько далеко в миллиметрах перемещается инструмент за одну минуту. Миллиметры в минуту используются для измерения корма. |
| миллиметра на оборот | мм / об. Единица измерения, показывающая, насколько в миллиметрах инструмент продвигается за один оборот. Миллиметры на оборот используются для измерения корма. |
| мельницы | Многоточечный режущий инструмент с зубьями вокруг режущей поверхности.Фрезы часто используются для создания плоских или контурных поверхностей. |
| внешний диаметр | OD. Наружная поверхность заготовки. Операции по резке наружного диаметра на токарном станке включают токарную обработку, торцевание и отрезку. |
| уловитель деталей | Устройство, используемое для захвата детали после отделения от ложи.Уловитель деталей – это один из компонентов прутковой машины. |
| пневматика | Система, использующая силу протекающих газов для передачи энергии. Пневматика может использоваться для привода патрона. |
| радиальный | Направление, исходящее наружу от общего центра.Поперечный суппорт определяет радиальную глубину резания на токарном станке с ЧПУ. |
| развертка | Многоточечный режущий инструмент с прямыми режущими кромками, используемый для увеличения или сглаживания ранее просверленных отверстий. На токарном станке развертки удерживаются на месте цанговым зажимом. |
| развертка | Процесс увеличения или сглаживания существующего отверстия с помощью многоточечного инструмента.Расширение – это операция по внутреннему диаметру. |
| оборотов в минуту | об. / Мин. Число оборотов, которое шпиндель или режущий инструмент выполняет за одну минуту. Число оборотов в минуту – это показатель скорости как в английской, так и в метрической системе. |
| частота вращения | Скорость вращения шпинделя.Скорость вращения показывает, насколько быстро вращается заготовка. |
| серводвигатель | Двигатель в станке с ЧПУ, приводящий в движение движение станка. Серводвигатели вращают шариковинтовую передачу на станке с ЧПУ, заставляя перемещаться стол фрезерного станка или салазки токарного станка. |
| шпиндель | Вращающаяся часть станка.На токарном станке шпиндель удерживает заготовку. |
| привод шпинделя | Основное устройство, приводящее в действие вращение шпинделя токарного станка. Приводы расположены в передней бабке. |
| на складе | Сырье, используемое для изготовления деталей. Материал доступен в стандартных формах, таких как длинные прутки, пластины или листы. |
| штатив | Компонент пруткового станка, поддерживающий пруток. Пруток выдерживает подачу прутка через станок по длине детали за раз. |
| фут в минуту | sfm. Расстояние в футах, на которое режущая поверхность и заготовка проходят друг мимо друга в точке соприкосновения за одну минуту.Количество футов в минуту зависит от диаметра резания или размера режущего инструмента и числа оборотов в минуту. |
| задняя бабка | Деталь токарного станка, расположенная напротив передней бабки. Задние бабки могут удерживать центр для поддержки более длинных заготовок или режущего инструмента с внутренним диаметром. |
| токарная обработка конуса | Операция резания на токарном станке, при которой диаметр постепенно увеличивается или уменьшается по длине заготовки для создания конической формы.Точение конуса – это операция по внешнему диаметру. |
| отводы | Многоточечный режущий инструмент, используемый для создания внутренней резьбы. На токарном станке с ЧПУ метчики удерживаются револьверной головкой. |
| резьба | Процесс вырезания длинной спиральной канавки в цилиндрической заготовке с помощью одноточечного инструмента.Нарезание резьбы может выполняться по внутреннему или внешнему диаметру. |
| резьбы | Длинный спиральный выступ вокруг внешней или внутренней части объекта цилиндрической формы. Нитки используются для закрепления или обеспечения движения. |
| допуски | Нежелательное, но допустимое отклонение от желаемого размера.Чтобы соответствовать спецификациям, заготовка должна оставаться в пределах допусков. |
| резцедержатель | Устройство, используемое для жесткой фиксации режущей пластины во время обработки. Державки обычно содержат сменную пластину. |
| токарный | Операция обработки, при которой цилиндрическая заготовка вращается, когда одноточечный инструмент направляется по длине детали.Токарная обработка выполняется на токарном станке. |
| токарный центр | Сложный токарный станок с ЧПУ, который может выполнять множество операций сверления и фрезерования в одном месте. В токарных центрах обычно используется рабочий инструмент. |
| турель | Деталь токарного станка, вмещающая несколько режущих инструментов.Револьверы вращаются или индексируются, чтобы поместить инструменты в положение резания. |
| станок токарный вертикальный | Токарный станок с осью шпинделя, перпендикулярной земле. Токарные станки Veritcal идеально подходят для токарной обработки очень больших и тяжелых деталей. |
| пути | Две точно измеренные параллельные направляющие, которые поддерживают и направляют движение каретки и поперечные салазки токарного станка.Пути расположены по станине токарного станка. |
| опора | Процесс надежной поддержки, размещения и зажима заготовки для производственной операции. Патроны и цанги являются зажимными приспособлениями. |
| заготовка | Деталь, которая находится в процессе производства.Заготовка может быть законченным продуктом сама по себе или одним компонентом продукта, состоящего из многих частей. |
bhattlab / lathe: инструмент для создания бактериальных геномов из метагеномов с помощью секвенирования длинного чтения нанопор
Инструмент для создания бактериальных геномов из метагеномов с помощью длинного чтения Nanopore
Сначала установите miniconda3
Затем установите snakemake. Это можно сделать следующим образом.
conda установить snakemake
snakemake --version # пожалуйста, убедитесь, что это> = 5.4.3
Затем клонируйте этот каталог github в какое-нибудь место, где он может храниться постоянно. Не забудьте обновить его с помощью git pull .
git clone https://github.com/elimoss/lathe.git
Инструкции по включению выполнения кластера с SLURM можно найти по адресу https://github.com/bhattlab/slurm.
Типичное время установки: 5-10 минут.
Изменение от 03.02.2021 г.
Токарный станок адаптирован для работы с несколькими образцами одновременно вместо одного образца на команду snakemake. Теперь конвейер может принимать либо необработанные данные .fast5 из прогона нанопор, либо базовые файлы fastq. Конфигурационный файл был изменен, чтобы отразить это. Теперь вы предоставляете образец информации и наборы данных в файле с разделителями табуляции и указываете этот файл в файле config.yaml . Передайте этот файл аргументу file_names_txt в файле конфигурации.
file_names_txt - это 2 или 3 столбца TSV со следующими столбцами
SAMPLE_NAME FAST5 / FASTQ_READS SHORT_READS_1, SHORT_READS_2
имя образца в первом столбце будет использоваться для имени вывода
второй столбец может быть каталогом, содержащим файлы fast5 (результат прогона нанопор)
-ИЛИ- один файл fastq, содержащий базовые данные
При желании в третьем столбце может быть предоставлен короткий набор данных последовательности чтения,
с парами, разделенными запятой. Если выбрана эта опция, краткое прочтение
полировка будет включена. Входы
Измените config.yaml, чтобы указать следующее:
file_names_txt : разделенный табуляцией файл, описывающий имена образцов и входные наборы данных. См. Config.yaml для описания.
проточная ячейка : код проточной ячейки, например FLO-MIN106, передано basecaller
комплект : код комплекта, например SQK-LSK109, переданный на базовый вызов
genome_size : Предполагаемый размер генома, e.грамм. 50м, перешли на Кану.
сингулярность : местоположение (в том числе в Интернете) изображения сингулярности, которое будет использоваться в рабочем процессе. Не меняй это.
use_grid : должен ли Canu выполняться в распределенном режиме в кластере?
grid_options : Дополнительные параметры для выполнения в кластере
canu_args : Дополнительные опции для Canu
skip_circularization : Следует ли исключить циркуляризацию из рабочего процесса?
Токарный станок по умолчанию использует ассемблер Flye.Для Canu укажите canu для параметра ассемблера в config. Обратите внимание, что для выполнения кластера Canu: если установлено значение True, вам нужно будет установить Canu, например conda install -c conda-forge -c bioconda Canu = 1.8 , а также укажите любые дополнительные необходимые параметры для вашего планировщика заданий в файле config.yaml. См. Пример файла конфигурации. При выполнении в кластере Canu будет казаться неудачным, поскольку первый процесс не создает сборку, а вместо этого порождает последующие задания в кластере.Не волнуйтесь, просто перезапустите Lathe, когда сборка будет завершена.
Для выполнения запустите следующее. Обратите внимание, что вы должны заменить родительский каталог, содержащий все ваши данные и рабочие каталоги, на / labs / .
snakemake --use-singularity --singularity-args '--bind / labs /, / scg /, / home /' -s / path / to / lathe / Snakefile \
--configfile путь / к / modified_config.yaml --restart-times 0 --keep-going --latency-wait 30
# --profile scg # включить поддержку кластера, настоятельно рекомендуется.См. Выше.
Выходы
Результаты этого рабочего процесса будут выглядеть следующим образом:
имя образца /
├── 0. базовый вызов
│ ├── samplename.fq
│ └── наночастицы
├── 1. собрать
│ ├── samplename_merged.fasta
│ ├── samplename_raw_assembly.fa
│ ├── samplename_raw_assembly.fa.amb
│ ├── samplename_raw_assembly.fa.ann
│ ├── samplename_raw_assembly.fa.bwt
│ ├── samplename_raw_assembly.fa.fai
│ ├── samplename_raw_assembly.fa.pac
│ ├── samplename_raw_assembly.fa.paf
│ ├── samplename_raw_assembly.fa.sa
│ ├── Assembly_100m (если указано)
│ └── собрать_250м (если указано)
├── 2. польский
│ ├── samplename_polished.corrected.fasta
│ ├── samplename_polished.fasta
│ ├── samplename_polished.fasta.bam
│ ├── samplename_polished.fasta.bam.bai
│ ├── samplename_polished.fasta.fai
│ ├── samplename_polished.fasta.misassemblies.tsv
│ ├── медака (если указано)
│ ├── пилон (если указано)
│ └── racon (если указан)
├── 3. циркуляризация
│ ├── 1.candidate_genomes
│ ├── 2.циркуляризация
│ ├── 3.circular_sequences #circularized genomes
│ ├── 4. имя образца_циркуляризовано. исправлено.fasta
│ ├── 4.samplename_circularized.fasta
│ ├── 4.samplename_circularized.fasta.bam
│ ├── 4.samplename_circularized.fasta.bam.bai
│ ├── 4.samplename_circularized.fasta.fai
│ └── 4.samplename_circularized.fasta.misassemblies.tsv
└── 5. финал
├── samplename_final.fa
└── samplename_final.fa.fai
Учебник
Учебное пособие можно запустить с использованием предоставленного файла конфигурации и входных данных в папке учебного пособия.В этом руководстве используются предварительно названные данные для длительного чтения (для уменьшения общего размера файлов), а также выполняется сборка с помощью Flye и полировка для короткого чтения. Чтобы сократить время выполнения, в этом руководстве пропущены этапы базового вызова, полировки длительного чтения и циркуляризации. При включенном выполнении кластера это руководство должно быть завершено менее чем за 6 часов. Об успешном завершении будет свидетельствовать наличие файла atcc_tutorial_final.fa в каталоге 5.final. Для запуска учебника:
распакуйте краткое чтение (tutorial / inputdata / atcc_100000_sr.fastq.gz) и долгое чтение (tutorial / atcc_tutorial / 0.basecall / atcc_tutorial.fq.gz) данные
отредактируйте файл конфигурации, чтобы указать абсолютный путь к входным данным для короткого чтения (atcc_100000_sr.fastq)
запустить токарный станок с помощью команды:
snakemake --use-singularity --singularity-args '--bind / yourrootdirectories /' -s / path / to / lathe / Snakefile \
--configfile путь / к / config_nobasecalling.yaml --restart-times 0 --keep-going --latency-wait 30
# --profile clusterconfiguration # включить поддержку кластера, настоятельно рекомендуется.См. Выше.
Что такое токарный станок? Объясните конфигурацию машины из целевой обработки!
Вы знаете станок под названием «токарный станок»? Хотя он редко встречается в нашей повседневной жизни, он играет важную роль в создании всех продуктов вокруг нас. В этой статье мы объясним цель обработки токарного станка и конфигурацию станка.
1. Что такое токарный станок?
Токарный станок – это станок, обрабатывающий металл путем вращения обрабатываемого материала и применения лезвия для придания ему цилиндрической формы.В качестве простого примера представьте, что очищаете яблоко. Это все равно, что тонко очищать яблоко ножом, медленно вращая яблоко. Яблоко – это материал, вращающееся устройство – это веретено, а нож – это режущий инструмент. Таким образом, токарный станок – это станок, который прижимает режущий инструмент к вращающемуся материалу, перемещая его параллельно главной оси, обрезая его, чтобы сформировать цилиндрическую форму.
Изображение чистки яблок и резки на токарном станке.2. Что он обрабатывает?
Токарный станок – это станок, специализирующийся на обработке цилиндрических форм.В основном используется для обработки цилиндров и конусов. Кроме того, он также может выполнять сверление и обработку шурупов. Чтобы дать вам представление о том, какие детали обрабатываются на токарных станках, в большинстве знакомых нам продуктов используются детали, обрабатываемые на токарных станках.
Автомобильные детали, детали самолетов, детали строительной техники, медицинские детали, детали, связанные с энергетикой, детали бытовой техники, детали оборудования для производства полупроводников и т. Д., В основном представляют собой изделия, собранные с использованием деталей, обработанных на токарных станках.Мы можем обрабатывать все виды материалов, включая железо, алюминий, нержавеющую сталь, латунь, отливки и смолу.
3. Какую обработку можно производить?
Токарный станок раскручивает материал и прижимает к нему инструмент (вставку) для его обработки. Его можно использовать для различных типов обработки в зависимости от типа используемого режущего инструмента и того, как он перемещается. Как правило, можно выполнять обработку внешнего диаметра, обработку внутреннего диаметра, обработку торцевой поверхности, обработку резьбы, обработку канавок, обработку отверстий (сверление), обработку конуса с углом, например конической формы, и обработку дуги окружности.Комбинация этих различных методов обработки используется для завершения одной детали.
Дизайн процесса должен определить, какой вид режущего инструмента используется, метод обработки и порядок обработки. Обработка осуществляется сменой инструмента и его перемещением в соответствии с технологическим порядком. Хотя для работы на машине требуются навыки мастера, она полезна для быстрой доставки отдельного продукта или для детальной модификации обрабатываемого продукта.
4.Конфигурация машины
Токарный станок состоит из четырех основных частей: станины, шпинделя, револьверной головки и задней бабки. Вкратце, главный шпиндель удерживает материал и вращает его. Револьверная головка, к которой прикреплен инструмент, перемещается для придания формы обрабатываемой детали. Задняя бабка поддерживает длинную заготовку. Наконец, кровать – это основа, на которой монтируются три платформы.
В случае токарных станков с ЧПУ базовая конфигурация такая же, а также устройство ЧПУ и рабочий экран.
Базовая конфигурация токарного станка4-1. Кровать
Станина – это основа станка, которая поддерживает шпиндель, револьверную головку и заднюю бабку. Если станина слабая, шпиндель и установленная на ней револьверная головка будут деформироваться во время движения, что сделает невозможным выполнение точной обработки.
Таким образом, при проектировании используются новейшие технологические возможности, такие как выбор материала и проектирование конструкции.
4-2. Передняя бабка (шпиндель)
Наряду со станиной конфигурация подшипников и балансировка шпинделя, а также жесткость передней бабки также являются важными факторами точности обработки.
4-3. Каретка
Каретка – это стол, на котором установлен резцедержатель и который может перемещаться в продольном направлении по станине. Он состоит из поперечных суппортов, составной опоры, стола подачи и стойки для инструмента.
4-4. Хвостовой приклад
Задняя бабка представляет собой платформу, установленную на станине напротив передней бабки, и имеет конструкцию, которая может перемещаться в продольном направлении. Он используется для поддержки заготовки, а, поменяв наконечник, его также можно использовать для сверления.
5. Резюме
Станки называются «материнскими машинами» и считаются машинами, которые производят машины. Среди них токарный станок является наиболее часто используемым станком в процессе обработки. Хотя сами токарные станки редко можно увидеть в нашей повседневной жизни, во многих продуктах, которые мы используем в повседневной жизни, используются детали, произведенные станками. Если вы видите в повседневной жизни цилиндрическую деталь, возможно, она была изготовлена на токарном станке.
Токарные станки Toolmex | Промышленные решения Toolmex
СТАНКИ ДЛЯ ДОМА l ЧАСТИ И ОБСЛУЖИВАНИЕ l ЛИТЕРАТУРА l НОВОСТИ l СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯToolmex Industrial Solutions продолжает оставаться лидером в области технологии токарных станков с длинной станиной.Наши превосходные токарные станки европейского производства предназначены для тяжелых высокоточных работ с большей мощностью и увеличенными отверстиями шпинделя. Мы предлагаем полную линейку токарных станков с поворотным механизмом 22–118 дюймов, большинство из которых с нашей исключительной конструкцией станины TRI-V, пакетами Fanuc или Siemens с ЧПУ, индивидуальными усовершенствованиями, заводской технической поддержкой и практически безграничными возможностями.
Являясь эксклюзивным импортером и национальным дистрибьютором в США компании Haco-Fat – ведущего европейского производителя токарных станков с ЧПУ с большой станиной, – Toolmex Industrial Solutions продолжает оставаться ориентированным на клиента специалистом в области инструментальных цехов для производства станков с большой плоской станиной.Наши токарные центры призваны предоставить пользователям производительность, производительность и прочную конструкцию, необходимые для успеха в различных токарных и фрезерных операциях.
Щелкните ссылку ниже, чтобы просмотреть токарные центры Toolmex Lathes:
MANUAL PLUS ТОКАРНЫЕ СТАНКИ с ЧПУ
Разработан для максимальной гибкости; Благодаря «комбинированной» конструкции эти токарные станки, также известные как электронные, обучающие, цикловые или комбинированные токарные станки, популярны как токарные станки с плоской станиной с ЧПУ и для тех, кому требуется усовершенствованный стандартный токарный станок .Токарные станки с ЧПУ TUR Manual Plus оснащены удобными для оператора элементами управления: электронными маховиками, переменной скоростью, CSS и диалоговым программированием. Эти токарные станки наиболее эффективны для деталей со сложной геометрией, больших деталей и ограниченных производственных партий. Токарные станки с ЧПУ Toolmex Manual Plus идеально подходят для простой и быстрой резки контуров, конусов, резьбы (даже для исправления цикла резьбы), растачивания или канавок без специального инструмента.
МАСЛЯНЫЕ СТАНКИ
Toolmex Oil Country / серии токарных станков с большим отверстием предлагают пользователям решения с большим проходным отверстием для труб в суровых нефтегазовых странах … Сегодня серия TUR с большим отверстием используется в более широком диапазоне применений в сталелитейной и бумажной промышленности, на электростанциях , судостроительная, горнодобывающая и машиностроительная отрасли.Наши сверхмощные токарные станки для нефтяных стран, доступные в ручном или ручном режиме с сервоприводом плюс токарный станок с ЧПУ (комбинированный), отличаются исключительными циклами ремонта резьбы, станиной TRI-V для большей точности расточки, а также с отверстиями шпинделя 5,5–17 дюймов и диаметром 24 дюйма. -43 “качели x 78” -236 “между центрами, в версиях с 2–4 кроватями.
РУКОВОДСТВО
Только Toolmex предлагает широкий спектр высококачественных токарных станков европейского производства, включая ручные токарные станки, также известные как обычные токарные станки или токарные станки с двигателем, от 22 до 28 дюймов над станиной x 40 -157 дюймов между центрами с 4 “-5.Отверстия шпинделя 5 дюймов. Применяя немецкий дизайн и передовые технологии, токарные станки с ручным управлением и сервоприводом TUR, несомненно, являются лидером отрасли среди токарных станков класса точности.
Токарный станок | Вукипедия | Фэндом
Токарный станок
[Источник]Токарный станок был мужчиной Каджаинса’Никто, работавшим в преступной империи хаттского криминального авторитета Джаббы Десилиджика Тиуре.Охранник, работавший во дворце Джаббы на планете Татуин, он был частью группы, которая путешествовала на грузовом катере Bantha-II к Великой Яме Каркуна, чтобы наблюдать за казнью трех пленников хатта.
Джедай Люк Скайуокер, один из заключенных, сумел вооружиться световым мечом и начал атаковать своих похитителей, когда они попытались протолкнуть пасть сарлакка, обитавшего в яме. После того, как Скайуокер победил всех охранников на лодке, на которой он ехал, он сел на лодку с токарным станком, когда охранники на борту начали стрелять в джедаев.Затем Скайуокер убил охранников на втором ялике, включая Токаря, либо своим световым мечом, либо сбив их за борт, чтобы они были съедены сарлакком.
Биография []
Токарь был мужчиной Каджаинса’Никто [3] , который работал в преступной империи хаттского криминального авторитета Джаббы Десилиджика Тиуре и служил охранником во дворце Джаббы на планете Татуин. [2] В 4 ПБЯ, [1] Джабба приказал, чтобы трое из своих пленников – джедай Люк Скайуокер и контрабандисты Хан Соло и Чубакка – были скормлены сарлакку в Великую яму Каркуна.Два грузовых скифа «Банта-II» и парусная баржа Джаббы, , Кхетанна, , затем направились к яме, причем на одной лодке находились заключенные, а на другой – группа охранников, в которую входил Токарь. Достигнув ямы, ялик заключенных остановился над сарлакком, [2] , а ялик с токарным станком, который пилотировал Скриллинг Пот Сниткин, [3] , начал радостно кататься по пустыне. [4]
На борту своей парусной баржи Джабба дал заключенным последний шанс просить о спасении их жизни.Соло и Чубакка отказались, и Скайуокер угрожал Джаббе, прежде чем его выбрали первым, кого казнят. После того, как его столкнули с доски над сарлакком, Скайуокер прыгнул обратно на лодку и атаковал стражников своим световым мечом, выпущенным к нему его дроидом-астромехаником R2-D2. Скайуокер и его союзники отправили всех стражников на борт первого ялика, в то время как Сниткин направил свой ялик ближе. Токарь стоял наготове, в то время как другие охранники стреляли из своих бластерных пистолетов в Скайуокера, побудив джедаев запрыгнуть на вторую лодку и начать атаковать Токаря и остальных на борту. [2]
Стоя посреди палубы лодки, Токарь направил свое оружие на Скайуокера, когда джедай сбил сначала [2] Брока Старшера [3] , а затем человека-охранника за бортом. [2] Никто Йоттс Орен [3] бросился мимо Токарного станка, но также был отправлен в пасть сарлакка ударом Скайуокера, который затем ударил его ногой, заставив охранника отшатнуться. [2] Затем был убит Токарь [3] , когда Скайуокер победил оставшихся охранников на борту.В конце концов, джедаи и его союзники также убили Джаббу и разрушили парусную баржу, прежде чем сбежать. [2]
Личность и черты характера []
У токарного станка была красная кожа. [2]
Оборудование []
Находясь на лодке, Лат был одет в голубую тунику поверх белой рубашки с серым наплечником, коричневых штанов и коричневого шлема. Он использовал черное копье, чтобы попытаться атаковать Скайуокера. [2]
За кадром []
Токарный станок впервые появился в оригинальной трилогии 1983 года, Звездные войны : Эпизод VI Возвращение джедая . [2] В новом каноне Звездных войн персонаж был впервые идентифицирован в «Битве при Хоте и Второй Звезде Смерти», выпуске серии Энциклопедии Звездных войн , опубликованной Де Агостини в 2020 году. [ 3] Название происходит от Star Wars Legends на карте из набора «Tatooine Limited» 2001 года из настраиваемой карточной игры Star Wars ; однако на карте было неверно изображено [5] Каджайнса’Никто Нисад. [6] Затем было подтверждено, что токарный станок является Никто в синем в разделе «Галерея мошенников» Star Wars Insider 143 23 июля 2013 года. [7]