Устройство токарного станка по металлу – схема и основные узлы
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости.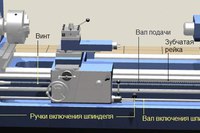
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения.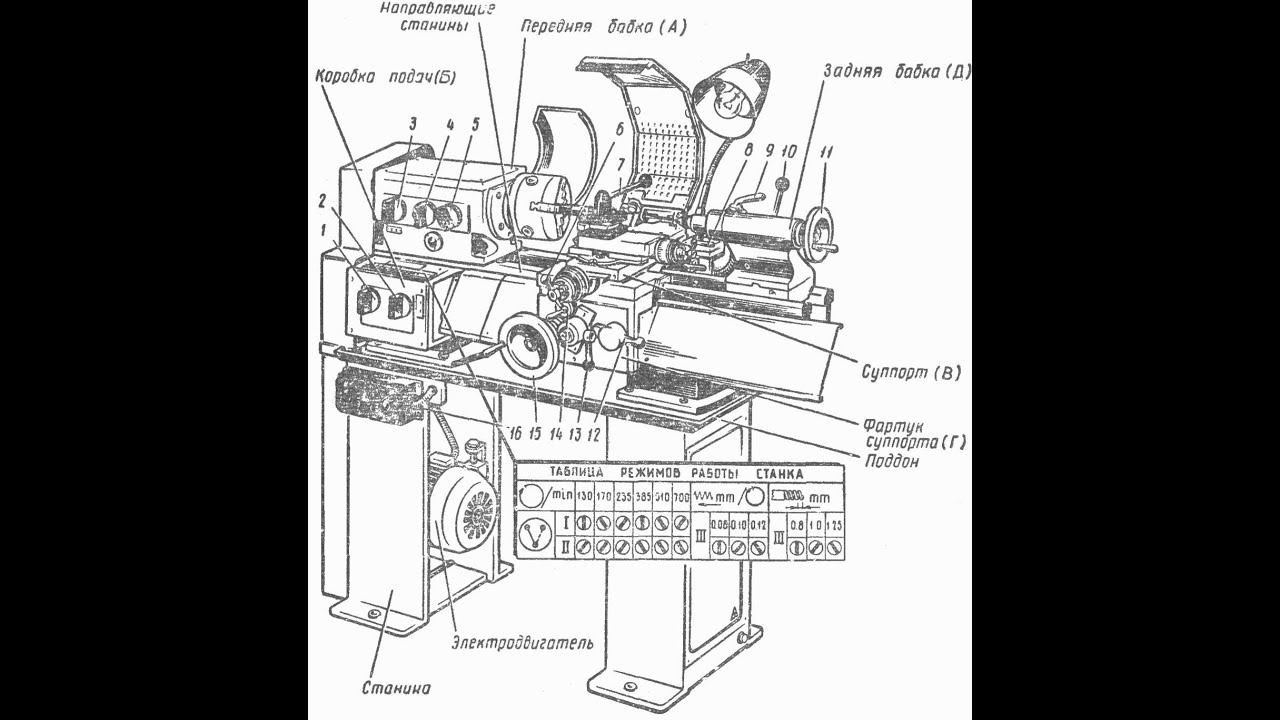 Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока.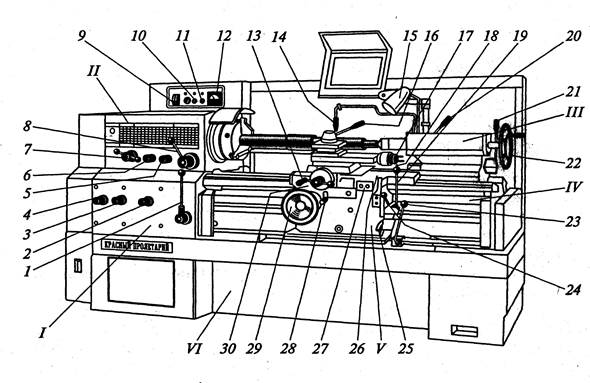
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
основные узлы и назначение, фото, видео
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
Общий вид токарного станка по металлуОсновными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.


Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.
Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.

Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое.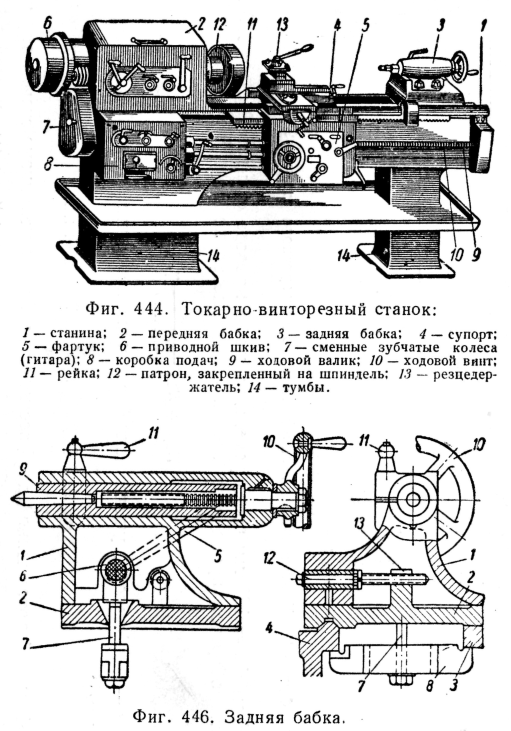 Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.
Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.
Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом.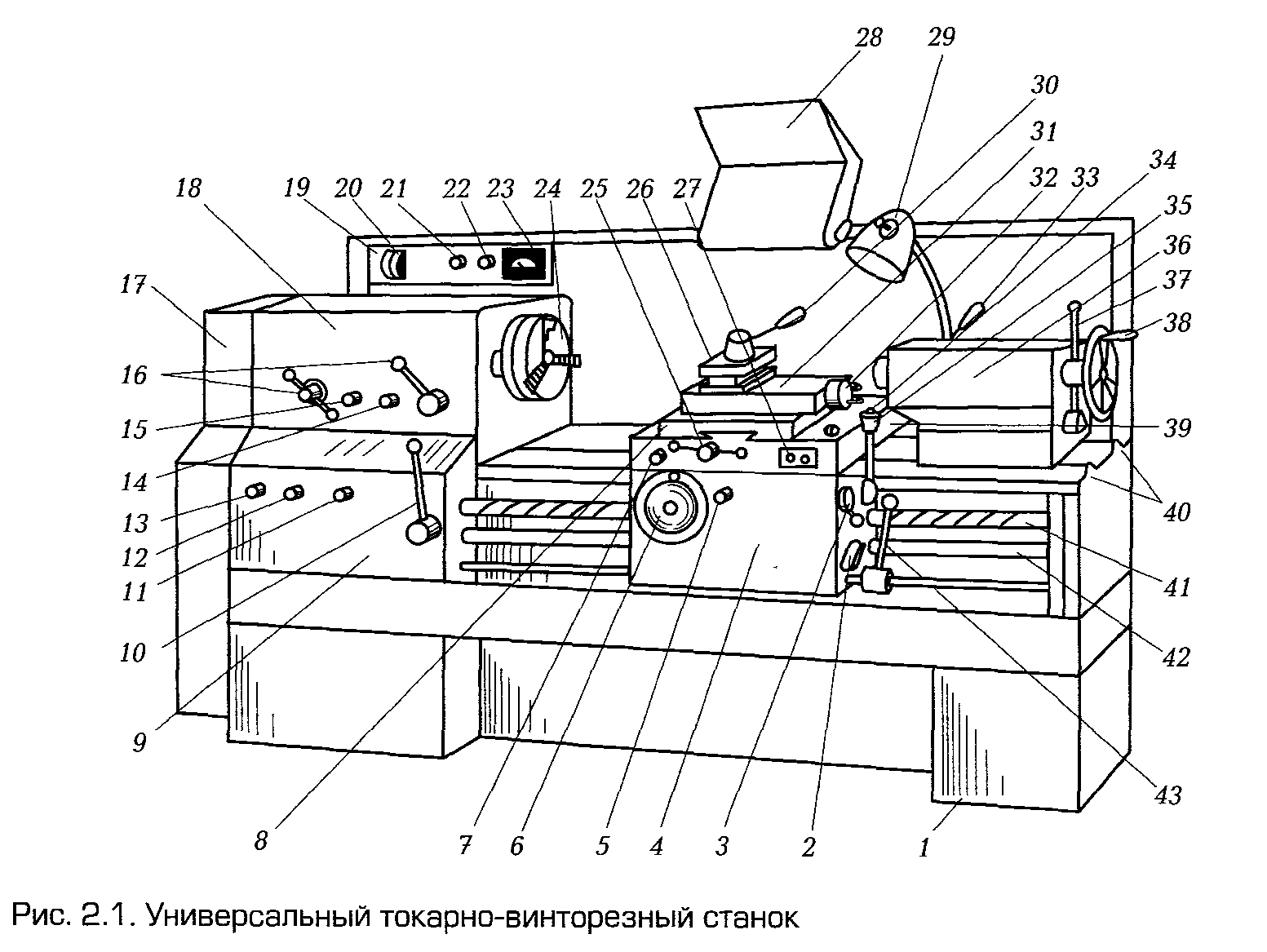 Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.
Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.
Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Устройство токарного станка по металлу
Появление большого станочного парка, состоящего из механизмов различных типов и модификаций, позволило в той или иной степени автоматизировать процесс обработки металлоизделий. Токарные станки являются одними из самых распространенных не только на производстве.
Токарные станки являются одними из самых распространенных не только на производстве.
В продаже есть и настольные токарные станки, которые не имеют таких возможностей, как их «взрослые» аналоги, но, тем не менее, успешно эксплуатируются в быту или небольших специализированных мастерских. О том, как устроены станки для производства токарных работ, и поговорим.
Согласно классификации металлорежущего оборудования, токарные станки относятся к 1-й группе. Все они отличаются спецификой выполнения технологических операций, точностью и рядом других параметров. Отсюда и некоторые различия в конструкции отдельных элементов, а также в комплектации. Поэтому далее – лишь общая информация по устройству токарных станков, предназначенных для обработки металлоизделий.
Конструкция токарного станка
Рассмотрим на примере револьверной модели как наиболее распространенной. На рисунках все хорошо видно, поэтому будет достаточно отдельных пояснений.
Шпиндельная (передняя) бабка , в зависимости от модели и производителя, бывает из чугуна или листового (но толстого) железа. На ней, кроме самого шпинделя, расположен переключатель скоростей.
На ней, кроме самого шпинделя, расположен переключатель скоростей.
Для большего понимания устройства следует разобраться, за счет чего и как это происходит. Практика эксплуатации токарных станков показывает, что это одно из наиболее слабых мест любого агрегата. По своей конструкции эта часть станка мало чем отличается от механической коробки передач автомобиля. Внутри – набор шестерен, закрепленных на осях, расположенных на различных уровнях.
Комбинация, по которой они соединяются друг с другом, определяет скорость вращения шпинделя. В станках наполовину или полностью автоматизированных, этот параметр задается переключателем. В зависимости от положения его ламелей напряжение +24 В поступает на управляющий элемент – эл/магнитную муфту, срабатывание которой и позволяет перейти с одного режима на другой.
На качество токарных работ существенно влияет люфт шпинделя. Как правило, он является следствием предельной выработки одного из подшипников – переднего или заднего. Иногда замены требуют оба.
Иногда замены требуют оба.
Суппорт
На нем установлен резцедержатель. Его перемещение вправо-влево может осуществляться механически или вручную.
Составные части токарного станка
- Каретка.
- Салазки поперечные.
- Держатель резца.
- Фартук. Исполнение этой конструктивной части у разных моделей может сильно отличаться.
- Салазки резцовые.
Задняя бабка
Она выполняет двойную функцию. Если в шпинделе закрепить металлический образец, а в задней бабке – сверло, то можно производить операцию сверления, перемещая каретку влево. Зафиксировав в данной части станка конец габаритной металлозаготовки, получится вести соответствующие токарные работы. В этом случае обрабатывающим инструментом является резец, который токарь «ведет» в нужном ему направлении.
Некоторые исполнения задних бабок имеют не обычную (традиционную), а вращающуюся сердцевину. Это позволяет повысить скорость токарных работ.
Короб с элементами автоматики (на станках с ручным приводом он отсутствует)
В нем находятся двигатель, трансформатор и ряд органов управления (кнопка «пуск/стоп», сигнальные лампы и так далее). Более современные модели, относящиеся к категории тяжелые, оснащены эл/шкафом.
Все схемы токарных станков рассчитаны на пониженные напряжения (от 12 до 36 В). Это связано с тем, что вероятный пробой изоляции цепи 220 В (а все части оборудования металлические) приведет к самым печальным последствиям.
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.
- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Многорезцовые
Карусельные
Затыловочные
Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка. К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.
Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
 От этого зависит максимальная длина образца, который получится обработать.
От этого зависит максимальная длина образца, который получится обработать.Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Устройство токарного станка 16К20 – полезная информация Токарные станки по металлу
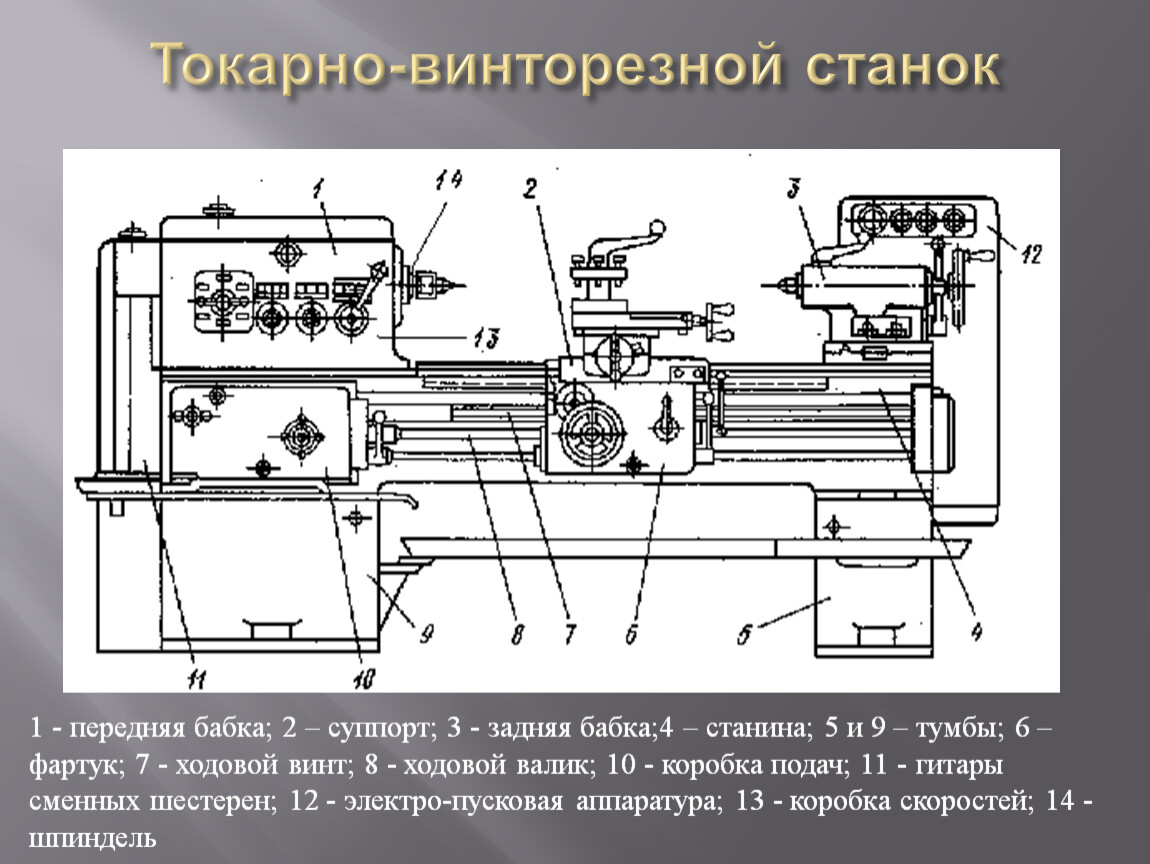
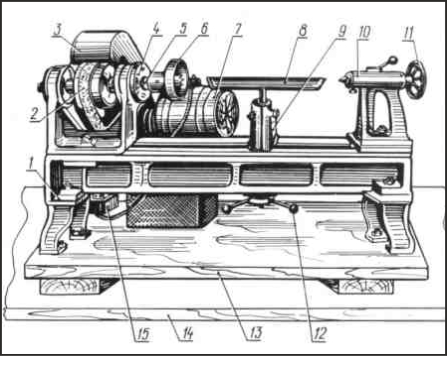
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 – передняя бабка, 2 – суппорт, 3 – задняя бабка, 4 – станина, 5 и 9 – тумбы, 6 – фартук, 7 – ходовой винт, 8 – ходовой валик, 10 – коробка подач, 11 – гитары сменных шестерен, 12 – электро -пусковая аппаратура, 13 – коробка скоростей, 14 – шпиндель.
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие – до 500 кг (D = 100 – 200 мм), средние – до 4 т (D = 250 – 500 мм), крупные – до 15 т (D = 630 – 1250 мм) и тяжелые – до 400 т (D = 1600 – 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 – 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.
Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 – 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
16К20 Характеристики станка 16К20 завода “Красный пролетарий”
.
Типичный токарно-винторезный станок завода “Красный пролетарий” показан на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 – сблокированная управление, 3,5,6 – установки подачи или шага нарезаемой резьбы, 7, 12 – управления частотой вращения шпинделя, 10 – установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 – изменения направления нареза-ния резьбы (лево- или правозаходной), 17 – перемещения верхних салазок, 18 – фиксации пиноли, 20 – фиксации задней бабки, 21 – штурвал перемещения пиноли, 23 – включения ускоренных перемещений суппорта, 24 – включения и выключения гайки ходового винта, 25 – управления изменением направления вращения шпинделя и его остановкой, 26 – включения и выключения подачи, 28 – поперечного перемещения салазок, 29 – включения продольной автоматической подачи, 27 – кнопка включения и выключения главного электродвигателя, 31 – продольного перемещения салазок; Узлы станка: 1 – станина, 4 – коробка подач, 8 – кожух ременной передачи главного привода, 9 – передняя бабка с главным приводом, 13 – электрошкаф, 14 – экран, 15 – защитный щиток, 16 – верхние салазки, 19 – задняя бабка, 22 – суппорт продольного перемещения, 30 – фартук, 32 – ходовой винт, 33 – направляющие станины.
Механизм подач и коробка скоростей 16К20 токарного станка.
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево – через зубчатое колесо 15.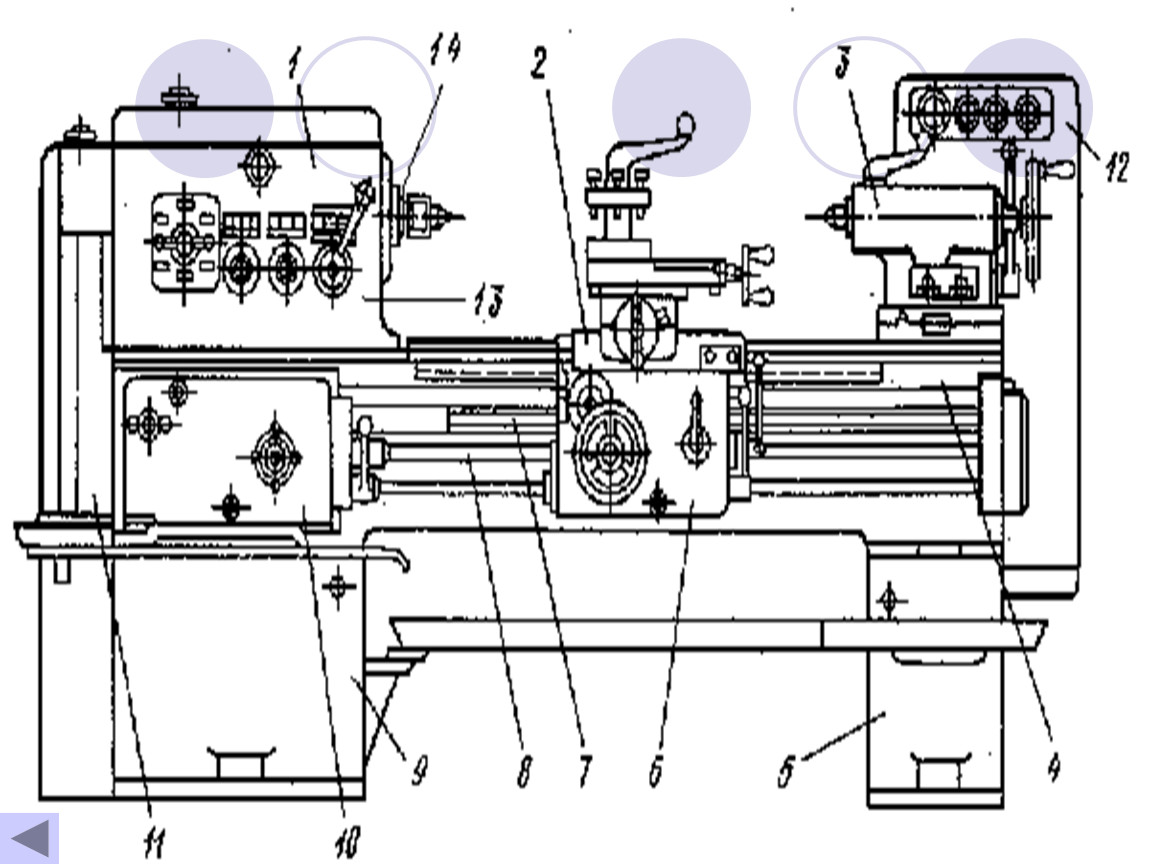 Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач.
Назначение коробки подач – изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10.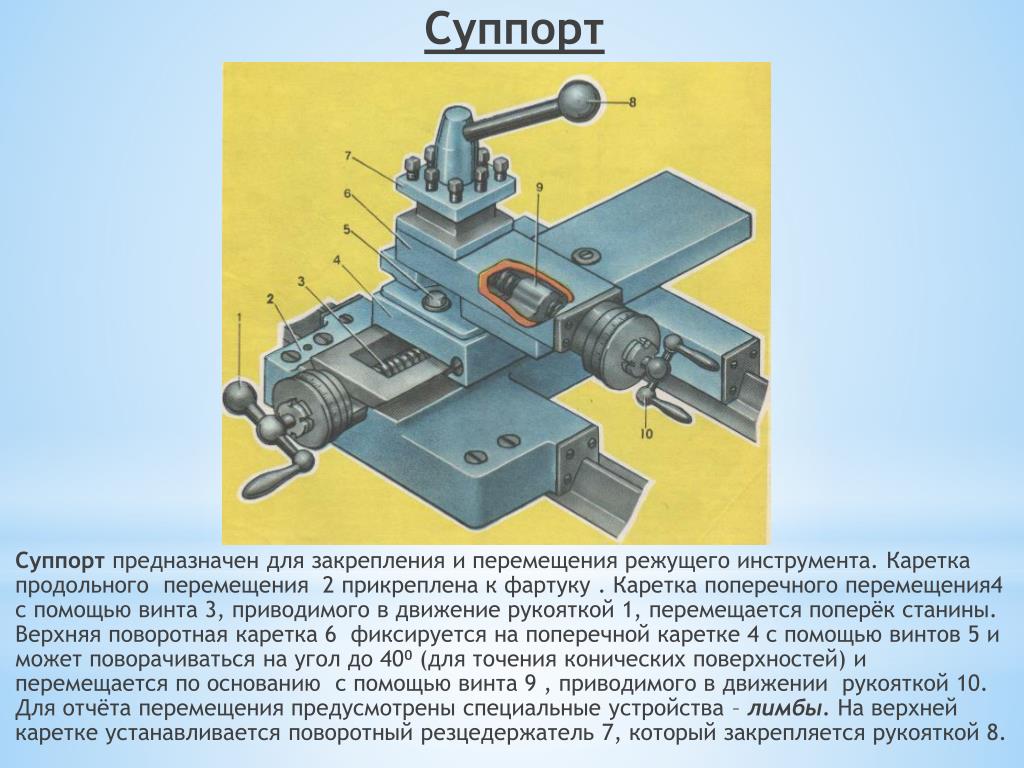 На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом – рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево – входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом – рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево – входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорт
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.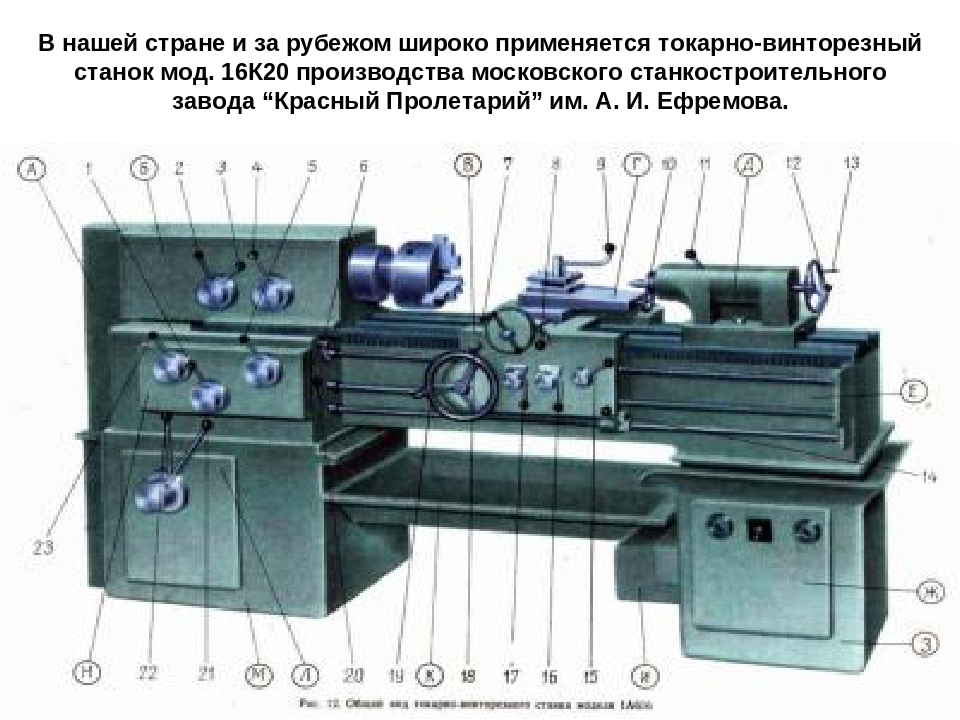 Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим – связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим – связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке сверху. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7.
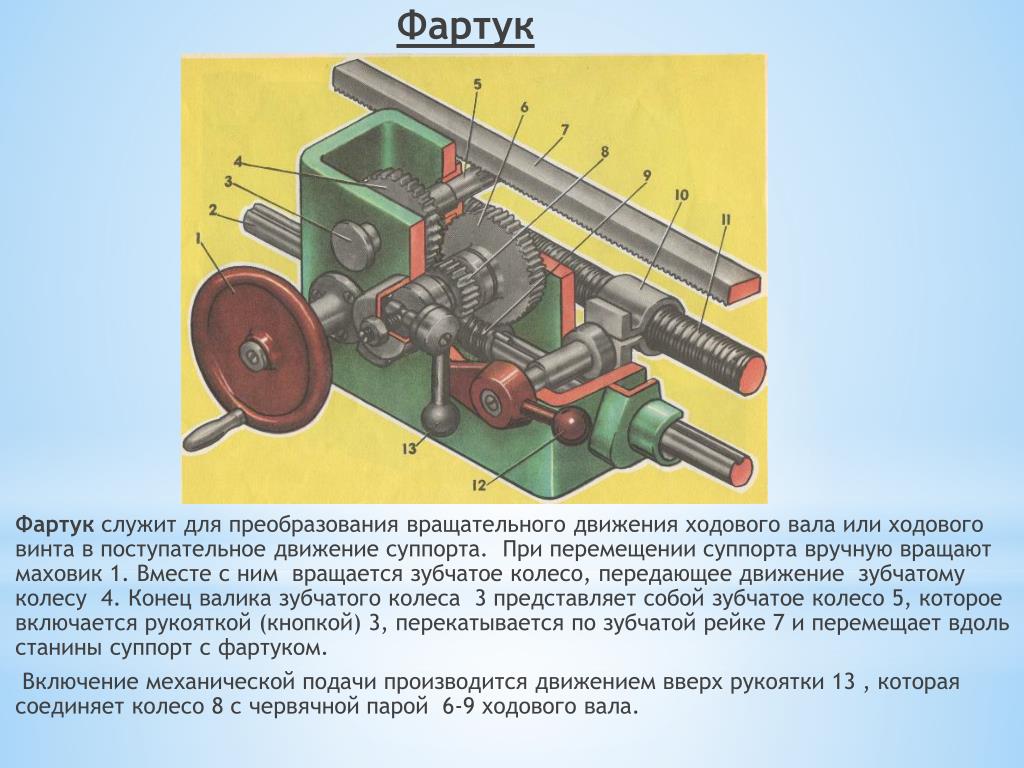
В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7.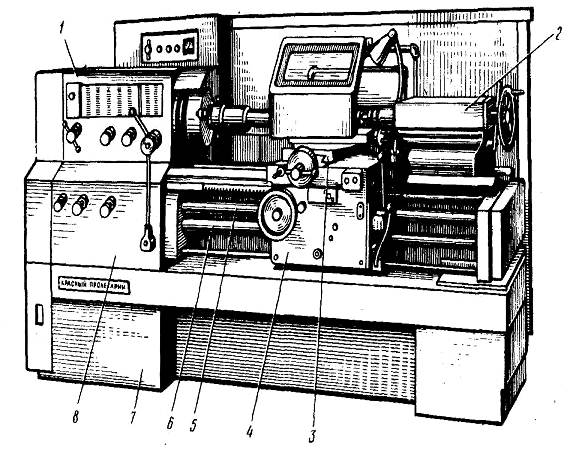 При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5.
При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Задняя бабка 16К20
Устройство задней бабки показано на рисунке. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Устройство и принцип работы токарного станка по металлу
Содержание статьи:
Первый в истории человечества механический токарный станок был изобретен в XVIII веке отечественным умельцем А. К.Нартовым. Уникальность его состояла в наличии суппорта — революционного устройства, освобождающего руки рабочего. Сегодня на токарных станках обрабатывается до 70% всех металлических деталей. Это один из самых востребованных видов промышленного оборудования. Постепенно обычные станки вытесняются оборудованием с числовым программным управлением, более эффективным и точным.
К.Нартовым. Уникальность его состояла в наличии суппорта — революционного устройства, освобождающего руки рабочего. Сегодня на токарных станках обрабатывается до 70% всех металлических деталей. Это один из самых востребованных видов промышленного оборудования. Постепенно обычные станки вытесняются оборудованием с числовым программным управлением, более эффективным и точным.
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
- Устройство передней бабки
- Передняя бабка в разрезе
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Подшипники не должны иметь люфта, работать легко и равномерно, удерживать шпиндель крепко и устойчиво. Два подшипника обеспечивают надежное крепление и вращение: задний и передний.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица.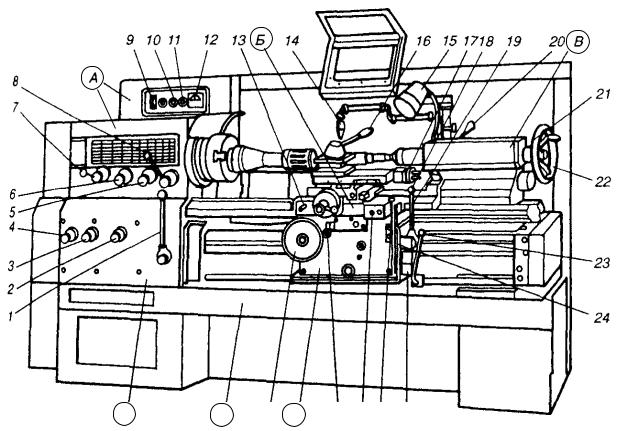 В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Переключение скоростей производится после полной или частичной остановки инструмента, иначе зубчатые колеса передачи быстро выйдут из строя.
- Схема гитары
- Гитара станка
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
- Устройство коробки подач
- Коробка подач
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
- Чертеж станины
- Станина
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
- Устройство суппорта
- Суппорт
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
- Чертеж задней бабки
- Задняя бабка
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Задняя бабка может быть с обычной или крутящейся встроенной серединой. Встроенную крутящуюся середину используют в механизмах для ускоренного резания.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Технические характеристики и принцип работы
Независимо от устройства, станок характеризуется несколькими показателями:
- максимальная толщина (диаметр) болванки из металла для обработки;
- максимальное расстояние между серединами бабок;
- наибольшая толщина заготовки, которая устанавливается над суппортом.
А — передняя бабка, Б — суппорт, В — задняя бабка, Г — станина, Д — основание, Е — фартук, Ж — привод деления и затылования, З — гитара
В крепления на задней бабке устанавливается инструмент, которым будет производиться обработка детали. Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки.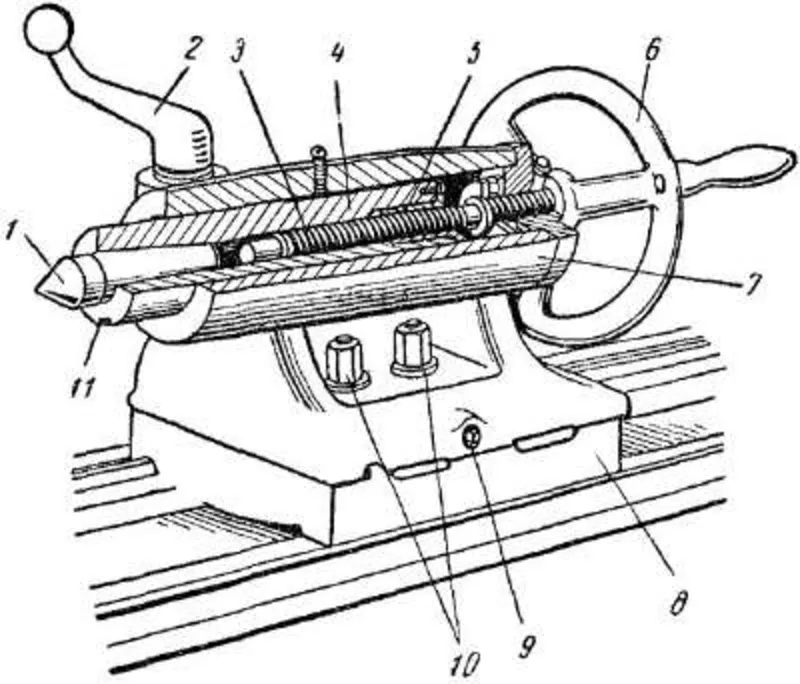 Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
В качестве двигателя используется электрический мотор с ременной передачей. Ремень идет от двигателя к шкиву токарного станка, основное внимание следует уделять его натяжке, обеспечивающей хороший ход. Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала.
Видео о том, как правильно выбрать токарный станок по металлу:
ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ для дома [устройство, инструкция]
Домашнему мастеру постоянно приходится решать множество самых разных задач, и в этом случае есть необходимость подумать о том, чтобы [приобрести собственный небольшой токарный станок], который позволит своими руками выполнять даже сложные операции.
Маленький по габаритам токарный станок по металлу, предназначенный для гаража, это настоящая находка для тех, кто привык выполнять всю работу по дому самостоятельно. В статье рассмотрены устройство токарного станка по металлу и виды токарных станков.
Вне зависимости от модели такого агрегата для гаража, его функциональные возможности и потенциал работы просто огромны. В бытовой сфере он точно найдет самое широкое применение.
Токарный станок по металлу, который имеет миниатюрный вид, позволит без проблем при необходимости изготовить абсолютно любой болт или гайку, а также просверлить технологическое отверстие или нарезать резьбу.
Токарный агрегат для дома достаточно прост в эксплуатации, а освоить азы работы на нем будет по силам каждому. В настоящее время для дома разработаны различные виды токарных станков.
Практически все они отличаются относительно компактными размерами и небольшими габаритами, которые несопоставимы с профессиональным оборудованием, к которому можно отнести агрегат 1д95.
Токарный станок для работы по металлу, предназначенный для домашних мастеров, отличается своей практичность и универсальностью.
Основные характеристики
Токарный станок для работы по металлу небольших размеров, предназначенный для работы в условиях гаража или дома, представляет собой уменьшенную функциональную копию профессионального оборудования, которое ставится на крупных предприятиях, например агрегата 1д95.
Его габариты и геометрические характеристики значительно уступают большим станкам, однако при этом функциональный набор и рабочий потенциал находится на высоком уровне.
Конечно, домашний токарный агрегат для работы по металлу имеет некоторые ограничения в своей работе, например, возможность обрабатывать только небольшие заготовки, однако для бытовых целей это незаменимая вещь.
При помощи данного универсального устройства у домашнего мастера появляется возможность выполнять огромное количество самых разных операций самостоятельно.
Можно найти и токарный фрезерный станок с небольшими габаритами для использования в условиях дома, однако такой агрегат будет стоить намного дороже.
Схема токарного агрегата, предназначенного для работы в домашних условиях, имеет свои нюансы, которые несколько отличаются от профессионального оборудования, к которому можно отнести агрегат 1д95.
Несмотря на это, на нем можно работать практически в любых условиях и выполнять соответствующие задачи различной сложности.
Токарный станок для работы по металлу даст возможность домашнему мастеру с легкостью проточить заготовку до необходимых размеров.
Кроме этого, он позволит при необходимости нарезать резьбу, причем, как наружную, так и внутреннюю. С помощью этого универсального устройства появиться возможность с большой точностью самостоятельно выточить конус в соответствии с чертежом.
Все эти операции обладатель домашнего токарного агрегата сможет проводить самостоятельно в любое удобное время.
Конечно, перед тем, как отправиться в магазин и оформить покупку, необходимо не только представлять для себя, какие именно задачи предстоит решать, но и хорошо знать устройство агрегата.
Устройство станка
Вне зависимости от модели и габаритов любой токарный агрегат для работы по металлу имеет одинаковое устройство и принцип действия.
Следует отметить и то, что оборудование данного типа, несмотря на конструктивные различия, имеет определенное количество схожих элементов.
Видео:
Так, любой агрегат обязательно состоит из прочной и жесткой рамы, на которой крепятся все его узлы и механизмы, необходимые для работы.
На раму приходится основная нагрузка при работе станка, соответственно к ней предъявляются повышенные требования по прочности. Также обязательным элементом являются бабки, которые между собой делятся на передние и задние.
В состав токарного станка входят ведущий и ведомый центры. Все необходимые вращения обеспечиваются за счет электродвигателя определенной мощности. Следует отметить, что большая роль в токарном оборудовании отводится устройству резца.
В зависимости от модели, настольные токарные станки могут дополнительно комплектоваться другими устройствами, которые значительно расширяют его функциональные возможности.
Каждый мини станок должен быть оснащен передаточным механизмом, который отвечает за передачу вращательного момента непосредственно от электрического мотора к ведущему центру. Как правило, он располагается в передней части рамы.
Задняя бабка, расположенная в центральной части агрегата, должна иметь возможность свободно перемещаться вдоль станины, для того чтобы обеспечить надежное фиксирование заготовок с разной длиной.
При производстве токарных станков особое значение отводится устройству резцов, механизм которых должен обеспечивать легкость выполнения всех необходимых операций.
Приспособления, которые призваны усилить функциональные возможности данного оборудования, в большинстве случаев производитель размещает по собственному усмотрению, с учетом определенных требований по безопасности.
Следует отметить, что и токарно-фрезерный станок, предназначенный для работы в домашних условиях, собирается по аналогичному принципу.
Основные параметры работы
Для того чтобы сделать правильный выбор и приобрести действительно функциональный токарный агрегат для домашнего использования, который позволит успешно решать даже самые сложные задачи, необходимо, прежде всего, определить наиболее оптимальные параметры для данного класса оборудования.
Большое значение играет питающее напряжение, и лучше всего обратить внимание на те устройства, которые работают не от трехфазной сети. Также следует обратить внимание на мощность и тип установленного двигателя.
Видео:
Для того чтобы работать в домашних условиях, подойдет станок, мощность которого находится в пределах одного киловатта.
Имеют значение габариты и вес оборудования, и для домашнего использования не стоит приобретать слишком тяжелое и громоздкое устройство, так как в этом случае под него дополнительно придется монтировать рабочий стол.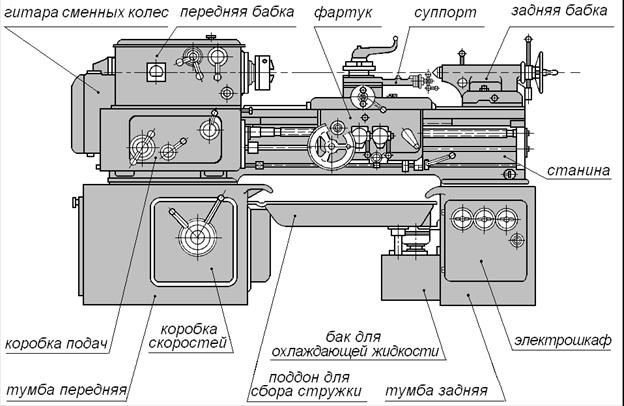
Стоит обратить внимание и на максимальный диаметр обрабатываемых деталей, так как от этого во многом зависит то, что конкретно можно будет самостоятельно сделать.
Имеют значение и дополнительные приспособления, которые повышают функциональность токарного станка, а также расширяют его возможности.
Большинство при выборе токарного станка для домашних целей, в первую очередь, обращают внимание на его стоимость. Между тем, определяющими факторами в этом случае должны стать возможности оборудования и его надежность.
Так, у домашнего мастера должна быть возможность при помощи данного агрегата нарезать резьбу с самыми разными параметрами ее шага.
Кроме этого, должна быть возможность самостоятельно переключать направление движения резца и лучше, если для этих целей станок будет оснащен специальным рычагом.
Специалисты рекомендуют выбирать устройства, которые оснащены автоматическим перемещением суппорта, в том числе и в продольной плоскости.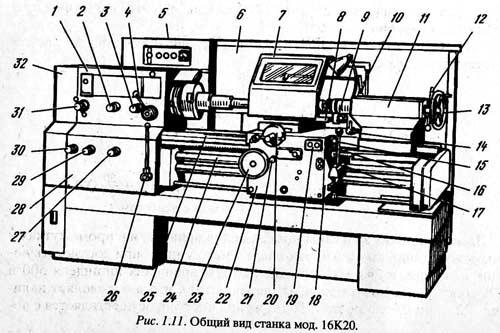
Крайне желательно, чтобы станок был оснащен градиентной шкалой, причем на всех ручках и рычагах, которые отвечают за регулировку.
Это повысит точность выполнения всех операций. Следует поинтересоваться и материалом, из которого сделаны основные узлы агрегата.
Устройство профессионального оборудования
Для того чтобы в точности представлять для себя возможности токарного станка, лучше всего ознакомиться с устройством и принципом действия профессионального оборудования на примере агрегата 1д95.
Это токарно-фрезерное оборудование обладает повышенной универсальностью и функциональностью.
Станок 1д95 способен выполнять качественную обработку как наружных, так и внутренних поверхностей деталей, которые относятся к телам вращения самого разного осевого профиля.
Видео:
Агрегат 1д95 способен, в том числе, с высокой точностью производить нарезку резьбы самых разных типов, включая метрическую, модульную, а также питчевую и дюймовую.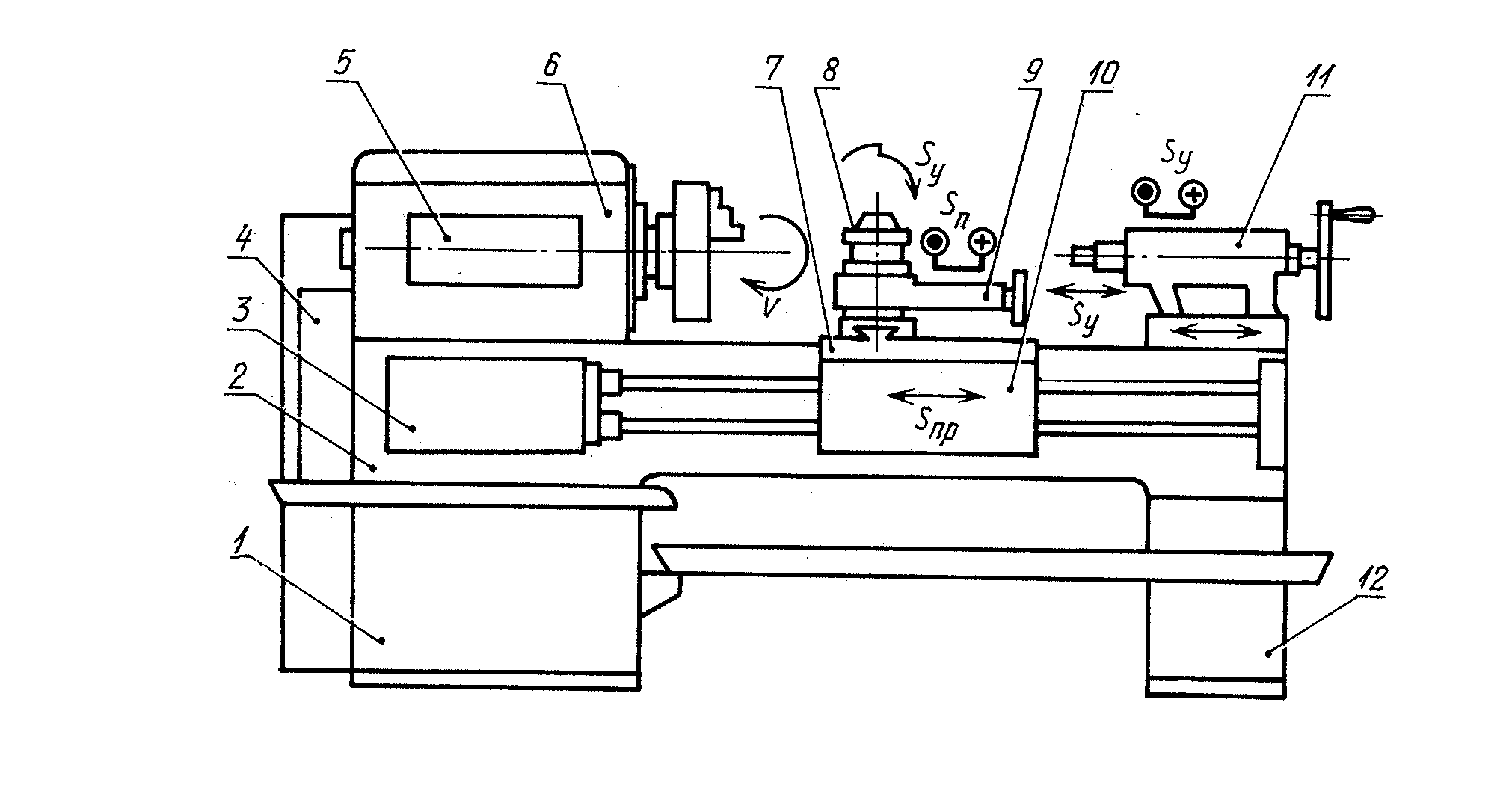
Станок 1д95 может успешно выполнять свои функции не только в стационарных, но и передвижных мастерских. В его состав одновременно входит несколько различных агрегатов, а именно: токарно-фрезерный, заточный, а также сверлильный. Следует отметить, что каждый агрегат имеет свой самостоятельный привод, что повышает общую универсальность всего станка в целом.
В состав агрегата 1д95 входит достаточно большое количество самых разных узлов и элементов. Одним из основных является достаточно массивная станина, выполненная из стали и обладающая повышенной прочностью.
Также данный станок 1д95 имеет собственную коробку передач автоматического действия.
Как и в любом другом токарном оборудовании, в состав приспособления 1д95 входят такие элементы, как суппорт, бабки, рабочий стол, а также шкаф управления.
Стоит отметить, что станок 1д95 имеет большое количество и органов управления в виде соответствующих рычагов, маховиков, выключателей и тумблеров.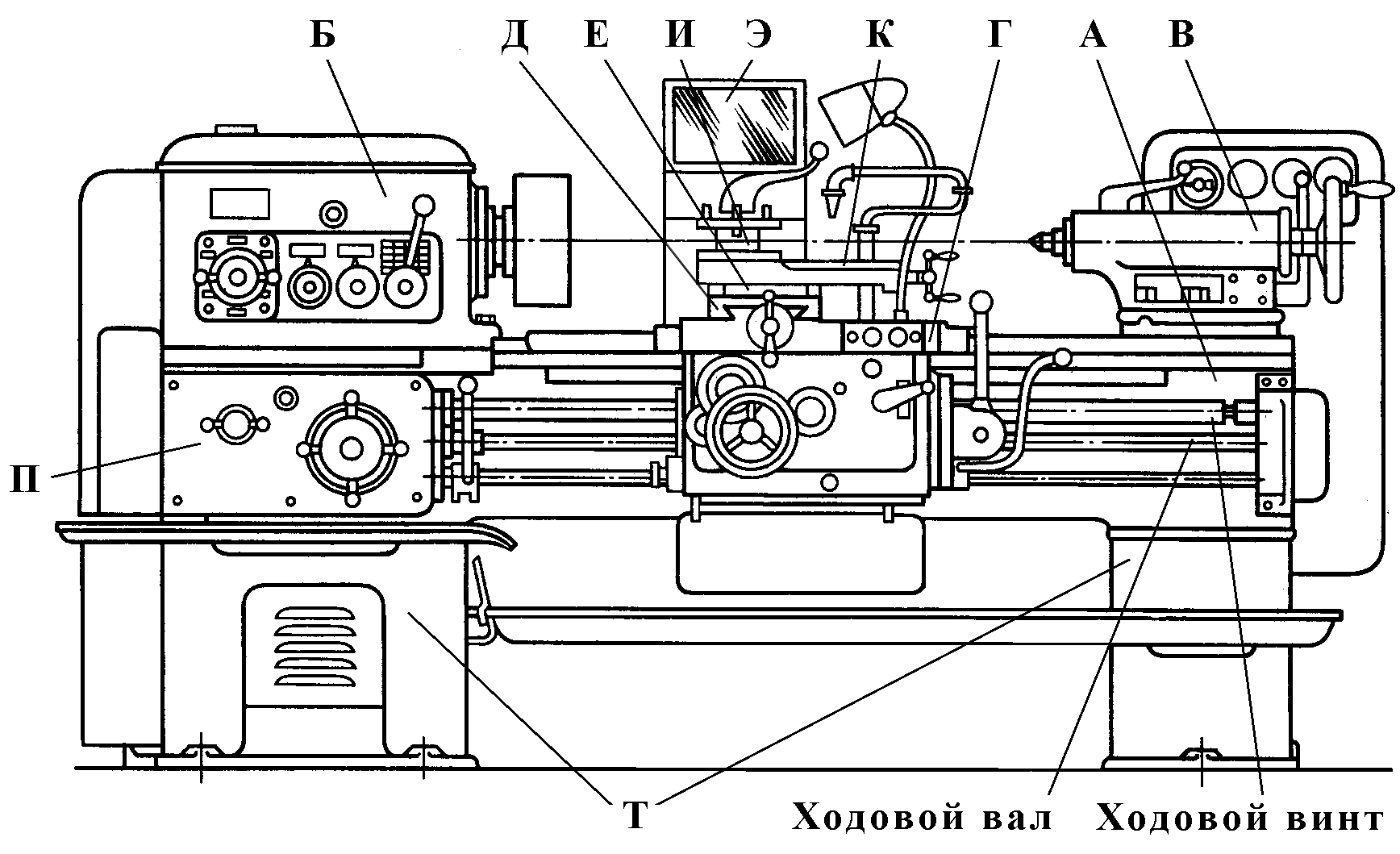 Агрегат способен работать на различных скоростях и имеет зубчатые колеса сменного типа.
Агрегат способен работать на различных скоростях и имеет зубчатые колеса сменного типа.
Конструкция задней бабки позволяет работать, в том числе, и с длинными заготовками, а кроме этого, выполнять сверление технологических отверстий разного диаметра.
Станок данного класса относится к профессиональному оборудованию, а для работы на нем необходимо иметь соответствующую квалификацию.
Схема работы настольного агрегата
В настоящее время производством токарного оборудования для домашнего использования занимается большое количество компаний из разных стран мира.
В этом случае стоит обратить свое внимание на токарный станок фирмы Корвет, который идеально подходит для использования в личных целях. Он обладает большой функциональностью и имеет высокий потенциал работы.
Видео:
Агрегат имеет компактные размеры, а кроме этого, оснащен возможностью самостоятельно регулировать скорость выполнения всех типов операций.
При помощи данного приспособления можно выполнять одновременно несколько видов сечения, в том числе, фасонного и цилиндрического. Также оборудование марки Корвет дает возможность выполнять сложные типы торцевания, а также многие другие операции.
В технические возможности станка можно включить нарезание резьбы, а также осуществлять необходимую обработку заготовок, которые имеют большое сечение, однако в этом случае придется воспользоваться дополнительными приспособлениями.
Устройство Корвет выпускается китайским производителем и имеет различную комплектацию.
Токарный агрегат должен быть установлен на устойчивой и прочной поверхности, при этом высоту стола следует выбирать максимально удобной для работы.
Дома, непосредственно перед началом эксплуатации, с приспособления следует удалить все крепежные элементы и укрепить рабочие элементы. Также производится полная регулировка оборудования Корвет и подключение его к источнику основного питания.
В процессе эксплуатации агрегата Корвет следует поддерживать его в полной чистоте и регулярно осуществлять продувку основных узлов сжатым воздухом.
Кроме этого, все подвижные части токарного станка Корвет необходимо содержать в смазанном состоянии, для чего можно использовать обыкновенное машинное масло.
В том случае, если какая-либо его деталь деформируется, ее необходимо как можно быстрей заменить. Принцип работы на агрегате Корвет ничем не отличается от принципа работы на каком-либо ином аналогичном устройстве.
Следует отметить, что для работы на токарном станке Корвет нет необходимости обладать профессиональной квалификацией. Схема работы станет понятной для каждого, кто хочет освоить азы работы со станком, за короткий промежуток времени.
Некоторые советы и рекомендации
Если возникла необходимость в приобретении токарного станка для работы в домашних условиях, то не стоит связываться с оборудованием, которое уже было в употреблении.
Даже если дома в таком токарном станке на первый взгляд все выглядит идеально, в процессе его последующей эксплуатации могут выявиться самые разные скрытые дефекты.
Видео:
При покупке токарного станка важно проверить работоспособность и заявленные характеристики приспособления. Для этого следует оборудование прогнать в различных режимах работы, а также проконтролировать полное отсутствие люфтов у всех подвижных частей.
Для всех токарных станков важным является такой показатель, как точность, которая должна быть на высоком уровне.
В настоящее время на рынке представлен огромный выбор данного класса приспособления как для дома, так и для промышленного производства. При его приобретении не стоит гнаться за ценой, лучше остановить свой выбор на проверенной и известной марке.
Токарные станки настольного исполнения открывают огромные возможности перед домашним мастером.
Устройство токарного станка по металлу: токарно-винторезные, торцовочный
Токарный станокПо статистике около 60% всех изделий из металла проходит обработку на токарных станках. Даже простой аппарат способен выполнять массу операций по обработке внутренних и наружных элементов металлической заготовки, превращая их в готовую к использованию деталь.
Даже простой аппарат способен выполнять массу операций по обработке внутренних и наружных элементов металлической заготовки, превращая их в готовую к использованию деталь.
Устройство токарного станка
Первые токарные аппараты появились в конце XVIII века. Эти устройства позволяли достаточно быстро и качественно обрабатывать металл. В 1794 году появился первый аппарат, схема устройства которого сохранилась в неизменном виде до сегодня.
Схема расположения элементов токарного станкаПеред рассмотрением конструктивных особенностей токарных станков необходимо отметить, что технология их функционирования постоянно меняется, поэтому токарно-революционный аппарат с ЧПУ всего 20 лет назад считался эталоном станка по обработке металлов. Тем не менее, устройство токарного станка по металлу остается неизменным.
Основные элементы токарного станка по металлу:
- Станина — базовый элемент, который является основанием для режущих деталей станка. Качество обработки металлической заготовки напрямую зависит от прочности станины и материала, из которого она изготовлена. Станины из титана или нержавеющей стали считаются самыми надежными. ВторымНаименование элементов токарного станка
по важности параметром станины является ее вес, она должна обладать достаточной массой, чтобы предотвращать вибрацию, искривления траектории и смещения обрабатываемой детали;
- Передняя шпиндельная бабка обеспечивает фиксацию обрабатываемой металлической детали. В современных станках шпиндельная бабка отвечает не только за фиксацию, в ней еще и располагается коробка передач токарного станка.Описание элементов токарного станка
Передняя бабка изготавливается из высокопрочных и долговечных материалов;
- Задняя бабка в зависимости от модели устройства отвечает за удержание обрабатываемой детали в неподвижном состоянии; либо за подачу дополнительного оборудования;
- Суппорт – важнейшая часть токарного станка. Эта деталь отвечает за фиксацию режущего элемента. Современные суппорты бывают двух видов: ручные и автоматические. Несложно догадаться, что возможности станка зависят от типа суппорта, поэтому ручные модели часто не обладают большим набором функций. Тем не менее, даже самый простой суппорт способен обеспечить подачу режущей части станка в нескольких плоскостях, что позволяет проводить сложные операции обработки металла;
 Станины из титана или нержавеющей стали считаются самыми надежными. ВторымНаименование элементов токарного станка
Станины из титана или нержавеющей стали считаются самыми надежными. ВторымНаименование элементов токарного станка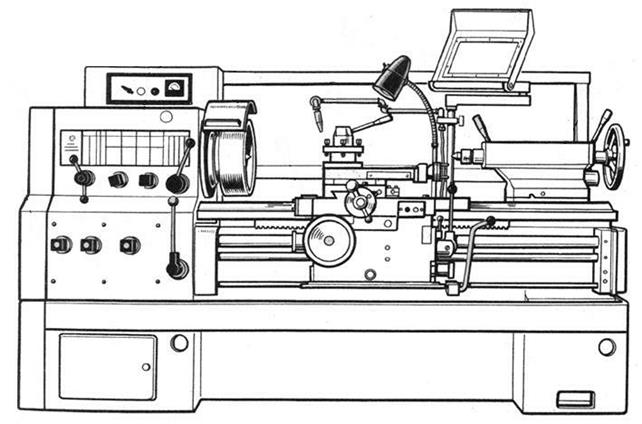 Тем не менее, даже самый простой суппорт способен обеспечить подачу режущей части станка в нескольких плоскостях, что позволяет проводить сложные операции обработки металла;
Тем не менее, даже самый простой суппорт способен обеспечить подачу режущей части станка в нескольких плоскостях, что позволяет проводить сложные операции обработки металла;Устройство универсального токарно винторезного станка
Конструктивные особенности токарно-винторезных станков
Станки этого класса используются для обработки деталей в форме диска, втулок и валов. Эти устройства производят внутреннее точение цилиндрических, торцевых, фасонных поверхностей. Кроме этого, они способны производить отрезку, сверление и зенкерование металлических деталей. Классический набор функций токарно-винторезных станков дополняется нарезанием всех видов внутренней и наружной резьбы, а также раскаткой поверхности металла. Сфера применения станков: частные мастерские и мелкосерийное производство.
Токарно-винторезный станокУстройство токарно-винторезного станка:
- Основание – это монолитная часть устройства, изготовленная из высокопрочных материалов: чугуна, нержавеющей или легированной стали. Основание станка выполняет две важных роли: обеспечивает фиксацию коробки передач и обрабатываемой детали;Устройство токарно-винторезного станка
- Станина является главным элементом, на котором располагаются основные узлы станка. Верхняя часть станины содержит направляющие механизмы, по которым перемещаются режущие элементы – суппорт и задняя бабка станка;
- Передняя бабка. Винторезные аппараты отличаются устройством передней бабки от классических моделей тем, что в этой части располагается шпиндель – деталь, передающая заготовке вращающийся момент. Кроме этого, на передней бабке присутствуют дополнительные удерживающие элементы: фланец, коническая шейка и отверстие. Названные детали отвечают за фиксацию и центрирование обрабатываемой детали;
- Гитара отвечает за настройку цепи передач. Настраивается она посредством смены зубчатых колес. Современные винторезные станки позволяют устанавливать метрический и модульный шаг резьбы. Гибкие настройки гитары позволяют перевести аппарат в ручное управление, что позволяет выполнять нестандартные виды резьбы;Схема и описание токарно-винторезного станка
- Фартук отвечает за преобразование вращения винта в поступательное движение суппорта. В зависимости от типа конструкции, винторезные аппараты меняют перемещение ходового винта посредством гаек или зубчато-реечных передач. Суппорт – это режущая часть станка. Этот элемент состоит из каретки продольного перемещения, поперечных салазок и держателей;
- Резцовая каретка применяется для отделки конических поверхностей;
- Задняя бабка отвечает за удержание конца обрабатываемой детали. Задняя бабка состоит из неподвижных и вращающихся элементов, а также осевых элементов, с помощью которых производится обработка центральных частей заготовки. Винторезные станки так устроены, что задняя бабка перемещается только в ручном режиме;Коробка подач токарного станка
- Коробка передач отвечает за изменение скорости перемещения суппорта;
- Поперечные салазки перемещаются вручную. Современные винторезные станки оснащены совершенными поперечными салазками, с помощью которых они могут поворачиваться на 40 градусов, что позволяет обрабатывать конические поверхности с высокой точностью.
 Основание станка выполняет две важных роли: обеспечивает фиксацию коробки передач и обрабатываемой детали;Устройство токарно-винторезного станка
Основание станка выполняет две важных роли: обеспечивает фиксацию коробки передач и обрабатываемой детали;Устройство токарно-винторезного станка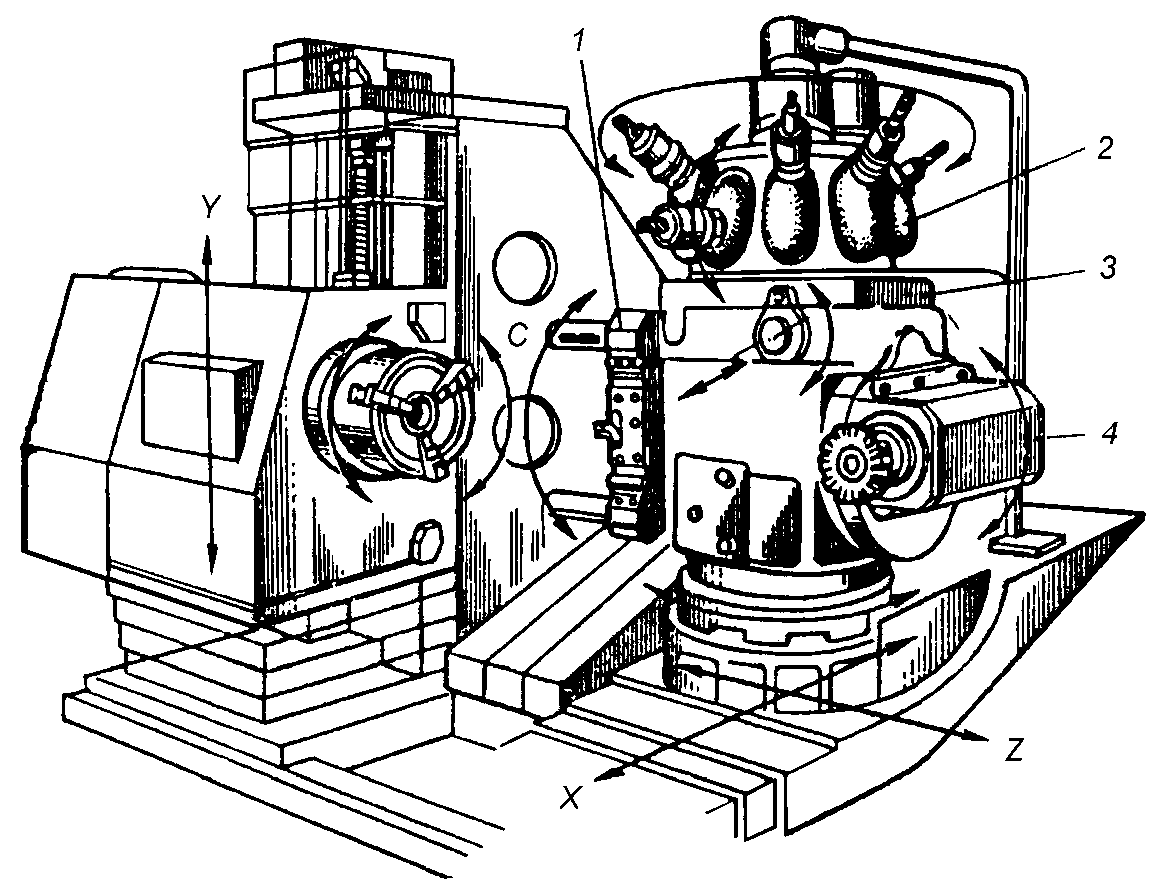 В зависимости от типа конструкции, винторезные аппараты меняют перемещение ходового винта посредством гаек или зубчато-реечных передач. Суппорт – это режущая часть станка. Этот элемент состоит из каретки продольного перемещения, поперечных салазок и держателей;
В зависимости от типа конструкции, винторезные аппараты меняют перемещение ходового винта посредством гаек или зубчато-реечных передач. Суппорт – это режущая часть станка. Этот элемент состоит из каретки продольного перемещения, поперечных салазок и держателей;
Устройство торцовочного станка
Торцовочный аппарат – простой инструмент с большим потенциалом, без которого в определенных ситуациях не обойтись. Универсальный распилочный инструмент позволяет очень быстро и эффективно производить ровные и точные срезы. У современных моделей даже есть функция среза под углом.
Торцовый станокТорцовочный аппарат состоит из монолитного основания, фрезеровальной плоскости, на которой устанавливается поворотная рама, режущего элемента (круга) и поворотного механизма, обеспечивающего подвижность станка в вертикальной плоскости. Пильный диск, двигатель и редуктор крепятся к верхней части устройства.
Мы описали «классическую» сборку торцовочного станка. Современные модели могут иметь некоторые нюансы, например, оснащаться защитным кожухом. Кожаная накладка на торцовочном станке предотвращает попадание металлической стружки внутрь устройства, а также на пильный диск.
Функциональный ряд
Перейдем к рассмотрению функций и видов. Торцовочный аппарат может быть профессиональным или любительским. Заметим, что набор функций профессиональных и любительских моделей отличается незначительно. Разница между моделями состоит в качестве материалов, из которых изготовлено устройство и уровень прочности отдельных элементов. В нашем случае это двигатель, пильный диск и редуктор.
Торцовочный аппарат может быть профессиональным или любительским. Заметим, что набор функций профессиональных и любительских моделей отличается незначительно. Разница между моделями состоит в качестве материалов, из которых изготовлено устройство и уровень прочности отдельных элементов. В нашем случае это двигатель, пильный диск и редуктор.
Центральной проблемой торцовочных станков является двигатель. Производители часто экономят на качественных материалах и устанавливают мощные двигатели без дополнительной системы охлаждения. Интенсивная эксплуатация станка проводит к быстрой поломке двигателя. Описанная проблема встречается преимущественно в любительских моделях.
Профессиональный инструмент отличается не только качеством обработки металлического изделия, но и длительным сроком службы, поэтому его используют преимущественно в промышленности. Дорогой торцовочный аппарат способен работать больше 8 часов в день без перерывов.
Поговорим о двигателях
Коллекторный двигательНа торцевых устройствах устанавливаются коллекторные и асинхронные двигатели. Чем они отличаются? Коллекторный двигатель имеет высокий показатель крутящего момента, но уступает асинхронному двигателю в простоте обслуживания (замена щеток). Второй двигатель отличается долгим сроком службы и меньшим уровнем шума.
Чем они отличаются? Коллекторный двигатель имеет высокий показатель крутящего момента, но уступает асинхронному двигателю в простоте обслуживания (замена щеток). Второй двигатель отличается долгим сроком службы и меньшим уровнем шума.
Двигатель приводит в движение режущий элемент. Крутящий момент диска обеспечивается двумя типами передачи – за счет ремней или зубьев. Каждый тип передачи имеет ряд достоинств и недостатков: например, зубчатая передача исключает возможность проскальзывания (холостого хода) во время запредельных нагрузок. Ремневой тип передачи крутящего момента меньше нагружает мотор и способствует его долголетию. Однако ремни часто рвутся в неподходящий момент, останавливая работу.
Асинхронный двигательТорцовочный аппарат имеет большую ширину реза, который дополнительно ограничивается при работе под углом. Угол реза увеличивается за счет установки штанги вдоль линии реза.
Видео: Устройство токарного станка
 youtube.com/embed/SNAKlrlLhR8″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/SNAKlrlLhR8″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Что такое токарный станок по металлу? Использование, определение, операции, детали, схема
I. Коробка шпинделя
Передняя бабка закреплена на левом конце станины, а главный вал и механизм трансмиссии с регулируемой скоростью устанавливаются внутри, а заготовка зажимается спереди конец шпинделя через патрон. Функция передней бабки состоит в том, чтобы поддерживать главный вал и передавать мощность на главный вал через механизм передачи с регулируемой скоростью, так что главный вал заставляет заготовку вращаться с заданной скоростью для реализации основного движения.
2. Держатель инструмента
Держатель инструмента установлен на направляющей держателя инструмента станины и может перемещаться в продольном направлении по направляющей. Компонент держателя инструмента состоит из нескольких слоев держателей инструмента. Его функция – зажимать токарный инструмент при продольной, поперечной или наклонной подаче.
3. Задняя бабка
Задняя бабка установлена на рельсе держателя инструмента станины и может регулироваться в продольном направлении вдоль рельса. Его функция – поддерживать длинную заготовку верхним наконечником или устанавливать инструмент для обработки отверстий, такой как сверло или нож для пельменей, для обработки отверстий.Установите сверло на заднюю бабку. Заготовку можно просверлить, чтобы токарный станок работал как радиально-сверлильный станок.
4. Кровать
Кровать установлена на левой и правой ножках и служит для поддержки основных компонентов и поддержания точного относительного положения или траектории во время работы.
5. Сдвижная коробка
Сдвижная коробка закреплена в нижней части державки для перемещения державки вместе в продольном направлении. Его роль заключается в пропускании коробки подачи через световую полосу.
Движение от (или ходового винта) передается на держатель инструмента, позволяя держателю инструмента выполнять продольную подачу, боковую подачу, быстрое перемещение или нарезание резьбы. Джойстик снабжен различными джойстиками или кнопками.
Джойстик снабжен различными джойстиками или кнопками.
6. Коробка подачи
Коробка подачи прикреплена к левой передней стороне станины и имеет механизм изменения механизма подачи для изменения подачи мотора или шага обработанной резьбы.
Внутренняя обработка токарных станков | Metal Arts Press
Токарный станок – самый старый и самый простой станок.Египтяне использовали примитивные токарные станки не менее 3000 лет назад. Токарные станки работают, удерживая и вращая заготовку, в то время как инструмент, положение которого контролируется токарным станком, прижимается к заготовке. Токарные станки могут резать цельные и полые цилиндры и конусы. Токарные станки по металлу могут изготавливать круглые детали с жесткими допусками, что позволяет производить согласованные компоненты, такие как оси и подшипники, а также стволы и снаряды. Токарные станки также могут нарезать резьбу на валах, гайках и болтах. Кроме того, токарный станок может превратить стальную поковку или цилиндр в неразъемный коленчатый вал. Здесь представлены основные компоненты токарного станка.
Здесь представлены основные компоненты токарного станка.
Станина токарного станка обеспечивает жесткое основание для всего станка и удерживает переднюю бабку, заднюю бабку и каретку в совмещении. Станины токарных станков обычно изготавливают из мелкозернистого чугуна. Обработанные и отшлифованные поверхности станины на суппорте и салазках задней бабки называются направляющими. Высококачественные токарные станки часто имеют индукционную или термическую закалку для минимизации износа. В станины залиты ребра жесткости, повышающие устойчивость к силам резания.Эти силы приводят к смещению передней бабки, каретки и задней бабки. Чтобы обеспечить лучшее выравнивание каретки и задней бабки, одна или несколько перевернутых V обычно являются частью конструкции путей.
Передняя бабка выполняет несколько функций. Он поддерживает и выравнивает шпиндель и его подшипники, поэтому ось передней бабки остается соосной с задней бабкой и параллельна направляющим. Как и станина, конструкция передней бабки сопротивляется силам резания, которые вынуждают ее смещаться. В большинстве конструкций токарных станков он постоянно и жестко соединен со станиной токарного станка или частью той же отливки.Передняя бабка также содержит и поддерживает ремни, шкивы и зубчатые передачи, которые соединяют двигатель токарного станка со шпинделем и обеспечивают диапазон скоростей шпинделя. Иногда передняя бабка также служит опорой для двигателя токарного станка.
В большинстве конструкций токарных станков он постоянно и жестко соединен со станиной токарного станка или частью той же отливки.Передняя бабка также содержит и поддерживает ремни, шкивы и зубчатые передачи, которые соединяют двигатель токарного станка со шпинделем и обеспечивают диапазон скоростей шпинделя. Иногда передняя бабка также служит опорой для двигателя токарного станка.
Задняя бабка обычно представляет собой отливку, которая скользит по направляющим. Механизм блокировки, называемый зажимным болтом или зажимным рычагом, закрепляет его на пути и предотвращает его перемещение. Задняя бабка удерживает в своем цилиндре токарный центр для точения или торцевания. Плунжер, который также называют шпинделем задней бабки, вводится в отливку задней бабки и выходит из нее с помощью винтовой резьбы и маховика и фиксируется в нужном положении.Кроме того, тайсток удерживает инструмент в патроне или непосредственно во внутреннем конусе Морзе. Винтовой механизм ползуна заставляет инструмент вращаться. Передняя бабка выполняет несколько функций. Он поддерживает и выравнивает шпиндель и его подшипники, поэтому ось передней бабки остается соосной с задней бабкой и параллельна направляющим. Как и станина, конструкция передней бабки сопротивляется силам резания, которые вынуждают ее смещаться. В большинстве конструкций токарных станков он постоянно и жестко соединен со станиной токарного станка или частью той же отливки.Передняя бабка также содержит и поддерживает ремни, шкивы и зубчатые передачи, которые соединяют двигатель токарного станка со шпинделем и обеспечивают диапазон скоростей шпинделя. Иногда передняя бабка также служит опорой для двигателя токарного станка.
Передняя бабка выполняет несколько функций. Он поддерживает и выравнивает шпиндель и его подшипники, поэтому ось передней бабки остается соосной с задней бабкой и параллельна направляющим. Как и станина, конструкция передней бабки сопротивляется силам резания, которые вынуждают ее смещаться. В большинстве конструкций токарных станков он постоянно и жестко соединен со станиной токарного станка или частью той же отливки.Передняя бабка также содержит и поддерживает ремни, шкивы и зубчатые передачи, которые соединяют двигатель токарного станка со шпинделем и обеспечивают диапазон скоростей шпинделя. Иногда передняя бабка также служит опорой для двигателя токарного станка.
Задняя бабка обычно представляет собой отливку, которая скользит по направляющим. Механизм блокировки, называемый зажимным болтом или зажимным рычагом, фиксирует его на пути и предотвращает его перемещение. Задняя бабка удерживает в своем цилиндре токарный центр для точения или торцевания. Плунжер, который также называют шпинделем задней бабки, вводится в отливку задней бабки и выходит из нее с помощью винтовой резьбы и маховика и фиксируется в нужном положении. Кроме того, задняя бабка удерживает инструмент в патроне или непосредственно во внутреннем конусе Морзе. Винтовой механизм ползуна заставляет инструмент вращаться. Хотя ствол задней бабки обычно концентричен с передней бабкой, большинство задних бабок можно переместить за пределы этого выравнивания
Кроме того, задняя бабка удерживает инструмент в патроне или непосредственно во внутреннем конусе Морзе. Винтовой механизм ползуна заставляет инструмент вращаться. Хотя ствол задней бабки обычно концентричен с передней бабкой, большинство задних бабок можно переместить за пределы этого выравнивания
, чтобы обрезать конус.
Каретка состоит из четырех компонентов: седла, фартука, составного салазок и крестовины, или наконечника, салазок. Седло представляет собой Н-образное литье, опирающееся на направляющие. Он образует основу каретки и поддерживает как поперечные салазки, так и фартук.Нижняя сторона седла скользит по траекториям. Фартук представляет собой плоскую вертикальную прямоугольную пластину со стороны оператора седла. Внутри находятся приводные механизмы для перемещения каретки по путям с ручной или механической подачей. На токарных станках с поперечной подачей – возможностью перемещать поперечные суппорты под прямым углом к направляющим – дополнительный механизм внутри фартука использует ходовой винт для приведения поперечных суппортов в движение.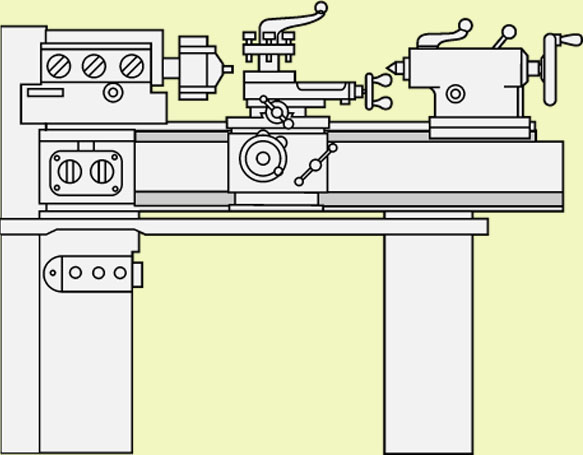 Механизм с полугайкой внутри фартука фиксирует каретку с ходовым винтом для нарезания резьбы.Органы управления механической подачей и заправкой расположены на лицевой стороне фартука. Стопорный винт каретки связывает седло с направляющими, что обеспечивает точность калибровки на составной опоре, предотвращая перемещение седла.
Механизм с полугайкой внутри фартука фиксирует каретку с ходовым винтом для нарезания резьбы.Органы управления механической подачей и заправкой расположены на лицевой стороне фартука. Стопорный винт каретки связывает седло с направляющими, что обеспечивает точность калибровки на составной опоре, предотвращая перемещение седла.
Составной суппорт удерживает держатель инструмента. На большинстве токарных станков составной суппорт можно повернуть на 360 дюймов и зафиксировать в любом положении. Это позволяет инструменту перемещаться по заготовке под любым углом, поворачивая маховик ползуна резцедержателя. Составной суппорт имеет градусную калибровку, чтобы упростить установку его угла.Составной суппорт обычно не имеет механической подачи. Крестовина или верхняя горка – это отливка поверх седла, которая удерживает составную опору. Поперечный суппорт перемещается под прямым углом к путям ручного поворота маховика поперечной подачи или с использованием механической поперечной подачи.
мать всех станков
Токарный станок – станок, широко применяемый в деревообрабатывающей промышленности и для обработки металлических деталей. Токарный станок, известный как мать всех станков, был первым станком, который привел к изобретению других станков.Он используется для выполнения токарных операций, при которых нежелательный материал удаляется из заготовки, вращаемой против режущего инструмента.
История
Одно из первых известных применений токарного станка относится к 1300 году до нашей эры в Египте, где был разработан токарный станок для двух человек. На стене могилы египтянина по имени Петросирис изображен барельеф мастера и его помощника, занятого на токарном станке.
Типы токарных станков
Существует четыре основных типа токарных станков, а именно:
Скоростные токарные станки
Эти токарные станки очень просты по конструкции и состоят из передней бабки, задней бабки и очень простой стойки для инструмента. Скоростные токарные станки используются для легких машинных работ, таких как токарная обработка дерева, прядение металла и полировка металла. Обычно они могут работать на трех или четырех разных скоростях. Скорость вращения шпинделя, как следует из названия, очень высока.
Скоростные токарные станки используются для легких машинных работ, таких как токарная обработка дерева, прядение металла и полировка металла. Обычно они могут работать на трех или четырех разных скоростях. Скорость вращения шпинделя, как следует из названия, очень высока.
Двигатели токарные
Это самые распространенные типы токарных станков, которые можно увидеть почти в каждом механическом цехе. Токарные станки для двигателей предназначены для работы с малой мощностью, а также с высокой мощностью. Доступны токарные станки различной длины для работы с различными типами деталей.Длина может достигать 60 футов! Эта машина может работать в широком диапазоне передаточных чисел.
Инструментальные станки токарные
Токарный станок для инструментального цеха – универсальный токарный станок. Он может обеспечить лучшую точность и чистоту, чем другие токарные станки. Он имеет более широкий диапазон скоростей и позволяет использовать разные типы кормов.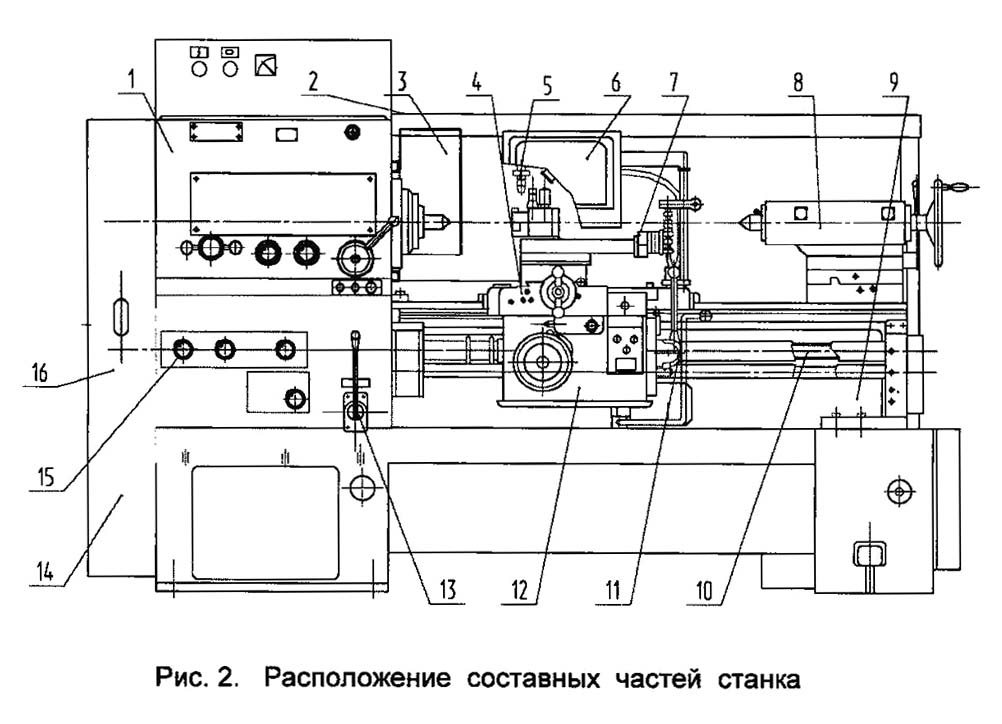 Токарный станок для инструментального цеха – отличное устройство для изготовления штампов.
Токарный станок для инструментального цеха – отличное устройство для изготовления штампов.
Станки револьверные
Это отличные машины для быстрой работы.Токарно-револьверный станок имеет различные типы резцедержателей, установленных на единой конструкции. Поскольку на машине установлено несколько инструментов, работа может быть выполнена очень быстро с помощью одной настройки. Ведущее колесо используется для позиционирования следующего инструмента. Последовательный процесс обработки может быть выполнен на токарно-револьверном станке без перемещения заготовки. Это устраняет ошибку, возникающую из-за несоосности.
Тогда, в зависимости от режимов работы, токарные станки можно отнести к одному из следующих:
Ручной токарный станок
На этих токарных станках обработка инструмента выполняется вручную, поэтому точность работы в значительной степени зависит от навыков человека, работающего на станке.
Токарный станок с ЧПУ
Токарные станки с ЧПУ – это полностью автоматизированные токарные станки. Нам просто нужно ввести инструкции в компьютер, и токарный станок будет выполнять операции в соответствии с данными, введенными в компьютер.
Ознакомьтесь с курсом «Основы токарной обработки», который знакомит учащихся со станками, режущими инструментами, зажимными приспособлениями и операциями резания для горизонтальной и вертикальной токарной обработки, начиная от небольших мастерских до крупносерийного производства.
[pardot-form id = ”15445 ″ title =” Запросить демонстрацию (веб-сайт) ”]
Amazon.com: SUNWIN 36 Вт алюминиевый металлический мини-настольный токарный станок с электроприводом DIY Модель инструмента Деревообработка: Компьютеры и аксессуары
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит введя номер вашей модели.
- Основные части станка: шпиндель, задняя бабка, пьедестал, слайдер, лопасти двигателя, защитный кожух редуктора.
- Соединительный элемент ремня имеет цельнометаллическую структуру. Центр имеет высоту 25 мм, межосевое расстояние 135 мм, обычно при токарном станке со скоростью вращения до 2000 об / мин.
- 3 – это быстрорежущая сталь, инструментальный материал, может быть обработка мягких, цветных и драгоценных металлов, а также использовать средний элемент увеличения, более расширенный до диапазона диаметров 50 мм.
- Скорость двигателя: 12000 об / мин
- Цвет станка состоит из классического сочетания красного и черного.
▷ Подержанные токарные и токарные станки по металлу
Купите и продайте подержанные токарные, токарные и токарные станки на Surplex
- Индекс
- Что такое токарный станок?
- Токарные станки по металлу – конструкция и использование
- Что можно сделать на токарном станке по металлу?
- Кто умеет работать на токарном станке по металлу?
- Купить и продать по доступной цене бывшие в употреблении токарные станки и токарное оборудование.
- Обзор производителей станков по металлу и токарного станочного оборудования
Что такое токарный станок?
Токарный станок – это оборудование для обработки длинномерных металлических изделий на осесимметричные детали.Наряду с фрезерными станками, токарные станки являются центральным звеном обработки металла и являются преемником традиционных токарных станков. Поэтому они являются частью основного оборудования, необходимого для каждой операции по обработке металла. Превращение этого оборудования из токарного станка в токарный полностью по металлу гарантирует в среднем гораздо более высокое качество производимых инструментов, которые в гораздо меньшей степени зависят от способностей человека, работающего на токарном станке.
- Прецизионные инструменты для обработки металлов
- Поворотный процесс зажима
- Диапазон от небольших настольных станков до больших токарных станков
Мощный электродвигатель приводит заготовку в непрерывное вращательное движение, которое может составлять несколько тысяч оборотов в минуту.Инструменты, необходимые для компонентов, прикреплены к револьверу. Нужный инструмент подается к вращающемуся корпусу с помощью суппорта инструмента, и процесс абляционного зажима запускается с помощью точно регулируемых направляющих. Токарные станки по металлу доступны в виде мини-токарных станков, небольших настольных станков, а также больших тяжелых токарных станков длиной несколько метров.
Токарные станки по металлу – Устройство и способы использования
Токарный станок состоит из трех основных групп компонентов: рамы, системы привода и системы направляющих инструментов.Рама выдерживает вес механических компонентов. Они имеют очень прочную конструкцию, чтобы машины могли выдерживать большие нагрузки и работать точно. Используются сварные конструкции и монолитные литые металлические рамы, которые увеличивают срок службы устройства и гарантируют, что старый токарный станок по металлу можно будет купить без каких-либо конструктивных проблем. В зависимости от размера токарного станка по металлу, возможно, придется отрегулировать основание, чтобы выдерживать давление и колебательные силы.
Вторая группа компонентов состоит из электродвигателя и редуктора.Выбранная передача может варьироваться от одноступенчатой цилиндрической зубчатой передачи до высокопроизводительного гидротрансформатора для исключительно тихих вращательных движений. Шпиндель и задняя бабка также являются частью редуктора и используются для фиксации заготовки в нужном положении. Тем, кто хочет приобрести бывшие в употреблении токарные станки, следует обратить особое внимание на следующие области: высокая точность соосности и безлюфтовая задняя бабка необходимы для точных заготовок. Тем не менее, покупатели подержанных токарных станков по металлу могут быть готовы согласиться с более высокими допусками, чем в более новых моделях при некоторых обстоятельствах.В целом бывшие в употреблении токарные станки по-прежнему обладают значительной стабильностью.
Токарные станки в эксплуатацииТретий компонент, система наведения инструмента, в простейшем исполнении состоит из рельса, по которому инструменты подаются с помощью токарного шпинделя. Если речь идет о покупке бывшего в употреблении токарного или токарного станка, эти компоненты необходимо тщательно проверить. Бывшие в употреблении токарные станки для металлообработки часто поставляются с протоколом испытаний, поскольку они уже использовались. Этот журнал содержит информацию о соосности и люфте шпинделя, записываемую через регулярные промежутки времени.Эти ключевые компоненты также могут пройти капитальный ремонт. В зависимости от конструкции токарного станка также могут быть включены различные автоматизированные компоненты, которые направляют обрабатывающие инструменты к вращающейся заготовке в соответствии с предварительно сконфигурированной программой. В настоящее время часто доступны опции для автоматического переключения инструментов и деталей.
Для токарных станковтакже требуются принадлежности и различное оборудование. Корпус защищает зону вокруг токарного станка от стружки и стружки, выпадающей во время токарной обработки металла, а охлаждающая смазка подается для равномерного удаления стружки с обрабатываемой детали.Высокоэффективная подсветка позволяет постоянно контролировать этапы обработки детали. Если токарный станок подержанный, аксессуары и навесное оборудование могут отсутствовать или это могут быть дополнительные детали. Даже если производители не обязаны хранить запас принадлежностей для старых и бывших в употреблении токарных станков, большинство стремятся предложить ряд основных услуг для бывшего в употреблении оборудования.
Что можно сделать на токарном станке по металлу?
Все, что требует осесимметричного или почти симметричного поперечного сечения, можно изготавливать на токарном станке.В первую очередь это касается всех типов валов и линейных осей. Зубчатые рейки, зубчатые колеса или асимметричные коленчатые и распределительные валы также могут изготавливаться на токарных станках. Несмотря на то, что обычные токарные станки по-прежнему широко используются, фрезерные станки с ЧПУ все чаще используются для токарной обработки металла при производстве отдельных деталей. Они автоматически завершают процесс токарной обработки в соответствии с предварительно настроенной программой.
Кто умеет работать на токарном станке по металлу?
К работе на токарном станке допускаются только квалифицированные специалисты, если он не является автоматически оборудованным токарным автоматом.Оператор токарного станка должен пройти несколько лет обучения и обладать конкретными теоретическими и практическими знаниями. Оператор должен знать не только о материалах и правилах обработки, но и обо всех важных для безопасности аспектах работы с токарным станком. Однако благодаря обширной автоматизации современные токарные станки по металлу требуют гораздо меньшего взаимодействия со стороны оператора по сравнению с обычными токарными станками. Прядильная стружка, высокие скорости вращения и высокие температуры делают рабочее место токарного станка очень сложным.Как правило, недостаточно просто надеть соответствующую защитную одежду, поэтому обязательно пройти инструктаж по технике безопасности при любых работах на токарном станке.
Купить и продать по доступной цене бывшие в употреблении токарные и токарные станки
Surplex.com часто выставляет на продажу подержанные токарные станки из широкого ассортимента доступного токарного оборудования, а это значит, что вы можете найти именно то, что ищете. В подержанном состоянии токарные станки обычно продаются на промышленных аукционах. Предлагаемое оборудование столь же разнообразно, как и области применения, от небольших токарных станков, токарных станков с двигателями, обычных токарных станков с ручным управлением до автоматических токарных станков и современных токарных станков с ЧПУ / ЧПУ.Например, вы можете дешево приобрести подержанный токарный станок для обучения или значительно увеличить производство, используя подержанный токарный станок с ЧПУ.
Большинство выставленных на продажу токарных станков поступает с рынка подержанных машин в Германии, Австрии или Швейцарии. Однако растущая интернационализация нашей платформы означает, что существует также большое количество машин из других европейских стран. Вы можете увидеть местонахождение токарного станка, который собираетесь приобрести, на странице информации о продукте.
Вы также можете продавать свои старые и бывшие в употреблении токарные и токарные станки через Surplex, независимо от того, маленький ли это токарный станок со столом или большой токарный станок.Просто свяжитесь с нами, чтобы уточнить детали. Продажа бывших в употреблении токарных станков по металлу через Surplex дает вам шанс получить хорошие цены. Обратитесь к нашим опытным менеджерам проектов для получения дополнительной информации.
Обзор производителей токарного и токарного оборудования по металлу
Токарные и токарные станки даже в рабочем состоянии остаются прецизионными станками, которые позволяют создавать изделия высочайшего качества. Однако само оборудование должно было быть высококачественным с самого начала, поэтому тем, кто хочет купить подержанный токарный станок, следует сосредоточиться на производителях, известных своим высоким качеством.
Престижные производители токарных станков включают BERNARDO, BOEHRINGER, BOLEY, COLCHESTER, EMCO, GILDEMEISTER, MATRA, OKUMA, OPTIMUM, QUANTUM, TORNOS, WEILER и WABECO.
Различные типы токарных режущих инструментов для токарной обработки, расточки, торцевания, снятия фасок и других операций
1. Токарный инструмент
Токарные инструменты предназначены для удаления материалов из заготовки, черновой токарный инструмент используется для удаления максимального количества материала, а финишный токарный инструмент служит для хорошего качества поверхности, просто удалите небольшое количество, чтобы сделать деталь более точной. .
2. Расточная оправка
Расточная оправка необходима, когда вы хотите увеличить существующее отверстие, расточная оправка может легко просверлить отверстие, которое уже просверлено, и увеличить его диаметр. Он может быстро увеличить отверстие и обработать его до нужного размера, чтобы он соответствовал другим компонентам.
3. Инструмент для снятия фаски
Фаска – это переходная кромка между двумя гранями объекта, также определяемая как форма скоса.Инструмент для снятия фаски используется для создания фаски или бороздки на детали. Фаска может использоваться для сглаживания острых или опасных кромок на заготовке.
4. Накатной инструмент
Накатные инструменты используются для изготовления деталей токарных станков с накаткой путем создания или вдавливания рисунка на круглое сечение, используемого в качестве захвата для рукоятки, также обычно создается на крепежных деталях, таких как гайки. Накатной инструмент разработан с определенным рисунком.
5. Инструмент для отрезки
Инструмент для отрезки относится к инструменту с узким лезвием, используемому при токарной обработке или строгании или для разрезания детали на две части, или определяемый как инструмент, используемый для отрезания деталей от основной части обрабатываемой заготовки, он изготавливается во многих формах.
6. Инструмент для нарезания резьбы
Инструмент для нарезания резьбы используется для нарезания резьбы на детали токарного станка. При нарезании внешней резьбы деталь может удерживаться в патроне или устанавливаться между двумя центрами, при нарезании внутренней резьбы деталь удерживается в патроне, инструмент перемещается по детали линейно, снимая стружку с детали при каждом проходе.
7. Инструмент для торцевания
Инструмент для торцевания используется для операции торцевания на токарном станке для резки плоской поверхности перпендикулярно оси вращения детали, инструмент устанавливается в держателе инструмента, который опирается на каретку токарного станка, во время процесса инструмент для торцевания будет подавать перпендикулярно поперек оси вращения детали.
8. Инструмент для нарезания канавок
Инструмент для нарезания канавок обычно представляет собой твердосплавную пластину, установленную в специальном держателе инструмента, он предназначен для пластины с несколькими режущими кромками, часто шлифованными до размеров и формы, необходимых для конкретной работы, включая прорезание паза и выполнение других работ.
9. Формовочный инструмент
Формовочные инструменты при использовании на токарном станке делают плоскими или круглыми. Простые формовочные инструменты имеют режущие кромки, отшлифованные по форме канавки, поднутрения или резьбы, которую нужно нарезать.
Токарный станок– все детали и функции со схемами и видами применения
Многие люди знают токарный станок и видели там лабораторию или компанию, но мало знают о деталях токарного станка и схеме токарного станка. Итак, здесь мы объясним, что это такое, как использовать и их части.
Удаление материала с металла называется механической обработкой, и этот процесс обычно происходит в механическом цехе, где есть специальное оборудование.
Детали токарного станка
Передняя бабка:
Передняя бабка закреплена на станке и состоит из множества шкивов, рычага, шпинделя, патрона и коробки передач.
Шпиндель:
Шпиндель находится в головном ящике, который вращает вал, соединенный с патроном. Этот патрон удерживает обрабатываемую деталь, поэтому детали также вращаются.
Коробка передач:
Коробка передач находится в головной бабке, которая вращает патрон с разной скоростью.
Патрон:
Патрон предназначен для крепления металлических деталей не круглой формы, а треугольной или квадратной формы.
Задняя бабка:
Задняя бабка является подвижной деталью и может блокироваться.Он состоит из ствола, который может двигаться вперед и назад. Ствол состоит из мертвой точки, которая используется для поддержки обрабатываемой детали.
Каретка:
Каретка также является подвижной деталью, которая перемещается по путям станины. Он движется влево и вправо. Он состоит из седла, поперечных суппортов, составной опоры, верхнего суппорта или резцедержателя и фартука. Используется в качестве крепления и для установки резцедержателя.
Седло:
Седло имеет Н-образную форму.Он находится на каретке, которая помогает поперечному суппорту двигаться вперед и назад на машине.
Поперечное смещение:
Поперечный суппорт находится на каретке и перемещается по седлу. Он перемещается вперед и назад, чтобы придать глубину резания металлическому образцу с помощью маховика.
Композитный отдых:
Составной суппорт находится на поперечном суппорте, который может вращаться. Он поддерживает инструментальную стойку. Используется при точении конуса
путем придания угла.Стойка для инструмента:
Резцедержатель находится на составной опоре и используется для зажима режущего инструмента.
Фартук:
Фартук находится на передней части седла с маховиком и рычагами. Используется для управления перемещением каретки
по станине.Кровать:
Станина – это основная часть станка, которая фиксируется. Он поддерживает все части машины, такие как передняя бабка, хвостовая балка, каретка и т. Д.
Путь:
Путь обрабатывается на станине, которая на самом деле является рельсом и обеспечивает движение задней бабки и каретки.
Ходовой винт:
Это длинный стержень с резьбой на станине, который обеспечивает автоматическую подачу на тележку от передней бабки к задней бабке. Он используется для придания резьбы заготовке.
Вам может понравиться: Преимущества edu Mail – Получите скидку до 1000 $ для студентов
Видео о деталях токарных станков
Процессы на токарном станке
Токарная:
- Процесс уменьшения диаметра заготовки называется ТОКАРЕНИЕМ.
- Также используется для чистовой обработки поверхности стержня по диаметру стержня.
- Это можно сделать, подавая корм из задней бабки в головную бабку и задав глубину резания.
Облицовка:
- Процесс, который используется для уменьшения длины заготовки, называется ОБЛИЦОВКОЙ.
- Также используется для отделки лица.
- Это делается путем подачи вперед-назад (поперечное скольжение).
Шаг токарный:
- Процесс, который используется для удаления излишков материала с заготовки, называется ШАГОВОЙ ТОЧКОЙ.
- Это достигается путем непрерывного задания глубины резания слева и справа.
Токарная обработка конуса:
- Процесс, который используется для постепенного уменьшения диаметра по длине, называется ТОЧЕНИЕМ КОНУСА.
- Используется для наклонения металлической поверхности под углом на фиксированную длину.
- Это делается путем фиксации составного суппорта под заданным углом.
Накатка:
- Процесс, который используется для придания прямых угловых линий и изогнутых линий заготовке, называется НАТЯЖЕНИЕМ.
- Используется для создания различных рисунков на заготовке фиксированной длины.
- Это делается путем касания инструмента для накатки (с двумя противоположными роликами) для обработки детали на низкой скорости.
Резьба:
- Процесс, который используется для создания резьбы, называется РЕЗЬБОЙ.
- Используется для нарезания резьбы необходимой длины и глубины на заготовке.
- Это делается путем фиксации инструмента перпендикулярно оси заготовки и автоматической подачи на низкой скорости.
Расточка:
- Процесс, при котором материал удаляется изнутри заготовки, называется СВЕРЛЕНИЕМ.
- Используется для увеличения внутреннего диаметра отверстия.
- Это делается с помощью инструмента, называемого расточной оправкой, вдоль оси заготовки.
Бурение:
- Процесс, который используется для проделывания цилиндрического отверстия в заготовке, называется СВЕРЛЕНИЕМ.
- Это делается с помощью сверла, закрепленного на задней бабке и вращающегося против вращения заготовки.
Развертывание:
- Процесс, который используется для чистовой обработки уже просверленных отверстий в заготовке, называется РАЗВЕРТЫВАНИЕМ.