Нарезать резьбу не сложно, если знать таблицу по подбору метчиков
Для соединения изделий между собой используют разные способы:
- сварка;
- склеивание;
- клёпка;
- болтовое;
- винтовое;
- шпилькой.
Если детали соединять болтом с гайкой – требуется дополнительное место. К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.
В таком случае применяют винтовое соединение.
Для вкручивания винта требуется нарезать резьбу метчиком. Инструмент представляет собой стальной стержень, состоящий из рабочей части и хвостовика и предназначен для нарезания внутренней резьбы. Рабочая зона имеет слабовыраженную коническую форму. На ней нанесены зубцы, последовательно повторяющие форму резьбы. Для отвода опилок и стружки предусмотрены канавки.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные).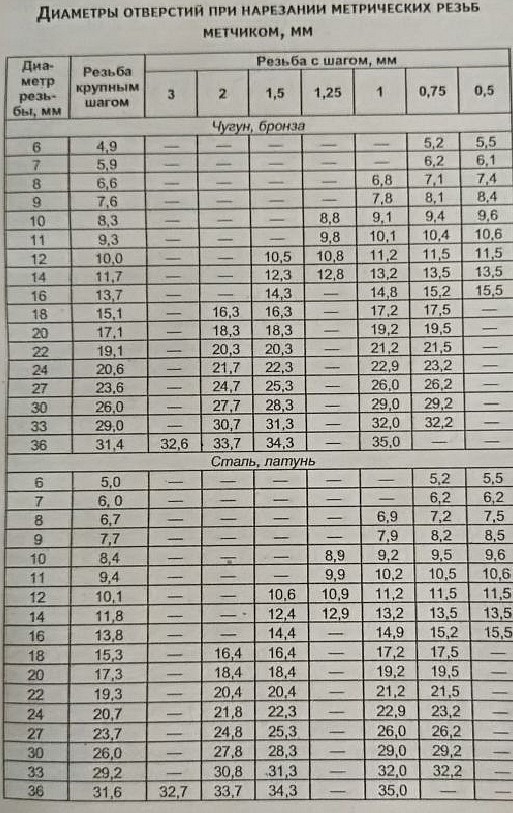
Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные.
Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
Машинные.
Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные.
На укороченном хвостовике имеются лыски квадратной структуры.
Спецификация по типу отверстия
Для сквозных отверстий.
У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий.
Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия. Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка.
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке.
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Как правильно, и без потерь инструмента нарезать резьбу вручную
- Подготовка отверстия. Подбираем сверло в соответствии с таблицей, и аккуратно делаем отверстие.
ВАЖНО! Сверло должно быть острым. В противном случае металл в отверстии будет «отпущен» от температурного воздействия, и резьба получится не такой прочной.
Сверлить лучше на станке. Вход отверстия желательно зенковать. Это облегчит как нарезку, так и последующую закрутку винта.
При изготовлении глухого резьбового соединения – замерьте длину нерабочей части метчика, умножьте эту величину на 2, и добавьте к глубине отверстия. Каким бы подготовленным для таких отверстий не был метчик – нарезать резьбу до самого донышка отверстия не получится;
- Процесс нарезки. При работе руками торопливость ни к чему. Именно поэтому ручная нарезка предполагает комплектные наборы.
 Не следует для ускорения процесса начинать сразу со следующего номера.
Не следует для ускорения процесса начинать сразу со следующего номера.В противном случае резьба получится грубой, с задирами. Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Размеры метчиков также разработаны не для экспериментов. Если у вас винт М5, то и на метчике должна быть такая же маркировка. Никаких половинчатых значений не бывает, это все проделки китайских гаражных производителей.
ВАЖНО! Мнение о том, что некая резьба М4,5 будет крепче держать шпильку М5 – ошибочно в принципе.
Тем более что в технических стандартах такого размера резьбы не существует.
Держатель метчика следует крепко взять за обе рукоятки, и прилагать к ним равные усилия. Золотое правило нарезки: +360 градусов, – 180 градусов.
Это означает, что на один полный оборот по ходу резьбы, делается пол оборота назад, для скола и удаления стружки. Пусть вас не обманывает ощущение, что метчик так легко идет.
Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями; - Очистка и проверка. Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.
 Не следует для ускорения процесса начинать сразу со следующего номера.
Не следует для ускорения процесса начинать сразу со следующего номера. Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями;
Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями;Глухие – сначала чистятся жесткой кистью, затем продуваются сжатым воздухом.
После чего в отверстие вкручивается винт, и проверяется качество резьбы. Закручивание должно происходить легко, без усилий. Фиксация винтового соединения при помощи «кривой» резьбы недопустима.
Если что-то пошло не так, или что делать со сломанным метчиком
При неправильной организации работы метчик может сломаться. Причины, приводящие к поломке:
- перекос инструмента;
- несоответствие диаметра отверстия;
- слишком высокая скорость нарезки;
- пренебрежение правилом +360 градусов, -180 градусов.
Если вы не знаете какое предварительное отверстие необходимо сделать в металле чтобы нарезать резьбу и не сломать метчик, скачайте ГОСТ 19257-73, называется он «Отверстия под нарезание метрической резьбы».
Как выкрутить сломанный метчик
Способов на самом деле немного.
- Экстрактор. Классические экстракторы для сломанных болтов и шпилек тут не помогут.
Высверлить отверстие в метчике практически невозможно, по причине его исключительной твердости. Необходимо специальное устройство.
Специальные направляющие заводятся в пазы застрявшего метчика, прижимаются втулкой к стержню, и метчик выкручивается обычным ключом;
- Точечная сварка. К метчику приваривается Г-образный стальной стержень. После прихватывания наконечник легко выкручивается;
- Вытравливание кислотными составами. Если метчик сломался в цветном металле – можно вытравить его кислотой. Применение соляной или серной кислот опасно для здоровья, поэтому необходимо использовать лимонную или щавелевую. В отверстие заливается раствор, и производится нагрев. Метчик интенсивно корродирует, и через какое-то время его можно извлечь.
А в заключение видео информация по нарезанию внутренней резьбы метчиком.
About sposport
View all posts by sposport
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 806 Размеры отверстий под метрическую резьбу с крупным и мелким шагом (M, MF) для нарезания метчиками общего применения Справочная таблица | 807 Диаметр отверстия под накатку метрической резьбы с крупным и мелким шагом (M, MF) Размер сверла под унифицированную дюймовую резьбу (UNC, UNF) | 1603 Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1.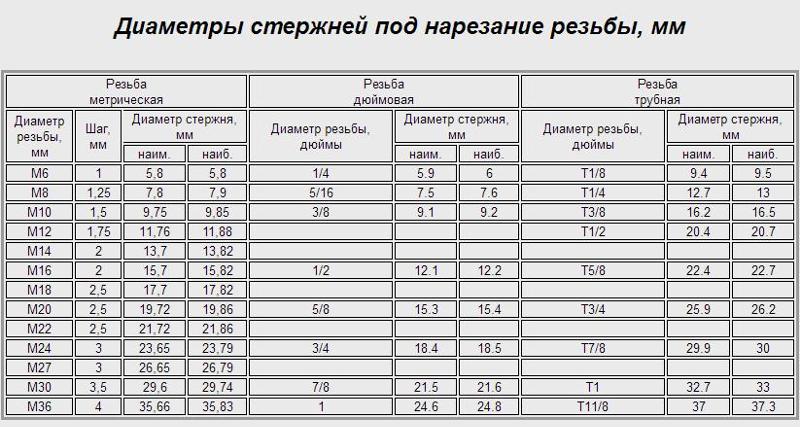 1 MJ-резьба UNJC-резьба UNJF-р 1 MJ-резьба UNJC-резьба UNJF-р | 1604 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 | 1605 Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин. диам | 1606 Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G |
| 76 Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента | 77 Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица | 78 Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) | 79 Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров | 785 Диаметр отверстия под резьбу Особенности при применении сверл CoroDrill Delta-C Более точные по сравнению со свёрлами из быстрорежущей стали (HSS) | 786 Диаметр отверстия под дюймовые и метрические резьбы ISO Сверла CoroDrill Delta-C Нарезание и накатывание резьбы метчиком Резьбофрезерование |
См. | |||||
Устройство метчика / Thread taps for metal | Нарезание резьбы метчиками / Tapping | ||||
Резьбонарезные патроны для метчиков / Tapping chucks | Метчик для накатки резьбы / Cold forming roll taps | ||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Типы резьб / Thread types and applications | ||||
Технология сверления металла / Drill a hole in metal | Сверла Конструкция / Parts of a drill | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
76 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента _ Макс. Внутренний Сверло Сверло Шаг Диам. Диам. Диам. M mm Дюйм 1.6 0.35 1.321 1.25 3/64 1.8 0.35 1.521 1.45 54 2 0.4 1.679 1.6 1/16 2.2 0.45 1.833 1.75 50 2.5 0.45 2.138 2.05 46 3 0.5 2.599 2.5 40 3.5 0.6 3.010 2.9 33 4 0.7 3.422 3.3 30 4.5 0.75 3.878 3.8 27 5 0.8 4.334 4.2 19 6 1 5.153 5 9 7 1 6.153 6 15/64 8 1.25 6.912 6.8 H 9 1.25 7.912 7.8 5/16 10 1.5 8.676 8.5 Q 11 1.5 9.676 9.5 3/8 12 1.75 10.441 10.3 Y 14 2 12.210 12 15/32 16 2 14.210 14 35/64 18 2.5 15.744 15.5 39/64 20 2.5 17.744 17.5 11/16 22 2.5 19.744 19.5 49/64 24 3 21.252 21 53/64 27 3 24.252 24 61/64 30 3.5 26.771 26.5 1.3/64 33 3.5 29.771 29.5 1. | |||||
| | |||||
| | |||||
77 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.77 | |||||
Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица _ Сверло Внутренний Диам. | |||||
| | |||||
| | |||||
78 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.78 | |||||
Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) _ Цилиндрическая американская трубная резьба “DRYSEAL” Коническая трубная резьба Whitworth МЕТЧИК Min Макс. | |||||
| | |||||
| | |||||
79 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров _ с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. M mm Дюйм 2 1.679 1.8 2.5 2.138 2.3 3 2.599 2.8 35 3.5 3.010 3.2 30 4 3.422 3.7 5 4.334 4.6 14 6 5.153 5.5 7/32 8 6.912 7.4 10 8.676 9.3 12 10.441 11.2 7/16 14 12.210 13.0 16 14.210 15.0 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) 65 в формуле стоит для желаемой высоты резьбы в % Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Внутренний Диам. Диам. MF mm 4×0.50 3.599 3.8 5×0.50 4.599 4.8 6×0.75 5.378 5.7 8×0.75 7.378 7.7 8×1.00 7.158 7.5 10×1.00 9.153 9.5 10×1.25 8.912 9.4 12×1.00 11.153 11. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 867 Рекомендуемые диаметры сверл под метрическую резьбу Recommended tap drill sizes Metric ISO threads | 868 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF Диаметр сверла для трубной резьбы Whitworth pipe threads | 1076 Размер сверла под метрическую резьбу с основным и мелким шагом Справочная таблица Стандартное обозначение резьбы Диаметр сверлильного инструмента | 1652 Drill diameters for prepared holes Metric Coarse and Fine Screw Thread Справочная таблица значений диаметра предварительного отверстия под нарезани | ||
| 767 Размер сверла для отверстий под унифицированную американскую резьбу UNC и UNF нарезаемую метчиками Метрическая и дюймовая системы | 768 Основные диаметры отверстий под метрическую резьбу с крупным и мелким шагом для нарезки метчиками Размеры в метрической и дюймовой системах измерения | 769 Таблица размеров сверл для отверстий под резьбу Резьбонарезание метчиком Крупный и мелкий шаг стандартной метрической резьбы 65 70 75 процентов | 770 Таблица диаметров отверстий под накатку метчиками раскатниками дюймовой унифицированной резьбы (UNC UNF) с основным и мелким шагом | 771 Таблица диаметров под накатку бесстружечными метчиками стандартной метрической резьбы (M MF) с основным и мелким шагом | 772 Таблица размеров сверл для отверстий под трубную резьбу NPT NPTF NPSM NPSC NPSF Предварительное отверстие обработано без развертки и с разверткой |
| 352 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк | 353 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 2 Трубная резьба Витворта по DIN ISO 228/1 Резьба В | 354 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 3 Американская унифицированная крупная резьба по AS | 355 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 4 Трубная резьба по DIN 40 430 Pg Число ниток Наруж | 356 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелка | 357 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 2 Трубная резьба Витворта по DIN ISO 228/1 G Число н |
| 1352 Диаметр отверстия под нарезание резьбы метчиком Справочные таблицы Метрическая резьба ISO M Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 D Di 0 P мм | 1353 Диаметр сверла для резьбовых отверстий Справочные таблицы рекомендованных значений Метрическая резьба ISO MF Метрическая мелкая резьба ISO DIN 13 и DIN ISO 96 | 1354 Диаметры отверстий под резьбу Метрическая резьба ISO 60° Крупная резьба по ASME B1. 15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 | 1355 Значения диаметра отверстия под внутреннюю резьбу для резьбовых проволочных вставок Прочие виды P Dil D EG UNC Унифицированная крупная резьба для резьбовых вс | 1356 Диаметры отверстий под резьбу Техническая информация Американская резьба 60 Крупная резьба по ASMEСверхмелкая резьба по ASME B1.1 D Dl 0 мм 0 P Gg/1 мин мм 2B | 1357 Диаметр отверстия для нарезания резьбы метчиком Американская трубная резьба ti min. D NPT Американская стандартная трубная резьба по ASME B1.20.1 конус 1:16 N |
| 1358 Диаметры отверстий под резьбу Трубная резьба Дюймовая резьба Whitworth Трубная резьба по DIN EN ISO 228 BSW Дюймовая резьба по BS 84 D Di D Di 0 P Gg/1 мин мм | 1359 Диаметры отверстий под резьбу Резьбонарезание Дюймовая резьба Whitworth BA Британская стандартная резьба по BS 949, Part 2 Rc Коническая трубная резьба, конус | 1360 Диаметры отверстий под резьбу Накатывание резьбы Справочные таблицы значений Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 Метрическая мелкая резьба I | 1361 Диаметры отверстий под резьбу Накатывание резьбы Метрическая крупная резьба ISO EG по DIN 8140 А Дюймовая резьба BSW по BS 84 Сверхмелкая резьба UNEF по ASME | ||
| 358 Диаметры отверстий под резьбу для болтов Диаметр отверстия под резьбу всегда должен быть меньше, чем наружный диаметр резьбы на плашке Пла | 359 Диаметры отверстия под резьбу для болтов Американская крупная резьба в соответствии с ASME B1 1 Американская мелкая резьба в соответствии | 360 Диаметры отверстия под резьбу для болтов Трубная резьба G в соответствии с DIN EN ISO 228 G Шаг P Предварительный диаметр d мм 0 при токар | 1320 Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж Номинальный размер резьбы | 963 Таблица выбора диаметра сверла под нарезаемую резьбу Метрическая резьба с основным шагом Метрическая резьба с мелким шагом Обозначение резьбы Диаметр сверлильно |
| 279 Рекомендуемые диаметры предварительно обработанных отверстий под нарезание стандартной метрической резьбы (DIN 13) метчиком Справочные таблицы для резьбового режущег | 280 Справочная таблица значений диаметров предварительно обработанных отверстий под нарезку метчиками стандартной мелкой метрической резьбы MF DIN 13 Металлорежущий инст | 281 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF ASME B1 1 G DIN-ISO 228 Справочная таблица от шведского производителя металлорежущего инструме | 282 Рекомендуемые диаметры предварительно обработанных отверстий для нарезания метчиками американской цилиндрической и конической трубной резьбы NPT ASME B1 20 1 Cone 1 | 283 Таблица значений диаметров отверстий под бесстружечные метчики (раскатники) Метрическая стандартная резьба с основным и мелким шагом DIN 13 мм дюйм TDZ TP PHD PHD M | 284 Рекомендуемые значения диаметров просверленных отверстий под бесстружечные метчики (раскатники) Дюймовая американская унифицированная резьба с основным и мелким шаго |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
926 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии _ Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Фрезерование Инструментальная оснастка Walter | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | |||||
 также / See also :
также / See also : 76
76 5/32 36 4 32.270 32 1.1/4 39 4 35.270 35 1.3/8 42 4.2 37.799 37.5 45 4.5 40.799 40.5 48 5 43.297 43 52 5 47.297 47 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) РЕКОМЕНДУЕМЫЕ ДИАМЕТРЫ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ СЕРИЙ ADX И CDX В таблицах приведены диаметры для обычных стандартных сверл. При сверлении современными сверлами, такими как Dormer ADX и CDX, получается отверстие меньшего диаметра и более точной формы, поэтому для предотвращения поломки метчика следует использовать сверло большего диаметра. См. маленькую таблицу справа. Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Сверло МЕТЧИК Макс. Сверло Внутренний Внутренний Диам. Диам. Диам. Диам. Диам. MF mm Дюйм MF mm 3×0.35 2.721 2.65 37 25X1 24.153 24 3.5×0.35 3.221 3.2 1/8 25X1.5 23.676 23.5 4×0.5 3.599 3.5 29 25×2 23.210 23 5×0.5 4.599 4.5 16 26×1.5 24.676 24.5 5.5×0.50 5.099 5 9 27×1.5 25.676 25.5 6×0.75 5.378 5.3 5 27×2 25.210 25 7×0.75 6.378 6.3 D 28×1.5 26.676 26.5 8×0.75 7.378 7.
5/32 36 4 32.270 32 1.1/4 39 4 35.270 35 1.3/8 42 4.2 37.799 37.5 45 4.5 40.799 40.5 48 5 43.297 43 52 5 47.297 47 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) РЕКОМЕНДУЕМЫЕ ДИАМЕТРЫ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ СЕРИЙ ADX И CDX В таблицах приведены диаметры для обычных стандартных сверл. При сверлении современными сверлами, такими как Dormer ADX и CDX, получается отверстие меньшего диаметра и более точной формы, поэтому для предотвращения поломки метчика следует использовать сверло большего диаметра. См. маленькую таблицу справа. Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Сверло МЕТЧИК Макс. Сверло Внутренний Внутренний Диам. Диам. Диам. Диам. Диам. MF mm Дюйм MF mm 3×0.35 2.721 2.65 37 25X1 24.153 24 3.5×0.35 3.221 3.2 1/8 25X1.5 23.676 23.5 4×0.5 3.599 3.5 29 25×2 23.210 23 5×0.5 4.599 4.5 16 26×1.5 24.676 24.5 5.5×0.50 5.099 5 9 27×1.5 25.676 25.5 6×0.75 5.378 5.3 5 27×2 25.210 25 7×0.75 6.378 6.3 D 28×1.5 26.676 26.5 8×0.75 7.378 7. 3 9/32 28×2 26.210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.
3 9/32 28×2 26.210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1. 5 22.676 22.5 7/8 24X2 22.210 22 55/64 Метрическая резьба с крупным шагом согл. ISO для сверл ADX/CDX МЕТЧИК Сверло МЕТЧИК Сверло Шаг Диам. Шаг Диам. M mm M mm 4 0.70 3.40 10 1.50 8.70 5 0.80 4.30 12 1.75 10.40 6 1.00 5.10 14 2.00 12.25 8 1.25 6.90 16 2.00 14.25 76 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Диаметр сверла может быть рассчитан из: D = D – P Метрическая резьба с крупным шагом согл. ISO МЕТЧИК
5 22.676 22.5 7/8 24X2 22.210 22 55/64 Метрическая резьба с крупным шагом согл. ISO для сверл ADX/CDX МЕТЧИК Сверло МЕТЧИК Сверло Шаг Диам. Шаг Диам. M mm M mm 4 0.70 3.40 10 1.50 8.70 5 0.80 4.30 12 1.75 10.40 6 1.00 5.10 14 2.00 12.25 8 1.25 6.90 16 2.00 14.25 76 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Диаметр сверла может быть рассчитан из: D = D – P Метрическая резьба с крупным шагом согл. ISO МЕТЧИК Диам. Диам. UNC mm Дюйм nr 2-56 1.872 1.85 50 nr 3-48 2.146 2.1 47 nr 4-40 2.385 2.35 43 nr 5-40 2.697 2.65 38 nr 6-32 2.896 2.85 36 nr 8-32 3.513 3.5 29 nr 10-24 3.962 3.9 25 nr 12-24 4.597 4.5 16 1/4-20 5.268 5.1 7 5/16-18 6.734 6.6 F 3/8-16 8.164 8 5/16 7/16-14 9.550 9.4 U 1/2-13 11.013 10.8 27/64 9/16-12 12.456 12.2 31/64 5/8-11 13.868 13.5 17/32 3/4-10 16.833 16.5 21/32 7/8-9 19.748 19.5 49/64 1-8 22.598 22.25 7/8 1.1/8-7 25.349 25 63/64 1.1/4-7 28.524 28 1.7/64 1.3/8-6 31.120 30.75 1.7/32 1.1/2-6 34.295 34 1.11/32 1.3/4-5 39.814 39.5 1.9/16 2-41/2 45.595 45 1.25/32 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 2-64 1.913 1.9 50 nr 3-56 2.197 2.15 45 nr 4-48 2.459 2.4 42 nr 5-44 2.741 2.7 37 nr 6-40 3.023 2.95 33 nr 8-36 3.607 3.5 29 nr 10-32 4.166 4.1 21 nr 12-28 4.724 4.7 14 1/4-28 5.580 5.5 3 5/16-24 7.038 6.9 I 3/8-24 8.626 8.5 Q 7/16-20 10.030 9.9 25/64 1/2-20 11.618 11.5 29/64 9/16-18 13.084 12.9 33/64 5/8-18 14.
Диам. Диам. UNC mm Дюйм nr 2-56 1.872 1.85 50 nr 3-48 2.146 2.1 47 nr 4-40 2.385 2.35 43 nr 5-40 2.697 2.65 38 nr 6-32 2.896 2.85 36 nr 8-32 3.513 3.5 29 nr 10-24 3.962 3.9 25 nr 12-24 4.597 4.5 16 1/4-20 5.268 5.1 7 5/16-18 6.734 6.6 F 3/8-16 8.164 8 5/16 7/16-14 9.550 9.4 U 1/2-13 11.013 10.8 27/64 9/16-12 12.456 12.2 31/64 5/8-11 13.868 13.5 17/32 3/4-10 16.833 16.5 21/32 7/8-9 19.748 19.5 49/64 1-8 22.598 22.25 7/8 1.1/8-7 25.349 25 63/64 1.1/4-7 28.524 28 1.7/64 1.3/8-6 31.120 30.75 1.7/32 1.1/2-6 34.295 34 1.11/32 1.3/4-5 39.814 39.5 1.9/16 2-41/2 45.595 45 1.25/32 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 2-64 1.913 1.9 50 nr 3-56 2.197 2.15 45 nr 4-48 2.459 2.4 42 nr 5-44 2.741 2.7 37 nr 6-40 3.023 2.95 33 nr 8-36 3.607 3.5 29 nr 10-32 4.166 4.1 21 nr 12-28 4.724 4.7 14 1/4-28 5.580 5.5 3 5/16-24 7.038 6.9 I 3/8-24 8.626 8.5 Q 7/16-20 10.030 9.9 25/64 1/2-20 11.618 11.5 29/64 9/16-18 13.084 12.9 33/64 5/8-18 14. 671 14.5 37/64 3/4-16 17.689 17.5 11/16 7/8-14 20.663 20.4 13/16 1-12 23.569 23.25 59/64 1.1/8-12 26.744 26.5 1.3/64 1.1/4-12 29.919 29.5 1.11/64 1.3/8-12 33.094 32.75 1.19/64 1.1/2-12 36.269 36 1.27/64 Резьба Whitworth с крупным шагом МЕТЧИК BSW Number of t.p.i. Макс. Внутренний Диам. mm Сверло Диам. mm 3/32 48 1.910 1.85 1/8 40 2.590 2.55 5/32 32 3.211 3.2 3/16 24 3.744 3.7 7/32 24 4.538 4.5 1/4 20 5.224 5.1 5/16 18 6.661 6.5 3/8 16 8.052 7.9 7/16 14 9.379 9.2 1/2 12 10.610 10.5 9/16 12 12.176 12 5/8 11 13.598 13.5 3/4 10 16.538 16.5 7/8 9 19.411 19.25 1 8 22.185 22 1.1/8 7 24.879 24.75 1.1/4 7 28.054 28 1.3/8 6 30.555 30.5 1.1/2 6 33.730 33.5 1.5/8 5 35.921 35.5 1.3/4 5 39.098 39 1.7/8 4.1/2 41.648 41.5 2 4.1/2 44.823 44.5 Цилиндрическая трубная резьба Whitworth МЕТЧИК Number Макс. Внутренний Сверл of Диам. Диам. G t.p.i. mm 1/8 28 8.848 8.8 1/4 19 11.890 11.8 3/8 19 15.395 15.25 1/2 14 19.172 19 5/8 14 21.128 21 3/4 14 24.658 24.5 7/8 14 28.418 28.25 1 11 30.931 30.75 1.1/4 11 39.592 39.
671 14.5 37/64 3/4-16 17.689 17.5 11/16 7/8-14 20.663 20.4 13/16 1-12 23.569 23.25 59/64 1.1/8-12 26.744 26.5 1.3/64 1.1/4-12 29.919 29.5 1.11/64 1.3/8-12 33.094 32.75 1.19/64 1.1/2-12 36.269 36 1.27/64 Резьба Whitworth с крупным шагом МЕТЧИК BSW Number of t.p.i. Макс. Внутренний Диам. mm Сверло Диам. mm 3/32 48 1.910 1.85 1/8 40 2.590 2.55 5/32 32 3.211 3.2 3/16 24 3.744 3.7 7/32 24 4.538 4.5 1/4 20 5.224 5.1 5/16 18 6.661 6.5 3/8 16 8.052 7.9 7/16 14 9.379 9.2 1/2 12 10.610 10.5 9/16 12 12.176 12 5/8 11 13.598 13.5 3/4 10 16.538 16.5 7/8 9 19.411 19.25 1 8 22.185 22 1.1/8 7 24.879 24.75 1.1/4 7 28.054 28 1.3/8 6 30.555 30.5 1.1/2 6 33.730 33.5 1.5/8 5 35.921 35.5 1.3/4 5 39.098 39 1.7/8 4.1/2 41.648 41.5 2 4.1/2 44.823 44.5 Цилиндрическая трубная резьба Whitworth МЕТЧИК Number Макс. Внутренний Сверл of Диам. Диам. G t.p.i. mm 1/8 28 8.848 8.8 1/4 19 11.890 11.8 3/8 19 15.395 15.25 1/2 14 19.172 19 5/8 14 21.128 21 3/4 14 24.658 24.5 7/8 14 28.418 28.25 1 11 30.931 30.75 1.1/4 11 39.592 39.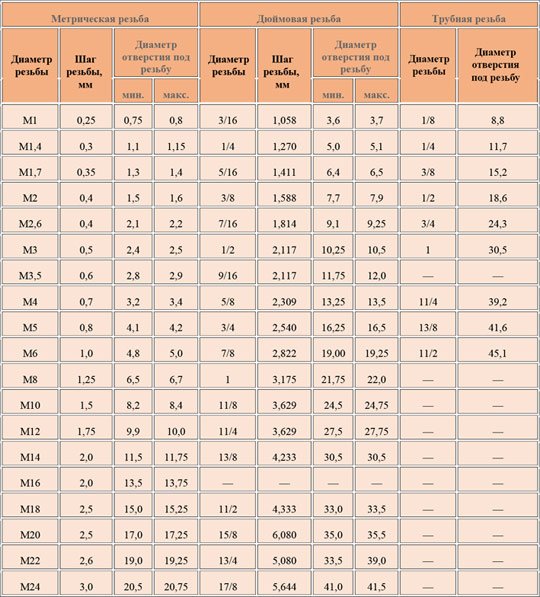 Rec. Rec. МЕТЧИК Min Recommended МЕТЧИК DRILL Внутренний Внутренний Drill Drill Внутренний Drill Number Диам. Диам. Диам . Диам. Диам. Диам. of Диам. NPSM mm Дюйм NPSF mm Rc t.p.i. mm 1/8”-27 9.039 9.246 9.10 23/64 1/8”-27 8.651 8.70 1/8 28 8.4 1/4”-18 11.887 12.217 12.00 15/32 1/4”-18 11.232 11.30 1/4 19 11.2 8 /8” 3/ 15.316 15.545 15.50 39/64 8 /8” 3/ 14.671 14.75 3/8 19 14.75 1/2”-14 18.974 19.279 19.00 3/4 1/2”-14 18.118 18.25 1/2 14 18.25 14 /4” 3 24.333 24.638 24.50 31/32 3/4”-14 23.465 23.50 5/8 14 20.25 1’-11.1/2 30.506 303.759 30.50 1.13/64 1”-11.1/2” 29.464 29.50 3/4 14 23.75 1.1/4”-.11.1/2 39.268 39.497 39.50 1. 9/16 7/8 14 27.5 1.1/2”-.11.1/2 45.339 45.568 45.50 1.51/64 1 11 30 2”-11.1/2 57.379 57.607 57.50 2. 1/4 1.1/8 11 34.5 2.1/2”-8 68.783 69.266 69.00 2.23/32 1.1/4 11 38.5 3”-8 84.684 85.166 85.00 3.3/8 1.3/8 11 41 1.1/2 11 44.5 1.3/4 11 50 2 11 56 2.1/4 11 62 2.1/2 11 71.5 2.3/4 11 78 3 11 84 Коническая американская трубная резьба метчик Сверло Сверло Number of Диам. Диам.
Rec. Rec. МЕТЧИК Min Recommended МЕТЧИК DRILL Внутренний Внутренний Drill Drill Внутренний Drill Number Диам. Диам. Диам . Диам. Диам. Диам. of Диам. NPSM mm Дюйм NPSF mm Rc t.p.i. mm 1/8”-27 9.039 9.246 9.10 23/64 1/8”-27 8.651 8.70 1/8 28 8.4 1/4”-18 11.887 12.217 12.00 15/32 1/4”-18 11.232 11.30 1/4 19 11.2 8 /8” 3/ 15.316 15.545 15.50 39/64 8 /8” 3/ 14.671 14.75 3/8 19 14.75 1/2”-14 18.974 19.279 19.00 3/4 1/2”-14 18.118 18.25 1/2 14 18.25 14 /4” 3 24.333 24.638 24.50 31/32 3/4”-14 23.465 23.50 5/8 14 20.25 1’-11.1/2 30.506 303.759 30.50 1.13/64 1”-11.1/2” 29.464 29.50 3/4 14 23.75 1.1/4”-.11.1/2 39.268 39.497 39.50 1. 9/16 7/8 14 27.5 1.1/2”-.11.1/2 45.339 45.568 45.50 1.51/64 1 11 30 2”-11.1/2 57.379 57.607 57.50 2. 1/4 1.1/8 11 34.5 2.1/2”-8 68.783 69.266 69.00 2.23/32 1.1/4 11 38.5 3”-8 84.684 85.166 85.00 3.3/8 1.3/8 11 41 1.1/2 11 44.5 1.3/4 11 50 2 11 56 2.1/4 11 62 2.1/2 11 71.5 2.3/4 11 78 3 11 84 Коническая американская трубная резьба метчик Сверло Сверло Number of Диам. Диам.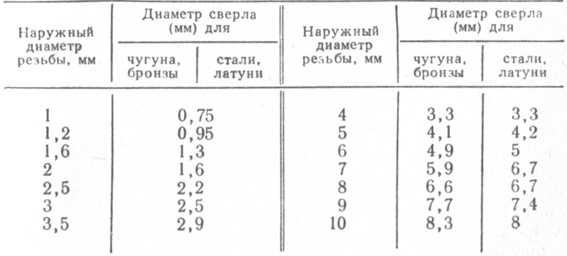 NPT t.p.i. mm Дюйм 1/16 27 6.3 D 1/8 27 8.5 R 1/4 18 11 7/16 3/8 18 14.5 37/64 1/2 14 18 23/32 3/4 14 23 59/64 1 14 29 1.5/32 1.1/4 11.1/2 38 1.1/2 1.1/2 11.1/2 44 1.47/64 2 11.1/2 56 2.7/32 2.1/2 8 67 2.5/8 3 8 83 3.1/4 Коническая американская трубная резьба “DRYSEAL” метчик Сверло Number of Диам. NPTF t.p.i. mm 1/8 27 8.4 1/4 18 10.9 3/8 18 14.25 1/2 14 17.75 3/4 14 23 1 11.1/2 29 1.1/4 11.1/2 37.75 1.1/2 11.1/2 43.75 2 11.1/2 55.75 2.1/2 8 66.5 3 8 82.5 Трубная резьба ARMOUR PG 7 9 11 13.5 16 21 29 36 42 48 Макс. Сверло Number Внутренний of Диам. Диам. t.p.i. mm 20 11.45 11.4 18 14.01 13.9 18 17.41 17.25 18 19.21 19 18 21.31 21.25 16 27.03 27 16 35.73 35.5 16 45.73 45.5 16 52.73 52.5 16 58.03 58 МЕТЧИК 78 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Коническая американская трубная (NPT)
NPT t.p.i. mm Дюйм 1/16 27 6.3 D 1/8 27 8.5 R 1/4 18 11 7/16 3/8 18 14.5 37/64 1/2 14 18 23/32 3/4 14 23 59/64 1 14 29 1.5/32 1.1/4 11.1/2 38 1.1/2 1.1/2 11.1/2 44 1.47/64 2 11.1/2 56 2.7/32 2.1/2 8 67 2.5/8 3 8 83 3.1/4 Коническая американская трубная резьба “DRYSEAL” метчик Сверло Number of Диам. NPTF t.p.i. mm 1/8 27 8.4 1/4 18 10.9 3/8 18 14.25 1/2 14 17.75 3/4 14 23 1 11.1/2 29 1.1/4 11.1/2 37.75 1.1/2 11.1/2 43.75 2 11.1/2 55.75 2.1/2 8 66.5 3 8 82.5 Трубная резьба ARMOUR PG 7 9 11 13.5 16 21 29 36 42 48 Макс. Сверло Number Внутренний of Диам. Диам. t.p.i. mm 20 11.45 11.4 18 14.01 13.9 18 17.41 17.25 18 19.21 19 18 21.31 21.25 16 27.03 27 16 35.73 35.5 16 45.73 45.5 16 52.73 52.5 16 58.03 58 МЕТЧИК 78 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Коническая американская трубная (NPT) 79
79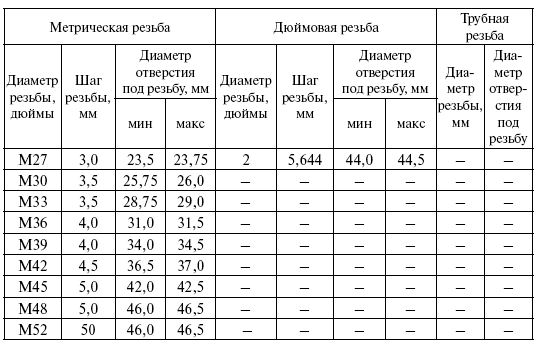 5 12×1.25 10.9912 11.4 12×1.50 10.676 11.3 14×1.00 13.153 13.5 14×1.25 12.912 13.4 14×1.50 12.676 13.3 16×1.00 15.153 15.5 16×1.50 14.676 15.25 Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNC mm Дюйм nr 1-64 1.582 1.7 51 nr 2-56 1.872 2 47 nr 3-48 2.148 2.3 nr 4-40 2.385 2.6 39 nr 5-40 2.697 2.9 33 nr 6-32 2.896 3.2 1/8 nr 8-32 3.513 3.8 25 nr 10-24 3.962 4.4 11/64 nr 12-24 4.597 5 9 1/4-20 5.268 5.8 5/16-18 6.734 7.3 3/8-16 8.164 8.8 11/32 7/16-14 9.550 10.3 Y 1/2-13 11.013 11.9 .463 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 1-72 1.613 1.7 51 nr 2-64 1.913 2.0 nr 3-56 2.197 2.3 nr 4-48 2.459 2.6 37 nr 5-44 2.741 2.9 33 nr 6-10 3.023 3.2 1/8 nr 8-36 3.607 3.9 24 nr 10-32 4.166 4.5 16 nr 12-28 4.724 5.1 7 1/4-28 5.588 6 A 5/16-24 7.038 7.5 .293 3/8-24 8.626 9.1 7/16-20 10.030 10.6 Z 1/2-20 11.618 12.1 .476 79 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД РАСКАТЫВАНИЕ РЕЗЬБЫ СПРАВОЧНЫЕ ТАБЛИЦЫ Диаметр сверла может быть рассчитан из: D = D – 0,0068 P 65
5 12×1.25 10.9912 11.4 12×1.50 10.676 11.3 14×1.00 13.153 13.5 14×1.25 12.912 13.4 14×1.50 12.676 13.3 16×1.00 15.153 15.5 16×1.50 14.676 15.25 Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNC mm Дюйм nr 1-64 1.582 1.7 51 nr 2-56 1.872 2 47 nr 3-48 2.148 2.3 nr 4-40 2.385 2.6 39 nr 5-40 2.697 2.9 33 nr 6-32 2.896 3.2 1/8 nr 8-32 3.513 3.8 25 nr 10-24 3.962 4.4 11/64 nr 12-24 4.597 5 9 1/4-20 5.268 5.8 5/16-18 6.734 7.3 3/8-16 8.164 8.8 11/32 7/16-14 9.550 10.3 Y 1/2-13 11.013 11.9 .463 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 1-72 1.613 1.7 51 nr 2-64 1.913 2.0 nr 3-56 2.197 2.3 nr 4-48 2.459 2.6 37 nr 5-44 2.741 2.9 33 nr 6-10 3.023 3.2 1/8 nr 8-36 3.607 3.9 24 nr 10-32 4.166 4.5 16 nr 12-28 4.724 5.1 7 1/4-28 5.588 6 A 5/16-24 7.038 7.5 .293 3/8-24 8.626 9.1 7/16-20 10.030 10.6 Z 1/2-20 11.618 12.1 .476 79 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД РАСКАТЫВАНИЕ РЕЗЬБЫ СПРАВОЧНЫЕ ТАБЛИЦЫ Диаметр сверла может быть рассчитан из: D = D – 0,0068 P 65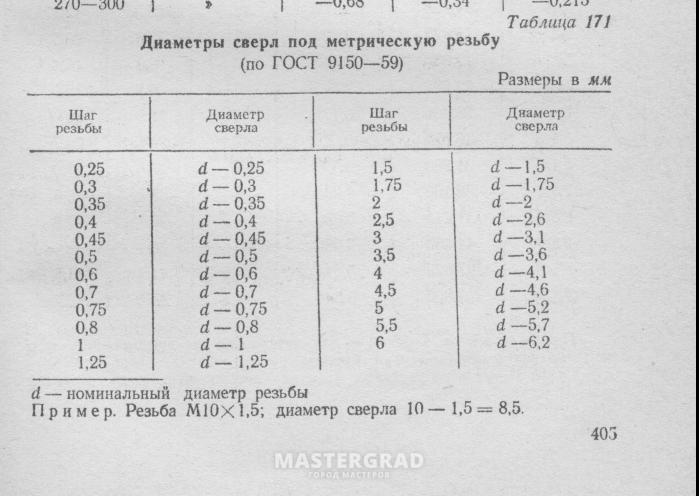
Как подобрать диаметр сверла под резьбу? Резьбовое соединение деталей – это часто применяемый способ соединения деталей разных видов. Различают два Вида по типу поверхности резьбы:
Инструменты применяемые для нарезания Резьбы на деталях это
Прежде, чем нарезать внутреннюю резьбу нужно сделать отверстие, правильно подобрав его диаметр. И сразу встает вопрос: «Как подобрать диаметр сверла под резьбу?» Ведь, если отверстие сделать большого размера, то резьба будет недостаточно глубокой и быстро скосится, если маленького, то сломается сам инструмент в процессе сверления Самый простой способ – это воспользоваться специальной Таблицей Диаметров сверл под резьбу, где указаны основные параметры: маркировка, Диаметр Резьбы, Шаг Резьбы, Диаметр сверла под резьбу Параметры, указанные в таблице, соответствуют ГОСТу: размеры отверстий для любого диаметра резьбы, с учетом шага резьбы и допусков. Если этой Таблицы сверл под резьбу нет в нужный момент под рукой, то можно воспользоваться простым методом, рассчитав диаметр отверстия по формуле: Из наружного диаметра резьбы вычесть шаг и в результате получается диаметр сверла. Как видно, рассчитать диаметр сверла под резьбу несложно. Можно воспользоваться готовой таблицей или использовать простую формулу для вычисления нужного диаметра. Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм Магазин инструментов «Инструмент-Уфа» предоставляет возможность купить в Уфе все необходимое оборудование и оснастку для нарезания резьбы в материалах любой твердости, выполнения различных металлорежущих и слесарных работ Таблица рекомендуемых диаметров отверстий под резьбу, мм
Изготавливаем и поставляем Все Инструменты для Металлообработки: сверла, метчики, плашки, фрезы, развертки, резцы, калибры, зенкеры зенковки, ролики протяжки, долбяки, цековки, оправкипресс-формы, оснастку, шестерни согласно ГОСТ и по чертежам заказчика В магазине продается профессиональный инструмент для токарей-фрезеровщиков представленные компанией ООО “АНГО”, а также инструменты от мировых ведущих производителей
Алфавитный каталог: Адаптеры, переходники и держатели для бит Алмазная и эльборовая паста, ГОИ Алмазные головки Алмазные карандаши, иглы, алмазы в оправе Алмазные круги Алмазные надфили Алмазные напильники Алмазные отрезные диски Алмазные сверла и коронки Биты двухсторонние Биты квадратные тип S Биты крестовые РZ Биты крестовые РН Биты шлицевые SL Бородки, высечки и кернеры Борфрезы твердосплавные Бруски ручные алмазные Бруски хонинговальные тип АБХ Бруски шлифовальные Буры твердосплавные Взрывобезопасный инструмент Воротки для метчиков и плашкодержатели Воротки и оснаcтка для торцевых головок Вставки к пробкам Втулки 7:24 MAS 403 BT / КМ Втулки 7:24 ГОСТ 25827 исп.
Таблица диаметра Сверл под Дюймовую резьбу
| ||||||||||||
 Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств
Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73
Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73 4
4 8
8 25
25 25
25 5
5 5
5 75
75 5
5 9
9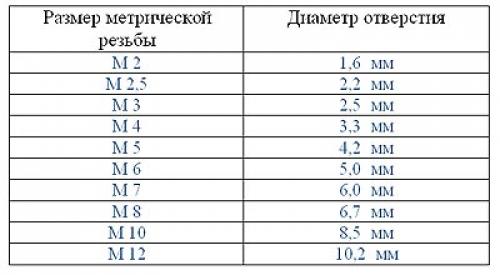 5
5 9
9 5
5 5
5 1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные – наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки – стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т.
1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные – наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки – стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т. 11) ЧЦ (т.6) Т (т.12) Круглогубцы Круглые неперетачиваемые пластины Кувалды Кусачки Лебёдки, тали и стропы Линейки Ломы, лопаты Малярный инструмент и принадлежности Манжеты (сальники) Металлорежущий инструмент уценённый Метчики гаечные Метчики гаечные ЛЕВЫЕ Метчики для трапецеидальной резьбы TR Метчики дюймовые BSW/BSF резьба Уитворта Метчики дюймовые UNC/UNF м/р Метчики дюймовые UNC/UNF ручные Метчики дюймовые для резьб G, Rc K Метчики дюймовые резьба G ручные ЛЕВЫЕ Метчики машинно-ручные Метчики машинно-ручные ЛЕВЫЕ Метчики машинно-ручные твёрдосплавные Метчики ручные Метчики ручные ЛЕВЫЕ Микрометры Молотки киянки Муфты кулисно-крестовые плавающие Наборы алмазного инструмента Наборы бит Наборы измерительного инструмента Наборы ключей Наборы концевых мер длины и поштучно Наборы метчиков и плашек Наборы напильников, надфилей и рашпилей Наборы отверток Наборы сверл и буров Наборы сверл уценённые Наборы свёрл по дереву Наборы слесарно-монтажного инструмента Наборы торцевых головок Наборы фрез Надфили Наковальни Напаиваемые пластины Напильники квадратные Напильники круглые Напильники плоские Напильники полукруглые Напильники ромбические Напильники трехгранные Напильники уценённые Ножи и лезвия Ножи к фрезам Ножницы для резки арматуры, кабеля, троса Ножницы по металлу Ножовки по металлу Нутромеры Оправки для насадных зенкеров и развёрток Оправки для насадных и торцовых фрез Оправки контрольные с хвостовиком Оправки контрольные центровые Оправки переходные для сверлильных патронов Оснастка для кольцевых корончатых сверл Оснастка к электроинструменту Оснастка уценённая Отвертки Параллелограмм неперетачиваемые пластины Патроны быстросменные с шариками Патроны резьбонарезные для метчиков Патроны сверлильные Патроны токарные и комплектующие Патроны фрезерные Патроны цанговые и цанги ER Патроны цанговые и цанги-втулки переходные Паяльное оборудование и принадлежности Пилки для электролобзиков Пилы дисковые по дереву Пилы и ножовки по дереву Пилы по металлу и сегменты Пластины разные Плашки для метрической резьбы Плашки для метрической резьбы ЛЕВЫЕ Плашки дюймовые BSW/BSF резьба Уитворта Плашки дюймовые UNC/UNF Плашки дюймовые для резьб G, R K Плиты поверочные и станины Плиты, призмы и блоки магнитные Плоскогубцы Пневмосверлильные машины Подшипники качения Подшипники корпусные Подшипники линейные (шариковые втулки) Подшипники шарнирные (Ш, ШС, ШМ и т.
11) ЧЦ (т.6) Т (т.12) Круглогубцы Круглые неперетачиваемые пластины Кувалды Кусачки Лебёдки, тали и стропы Линейки Ломы, лопаты Малярный инструмент и принадлежности Манжеты (сальники) Металлорежущий инструмент уценённый Метчики гаечные Метчики гаечные ЛЕВЫЕ Метчики для трапецеидальной резьбы TR Метчики дюймовые BSW/BSF резьба Уитворта Метчики дюймовые UNC/UNF м/р Метчики дюймовые UNC/UNF ручные Метчики дюймовые для резьб G, Rc K Метчики дюймовые резьба G ручные ЛЕВЫЕ Метчики машинно-ручные Метчики машинно-ручные ЛЕВЫЕ Метчики машинно-ручные твёрдосплавные Метчики ручные Метчики ручные ЛЕВЫЕ Микрометры Молотки киянки Муфты кулисно-крестовые плавающие Наборы алмазного инструмента Наборы бит Наборы измерительного инструмента Наборы ключей Наборы концевых мер длины и поштучно Наборы метчиков и плашек Наборы напильников, надфилей и рашпилей Наборы отверток Наборы сверл и буров Наборы сверл уценённые Наборы свёрл по дереву Наборы слесарно-монтажного инструмента Наборы торцевых головок Наборы фрез Надфили Наковальни Напаиваемые пластины Напильники квадратные Напильники круглые Напильники плоские Напильники полукруглые Напильники ромбические Напильники трехгранные Напильники уценённые Ножи и лезвия Ножи к фрезам Ножницы для резки арматуры, кабеля, троса Ножницы по металлу Ножовки по металлу Нутромеры Оправки для насадных зенкеров и развёрток Оправки для насадных и торцовых фрез Оправки контрольные с хвостовиком Оправки контрольные центровые Оправки переходные для сверлильных патронов Оснастка для кольцевых корончатых сверл Оснастка к электроинструменту Оснастка уценённая Отвертки Параллелограмм неперетачиваемые пластины Патроны быстросменные с шариками Патроны резьбонарезные для метчиков Патроны сверлильные Патроны токарные и комплектующие Патроны фрезерные Патроны цанговые и цанги ER Патроны цанговые и цанги-втулки переходные Паяльное оборудование и принадлежности Пилки для электролобзиков Пилы дисковые по дереву Пилы и ножовки по дереву Пилы по металлу и сегменты Пластины разные Плашки для метрической резьбы Плашки для метрической резьбы ЛЕВЫЕ Плашки дюймовые BSW/BSF резьба Уитворта Плашки дюймовые UNC/UNF Плашки дюймовые для резьб G, R K Плиты поверочные и станины Плиты, призмы и блоки магнитные Плоскогубцы Пневмосверлильные машины Подшипники качения Подшипники корпусные Подшипники линейные (шариковые втулки) Подшипники шарнирные (Ш, ШС, ШМ и т.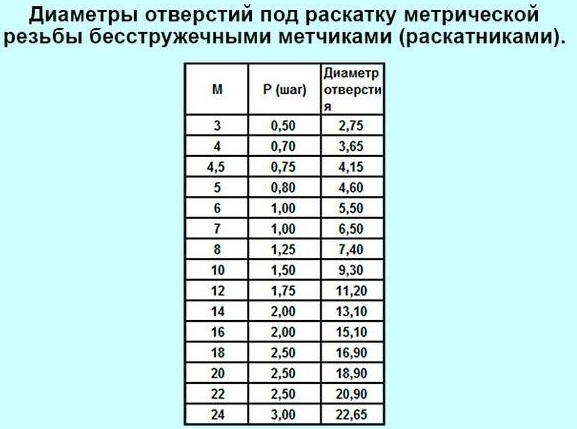 д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование – газопламенное Сварочное оборудование – электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач.
д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование – газопламенное Сварочное оборудование – электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач. пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов “ласточкин хвост” Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил.
пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов “ласточкин хвост” Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил. хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные
хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные 25
25 5
5 5
5 5
5Таблица свёрл и метчиков – Яхт клуб Ост-Вест
Процедура является достаточно простой, с использованием одного инструмента, но подбор по таблице диаметра и размера сверла под резьбу метчика может быть трудным, если не знать, какие нормативные акты регулируют этот вопрос. В статье мы расскажем, где смотреть полные табличные данные, а также приведем самые популярные параметры.
Отверстия по ГОСТ
Госстандарт был утвержден еще в СССР в 1973 году. Затем нормативы проверялись, переутверждались, но не изменились, потому что были каждый раз признаны самыми эффективными. Стандарт сочетает в себе сразу несколько документов и предназначен для нарезки различных сплавов – чугуна, стали, алюминия, меди. Он обеспечивает соблюдение размерного ряда, чтобы крепеж хорошо держался и имел максимальную износостойкость и прочность. Нормативный акт – ГОСТ 19257-73.
Таблицы, инструменты, процесс
Чтобы нарезать спираль, необходимо просверлить отверстие. При этом диаметр оно должно быть на 1 мм или на 2 мм уже, чем предполагаемое сечение, так как именно на этом расстоянии будут находиться сами витки. От этого зависит, насколько большими будут спирали. Информация о диаметре сверла для нарезки внутренней и наружной резьбы указана ниже в таблице. Также мы подробно расскажем, какие приспособления необходимо использовать, какие действия выполнять.
Основные параметры
В зависимости от различных характеристик выбирают одну из классификаций. Отличительные особенности:
- измерительная система для исчисления – российские ГОСТы. Работа всех отечественных заводов по изготовлению крепежного инструмента настроена на миллиметры, в то время как за границей активно используются дюймы;
- сколько ниток взять для захода – одну, две или три – от этого зависит интенсивность закручивания и наибольшая прочность, самыми распространенными являются двухзаходные;
- геометрические особенности профиля – круг, квадрат, трапеция, треугольник;
- направление развития витков – вправо или влево;
- где находится нарезка по отношению к детали – снаружи, как на шурупах, или изнутри, как на гайках;
- форма самой поверхности – цилиндр или конус. Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;
- назначение изделия, чтобы было понятно, как и какие сверла подобрать под резьбу.

Согласно вышеперечисленным параметрам можно различить ряд разновидностей. Каждая обозначается на чертежах и схемах по-особенному. Напишем, в чем заключаются отличия.
- BSW, UTS, NPT – дюймовая;
- M – метрическая, для нее предусмотрен ГОСТ 9150-2002.
- MK – коническая, ГОСТ 6211-81.
- MJ – цилиндрическая, ГОСТ 6357-81.
- Кр – круглая, для сантехники.
- Tr – трапиецевидная, ГОСТ 9484-81.
- E – с круглым профилем, эдисоновская.
- S – упорная ГОСТ 10177-82.
- S45 – упорная усиленная.
- G и R – трубные.
Эта маркировка не только соответствует надписям на чертежах, но и составляет одну из частей номенклатуры для многочисленных крепежных изделий.
Параметры – диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой. Но если использованы индивидуальные параметры, то придется искать уникальные саморезы или винты. Приведем таблицу размеров (шага) в зависимости от диаметра сверла для нарезания метрической резьбы под метчики:
| Название | Окружность, мм | Шаг, мм (В скобках указано дополнительное значение для мелкой нарезки) |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Приспособления
Нарезание может происходить двумя способами – на станке, и вручную. В первом случае оператор производит несколько действий:
В первом случае оператор производит несколько действий:
- зажимает заготовку в тисках;
- задает на пульте управления нужные параметры;
- получает готовую деталь.
Процедуру можно проводить на различных материалах – дерево, пластик, но в статье описана процедура поиска диаметров свёрл для нарезания резьбы в металле. Самый простой пример – это различный металлический крепеж – шурупы, винты, саморезы, а также гайки (и другие детали с внутренней нарезкой). На более сложные массивные конструкции наносится аналогичным образом, только в увеличенном масштабе.
Второй способ требует специального инструмента – плашки и метчики. Первые представляют собой круглую основу с внутренними лезвиями, расположенными асимметрично. Внутрь отверстия необходимо установить заготовку и вращать приспособление. Для этого на торцах плашки есть отверстия, в них помещается рабочий инструмент, который будет заменять рычаг. В домашних условиях это часто бывает отвертка.Как мы можем увидеть, размерами они также отличаются. Они маркируются аналогично. Посмотрим по таблице, какие сверла для наружней резьбы (плашки) по металлу применяются в зависимости от диаметра прутка:
Они маркируются аналогично. Посмотрим по таблице, какие сверла для наружней резьбы (плашки) по металлу применяются в зависимости от диаметра прутка:
| Сечение, мм | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| Размер стержня, заготовки, мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Второе приспособление называется метчик. Оно предназначено для того, чтобы делать внутреннюю нарезку, предположим, на гайку. Их разновидностей очень много, под разные цели и назначения. Но все они построены по одному принципу. Требуется просверлить отверстие, а затем вкручивать в него инструмент, который имеет 1, 2 или 3 режущие части. Соответственно появляется заданное количество нитей.
Материал изготовления – высокопрочная углеродная инструментальная сталь. Только она длительное время не нуждается в заточке и может резать другие металлы. Желоба и канавки имеют острые края, они создают зеркальное отображение собственным виткам на заготовке.
Желоба и канавки имеют острые края, они создают зеркальное отображение собственным виткам на заготовке.
Как нарезать правильно
Нарезка может осуществляться фактически на любом металле. Но не рекомендуется делать это на каленом железе, так как после термической обработки оно приобретает низкую устойчивость к напряжениям, повышенную хрупкость, поэтому материал будет крошиться. Для правильного процесса следует точно выбрать окружность прутка и маркировку приспособления, а также подготовить тиски и зажимы. Возможно, потребуется таблица подбора диаметра сверла под резьбу метчика. Следует придерживаться правил:
- действия должны быть медленные, приводить инструмент в движение без рывков;
- обязательно проверяйте каждый болт или гайку, при необходимости – делайте шлифовку;
- если это требуется, можно совершить небольшой предварительный нагрев элемента;
- чтобы вороток не заклинил, необходимо периодически обламывать стружку – делать вращательные движения в обратную сторону.

Подготовка
Очистите поверхность от загрязнений – песка и земли, ржавчины, следов масла и прочих веществ. Высушите заготовку. Теперь на часть, где будет находиться нитка, нанесите смазку. Как подобрать по таблице для нарезки резьбы метчиками и сверлами смазывающую субстанцию, ознакомьтесь ниже:
| Материал | Покупная эмульсия | Мыльная вода | Льняное масло | Скипидар | Керосин | Машинное, минеральное масло, сало |
|---|---|---|---|---|---|---|
| Сталь | + | + | + | – | – | Не подходит, так как имеет повышенную вязкость, стружка будет прилипать к изделию. |
| Латунь | + | + | + | – | – | |
| Медь | + | + | – | + | – | |
| Алюминий | + | + | – | – | + | |
| Чугун | С ними лучше работать «на сухую», они хорошо поддаются обработке. | |||||
| Бронза | ||||||
Процесс нарезки наружной
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нарезки внутренней
Метод аналогичный. Сперва крепко и надежно устанавливаем элемент в тисках, затем делаем в нем отверстие с помощью сверла по металлу. После этого обрабатываем полученные края, смазываем элемент и приступаем к введению двухпроходного чернового метчика. Вкручивания также происходят медленно и постепенно, с обратным движением. Затем процедуру нужно повторить с итоговым приспособлением. Посмотрим видео на эту тему:
Затем процедуру нужно повторить с итоговым приспособлением. Посмотрим видео на эту тему:
После теоретических данных перейдем к точным сведениям и размерам по ГОСТ.
Таблица диаметров сверл для нарезания резьбы по металлу метчиком и воротком
Отверстие зависит не только от сечения, но и от шага. Предлагаем данные для крупного и мелкого нарезания:
| Спираль, мм | Шаг крупный, мм | Сверло, мм | Мелкий, мм | Окружность, мм |
| 2 | 0,4 | 1,6 | 0,25 | 1,75 |
| 6 | 1 | 5 | 0,5 | 5,5 |
| 10 | 1,5 | 8,5 | 0,5 | 9,5 |
| 14 | 2 | 12 | 0,5 | 13,5 |
| 18 | 2,5 | 15,4 | 0,5 | 17,5 |
| 22 | 2,5 | 19,4 | 0,5 | 21,5 |
| 30 | 3,5 | 26,4 | 0,75 | 29,2 |
| 36 | 4 | 31,9 | 1 | 35 |
| 42 | 1,5 | 37,4 | 1 | 41 |
| 48 | 5 | 42,8 | 1 | 47 |
Таблица диаметров прута для наружной резьбы
Для заготовки нет строгого сечения, обычно предлагается диапазон.
| Спираль, мм | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 |
| Шаг, мм | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,25 | 2,25 | 2,25 | 3 | 3 | 3,5 |
| Минимальное и максимальное сечение стержня, мм | 5,8 | 7,8 – 7,9 | 9,75 – 9,85 | 11,76 – 11,88 | 13,7 – 13,82 | 15,7 – 15,82 | 17,7– 17,82 | 19,82 – 19,86 | 21,72 – 21,86 | 23,65 – 23, 79 | 26,65 – 26,79 | 29,6 – 29,74 |
Размеры метрические и дюймовые
Эти знания понадобятся, если вам предстоит работать не только с отечественной маркировкой, но и с зарубежной.
| Окружность спирали в дюймах | Сечение сверла в мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,25 | 39,2 |
| 1,75 | 41,6 |
| 1,5 | 45 |
В статье мы рассказали про резьбовые сверла, привели таблицы. Будьте внимательны при выборе правильных размеров.
Будьте внимательны при выборе правильных размеров.
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0. 5 5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1. 5 5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.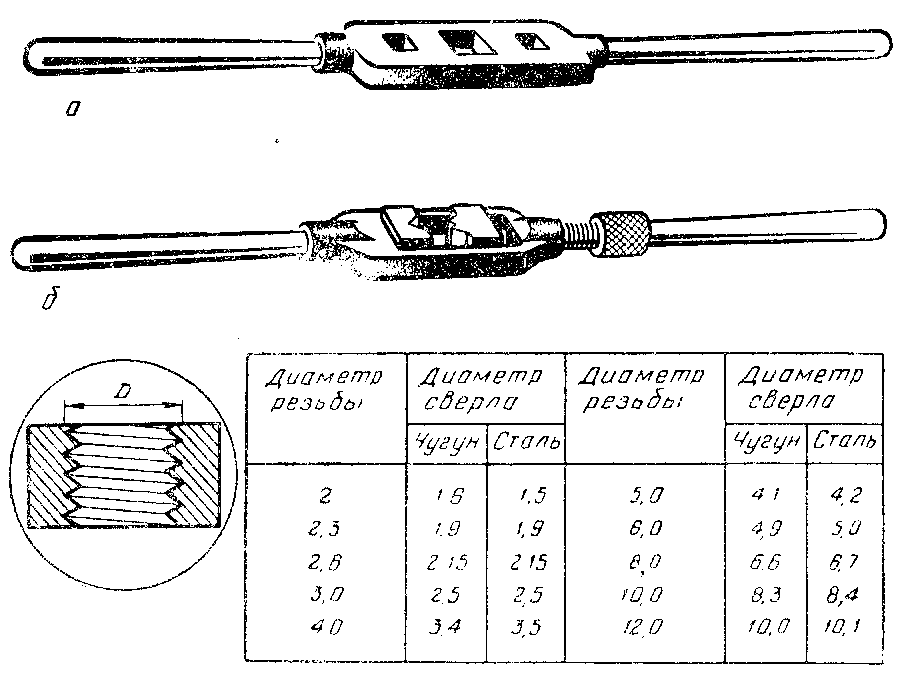 5 5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1. 5 5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Как правильно нарезать резьбу – Мекка инструмента
О том, как правильно нарезать резьбу можно говорить очень долго. Этому посвящены целые книги и монографии. Но, подавляющее большинство используемых резьб не требует особых навыков при нарезке, и на основных методах мы и остановим наше внимание.
Нарезание внутренних резьб
Для нарезания внутренних резьб используются метчики – инструменты наподобие винта с режущими канавками. Как правило, для нарезки требуется два метчика для черного и чистового прохода. Разница – в глубине прорезания канавок. Есть и трехпроходные метчики, и иные варианты нарезки. Для работы с ними необходимы специальные воротки, которые могут быть различными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Перед нарезкой резьбы очень важно подготовить отверстие нужного диаметра. В противном случае вы либо сломаете метчик (при диаметре отверстия менее требуемого), либо получите некачественную резьбу. Так, если необходима внутренняя резьба М10, т. е. 10 мм по диаметру канавки, то диаметр отверстия должен составлять 8,5 мм. Определяется это исходя из шага резьбы. Для М10 он составляет 1,5 мм и, соответственно требуемый диаметр отверстия будет составлять 10-1,5=8,5 мм. Шаги резьб можно узнать с помощью специальных формул, хотя более простым вариантом будет не высчитывать диаметр, а узнать его значение из таблицы.
Так, если необходима внутренняя резьба М10, т. е. 10 мм по диаметру канавки, то диаметр отверстия должен составлять 8,5 мм. Определяется это исходя из шага резьбы. Для М10 он составляет 1,5 мм и, соответственно требуемый диаметр отверстия будет составлять 10-1,5=8,5 мм. Шаги резьб можно узнать с помощью специальных формул, хотя более простым вариантом будет не высчитывать диаметр, а узнать его значение из таблицы.
После подготовки отверстия переходим непосредственно к рассмотрению вопроса как правильно нарезать резьбу. Крепим метчик в держатель и начинаем не спеша вкручивать его в отверстие, особое внимание уделяя соблюдению точности направления. Нарезка производится по часовой стрелке с приложением определенных усилий.
Для успешной нарезки метчик должен быть острым и качественным. Длительность его работы и вероятность поломки зависят от использования смазки. Несколько капель масла не только облегчат нарезку, но и улучшат качество резьбы. Это особенно важно для нарезки глухих отверстий. Естественно, что для работы не помешает наличие определенных навыков, которые приходят вместе с практикой. Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Естественно, что для работы не помешает наличие определенных навыков, которые приходят вместе с практикой. Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Как правильно нарезать резьбу на болту или шпильке
Болты, шпильки и иные подобные крепёжные элементы имеют внешнюю резьбу и вам, соответственно, понадобится плашка (лерка) или клупп. Первые используются для метрических резьб, клуппы – для трубных. Нарезание клуппом немного проще – у них есть специальные заходы на трубы (одел и начал нарезать) и держатели-трещотки. Для работы плашкой очень важно ровно сделать первые витки, поэтому настоятельно рекомендуется предварительно сделать небольшую фаску напильником.
В отличие от внутренних резьб здесь нет сложностей с диаметрами. Так, для резьбы М10 понадобится заготовка с диаметром 10 мм. Основные правила нарезки мало, чем отличаются от работы метчиком. Плашки должны быть острыми и качественными, а при нарезке использоваться смазка. Иногда сложнее начать резьбу и если будет заметен перекос, то необходимо отрезать бракованный участок и начать снова. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
Иногда сложнее начать резьбу и если будет заметен перекос, то необходимо отрезать бракованный участок и начать снова. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
В заключение…
В завершение хочется предупредить, что существует ещё одна формула определения диаметра отверстия для внутренней резьбы – диаметр метчика х 0,8. Но она актуальна только для ручных трехпроходовых метчиков. Для всех остальных случаев лучше использовать соответствующие таблицы.
И, конечно же, успех нарезки и качество резьбы во многом зависят от качества самого инструмента. Впрочем, эта проблема легко решаема – ведь в Интернет-магазине «Мекка инструмента» вы найдете любой требуемый инструмент по привлекательной цене.
| Диаметр резьбы в мм | М 6 | М 8 | М 10 | М 12 | М 14 | М 16 | М 18 | М 20 |
| Диаметр стержня в мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
|
Обозначение резьбы |
Диаметр, отверстия,мм |
| M1,0 | 0,75 |
| M1,2 | 0,95 |
| M1,4 | 1,1 |
| M1,7 | 1,35 |
| M2,0 | 1,6 |
| M2,3 | 1,9 |
| M2,6 | 2,15 |
| М3х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
 Диаметры отверстий под метрические резьбы.
Диаметры отверстий под метрические резьбы.
|
Обозначение резьбы, дюйм |
Нар. диаметр, мм | Шаг резьбы | Диаметр отверстия, мм | |
|
Ниток на дюйм |
мм | |||
| 1/8″ | 2,095 | 24 | 1,058 | 0,74 |
| 3/16″ | 4,762 | 24 | 1,058 | 3,41 |
| 1/4″ | 6,350 | 29 | 1,270 | 4,72 |
| 5/16″ | 7,938 | 18 | 1,411 | 6,13 |
| 3/8″ | 9,525 | 16 | 1,588 | 7,49 |
| 7/16″ | 11,112 | 14 | 1,814 | 8,79 |
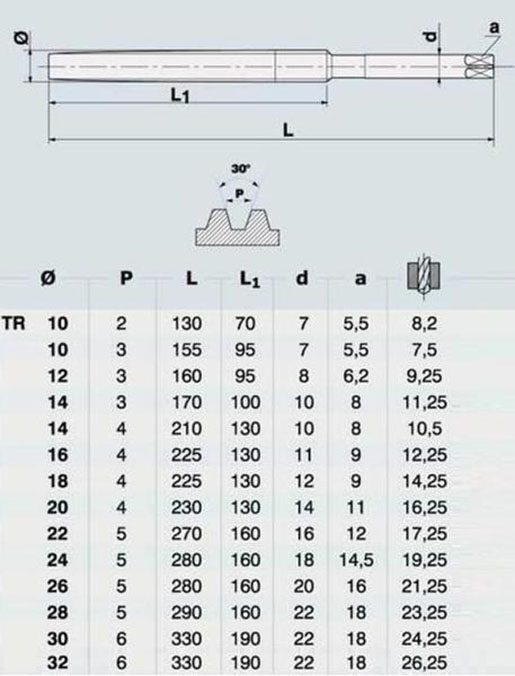 Диаметры отверстия под дюймовые резьбы.
Диаметры отверстия под дюймовые резьбы.
|
Обозначение резьбы |
Наружный диаметр,мм | Шаг резьбы |
Внутренний диаметр отверстия.мм |
||
| трубы | резьбы |
ниток на дюйм |
мм | ||
| труб 1/4″ | 13,5 | 13,158 | 19 | 1,337 | 11,8 |
| труб 3/8″ | 17,0 | 16,663 | 19 | 1,337 | 15,2 |
| труб 1/2″ | 21,25 | 20,956 | 14 | 1,814 | 18,9 |
| труб 3/4″ | 26,75 | 26,442 | 14 | 1. 814 814 |
24,3 |
| труб 1″ | 33,5 | 33.250 | 11 | 2,399 | 30,5 |
 Трубные дюймовые резьбы.
Трубные дюймовые резьбы.рекомендации, таблица — Немного о ремонте и строительстве
Оглавление: Главные характеризующие параметры Нарезание резьбы: советы Как возможно взять внутреннюю резьбу? Ни одно разъемное соединение не существует без резьбового сочленения подробностей.
Нужно заявить, что каждые метизы, имеющие наружную резьбу, к примеру болты, возможно приобрести в любом специальном магазине. С внутренней все куда сложнее. Она нарезается вручную либо на особых станках.
Классификация резьб.
Дабы ее взять, нужно сперва просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента.
Как раз для этого подбирается диаметр сверла под резьбу. Промышленность производит диаметры сверл совсем различного размера.
Он может начинаться с минимума, равного 0,5 мм, и заканчиваться громадными коническими сверлами, размеры которых равны, в большинстве случаев, 0,05 мм. Следовательно, сверлением возможно взять самые различные отверстия, нужные для исполнения технологического процесса.
Главные характеризующие параметры В то время, когда требуется сделать отверстия, имеющие громадный диаметр, используются особые станки, в которых сверла сделаны с конусным хвостом. Все обычные сверла имеют цилиндрический хвост.
Конус громадного сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл.
Громадный диаметр сверл требует наличия громадного конуса. Вот ориентировочные эти: Диаметр: 6-10 мм, конус: 11-22 2 мм.
Таблица подбора диаметра сверла под рузьбу. Самые громадные сверла в обязательном порядке имеют пятый конус.
Самые громадные сверла в обязательном порядке имеют пятый конус.
В то время, когда нужно сделать внутреннюю резьбу, диаметр отверстия подбирается по величине и диаметру резьбы резьбового шага. В инженерных чертежах такие эти показываются надписью М8?1.
В этом случае буква «М», показывает метрическую резьбу, цифра обозначает ход резьбы. В то время, когда «М8», без цифр, подразумевается использование стандартного большого шага. Таковой резьбовой ход самый предпочтителен, так он стандартизован для большинства размеров.
Любой диаметр требует наличие определенного размера отверстия. Для определения используется особая таблица, в которой указаны самые ходовые размеры. С ними сталкивается любой слесарь либо домашний умелец.
Возвратиться к оглавлению Нарезание резьбы: советы Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида: наружная; внутренняя. Резьбовые соединения используются фактически везде.
С их помощью возможно придать вращению подробности поступательное перемещение. Любой механизм, каждая сложная машина не смогут обойтись без резьбовых сочленений. Она подразделяется на пара групп: однозаходная; многозаходная.
Любой механизм, каждая сложная машина не смогут обойтись без резьбовых сочленений. Она подразделяется на пара групп: однозаходная; многозаходная.
Направление перемещения направляющих воздействует на разделение резьбы на два вида: левая; правая. Нарезание резьбы метчиком. Имеется кроме этого подразделение резьбы на пара видов в соответствии с имеющейся совокупности размеров: трубная; метрическая; дюймовая.
Характеризует метрическую резьбу необычный профиль, имеющий вид треугольника. Его угол достигает 60°.
Все измерения размеров выполняют в миллиметрах. При громадном шаге она маркируется цифрами с добавлением буквенного обозначения. В большинстве случаев цифры демонстрируют величину наружного диаметра.
Любой технический чертеж в обязательном порядке показывает чёрта резьбы типа М6? либо ее аналог. В то время, когда желают метрическую резьбу продемонстрировать с нестандартным небольшим шагом, намерено додают число, показывающее ход. Маркировка выглядит следующим образом: М6?0,6.
Вторая величина угла профиля отличает особую дюймовую резьбу. Он в большинстве случаев достигает 55°. Величина отверстия показывается в дюймах, числом ниток измеряется ход.
Главным отличием трубной резьбы считается ее начальный диаметр, что базируется на размере трубного отверстия. В этом случае нарезка делается лишь снаружи.
Дабы выполнить операцию нарезки, пользуются самым различным оборудованием, таким как: сверловочный станок; токарный парк; резьбонарезные приспособления. Не считая механизированных способов, нарезка частенько делается вручную.
Чтобы получить внутреннюю резьбу, слесаря применяют особенные резьбовые метчики. Нарезка снаружи делается посредством плашек.
Таблица выбора метчиков для нарезания резьбы. Метчики кроме этого подразделяются на пара групп: метрические; дюймовые; трубные. Как правило ручные метчики выпускаются в наборе, куда входит три предмета.
Первые два предназначены для предварительной операции, последний считается доводочным. Он формирует окончательную нужные размеры и резьбовую форму.
Он формирует окончательную нужные размеры и резьбовую форму.
Полностью любой метчик имеет собственный номер, что маркирован на хвосте инструмента. Время от времени метчиков не редкость лишь два. Тогда один считается предварительным, а второй — чистовым. Материалом для метчиков помогает высоколегированная сталь.
Используя плашку, приобретают наружную резьбу. По собственной конструкции данный инструмент делится на: круглые; призматические. Для полностью круглых плашек используется особый вороток, названный плашкодержатель.
Возвратиться к оглавлению Как возможно взять внутреннюю резьбу? Нужно сперва подобрать необходимый размер сверла, дабы выполнить отверстие в том месте, где требуется нарезка.
Дабы пользоваться метчиком, отверстие обрабатывают зенкером до получения определенной чистоты. В то время, когда выполняется нарезка, происходит маленькое выдавливание материала.
Исходя из этого размер сверла необходимо подбирать больше, чем его внутренний резьбовой диаметр. Весьма жёсткий металл не разрешает очень сильно изменяться величине отверстия, в то время, когда нарезается резьба.
Но, в то время, когда материал имеет низкую твердость, размер отверстия очень сильно изменяется. В случае если величина отверстия совпадет с внутренним резьбовым диаметром, то начнет происходить выдавливание материала на протяжении нарезки.
Его излишки начнут влиять на зубья метчика. Они начнут нагреваться, начнет прилипать стружка.
Такая резьба будет иметь рваные нитки, не исключена поломка метчика. Дабы выяснить диаметр сверла, нужно обратиться к помощи особых таблиц, в которых указаны все нужные параметры.
Удачи!
Отверстия под резьбу
Вы прочитали статью, но не прочитали журнал…
cccp3d.ru | Нарезка резьбы после сверла
фрезеровать нереально длину 35, тем более на токарном.
140 шт вручную я уже давно не универсал, тем более только налаживаю этот станочек. По старой памяти помню,, что 1й, 2й метчик отличаются не только полосками от машинных метчиков, но ещё говённым материалом. По нержавейки даже не стоит применять.
Сверлится с 2х сторон отлично, с зацентровкой без перекоса. Отверстие отличное, а вот сам процесс напрягает. Скрип стоит. Когда попадётся аналогичная деталь, сверлите с одной стороны, флаг в руки.
Смазку дали хлорпарафин. Я настаивал на смеси олеинки с серой, ну может эта лучше. Вот только надо детали делать без резьбы, чтобы эмульсия не подмешивалась. Сделать отдельную операцию резьбонарезания.
потом сделать внешний диаметр (база – диам. 4,3)
Чувствуется универсал. Прогонит в центрах 140 штук за час.
Нет универсальных станков и универсалов. Нет центров. Вся загвоздка – где взять нормальное сверло. А знаете ли, что охлаждение ухудшается с глубиной сверления. Там вообще паровой пузырь образуется. Сверлить длинные отверстия лучше с 2х сторон.
Таким образом, убираются несоосности, ломающие метчик.
Та нет, до соосности дело не добралось. Сломалось раньше.
Теперь что на сегодня: удлинили метчик с резьбового комплекта, вроде Гюринг. Пока всё равно.
Шлифанули 3.9 хвостовик на длину 50. Сделал треугольник на конце, зажал в сверлильном патроне. Патрон имеет небольшой подпружиненный ход вперёд за счёт адаптера и болтов, его крепящих.
Поставил условие, по 5 мм, 1й раз 12. Пошло, но по 5 много, стружка гонится назад по канавкам, а канавок то нет до конца, потому что короткое. Ну фиг с ним, остановил поблочно, дай думаю уменьшу, поставил 1мм заход, чтоб стружка была короткой. Перезапустил – эта свинья по 2му разу не попадает в нитку. Что с фанука возьмёшь, деталь выкину, начну новую, циклы надо самому писать. Запустил 3й раз, поставил первый заход максимально 20, сколько спиральные канавки позволяют. 20 не прошло, начало потрескивать, поскрипывать и с успехом обломилось по тонкому месту после режущей части.
Из почерпнутого опыта такие выводы: гнать стружку впереди метчика, В шпиндель вставить стружкосборник. Метчик обточить грамотно, может даже сточить нитки через одну. Сверло попробовать 4.4.
Непонятки с раскатными метчиками – может выход. Ещё смазка.
Таблица сверл для метчиков– Окончательная таблица в дюймах и метрических единицах (мм и дюймы)
Вам нужно прямо сейчас увидеть диаграмму детализации и табуляции? Перейти к вкладке Drill Chart .
Метчики – это режущие инструменты, используемые машинистами для нарезания или формирования винтовой резьбы. Первое зарегистрированное использование метчиков в металлообработке относится к 18 веку, а британский инженер и промышленник Джозеф Клемент популяризировал этот инструмент в середине 19 века. Затем мы увидели, что стандарты появляются при нарезании резьбы с помощью таблицы сверл для метчиков.Как следствие, разработка ответвителей соответствовала этой стандартизации, обеспечивая повышенную совместимость.
Процесс нарезания резьбы
Как и следовало ожидать, метчики бывают всех форм и размеров, чтобы соответствовать стандартизированной резьбе. Поэтому таблица сверл для метчиков очень важна. Чтобы правильно создать поток, потребуется набор из трех ответвлений, соответствующих одному и тому же размеру бит; а именно нижний, промежуточный и конусный метчики. Промежуточный метчик или пробковый метчик используется в первую очередь для начала вырезания материала из отверстия без резьбы.Вот почему он имеет коническую коронку, позволяющую машинисту правильно ее выровнять.
К сожалению, из-за формы он не может нарезать резьбу до конца отверстия. Итак, далее идет кран дна, который может это сделать. Однако нижний метчик не может начать нарезание резьбы на необрезанном отверстии, поэтому он может участвовать в процессе нарезания только в качестве второго или третьего метчика. Метчик с конусом используется только в определенных ситуациях, например, когда материал очень твердый или отверстие слишком маленькое.Метчик с коническим отверстием отличается плавным переходом диаметра, что обеспечивает менее агрессивное резание. Это сводит к минимуму риск повреждения просверленного отверстия. Если конус должен идти первым, то второй следует за промежуточным метчиком, и резьба заканчивается метчиком для нижней части.
Геометрия резьбы и сверление отверстия
Как видно из вышеизложенного, для создания резьбы сначала необходимо просверлить отверстие в заготовке. Определив болт, который мы хотим использовать в конкретном случае, у нас уже есть техническая спецификация резьбы, на которой он будет размещен.Болты классифицируются по кодам спецификаций, например: –
Буква «M» обозначает «метрический диаметр» резьбы (см. Таблицу сверл для метчиков ниже), который в нашем случае составляет 4 мм. Второе число (0,7) – это шаг, который соответствует расстоянию между двумя соседними резьбами в миллиметрах. Наконец, 20 – это длина болта в мм, измеренная от кончика резьбы до низа головки (за исключением болтов с овальной головкой).
Итак, если мы хотим просверлить отверстие для болта в нашем примере, нам потребуется сверло меньше 4 мм.Материал нужно будет разрезать и вытолкнуть, чтобы образовалась резьба в этом отверстии. Если это так, можем ли мы просто использовать сверло следующего наименьшего доступного размера. Это будет сверло на 3,7 мм, но использование этого сверла оставит недостаточный запас для создания соответствующей глубины резьбы. Практическое правило заключается в том, что правильное сверло для метчика составляет около 85% для крупной резьбы и 90% для мелкой резьбы, которая имеет большее количество резьб на осевое расстояние. В нашем случае правильное сверло для метчика будет ближе всего к 3.4 мм снизу, и это сверло для метчика на 3,3 мм или 0,13 дюйма. Более низкие проценты, такие как «75% глубины резьбы», также широко используются и считаются безопасными.
Чтобы помочь вам понять разницу между мелкими и грубыми, классификация M4 включает: –
- Крупная резьба 0,7 мм
- Мелкая резьба 0,5 мм
- Экстра мелкая резьба 0,35 мм
Чем меньше значение шага, тем на меньшую глубину должна заходить резьба.Итак для: –
- M4-07 используем метчик 3,3 мм
- M4-05 используем сверло 3,5 мм
- M4-035 используем сверло 3,6 мм
В соответствии со стандартом метрической резьбы ISO, глубина резьбы должна быть 0,614 x шаг, поэтому меньшее число шага также приводит к более низкому значению глубины резьбы. Теперь инженеры могут сесть и вручную рассчитать подходящее сверло для метчика. Или они могут проконсультироваться со схемой сверления метчика, подобной приведенной в следующем разделе.
Некоторые предпочитают использовать несколько произвольные, но надежные формулы, например: «Dtap = номинальный диаметр – шаг резьбы». Эта формула работает как для метрических, так и для британских единиц измерения, а также для всех 60-градусных резьб (все болты ISO, DIN, UTS, UNC, UNS и UNF). Таблица для первого метчика, приведенная ниже, дана в мм, а следующая – в дюймах. Оба варианта доступны в виде распечатываемой таблицы сверления метчиков в формате PDF.
Таблица сверл для метчика (мм и дюймы)
Приведенные размеры сверл являются «ближайшими» размерами сверл. Загрузите схему сверления метчика в формате PDF здесь.
| РАЗМЕР ОТВЕРСТИЯ | МЕТЧИКИ | МЕТЧИКИ ДЛЯ ФОРМИРОВКИ TRU-FLO ™ | |||
| ДЮЙМОВ | МЕТРИЧЕСКИЕ | РАЗМЕР СВЕРЛА | ДЕСЯТИЧНЫЙ ЭКВИВАЛЕНТ | РАЗМЕР СВЕРЛА | ДЕСЯТИЧНЫЙ ЭКВИВАЛЕНТ |
| 0-80 | 3/64 | .0469 | 54 | .0550 | |
| M1,6 X 0,35 | 1,25 мм | .0492 | 1,45 мм | .0571 | |
| M1,8 X 0,35 | 1,45 мм | .0571 | 1,65 мм | .0650 | |
| 1-64 | 53 | .0595 | 51 | .0650 | |
| 1-72 | 53 | .0595 | 51 | .0650 | |
| М2 Х 0,40 | 1,60 мм | .0630 | 1,80 мм | .0709 | |
| 2-56 | 50 | .0700 | 5/64 | .0781 | |
| 2-64 | 50 | .0700 | 47 | .0785 | |
| М2,2 х 0,45 | 1,75 мм | .0689 | 2,00 мм | .0787 | |
| M2,5 X 0,45 | 2,05 мм | .0807 | 2.30 мм | .0906 | |
| 3-48 | 47 | .0785 | 43 | .0890 | |
| 3-56 | 46 | .0810 | 2.30 мм | .0905 | |
| 4-40 | 43 | .0890 | 38 | . 1015 | |
| 4-48 | 42 | .0935 | 2,60 мм | .1024 | |
| м3 х 0,50 | 2,50 мм | .0984 | 7/64 | . 1094 | |
| 5-40 | 38 | . 1015 | 33 | .1130 | |
| 5-44 | 37 | .1040 | 2,90 мм | .1142 | |
| M3,5 X 0,60 | 2,90 мм | .1142 | 3,20 мм | .1260 | |
| 6-32 | 36 | . 1065 | 1/8 | .1250 | |
| 6-40 | 33 | .1130 | 3,25 мм | .1280 | |
| M4 X 0,70 | 3.30 мм | .1299 | 3,70 мм | . 1457 | |
| 8-32 | 29 | . 1360 | 25 | .1495 | |
| 8-36 | 29 | . 1360 | 24 | . 1520 | |
| M4,5 X 0,75 | 3,70 мм | . 1476 | 4,10 мм | .1614 | |
| 10-24 | 26 | .1470 | 11/64 | .1719 | |
| 10-32 | 21 | . 1590 | 16 | .1770 | |
| M5 X 0,80 | 4,20 мм | .1654 | 14 | . 1820 | |
| 12-24 | 16 | .1770 | 5 мм | . 1969 | |
| 12-28 | 15 | .1800 | 7 | .2010 | |
| M6 X 1,00 | 5,00 мм | . 1969 | 7/32 | .2188 | |
| 1 / 4-20 | 7 | .2010 | 1 | .2280 | |
| 1 / 4-28 | 3 | .2130 | 15/64 | .2340 | |
| M7 X 1,00 | 6,00 мм | .2362 | F | 0,2570 | |
| 5 / 16-18 | F | 0,2570 | L | . 2900 | |
| 5 / 16-24 | I | .2720 | M | .2950 | |
| M8 X 1,25 | 6,70 мм | .2638 | 7,40 мм | .2913 | |
| M8 X 1.0 | 7,00 мм | .2756 | 19/64 | .2969 | |
| 3 / 8-16 | 5/16 | .3125 | S | . 3480 | |
| 3 / 8-24 | Q | .3320 | т | .3580 | |
| M10 X 1,50 | 8,50 мм | .3346 | U | .3680 | |
| M10 X 1,25 | 8,70 мм | .3425 | 9,40 мм | .3701 | |
| 7 / 16-14 | U | .3680 | Я | .4040 | |
| 7 / 16-20 | 25/64 | .3906 | Z | .4130 | |
| M12 X 1,75 | 10,20 мм | .4016 | 11,20 мм | .4409 | |
| M12 X 1,25 | 10.80 мм | .4252 | 11,50 мм | .4528 | |
| 1 / 2-13 | 27/64 | .4219 | 15/32 | .4682 | |
| 1 / 2-20 | 29/64 | .4531 | 12,25 мм | .4823 | |
| M14 X 2,00 | 12,00 мм | .4224 | 33/64 | .5156 | |
| 9 / 16-12 | 31/64 | .4844 | 17/32 | .5312 | |
| 9 / 16-18 | 33/64 | .5156 | 13,50 мм | .5315 | |
| 5 / 8-11 | 17/32 | .5312 | 14,75 мм | . 5807 | |
| 5 / 8-18 | 37/64 | .5781 | 15,25 мм | . 6004 | |
| M16 X 2.00 | 14,00 мм | .5512 | 19/32 | .5938 | |
| M16 X 1,50 | 14,50 мм | . 5906 | 15,25 мм | . 6004 | |
| M18 X 2,50 | 15,50 мм | .6102 | 39/64 | .6094 | |
| M18 X 1,50 | 16,50 мм | .6496 | 17,25 мм | .6791 | |
| 3 / 4-10 | 21/32 | 0.6562 | 45/64 | 0,7031 | |
| 3 / 4-16 | 16/11 | 0,6875 | 23/32 | 0,7188 | |
| M20 X 2,50 | 17,50 мм | 0,689 | |||
| M20 X 1,50 | 18,50 мм | 0,7283 | |||
| M22 X 2,50 | 19,50 мм | 0,7677 | |||
| M22 X 1.50 | 20,50 мм | 0,8071 | |||
| 7 / 8-9 | 49/64 | 0,7656 | |||
| 7 / 8-14 | 13/16 | 0,8125 | |||
| M24 X 3,00 | 21,00 мм | 0,8268 | |||
| M24 X 2,00 | 22,00 мм | 0,8661 | |||
| 1-8 | 7/8 | 0.875 | |||
| 1-12 | 59/64 | 0,9219 | |||
| M27 X 3,00 | 24,00 мм | 0,9449 | |||
| M27 X 2,00 | 25,00 мм | 0,9843 | |||
| 1-1 / 8-7 | 63/64 | 0,9844 | |||
| 1-1 / 8-12 | 1-3 / 64 | 1.0469 | |||
| M30 X 3,50 | 26,50 мм | 1.0433 | |||
| M30 X 2,00 | 28,00 мм | 1,1024 | |||
| 1-1 / 4-7 | 1-7 / 64 | 1,1094 | |||
| 1-1 / 4-12 | 1-11 / 64 | 1,1719 | |||
| M33 X 3.50 | 29,50 мм | 1,1614 | |||
| M33 X 2,00 | 31,00 мм | 1,2205 | |||
| 1-3 / 8-6 | 1-7 / 32 | 1,2188 | |||
| 1-3 / 8-12 | 1–19 / 64 | 1,2969 | |||
| M36 X 4,00 | 32,00 мм | 1,2598 | |||
| M36 X 3.00 | 33,00 мм | 1,2992 | |||
| 1-1 / 2-6 | 1-11 / 32 | 1,3438 | |||
| 1-1 / 2-12 | 1-27 / 64 | 1.4219 | |||
| M39 X 4,00 | 35,00 мм | 1,378 | |||
| M39 X 3,00 | 36,00 мм | 1,4173 | |||
Размер отверстий для трубной резьбы
Приведенные размеры сверл являются «ближайшими» размерами сверл.Загрузите PDF-файл с размерами отверстий для трубной резьбы здесь.
| НОМИНАЛЬНЫЙ РАЗМЕР | NPT | НПТФ | NPSC | НПСМ | НПСФ | НПСИ | BSPT | БСПП |
| 1/16 – 27 | D (0,246) | D (0,246) | 0,25 | 0.25 | 0,25 | |||
| 1/8 – 27 | Q (0,332) | Q (0,332) | 0,3437 | 0,3593 | 0,3437 | 0,3437 | ||
| 1/8 – 28 | 0,3281 | 0,3437 | ||||||
| 1/4 – 18 | 0,4375 | 0,4375 | 0,4375 | 0,4687 | 0,4375 | 0.4375 | ||
| 1/4 – 19 | 0,4375 | 0,4531 | ||||||
| 3/8 – 18 | 0,5625 | 0,5781 | 0,5781 | 0.6093 | 0,5781 | 0,5781 | ||
| 3/8 – 19 | 0,5781 | 0,5937 | ||||||
| 1/2 – 14 | 0.7031 | 0,7031 | 0,7187 | 0,75 | 0,7187 | 0,7187 | 0,7187 | 0,7343 |
| 5/8 – 14 | 0,8125 | |||||||
| 3/4 – 14 | 0,9062 | 0,9218 | 0,9218 | 0,9646 | 0,938 | 0,965 | ||
| 7/8 – 14 | 1.1093 | |||||||
| 1–11 | 1,1718 | 1,1875 | ||||||
| 1 – 11-1 / 2 | 1,1406 | 1,1562 | 1,1562 | 1.2031 | ||||
| 1-1 / 4 – 11 | 1,5 | 1,5468 | ||||||
| 1-1 / 4 – 11-1 / 2 | 1.4843 | 1,5 | 1.5 | 1,5468 | ||||
| 1-1 / 2 – 11 | 1,75 | 1,7656 | ||||||
| 1-1 / 2 – 11-1 / 2 | 1,7343 | 1,7343 | 1,75 | 1.7913 | ||||
| 1-3 / 4 – 11 | 2 | |||||||
| 2–11 | 2.2187 | 2,25 | ||||||
| 2 – 11-1 / 2 | 2.2031 | 2,2187 | 2,2187 | 2,2638 |
Также читайте:
Определение диаметра метчика – передовой опыт или микроменеджмент?
Таблица сверл для метчиков
Схема сверления для метчиковТАБЛИЦА МЕТЧИКОВ
РЕКОМЕНДУЕТСЯ ИСПОЛЬЗОВАТЬ МЕТЧИКИ ДЛЯ ГЛУБИНЫ РЕЗЬБЫ 75%
* Эти размеры относятся к отводам свечей зажигания |
|
– Таблица размеров метчиков и сверл для США
| Метчик | Фракционное сверло | Число сверл | Сверло для письма |
|---|---|---|---|
| № 0-80 | 3/64 “ | – | – |
| № 1-64 | – | 53 | – |
| № 2-56 | – | 50 | – |
| № 3-48 | – | 47 | – |
| № 4-40 | 3/32 “ | 43 | – |
| № 5-40 | – | 38 | – |
| № 6-32 | 7/64 “ | 35 | – |
| № 8-32 | – | 29 | – |
| № 10-24 | 5/32 “ | 25 | – |
| № 10-32 | 5/32 “ | 21 | – |
| № 12-24 | 11/64 “ | 16 | – |
| 1/4 “-20 | 13/64 “ | 7 | – |
| 1/4 “-28 | 7/32 “ | 3 | – |
| 5/16 “-18 | 17/64 “ | – | F |
| 5/16 “-24 | – | – | I |
| 3/8 дюйма -16 | 5/16 “ | – | – |
| 3/8 дюйма -24 | 21/64 “ | – | Q |
| 7/16 “-14 | 23/64 “ | – | U |
| 7/16 “-20 | 25/64 “ | – | – |
| 1/2 “-13 | 27/64 “ | – | – |
| 1/2 “-20 | 29/64 “ | – | – |
| 9/16 “-12 | 31/64 “ | – | – |
| 9/16 “-18 | 33/64 “ | – | – |
| 5/8 “-11 | 17/32 “ | – | – |
| 5/8 “-18 | 37/64 “ | – | – |
| 3/4 “-10 | 21/32 “ | – | – |
| 3/4 “-16 | 11/16 “ | – | – |
| Размер сверла рассчитан на глубину резьбы 75%. | |||
и способы ее использования | Домашний ремонт
Практически невозможно узнать, какой размер сверла для метчика использовать для винта или болта, без хорошей таблицы сверл для метчиков.
Это потому, что необходимо учитывать так много переменных; в зависимости от размера винта, шага его резьбы, основы, в которой вы сверляете, и даже от того, требуется ли вам плотное или свободное соединение.
При этом вам понадобится быстрый и удобный справочник, в котором учтены все эти спецификации и изложены все в единой организованной таблице.
Поскольку таблица может быть сложной, полезная таблица может оказаться полезной только в том случае, если вы сможете ее понять и быстро прочитать.
Но как?
Ниже приведены некоторые практические инструкции по использованию таблицы размеров сверл для метчиков, включая полезное руководство для каждого раздела матрицы.
Цель состоит в том, чтобы сделать это легким справочником для вас, будь вы случайный любитель DIY, любитель, студент или опытный машинист, работающий в магазине с использованием передовых инструментов Starrett.
Говоря о простоте, мы даже рассмотрим полезный трюк, который использует быстрый обходной расчет для поиска нужных размеров сверл для метчика. Продолжай читать!
СОВЕТ: Ознакомьтесь с нашей полной таблицей ниже, чтобы найти все эквиваленты размеров сверл для метчиков для SAE и метрических единиц.
В противном случае давайте рассмотрим схему, чтобы вы могли использовать ее без затруднений.
Как читать таблицу сверления метчика
Вкратце, хорошая таблица сверления метчика, подобная приведенной ниже, или версия PDF для печати будет иметь три основных столбца или раздела.
В первом столбце указан размер используемого винта или болта. Во втором столбце будет указан размер метчика, который вам нужно использовать. В третьем и последнем столбце указано, какой размер сверла использовать, чтобы вырезать отверстие для врезки.
Давайте рассмотрим каждый более подробно, чтобы вы могли эффективно использовать диаграмму.
Начните с размера болта и винта, который вам нужен
При использовании таблицы преобразования сверл для метчиков убедитесь, что вы знаете, какой размер крепежа вы используете. Размеры винтов относятся к двум разным классам измерений: стандартный (SAE) и метрический .
Большинство из нас знакомы со стандартными размерами, поскольку в Северной Америке они используются в основном от мебели до машин и другого оборудования. Конечно, вам придется достаточно часто работать с метрическими болтами.
Стандартные размеры делятся на два разных класса: набор малого диаметра и набор большего диаметра.
Вот разбивка по стандартным размерам:
Размеры менее 1/4 дюйма:
Для размеров менее 1/4 дюйма дробные измерения не используются.Вместо этого была создана система нумерации от 0 до 12. «0», конечно, самый маленький, а «12» – это размер непосредственно перед тем, как вы дойдете до 1/4 дюйма.
Размеры 1/4 дюйма и больше:
Для размеров более 1/4 дюйма используется дробный размер, основанный на фактическом диаметре винта. Для нашей таблицы сверл для метчиков мы увидим, что этот диапазон колеблется от 1/4 дюйма до 1 дюйма, чтобы коррелировать с размером нашего сверла для метчика.
Но это еще не все.
При поиске размера сверла для метчика в таблице сверл для метчика вам потребуется немного больше информации о креплении.Знание размера – это только первая часть головоломки.
Вы также захотите узнать соответствующий большой диаметр болта. Хорошая новость в том, что у каждого размера винта есть только один большой диаметр. Это просто расстояние между двумя внешними выступами резьбы, и оно включено в таблицу сверл для метчика для удобства.
Вы почти у цели!
Вы также захотите узнать Шаг вашего винта. Это просто количество резьбы, или витков на дюйм (TPI) , для которого предназначен винт, который вы используете.
Это может показаться сложным, но опять же, хорошая таблица сверл для метчика перечислит все возможные количества резьбы, чтобы помочь вам подобрать соответствующий размер сверла для метчика.
Каждый размер крепежа в стандартной спецификации имеет два возможных значения резьбы на дюйм для винтов размером от №1 до №10. Для размеров № 12 и больше предусмотрено три размера ниток.
Эти различные значения шага просто относятся к тому, насколько крупной или мелкой является каждая резьба. В нашей таблице сверл для метчиков для стандартных размеров меньшее число шага вверху соответствует более крупному типу резьбы, а другое (или два) – более мелкому.
В частности, первое число называется высотой тона UNC (Unified National Coarse). Второе число – это поле UNF (Unified National Fine). И нижняя цифра в стопке – UNSF для «Super Fine».
В таблице вы просто найдете номер, соответствующий вашей застежке. Вот пример:
На этом снимке цифра «20» относится к UNC , «28» относится к UNF , а «32» – к UNSF или «Super Fine».Чтобы узнать больше о шагах, которые не указаны в таблице сверл и метчиков, вы можете загрузить PDF-файл, содержащий информацию о шагах болтов / винтов.
Например, размер винта 7/16 ″ может иметь 14, 20 или 28 витков резьбы на дюйм, как указано в соответствующем столбце таблицы.
И последнее примечание: в зависимости от количества витков резьбы крепежная деталь может иметь разные значения для ее Малый диаметр . Не волнуйтесь, они также являются стандартными в зависимости от количества потоков. В основном, чем больше резьбы, тем больше число второстепенного диаметра.
Теперь размеры сверл для метчика для идеальной посадки
Следующий набор столбцов в таблице сверл для метчика просто соответствует размеру вашего винта, указанному в левой части таблицы (и только что описанному выше).Эта информация сообщает вам, какой размер метчика использовать для каждого размера застежки.
Что такое постукивание?
Проще говоря, если вы выберете отверстие, вы равномерно нарежете в него резьбу. Сверло для метчика нарезает внутреннюю резьбу , помещается в предварительно просверленное отверстие и поворачивается специальным ключом.
Каждый метчик сужается для первых нескольких резьб, чтобы облегчить начало процесса резания. Вы можете купить метчики (и матрицы для нарезания наружной или наружной резьбы) в наборах, в которых есть необходимый ключ.
В последние годы производители разработали комбинированные сверла для метчиков для использования в дрелях. Подробнее об этом позже – и касательная диаграмма все еще будет полезна!
Когда вы покупаете метчик или штамп, он будет отмечен тремя разными числами: 1. его диаметр, 2. его резьба на дюйм (шаг) и 3. тип резьбы, которую он нарезает.
Набор метчиков и матриц с указанием размера крепежа, типа резьбы и диаметраИтак, таблица показывает вам правильный размер сверла для метчика, который вы можете использовать для соответствия болту или винту, для которого вы нарезаете резьбу.
Это похоже на выбор размеров сверл для обычного сверления, за исключением того, что размеры сверл под метчик назначаются в соответствии с размером отверстий промышленного стандарта для нарезания резьбы.
Это немного усложняется, поэтому, к счастью, наша таблица сверл для метчиков упрощает нам задачу.
В нашей таблице метчиков для сверл мы обозначаем два разных размера в зависимости от прочности основания (материала, который вы режете). Мы разделяем их на мягкие и твердые материалы.
Мягкие материалы включают медь , алюминий и все виды пластика.Более твердые вещества используются в промышленности и обычно относятся к нержавеющей стали , стали , железу и титану .
В таблице будут указаны два значения размеров сверл для метчика; стандартный размер сверла и его десятичный эквивалент в дюймах. Например, размер сверла 5/16 соответствует 0,313 дюйма при сверлении мягкого металла.
Получение предварительно просверленного отверстия до нужного размера
Последний сегмент таблицы сверления метчика – это столбцы в правой трети нашей таблицы.Это преобразование размера сверла с зазором, или, проще говоря, сверло размера, которое вам нужно, чтобы вырезать исходное отверстие перед выполнением остальной части инструмента.
В этих столбцах перечислены два класса размеров. Один для более тесной или узкой посадки, а другой для более свободной.
В зависимости от проекта и работы крепежа может потребоваться его плотное ввинчивание в вал. Или вы можете захотеть, чтобы он был менее плотно прилегающим и имел небольшой зазор.
Каждое указанное здесь значение правильно соответствует размерам сверл для метчика слева, которые, конечно же, соответствуют размеру вашего болта или винта и типу резьбы.
Пример, который поможет вам освоить схему сверления и метки
Иногда лучший способ понять что-то полностью – это на примере. Давайте кратко рассмотрим одну из них.
Допустим, вам нужно что-то отремонтировать в своей машине, или, может быть, вы строите машину или конструкцию. Вам нужно скрепить болтами две разностные детали из твердого металла, например стали.
Во-первых, определите, какие болты вы используете.
Вы исследуете и определили, что болт SAE «12-28» выполнит работу по скреплению ваших частей вместе.
Что теперь?
Это легко, проверьте таблицу, найдя болт № 12 в крайнем левом столбце.
Снимок диаграммы, показывающий наш пример размера болтаОтсюда просто проведите пальцем и найдите соответствующий размер сверла для метчика в строке, которая выстроена. Вы увидите, что для тяжелых материалов, таких как сталь, правильный размер сверла для метчика – «10» (или метчик диаметром 0,194 дюйма).
Столбцы, показывающие размеры сверла под метчик для болта № 12-28, входящего в стальНаконец, определите, подходит ли плотная посадка или посадка с более «открытым» зазором.Обдумайте материал, к которому вы прикрепляете прикрепленную деталь. Найдите размер сверла, совпадающий в строке, точно так же, как вы только что нашли значение сверла для метчика.
Это легко, если вы научитесь читать таблицу слева направо.
Что насчет нашей таблицы сверл для метчиков?
Его можно читать так же, как и в таблице SAE. Просто имейте в виду, что метрические сверла не используют «резьбу на миллиметр» для шага резьбы. Они просто следуют формуле 1, деленной на количество нитей на миллиметр.
В метрической таблице также будет указан размер сверла для метчика в миллиметрах, а также место, которое эквивалентно или приблизительно соответствует размерам сверл в Северной Америке. Вы увидите по одному столбцу для каждого.
Это действительно полезно, если в вашем ящике с инструментами или в мастерской мало доступных метрических размеров.
Таблица стандартных сверл для метчиков (SAE)
Стандартных (SAE) | Размер сверла для метчика |
| ||||||||||||||||
Размер винта | Большой диаметр | Резьбы на дюйм | Малый диаметр | 50% Резьба для твердых материалов | Плотная посадка | Свободная посадка | ||||||||||||
Дробное | Десятичное | 940 Десятичное | 940 940 9000Десятичное 900 05 | Дробное | Десятичное | |||||||||||||
0 | 0.060 | 80 | 0,045 | 3/64 | 0,047 | 55 | 0,052 0,052 | 52 000 0,052 | 52 000 9002 | 0,070 | ||||||||
1 | 0,073 | 64 | 0,054 | 53 | 0.060 | 1/16 | 0,063 | 48 | 0,076 | 46 | 0,081 | |||||||
0,081 | ||||||||||||||||||
940 0005 | 0,060 | 52 | 0,064 | |||||||||||||||
2 | 0,086 | 56 | 064 | 50 | 0,070 | 49 | 0,073 | 43 | 0,089 | 41 | 0,08941 | 0,08941 | 0,09641 | 0,090,067 | 50 | 0,070 | 48 | 0,076 |
3 | 0.099 | 48 | 0,073 | 47 | 0,079 | 44 | 0,086 | 37 00 | 37 00 | |||||||||
56 | 0,077 | 45 | 0,082 | 43 | 0.089 | |||||||||||||
4 | 0,112 | 40 | 0,081 | 43 | 0,089 | 940 940 940 940 940 9400,116 | 30 | 0,129 | ||||||||||
48 | 0,086 | 42 | 0.094 | 40 | 0,098 | |||||||||||||
5 | 0,125 | 40 | 0,094 | 940 940 940 9400,109 | 30 | 0,129 | 29 | 0,136 | ||||||||||
44 | 0.097 | 37 | 0,104 | 35 | 0,110 | |||||||||||||
6 | 0,138 | 940 940 940 940 940 940 940 940 940 940 940 00020,107 | 32 | 0,116 | 27 | 0,144 | 25 | 0.150 | ||||||||||
40 | 0,107 | 33 | 0,113 | 31 | 0,120 | |||||||||||||
0,120 | ||||||||||||||||||
0,126 | 29 | 0,136 | 27 | 0,144 | 18 | 0.170 | 16 | 0,177 | ||||||||||
36 | 0,130 | 29 | 0,136 | 940 00 | 940 00020 10 | 0,190 | 24 | 0,139 | 22 | 0,157 | 20 | 0.161 | 9 | 0,196 | 7 | 0,201 | ||
32 | 0,152 | 0,152 | 940 9000 940 9000 940 9000 940 9000 940 9000 | 0,170 | ||||||||||||||
12 | 0,216 | 24 | 0,165 | 16 | 0.177 | 12 | 0,189 | 2 | 0,221 | 1 | 0,228 | |||||||
02 940 9400 940 940 940 | 0,182 | 10 | 0,194 | |||||||||||||||
32 | 0,178 | 13 | 0.185 | 9 | 0,196 | |||||||||||||
1/4 | 0,250 | 20 | 0,189 | 940 980 98000050,219 | F | 0,257 | H | 0,266 | ||||||||||
28 | 206 | 3 | 0,213 | 1 | 0,228 | |||||||||||||
32 | 0,212 | 000 2 7/1932 940 940 940 940 970 940 940 940 940 | 0,228 | |||||||||||||||
5/16 | 0,313 | 18 | 0,244 | F | 0,407J | 0,277 | P | 0,323 | Q | 0,332 | ||||||||
02 9400 940 940 | 0,272 | 9/32 | 0,281 | |||||||||||||||
32 | 0,274 | 9/32 | 0.281 | л | 0,290 | |||||||||||||
3/8 | 0,375 | 16 | 0,298 00 | 0,298 00 0,39 | Q | 0,332 | W | 0,386 | X | 0,397 | ||||||||
24 | Q | 0,332 | S | 0,348 | ||||||||||||||
32 | 0,337 | 11/32 940 940 940 940 940 940 940 940 940 940 | 0,358 | |||||||||||||||
7/16 | 0,438 | 14 | 0,350 | U | 0,40825/64 | 0,391 | 29/64 | 0,453 | 15/32 | 0,469 | ||||||||
25/64 | 0,391 | 13/32 | 0,406 | |||||||||||||||
28 | 0,394 | 02 940404 | Z | 0,413 | ||||||||||||||
1/2 | 0,500 | 13 | 0,406 | 0,406 | 0,406 9002 0,4 | 29/64 | 0,453 | 33/64 | 0,516 | 17/32 | 0,531 | |||||||
940 39 | 29/64 | 0,453 | 15/32 | 0,469 | ||||||||||||||
28 | 0,456 | 0,456 | 15/32 | 0,469 | ||||||||||||||
9/16 | 0,563 | 12 | 0,460 | 940 94033/64 | 0,516 | 37/64 | 0,578 | 19/32 | 0,594 | |||||||||
33/64 | 0,516 | 17/32 | 0,531 | |||||||||||||||
24 | 0,511 | 33/40 0 | 33/40 964 05516 | 17/32 | 0,531 | |||||||||||||
5/8 | 0,625 | 11 | 0,514 0000 | 9/16 | 0,563 | 41/64 | 0,641 | 21/32 | 0,656 | 0,656 | ||||||||
| 0 0,656 | ||||||||||||||||||
| 00557 | 37/64 | 0,578 | 19/32 | 0,594 | ||||||||||||||
24 | 0,574 | 0,574 | 19/32 | 0,594 | ||||||||||||||
11/16 | 0,688 | 24 | 0,636 | 940 94021/32 | 0,656 | 45/64 | 0,703 | 23/32 | 0,719 | 0,750 | 10 | 0,627 | 21/32 | 0,656 | 11/16 | 0,688 9002 | 0,688 9002 | 9766 | 25/32 | 0,781 |
16 | 0,673 | 11/16 | 0,688 | 0,688 | 900 | |||||||||||||
20 | 0,689 | 45/64 | 0,703 | 23/32 | 0,719 | |||||||||||||
20 | 0,751 | 49/64 | 0,766 | 25/32 | 0,781 | 9002 940 940 940 53/64 964 940 27/32 | 0,844 | |||||||||||
7/8 | 0,875 | 9 | 0,739 | 49/64 | 49/64 6 | 51/64 | 0,797 | 57/64 | 0,8906 | 29/32 | 0.9062 | |||||||
13/16 | 0,813 | 53/64 | 0,828 | |||||||||||||||
20 | 0,814 | 5370 940 828 | 27/32 | 0,844 | ||||||||||||||
15/16 | 0,938 | 20 | 0.840 00002 0,891 | 29/32 | 0,906 | 61/64 | 0,953 | 31/32 | 0,969 | 0,969 | 8 | 0.847 | 7/8 | 0,875 | 59/64 | 0,922 | 1–1 / 64 | 1.0156 | 148601.0313 |
12 | 0,898 | 15/16 | 0,938 | 61/64 | 0,953 0 | 0,953 0 0.939 | 61/64 | 0,953 | 31/32 | 0,969 | ||||||||
Размер метрического сверла
| 939 967 Метрический винт | Размер сверла для метчика | Размер предварительного сверления | |||||||||||
75% Резьба для мягких материалов | 50% Резьба для твердых материалов | Плотно | Свободная посадка | ||||||||||
Размер винта (мм) | Шаг резьбы (мм) | Размер сверла (мм) | Прибл.Американское сверло | Размер сверла (мм) | Прибл. Американское сверло | Размер сверла (мм) | Прибл. Американское сверло | Размер сверла (мм) | Прибл. Американское сверло | ||||
| M1,5 | 0,35 | 1,15 | 56 | 1,25 | 55 | 1,60 | 1/16 | 1,65 | 52 | ||||
| M.6 | 0,35 | 1,25 | 55 | 1,35 | 54 | 1,70 | 51 | 1,75 | 50 | ||||
| M1,8 | 0,35 | 1,5 | 1/16 | 1,90 | 49 | 2,00 | 5/64 | ||||||
| M2 | 0,45 | 1,55 | 1/16 | 1,70 | 51 | 2.10 | 45 | 2,20 | 44 | ||||
| 0,40 | 1,60 | 52 | 1,75 | 50 | |||||||||
| M2.2 | 0,45 | 1,75 | 940 9401.75 | 9405090 48 | 2,30 | 3/32 | 2,40 | 41 | |||||
| M2,5 | 0,45 | 2,05 | 46 | 2,20 | 44 | 2.65 | 37 | 2,75 | 7/64 | ||||
| M3 | 0,60 | 2,40 | 41 | 2,60 | 37 | 3,15 | 1/8 | 3,30 | |||||
| 0,50 | 2,50 | 39 | 2,70 | 36 | |||||||||
| M3,5 | 0,60 | 2,90 | 32 | 3,10 | 31 | 3.70 | 27 | 3,85 | 24 | ||||
| M4 | 0,75 | 3,25 | 30 | 3,50 | 28 | 4,20 | 19 | 4,40 | 0,75 | 3,30 | 30 | 3,50 | 28 |
| M4,5 | 0,75 | 3,75 | 25 | 4,00 | 22 | 4,75 | 13 | 5.00 | 9 | ||||
| M5 | 1,00 | 4,00 | 21 | 4,40 | 11/64 | 5,25 | 5 | 5,50 | 0,22 | ||||
| 4,40 | 17 | ||||||||||||
| 0,80 | 4,20 | 19 | 4,50 | 16 | |||||||||
| M5,5 | 0,90 | 4,60 | 14 | 4.90 | 10 | 5,80 | 1 | 6,10 | B | ||||
| M6 | 1,00 | 5,00 | 8 | 5,40 | 4 | 6,30 | E60 | E | |||||
| 0,75 | 5,25 | 4 | 5,50 | 7/32 | |||||||||
| M7 | 1,00 | 6,00 | B | 6,40 | E | 7.40 | L | 7,70 | N | ||||
| 0,75 | 6,25 | D | 6,50 | F | |||||||||
| M8 | 1,25 | 6,80 | H | 8,40 | Q | 8,80 | S | ||||||
| 1,00 | 7,00 | J | 7,40 | L | |||||||||
| M9 | 1,25 | 7.80 | Н | 8,20 | P | 9,50 | 3/8 | 9,90 | 25/64 | ||||
| 1,00 | 8,00 | O | 8,40 | 21/64 | |||||||||
| 1,50 | 8,50 | R | 9,00 | T | 10,50 | Z | 11,00 | 0,4375 | |||||
| 1,25 | 8,80 | 11/32 940 | 23/64 | ||||||||||
| 1,00 | 9,00 | T | 9,40 | U | |||||||||
| M11 | 1,50 | 9,50 | 3/8 | 10,00 | 940 94029/64 | 12,10 | 15/32 | ||||||
| M12 | 1,75 | 10,30 | 13/32 | 10,90 | 27/64 | 12,60 | 1/2 | 134860 .20 | 33/64 | ||||
| 1,50 | 10,50 | Z | 11,00 | 7/16 | |||||||||
| 1,25 | 10,80 | 27/64 | 11,20 | 7/16 | 54|||||||||
| 7/16 | 54|||||||||||||
| 2,00 | 12,10 | 15/32 | 12,70 | 1/2 | 14,75 | 37/64 | 15,50 | 39/64 | |||||
| 1,50 | 1,50 | 940 213.00 | 33/64 | ||||||||||
| 1,25 | 12,80 | 1/2 | 13,20 | 33/64 | |||||||||
| M15 | 1,50 | 13,50 | 17/32 | 14,00 | 35/6415,75 | 5/8 | 16,50 | 21/32 | |||||
| M16 | 2,00 | 14,00 | 35/64 | 14,75 | 37/64 | 9370 16,75 21/3217.50 | 0,6875 | ||||||
| 1,50 | 14,50 | 37/64 | 15,00 | 19/32 | |||||||||
| M17 | 1,50 | 15,50 | 39/64 | 16,00 8 | 18,00 | 45/64 | 18,50 | 47/64 | |||||
| 2,50 | 15,50 | 39/64 | 16,50 | 41/64 | |||||||||
| M18 | 2.00 | 16,00 | 5/8 | 16,75 | 21/32 | 19,00 | 3/4 | 20,00 | 25/32 | ||||
| 1,50 | 16,50 | 21/32 | 17,00 | 43/64 | |||||||||
| M19 | 2.50 | 16.50 | 21/32 | 17.50 | 11/16 | 20.00 | 25/32 | 21.00 | 53/64 | 8017,50 | 11/16 | 18,50 | 23/32 |
| M20 | 2,00 | 18,00 | 45/64 | 18,50 | 47/64 | 21,00 | 64 | 22,00 | 55/64 | ||||
| 1,50 | 18,50 | 47/64 | 19,00 | 3/4 | |||||||||
Есть старый ярлык, который можно использовать, чтобы быстро найти метрические размеры сверл – с помощью небольшой математики в начальной школе.
Если вы возьмете размер винта (в мм) и вычтете из него значение шага, то получите ответ.
Так, например, возьмем винт M12 с числом резьбы (шагом) 1,5. «12 мм – 1,5 мм = 10,5 мм»
Имейте в виду, что это не учитывает количество крупной или тонкой резьбы для любого заданного размера, но дает вам приблизительный размер.
Лучше придерживаться графика!
Схема сверления метчиков для конической трубы с резьбой NPT
Конечно, винтовые крепежные детали – не единственное оборудование, на которое можно нарезать метчики.Трубы – еще одно распространенное применение для нарезания резьбы.
Соединение труб с помощью резьбовых соединений требует аналогичных знаний при создании трубной резьбы.
При установке труб следует учитывать два момента: 1. Стандартная трубная резьба против с сухой посадкой, и 2. Коническая и прямая нарезка трубы.
В чем отличия?
Стандартные трубы (сокращенные до NPT) представляют собой различие в соответствии с Американским национальным стандартом трубной резьбы (ANSI).Для резьбы NPT требуется герметик, такой как смазка или лента, чтобы не допустить утечки жидкости, которую она передает.
Трубная резьба с сухим уплотнением (NPTF) по американскому национальному стандарту является самоуплотняющейся. Основные физические различия между NPT и NPTF – это плоскостность выступов и впадин резьбы.
Для использования нашей таблицы сверл для метчиков NPT вам просто нужно знать разницу между фитингами NPT и NPTF. Таблица ниже предназначена для труб с нормальной трубной резьбой.
И наконец…
Нарезка трубы может быть конической или прямой.Это говорит само за себя, и вы снова увидите дифференциацию на диаграмме сверления для метчиков.
Если вы хотите узнать об этих различиях, это видео объясняет вышесказанное более подробно:
А теперь таблица сверления метчика NPT…
Эта диаграмма NPT (американский национальный стандарт трубной резьбы) очень проста читать. Например, читая текст, вы обнаружите, что для метчика 1/8 NPT потребуется сверло для метчика размера «R». Для метчика 3/8 NPT будет использоваться размер 37/64 и так далее.
| Размер трубы | Число резьбы на дюйм | Размер сверла для метчика |
| 1/16 ″ | 27 | |
| 1/8 ″ | 940 940 R900 27||
| 1/4 ″ | 18 | 7/16 |
| 3/8 ″ | 18 | 37/64 |
| 1/2 ″ | 14 | 23/32 |
| 3/4 ″ | 14 | 59/64 |
| 1 ″ | 11-1 / 2 | 1-5 / 32 |
| 1-1 / 4 ″ | 11-1 / 2 | 1-1 / 2 |
| 1-1 / 2 ″ | 11-1 / 2 | 1-47 / 64 |
| 2 ″ | 11-1 / 2 | 2-7 / 32 |
| 2-1 / 2 ″ | 8 | 2-5 / 8 |
| 3 ″ | 8 | 3-1 / 4 |
| 3-1 / 2 ″ | 9 4080 83-3 / 4 | |
| 4 ″ | 8 | 4-1 / 4 |
| 4 1/2 ″ | 8 | 4-3 / 4 |
| 5 ″ | 8 | 5-9 / 32 |
| 6 ″ | 8 | 6-11 / 32 |
| 8 ″ | 8 | |
| 10 ″ | 8 | |
| 12 ″ | 8 | |
| 14 ″ | 8 | |
| 16 ″ | 8 |
Резьба – Таблица сверл и метчиков
Резьба – Таблица сверл и метчиков РЕЗЬБА / ВИНТ
– Схема сверления и метчика
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Стрижка Стивена Л. Хендерсона Edge Designs
В продаже
Калькулятор машиниста | Наши схемы сверления нарезки и зазора доступны в виде файла Adobe Acrobat PDF. Вы можете распечатать этот файл, чтобы использовать его в своем магазине. Чтобы скачать файл, щелкните правой кнопкой мыши ссылку ниже и выберите Сохранить цель как или Сохранить ссылку как .
| ||||||||||
Страница не найдена | MIT
Перейти к содержанию ↓- Образование
- Исследовать
- Инновации
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О Массачусетском технологическом институте
- Подробнее ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О Массачусетском технологическом институте
Попробуйте поискать что-нибудь еще! Что вы ищете? Увидеть больше результатов
Предложения или отзывы?
.