Как выбрать технический фен (2019) | Технические фены | Блог
Различные виды пластика продолжают заполнять окружающее пространство: корпуса различной техники, детали автомобилей и механизмов, трубы, мебель, посуда, отделочные материалы. В этой ситуации технический фен становится инструментом, полезным для любого мастера: ведь именно он позволяет соединить полиэтиленовые детали, которые «не берет» никакой клей, быстро заделать трещину в пластиковом корпусе или запаять течь в пластиковой трубе.
Температура плавления большинства полимеров относительно невысока – 120-250°С – и струя горячего воздуха, размягчая пластик, позволяет легко и быстро ремонтировать или соединять детали. Но это не единственная сфера применения технического фена.
Его используют для:
- локальной сушки клея, шпаклевки, лака, краски;
- снятия обжигом старых лакокрасочных покрытий и обоев;
- обжима термоусадочных трубок;
- соединения и ремонта ПВХ-труб;
- чистой и ровной резки пенопласта и потолочных плит;
- соединения «встык» синтетических напольных и потолочных покрытий: линолеума, виниловой плитки, ПВХ-ламината и т.
 п.
п. - разморозки обледеневших труб, кранов, замков, водостоков;
- пайки медных труб;
- демонтажа компонентов с электронных плат.
- ремонта бамперов и других пластиковых деталей автомобиля;
- ремонта прочих пластиковых корпусов и деталей;
 п.
п.Смекалистые мастера даже нашли несколько нестандартных применений этому инструменту:
- обжарка зерен кофе;
- опаливание и обжигание тушек;
- дезинфекция древесины и уничтожение насекомых в труднодоступных щелях и отверстиях;
- розжиг дров и углей в мангале.
Как видно, технический фен будет весьма к месту, как в любой мастерской, так и в кладовке домашнего мастера. Однако инструменты в разных случаях потребуются с разными характеристиками – в зависимости от задач, которые потребуется решать с помощью технического фена.
Устройство технического фена
Устроен технический фен довольно просто – вращаемый электродвигателем (1) вентилятор (2) засасывает воздух через отверстия в корпусе (3), прогоняет через нагретый ТЭН (6) в сопло (4). Для избежания перегрева корпуса нагревательный элемент закрыт металлическим кожухом (7). Регулировка температуры осуществляется переключателем (5), меняющим напряжение, подаваемое на ТЭН. На некоторых моделях аналогичным образом (через изменение скорости вентилятора) производится и регулировка воздушного потока.
Для избежания перегрева корпуса нагревательный элемент закрыт металлическим кожухом (7). Регулировка температуры осуществляется переключателем (5), меняющим напряжение, подаваемое на ТЭН. На некоторых моделях аналогичным образом (через изменение скорости вентилятора) производится и регулировка воздушного потока.
Характеристики технических фенов
Мощность фена составная – она равна мощности его вентилятора плюс мощность нагревательного элемента. Соответственно, мощность фена влияет на максимальную температуру воздуха и на его производительность. Большую часть мощности “забирает” нагревательный элемент, соответственно, именно от мощности в первую очередь зависит максимальная температура, которую может выдать фен. Если вам нужна высокая температура на выходе из сопла, то выбирая среди двух моделей с одинаковой максимальной температурой, имеет смысл предпочесть ту, у которой больше мощность.
Диапазон между минимальной и максимальной рабочими температурами определяет универсальность фена – чем шире этот диапазон, тем он универсальнее. Следует иметь в виду, что приведенное значение определяет температуру воздуха непосредственно на выходе из сопла; на расстоянии же в 10 см от него нагрев будет уже в 2-4 раза ниже. Поэтому учитывать этот параметр следует с запасом:
Следует иметь в виду, что приведенное значение определяет температуру воздуха непосредственно на выходе из сопла; на расстоянии же в 10 см от него нагрев будет уже в 2-4 раза ниже. Поэтому учитывать этот параметр следует с запасом:
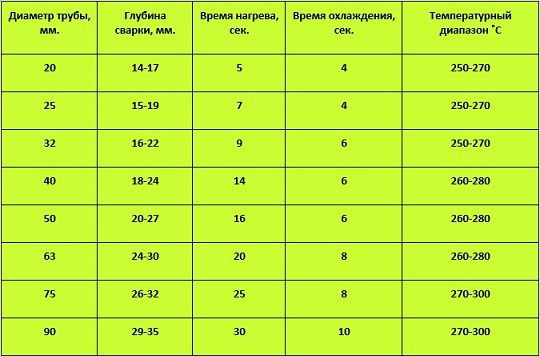
- Для сушки лакокрасочных покрытий, монтажа термоусадочных трубок, сварки швов напольных покрытий и работы с трубами ПВХ хватит 200-300°С рабочей температуры
- Для работы с бытовым пластиком требуется температура воздуха в 150-200°С. Для этого на выходе из фена температура воздушной струи должна быть в 250-350°С. Такая же температура потребуется для демонтажа электронных компонентов.
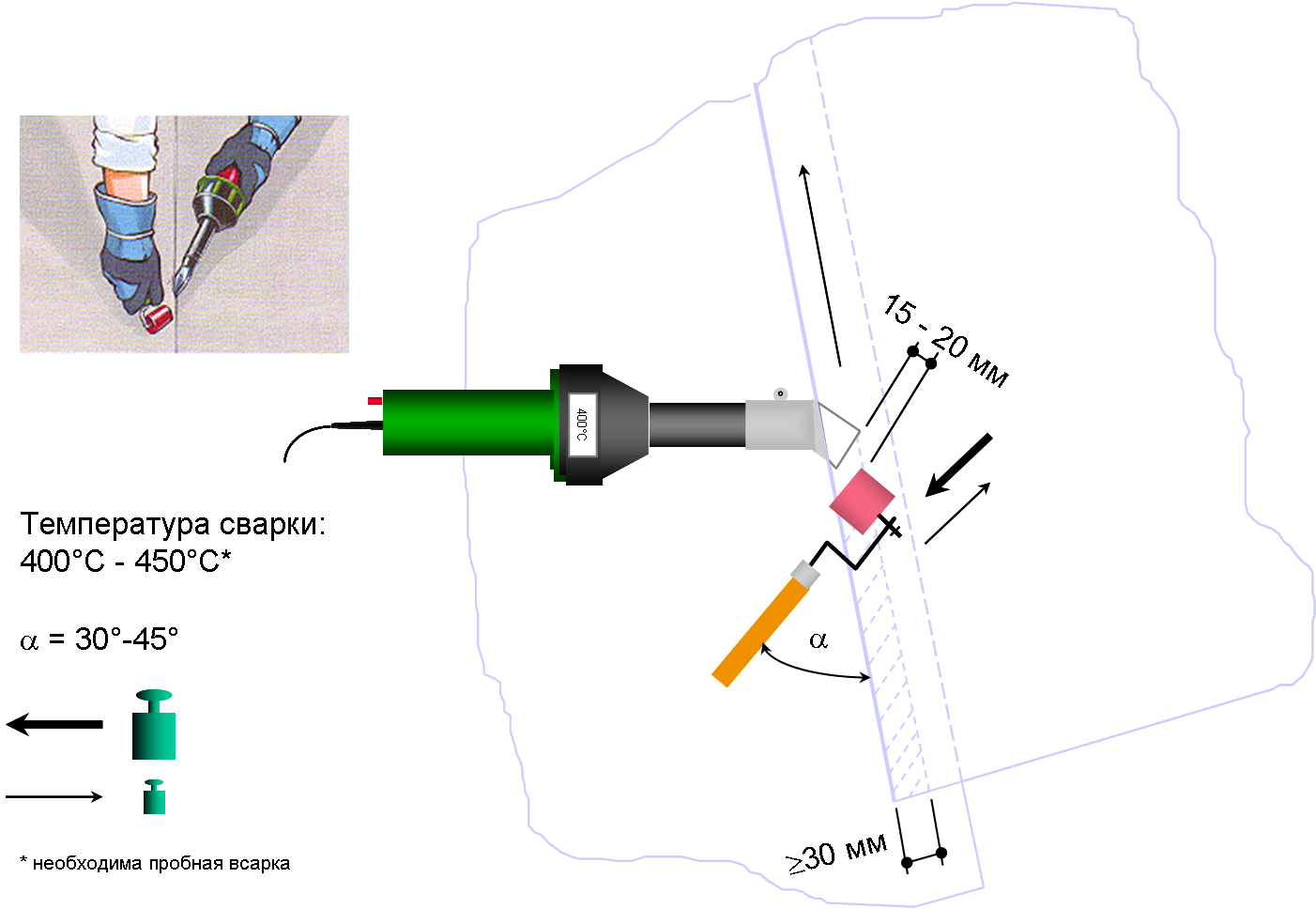
- Полипропилен, ABS- и PS-пластик, из которых изготовлены большинство пластиковых автомобильных деталей, плавятся при температурах 210-250°С, для работы с ними рекомендуется рабочая температура фена в пределах 350-450°С.
- Прочные пластики типа фторопласта, капролона и т.п, плавятся при температурах 250-350°С. Для работы с ними рабочая температура должна составлять 450-600°С
- Для мягкой пайки медных труб в системах водо- и теплоснабжения также используются припои с температурой плавления 200-300°С, но в этом случае намного больше теплоотовод и прогреваемый объем, поэтому рабочая температура должна составлять 400-700°С в зависимости от диаметра трубы.
- Для отжига старых лакокрасочных покрытий и обоев рекомендуется рабочая температура 650-700°С. Впрочем, отжиг будет идти и на меньших температурах, но медленнее.
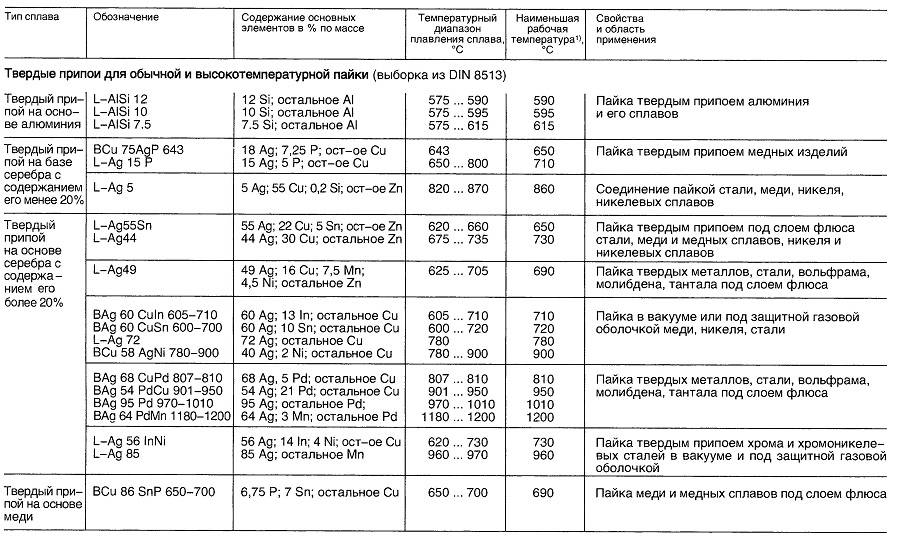
- Максимальная рабочая температура потребуется для твердой пайки (пайки твердыми припоями) металлических труб – эти припои имеют температуру плавления 600-800°С и рабочая температура фена потребуется соответствующая – от 700°С. Но вообще для таких припоев уже лучше воспользоваться газовой горелкой.
 Для работы с ними рабочая температура должна составлять 450-600°С
Для работы с ними рабочая температура должна составлять 450-600°СПри некоторых видах работ требуется точная установка температуры струи воздуха, а большинство фенов имеет только ступенчатую  Точная установка может потребоваться при демонтаже электронных компонентов, при тонком ремонте деталей и пайке швов. Вообще, чем мельче нагреваемая деталь, тем большая точность нужна при настройке режима работы фена. В таких случаях не обойтись без плавной регулировки степени нагрева ТЭНа, без температурного датчика и дисплея.
Точная установка может потребоваться при демонтаже электронных компонентов, при тонком ремонте деталей и пайке швов. Вообще, чем мельче нагреваемая деталь, тем большая точность нужна при настройке режима работы фена. В таких случаях не обойтись без плавной регулировки степени нагрева ТЭНа, без температурного датчика и дисплея.
Максимальный воздушный поток влияет на производительность фена. Но большая производительность нужна не всегда – при работе с мелкими нетеплоемкими деталями достаточно небольшого значения потока. При прогреве деталей большой площади и пайке медных труб поток может быть побольше. Поэтому здесь, как и в случае с температурой, следует смотреть на оба показателя: и на максимальный
и на минимальный воздушный поток – и выбирать инструмент по подходящему диапазону:- Тонкий ремонт деталей из PE-пластика (полиэтилена) производится при минимальном потоке – 50-80 л/мин. С таким же расходом соединяются PVC-детали оконного профиля.
- Ремонт деталей из ABS-пластика производится при потоке в 100 л/мин.
- Тугоплавкий ударопрочный полистирол ремонтируется при потоке в 250-300 л/мин.
- Медные трубы паяются при потоке в 300-500 л/мин
 С таким же расходом соединяются PVC-детали оконного профиля.
С таким же расходом соединяются PVC-детали оконного профиля.При увеличении площади нагреваемого материала увеличивается и поток – например, при вплавливании металлической сетки в ремонтируемый бампер его поверхность прогревается потоками до 600 л/мин.
При отжиге краски и обоев устанавливается максимальный поток.
Регулировка воздушного потока также увеличивает универсальность инструмента – фен можно будет использовать как для тонких работ на минимальном расходе, так и для работ на больших площадях. Недорогие технические фены имеют ступенчатый регулятор, одновременно меняющий и поток, и температуру ТЭНа – это ограничивает количество режимов. На фенах среднего уровня имеется отдельный двух-трехступенчатый регулятор потока.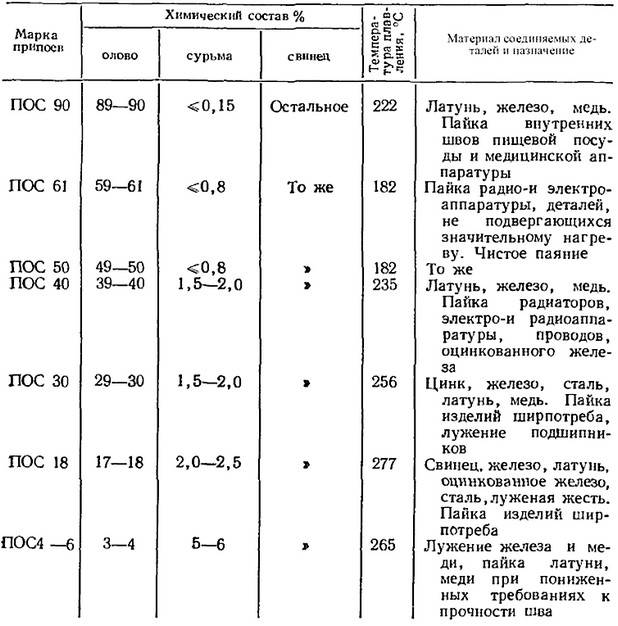
Еще один параметр фена – это создаваемое им статическое давление на выходе из сопла. Оно важно при использовании насадок с малым проходным сечением – например, для резки или пайки. Чем больше статическое давление, тем эффективнее будет фен при использовании таких насадок. Если для вас это важно, обратите внимание на максимальное статическое давление – чем оно больше, тем лучше.
Для выполнения многих работ недостаточно создать нужный поток и выставить правильную температуру – нужна еще соответствующая насадка. Для некоторых фенов их можно докупить отдельно, но далеко не для всех, поэтому, намного лучше иметь все нужные насадки в комплекте.
Плоские насадки применяются для равномерного прогрева больших площадей – приклеивания напольных покрытий, отжига старой краски и снятия обоев.
Рефлекторное сопло с полукруглым отражателем предназначено для труб – с его помощью гнут пластиковые и паяют медные трубы.
Длинный плоский нож позволяет быстро и без «крошек» резать пенопласт большой толщины.
«Лопатка» с отражателем позволяет греть материал по одну сторону от определенной линии – например оконные профили или рамы, не нагревая стекло.
Редукторные сопла разного размера можно использовать для демонтажа электронных компонентов и заделывания трещин.
Двусторонний «утюжок» применяется для одновременного прогрева торцов двух пластиковых труб перед их сваркой.
Сварочное сопло используется для сварки встык, заделывания щелей и трещин.
Насадка для термообжимки позволяет быстро обжать термоусадочную трубку, не потревожив остальные провода и элементы вокруг.
Существуют также более сложные насадки – например, для приклеивания торцовой ленты к мебельным фасадам или измерительные – для точного контроля температуры нагреваемой поверхности. Такие насадки в комплекте не идут и приобретаются отдельно.
Вся конструкция фена охлаждается протекающим через него воздухом. И если наглухо закрыть сопло, фен перестанет охлаждаться и очень быстро перегреется. Это возможно как по случайности – например, из-за попадания посторонних предметов в насадку, так и во время продолжительной работы со слабопропускающими насадками. Чтобы не допустить поломки инструмента из-за перегрева, некоторые фены снабжаются защитой от перегрева, отключающей инструмент при возрастании температуры внутри корпуса свыше некоторого предела. Если вы собираетесь использовать технический фен в профессиональной деятельности, наличие этой опции просто необходимо.
Варианты выбора технических фенов
Если вам важен температурный режим при работе с техническим феном, выбирайте среди моделей с плавной регулировкой температуры и температурным датчиком
Технические фены с кейсом в комплекте намного удобнее в хранении и транспортировке – впрочем, как и любой другой инструмент.
Для пайки медных труб выбирайте среди высокотемпературных технических фенов.
Для работы с большими площадями требуются производительные фены, обеспечивающие большой поток воздуха.
своими руками, сварка горячим воздухом ПВХ такни, описание, пластик – Оборудование для пайки на Svarka.guru
Фен для пайки пластика – многофункциональный инструмент, которому всегда найдется применение, как в быту, так и на производстве.Конструкция практически идентична обычному прибору для сушки волос. Единственное отличие заключается в температуре горячего воздуха. У некоторых аппаратов этот параметр достигает 650 Сº.
Содержание
- 1 Принцип действия термофена
- 2 Особенности
- 3 Конструкция
- 4 Основные характеристики
- 5 Изготавливаем воздушный паяльник из обычного
- 5.1 Принцип работы сделанного своими руками
- 5.2 Мини станция с большими возможностями
- 6 Как правильно собрать самодельный?
- 7 Инструмент для сборки
- 8 Делаем аппарат для пайки микросхем
- 9 Заключение
Принцип действия термофена
Все аппараты можно разделить на две группы:
- бытовые;
- промышленные.
Бытовой фен для пайки пластика – отличный прибор, с помощью которого можно выполнить множество работ: от монтажа линолеума до сварки ПВХ.
Некоторые аппараты оснащают регулятором температуры, что позволяет подобрать оптимальные параметры для различных материалов. Наличие регулировочного механизма расширяет сферу применения: можно выполнить пайку медных труб феном или провести восстановительный ремонт микросхем.
[stextbox if=’info’]Перед работами необходимо идентифицировать материал детали, поскольку нагревать можно только полимеры из группы термопластов – после нагрева они возвращаются в исходное состояние без потери эксплуатационных характеристик.[/stextbox]
Степень температурного воздействия можно регулировать путем изменения расстояния от сопла до поверхности заготовки. Это требует определенных навыков, поскольку при чрезмерном удалении деталь не прогреется до нужной температуры по всей глубине, что негативно скажется на параметрах шва.
Особенности
Процесс пайки строительным феном сопровождается большим расходом энергоресурсов, поскольку мощность нагревателя порой достигает 2,5 кВт. Это обеспечивает высокую производительность – 300-400 л/мин. Поток горячего воздуха воздействует на большую площадь, что не всегда удобно при необходимости точечного воздействия. Сварку пластика феном выполняют с насадкой для быстрой сварки, которые позволяет подать присадочный материал непосредственно в зону соединения.
Конструкция
Строение аппарата не имеет принципиальных отличий от других приборов для генерации потоков горячего воздуха. Основными узлами конструкции являются:
- Рукоятка и корпус. К материалу изготовления предъявляется единственное требование – устойчивость к длительным температурным воздействиям. Чаще всего в качестве основы используют керамику или эбонит. Если производственные условия подразумевают длительную эксплуатацию, например, держатель дополнительно обматывают жаропрочной тканью.
- Сопло. Изготавливается из стали. Как показала практика, этот металл лучше всего справляется с постоянными перепадами температур. Стоимость насадок из других сплавов гораздо выше.
- Нагревательный элемент. К термоэлементу предъявляют особые требования – сохранение формы при нагреве. Данному требованию лучше всего соответствует витая проволока из нихрома.
- Вентилятор. Прибор имеет ограниченные размеры, поэтому вентилятор должен сочетать в себе компактные габариты и высокую производительность для создания устойчивого потока воздуха.

Основные характеристики
На качество работы воздушного паяльника оказывают влияние следующие параметры:
- Мощность. Зависит от типа соединяемых изделий. Для работы с электронными схемами 300 Вт будет более чем достаточно, а для сварки баннеров феном необходимо минимум 1,5 кВт.
- Напряжение. Самого безопасного показателя – 12 В будет недостаточно для достижения рабочих параметров, поэтому современные агрегаты работают с напряжением 24-36 В. Сопротивление нагревательного элемента из нихрома должно составлять 6 Ом.
 Сопротивление нагревательного элемента из нихрома должно составлять 6 Ом.
Сопротивление нагревательного элемента из нихрома должно составлять 6 Ом.Изготавливаем воздушный паяльник из обычного
Модернизация аппарата не займет много времени. В результате мастер получит удобный нагревательный инструмент, которым можно расплавить любой припой, включая особо твердые материалы.
В качестве основы можно использовать обычный электрический паяльный прибор, мощностью 40 Вт. Для создания устойчивого потока воздуха необходим миниатюрный компрессор, типа аквариумного. Этапы создания фена:
- Для начала необходимо удалить контактный стержень прибора.
- С обратной стороны присоединяемой переходную втулку, которая будет служить местом подключения воздушной магистрали.
- Сверлим отверстия в корпусе, для вывода проводов питания.
- Металлический наконечник, к которому крепилось жало, необходимо защитить от утечек тепла. Нет необходимости использовать дорогой изоляционный материал – с функцией сохранения тепла справится фольга и медная проволока.
- Герметизируем все отверстия на корпусе.
- На место стержня устанавливаем стальную трубку аналогичных размеров. В этом случае ее люфт будет минимальным.
На этом сборка фена для пайки своими руками заканчивается. Такой прибор способен прогревать поверхность до 300 Сº. Этого достаточно для работы с любыми пластмассовыми изделиями в домашних условиях. Основное преимущество аппарата заключается в простоте конструкции – для сборки не нужно вытачивать какие-либо детали на станке или использовать специальный инструмент.
Принцип работы сделанного своими руками
В первую очередь необходимо определится с длиной воздушной магистрали. Если разместить компрессов на большом расстоянии, мощность потока воздуха снизится, за счет постоянного трения с внутренней части трубок. Оптимальной считают длину 30-40 см.
Попадая в корпус паяльника, воздух проходит через нагревательный элемент с увеличенной теплоемкостью, а затем поступает на обрабатываемую поверхность через стальную трубку.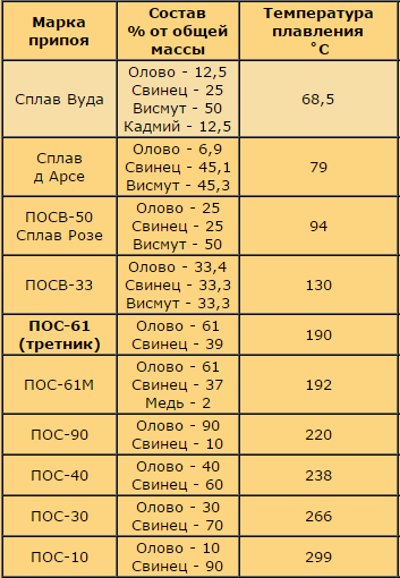
Минусы самодельной конструкции – отсутствие механизма для регулировки температуры и относительно слабый поток воздуха.
[stextbox if=’info’]Для увеличения давления воздуха необходимо собирать миниатюрную турбину, однако это приведет к увеличению стоимости аппарата.[/stextbox]
Мини станция с большими возможностями
Для сборки более совершенного устройства для генерации горячих потоков понадобится заготовка под корпус достаточного размера. Можно использовать пластиковый футляр от старой автомобильной аптечки.
Особенностью конструкции является нагревательный элемент, который устанавливается непосредственно в трубку. Такая схема использовалась в старых конденсаторах. В отличие от предыдущего прибора, компрессор размещают непосредственно в корпусе, что увеличивает его производительность, за счет снижения силы трения.
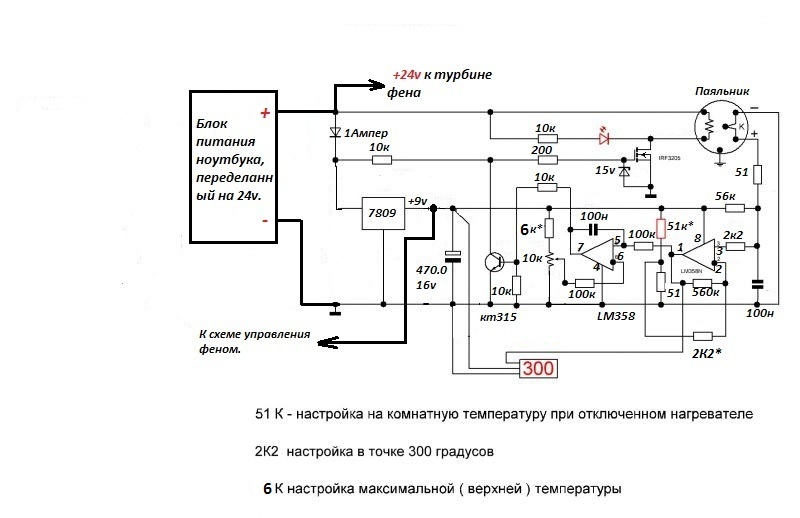
Для регулировки температуры используют блок питания с регулировкой на микроконтроллере. Компактные размеры позволяют использовать такую паяльную станцию в любых условиях.![]()
Как правильно собрать самодельный?
Рассмотрим схему сборки надежного фена для домашних работ:
- Сборка температурного узла. В качестве материала для нагревательного элемента рекомендуют использовать нихромовую спираль, сечением 0,5 мм. Для надежной фиксации ее наматывают на цилиндрическое основание. Важно, чтобы в процессе намотки витки не соприкасались друг с другом. Выводы спиралей следуют закрепить с помощью температурного клея.
- Температурный узел помещают в полый цилиндр, изготовленный из термоизоляционного материала. Выходы спиралей соединяют с проводами питания. Токоведущие части проводят через пускатель и реостат, с целью регулировки входящего напряжения.
- С одной стороны трубки устанавливают фен для создания потока воздуха.
- С обратной стороны устанавливают сопло, величина сечения которого зависит поставленных задач.
Сделать подобный сварочный фен совсем не сложно. Для расширения его возможностей рекомендуем разработать механизм замены сопел.
Инструмент для сборки
Для сборки компактного ручного фена следует подготовить следующий инструмент:
- Дрель;
- Мультиметр;
- Ножовка;
- Пассатижи;
- Набор отверток;
- Электрический паяльник.
- Измерительные приборы;
Делаем аппарат для пайки микросхем
Узлы данного устройства не отличаются от приборов, которые были рассмотрены выше. Особое внимание следует уделить корпусу, поскольку он будет испытывать постоянные температурные нагрузки. Сложность в том, что стоимость теплоизоляционных материалов достаточно высока, поэтому в качестве основы лучше всего использовать старый фен.
Место крепления сопла – самый ответственный участок, требующий тщательной изоляции. В противном случае тепло будет передаваться на другие участки фена, что усложнит процесс пайки.
Регулятор температуры лучше всего разместить на ручке. Это позволит изменять базовый параметр, не отвлекаясь от работы. В качестве переключателя рекомендуем использовать элементы от старых бытовых приборов.
В качестве переключателя рекомендуем использовать элементы от старых бытовых приборов.
Заключение
Фен для пайки – полезный в домашнем хозяйстве прибор, который можно собрать своими руками. В этом случае затраты на сборку не превысят 20 % от стоимости заводского устройства при практически аналогичных характеристиках.
[stextbox id=’info’]Мастер по ремонту оргтехники Годунов Евгений Дмитриевич. Опыт работы – 10 лет: «На один из праздников мне подарили строительный фен. Дома я не нашел ему применения и поэтому отнес на работу – хотел приспособить для пайки электросхем. Однако с началом работы обнаружилась проблема: мощным потоком воздуха можно было сдуть всю обвязку с плат. Сначала попробовал заглушить всасывающие отверстия – поток снизился, но фен начал перегреваться в процессе работы. Пришлось ставить регулятор оборотов двигателя и рабочей температуры – это решило все проблемы».[/stextbox]
поверхностный монтаж – температура обработки горячим воздухом, чтобы избежать расплавления припоя на противоположном конце
Сегодня у меня был спор с начинающим любителем электроники по поводу нагрева во время пайки. Он уже принял решение и выкинул несколько цифр для временных параметров железа. Где он их взял, ускользает от меня, поскольку один из них, который он бросил в меня, был ниже точки плавления серебряного припоя, о котором он постоянно упоминал.
Он уже принял решение и выкинул несколько цифр для временных параметров железа. Где он их взял, ускользает от меня, поскольку один из них, который он бросил в меня, был ниже точки плавления серебряного припоя, о котором он постоянно упоминал.
Плакат до моего появления намного позже использует ТОЧНО ТЕ ЖЕ ТЕМПЕРАТУРЫ ГОРЯЧЕГО ВОЗДУХА, ИСПОЛЬЗУЕМЫЕ Я. 340C ~ 360C с низкой скоростью полета. Я установил свой воздух на уровень 4 из 10, он достаточно медленный, чтобы не беспокоить меня ударом по соседним компонентам, достаточно серьезным, чтобы создать проблемы.
при работе с большими интегральными микросхемами я подниму температуру воздуха до 400°C и увеличу воздушный поток до 8°C, но только тогда, когда это будет безопасно. Каждый должен понимать, что НА КОМПОНЕНТЫ ВЛИЯЮТ НЕ ТОЛЬКО ТЕПЛОВЫЕ И ВОЗДУШНЫЕ НАСТРОЙКИ. Несколько других переменных играют роль с горячим воздухом. Это расстояние от наконечника горячего воздуха до компонента, время, в течение которого наконечник находится в устойчивом положении, и скорость физического перемещения наконечника по площади. Можно использовать самые высокие настройки, доступные для нагрева и скорости воздуха, без какого-либо повреждения компонентов или печатной платы, если вы соответствующим образом отрегулируете другие переменные.
Можно использовать самые высокие настройки, доступные для нагрева и скорости воздуха, без какого-либо повреждения компонентов или печатной платы, если вы соответствующим образом отрегулируете другие переменные.
Просто не существует фиксированных настроек температуры и скорости воздуха, подходящих для всех ремонтников. Каждый из нас вносит небольшие изменения в способ пайки/отпайки, делая любой набор температур и скоростей правильным для всех. Чтобы обойти это, найдите одноразовую печатную плату с хорошим тепловым соединением и установите ее рядом с местом, где вы работаете. Следите за температурой, считываемой на печатной плате, чтобы знать, когда приближается расплавление припоя. Это позволит вам почувствовать скорость полета и температуру на вашем оборудовании, которые будут работать для вашего стиля работы.
Когда поднимается эта тема, я ловлю себя на желании вернуться во времена, предшествовавшие цифровым показаниям. Дни, когда мы регулировали темпы от 1 до 10 и находили золотую середину на опыте выполнения работы. На причудливые цифровые дисплеи приятно смотреть, и они могут произвести впечатление на представителей обоих полов, но по-настоящему важно научиться сводить время на печатной плате к минимуму, не создавая повреждений.
На причудливые цифровые дисплеи приятно смотреть, и они могут произвести впечатление на представителей обоих полов, но по-настоящему важно научиться сводить время на печатной плате к минимуму, не создавая повреждений.
РЕДАКТИРОВАТЬ: Есть еще одна вещь, которую вы должны принять во внимание, а именно время, в течение которого вы сможете извлечь из своего оборудования нагревательные элементы и наконечники утюга. Высокая температура приведет к деградации обоих и потребует замены гораздо чаще, чем более низкие температуры. В моем магазине мы стараемся, чтобы эти вещи были частью нашей повседневной работы. Когда вы заботитесь о своих вещах, намного легче заботиться об оборудовании вашего клиента. Хорошие рабочие привычки ничем не заменимы.
Вам также необходимо учитывать мощность вашего оборудования и размер насадок для утюга и сопел горячего воздуха. Воздушные форсунки будут увеличивать давление воздуха по мере того, как они уменьшаются в размерах, что увеличивает вероятность смещения более мелких компонентов.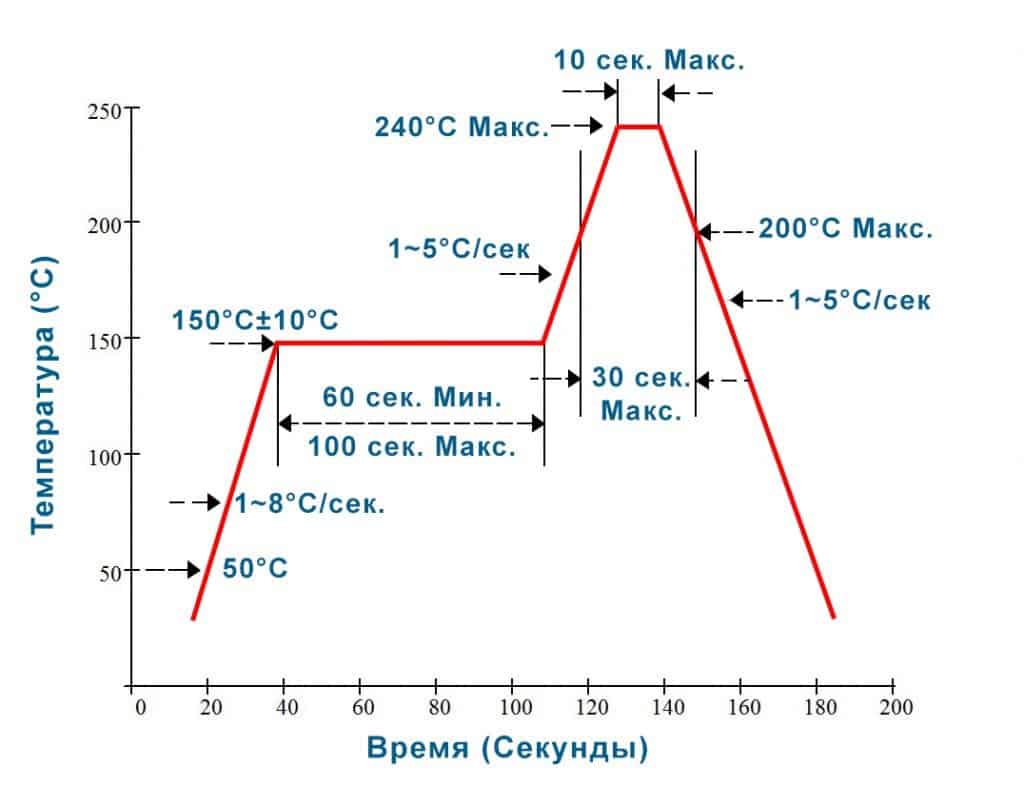 Лучший совет, который я могу дать, — это почувствовать, как что-то работает для вас, практика приносит совершенство.
Лучший совет, который я могу дать, — это почувствовать, как что-то работает для вас, практика приносит совершенство.
стабилитрон – пайка горячим воздухом без разрушения интегральных схем
Задавать вопрос
спросил
Изменено 5 лет, 9 месяцев назад
Просмотрено 7к раз
\$\начало группы\$Я разработал печатную плату, состоящую примерно из 20 деталей, включая регулируемый шунтирующий стабилизатор Зенера LMV431 для поверхностного монтажа и PNP-транзистор MMBT2907.
Получается, что каждый раз, когда я паял плату, стабилитрон и/или PNP-транзистор пригорали и после этого не работали должным образом. В частности, стабилитрон никогда не переходит в состояние с высоким Z, как предполагается (продолжает проводить ток независимо от условий), а транзистор PNP не отключается (продолжает пропускать ток даже при нулевом базовом токе).
Вот мой процесс пайки:
- Нагрейте нижнюю часть печатной платы с помощью паяльной станции горячего воздуха, настроенной на 150°C при максимальной настройке воздуха, в течение примерно 2 минут, удерживая наконечник горячего воздуха под углом 30° относительно печатной платы. За последние 20 секунд температура увеличивается до 280°C
- Уменьшите расход воздуха до значения ~4/8, поддерживая заданную температуру на уровне 280°C, и немедленно начните нагревать всю верхнюю поверхность печатной платы, постоянно перемещая наконечник со скоростью ~ 8 см/с и расстоянием до наконечника прибл. 1,25 дюйма. Делайте это в течение 20-30 секунд
- Уменьшите расстояние наконечника от платы примерно до 0,5 дюйма и начните фокусировать тепло в виде завихрений диаметром 2 см на участке платы, ближайшем к посадочной площадке USB-разъема. Сосредоточьте тепло на конденсаторах и резисторах в этой области, а также на выводах полевого транзистора. Обязательно вернитесь к нагреву области 8 см/с с последнего шага на той части платы, которая не оплавляется, чтобы убедиться, что ее температура остается высокой. Вероятно, рекомендуется возвращаться к этому каждые 10 секунд в течение 1 или 2 секунд.
- Продуйте вокруг полевого транзистора под углом 45°, чтобы припой под ним оплавился
- Переместите целевую область оплавления на сторону платы Zener/PNP, следя за тем, чтобы наконечник двигался достаточно быстро. Старайтесь не направлять наконечник прямо на Zener или PNP, вместо этого старайтесь дуть в сторону от них, чтобы привести их к оплавлению
 Вероятно, рекомендуется возвращаться к этому каждые 10 секунд в течение 1 или 2 секунд.
Вероятно, рекомендуется возвращаться к этому каждые 10 секунд в течение 1 или 2 секунд.Согласно паспорту Zener, максимальная температура во время пайки составляет 260 C: % уверен, что непостоянство между 5 платами, которые я собрал, действительно связано с тепловым напряжением во время оплавления, а не с неотъемлемым недостатком схемы).
Должен ли я отказаться от попыток сделать это с помощью ремонтной станции с горячим воздухом и купить печь оплавления?
- пайка
- стабилитрон
- термический
- отказ
- горячий воздух
Мне помогла ручная пайка.