16Б20П Станок токарно-винторезный повышенной точности. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16Б20п
Производитель универсальных токарных станков 16Б20п – Московский станкостроительный завод “Красный пролетарий” им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе “Красный пролетарий” им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП – Догнать И Перегнать), где 200, 300, 400, 500 – высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62 – станок токарно-винторезный универсальный, Ø 400
- 1К62 – станок токарно-винторезный универсальный, Ø 400
- 1К62Б – станок токарно-винторезный повышенной точности универсальный, Ø 400
- 1К282 – станок токарный восьмишпиндельный вертикальный, Ø 250
- 1К620 – станок токарно-винторезный универсальный с вариатором, Ø 400
- 1К625 – станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 16А20Ф3 – станок токарный с ЧПУ, Ø 400
- 16Б20П – станок токарно-винторезный повышенной точности, Ø 400
- 16К20 – станок токарно-винторезный универсальный Ø 400
- 16К20ВФ1 – станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400
- 16К20М – станок токарно-винторезный механизированный, Ø 400
- 16К20П – станок токарно-винторезный повышенной точности, Ø 400
- 16К20Ф3 – станок токарный с ЧПУ, Ø 400
- 16К20Ф3С32 – станок токарный с ЧПУ, Ø 400
- 16К20Т1 – станок токарный с оперативным управлением, Ø 500
- 16К25 – станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 162 – станок токарно-винторезный универсальный, Ø 420
- 1622 – станок токарно-винторезный универсальный, Ø 120
- 1730 – станок токарный многорезцовый копировальный полуатомат, Ø 410
- ДИП-40 (1Д64) – станок токарно-винторезный универсальный, Ø 800
- ДИП-50 (1Д65) – станок токарно-винторезный универсальный, Ø 1000
- ДИП-200 – станок токарно-винторезный универсальный, Ø 400
- ДИП-300 – станок токарно-винторезный универсальный, Ø 630
- ДИП-400 – станок токарно-винторезный универсальный, Ø 800
- ДИП-500 – станок токарно-винторезный универсальный, Ø 1000
- МК6046, МК6047, МК6048 – станок токарно-винторезный универсальный, Ø 500
- МК6056, МК6057, МК6058 – станок токарно-винторезный универсальный, Ø 500
- МК-3002 – станок токарный настольный, Ø 220
16Б20П Станок токарно-винторезный повышенной точности универсальный.
 Назначение и область применения
Назначение и область примененияТокарно-винторезный станок повышенной точности 16Б20П разработан в 1965 году. Станок 16Б20П спроектирован на базе модели 1К62 и был заменен более совершенной моделью 16К20. Станок 16Б20П выпускался недолго и стал переходной моделью между двумя сериями станков: 1к62 и 16к20. Многие технические решения, впервые внедренные на этой модели, применяются по сей день в современных токарно-винторезных универсальных станках, например, коробка подач 16Б20П.070.000, фартук 16Б20П.061.000 стали стандартом для всех последующих моделей этой серии.
Токарно-винторезный станок 16Б20П предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Принцип работы и особенности конструкции станка
16Б20ПЖесткая коробчатой формы станина станка 16Б20П с калеными шлифованными направляющими установлена на монолитном основании, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости.
Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения, не требующих регулировки в процессе эксплуатации.
Выходной вал шпиндельной бабки через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.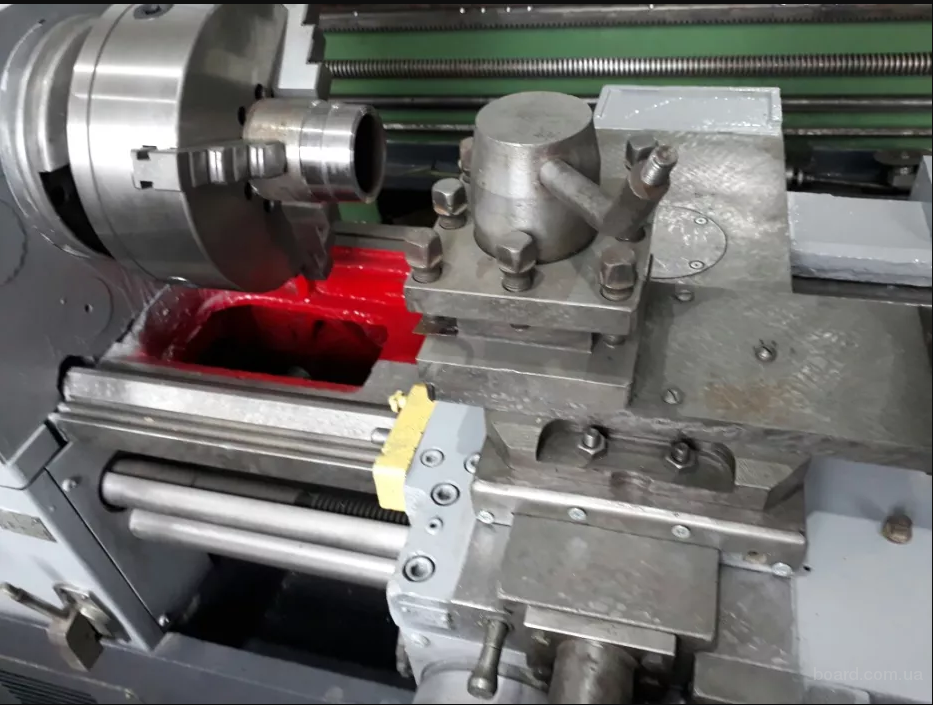
Класс точности станка П. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Особо нужно учесть, что станок модели 16Б20П является моделью повышенной точности, и во избежание потери точности не следует использовать его для черновой обработки.
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) – один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6048, МК6056, МК6057, МК6758.
Габариты рабочего пространства токарного станка 16Б20П. Эскиз суппорта
Габарит рабочего пространства токарного станка 16Б20п
Чертеж шпинделя токарно-винторезного станка 16Б20П.
Чертеж шпинделя токарно-винторезного станка 16Б20п
Общий вид токарно-винторезного станка 16Б20П
Фото токарно-винторезного станка 16Б20п
Расположение органов управления токарно-винторезным станком 16Б20П
Расположение органов управления токарно-винторезным станком 16Б20п
Расположение органов управления токарно-винторезного станка 16Б20П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления токарно-винторезного станка 16Б20П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага и деления на многозаходные резьбы
- Рукоятка установки правой или левой резьбы
- Рукоятка выбора типа резьбы и вида работы (нарезание резьбы или подача)
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки величины подачи или резьбы
- Маховичок ручного продольного перемещения каретки суппорта
- Рукоятка включения и выключения гайки ходового винта
- Маховичок зажима лимба продольной подачи
- Кнопка вывода реечной шестерни из зацепления при нарезании резьб
- Рукоятка поперечного перемещения суппорта
- Кнопка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка зажима от проворота ходового винта для перемещения верхнего суппорта (резцовых салазок)
- Рукоятка подачи верхнего суппорта (резцовых салазок)
- Рукоятка поворота, индексации и зажима резцовой головки
- Рукоятка включения, останова и реверса шпинделя
- Мнемоническая рукоятка суппортной группы
- Кнопка ускоренного перемещения фартука и суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки на направляющих станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения ходового винта напрямую
- Выключатель сети питания
- Кнопка включения электродвигателя на I скорость
- Кнопка включения электродвигателя на II скорость
- Кнопочная станция пуска и останова главного электродвигателя
- Выключатель подачи и резьбы
- Выключатель насоса СОЖ
- Амперметр главного электродвигателя
- Стоп станка
- Толчок
- Левая рукоятка включения, останова и реверса шпинделя
Перечень составных частей токарно-винторезного станка 16Б20П
- Станина РМЦ 1400 мм – 16Б20П-010
- Станина РМЦ 1000 мм – 16Б20П-011
- Станина РМЦ 710 мм – 16Б20П-012
- Ножка левая – 16Б20П-013
- Ножка правая – 16Б20П-014
- Шпиндельная бабка – 16Б20П-020 (опоры подшипников “Гамет”)
- Коробка скоростей – 16Б20П-024
- Задняя бабка – 16Б20П-030
- Суппорт с механической подачей – 16Б20П-040
- Суппорт без механической подачи – 16Б20П-044 (только для станка с РМЦ 1400 мм)
- Резцедержатель – 16Б20П-043
- Каретка с механической подачей – 16Б20П-050
- Каретка без механической подачи – 16Б20П-051 (только для станка с РМЦ 1400 мм)
- Фартук – 16Б20П-060
- Коробка подач – 16Б20П-070
- Коробка передач – 16Б20П-080
- Таблица настройки сменных шестерен (гитары) – 16Б20П-081
- Патрон поводковый – 16Б20П-090
- Фланец переходной к трех-кулачковому патрону Ø250 мм – 16Б20П-095
- Инструмент
- Привод быстрого хода
- Ходовой винт РМЦ 1400 мм – 16Б20П-152
- Ходовой винт РМЦ 1000 мм – 16Б20П-153
- Ходовой винт РМЦ 710 мм – 16Б20П-154
- Шкивы главного привода – 16Б20П-160 (только для станка с РМЦ 710 и 1400, Nшп = 16.
 .1600)
.1600) - Шкивы главного привода – 16Б20П-161 (только для станка с РМЦ 1400, Nшп = 12,5..1250)
- Шкивы главного привода – 16Б20П-162 (только для станка с Nшп = 20..2000)
- Шкивы главного привода – 16Б20П-163 (только для станка с РМЦ 1000, с Nшп = 16..1600)
- Электрооборудование – 16Б20П-180
- Таблица чисел оборотов и подач – 16Б20П-225 (для станка с Nшп = 16..1600)
- Таблица чисел оборотов и подач – 16Б20П-226 (для станка с РМЦ 1400, Nшп = 12,5..1250)
- Таблица чисел оборотов и подач – 16Б20П-227 (для станка с Nшп = 20..2000)
- Смазка централизованная – 16Б20П-240
- Охлаждение – 16Б20П-250
- Охлаждение – 16Б20П-261
- Лимбы и механизм отключения рукоятки переднего винта – 16Б20П-52
- Левая рукоятка управления шпинделем – 16Б20П-071
 .1600)
.1600)Схема кинематическая токарно-винторезного станка 16Б20П
Кинематическая схема токарно-винторезного станка 16Б20п
Схема кинематическая токарно-винторезного станка 16Б20П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Движение на шпиндель передается в следующей последовательности:
- Двухскоростной электродвигатель 695 / 1400 об/мин. Скорость электродвигателя выбирается кнопками
- Плоскоременная передача на коробку скоростей
- Коробка скоростей на 6 чисел оборотов
- Плоскоременная передача на шпиндельную бабку
Установка чисел оборотов шпинделя в шпиндельной бабке производится рукояткой 1, которая перемещает блоки 18-19-21-25-26.
Описание конструкции токарно-винторезного станка 16Б20П
Станина
Станина станка литая, в нише правого торца установлен электродвигатель ускоренных ходов. Станина установлена на две пустотелые тумбы. В левой размещен электродвигатель главного привода, в правой – размещен электронасос охлаждения с эмульсионным баком и электронасос смазки с баком.
В левой размещен электродвигатель главного привода, в правой – размещен электронасос охлаждения с эмульсионным баком и электронасос смазки с баком.
Передняя (шпиндельная) бабка токарно-винторезного станка 16Б20П
Регулировка положения оси шпинделя относительно направляющих станины производится установочными винтами.
В шпиндельной бабке размещены:
- Звено увеличения шага с передаточным отношением 1:1, 1:4, 1:16
- Шпиндельный узел
- Зубчатый механизм для нарезания правых и левых резьб
Шпиндельный узел смонтирован на специальных конусно-роликовых подшипниках типа “Гамет” (Gamet Bearings – Английская фирма изготовитель прецизионных подшипников для оборудования).
Коробка скоростей на 6 чисел оборотов шпинделя вынесена из шиндельной бабки и крепится внутри левой тумбы станка.
В коробке скоростей находится:
- Зубчатый механизм (редуктор)
- Пусковая и тормозная электромагнитные муфты
- Механизм селективного управления коробкой
Механизм главного дижения токарно-винторезного станка 16Б20п
Механизм главного дижения токарно-винторезного станка 16Б20П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач
Коробка подач монтируется в левой части станины.
Механизм коробки подач со сменными шестернями гитары дают возможность нарезать весь основной ряд резьб, предусмотренный ГОСТом.
С помощью звена увеличения шага можно получить резьбы с шагом увеличенным в 4 и 16 раз
При специальной настройке гитары нарезаются мелкие резьбы с шагом от 0,2 мм.
Выбор подачи производится тремя рукоятками, смонтированными на коробке.
- Левой рукояткой (6) выбирается резьба из основного ряда
- Правая рукоятка (7) перемещает зубчатые колеса множительного механизма
- Средняя рукоятка (5) выбирает тип резьб и работ
В правой части коробки вмонтирована обгонная муфта для получения ускоренных перемещений каретки и суппорта.
Механизм подач токарно-винторезного станка 16Б20п
Механизм подач токарно-винторезного станка 16Б20П. Смотреть в увеличенном масштабе
Настройка станка 16Б20п для нарезания резьб (таблица резьб)
Настройка станка 16Б20п для нарезания резьб (таблица резьб). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фартук
Фартук снабжен четырьмя мелкозубчатыми муфтами, которые обеспечивают прямой и обратный ход каретки и суппорта в прямом и обратном направлениях
Управление перемещениями каретки и нижней части суппорта производится мнемонической рукояткой.
При работе по упорам или случайных перегрузках предохранительное устройство фартука, непосредственно воздействуюя на механизм управления, переводит мелкозубчатые муфты в нейтральное положение.
Шариковое блокировочное устройство исключает одновременное включение маточной гайки и продольного и поперечного перемещений.
Суппорт
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины (каретка) и поперечное – по направляющим каретки.
Верхний суппорт с резцедержкой также имеет механическое перемещение для обточки коротких конусов (длина образующей конуса не более 140 мм.
Схема электрическая принципиальная токарного станка 16Б20П
Электрическая схема токарно-винторезного станка 16Б20п
Схема электрическая токарно-винторезного станка 16Б20П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Производители токарных станков в России
Технические характеристики токарного станка 16Б20П
| Наименование параметра | 16Б20П | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 1000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса детали, обрабатываемой в центрах, кг | 460. .1300 .1300 | |
| Наибольшая масса детали, обрабатываемой в патроне, кг | 200 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении (в зависимости от комплекта шкивов главного двигателя), об/мин | 16..1600 12,5..1250 100..2000 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 930 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 250 | 300 |
| Скорость быстрых продольных перемещений, м/мин | 4,0 | 3,8 |
| Скорость быстрых поперечных перемещений, м/мин | 2,0 | 1,9 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025. .1,4 .1,4 |
| Количество подач продольных/ поперечных | 22/24 | 22/24 |
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,25 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,25 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Шкала угла поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 200 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 5 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 4,1/ 6,6 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,6 | 0,12 |
| Электродвигатель привода насоса смазки, кВт | 0,27 | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2595 х 1405 х 1115 | 2795 х 1190 х 1500 |
| Масса станка, кг | 2050 | 3010 |
* указана цена восстановленного станка, (т. к. эти модели станков больше не производятся)
к. эти модели станков больше не производятся)
- Станок токарно-винторезный повышенной точности 16Б20п. Руководство по уходу и обслуживанию, 1965
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н. Н. Металлорежущие станки, 1988
Список литературы:
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988Полезные ссылки по теме. Дополнительная информация
16Б20П Станок токарно-винторезный повышенной точности. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16Б20п
Производитель универсальных токарных станков 16Б20п — Московский станкостроительный им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
— Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62
— станок токарно-винторезный универсальный, Ø 400 - 1К62
— станок токарно-винторезный универсальный, Ø 400 - 1К62Б
— станок токарно-винторезный повышенной точности универсальный, Ø 400 - 1К282
— станок токарный восьмишпиндельный вертикальный, Ø 250 - 1К620
— станок токарно-винторезный универсальный с вариатором, Ø 400 - 1К625
— станок токарно-винторезный облегченный с повышенной линией центров, Ø 500 - 16А20Ф3
— станок токарный с ЧПУ, Ø 400 - 16Б20П
— станок токарно-винторезный повышенной точности, Ø 400 - 16К20
— станок токарно-винторезный универсальный Ø 400 - 16К20ВФ1
— станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400 - 16К20М
— станок токарно-винторезный механизированный, Ø 400 - 16К20П
— станок токарно-винторезный повышенной точности, Ø 400 - 16К20ПФ1
— станок токарно-винторезный повышенной точностии с УЦИ, Ø 400 - 16К20Ф3
— станок токарный с ЧПУ, Ø 400 - 16К20Ф3С32
— станок токарный с ЧПУ, Ø 400 - 16К20Т1
— станок токарный с оперативным управлением, Ø 500 - 16К25
— станок токарно-винторезный облегченный с повышенной линией центров, Ø 500 - 162
— станок токарно-винторезный универсальный, Ø 420 - 1622
— станок токарно-винторезный универсальный, Ø 120 - 1730
— станок токарный многорезцовый копировальный полуатомат, Ø 410 - ДИП-40 (1Д64)
— станок токарно-винторезный универсальный, Ø 800 - ДИП-50 (1Д65)
— станок токарно-винторезный универсальный, Ø 1000 - ДИП-200
— станок токарно-винторезный универсальный, Ø 400 - ДИП-300
— станок токарно-винторезный универсальный, Ø 630 - ДИП-400
— станок токарно-винторезный универсальный, Ø 800 - ДИП-500
— станок токарно-винторезный универсальный, Ø 1000 - МК6046, МК6047, МК6048
— станок токарно-винторезный универсальный, Ø 500 - МК6056, МК6057, МК6058
— станок токарно-винторезный универсальный, Ø 500 - МК-3002
— станок токарный настольный, Ø 220
Расположение органов управления токарно-винторезным станком 16Б20П
Расположение органов управления токарно-винторезным станком 16Б20п
Перечень органов управления токарно-винторезного станка 16Б20П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага и деления на многозаходные резьбы
- Рукоятка установки правой или левой резьбы
- Рукоятка выбора типа резьбы и вида работы (нарезание резьбы или подача)
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки величины подачи или резьбы
- Маховичок ручного продольного перемещения каретки суппорта
- Рукоятка включения и выключения гайки ходового винта
- Маховичок зажима лимба продольной подачи
- Кнопка вывода реечной шестерни из зацепления при нарезании резьб
- Рукоятка поперечного перемещения суппорта
- Кнопка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка зажима от проворота ходового винта для перемещения верхнего суппорта (резцовых салазок)
- Рукоятка подачи верхнего суппорта (резцовых салазок)
- Рукоятка поворота, индексации и зажима резцовой головки
- Рукоятка включения, останова и реверса шпинделя
- Мнемоническая рукоятка суппортной группы
- Кнопка ускоренного перемещения фартука и суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки на направляющих станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения ходового винта напрямую
- Выключатель сети питания
- Кнопка включения электродвигателя на I скорость
- Кнопка включения электродвигателя на II скорость
- Кнопочная станция пуска и останова главного электродвигателя
- Выключатель подачи и резьбы
- Выключатель насоса СОЖ
- Амперметр главного электродвигателя
- Стоп станка
- Толчок
- Левая рукоятка включения, останова и реверса шпинделя
Перечень составных частей токарно-винторезного станка 16Б20П
- Станина РМЦ 1400 мм — 16Б20П-010
- Станина РМЦ 1000 мм — 16Б20П-011
- Станина РМЦ 710 мм — 16Б20П-012
- Ножка левая — 16Б20П-013
- Ножка правая — 16Б20П-014
- Шпиндельная бабка — 16Б20П-020 (опоры подшипников «Гамет»)
- Коробка скоростей — 16Б20П-024
- Задняя бабка — 16Б20П-030
- Суппорт с механической подачей — 16Б20П-040
- Суппорт без механической подачи — 16Б20П-044 (только для станка с РМЦ 1400 мм)
- Резцедержатель — 16Б20П-043
- Каретка с механической подачей — 16Б20П-050
- Каретка без механической подачи — 16Б20П-051 (только для станка с РМЦ 1400 мм)
- Фартук — 16Б20П-060
- Коробка подач — 16Б20П-070
- Коробка передач — 16Б20П-080
- Таблица настройки сменных шестерен (гитары) — 16Б20П-081
- Патрон поводковый — 16Б20П-090
- Фланец переходной к трех-кулачковому патрону Ø250 мм — 16Б20П-095
- Инструмент
- Привод быстрого хода
- Ходовой винт РМЦ 1400 мм — 16Б20П-152
- Ходовой винт РМЦ 1000 мм — 16Б20П-153
- Ходовой винт РМЦ 710 мм — 16Б20П-154
- Шкивы главного привода — 16Б20П-160 (только для станка с РМЦ 710 и 1400, Nшп = 16. .1600)
- Шкивы главного привода — 16Б20П-161 (только для станка с РМЦ 1400, Nшп = 12,5..1250)
- Шкивы главного привода — 16Б20П-162 (только для станка с Nшп = 20..2000)
- Шкивы главного привода — 16Б20П-163 (только для станка с РМЦ 1000, с Nшп = 16..1600)
- Электрооборудование — 16Б20П-180
- Таблица чисел оборотов и подач — 16Б20П-225 (для станка с Nшп = 16..1600)
- Таблица чисел оборотов и подач — 16Б20П-226 (для станка с РМЦ 1400, Nшп = 12,5..1250)
- Таблица чисел оборотов и подач — 16Б20П-227 (для станка с Nшп = 20..2000)
- Смазка централизованная — 16Б20П-240
- Охлаждение — 16Б20П-250
- Охлаждение — 16Б20П-261
- Лимбы и механизм отключения рукоятки переднего винта — 16Б20П-52
- Левая рукоятка управления шпинделем — 16Б20П-071
 .1600)
.1600)Требования к безопасности
Станок 16В20П сертифицирован на соответствие требованиям безопасности. Для реализации мер безопасной работы производитель предусмотрел:
- ограждение ременной передачи и сменных зубчатых колес, сблокированное с системой управлении привода главного движения. При открытом ограждении включение привода главного движения невозможно;
- специальную блокировку рукоятки управления вводным выключателем, в результате чего дверь электрошкафа можно открыть только при выключенном вводном выключателе;
- ограждение патрона сблокированное с системой привода главного движения. При открытом кожухе ограждения невозможно включение вращения шпинделя.
 При открытом ограждении включение привода главного движения невозможно;
При открытом ограждении включение привода главного движения невозможно;Предусмотрены и другие меры безопасности, которые гарантируют безопасность работы оператора на станке 16В20П.
Схема кинематическая токарно-винторезного станка 16Б20П
Кинематическая схема токарно-винторезного станка 16Б20п
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Движение на шпиндель передается в следующей последовательности:
- Двухскоростной электродвигатель 695 / 1400 об/мин. Скорость электродвигателя выбирается кнопками
- Плоскоременная передача на коробку скоростей
- Коробка скоростей на 6 чисел оборотов
- Плоскоременная передача на шпиндельную бабку
 Скорость электродвигателя выбирается кнопками
Скорость электродвигателя выбирается кнопкамиУстановка чисел оборотов шпинделя в шпиндельной бабке производится рукояткой 1, которая перемещает блоки 18-19-21-25-26.
Конструктивная схема
В паспорте токарно-винторезного станка 16б20п-061 описана его конструкции. Станина станка для жесткости выполнена коробчатой формы и смонтирована на основании. На станине имеются шлифованные направляющие, подвергнутые закалке. В особой полости основания скапливается стружка. Здесь же – открытая емкость под СОЖ.
Прецизионные подшипники, на которые опирается шпиндель станка, не регулируются. На выходном конце шпинделя есть фланец с закрепленным 3-х кулачковым патроном.
Входной конец шпинделя через сменный комплект зубчатых колес и ходовой вал или винт передает вращение на коробку подач. Она двигает суппорт с резцедержателем во время точения заготовок или изготовления резьбы.
На суппорте есть шкалы с визирами. Они облегчают визуальный контроль перемещения салазок в процессе резания. Резцедержатель надежно фиксирует четыре резца.
Фартук укомплектован конечными упорами с выключателями для уверенного останова механизма подачи суппорта. В наличии есть другие блокировки, ограждения зоны резания, гарантирующие безопасную эксплуатацию станка.
При использовании токарного станка 16б20п важно контролировать его состояние – общее и основных конструктивных элементов. Это сильно влияет на точность выполняемых операций и качество поверхности деталей. Особого внимания требуют направляющие суппорта и станины.
Электрическая схема
Электрическая схема токарного станка 16б20п-070 необходима для корректного подключения питания при пуске оборудования, его эксплуатации и ремонта.
Описание конструкции токарно-винторезного станка 16Б20П
Станина
Станина станка литая, в нише правого торца установлен электродвигатель ускоренных ходов. Станина установлена на две пустотелые тумбы. В левой размещен электродвигатель главного привода, в правой — размещен электронасос охлаждения с эмульсионным баком и электронасос смазки с баком.
Станина установлена на две пустотелые тумбы. В левой размещен электродвигатель главного привода, в правой — размещен электронасос охлаждения с эмульсионным баком и электронасос смазки с баком.
Передняя (шпиндельная) бабка токарно-винторезного станка 16Б20П
Регулировка положения оси шпинделя относительно направляющих станины производится установочными винтами.
В шпиндельной бабке размещены:
- Звено увеличения шага с передаточным отношением 1:1, 1:4, 1:16
- Шпиндельный узел
- Зубчатый механизм для нарезания правых и левых резьб
Шпиндельный узел смонтирован на специальных конусно-роликовых подшипниках типа «Гамет» (Gamet Bearings — Английская фирма изготовитель прецизионных подшипников для оборудования).
Коробка скоростей на 6 чисел оборотов шпинделя вынесена из шиндельной бабки и крепится внутри левой тумбы станка.
В коробке скоростей находится:
- Зубчатый механизм (редуктор)
- Пусковая и тормозная электромагнитные муфты
- Механизм селективного управления коробкой
Механизм главного дижения токарно-винторезного станка 16Б20п
Коробка подач
Коробка подач монтируется в левой части станины.
Механизм коробки подач со сменными шестернями гитары дают возможность нарезать весь основной ряд резьб, предусмотренный ГОСТом.
С помощью звена увеличения шага можно получить резьбы с шагом увеличенным в 4 и 16 раз
При специальной настройке гитары нарезаются мелкие резьбы с шагом от 0,2 мм.
Выбор подачи производится тремя рукоятками, смонтированными на коробке.
- Левой рукояткой (6) выбирается резьба из основного ряда
- Правая рукоятка (7) перемещает зубчатые колеса множительного механизма
- Средняя рукоятка (5) выбирает тип резьб и работ
В правой части коробки вмонтирована обгонная муфта для получения ускоренных перемещений каретки и суппорта.
Механизм подач токарно-винторезного станка 16Б20п
Настройка станка 16Б20п для нарезания резьб (таблица резьб)
Фартук
Фартук снабжен четырьмя мелкозубчатыми муфтами, которые обеспечивают прямой и обратный ход каретки и суппорта в прямом и обратном направлениях
Управление перемещениями каретки и нижней части суппорта производится мнемонической рукояткой.
При работе по упорам или случайных перегрузках предохранительное устройство фартука, непосредственно воздействуюя на механизм управления, переводит мелкозубчатые муфты в нейтральное положение.
Шариковое блокировочное устройство исключает одновременное включение маточной гайки и продольного и поперечного перемещений.
Суппорт
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины (каретка) и поперечное — по направляющим каретки.
Верхний суппорт с резцедержкой также имеет механическое перемещение для обточки коротких конусов (длина образующей конуса не более 140 мм.
Технические характеристики токарного станка 16Б20П
| Наименование параметра | 16Б20П | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 1000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса детали, обрабатываемой в центрах, кг | 460. .1300 .1300 | |
| Наибольшая масса детали, обрабатываемой в патроне, кг | 200 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении (в зависимости от комплекта шкивов главного двигателя), об/мин | 16..1600 12,5..1250 100..2000 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 930 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 250 | 300 |
| Скорость быстрых продольных перемещений, м/мин | 4,0 | 3,8 |
| Скорость быстрых поперечных перемещений, м/мин | 2,0 | 1,9 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных/ поперечных | 22/24 | 22/24 |
| Пределы шагов метрических резьб, мм | 0,5. .112 .112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,25 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,25 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Шкала угла поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 200 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 5 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 4,1/ 6,6 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,6 | 0,12 |
| Электродвигатель привода насоса смазки, кВт | 0,27 | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2595 х 1405 х 1115 | 2795 х 1190 х 1500 |
| Масса станка, кг | 2050 | 3010 |
* указана цена восстановленного станка, (т. к. эти модели станков больше не производятся)
к. эти модели станков больше не производятся)
Станок токарный 16В20
НовосибирскЕкатеринбург Челябинск Сургут Волгоград: +7(8442)78-01-43
| Станок 16В20 является универсальным токарно-винторезным оборудованием, используемым при обработке поверхностей заготовок и нарезания на них всех основных видов резьб в условиях единичного и мелкосерийного производств. Основными достоинствами станка являются: • максимальная фиксация инструмента и обеспечение его устойчивости в ходе обработки; • жесткая станина; • наличие шлифованных и закаленных направляющих; • плавный ход задней бабки; • наличие блокировочных и ограждающих элементов, позволяющих обеспечить высокий уровень безопасности; • длительный срок эксплуатации. Технические характеристики токарного станка 16В20 | |
| Наибольший диаметр обрабатываемой заготовки, мм: | |
| над станиной | 445 |
| над суппортом | 220 |
| Наибольшая длина обрабатываемой заготовки, мм: | |
| над суппортом | 750 |
| над выемкой станины | 290 |
| над выемкой станины при закреплении на планшайбе | 240 |
| Наибольшая длина обтачивания, мм | 650 |
| Конец шпинделя фланцевого по ГОСТ 12593-72 | 6К |
| Центр по ГОСТ 13214-79 | |
| в шпинделе | 7032-0043 (М6) |
| в пиноли задней бабки | 7032-0039 (М5) |
| Диаметр цилиндрического отверстия в шпинделе, мм, не менее | 54 |
| Высота резца, установленного в резцедержателе, мм, не менее | 25 |
| Количество скоростей прямого вращения шпинделя, не менее | 24 |
| Количество скоростей обратного вращения шпинделя, не менее | 12 |
| Частота вращения шпинделя, мин в -1 степени | 10-1400 |
| Количество ступеней подач продольных/поперечных, не менее | 50/50 |
| Подача, мм/об: | |
| продольная | 0,018-22,4 |
| поперечная | 0,009-11,2 |
| Количество нарезаемых резьб, не менее: | |
| метрических | 36 |
| модульных | 36 |
| дюймовых | 45 |
| питчевых | 45 |
| Шаг нарезаемых резьб: | |
| метрических, мм | 0,5-224 |
| модульных, модуль | 0,5-224 |
| дюймовых, число ниток на один дюйм | 77-0,125 |
| питчевых, питч | 77-0,125 |
| Скорость быстрого перемещения суппорта, м/мин: | |
| продольного | 4 |
| поперечного | 2 |
| Наибольшая длина перемещения, мм: | |
| каретки | 650 |
| нижнего суппорта | 280 |
| верхнего суппорта | 130 |
| пиноли | 150 |
| задней бабки (поперечное смещение) | ±15 |
| Наибольший угол поворота верхнего суппорта, град | ±90 |
| Цена одного деления шкалы перемещения, мм: | |
| каретки | 1 |
| нижнего суппорта | 0,05 |
| верхнего суппорта | 0,05 |
| пиноли | 5 |
| Цена одного деления шкалы поворота верхнего суппорта, град | 1 |
| Шероховатость поверхности заготовки из конструкционной | |
| стали при чистовом обтачивании, мм, не более | Ra 2,0 |
| Габарит станка, мм | |
| длина | 2500 |
| ширина х высота | 1190х1450 |
| Масса станка, кг | 2200 |
www. btsm-stanok.ru
btsm-stanok.ru
Новый манипуляторный патрон/чейнджер с токарным станком модели 16B производства манипулятора
- Стоматологические принадлежности
- Кресла и операторы
- Рентгеновское оборудование
- Стоматологический кабинет
- Медицинское оборудование
- Товары для здоровья животных
- Ветеринарное оборудование
- Товары
- Обработчик патрона/чейнджера с токарным станком Модель 16B
Модель 16B — это патрон/чейнджер, установленный на заводе с правой стороны токарного станка Red Wing с низкой базой 26A. Эта комбинация обеспечивает максимальную эффективность замены патрона как на низких, так и на высоких скоростях токарного станка. рукоятка позволяет технику менять боры, оправки и патроны с 1/4″ [6,4 мм] на 3/32″ [2,4 мм] без остановки станка. точные, профессиональные результаты в отделочных приборах. В комплекте все патроны и принадлежности для обслуживания.
рукоятка позволяет технику менять боры, оправки и патроны с 1/4″ [6,4 мм] на 3/32″ [2,4 мм] без остановки станка. точные, профессиональные результаты в отделочных приборах. В комплекте все патроны и принадлежности для обслуживания.
115 В/60 Гц. Также доступны версии 230 В/50 Гц, 230 В/60 Гц и 115 В/50 Гц за дополнительную плату.
Транспортировочный вес: 41 фунт [18,6 кг]
Размеры устройства: 18 1/4″ Д x 8″ Ш x 7 3/4″ В [45 см x 20 см x 19 см]
Недавно просмотренные продукты
Представленные изображения продукта приведены только в целях иллюстрации и могут не отражать продукт в точности. Если у вас есть вопросы относительно изображений продуктов, нажмите здесь.
/shop/16b-handler-chuck-changer-w-lathe-model-16b-194612
1198,00 долларов США
1078,20 $ 1078,2 доллар США1198,00 долларов США
Такой комбинации не существует.